Станок фрезерный схема: Электросхемы фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6Р12Б, 6P13, 6Р13Б
Содержание
Электросхемы фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6Р12Б, 6P13, 6Р13Б
Сведения о производителе консольно-фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6P13
Производитель универсальных фрезерных станков — Горьковский завод фрезерных станков, основанный в 1931 году.
Производство фрезерных станков на Горьковском станкостроительном заводе началось в 1932 году.
Серия 6Р Горьковского завода фрезерных станков ГЗФС
- 6Р12, 6Р12Б станок консольно-фрезерный вертикальный, 320 х 1250
- 6Р13, 6Р13Б станок консольно-фрезерный вертикальный, 400 х 1600
- 6Р82 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6Р82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Р82Ш станок консольно-фрезерный широкоуниверсальный, 320 х 1250
- 6Р83 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Р83Г станок консольно-фрезерный горизонтальный, 400 х 1600
- 6Р83Ш станок широкоуниверсальный консольно-фрезерный, 400 х 1600
- 6Р13Ф3 станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
Электросхемы консольно-фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6Р12Б, 6P13, 6Р13Б
Общие сведения
В настоящем руководстве приведены сведения по эксплуатация электрооборудования станков моделей 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6Р12Б, 6P13, 6Р13Б.
На каждом из указанных станков могут применяться следующие величины напряжений переменного тока:
- силовая цепь 3х50 Гц, 60 Гц — 220, 380, 400, 415, 440 В;
- цепь управления 50 Гц, 60 Гц — 110 или 220 В;
- цепь местного освещения 50 Гц, 60 Гц — 36, 24 или 110 В;
- цепь электродинамического торможения -56-60 В (для сети 380-440 В) и 36 В (для сети 220 В).
Конкретно для каждого станка питающее напряжение указывается в свидетельстве о приемке (см. руководство к станкам, ч. III).
Освещение рабочего места производится светильником местного освещения, смонтированным слева на станине станка.
В консоли рассоложен электромагнит Y1 для быстрых перемещений.
Кнопки управления смонтированы на пультах — на консоли и левой стороне станины.
Все аппараты управления размещены на четырех панелях, встроенных в нишах с дверками, на лицевую сторону которых выведены рукоятки следующих органов управления:
- F1 — вводный выключатель;
- S2 (S4) — реверсивный переключатель шпинделя;
- S6 — переключатель режимов;
- S3 — выключатель охлаждения.

Станки 6Р82Ш и 6Р83Ш в отличие от других станков имеют два электродвигателя для привода горизонтального и поворотного шпинделей.
Завод-изготовитель оставляет за собой право вносить в электрооборудование станков дальнейшие изменения и усовершенствования.
При уходе за электрооборудованием необходимо периодически проверять состояние пусковой и релейной аппаратуры.
При осмотрах релейной аппаратуры особое внимание следует обращать на надежное замыкание и размыкание контактных мостиков.
Во время эксплуатация электродвигателей следует систематически производить их технические осмотры в профилактические ремонты. Периодичность технически осмотров устанавливается в зависимости от производственных условий, но не реже одного реза в два месяца. При профилактических ремонтах должна производиться разборка электродвигателя, внутренняя в наружная чистка, замена смазки подшипников. Смену смазки подлинников при нормальных условиях работы следует производить через 4000 часов работы, но при работе электродвигателя в пыльной в влажной среде ее следует производить чаще -по мере необходимости.
Перед набивкой свежей смазкой подшипники должны быть тщательно промыты бензином. Камеру заполняют смазкой на 2/3 ее объема.
Первоначальный пуск станка
При первоначальном пуске станка необходимо прежде всего проверить внешним осмотром надежность заземления и состояние монтажа электрооборудования. При помощи вводного выключателя F1 станок подключить к цеховой сети.
Проверять четкость срабатывания магнитных пускателей в реле при помощи кнопок в переключателей станка, ограничение движений в наладочном режиме, при управлении станком от рукояток в автоматическом цикле в при работе с круглым столом.
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков:
6Н12,
6Н13П,
6Н82,
6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков:
6М12П,
6М13П,
6М82,
6М82Г,
6М83,
6М83Г,
6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков:
6Р12,
6Р12Б,
6Р13,
6Р13Б,
6Р13Ф3,
6Р82,
6Р82Г,
6Р82Ш,
6Р83,
6Р83Г,
6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков:
6Т12-1,
6Т13-1,
6Т82-1,
6Т83-1 и
ГФ2171.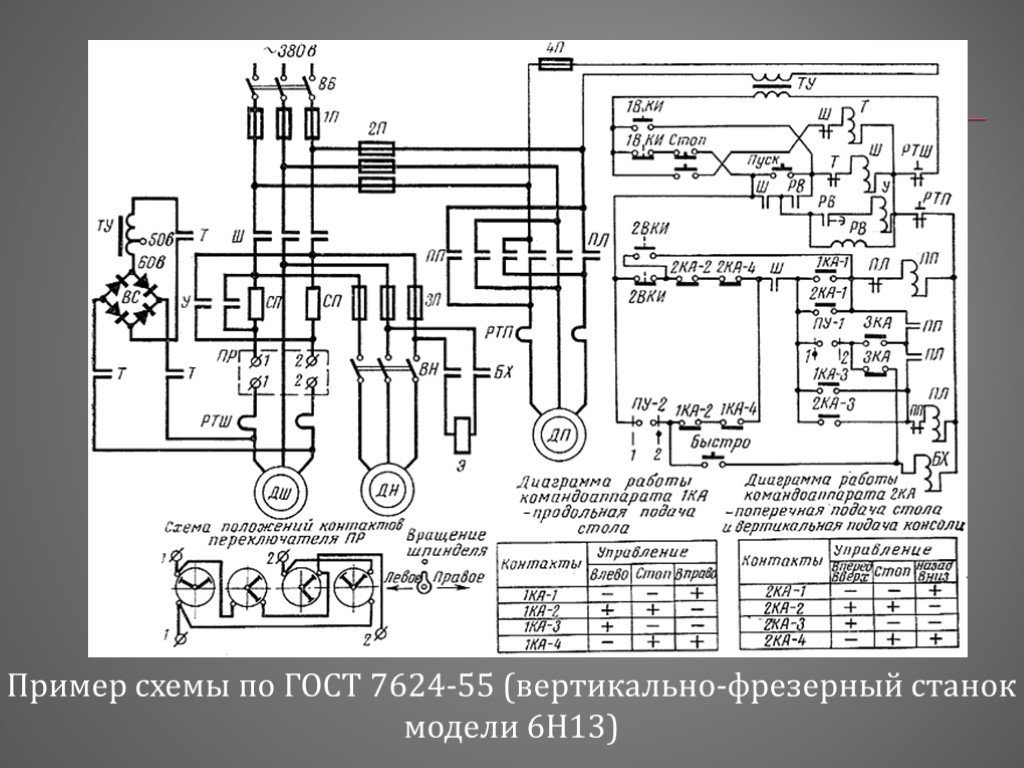
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков:
6Т12,
6Т12Ф20,
6Т13,
6Т13Ф20,
6Т13Ф3,
6Т82,
6Т82Г,
6Т82ш,
6Т83,
6Т83Г,
6Т83Ш.
Читайте также: Сравнительные характеристики консольно-фрезерных станков серий 6М, 6Р, 6Т
Описание работы электросхемы консольно-фрезерных станков
Электросхема (рис. 1, 2) позволяет производить работу на станке в следующих режимах:
- управление от рукояток и кнопок управления
- автоматическое управление продольными перемещениями стола
- режим — круглый стол
Выбор режима работы производится переключателем S6.
При работе станка от рукояток и невращающемся шпинделе необходимо переключатель S2 (S4) установить в нулевое положение.
ВНИМАНИЕ! ПРЕЖДЕ ЧЕМ ОТКЛЮЧИТЬ СТАНОК ОТ СЕТИ ИЛИ ПРОИЗВЕСТИ РЕВЕРС ПРИ РАБОТАЩЕМ ЭЛЕКТРОДВИГАТЕЛЕ ШПИНДЕЛЯ НЕОБХОДИМО КНОПКОЙ «СТОП» ОТКЛЮЧИТЬ ЭЛЕКТРОДВИГАТЕЛЬ
Для облегчения переключения скоростей шпинделя я подачи в станке предусмотрено импульсное включение электродвигателя шпинделя — кнопкой S9, а электродвигателя подачи — конечным выключателем S14. При нажатии на кнопку S9 включается контактор шпинделя К4 в реле напряжения К1, н.о. контакты которого включают реле КЗ, последний через свой н.о. контакт становится на самопитание, а н.з. контакт разрывает цепь питания контактора К4.
При нажатии на кнопку S9 включается контактор шпинделя К4 в реле напряжения К1, н.о. контакты которого включают реле КЗ, последний через свой н.о. контакт становится на самопитание, а н.з. контакт разрывает цепь питания контактора К4.
При управлении от рукояток работа электросхемы обеспечивается замыканием контактов соответствующих конечных выключателей и кнопок.
Включение в отключение электродвигателя подачи осуществляется от рукояток, воздействующих на конечные выключатели продольной подачи (S17, S19), вертикальной в поперечной подач (S16, S15).
Включение и отключение шпинделя производится соответственно кнопками «Пуск» — S10, S11; «Стоп» — S7, S8. При нажатии на кнопку «Стоп» одновременно с отключением электродвигателя шпинделя отключается и электродвигатель подачи.
Быстрый ход стола происходит при нажатии кнопки S12 (S13) «Быстро», включающей контактором К3 электромагнит быстрого хода Y1.
Торможение электродвигателя шпинделя — электродинамическое. При нажатии кнопок S7 или S8 включается контактор К2, который подключает обмотку электродвигателя к источнику постоянного тока, выполненному на выпрямителях Y1. Реле К1 служит для защиты селеновых выпрямителей от пробоя повышенным напряжением в момент отключения электродвигателя.
При нажатии кнопок S7 или S8 включается контактор К2, который подключает обмотку электродвигателя к источнику постоянного тока, выполненному на выпрямителях Y1. Реле К1 служит для защиты селеновых выпрямителей от пробоя повышенным напряжением в момент отключения электродвигателя.
