Станок фрезерный вертикальный с чпу: Вертикально-фрезерный станок с ЧПУ купить в Москве, цена
Содержание
ГФ2171 Станок консольно-фрезерный вертикальный с ЧПУ и АСИ. Паспорт, схемы, характеристики, описание
Сведения о производителе консольно-фрезерного станка с ЧПУ ГФ2171
Производитель фрезерных станков с ЧПУ модели ГФ2171 — Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Начиная с 1932 года Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
Сегодня консольно-фрезерные станки с ЧПУ ГФ2171 — выпускает:
- ООО «Станочный Парк»;
- Станкостроительное объединение ООО СО «СтанРос».
Продукция Горьковского завода фрезерных станков ГЗФС
- 6Г605 станок продольно-фрезерный двухшпиндельный, 500 х 1600
- 6М12П станок консольно-фрезерный вертикальный, 320 х 1250
- 6М13П станок консольно-фрезерный вертикальный, 400 х 1600
- 6М82 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6М82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6М82Ш станок консольно-фрезерный широкоуниверсальный, 320 х 1250
- 6М83 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6М83Г станок консольно-фрезерный горизонтальный, 400 х 1600
- 6М83Ш станок консольно-фрезерный горизонтальный, 400 х 1600
- 6Н12 станок консольно-фрезерный вертикальный, 320 х 1250
- 6Н13П станок консольно-фрезерный вертикальный, 400 х 1600
- 6Н82 станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Н82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Р12, 6Р12Б станок консольно-фрезерный вертикальный, 320 х 1250
- 6Р13, 6Р13Б станок консольно-фрезерный вертикальный, 400 х 1600
- 6Р13Ф3 станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
- 6Р82 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6Р82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Р82Ш станок консольно-фрезерный широкоуниверсальный, 320 х 1250
- 6Р83 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Р83Г станок консольно-фрезерный горизонтальный, 400 х 1600
- 6Р83Ш станок широкоуниверсальный консольно-фрезерный, 400 х 1600
- 6Т12-1 станок консольно-фрезерный вертикальный, 320 х 1250
- 6Т12 станок вертикальный консольно-фрезерный вертикальный, 320 х 1250
- 6Т12Ф20 станок консольно-фрезерный вертикальный с ЧПУ, 320 х 1250
- 6Т13 станок консольно-фрезерный вертикальный, 400 х 1600
- 6Т13Ф20 станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
- 6Т13Ф3 станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
- 6Т82 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6Т82-1 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6Т82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Т82Ш станок консольно-фрезерный широкоуниверсальный, 320 х 1250
- 6Т83 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Т83-1 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Т83Г станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Т83Ш станок консольно-фрезерный широкоуниверсальный, 400 х 1600
- 6605 станок продольно-фрезерный двухшпиндельный, 500 х 1600
- 6606 станок продольно-фрезерный трехшпиндельный, 630 х 2000
- ГФ2171 станок фрезерный вертикальный с ЧПУ и АСИ, 400 х 1600
ГФ2171 станок фрезерный вертикальный консольный с ЧПУ и АСИ.
 Назначение, область применения
Назначение, область применения
Станок фрезерный модели ГФ2171С5 с неподвижной консолью вертикальный с числовым программным управлением (ЧПУ) и устройством автоматической смены инструмента (АСИ) разработан в 1985 году на базе станка 6Т13МФ4.
Ранее были освоены: модель ГФ2171С1 с ЧПУ Fanuk-6M и модель станка ГФ2171С3 с ЧПУ 2С42-61.
В 1991 году завод освоил модель ГФ2171С6 с мощным главным приводом (11кВт).
Вертикальный фрезерный станок с ЧПУ и АСИ ГФ2171 предназначен для многооперационной обработки разнообразных деталей сложной конфигурации из стали, чугуна, цветных и легких сплавов.
Наряду с фрезерными операциями на станке можно производить точное сверление, зенкерование, развертывание и растачивание отверстий, связанных координатами.
Принцип работы и особенности конструкции станка
Большая мощность привода главного движения, широкий диапазон подач и частот вращения шпинделя, высокая жесткость конструкции станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Станки оснащены трех-(четырех) координатным устройством ЧПУ и следящими электроприводами подач, что позволяет производить обработку сложных криволинейных поверхностей.
Станки выпускаются в различных исполнениях по напряжению и частоте питающей сети. Поставляются запасные части.
Станок может использоваться в индивидуальном и серийном производствах.
Компоновка станка ГФ 2171: станок консольного типа с вертикально-подвижным по программе ползуном и продольно-поперечно-подвижным столом.
Привод главного движения осуществляется от асинхронного электродвигателя Ml через коробку скоростей, дающую 18 частот вращения шпинделя. Приводы подач осуществляются от высокомоментных электродвигателей М2, МЗ, М4. Вертикальное перемещение консоли (установочное) выполняется от электродвигателя М5.
Дополнительные возможности:
- ручное управление перемещением координат от выносного маховика
- подключение контрольно-измерительного щупа типа SONDI 3D
- возможность ввода технологических программ с гибких магнитных дисков FD 3,5″
- хранение технологических программ на жестком магнитном диске емкостью от 5 до 20 Гб
Особенности конструкции станка ГФ 2171:
- Станина станка выполнена из термостабилизированного чугуна имеет жесткую конструкцию, обеспечивающую высокую точность позиционирования инструмента
- Высокий верхний предел частот вращения и мощность шпинделя позволяют эффективно использовать современный режущий инструмент, оснащенный пластинами из сверхтвердых композиционных материалов
- Высокие скорости быстрых перемещений и рабочих подач повышают производительность станка
- Реверсивный привод главного движения обеспечивает технологическую возможность нарезание на станке резьб метчиками без применения специального патрона
- Отсутствие подвижной консоли позволяет устанавливать на столе станка заготовки большой массы
- Моноблочная компоновка станка без отдельно стоящих станций управления и гидростанции позволяет существенно сократить производственные площади, занимаемые станком.

Класс точности — Н по ГОСТ 8-82.
Станки могут поставляться в страны с умеренным, холодным и тропическим климатом.
Условия эксплуатации: категория УХЛ4 по ГОСТ 15150-69, при поставке в страны с тропическим климатом 04 по ГОСТ 15150-69.
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков:
6Н12,
6Н13П,
6Н82,
6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков:
6М12П,
6М13П,
6М82,
6М82Г,
6М83,
6М83Г,
6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков:
6Р12,
6Р12Б,
6Р13,
6Р13Б,
6Р13Ф3,
6Р82,
6Р82Г,
6Р82Ш,
6Р83,
6Р83Г,
6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков:
6Т12-1,
6Т13-1,
6Т82-1,
6Т83-1 и
ГФ2171.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков:
6Т12,
6Т12Ф20,
6Т13,
6Т13Ф20,
6Т13Ф3,
6Т82,
6Т82Г,
6Т82ш,
6Т83,
6Т83Г,
6Т83Ш.
Габаритные размеры рабочего пространства станка ГФ2171
Габаритные размеры рабочего пространства станка ГФ2171
Посадочные и присоединительные размеры конца шпинделя ГФ2171
Посадочные и присоединительные размеры конца шпинделя ГФ2171
Общий вид вертикального фрезерного станка ГФ2171
Фото вертикального фрезерного станка с ЧПУ ГФ2171
Фото вертикального фрезерного станка с ЧПУ ГФ2171
Фото вертикального фрезерного станка с ЧПУ ГФ2171
Фото вертикального фрезерного станка с ЧПУ ГФ2171
Расположение составных частей фрезерного станка ГФ2171
Расположение составных частей фрезерного станка ГФ2171
Спецификация составных частей фрезерного станка ГФ2171
- Станина — 6Т13МФ4-1.100
- Механизм автоматической смены инструмента — 6T13MФ4-1.14
- Короб электромонтажный — ГФ2171С5.200
- Головка шпиндельная — ГФ2171С5.