При работе на одной из подач исключается возможность случайного включения другой подачи: блокировка осуществляется конечными выключателями S15- S19. При автоматическом управлении переключатель S6 должен быть установлен в положение «Автоматический цикл». Кроме того, необходимо произвести механическое переключение валика, расположенного в салазках станка, в положение «Автоматический цикл». При последнем положения валика кулачковая муфта продольного хода заперта в конечный выключатель S20 нажат.
Автоматическое управление осуществляется при помощи кулачков, устанавливаемых на столе. При движения стола кулачки, воздействуя на рукоятку включения продольной подачи в верхнюю звездочку (рис. 3), производят необходимые переключения в электросхеме конечными выключателями S17, S19, S18. Конечный выключатель S20 исключает возможность включения поперечных и вертикальных подач в этом режиме работы.
3), производят необходимые переключения в электросхеме конечными выключателями S17, S19, S18. Конечный выключатель S20 исключает возможность включения поперечных и вертикальных подач в этом режиме работы.
Описание работы рукояток и звездочек, воздействующих на конечные выключателя, а также настройки кулачков см. в руководстве по эксплуатации, часть I.
Работа электросхемы в автоматическом цикле — быстрый подвод — рабочая подача — быстрый отвод — происходит следующим образом: при отключенной рукоятке продольной подачи шток, воздействующий на конечный выключатель S18, должен находиться в глубокой впадине нижней звездочки. Контакты 41-17 конечного выключателя S18 должны быть замкнуты. С включением рукоятки продольного хода вправо происходит быстрое движение стола вправо. Отключение быстрого хода в нужной точке производится при воздействия кулачка на верхнюю звездочку, при повороте которой оба контакта конечного выключателя S18 размыкаются. Стол продолжает движение на рабочей подаче. При воздействии кулачков на рукоятку в звездочку происходят реверс подачи и включение быстрого хода влево. При переходе рукоятки через нейтральное положение питание контактора К5 осуществляется через контакты 35-43 конечного выключателя S18. Шток, воздействующий на конечный выключатель, в этот момент должен находиться на участке постоянной кривизны нижней звездочки.
При воздействии кулачков на рукоятку в звездочку происходят реверс подачи и включение быстрого хода влево. При переходе рукоятки через нейтральное положение питание контактора К5 осуществляется через контакты 35-43 конечного выключателя S18. Шток, воздействующий на конечный выключатель, в этот момент должен находиться на участке постоянной кривизны нижней звездочки.
Отключение быстрого хода влево в конец цикла осуществляются при переводе рукоятки кулачком в нейтральное положение. Работа станка на других циклах производится путем настройки соответствующих кулачков. Работа электросхемы в этом случае аналогична.
При работе с круглым столом переключатель S6 устанавливается в положение «Круглый стол». При этом включение продольных, поперечных и вертикальных подач исключается. Блокировка осуществляется конечными выключателями S14- S20.
Вращение круглого стола осуществляется от электродвигателя подач, пуск которого производится контактором К6 одновременно с электродвигателем шпинделя.
Быстрый ход круглого стола происходит при нажатии кнопки «Быстро», включающей контактор К3 электромагнита быстрого хода.
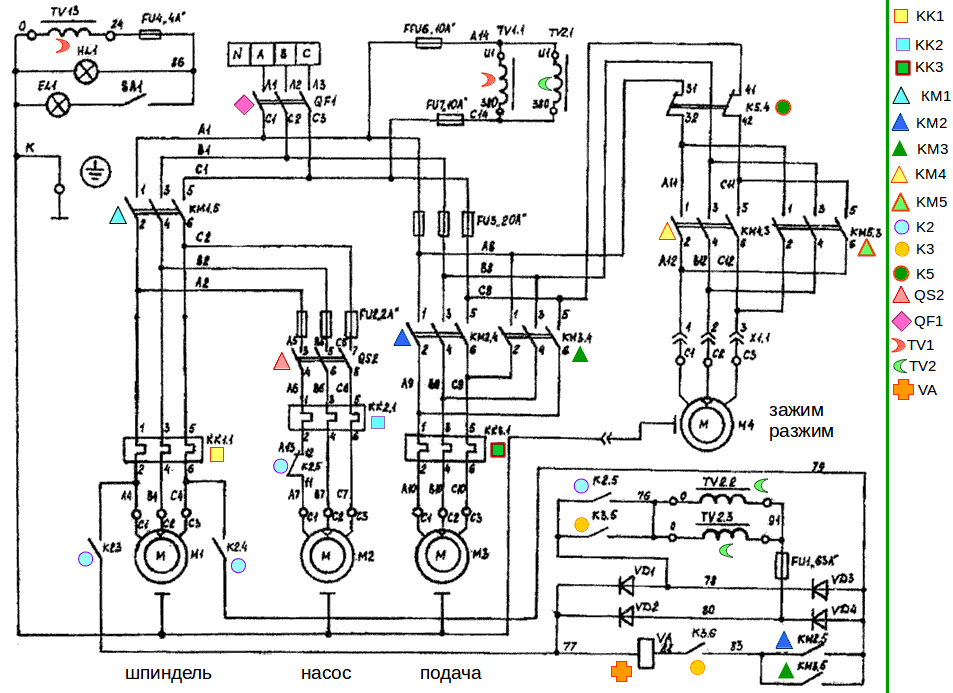
Cхема электрическая консольно-фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6Р12Б, 6P13, 6Р13Б
Электрическая схема консольно-фрезерных станков серии 6Р
1. Электрическая схема консольно-фрезерных станков серии 6Р. Скачать в увеличенном масштабе
2. Схема электрическая принципиальная фрезерных станков 6Р. Скачать в увеличенном масштабе
2. Электрическая схема консольно-фрезерных станков серии 6Р. Скачать в увеличенном масштабе
3. Электрическая схема консольно-фрезерных станков серии 6Р. Скачать в увеличенном масштабе
4. Cхема электрических соединений консольно-фрезерных станков серии 6Р. Скачать в увеличенном масштабе
Диаграммы переключателей. Назначение путевых выключателей
Диаграммы переключателей. Назначение путевых выключателей
Циклограмма работы станка. Диаграммы переключателей. Назначение путевых выключателей. Скачать в увеличенном масштабе
Назначение путевых выключателей. Скачать в увеличенном масштабе
Перечень элементов схемы электрической принципиальной консольно-фрезерных станков
Перечень элементов схемы электрической принципиальной консольно-фрезерного станка
Перечень элементов схемы электрической принципиальной консольно-фрезерного станка. Скачать в увеличенном масштабе
Перечень элементов схемы электрической принципиальной консольно-фрезерного станка
Перечень элементов схемы электрической принципиальной консольно-фрезерного станка. Скачать в увеличенном масштабе
Характеристики электродвигателей и нагревательных элементов консольно-фрезерных станков
Характеристики электродвигателей и нагревательных элементов фрезерных станков
Характеристики электродвигателей и нагревательных элементов станков. Скачать в увеличенном масштабе
Перечень элементов электрооборудования консольно-фрезерных станков
Перечень элементов электрооборудования консольно-фрезерных станков
Перечень элементов электрооборудования консольно-фрезерных станков. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Cхема расположения электрооборудования на консольно-фрезерных станках 6Р82, 6Р82Г, 6Р83, 6Р83Г
Cхема расположения электрооборудования на фрезерных станках 6Р82, 6Р82Г, 6Р83, 6Р83Г
Cхема расположения электрооборудования на фрезерных станках 6Р82, 6Р82Г, 6Р83, 6Р83Г. Скачать в увеличенном масштабе
Cхема расположения электрооборудования на консольно-фрезерных станках 6Р12, 6Р12Б, 6Р13, 6Р13Б
Cхема расположения электрооборудования на фрезерных станках 6Р12, 6Р12Б, 6Р13, 6Р13Б
Cхема расположения электрооборудования на фрезерных станках 6Р12, 6Р12Б, 6Р13, 6Р13Б. Скачать в увеличенном масштабе
Cхема расположения электрооборудования на консольно-фрезерных станках 6Р82Ш, 6Р83Ш
Cхема расположения электрооборудования на фрезерных станках 6Р82Ш, 6Р83Ш
Cхема расположения электрооборудования на фрезерных станках 6Р82Ш, 6Р83Ш. Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Читайте также: Технология ремонта фрезерных станков
Описание электрооборудования фрезерных станков. Видеоролик.
- Консольно-фрезерные станки 6Р82, 6Р83, 6Р82Г, 6Р83Г, 6Р82Ш, 6Р83Ш, 6Р12, 6Р13, 6Р12Б, 6Р13Б. Руководство по эксплуатации электрооборудования 6Р82.ЭО.000 РЭ1,
- Игнатов В.А. Электрооборудование современных металлорежущих станков и обрабатывающих комплексов, 1991
- Комаров А.Ф. Наладка и эксплуатация электрооборудования металлорежущих станков, 1975
- Розман Устройство, наладка и эксплуатация электроприводов металлорежущих станков, 1985
- Чернов Е.А. Комплектные электроприводы станков с ЧПУ, 1989
- Харизоменов И.В. Электрическое оборудование металлорежущих станков, 1958
Список литературы:
Связанные ссылки. Дополнительная информация
Электросхемы фрезерных станков 6М82, 6М82Г, 6М82Ш, 6М82ГБ, 6М83, 6М83Г, 6М83Ш, 6М12П, 6М12ПБ, 6М13П, 6М13ПБ
Сведения о производителе консольно-фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6P13
Производитель универсальных фрезерных станков — Горьковский завод фрезерных станков, основанный в 1931 году.
Производство фрезерных станков на Горьковском станкостроительном заводе началось в 1932 году.