 300 (см. приложение черт. 6Т13Ф3-1.300.000СБ)
300 (см. приложение черт. 6Т13Ф3-1.300.000СБ) - Коробка скоростей — 6Т13МФ4.320
- Механизм крепления инструмента — 6Т13МФ4.370
- Гидрооборудование — 6Т13МФ4-1.51
- Коробка переключения скоростей — 6Т13МФ4-1.61
- Стол — ГФ2171С5.700 (См. приложение черт. 6Tl313-1.700.000CБ)
- Электрооборудование — ГФ2171С5.802
- Станция управления — ГФ2171С5.822
- Пульт управления — ГФ2171С5.872
- Поддон — 6Т13ФЗ-1.131
- Консоль — 6ТФЗ-1.601
- Ограждение — 6Т13ФЗ-1.731
- Охлаждение — 6Т13ФЗ-1.900
- Защитное устройство — 6М13П.91
- Телескопическая защита направляющих — 02.13.11
- Устройство ЧПУ
Расположение органов управления фрезерным станком ГФ2171
Расположение органов управления фрезерным станком ГФ2171
Пульт управления фрезерным станком ГФ2171
Перечень органов управления фрезерным станком ГФ2171
- Вводной автомат подключения станка к сети QF1
- Переключатель измерительных приборов по координатам SA27
- Переключатель выбора скоростей шпинделя SA26
- Лампочка «Совпадение кода s» HL5
- Замок блокировки вводного автомата с дверцей алектрошкафа SA1
- Кнопка аварийного выключения «Все стоп»
- Кнопка включения гидростанции
- Кнопка выключения гидростанции
- Кнопка «Зажим заготовки»
- Кнопка «Стол вверх»
- Кнопка «Отжим заготовки»
- Кнопка «Стол вниз»
- Кнопка «Стоп подача»
- Кнопка «Правое вращение шпинделя»
- Кнопка «Пуск программы»
- Кнопке «Стоп шпинделя»
- Кнопка «Автооператор в исходное положение»
- Кнопка «Левое вращение шпинделя»
- Тумблер включения охлаждения
- Тумблер технологического останова
- Тумблер ручного и автоматического режимов работ
- Тумблер выхода в нуль по осям X, У, Z
- Лампочки сигнализации попадания провода на корпус
- Лампочке «Стоп программа»
- Лампочка «Вентилятор включен»
- Лампочка «Заготовка отжата»
- Лампочка сигнализации выполнения команд М, S, Т
- Лампочки сигнализации номера инструмента
- Переключатель выбора координаты
- Переключатель выбора подачи
- Тумблер направления перемещения
- Тумблер «Зажим-отжим инструмента»
- Кнопка «Смена инструмента»
- Декадный переключатель номеров инструмента
- Кнопка «Запись кода инструмента»
- Кнопка «Вращение магазина»
- Кулачки ограничения продольного хода стола
- Кулачки ограничения хода ползуна
- Кулачки ограничения вертикального хода консоли
- Кулачки ограничения поперечного перемещения стола
- Кулачки установки в нуль оси Z
- Кулачки установки в нуль оси X
- Кулачки установки в нуль оси У
- Ручное поперечное перемещение стола
- Ручное вертикальное перемещение стола
- Ручное продольное перемещение стола
- Ручное вертикальное перемещение ползуна
- Рукоятка зажима консоли на станине
Кинематическая схема фрезерного станка ГФ2171
Кинематическая схема фрезерного станка с ЧПУ ГФ2171
Многоцелевой станок мод. ГФ2171 (рис. 3.43) унифицирован по основным узлам со станком мод. 6Р13ФЗ-37. Дополнительными (по сравнению со станком мод. 6Р13ФЗ-37), узлами станка мод. ГФ2171 являются следующие: инструментальный магазин М и автооператор А, перемещающийся по направляющим Н и предназначенный для автоматической смены инструмента; гидравлически управляемая коробка переключения скоростей; гидравлические механизмы крепления инструмента и ориентации шпинделя, необходимой при смене инструмента.
ГФ2171 (рис. 3.43) унифицирован по основным узлам со станком мод. 6Р13ФЗ-37. Дополнительными (по сравнению со станком мод. 6Р13ФЗ-37), узлами станка мод. ГФ2171 являются следующие: инструментальный магазин М и автооператор А, перемещающийся по направляющим Н и предназначенный для автоматической смены инструмента; гидравлически управляемая коробка переключения скоростей; гидравлические механизмы крепления инструмента и ориентации шпинделя, необходимой при смене инструмента.
Механизм автоматического переключения частоты вращения шпинделя
Механизм автоматического переключения частоты вращения шпинделя (рис. 3.44) выполнен в виде самостоятельного узла, смонтированного на левой стенке станины. Блоки зубчатых колес переключаются поводками 2, закрепленными на валиках 3, перемещающихся во втулках 1, запрессованных в корпусе 4. Перемещение поводков 2 осуществляется гидроцилиндрами 5, штоки 6 которых перемещают (посредством поводков 7) валики 3.
Механизм переключения частоты вращения шпинделя станка ГФ2171
Механизм переключения частоты вращения шпинделя станка ГФ2171. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Механизм автоматической ориентации шпинделя
В коробке скоростей установлен механизм автоматической ориентации шпинделя (рис. 3.45), представляющий собой гидроцилиндр 3, который с помощью фланца 5 крепится к станине 6. На валу 10 коробки скоростей крепится муфта 9 с двумя глубокими пазами, по одному из которых скользит ролик 8 рычага 7, закрепленного на штоке 16, а по другому — ролик 12 рычага 14, закрепленого на фланце 15 гидроцилиндра. Оси 11 и 13 роликов смещены относительно друг друга на 10°.
Механизм ориентации шпинделя фрезерного станка ГФ2171
Механизм ориентации шпинделя фрезерного станка ГФ2171. Скачать в увеличенном масштабе
Механизм зажима инструмента
При отключении шпинделя автоматически дается команда на его ориентацию. Ролики, приводимые в движение рубашкой 2 гидроцилиндра, входят в пазы муфты 9 и поворачивают ее с валом 10 до определенного положения. Если ролик 8, входящий в паз муфты первым, остановится, то ролик 12 (вследствие своего смещения на 10°) при своем движении довернет муфту с валом до положения, при котором оба ролика будут двигаться беспрепятственно. Конечные положения роликов относительно муфты контролируются бесконтактными выключателями 4 и 1.
Конечные положения роликов относительно муфты контролируются бесконтактными выключателями 4 и 1.
Механизм зажима инструмента фрезерного станка ГФ2171
Механизм зажима инструмента фрезерного станка ГФ2171. Скачать в увеличенном масштабе
На рис. 3.46 показан механизм, в котором зажим инструмента производится пружинами, а разжим — с помощью гидравлических цилиндров. Важной особенностью механизма, повышающей его надежность, является то, что в нем предусмотрено принудительное выталкивание оправки с режущим инструментом.
В шпиндель 1 станка автооператором вставляется оправка 2 (с инструментом), на конце которой находится захват 3, входящий в цангу 4, состоящую из трех лепестков, соединенных друг с другом пружинным кольцом 5. При зажиме и освобождении цанга 4 совершает прямолинейное перемещение под действием наконечника 6 тяги 7, причем величина этого перемещения рассчитана таким образом, что в конце перемещения наконечник 6 нажимает на захват оправки 2, сдвигая ее на 0,8 мм, что вполне достаточно для выталкивания оправки из гнезда шпинделя и предотвращения ее заклинивания в гнезде.
На верхнем конце тяги 7 закреплена втулка 8, в которой смонтирован толкатель 9 и три шарика 10, через которые от тарельчатых пружин 11 передается усилие, зажимающее оправку. Шарики одновременно являются замком, предотвращающим ослабление зажима оправки в процессе обработки. Конструкция механизма обеспечивает разгрузку опор шпинделя от усилий зажима.
После установки оправки в шпиндель станка дается команда на ее зажим и гидроцилиндр 14 втягивает шомпол с захватами, которые держат оправку. Дойдя до упора, поршень гидроцилиндра останавливается и в этот момент срабатывают тарельчатые пружины, которые создают усилие затяжки инструмента и одновременно отводят поршень 15, который, сжимая их, возвращается в исходное положение.
С помощью конечных выключателей 12 и 13 контролируются зажим и освобождение оправки, а также ее отсутствие в шпинделе. В случае неправильной затяжки инструмента вращение шпинделя не включается.
Инстументальный магазин
Кинематическая схема автооператора и магазина инструментов приведена на рис. 3.47. Двухзахватная каретка автооператора перемещается посредством гидромотора 1М и шестерни 6 по криволинейной рейке 7, которая жестко связана с нижней направляющей, закрепленной на плите механизма автоматической смены инструмента. Каретка одним из своих захватов 1 (приводимым в движение гидроцилиндром 3 и зубчато-реечной передачей 4 и 5) берет инструмент из магазина, а затем, перемещаясь по направляющим качения, доставляет его к шпинделю станка Вторым свободным захватом отработавший инструмент забирается из шпинделя, после чего туда ставится новый инструмент; затем каретка возвращается к магазину, чтобы поставить в него отработавший инструмент и взять следующий.
3.47. Двухзахватная каретка автооператора перемещается посредством гидромотора 1М и шестерни 6 по криволинейной рейке 7, которая жестко связана с нижней направляющей, закрепленной на плите механизма автоматической смены инструмента. Каретка одним из своих захватов 1 (приводимым в движение гидроцилиндром 3 и зубчато-реечной передачей 4 и 5) берет инструмент из магазина, а затем, перемещаясь по направляющим качения, доставляет его к шпинделю станка Вторым свободным захватом отработавший инструмент забирается из шпинделя, после чего туда ставится новый инструмент; затем каретка возвращается к магазину, чтобы поставить в него отработавший инструмент и взять следующий.
Привод перемещения захватов автооператора по направляющим качения осуществляется специальным кривошипно-кулисным механизмом 2. Привод вращения магазина инструментов (рис. 3.47, б) производится от гидромотора 2М. Вращение от гидромотора (через зубчатые колеса 9, 10 и 11, 12) передается корпусу 8, в гнездах которого установлены оправки с инструментом.
Автооператор
Рассмотрим конструкцию и работу автооператора (рис. 3.48).
Автооператор фрезерного станка ГФ2171
Автооператор фрезерного станка ГФ2171. Скачать в увеличенном масштабе
При перемещении (в гидроцилиндре корпуса 1) шток-рейки 2 вращается зубчатое колесо 3, а вместе с ним и водило 4, в прорезь которого входит ролик 5, смонтированный на ползуне 6, на конце которого находится захват для оправок с инструментом. Ползун 6 может перемещаться в шарикоподшипниках обоймы 7, на которой закреплен ролик 8, перемещающийся в пазу корпуса 1 автооператора. Паз выполнен под углом 90° поэтому при движении ролика 8 по горизонтальному участку ползун 6 перемещается горизонтально (для захвата инструмента), а при движении ролика 8 по вертикальному участку ползун поворачивается (для извлечения оправки из шпинделя станка). Автооператор оснащен двумя захватами, причем механизмы их привода выполнены аналогично. Крайние положения захвата автооператора относительно магазина и шпинделя контролируются бесконтактными конечными выключателями.
Инстументальный магазин
Инстументальный магазин показан на рис. 3.49. Корпус 5 магазина смонтирован на шарикоподшипниках 4, установленных на оси 3. На этой же оси смонтирована плита 6 с бесконтактными конечными выключателями 7 и 8, которые при проходе через них поводков 9 (закрепленных на вращающемся корпусе магазина) дают команду на остановку вращения магазина в соответствии с сигналом, поступившим от УЧПУ. Оправка с инструментом сидит в гнезде магазина и удерживается от выпадания скобой 1, а от проворота — фиксатором 15. При необходимости извлечения оправки из магазина штифт автооператора входит в прорезь гнезда магазина, поворачивает гнездо, выводя оправку из-под скобы 1.
Инструментальный магазин фрезерного станка ГФ2171
Инструментальный магазин фрезерного станка ГФ2171. Скачать в увеличенном масштабе
Гидропривод станка ГФ2171
Для привода вращения магазина служит гидромотор 14, который через зубчатые колеса 2, 12, 11 и 10 приводит во вращение корпус 5 магазина. Натяг в зубчатых колесах обеспечивается тарельчатыми пружинами 13.
Натяг в зубчатых колесах обеспечивается тарельчатыми пружинами 13.
Схема гидропривода фрезерного станка ГФ2171
Схема гидропривода фрезерного станка ГФ2171. Скачать в увеличенном масштабе
Гидропривод станка служит для перемещения каретки автооператора, вращения инструментального магазина, перемещения захватов, а также для ориентации шпинделя, отжима инструмента и переключения блоков шестерен в коробке скоростей. Принципиальная схема гидропривода приведена на рис. 3.50.
Станция гидропривода представляет собой бак емкостью 63 л, на котором смонтированы насосная установка, система охлаждения масла, контрольно-регулирующая аппаратура и система фильтрации масла.
Масло от станции через фильтр Ф1 поступает к гидрораспределителям. При включении электромагнита У7 гидрораспределителя Р4 происходит быстрое вращение магазина по часовой стрелке; частота вращения регулируется дросселем ДР2.
Вращение магазина против часовой стрелки осуществляется при выключенном электромагните У7 гидрораспределителя Р4; частота вращения регулируется регулятором ДР1 потока.
Быстрое движение каретки автооператора к шпинделю происходит при включенном электромагните У8 гидрораспределителя Р5, а замедление этого движения — при включении электромагнита У10 гидрораспределителя Р6. Скорость перемещения при замедлении движения каретки регулируется дросселем ДРЗ.
Быстрое движение каретки автооператора от шпинделя происходит при включенном электромагните У9 гидрораспределителя Р5, а замедление этого движения — при включении электромагнита У10 гидрораспределителя Р6.
При включенном электромагните У11 гидрораспределителя Р7 правый захват автооператора перемещается вверх, а при включенном электромагните У12 — вниз.
Гидроцилиндр Ц5 при включенном электромагните У13 гидрораспределителя Р8 перемещает левый захват автооператора вверх, а при включенном электромагните У14 — вниз.
При включенном электромагните гидрораспределителя Р9 происходит ориентация шпинделя, а при включенном электромагните гидрораспределителя Р10 — освобождение инструмента.
Управление гидроцилиндрами Ц1, Ц2, ЦЗ переключения частоты вращения шпинделя осуществляется гидрораспределителями P1, P2 и РЗ соответственно.
Смазывание направляющих консоли, стола, салазок и механизмов подач, расположенных в консоли, осуществляется включением специальной кнопки. Система смазывания включает в себя резервуар (расположенный в консоли), фильтр, насос и маслораспределитель. Наличие масла в резервуаре проверяют по маслоуказателю, находящемуся с левой стороны консоли.
В станках используются системы ЧПУ модели 2С42-65.
Электрооборудование станка ГФ2171
Электрическая схема фрезерного станка ГФ2171с5
1. Электрическая схема фрезерного станка ГФ2171. Скачать в увеличенном масштабе
2. Электрическая схема фрезерного станка ГФ2171. Скачать в увеличенном масштабе
3. Электрическая схема фрезерного станка ГФ2171. Скачать в увеличенном масштабе
Читайте также: Производство обрабатывающих центров в России
ГФ2171 Станок консольно-фрезерный вертикальный с ЧПУ и АСИ.