Серия Р Горьковского завода фрезерных станков ГЗФС
- 6Г605 станок продольно-фрезерный двухшпиндельный, 500 х 1600
- 6М12П станок консольно-фрезерный вертикальный, 320 х 1250
- 6М13П станок консольно-фрезерный вертикальный, 400 х 1600
- 6М82 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6М82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6М82Ш станок консольно-фрезерный широкоуниверсальный, 320 х 1250
- 6М83 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6М83Г станок консольно-фрезерный горизонтальный, 400 х 1600
- 6М83Ш станок консольно-фрезерный горизонтальный, 400 х 1600
- 6Н12 станок консольно-фрезерный вертикальный, 320 х 1250
- 6Н13П станок консольно-фрезерный вертикальный, 400 х 1600
- 6Н82 станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Н82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Р12, 6Р12Б станок консольно-фрезерный вертикальный, 320 х 1250
- 6Р13, 6Р13Б станок консольно-фрезерный вертикальный, 400 х 1600
- 6Р13Ф3 станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
- 6Р82 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6Р82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Р82Ш станок консольно-фрезерный широкоуниверсальный, 320 х 1250
- 6Р83 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Р83Г станок консольно-фрезерный горизонтальный, 400 х 1600
- 6Р83Ш станок широкоуниверсальный консольно-фрезерный, 400 х 1600
- 6Т12-1 станок консольно-фрезерный вертикальный, 320 х 1250
- 6Т12 станок вертикальный консольно-фрезерный вертикальный, 320 х 1250
- 6Т12Ф20 станок консольно-фрезерный вертикальный с ЧПУ, 320 х 1250
- 6Т13 станок консольно-фрезерный вертикальный, 400 х 1600
- 6Т13Ф20 станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
- 6Т13Ф3 станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
- 6Т82 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6Т82-1 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6Т82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Т82Ш станок консольно-фрезерный широкоуниверсальный, 320 х 1250
- 6Т83 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Т83-1 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Т83Г станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Т83Ш станок консольно-фрезерный широкоуниверсальный, 400 х 1600
- 6605 станок продольно-фрезерный двухшпиндельный, 500 х 1600
- 6606 станок продольно-фрезерный трехшпиндельный, 630 х 2000
- ГФ2171 станок фрезерный вертикальный с ЧПУ и АСИ, 400 х 1600
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков:
6Н12,
6Н13П,
6Н82,
6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков:
6М12П,
6М13П,
6М82,
6М82Г,
6М83,
6М83Г,
6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков:
6Р12,
6Р12Б,
6Р13,
6Р13Б,
6Р13Ф3,
6Р82,
6Р82Г,
6Р82Ш,
6Р83,
6Р83Г,
6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков:
6Т12-1,
6Т13-1,
6Т82-1,
6Т83-1 и
ГФ2171.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков:
6Т12,
6Т12Ф20,
6Т13,
6Т13Ф20,
6Т13Ф3,
6Т82,
6Т82Г,
6Т82ш,
6Т83,
6Т83Г,
6Т83Ш.
Читайте также: Сравнительные характеристики консольно-фрезерных станков серий 6М, 6Р, 6Т
Электросхемы консольно-фрезерных станков 6М82, 6М82Г, 6М82Ш, 6М82ГБ, 6М83, 6М83Г, 6М83Ш, 6М12П, 6М12ПБ, 6М13П, 6М13ПБ
Общие сведения
Электрооборудование станка предназначено для питания от сети трехфазного тока напряжением 380 В с частотой 50 Гц. По особому заказу оно может быть выполнено и на другие стандартные напряжения: 220 В или 500 В, а также на частоту сети 60 Гц.
В электрической схеме станка (рис. 50) предусмотрены: питание цепи управления от сети напряжением 127 в, питание цепи местного освещения от сети напряжением 36 В, нулевая защита всех электродвигателей, а также защита от коротких замыканий плавкими предохранителями и от перегрузок при помощи тепловых реле.
Вся пусковая электроаппаратура установлена в двух нишах станины станка.
В каждой нише имеется по две панели с электроаппаратурой; четыре панели составляют комплект панелей управления станка, имеющий общую монтажную схему (рис. 51).
Для подключения электрооборудования к сети и его отключения имеется вводный выключатель, рукоятка которого расположена на дверке левой ниши.
Описание электрооборудования
Управление электродвигателем шпинделя — кнопочное. Выбор направления вращения шпинделя производится реверсивным переключателем ПР, который устанавливает нужное вращение двигателя шпинделя.
Управление электродвигателем подачи производится от двух командоаппаратов.
Командоаппарат продольной подачи 1КА состоит из двух конечных выключателей: для включения правого и левого ходов стола.
Командоаппарат поперечной и вертикальной подач 2КА также состоит из двух конечных выключателей. Рукоятка командоаппарата 2КА имеет пять положений: назад, вниз, вперед, вверх и среднее нейтральное.
Для выполнения на станке разных режимов работы в электросхеме имеется переключатель ПУ на три положения рукоятки. При первом положении — «Автоматический цикл» — выполняются только автоматические циклы продольного хода стола, при втором положении — «Подача от рукояток» — производится нормальная работа станка и при третьем положении — «Круглый стол» — производится работа круглым столом, который как приспособление может быть установлен на столе станка.
Управление вращением круглого стола происходит при одностороннем вращении двигателя подачи.
Электронасос для охлаждающей жидкости управляется от выключателя ВО.
Выключатель ВМО служит для отключения местного освещения станка.
Специальный электромагнит ЭБ постоянного тока (рис. 52) служит для привода фрикционной муфты быстрого хода.
Одновременно с включением быстрого хода электромагнит отключает кулачковую муфту подачи.
Питание электромагнита ЭБ выполняется от селенового выпрямителя ВС, основное назначение которого — давать подмагничивающий ток двигателю шпинделя при торможении.
Вводный выключатель ВВ и реверсивный переключатель ПР предназначены для отключения ненагруженных цепей, поэтому при пользовании этими аппаратами электродвигатель шпинделя необходимо предварительно отключить кнопкой «Стоп».
Работа электросхемы при ручном управлении
Переключатель управления ПУ должен быть установлен в положении «Подача от рукояток».
После выбора направления вращения шпинделя переключателем ПР рукоятку вводного выключателя ВВ необходимо установить в положение «Включено». При этом будет подано напряжение сети на, клеммы магнитного пускателя ПШ.
От нажатия кнопки «Шпиндель» магнитный пускатель ПШ включается, и двигатель шпинделя будет вращаться.
При включенном пускателе ПШ рукояткой командоаппарата 1КА (или 2КА) можно включить движение стола со скоростью рабочей подачи. Для получения движения стола вправо (или назад, вниз) включается пускатель ПП, при левом ходе (или ходах вперед, вверх) работает пускатель ПЛ двигателя подачи.
Движение стола со скоростью быстрого хода происходит только при нажатой кнопке «Быстро», которая включает пускатель ПБ электромагнита быстрого хода.
Быстрым ходом стола можно пользоваться как при включенном, так и при отключенном двигателях шпинделя. При отключенном шпинделе быстрый ход осуществляется благодаря шунтированию контакта ПШ 12-28 контактом ПБ при нажатии кнопки «Быстро».
Автоматический останов двигателя подачи при движении стола (консоли или салазок) происходит при переводе концевым кулачком рукоятки командоаппарата 1КА (или 2КА) в нейтральное положение, при этом разрывается цепь питания пускателя ПП (или ПЛ), и двигатель останавливается.
Работа электросхемы при автоматическом управлении
Автоматическое управление применяется только для продольного хода стола.
На станке можно выполнять следующие автоматические циклы:
- правый скачкообразный с реверсом
- левый скачкообразный с реверсом
- маятниковый
При маятниковом цикле рабочая подача стола автоматически чередуется с быстрым ходом в каждом направлении.
Для работы на автоматическом цикле переключатель ПУ должен быть установлен в положение «Автоматический цикл».
Кроме того, необходимо также сделать механическое переключение валика, имеющегося в салазках станка, из положения «Ручное управление» в положение «Автоматический цикл». При последнем положении валика кулачковая муфта продольного хода заперта, и конечный выключатель 4КА нажат. Это обеспечивает управление продольным движением стола только от командоаппаратов 1КА и 3КА при сблокированных поперечной и вертикальной подачах.
Для объяснения работы схемы в автоматическом цикле разберем выполнение правого скачкообразного цикла с реверсом. Этот цикл состоит из автоматических переключений:
- с быстрого хода вправо на подачу вправо
- с подачи вправо на быстрый ход влево
- с быстрого хода влево на «Стоп»
Для получения быстрого хода стола в начале цикла нужно предварительно убедиться в том, что командоаппарат 3КА, управляющий работой пускателя ПБ при автоматических циклах, находится в не нажатом состоянии, т.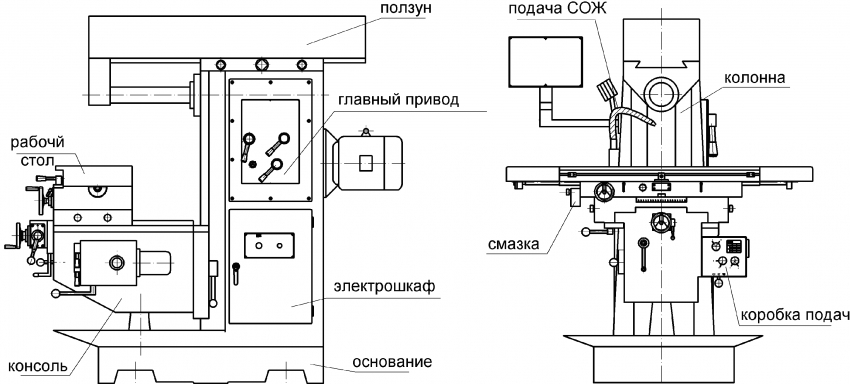 е. через его контакт 43-26 происходит питание пускателя ПБ.
е. через его контакт 43-26 происходит питание пускателя ПБ.
Если контакт 3КА 43-26 не закрыт, то необходимо сделать поворот звездочки с восемью выступами, сидящей на валу рукоятки командоаппарата 1КА на один выступ, после чего контакт 3КА 43-26 закроется.
При повороте рукоятки командоаппарата 1КА вправо включится быстрый ход стола вправо, так как произойдет включение пускателей /7/7 для двигателя подачи и ПБ для электромагнита.
Отключение быстрого хода происходит, когда в нужной точке пути стола откидной кулачок сделает поворот звездочки на один выступ, при этом контакт 43-26 командоаппарата 3КА раскроется, электромагнит ЭБ будет отключен, и стол продолжит движение со скоростью рабочей подачи.