 Видеоролик.
Видеоролик.
Основные технические данные и характеристики станка ГФ2171С5
| Наименование параметра | ГФ2171с5 | ГФ2171с6 |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | Н | Н/П |
| Модель устройства ЧПУ | 2С45-65 | 2С45-65 |
| Количество управляемых координат | 3 | 3 |
| Количество одновременно управляемых координат при линейной/ круговой интерполяции | 3/2 | 3/2 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 250. .500 .500 | 250..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 500 | 500 |
| Предельные размеры обрабатываемых поверхности (длина х ширина х высота), мм | 850 х 250 х 380 | 950 х 350 х 400 |
| Максимальная нагрузка на стол (по центру), кг | 400 | 400 |
| Рабочий стол | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 1600 х 400 | 1600 х 400 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 |
| Наибольшее продольное перемещение стола (X), мм | 1010 | 1010 |
| Наибольшее поперечное перемещение стола (Y), мм | 400 | 400 |
| Наибольшее вертикальное перемещение стола (установочное) (Z), мм | 250 | 250 |
| Наибольшее перемещение ползуна (Z), мм | 260 | 260 |
| Предел рабочих подач стола и ползуна, мм/мин | 3. .6000 .6000 | 3..6000 |
| Скорость быстрых перемещений стола (X, Y) / ползуна (Z), мм/мин | 7000 | 9000/ 7000 |
| Допустимое усилие подачи по координате X и Y, Н | 15690 | 15690 |
| Допустимое усилие подачи по координате Z, Н | 9806 | 9806 |
| Точность позиционирования, мм | 0,015 | |
| Шпиндель | ||
| Частота вращения шпинделя, об/мин (число ступеней) | 50..2500 (12) | 50..2500 (12) |
| Количество скоростей шпинделя | 18 | 18 |
| Наибольший крутящий момент, кНм | 0,615 | 0,615 |
| Коэффициент ряда выходных частот вращения шпинделя | 1,26 | 1,26 |
| Эскиз конца шпинделя по ГОСТ 24644-81 7:24 | 50 | 50 |
| Магазин инструмента | ||
| Емкость магазина инструмента | 12 | 12 |
| Время смены инструмента, с | 20 | 20 |
| Максимальный диаметр фрезы торцовой, мм | 125 | |
| Максимальный диаметр фрезы концевой, мм | 40 | |
| Максимальный диаметр сверла, мм | 30 | |
| Максимальный вес инструмента, кг | 15 | |
| Вылет инструмента от торца шпинделя, мм, не более | 250 | 250 |
| Электрооборудование и привод | ||
| Электродвигатель привода главного движения, кВт (об/мин) | 7,5 (1450) | 11 (1466) |
| Электродвигатели привода подач HG-112B, HG-112C (оси X, Y), Нм | 17 | 23 |
| Электродвигатели привода подач ползуна HG-112C (ось Z), Нм | 23 | 23 |
| Электродвигатель наладочного перемещения консоли, кВт (об/мин) | 2,2 (1450) | 2,2 (1410) |
| Электродвигатель гидростанции, кВт (об/мин) | 2,2 (1450) | 2,2 (1400) |
| Электродвигатель насоса смазки, кВт (об/мин) | 0,27 (1500) | 0,27 (1400) |
| Электронасос охлаждающей жидкости Мощность, кВт | 0,12 (2800 | 0,12 (2800) |
| Производительность насоса СОЖ, л/мин | 8 | |
| Тип гидростанции | 5АГ48-22Н | 10-2, 2Г48-1 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 3680 х 4170 х 3150 | 3660 х 4200 х 2850 |
| Масса станка, кг | 6580 | 6500 |
- Станок фрезерный консольный вертикальный с УЧПУ и автоматической сменой инструмента, модель ГФ2171.
 Руководство по эксплуатации ГФ2171С5.000.000 РЭ Часть 1, 1989
Руководство по эксплуатации ГФ2171С5.000.000 РЭ Часть 1, 1989 - Станок фрезерный консольный вертикальный с УЧПУ и автоматической сменой инструмента, модель ГФ2171. Руководство по эксплуатации электрооборудования ГФ2171С5.000.000-02 РЭ1 Часть 2, 1989
- Грачев Л.Н. Конструкция и наладка станков с программным управлением и роботизированных комплексов, 1986
- Панов Ф.С. Работа на станках с ЧПУ, 1984
- ГОСТ Р 50369—92. Электроприводы. Термины и определения, 1993. — 16 с.
- Завгороднев П.И. Работа оператора на станках с программным управлением, 1981. — 136 с.
- Косовский В.Л. и др. Программное управление станками и промышленными роботами 1989
- Программное управление станками и промышленными роботами : учебник / [В.Л.Косовский, Ю.Г.Козырев, А.Н.Ковшов и др.], 1989. — 272 с.
- Сергиевский Л.В. Пособие наладчика станков с ЧПУ / Л.
 В. Сергиевский, В.В.Русланов, 1991. — 176 с.
В. Сергиевский, В.В.Русланов, 1991. — 176 с. - Соломенцев Ю.Н. Управление гибкими производственными системами / Ю. Н. Соломенцев, В.Л.Сосонкин, 1988. — 552 с.
- Сосонкин В.Л. Микропроцессорные системы числового программного управления станками / В.Л. Сосонкин, 1985. — 288 с.
- Черпаков Б.И. Металлорежущие станки : Учебник для нач. проф. образования / Б. И. Черпаков, Т. А. Альперович, 2004. — 368 с.
- Числовое программное управление станками / [В.Л. Сосонкин, О. П. Михайлев, Ю. А Павлов и др.]; под ред. В. Л. Сосонкина, 1981. — 398 с.
Список литературы:
Связанные ссылки. Дополнительная информация
Фрезерные станки по металлу с ЧПУ
Название | Перемещение по оси X, мм | Перемещение по оси Y, мм | Перемещение по оси Z, мм | Тип станка |
|---|---|---|---|---|
| 1100 | 610 | 610 | ||
|
Вертикально-фрезерные обрабатывающие центры на направляющих скольжения.
| ||||
TMT TBV-1100 | 1100 | 610 | 610 | Вертикальный |
| 700 | 450 | 420 | ||
|
Высокоскоростные вертикально-фрезерные обрабатывающие центры на роликовых направляющих качения. Отличительная особенность конструкции станков серии TG – расположение шпиндельной бабки на горизонтальной траверсе типа «гантри», а не на вертикальной колонне, что обеспечивает высокие показатели точности, жесткости и виброустойчивости.
| ||||
TMT TG-350 5AX | 700 | 450 | 420 | Вертикальный |
| 850—1000 | 530 | 580 | ||
|
Вертикально-фрезерные обрабатывающие центры TLV обеспечивают повышенную производительность процесса резки. Отличаются высококачественной металлообработкой при низкой стоимости эксплуатации оборудования.
| ||||
TMT TLV-1000 В наличии | 1000 | 530 | 580 | Вертикальный |
TMT TLV-850II В наличии | 850 | 530 | 580 | Вертикальный |
| 850—2500 | 600—1000 | 600—1000 | ||
|
Вертикально-фрезерные обрабатывающие центры серии ВМ предназначены для выполнения общемашиностроительных и силовых видов обработки.