Для переключения движения в нужной точке пути с рабочей подачи вправо на быстрый ход влево в пазу стола должны быть установлены рядом два кулачка:
- кулачок № 1 для перевода рукоятки командоаппарата из положения вправо в положение влево
- кулачок № 3 (откидной) для отключения подачи вправо и включения быстрого хода
Когда кулачок № 1 переводит рукоятку командоаппарата 1КА в положение влево, то перед моментом раскрытия контакта 15-16 от нажатия кулачка № 3 на звездочку с выступами в командоаппарате 3КА контакт 43-26 уже закрывается, что обеспечивает питание пускателя ПП по цепи 15-42-43-25-16 при раскрытом контакте 15-16 командоаппарата 1КА (см. в схеме диаграмму переключателя 3КА).
в схеме диаграмму переключателя 3КА).
После перевода рукоятки в положение влево кулачок 3 повернет звездочку на один выступ и в командоаппарате 3КА раскроется контакт 43-26, отключая пускатель ПП — подача вправо. Закрытие нормально закрытого контакта пускателя ПП 22-18 замыкает цепь питания пускателя ПЛ, и двигатель реверсируется. Одновременно контакт 3КА 43-26 включает пускатель ПБ, и стол идет быстро влево.
Остановка быстрого хода влево происходит при переводе кулачком № 2 рукоятки командоаппарата 1КА в нейтральное положение, в котором отключаются двигатель подачи и электромагнит ЭБ.
Наладку на автоматические циклы следует производить без обрабатываемой детали, так как ошибки при наладке могут привести к включению быстрого хода вместо подачи, что может вызвать поломку инструмента.
Работа схемы при остальных автоматических циклах аналогична вышеописанной.
Импульсное включение двигателей
Для получения быстрого сцепления зубьев зубчатых колес при переключениях скоростей шпинделя предусмотрен кратковременный поворот двигателя шпинделя.
Для указанной цели имеется кнопка «Толчок», при нажатии которой двигатель шпинделя получает кратковременное вращение. Кратковременность включения пускателя ПШ происходит благодаря тому, что при его включении получает питание реле РП, которое, становясь на самопитание, разрывает своим контактом 33-27 цепь питания пускателя ПШ.
При переключениях подачи также имеется возможность кратковременного включения двигателя подачи с помощью конечного выключателя KB, который включает двигатель в то время, когда ручка переключения находится в выдвинутом положении.
Торможение шпинделя
Электропривод шпинделя имеет динамическое торможение двигателя, которое благодаря плавно нарастающему тормозному моменту лучше обеспечивает сохранность механизма при эксплуатации, чем другие способы торможения.
Для выполнения динамического торможения установлено следующее электрооборудование:
- Селеновый выпрямитель ВС, соединенный со специальной обмоткой трансформатора ТУ. Эта обмотка имеет напряжение 55 В при напряжении сети 380 В и 36 В при 220 В.

- Магнитный пускатель ПТ для включения постоянного тока в обмотку статора двигателя на время торможения.
- Промежуточное реле РН, имеющее катушку для напряжения сети трехфазного тока.
При нажатии кнопки «Стоп» ее нормально закрытый контакт отключает пускатель ПШ, и статор двигателя от сети отключается. В отключенной обмотке статора затухающее поле ротора наводит напряжение, приблизительно равное напряжению сети.
Во избежание пробоя селенового выпрямителя последний включается в цепь статора только после снижения наведенного напряжения до малой величины. Контроль исчезновения наведенного напряжения выполняет реле напряжения РН.
Когда реле РН обесточивается, оно своим нормально закрытым контактом 23-41 замыкает цепь питания пускателя ПТ, который подает в обмотку статора постоянный подмагничивающий ток, чем обеспечивается торможение двигателя.
После остановки шпинделя кнопку «Стоп» отпускают, при этом пускатель ПТ отключает селеновый выпрямитель от статора.
Процесс торможения двигателя длится при наибольшей включенной скорости шпинделя 1600 об/мин 3—5 сек.
Блокировки станка
Электросхема имеет ряд блокировок, которые введены для обеспечения правильной эксплуатации станка и его электрооборудования:
- Одновременное включение рукояток командоаппаратов 1КA и 2КА вызывает остановку двигателя подачи, так как совместная работа двух подач не допускается кинематикой станка
- В положении переключателя ПУ «Автоматический цикл» исключены работа поперечной и вертикальной подач и управление от кнопки «Быстро»
- В положении переключателя ПУ «Круглый стол» работа продольной, поперечной и вертикальной подач невозможна
- В положении переключателя ПУ «Подача от рукояток» нормально замкнутые контакты в реверсивном пускателе двигателя подачи зашунтированы для получения принудительного реверсирования двигателя подачи в случае «прилипания» якоря к неподвижному сердечнику магнита в пускателе
- Не допускается рабочая подача во всех направлениях, а также вращение круглого стола при не включенном двигателе шпинделя.

Схема электрическая принципиальная фрезерных станков 6М82, 6М82Г, 6М82Ш, 6М82ГБ, 6М83, 6М83Г, 6М83Ш, 6М12П, 6М12ПБ, 6М13П, 6М13ПБ
Электрическая принципиальная схема фрезерных станков серии 6М
Схема электрическая принципиальная консольно-фрезерных станках серии 6М. Смотреть в увеличенном масштабе
Схема электрическая принципиальная консольно-фрезерных станках серии 6М. Смотреть в увеличенном масштабе
Перечень элементов схемы электрической принципиальной консольно-фрезерных станка
Перечень элементов схемы электрической принципиальной консольно-фрезерных станков
Перечень элементов схемы электрической принципиальной консольно-фрезерных станках. Скачать в увеличенном масштабе
Схема электрическая принципиальная фрезерных станков 6М82, 6М82Г, 6М82Ш, 6М82ГБ, 6М83, 6М83Г, 6М83Ш, 6М12П, 6М12ПБ, 6М13П, 6М13ПБ
Электрическая принципиальная схема фрезерных станков серии 6М
Схема электрическая принципиальная консольно-фрезерных станках серии 6М. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Диаграммы переключателей. Назначение путевых выключателей фрезерных станков серии 6М
Диаграммы переключателей. Назначение путевых выключателей на консольно-фрезерных станках серии 6М. Смотреть в увеличенном масштабе
Перечень элементов схемы электрической принципиальной фрезерных станков серии 6М
Перечень элементов схемы электрической принципиальной консольно-фрезерных станках серии 6М. Смотреть в увеличенном масштабе
Cхема расположения электрооборудования на вертикальных консольно-фрезерных станках 6М12П, 6М12ПБ, 6М13П, 6М13ПБ
Cхема расположения электрооборудования на станках 6М12П, 6М12ПБ, 6М13П, 6М13ПБ
Cхема расположения электрооборудования на консольно-фрезерных станках 6М12П, 6М12ПБ, 6М13П, 6М13ПБ. Скачать в увеличенном масштабе
Cхема расположения электрооборудования на горизонтальных консольно-фрезерных станках 6М82, 6М82Г, 6М82ГБ, 6М83, 6М83Г
Cхема расположения электрооборудования на станках 6М82, 6М82Г, 6М82ГБ, 6М83, 6М83Г
Cхема расположения электрооборудования на горизонтальных консольно-фрезерных станках 6М82, 6М82Г, 6М82ГБ, 6М83, 6М83Г. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Cхема расположения электрооборудования на широкоуниверсальных консольно-фрезерных станках 6М82Ш, 6М83Ш
Cхема расположения электрооборудования на станках 6М82Ш, 6М83Ш
Cхема расположения электрооборудования на широкоуниверсальных консольно-фрезерных станках 6М82Ш, 6М83Ш. Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Описание электрооборудования фрезерных станков. Видеоролик.

- Консольно-фрезерные станки серии «М» № 2; 3. Руководство к электрооборудованию 380 в 50 Гц
- Игнатов В.А. Электрооборудование современных металлорежущих станков и обрабатывающих комплексов, 1991
- Комаров А.
 Ф. Наладка и эксплуатация электрооборудования металлорежущих станков, 1975
Ф. Наладка и эксплуатация электрооборудования металлорежущих станков, 1975 - Розман Устройство, наладка и эксплуатация электроприводов металлорежущих станков, 1985
- Чернов Е.А. Комплектные электроприводы станков с ЧПУ, 1989
- Харизоменов И.В. Электрическое оборудование металлорежущих станков, 1958
Список литературы:
Связанные ссылки
Что такое фрезерный станок? — Детали, работа, схема
Фрезерные станки являются одними из наиболее часто используемых станков в современном производстве. Вы найдете их везде, от крупных сборочных линий до небольших мастерских по изготовлению инструментов и штампов, и практически где угодно между ними. Фрезерные станки используются практически во всех отраслях промышленности: от мини-заводов в передовых научных лабораториях до автомобильной промышленности.
Фрезерные станки пользуются популярностью у многих производителей и инженеров, поскольку они помогают производить более сложные детали, чем может обработать обычный 3D-принтер. В этом руководстве мы расскажем вам о фрезерных станках, в том числе о том, для чего они используются, как они работают и на какие функции следует обратить внимание при покупке. У вас будет все, что вам нужно знать, чтобы с уверенностью приобрести собственный фрезерный станок.
В этом руководстве мы расскажем вам о фрезерных станках, в том числе о том, для чего они используются, как они работают и на какие функции следует обратить внимание при покупке. У вас будет все, что вам нужно знать, чтобы с уверенностью приобрести собственный фрезерный станок.
Что такое фрезерный станок?
Фрезерный станок представляет собой устройство, которое вращает круговой инструмент с несколькими режущими кромками, расположенными симметрично относительно его оси, и заготовка обычно удерживается в тисках или аналогичном устройстве, закрепленном на столе, который может перемещаться в трех перпендикулярных направлениях.
Фрезерные станки используются для обработки твердых материалов, включая металл, пластик и дерево, и обычно используются для обработки неровных и плоских поверхностей. Фреза предназначена для вращения во время операции, в отличие от токарного станка, где сама деталь вращается во время операции резки.
Фрезерные станки — это механические станки, предназначенные для фрезерования или резки материала. На мельницах используются различные режущие инструменты, в том числе вращающиеся лезвия, сверла и даже абразивы.
На мельницах используются различные режущие инструменты, в том числе вращающиеся лезвия, сверла и даже абразивы.