| ||||
AWEA BM-850 | 850 | 600 | 600 | Вертикальный |
AWEA BM-850-APC | 850 | 600 | 600 | Вертикальный |
AWEA BM-1020 | 1020 | 600 | 600 | Вертикальный |
AWEA BM-1200 | 1200 | 600 | 600 | Вертикальный |
AWEA BM-1400 | 1400 | 800 | 700 | Вертикальный |
AWEA BM-1460 | 1400 | 600 | 600 | Вертикальный |
AWEA BM-1600 | 1600 | 800 | 800 | Вертикальный |
AWEA BM-2100 | 2100 | 1000 | 1000 | Вертикальный |
AWEA BM-1800 | 1800 | 800 | 800 | Вертикальный |
AWEA BM-2500 | 2500 | 1000 | 1000 | Вертикальный |
| 650—1800 | 510—800 | 510—800 | ||
|
Вертикально-фрезерные обрабатывающие центры серии AF отлично справляются с высокоскоростной обработкой таких деталей, как штампы, пресс-формы.
| ||||
AWEA AF-650 | 650 | 510 | 510 | Вертикальный |
AWEA AF-760 | 762 | 510 | 510 | Вертикальный |
AWEA AF-860 | 860 | 600 | 600 | Вертикальный |
AWEA AF-860-APC | 860 | 600 | 600 | Вертикальный |
AWEA AF-1000 | 1020 | 550 | 635 | Вертикальный |
AWEA AF-1060 | 1060 | 600 | 600 | Вертикальный |
AWEA AF-1250 | 1250 | 620 | 620 | Вертикальный |
AWEA AF-1400 | 1400 | 800 | 800 | Вертикальный |
AWEA AF-1460 | 1400 | 620 | 620 | Вертикальный |
AWEA AF-1600 | 1600 | 800 | 800 | Вертикальный |
AWEA AF-1800 | 1800 | 800 | 800 | Вертикальный |
| 1600—5000 | 1200 | 760 | ||
|
Портальные станки серии VP обладают высокой точностью, хорошей производительностью и широким выбором типоразмеров рабочей зоны от 1,6 до 5 метров.
| ||||
AWEA VP-1612 | 1600 | 1200 | 760 | Портальный |
AWEA VP-2012 | 2000 | 1200 | 760 | Портальный |
AWEA VP-3012 | 3000 | 1200 | 760 | Портальный |
AWEA VP-4012 | 4000 | 1200 | 760 | Портальный |
AWEA VP-5012 | 5000 | 1200 | 760 | Портальный |
| 2000—3000 | 1200 | 760 | ||
|
Станки серии HD представляют собой портальные обрабатывающие центры с неподвижной колонной.
| ||||
AWEA HD-2012 | 2000 | 1200 | 760 | Портальный |
AWEA HD-3012 | 3000 | 1200 | 760 | Портальный |
| 2100—4000 | 1600 | 760 | ||
|
Вертикально портальные станки серии SP представляют собой оптимальное сочетание жесткости, точности и производительности.
| ||||
AWEA SP-2016 | 2100 | 1600 | 760 | Портальный |
AWEA SP-3016 | 3060 | 1600 | 760 | Портальный |
AWEA SP-4016 | 4000 | 1600 | 760 | Портальный |
| 2500—7000 | 1600—3300 | 760 | ||
|
Портальные станки серии LP обладают высокими силовыми характеристиками, хорошей производительностью и широкой вариабельностью типоразмеров рабочей зоны.
| ||||
AWEA LP-2516 | 2500 | 1600 | 760 | Портальный |
AWEA LP-3016 | 3000 | 1600 | 760 | Портальный |
AWEA LP-3021 | 3000 | 2100 | 760 | Портальный |
AWEA LP-3025 | 3000 | 2500 | 760 | Портальный |
AWEA LP-4016 | 4000 | 1600 | 760 | Портальный |
AWEA LP-4021 | 4000 | 2100 | 760 | Портальный |
AWEA LP-4025 | 4000 | 2500 | 760 | Портальный |
AWEA LP-4033 | 4000 | 3300 | 760 | Портальный |
AWEA LP-5016 | 5000 | 1600 | 760 | Портальный |
AWEA LP-5021 | 5000 | 2100 | 760 | Портальный |
AWEA LP-5025 | 5000 | 2500 | 760 | Портальный |
AWEA LP-5033 | 5000 | 3300 | 760 | Портальный |
AWEA LP-6021 | 6000 | 2100 | 760 | Портальный |
AWEA LP-6025 | 6000 | 2500 | 760 | Портальный |
AWEA LP-6033 | 6000 | 3300 | 760 | Портальный |
AWEA LP-7033 | 7000 | 3300 | 760 | Портальный |
Fagima | 650—2000 | 600—650 | 550 | |
|
Fagima Jazz — пятикоординатные станки с числовым программным управлением.
| ||||
Fagima JAZZ R | 650 | 650 | 550 | 5-осевой |
Fagima JAZZ M | 1550 | 600 | 550 | 5-осевой |
Fagima JAZZ L | 2000 | 600 | 550 | 5-осевой |
| 635—800 | 535—900 | 460—660 | ||
|
Станки серии FCV эффективно справляются с высокоскоростной обработкой деталей сложной геометрии, позволяя достичь при этом высокое качество поверхности.
| ||||
AWEA FCV-620 | 635 | 535 | 460 | 5-осевой |
AWEA FCV-800 | 800 | 900 | 660 | 5-осевой |
| 560—960 | 510—600 | 460—480 | ||
|
Станки серии FV эффективно справляются с высокоскоростной обработкой деталей сложной геометрии, позволяя достичь при этом высокое качество поверхности.
| ||||
AWEA FV-560 | 560 | 510 | 460 | 5-осевой |
AWEA FV-960 | 960 | 600 | 480 | 5-осевой |
| 780—1020 | 670—900 | 650—900 | ||
|
Горизонтально-фрезерные обрабатывающие центры серии АН обеспечивают высокую производительность за счет сокращения процесса наладки станка. Модели могут быть оборудованы как высокомоментным, так и высокоскоростным шпинделем.
| ||||
AWEA AH-500 | 780 | 670 | 650 | Горизонтальный |
AWEA AH-630 | 1020 | 900 | 900 | Горизонтальный |
| 2000—4000 | 1800 | 1300 | ||
|
Горизонтально-расточные фрезерные обрабатывающие центры серии BL предназначены для решения задач по глубокой расточке отверстий в крупногабаритных деталях сложной геометрии. Тип привода шпинделя может быть мотор-шпиндель или с передачей через двухступенчатый зубчатый редуктор.
| ||||
AWEA BL-2018 | 2000 | 1800 | 1300 | Горизонтальный |
AWEA BL-3018 | 3000 | 1800 | 1300 | Горизонтальный |
AWEA BL-4018 | 4000 | 1800 | 1300 | Горизонтальный |
| 3060—7000 | 2500—4500 | 1000 | ||
|
Серия HVM представляет собой портальные станки с неподвижным столом.
| ||||
AWEA HVM-3018 | 3060 | 2500 | 1000 | Портальный |
AWEA HVM-4018 | 4000 | 2500 | 1000 | Портальный |
AWEA HVM-4025 | 4000 | 3500 | 1000 | Портальный |
AWEA HVM-4032 | 4000 | 3900 | 1000 | Портальный |
AWEA HVM-5025 | 5000 | 3200 | 1000 | Портальный |
AWEA HVM-5032 | 5000 | 3900 | 1000 | Портальный |
AWEA HVM-6025 | 6000 | 3200 | 1000 | Портальный |
AWEA HVM-6032 | 6000 | 3900 | 1000 | Портальный |
AWEA HVM-6033Y | 6000 | 4500 | 1000 | Портальный |
AWEA HVM-7033Y | 7000 | 4500 | 1000 | Портальный |
| 4000—7000 | 3200—4000 | 1000 | ||
|
Портальные обрабатывающие центры с неподвижным столом серии MVP обладают широчайшими возможностями комплектации, в том числе съемными угловыми и наклонно-поворотными головами, что позволяет выполнять 5-ти стороннюю обработку.