Лучшие мельницы имеют конструкцию из высококачественного чугуна, двигатели с регулируемой скоростью, механические подачи и режущие инструменты, которые перемещаются по осям x и y. Фрезерные станки используются в различных ролях от деревообработки до металлообработки.
Фрезерные станки обычно имеют автономные электрические приводные двигатели, системы охлаждения, цифровые устройства считывания, переменную скорость вращения шпинделя и подачу стола с механическим приводом. Их также можно использовать для сверления, растачивания, нарезания зубчатых колес и изготовления пазов и карманов.
Фрезерный станок предназначен для надежного удержания материала в тисках или иным образом прикреплен к станине мельницы. Сам режущий инструмент обычно перемещается горизонтально или вертикально, что, в свою очередь, дает название двум основным типам фрезерных станков; горизонтальные и вертикально-фрезерные станки.
Вертикальные мельницы используют вращающийся режущий инструмент, который больше всего напоминает сверлильный станок или сверлильный станок. Сверлильный патрон устанавливается на портале над станиной фрезы и опускается в заготовку.
Режущий инструмент обычно представляет собой однолезвийную фрезу. В зависимости от характеристик конкретной мельницы, фрезерные станки имеют скорость головки инструмента от 500 до 50 000 об/мин.
Горизонтально-фрезерный станок функционирует так же, как вертикальный фрезерный станок, за исключением того, что он использует вращающийся стол вместо портала, а его главный резец обычно трех- или четырехгранный. Скорость резания для этих мельниц также варьируется в зависимости от спецификации, но может достигать 20 000 об/мин.
Какой фрезерный станок вам нужен?
Существует ряд комбинированных станков, в которых элементы фрезерного станка сочетаются с другими обычными инструментами. Мини-мельницы, безусловно, не единственная вариация на тему фрезерных станков.
Фрезерные станки очень напоминают сверлильные станки или упрощенные вертикальные фрезы. Специализированные шлифовальные станки или шлифовальные станки берут некоторые элементы из горизонтальной мельницы и объединяют их с пошаговым процессом для медленного удаления материала с заготовки, создавая плоскую поверхность.
Когда дело доходит до «правильных» фрезерных станков, есть еще несколько вариантов. Коленные мельницы — это небольшие фрезерные станки, часто сконструированные как настольные мельницы, которые в равной степени подходят как для домашней мастерской, так и для промышленного механического цеха.
Фрезерные станки с ЧПУ — это топовая опция, обеспечивающая производителям деталей высокоточное решение.
Части фрезерного станка
Основные части фрезерного станка:
- Колонна и основание.
- Колено.
- Седло и поворотный стол.
- Механизм механической подачи.
- Таблица.

- Шпиндель.
- Подлокотник / выступающий подлокотник.
- Опорная опора.
- Рама
Пройдемся по каждому из них:
1.
Колонна и основание
Колонна — еще одна фундаментная часть фрезерного станка. Это гора вертикально на основании. Он поддерживает колено, стол и т. д. Работает в качестве корпуса для всех других приводных элементов. Это полый элемент, состоящий из приводного механизма, а иногда и двигателя для оси и стола. Колонна имеет маслохранилище и насосы для смазки осей.
2.
Колено
Колено является первой движущейся частью фрезерного станка. Литье опор седла и стола. Зубчатое устройство находится внутри колена. Колено крепится к стойке по методике Доуэлла.
Поддерживается и улучшается с помощью винта вертикального позиционирования, также называемого подъемным винтом. Подъемный винт используется для регулировки колена вверх и вниз путем перемещения рычага вверх или вниз с помощью ручной или механической подачи.
3.
Седло и поворотный стол
Седло находится на уровне колена и поддерживает стол. Седло скользит по горизонтальному ласточкин хвост на колене и ласточкин хвост параллелен оси оси. К седлу прикреплен поворотный стол, который вращается горизонтально в обоих направлениях.
4.
Механизм механической подачи
Механизм механической подачи находится в колене. Механизм силовой подачи используется для управления продольной, поперечной и вертикальной подачей. Для желаемой скорости подачи на машине рычаг выбора подачи устанавливается так, чтобы указывать на пластины выбора подачи.
Для любого колонно-фрезерного станка и универсального колена подача достигается поворотом рукоятки выбора скорости до тех пор, пока на циферблате не отобразится скорость выбора скорости подачи.
Практически на каждом фрезерном станке имеется быстродействующий рычаг, который применяется, когда требуется временное увеличение скорости продольной, поперечной или вертикальной подачи. Этот рычаг применяется, когда оператор организует или позиционирует работу.
Этот рычаг применяется, когда оператор организует или позиционирует работу.
5.
Стол
Стол представляет собой прямоугольную отливку, расположенную в верхней части седла. Стол используется для хранения задач или для устройств удержания задач. Есть несколько Т-образных пазов для удержания работы и оборудования. Это может быть выполнено вручную или силой.
Чтобы переместить стол вручную, поверните и поверните рукоятку продольного рычага. Для походки он подает рычаг управления усилием, прикрепленным и продольным направлением.
6.
Шпиндель
Размещается между столом и коленом и служит промежуточной частью между ними. Эта колонна может перемещаться поперечно по забою. Он скользит по направляющим, расположенным в колене, перпендикулярном поверхности колонны. Его основная функция заключается в перемещении заготовки в горизонтальном направлении. Он также изготовлен из чугуна.
7.
Консоль/консоль
Это выступ на поверхности колонны, другой конец которого поддерживает вал. Это может быть одинарная отливка и ползунок, находящийся в верхней части колонны в виде дюбеля. Он расположен над колонной на горизонтально-фрезерном станке. Он изготовлен из чугуна.
Это может быть одинарная отливка и ползунок, находящийся в верхней части колонны в виде дюбеля. Он расположен над колонной на горизонтально-фрезерном станке. Он изготовлен из чугуна.
8.
Опора вала
Опора вала отлита с подшипником, поддерживающим внешний конец вала. Это также помогает совместить внешний конец вала с осью. Опора оправки предотвращает подпружинивание внешнего конца оправки при резке.
Обычно во фрезерных станках используются два типа опор. Первый имеет отверстие под подшипник малого диаметра с максимальным диаметром 1 дюйм. Второй имеет отверстие большого диаметра до 23/4 дюймов.
9.
Поршень
Поршни служат в вертикально-фрезерном станке в качестве передающего рычага. Один конец ползуна помещается на вершину стойки, а к другому крепится фрезерная головка. Один конец рычага прикреплен к стойке, а другой конец прикреплен к фрезерной головке.
Настройка для операции фрезерования
Успех любой операции фрезерования зависит, прежде чем приступить к работе, убедитесь, что в значительной степени, от правильности настройки работы, заготовки, стола, конуса в шпинделя, выбирая подходящую фрезу и удерживая фрезу наилучшим образом в данных обстоятельствах.
Опыт показал, что некоторые основные приемы необходимы для того, чтобы оправка или хвостовик фрезы были чистыми и обеспечивали хорошие результаты при выполнении любых работ. Некоторые из этих практик упомянуты ниже:
- Перед началом работы убедитесь, что на заготовке, столе, конусе шпинделя и оправке или хвостовике фрезы нет сколов, зазубрин или заусенцев.
- Не выбирайте фрезу большего диаметра, чем необходимо.
- Проверьте машину, чтобы убедиться, что она находится в хорошем рабочем состоянии и правильно смазана, и что она движется свободно, но не слишком свободно во всех направлениях.
- Учитывайте направление вращения. Многие фрезы можно перевернуть на оправке, поэтому убедитесь, что вы знаете, должен ли шпиндель вращаться по часовой стрелке или против часовой стрелки.
- Подача заготовки в направлении, противоположном вращению фрезы (обычное фрезерование).
- Не изменяйте подачу или скорость во время работы фрезерного станка.

- При использовании зажимов для фиксации заготовки убедитесь, что они затянуты и что заготовка удерживается таким образом, чтобы она не пружинила и не вибрировала под резанием.
- Обильно используйте рекомендованное масло для резки.
- Используйте здравый смысл и здравый смысл при планировании каждой работы и извлекайте выгоду из предыдущих ошибок.
- Устанавливайте каждую работу как можно ближе к шпинделю фрезерного станка, насколько позволяют обстоятельства.
Различные операции фрезерного станка
Фрезерный станок — это станок, который режет металл, когда заготовка подается к вращающемуся многогранному резцу. Фреза вращается с очень высокой скоростью из-за множества режущих кромок, она режет металл с очень высокой скоростью. Эта машина также может содержать один или несколько резаков одновременно.
Существуют различные операции фрезерного станка, используемые для разных видов работ.
1. Фрезерование торца
Фрезерование торца
Делает поверхность торца заготовки плоской. Торцевое фрезерование производится на поверхности заготовки, расположенной перпендикулярно оси фрезы. Эта операция выполняется торцевой фрезой, установленной на цапфе.
Торцевое фрезерование — простейшая операция фрезерного станка. Эту операцию выполняют торцевой фрезой, вращаемой вокруг оси, перпендикулярной рабочим поверхностям.
Операция выполняется при плоском фрезеровании, а фреза устанавливается на цапфе для создания плоской поверхности. Глубина реза регулируется вращением винта поперечной подачи стола.
2. Боковое фрезерование
В этом процессе плоские вертикальные поверхности получаются сбоку заготовки. Этот процесс выполняется боковой фрезой.
Боковое фрезерование — это операция по получению плоской вертикальной поверхности на боковой стороне заготовки с помощью боковой фрезы. Глубина реза устанавливается вращением винта вертикальной подачи стола.
3. Плоское фрезерование
При фрезеровании плоских поверхностей ось фрезы располагается параллельно фрезеруемой поверхности. Он также известен как фрезерование поверхности или фрезерование плиты. Плоская фреза используется для плоского фрезерования.
Плоское фрезерование является наиболее распространенным типом работы фрезерного станка. Плоское фрезерование выполняется для получения ровной, плоской горизонтальной поверхности, параллельной оси вращения плоской фрезы.
Эта операция также известна как фрезерование плит. Для выполнения операции заготовка и резак должным образом закрепляются на станке. Глубина реза устанавливается вращением винта вертикальной подачи стола. И машина запускается после выбора нужной скорости и подачи.
4. Фрезерование с двух сторон
В этом процессе двусторонняя фреза используется для обработки двух противоположных сторон заготовки. Фрезерование с двух сторон — это операция по созданию плоской вертикальной поверхности с обеих сторон заготовки с помощью двух боковых фрез, установленных на одной оправке.
Расстояние между двумя ножами регулируется с помощью подходящих распорных колец. Фрезерование с разворотом обычно используется для проектирования квадратных или шестиугольных поверхностей.
5. Угловое фрезерование
Используется для фрезерования плоских поверхностей, которые не параллельны и не перпендикулярны оси фрезы. Его также называют угловым фрезерованием. Для выполнения этой операции используется одноугловая фреза.
Угловое фрезерование – это операция по получению угловой поверхности на заготовке, отличной от перпендикулярной к оси шпинделя фрезерного станка. Угловая канавка может быть одинарной или двойной, а также иметь переменный угол прилегания в зависимости от типа и контура используемой угловой фрезы. Одним из простых примеров углового фрезерования является производство V-образных блоков.
6. Группа фрезерования
В этом процессе обработки две или более фрезы используются вместе для одновременного выполнения различных операций фрезерования. Фрезы устанавливаются на оправку в блоке фрезерования.
Фрезы устанавливаются на оправку в блоке фрезерования.
Пакетное фрезерование представляет собой операцию одновременной обработки нескольких поверхностей заготовки с подачей стола на несколько фрез одинакового или разного диаметра, установленных на оправке станка.
Этот метод значительно экономит время обработки и широко используется при повторяющихся работах. Скорость резания группы фрез рассчитывается от фрезы наибольшего диаметра.
7. Фасонное фрезерование
Эта операция используется для обработки специального контура, состоящего из кривых, прямых линий или полностью из кривых за один проход. При этом используются выпуклые, вогнутые и угловые фрезы.
Фасонное фрезерование – это операция по получению неправильных контуров с помощью фасонных фрез. Неправильная форма может быть выпуклой, вогнутой или любой другой формы. После обработки сформированная поверхность контролируется калибром-шаблоном. Скорость резания при фасонном фрезеровании на 20-30% меньше, чем при плоском фрезеровании.
8. Фрезерование профиля
Используется для вырезания профиля на заготовке.
Профильное фрезерование — операция воспроизведения контура шаблона или сложной формы шаблона на заготовке. Для профильного фрезерования используются различные фрезы. Концевая фреза – одна из широко используемых фрез в профильно-фрезерных работах.
9. Торцевое фрезерование
Этот процесс используется для получения плоской поверхности, которая может быть горизонтальной, вертикальной и под любым углом, используя рабочий стол в качестве эталона. В этом процессе используются концевые фрезы.
Торцевое фрезерование — это операция по созданию плоской поверхности, которая может быть вертикальной, горизонтальной или располагаться под углом по отношению к поверхности стола. В качестве фрезы используется концевая фреза. Концевые фрезы также используются для изготовления пазов, канавок или шпоночных пазов. Вертикально-фрезерный станок больше подходит для торцевой обработки.
10. Фрезерование
Фрезерование используется для изготовления узких пазов или пазов на заготовке.
Фрезерование на пиле — это операция по созданию узких пазов или канавок на заготовке с помощью фрезы для пилы. Распиловку также выполняли для полной операции отрезки. Фреза и заготовка устанавливаются таким образом, чтобы фреза располагалась непосредственно над одним из Т-образных пазов стола.
11. Фрезерование шпоночных канавок, канавок и пазов
Эта операция используется для изготовления шпоночных пазов, канавок и пазов на заготовке.
Операция по изготовлению шпоночных пазов, канавок и пазов различных форм и размеров может выполняться на фрезерном станке. Это делается с помощью плоской фрезы, пилы для продольной резки металла, концевой фрезы или боковой фрезы.
Открытые пазы можно вырезать плоской фрезой, пилой для продольной резки металла или боковой фрезой. Закрытые пазы производятся с помощью концевых фрез. Паз типа «ласточкин хвост» или Т-образный паз изготавливается с помощью специальных типов фрез, предназначенных для придания заготовке требуемой формы.
Паз типа «ласточкин хвост» или Т-образный паз изготавливается с помощью специальных типов фрез, предназначенных для придания заготовке требуемой формы.
Второй паз вырезается под прямым углом к первому пазу путем подачи заготовки мимо фрезы. Деревянный ключ изготавливается с использованием фрезы для деревянного ключа. Стандартные шпоночные канавки нарезаются на валу с помощью боковых фрез или концевых фрез. Фреза устанавливается точно по центру заготовки, после чего выполняется рез.
12. Фрезерование зубчатых колес
Этот процесс фрезерования используется для нарезания зубчатых колес на заготовке. В этой операции используются эвольвентные зубчатые фрезы.
Операция нарезания зубчатых колес выполняется на фрезерном станке с помощью фрезы с разгрузкой. Фреза может быть цилиндрического типа или концевой фрезой. Профиль фрезы точно соответствует зубчатому зазору шестерни. Равноудаленные зубья шестерни нарезают на заготовке шестерни, удерживая изделие на универсальной погружной головке и затем индексируя ее.
13. Винтовое фрезерование
Используется для изготовления изделий, имеющих винтовую форму, таких как косозубые шестерни, спиральные сверла и т. д., и выполняется на периферии цилиндрической заготовки.
Спиральное фрезерование — это операция по созданию винтовых канавок или канавок по периферии цилиндрической или конической заготовки. Операция выполняется путем поворота стола на необходимый угол винтовой линии. А затем вращением и подачей заготовки против вращающихся режущих кромок фрезы.
Изготовление косозубых фрез, винтовых зубчатых колес, нарезание винтовых канавок или канавок на заготовке сверла или развертке.
14. Фрезерование кулачка
Эта операция фрезерования используется для изготовления кулачков. Эти кулачки используются для открытия и закрытия клапанов в двигателях внутреннего сгорания.
15. Фрезерование резьбы
Операции резьбофрезерного станка используются для изготовления резьбы с использованием одной или нескольких резьбовых фрез.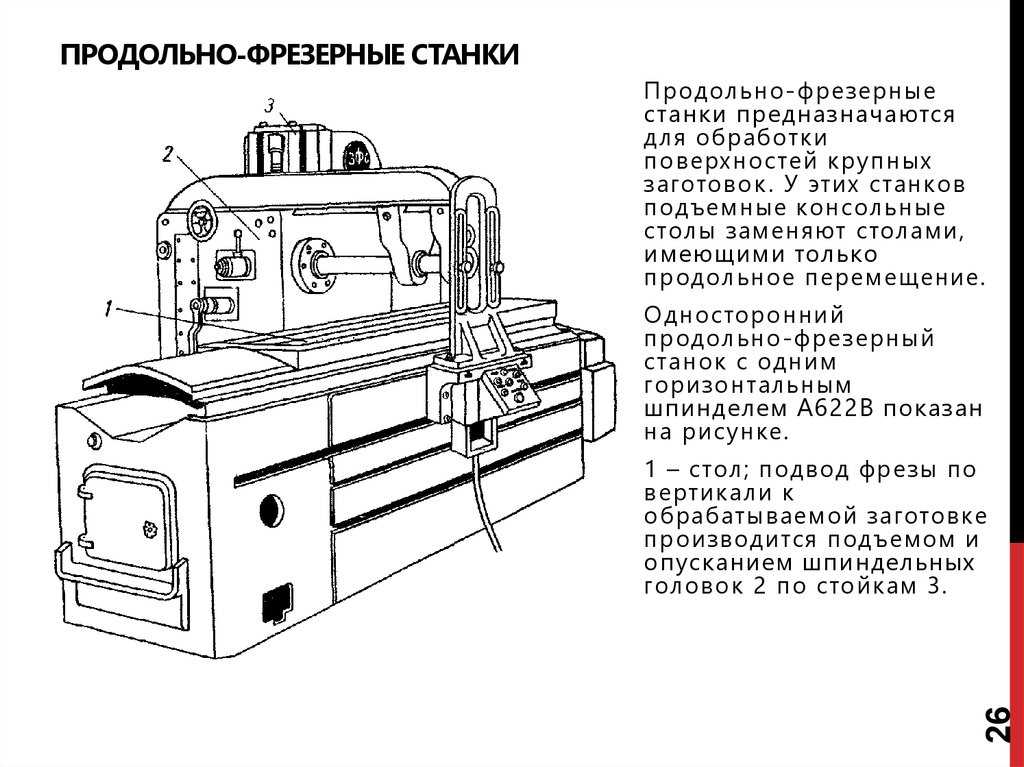 Операция фрезерования резьбы выполняется на специальных резьбофрезерных станках для получения точной резьбы в малых или больших количествах.
Операция фрезерования резьбы выполняется на специальных резьбофрезерных станках для получения точной резьбы в малых или больших количествах.
Операция требует трех движений машины. Один для фрезы, один для работы, а третий для продольного перемещения фрезы.
Правила техники безопасности для фрезерных станков
При использовании фрезерных станков необходимо соблюдать особые меры предосторожности:
- Не прикасаться к вращающейся фрезе.
- Положите на поверхность стола деревянную подкладку или подходящее покрытие, чтобы защитить его от возможных повреждений.
- Используйте систему напарников при перемещении тяжелого навесного оборудования.
- Не пытайтесь затягивать гайки с помощью машины.
- При установке или снятии фрез всегда придерживайте их ветошью, чтобы не порезать руки.
- При подготовке к работе устанавливайте резак последним, чтобы избежать порезов.
- Никогда не регулируйте заготовку или приспособления для ее крепления во время работы станка.

- Стружку следует удалять с заготовки с помощью подходящей лопатки и щетки.
- Выключите машину перед выполнением каких-либо регулировок или измерений.
- При использовании смазочно-охлаждающей жидкости предотвратите разбрызгивание, используя соответствующие брызговики. Масло для резки на полу может стать скользким, что может привести к травме оператора
Преимущества фрезерного станка
Ниже перечислены преимущества фрезерного станка:
- Размер и прочная конструкция фрезерного станка обеспечивают огромную поддержку при работе с большими и тяжелыми машинами, не повреждая их.