| ||||
AWEA MVP-4032 | 4000 | 3200 | 1000 | Портальный |
AWEA MVP-5032 | 5000 | 3200 | 1000 | Портальный |
AWEA MVP-5040 | 5000 | 4000 | 1000 | Портальный |
AWEA MVP-6032 | 6000 | 3200 | 1000 | Портальный |
AWEA MVP-6040 | 6000 | 4000 | 1000 | Портальный |
AWEA MVP-7040 | 7000 | 4000 | 1000 | Портальный |
| 4000—14000 | 3000—5000 | 1000 | ||
|
Станки серии LG выполнены с неподвижным столом и подвижной траверсой и позволяют обрабатывать очень крупные и тяжелые детали.
| ||||
AWEA LG-10030 | 10000 | 3000 | 1000 | Портальный |
AWEA LG-10040 | 10000 | 4000 | 1000 | Портальный |
AWEA LG-10050 | 10000 | 5000 | 1000 | Портальный |
AWEA LG-14050 | 14000 | 5000 | 1000 | Портальный |
AWEA LG-4030 | 4000 | 3000 | 1000 | Портальный |
AWEA LG-5030 | 5000 | 3000 | 1000 | Портальный |
AWEA LG-6030 | 6000 | 3000 | 1000 | Портальный |
AWEA LG-6040 | 6000 | 4000 | 1000 | Портальный |
AWEA LG-6050 | 6000 | 5000 | 1000 | Портальный |
AWEA LG-8030 | 8000 | 3000 | 1000 | Портальный |
AWEA LG-8040 | 8000 | 4000 | 1000 | Портальный |
AWEA LG-8050 | 8000 | 5000 | 1000 | Портальный |
| 1600 | 2500 | 1000 | ||
|
Портальный 5-координатный обрабатывающий центр RG-1625.
| ||||
AWEA RG-1625 | 1600 | 2500 | 1000 | 5-осевой |
AWEA MEGA 5 | 3000—4000 | 3200—3700 | 1000—1400 | |
|
Станки серии MEGA 5 сконструированы на базе портальных станков с подвижным столом и оснащаются наклонно-поворотной фрезерной головой с встроенным шпиндель-двигателем, позволяющем обрабатывать сложные детали одновременно по 5-ти осям.
| ||||
AWEA MEGA 5 G3030 | 3000 | 3700 | 1400 | 5-осевой |
AWEA MEGA 5 P3025 | 3000 | 3200 | 1200 | 5-осевой |
AWEA MEGA 5 P4025 | 4000 | 3200 | 1000 | 5-осевой |
 Отличаются высокими показателями точности, жесткости и виброустойчивости. Модельный ряд станков серии TBV выделяется наличием рабочего стола длиной до 2100 мм. и шириной до 800 мм., а также высоким крутящим моментом на главном шпинделе за счет мощного сервомотора и передачи вращения через двухскоростной зубчатый редуктор.
Отличаются высокими показателями точности, жесткости и виброустойчивости. Модельный ряд станков серии TBV выделяется наличием рабочего стола длиной до 2100 мм. и шириной до 800 мм., а также высоким крутящим моментом на главном шпинделе за счет мощного сервомотора и передачи вращения через двухскоростной зубчатый редуктор.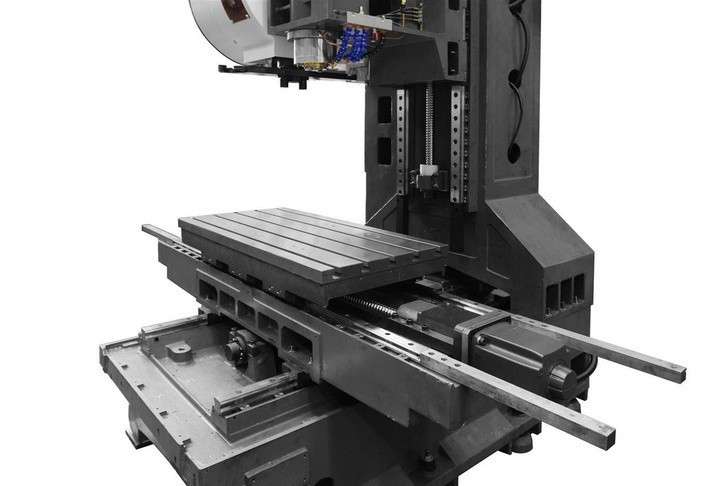
 Модели данной серии характеризуются широкими возможностями комплектации высокоскоростными или высокомоментными шпинделями с прямым приводом или приводом через двухступенчатый зубчатый редуктор соответственно, а направляющие скольжения обеспечивают колоссальную жесткость станка.
Модели данной серии характеризуются широкими возможностями комплектации высокоскоростными или высокомоментными шпинделями с прямым приводом или приводом через двухступенчатый зубчатый редуктор соответственно, а направляющие скольжения обеспечивают колоссальную жесткость станка. Станки данной серии имеют широкие возможности комплектации высокоскоростными шпинделями с ременным, прямым приводом или типом привода мотор-шпиндель. Отличаются быстрыми перемещениями по осям за счет направляющих качения.
Станки данной серии имеют широкие возможности комплектации высокоскоростными шпинделями с ременным, прямым приводом или типом привода мотор-шпиндель. Отличаются быстрыми перемещениями по осям за счет направляющих качения. Направляющие качения роликового типа сочетают в себе свойства достаточной жесткости и высокой скорости, что представляет собой оптимальное решение для выполнения любых видов фрезерной обработки. Устанавливаемые на станки шпиндели имеют систему масляной термостабилизации, а сопрягаемые поверхности станков, требующие высокой точности, подвергаются процессу ручного шабрения.
Направляющие качения роликового типа сочетают в себе свойства достаточной жесткости и высокой скорости, что представляет собой оптимальное решение для выполнения любых видов фрезерной обработки. Устанавливаемые на станки шпиндели имеют систему масляной термостабилизации, а сопрягаемые поверхности станков, требующие высокой точности, подвергаются процессу ручного шабрения. Модульная конструкция большинства узлов обеспечивает их взаимозаменяемость, что дает возможность подобрать оптимальную комплектацию для решения задач любой сложности. В стандартной комплектации оси X и Y оснащены роликовыми направляющими качения, а ось Z – направляющими скольжения. С целью достижения высоких показателей точности, ось Х станков длинной больше 6 метров оснащается оптическими линейками Heidenhain.
Модульная конструкция большинства узлов обеспечивает их взаимозаменяемость, что дает возможность подобрать оптимальную комплектацию для решения задач любой сложности. В стандартной комплектации оси X и Y оснащены роликовыми направляющими качения, а ось Z – направляющими скольжения. С целью достижения высоких показателей точности, ось Х станков длинной больше 6 метров оснащается оптическими линейками Heidenhain. Модульная конструкция шпинделя обеспечивает необходимую гибкость при резании в различных эксплуатационных режимах. Роликовые линейные направляющие по осям X и Y обеспечивают работу на тяжелых режимах резания. Ось Z оснащена жесткими прямоугольными закаленными направляющими, точно соответствующими условиям работы в тяжелых режимах.
Модульная конструкция шпинделя обеспечивает необходимую гибкость при резании в различных эксплуатационных режимах. Роликовые линейные направляющие по осям X и Y обеспечивают работу на тяжелых режимах резания. Ось Z оснащена жесткими прямоугольными закаленными направляющими, точно соответствующими условиям работы в тяжелых режимах. Направляющие качения роликового типа сочетают в себе свойства достаточной жесткости и высокой скорости, что представляет собой оптимальное решение для выполнения любых видов фрезерной обработки. Устанавливаемые на станки шпиндели имеют систему масляной термостабилизации, а сопрягаемые поверхности станков, требующие высокой точности, подвергаются процессу ручного шабрения.