- Предоставляет гибкие возможности компьютерного управления для резки.
- Снижает вероятность человеческих ошибок.
- Обеспечивает точный рез.
- Доступность кастомизации.
- Использование нескольких фрез.
- Может выполнять несколько разрезов одновременно.
- Фрезерование идеально подходит для изготовления отдельных деталей малыми или большими партиями.

- Позволяет производить сложные формы с использованием многозубых и одноточечных режущих инструментов.
- Эксплуатационные расходы можно в значительной степени контролировать, если использовать резаки и оборудование общего назначения.
- Более высокая точность обработки по сравнению с другими машинами.
Недостатки фрезерного станка
Фрезерный станок имеет несколько недостатков:
- Стоимость фрезерного станка высока.
- Так как фрезы стоят дорого, затраты на приобретение инструментов увеличиваются.
- Себестоимость производства увеличится, если мы будем выполнять операции, выполняемые на фрезерном или сверлильном станке, с фрезерным станком.
- Фрезерный станок с ЧПУ и установка дороже, чем ручные инструменты.
- Рабочие, работающие с фрезерными станками, нуждаются в надлежащем обучении.
- На проектирование и программирование уходит определенное время, что не так рентабельно для небольшого количества продукции.

Применение фрезерного станка
Фрезерный станок применяется следующим образом.
- Фрезерный станок предназначен для изготовления различных видов зубчатых колес.
- Обычно используется для изготовления пазов или канавок в заготовках.
- Он также может обрабатывать плоские и неровные поверхности.
- Используется в промышленности для изготовления изделий сложной формы.
- Используется в учреждениях или колледжах для проведения лабораторных испытаний на фрезерном станке.
Часто задаваемые вопросы.
Что такое фрезерный станок?
Фрезерные станки используются для обработки твердых материалов, включая металл, пластик и дерево, и обычно используются для обработки неровных и плоских поверхностей. Фреза предназначена для вращения во время операции, в отличие от токарного станка, где сама деталь вращается во время операции резки.
Из каких частей состоит фрезерный станок?
Основные части фрезерного станка:
- Колонна и основание.
- Колено.
- Седло и поворотный стол.
- Механизм механической подачи.
- Таблица.
- Шпиндель.
- Подлокотник / выступающий подлокотник.
- Опорная опора.
Какие бывают виды фрезерных работ?
Различные виды фрезерных работ
- Фрезерование уступов.
- Торцевое фрезерование.
- Фрезерование профиля.
- Фрезерование канавок и отрезка.
- Фрезерование фасок.
- Токарно-фрезерная обработка.
- Обработка зубчатых колес.
- Отверстия и полости/карманы.
Что делает фрезерный станок?
Фрезерный станок снимает материал с заготовки, вращая режущий инструмент (резец) и перемещая его в заготовку. Фрезерные станки, как вертикальные, так и горизонтальные, обычно используются для обработки плоских поверхностей и поверхностей неправильной формы и могут использоваться для сверления, растачивания и нарезания зубчатых колес, резьбы и пазов.
Где используется фрезерный станок?
Фрезерные станки очень универсальны. Они обычно используются для обработки плоских поверхностей, но также могут создавать поверхности неправильной формы. Их также можно использовать для сверления, расточки, нарезки шестерен и изготовления пазов. Фрезерный станок удаляет металл, вращая многозубую фрезу, которая подается в движущуюся заготовку.
Сколько стоит фрезерный станок?
| Тип ЧПУ | Описание | Среднее |
| CNC Lathe | Lathe | $80,000 |
| CNC Mill | Mill | $60,000 |
| CNC VMC | Vertical Machining Center | $50,000 |
| CNC HMC | Horizontal Machining Center | 89 000 $ |
| HBM с ЧПУ | Горизонтально-расточной станок | 125 000 $ |
| VTL с ЧПУ | Вертикальный револьверный станок | 166 000 долларов США |
В чем разница между токарным и фрезерным станком?
Токарные и фрезерные станки используются для удаления материала с заготовки. Токарные станки, однако, включают вращение заготовки относительно однолезвийного режущего инструмента, тогда как фрезерные станки включают вращение многолезвийного или остроконечного режущего инструмента относительно неподвижной заготовки.
Токарные станки, однако, включают вращение заготовки относительно однолезвийного режущего инструмента, тогда как фрезерные станки включают вращение многолезвийного или остроконечного режущего инструмента относительно неподвижной заготовки.
Каковы преимущества фрезерного станка?
Преимущества фрезерного станка:
- Он может очень легко изготавливать сложные формы с помощью многогранного режущего инструмента.
- Производительность также высока.
- Время выполнения заказа будет сокращено.
- Можно получить высокую точность компонента.
- С помощью различных фрез оператор может выполнять работу быстро.
Сколько стоит час обработки с ЧПУ?
Хотя обработка на станках с ЧПУ может быть дорогой, обычно она стоит каждой копейки. Это потому, что каждый доллар хорошо тратится на ряд важных процессов, которые создают прецизионные детали и жизненно важные компоненты. В среднем производство ЧПУ стоит от 75 до 200 долларов в час.
В чем разница между механической обработкой и фрезерованием?
Самая большая разница между обрабатывающим центром с ЧПУ и фрезерным станком с ЧПУ заключается в устройстве автоматической смены инструмента. Для упрощения я бы сказал, что фрезерный станок управляется вручную, а обрабатывающий центр, как правило, управляется компьютером или автоматизирован! Представленный здесь фрезерный станок представляет собой вертикально-фрезерный станок.
в чем разница между фрезерованием и сверлением?
Сверление врезается в поверхность вертикально, в то время как фрезерование делает то же самое с дополнительным бонусом в виде горизонтального резания стороной сверла. Для сверления можно использовать либо сверлильный станок, либо ручную дрель, но фрезерование выполняется только на фрезерном станке.
Нужен ли мне фрезерный станок?
Если вам нужны металлические детали, которые выдерживают даже умеренно жесткие допуски, фрезерный станок — ваш единственный практичный вариант. В конце концов, есть очень веская причина, по которой они необходимы для производства. Однако любителю, не имеющему опыта обработки, может быть трудно понять, с чего начать.
В конце концов, есть очень веская причина, по которой они необходимы для производства. Однако любителю, не имеющему опыта обработки, может быть трудно понять, с чего начать.
Что может фрезерный станок с ЧПУ?
Фрезерные станки с ЧПУ предназначены для массового производства многих компонентов из различных материалов и пластмасс. Основная функция фрезерного станка заключается в механическом вырезании заготовки до желаемой формы.
Что такое Ram во фрезерном станке?
Фрезерный станок поршневого типа характеризуется шпинделем, прикрепленным к подвижному корпусу на колонне, что позволяет перемещать фрезу вперед или назад в горизонтальной плоскости. Двумя популярными плунжерными фрезерными станками являются универсальный фрезерный станок и плунжерный фрезерный станок с поворотной режущей головкой.
Что такое фрезерный станок по дереву?
В столярном деле, когда предполагается вырезать различные деревянные профили для выдалбливания отверстий или выполнения декоративных пазов на кромке, обычно используют фрезерные станки по дереву. Эти инструменты, позволяющие соединять различные типы фрез, могут выполнять несколько отделочных работ как с твердыми, так и с мягкими породами дерева.
Эти инструменты, позволяющие соединять различные типы фрез, могут выполнять несколько отделочных работ как с твердыми, так и с мягкими породами дерева.
Может ли фрезерный станок сверлить?
Фрезерные станки обычно используются для резки плоских поверхностей, они также способны создавать неровные поверхности и пазы, а также выполнять сверление, развертывание и другие операции. Сверлильный станок в основном применяется для вырезания круглых отверстий в твердых материалах. Мельница может работать как сверлильный станок и предоставлять больше возможностей.
Могут ли фрезерные станки сверлить отверстия?
Да, для сверления отверстий можно использовать фрезерный станок. На самом деле, они работают довольно хорошо, потому что они тяжелые и точные.
Что такое горизонтально-фрезерный станок?
Как следует из названия, у горизонтально-фрезерных станков ориентация шпинделя, на котором закреплен режущий инструмент, горизонтальная. Роторный резец врезается в поверхность и удаляет материал с заготовки, вращаясь вокруг этой горизонтальной оси.
Почему фрезерование с ЧПУ важно?
Обработка с ЧПУ — один из лучших способов обеспечить точное изготовление телекоммуникационного оборудования. Компьютерные технологии позволяют проектировать и производить сложные детали специального назначения. Операторы станков с ЧПУ имеют доступ к ряду инновационных методов обработки, которые позволяют им изготавливать даже самые сложные детали.
Почему фрезерование лучше сверления?
В отличие от сверлильного станка, который должен двигаться вертикально во время резки, вы можете вращать сверло на фрезерном станке для получения уникальных углов и разрезов. Поскольку они разработаны специально для металлических поверхностей, фрезерные станки не требуют изменения скорости и различных регулировок так часто, как сверлильные станки.
Детали фрезерных станков и их типы, работа
Камаль Двиведи
27 апреля 2021
Здравствуйте друзья, Сегодня мы поговорим о фрезеровке
машина, в которой мы будем знать все аспекты, связанные с фрезерным станком, такие как детали
фрезерного станка, типы фрезерных станков, а также охватывает работу
фрезерный станок.
Наиболее часто используемая машина после
токарный станок — это фрезерный станок.
Это также тип производственной машины, такой как сверлильный станок,
строгальный станок, строгальный станок и т. д.
В основном фрезерный станок используется для изготовления плоских поверхностей, пазов, шлицев,
шпоночные пазы, звездочки и шестерни.
Прорези и шпоночные канавки также могут быть выполнены на долбежном станке
которые я уже обсуждал.
Что такое фрезерование?
Фрезерование — это метод, при котором материал режется путем подачи заготовки под вращающуюся фрезу с несколькими зубьями и получения обработанной поверхности, которая может быть плоской, угловатой или изогнутой.
Режущее действие зубьев на фрезах может быть быстро
обработанный.