Направляющие качения роликового типа сочетают в себе свойства достаточной жесткости и высокой скорости, что представляет собой оптимальное решение для выполнения любых видов фрезерной обработки. Устанавливаемые на станки шпиндели имеют систему масляной термостабилизации, а сопрягаемые поверхности станков, требующие высокой точности, подвергаются процессу ручного шабрения. Станки данной модели оснащены поворотной фрезерной головкой, позволяющей выполнять обработку сразу в двух плоскостях, что значительно расширяет технологические возможности данного оборудования. Прежде всего, это относится к обработке сложных фасонных поверхностей.
Станки данной модели оснащены поворотной фрезерной головкой, позволяющей выполнять обработку сразу в двух плоскостях, что значительно расширяет технологические возможности данного оборудования. Прежде всего, это относится к обработке сложных фасонных поверхностей. Модели комплектуются высокоскоростными шпинделями с прямым приводом или типом привода мотор-шпиндель. Для достижения высоких показателей точности оси А и С 5-координатных станков оснащены угловыми датчиками Heidenhain. Для упрощения процесса очистки внутренних поверхностей рабочей зоны станки оснащены автоматической системой распрыскивателей.
Модели комплектуются высокоскоростными шпинделями с прямым приводом или типом привода мотор-шпиндель. Для достижения высоких показателей точности оси А и С 5-координатных станков оснащены угловыми датчиками Heidenhain. Для упрощения процесса очистки внутренних поверхностей рабочей зоны станки оснащены автоматической системой распрыскивателей. Модели комплектуются высокоскоростными шпинделями с прямым приводом и типом привода мотор-шпиндель. Для достижения высоких показателей точности оси А и С 5-координатных станков оснащены угловыми датчиками Heidenhain. Кроме того, станки серии FV укомплектованы кондиционерами для электрошкафа.
Модели комплектуются высокоскоростными шпинделями с прямым приводом и типом привода мотор-шпиндель. Для достижения высоких показателей точности оси А и С 5-координатных станков оснащены угловыми датчиками Heidenhain. Кроме того, станки серии FV укомплектованы кондиционерами для электрошкафа. Станки данной серии оснащены системой автоматической смены паллет, которая обладает грузоподъемностью до 1200 кг, а время замены одной паллеты на другую составляет всего лишь 16 сек.
Станки данной серии оснащены системой автоматической смены паллет, которая обладает грузоподъемностью до 1200 кг, а время замены одной паллеты на другую составляет всего лишь 16 сек. Повышенная жесткость портальных обрабатывающих центров HVM серии достигается за счет увеличения площади поперечного сечения колонн, а также увеличения площади сопрягаемых поверхностей опоры моста на станину. Благодаря сверхжесткой конструкции в сочетании с мощной производительностью шпинделя и ключевыми компонентами с отличными характеристиками, серия HVM показывает выдающиеся возможности для резания на тяжелых режимах. Данные станки сконструированы для более тяжёлых условий работы, требующих большей жёсткости при обработке. Усилена не только конструкция шпиндельного узла. По оси Y применены три направляющих. Для обеспечения большей жёсткости по оси Z установлены 4 линейных направляющих.
Повышенная жесткость портальных обрабатывающих центров HVM серии достигается за счет увеличения площади поперечного сечения колонн, а также увеличения площади сопрягаемых поверхностей опоры моста на станину. Благодаря сверхжесткой конструкции в сочетании с мощной производительностью шпинделя и ключевыми компонентами с отличными характеристиками, серия HVM показывает выдающиеся возможности для резания на тяжелых режимах. Данные станки сконструированы для более тяжёлых условий работы, требующих большей жёсткости при обработке. Усилена не только конструкция шпиндельного узла. По оси Y применены три направляющих. Для обеспечения большей жёсткости по оси Z установлены 4 линейных направляющих. Перемещения по всем осям осуществляется по роликовым направляющим качения.
Перемещения по всем осям осуществляется по роликовым направляющим качения. При этом площадь, занимаемая станком, значительно меньше по сравнению со станком с подвижным столом аналогичного размера. В сочетании с автоматической системой смены угловых фрезерных головок различного типа эти станки позволяют выполнять автоматическую обработку крупных длинномерных деталей с пяти сторон.
При этом площадь, занимаемая станком, значительно меньше по сравнению со станком с подвижным столом аналогичного размера. В сочетании с автоматической системой смены угловых фрезерных головок различного типа эти станки позволяют выполнять автоматическую обработку крупных длинномерных деталей с пяти сторон. Позволяет выполнять любые технологические задачи комплексной обработки. Перемещение по всем осям осуществляется по роликовым направляющим качения. Станок укомплектован наклонно-поворотной головой и имеет возможность полноценной пяти осевой обработки.
Позволяет выполнять любые технологические задачи комплексной обработки. Перемещение по всем осям осуществляется по роликовым направляющим качения. Станок укомплектован наклонно-поворотной головой и имеет возможность полноценной пяти осевой обработки.Инструментальные патроны и оправки
1. 1 Мб
1 Мб
Привязка инструмента и детали
261 Кб
Тиски
185 Кб
Поворотные столы
194 Кб
Аксессуары и комплектующие
445 Кб
Вертикальные и горизонтальные фрезерные станки предназначены для механической обработки изделий типа «корпус». Оборудование данной группы выполняет множество операций — фрезерование, сверление, расточка, а также многие другие операции.
Станки различаются по:
- расположению шпинделя на вертикальные и горизонтальные;
- возможностям обработки на трёхосевые и пятиосевые;
- типу конструкции на вертикальные и портальные.
Фрезерные станки по металлу с ЧПУ представлены тайваньскими брендами: AWEA, ACCUWAY, TMT, хорошо известными в России, поскольку поставляются на российский рынок уже более 10 лет.
Современные фрезерные обрабатывающие центры с ЧПУ выполняют множество операций за 1 установ. Даже простые модели опционально дооснащаются поворотными столами, расширяющими возможности обработки с 3 до 4 и 5 осей. Полноценный 5 осевой фрезерный станок с ЧПУ позволяет изготавливать сложные детали за 1 — 2 установа.
Даже простые модели опционально дооснащаются поворотными столами, расширяющими возможности обработки с 3 до 4 и 5 осей. Полноценный 5 осевой фрезерный станок с ЧПУ позволяет изготавливать сложные детали за 1 — 2 установа.
Подходя к выбору автоматического фрезерного станка с ЧПУ следует учитывать следующие параметры:
- Мощность главного двигателя;
- Максимальная скорость вращения шпинделя;
- Количество инструментов и возможность автоматической смены инструмента;
- Размер стола;
- Перемещения по осям;
- Возможность дооснащения современной оснасткой, позволяющей значительно расширять функционал оборудования.
Покупая обрабатывающие центры у компании ПроТехнологии, Вы не просто покупаете оборудование, произведенное лидерами рынка, но и получаете превосходный сервис и технологическую поддержку.
Что такое вертикально-фрезерный станок с ЧПУ: технические характеристики
Во время фрезерования у мастера появляется возможность получить детали разной формы и размера. Наиболее распространенным вариантом фрезеровального станка остается оборудование, при котором шпиндель расположен вертикально, его называют вертикально-фрезерный станок.
Наиболее распространенным вариантом фрезеровального станка остается оборудование, при котором шпиндель расположен вертикально, его называют вертикально-фрезерный станок.
Содержание:
- 1 Общая конструкция и назначение
- 1.1 Без ЧПУ
- 1.2 С ЧПУ
- 1.3 Вертикальный фрезерный обрабатывающий центр
- 2 Основные технические характеристики
- 3 Обзор современных моделей
Общая конструкция и назначение
Оборудование имеет вертикальный шпиндель, который размещен в шпиндельной головке. Сама головка установлена на литой станине. Здесь же на станине расположена консоль, а также подвижная каретка и коробка скоростей, коробка подач.