Детали фрезерного станка
Основные части фрезерного станка следующие:
- База
- Колонна
- Колено
- Седло
- Рабочий стол
- Шпиндель
- Надплечье
- Беседка
- Скоба
- Фреза
Покажите на рисунке детали фрезерного станка, описанные ниже.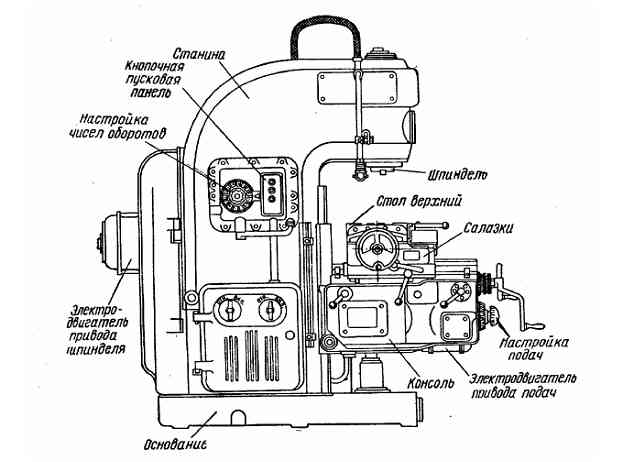 Детали фрезерного станка
Детали фрезерного станка
Он изготовлен из серого чугуна, верхняя и нижняя поверхности которого обработаны в
точности и выступает в качестве фундамента для всех остальных частей
машина.
Столбец
Колонна – это вертикальный элемент, отлитый с
база.
Эти части фрезерного станка имеют приводной механизм для шпинделя и
питание стола.
Его передняя вертикальная поверхность обработана с высокой точностью, а верхняя часть колонны обработана, чтобы удерживать перекладину.
Колено
Это прочная отливка из серого чугуна, которая скользит вверх и вниз по
вертикальный клин колонны.
Состоит из механизма подачи стола и различных органов управления.
Колено используется для поддержки седел, рабочих столов и устройств для зажима заготовок.
Седло
Верхняя часть колена снабжена седлом,
который скользит по поверхности колонны по набору направляющих
ровно под 90°.
Верх седла обработан с высокой точностью, чтобы обеспечить направляющие для стола.
Рабочий стол
Рабочий стол — самая важная часть фрезерного станка.
станок, на котором заготовка или работа держится крепко
и выполняет множество операций.
Верхняя часть стола обработана с высокой точностью, и сделаны Т-образные пазы для зажима изделия и других приспособлений.
Шпиндель
Шпиндель расположен в верхней части колонны и вращается, получая мощность от ремней, шестерен и муфт и передавая ее на вал.
Надплечье
Он монтируется в верхней части колонны и
возвышается перед лицом колонны.
Обычно используется для поддержки оправки и шпинделя.
Беседка
Это удлинители шпинделей, на которых держатся фрезы или
вращается.
Ортез
Ортез – это дополнительная опора, которая устанавливается между коленом и плечом для обеспечения большей прочности руки и колена.
Фреза
Это самая важная часть фрезерного станка, так как с помощью фрез выполняются различные виды фрезерных операций.
Многолезвийный режущий инструмент фрезерного станка.
Типы фрезерных станков
Используются следующие типы фрезерных станков:
- Тип колонны и колена
- Тип фиксированной кровати
- Тип планировщика
- Специальный тип
Тип колонны и колена
Выше на рисунке показаны фрезерные станки типа колонны и колена.
Фрезерные станки колонного и коленного типа можно разделить на
три категории.
- Плоский/горизонтальный фрезерный станок
- Вертикально-фрезерный станок
- Универсально-фрезерный станок.
Плоский/горизонтальный фрезерный станок
Он сильнее, чем многие другие типы фрезерных станков.
В этих типах фрезерных станков подача стола может осуществляться в трех направлениях
продольные, вертикальные и поперечные.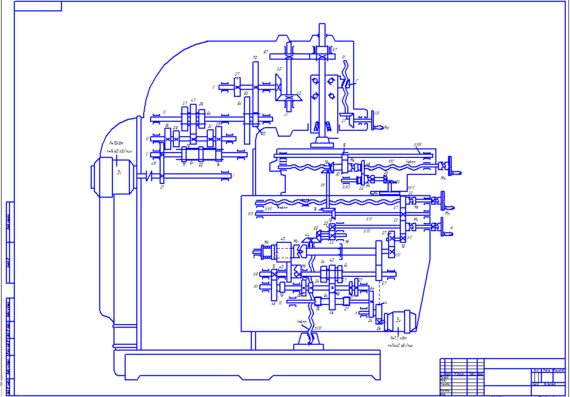
Вертикально-фрезерный станок
Вертикально-фрезерный станок отличается от горизонтально-фрезерного станка
в соответствии с положением шпинделя, потому что его шпиндель вращается по вертикали
ось.
Универсальный фрезерный станок
Универсальный фрезерный станок по форме похож на
плоскофрезерный станок.
Но кроме движения в трех направлениях,
стол также можно поворачивать по горизонтальной оси.
На данных типах фрезерных станков можно выполнять все виды фрезерных работ.
Применяется для нарезания косозубых колес, различных видов прямых и ленточных работ и т.д.
Фрезерный станок с фиксированной станиной
Он очень тяжелый, а его стол прямо привязан к клину неподвижной кровати.
Его стол может совершать возвратно-поступательные движения под прямым углом вдоль
ось шпинделя.
Нет системы поперечной или вертикальной регулировки.
В этих типах фрезерных станков фреза установлена на шпиндельной головке, которая может перемещаться вертикально на колонне, а шпиндель также может регулироваться по горизонтали для обеспечения поперечной регулировки.
Фрезерный станок строгального типа (Plano — Miller)
Он большой по форме и используется для тяжелых работ.
Шпиндельные головки можно регулировать по вертикали и в поперечном направлении.
Фрезерный станок специального типа
Используются следующие специальные типы фрезерных станков:
- Плоско-фрезерный станок
- Резьбофрезерный станок
- Зубофрезерный станок
- Копировально-фрезерный станок
Плоско-фрезерный станок
Этот фрезерный станок используется для многопроизводственных работ.
Его шпиндельная головка может регулироваться по вертикали с помощью
фреза.
В этих типах фрезерных станков движение подачи указано в таблице.
Резьбофрезерный станок
A Фрезерование резьбы
машина используется для фрезерования резьбы.
Зубофрезерный станок
Зубофрезерный станок используется для фрезерования различных типов зубчатых колес.
Зубья шестерни часто нарезают фрезерованием с помощью
разделительная головка.
Фрезерование малых зубчатых колес можно производить и на горизонтально-фрезерном станке, но
Для фрезерования больших шестерен требуются специальные зубчатые станки.
Копировально-фрезерный станок
Используется для изготовления заготовок с неровными поверхностями.
Удерживающие устройства для фрезерного станка
Существуют следующие удерживающие устройства, которые часто используются для удержания работы на
стол фрезерного станка.
- Т-образные болты и хомуты
- Угловые пластины
- V-образные блоки
- Тиски
- Специальные приспособления
Вы также можете прочитать Рабочие удерживающие устройства на токарном станке, которые я
говорили в предыдущем посте.
Теперь мы обсудим работу фрезерного станка,
Но прежде чем узнать это, прежде всего, я предлагаю вам прочитать типы фрез и их использование, которые я уже обсуждал, чтобы мы могли лучше понять работу фрезерного станка машина.
Эксплуатация фрезерного станка
Обычно используемые операции фрезерования описаны ниже.
- Обычное фрезерование
- Смешанка на поверхности
- боковой фрезерование
- Straddle Melling
- Агловое фрезерование
- Банг фрезерный
- Зуборезный станок
- Спиральный фрезерный станок
- Cam Milling
- Thread Milling
Show in figure operation of milling machine,
| Operation of Milling Machine |
Плоское фрезерование
Плоское фрезерование — операция фрезерного станка, при которой плоская горизонтальная поверхность проводится параллельно оси вращения плоской фрезы.
Это также называется фрезерованием плит.
Торцевое фрезерование
Эти виды фрезерных работ выполняются торцевой фрезой, которая
вращается в вертикальном направлении вдоль оси рабочей поверхности.
Боковое фрезерование
Боковое фрезерование — это операция фрезерного станка, при которой плоская поверхность обрабатывается на боковой стороне заготовки с помощью боковой фрезы.
Фрезерование с двух сторон
Фрезерование с двух сторон — это операция фрезерного станка, при которой плоские вертикальные поверхности
выполняются с обеих сторон заготовки с использованием
две боковые фрезы, закрепленные на одной оправке.
Угловое фрезерование
Угловое фрезерование — операция фрезерного станка, при которой угловая поверхность
формируется на заготовке под углом, отличным от
прямой угол вдоль оси шпинделя
фрезерный станок.
Теперь см. на рисунке групповое фрезерование, фасонное фрезерование, концевое фрезерование, фрезерование пилы, которые описаны ниже.
| Работа фрезерного станка |
Групповое фрезерование
Групповое фрезерование — это тип фрезерования, при котором несколько поверхностей обрабатываются.
обрабатывается на заготовке фрезами одного или разных диаметров
вместе на станочной беседке.
Фрезерование формы
Фасонное фрезерование — это вид фрезерования, при котором неровные контуры обрабатываются.
изготавливается с помощью форморезов.
Неправильные контуры, которые могут быть выпуклыми, вогнутыми или любой другой формы.
Профильное фрезерование
Это операция, при которой на заготовке создается контур шаблона или шаблона сложной формы.
Концевая фреза
Торцевое фрезерование – это операция, при которой создается плоская поверхность, которую можно
вертикально, горизонтально или под любым углом.
Пилорама
Фрезерование пилой — это тип фрезерной операции, при котором узкие пазы или пазы
изготавливаются на заготовке с помощью пильного фрезера.
Фрезерование шпоночных канавок, канавок, пазов
Шпоночные канавки, канавки и прорези могут быть выполнены на
фрезерный станок с плоской фрезой,
продольная пила, концевая фреза или боковая фреза.
Зуборезка
Нарезание зубьев можно выполнять на фрезерном станке с помощью фрезы для снятия формы.
Резак может быть цилиндрического типа или концевой
тип мельницы.
Спиральное фрезерование
Спиральное фрезерование — это операция фрезерного станка, при которой на периферии цилиндрических или конических заготовок выполняются винтовые канавки или канавки.