Принцип работы прост: от электродвигателя движение через коробку скоростей передается на шпиндельную головку, а через коробку подач – на стол, на каретку и на консоль. Консоль перемещается и перемещает заготовку в вертикальном направлении.
Читайте также: переносной магнитный фрезерный станок по металлу на магнитной подошве
Без ЧПУ
Вертикально-фрезерный станок без ЧПУ управляется вручную. Специальными рукоятками регулируется вращение фрезы и величина подачи. Современные вертикально-фрезерные станки без ЧПУ отличаются надежностью и износостойкостью. Способны выполнять самый широкий спектр задач. При этом точность выполнения работ у них может быть ниже, чем с ЧПУ.
Специальными рукоятками регулируется вращение фрезы и величина подачи. Современные вертикально-фрезерные станки без ЧПУ отличаются надежностью и износостойкостью. Способны выполнять самый широкий спектр задач. При этом точность выполнения работ у них может быть ниже, чем с ЧПУ.
С ЧПУ
Современные вертикально-фрезерные станки имеют числовое программное управление, что делает это оборудование высокоточным. Практически все элементы конструкции работают от электрического привода. Механическими в таком оборудовании остается привод подачи стола и шпинделя.
Основным недостатком таких агрегатов является их высокая стоимость и некоторую сложность в обслуживании. Понадобится найти специалиста, который способен починить такой вертикально-фрезерный станок в случае поломки.
Вертикальный фрезерный обрабатывающий центр
Это разновидность многооперационного агрегата, снабженного числовым программным управлением. Он способен производить механическую обработку трехмерной детали. Он снабжен множеством разных инструментов и способен выполнять черновую, чистовую и пред чистовую работу. Наиболее простые обрабатывающие центры имеют в своем комплекте от 5 до 12 инструментов, способных обработать деталь с высокой точностью.
Он снабжен множеством разных инструментов и способен выполнять черновую, чистовую и пред чистовую работу. Наиболее простые обрабатывающие центры имеют в своем комплекте от 5 до 12 инструментов, способных обработать деталь с высокой точностью.
Это дорогостоящее оборудование с наиболее высоким уровнем производительности. У оборудования значительно повышена скорость обработки. Чтобы снизить температуру нагрева используется специальная система охлаждения.
Читайте также: станок фрезерный с ЧПУ: обзор оборудования для дома
Основные технические характеристики
Это один из первых видов оборудования, который применялся для обработки металлических изделий. В наборе каждого из них есть несколько видов концевых, торцевых, цилиндрических фасонных фрез. Поэтому оборудование может выполнять практически все фрезеровальные операции.
Они подразделяются на два вида, каждый из которых имеет свои особенности характеристики:
- С консолью.
 Имеет движущуюся консоль с подвижным столом и салазками. Стол перемещается в горизонтальном направлении по направляющим консоли. На ней же смонтирована и коробка подач. Консоль можно перемещать в трех направлениях.
Имеет движущуюся консоль с подвижным столом и салазками. Стол перемещается в горизонтальном направлении по направляющим консоли. На ней же смонтирована и коробка подач. Консоль можно перемещать в трех направлениях. - Без консоли. Это крестовый станок, который имеет стол, расположенный на неподвижной станине. У него есть возможность перемещаться в продольном и поперечном направлениях. Точность перемещения стола обеспечивается замедлением подачи оборотов.
Обзор современных моделей
Есть несколько современных производителей, которые выпускают вертикально-фрезерные станки с достойными техническими характеристиками. Вот несколько моделей:
Вертикально-фрезерный станок BF60. Оборудование Китайского бренда. Имеет 8 ступеней вращения шпинделя, а также усиленные упорные подшипники на шпиндельной головке. Вес составляет – 750 кг.
Вертикально-фрезерный станок UWF-7140. Оборудование с надежной конструкцией, цифровой индикацией и наличием поворотного шпинделя. Частота вращения шпинделя не более 1800 об/мин. Ход шпинделя – 10 см. Вес около – 3.5 тонны.
Вертикально-фрезерный станок FP – 25. Скорость вращения шпинделя до 2180 об/мин при весе агрегата всего в 195 кг. Диаметр сверления – 34 мм.
Вертикально-фрезерный станок PROMA FHV — 50VD 25330055. Максимальный диаметр сверления – 50 мм. Вес составляет – 700 кг. Отличается высоким качеством производимых работ.
Также пользуются популярностью вертикально-фрезерные станки, выполненные Словенской компанией TRENS или Чешского производителя TAJMAC — ZPS.
Вертикально-фрезерные станки пользуются популярностью, поскольку отличаются широкими возможностями функциональность. Главная особенность такого оборудование – вертикальное расположение шпинделя. Вертикально-фрезерные станки могут иметь ручное управление или ЧПУ.
В последнем случае это более точное оборудование с высокими параметрами производительности. Отдельно производятся вертикальные обрабатывающие центры, которые могут выполнять все виды обработки на высоких параметрах скорости и с высокой степенью точности.
Поделиться в социальных сетях
Полное руководство по выбору правильного фрезерного станка с ЧПУ для вашего бизнеса.
Как работают фрезерные станки с ЧПУ?
Заготовка, которую вы хотите обработать, закрепляется на столе станка в случае фрезерного станка с ЧПУ или обрабатывающего центра с ЧПУ. Он может крепиться непосредственно к столу или размещаться с помощью тисков или крепления.
Шпиндель (подвижная часть) с режущим инструментом устанавливается либо вертикально, либо горизонтально. При такой установке инструмент может перемещаться по разным осям X-Y-Z на заготовке и начинать операции резки и формовки.
Для начала закрепите заготовку на рабочем столе фрезерного станка с ЧПУ и установите режущие инструменты на шпиндель перед запуском программы ЧПУ. Когда станок готов, оператор запускает программу и операцию фрезерной обработки с ЧПУ на станке.
Когда станок готов, оператор запускает программу и операцию фрезерной обработки с ЧПУ на станке.
Фрезерные станки с ЧПУ будут вращать фрезы со скоростью до тысячи оборотов в минуту, в зависимости от типа фрезерного станка и применения фрезерных деталей, для выполнения различных операций: медленная подача заготовки в неподвижный вращающийся инструмент, перемещение инструмента по неподвижному заготовку или перемещайте инструмент и заготовку друг с другом.
Фреза на фрезерном станке с ЧПУ может перемещаться по нескольким осям и вращаться в разных направлениях, выполняя множество сложных операций для создания разнообразных фрезерованных деталей в соответствии с проектом САПР. Обратите внимание, что для сложных и сложных деталей может потребоваться несколько настроек машины.
Какие машины лучше всего подходят для малого бизнеса?
Существует множество типов фрезерных станков, используемых в области ЧПУ, которые помогают выполнять широкий спектр операций по резке и механической обработке. Выбор лучшего станка для детали зависит от нескольких факторов, таких как твердость, химическая и температурная стойкость и многих других.
Выбор лучшего станка для детали зависит от нескольких факторов, таких как твердость, химическая и температурная стойкость и многих других.
Фрезерные станки с ЧПУ часто классифицируют по количеству осей или направлениям шпинделя, с которыми они могут работать, это могут быть вертикальные, горизонтальные фрезерные станки или универсальные станки. Они включают;
- Горизонтально-фрезерные станки
- Вертикально-фрезерные станки
- Многоосевой фрезерный станок с ЧПУ
Горизонтально-фрезерные станки
Ось шпинделя горизонтальной фрезы или фрезерного станка ориентирована горизонтально, что означает, что режущие инструменты на шпинделе будут создавать желаемую форму материалов по горизонтали или поперек горизонтальной плоскости. Фрезы перемещаются, а заготовка остается неподвижной, что позволяет станкам просто врезаться в деталь.
Один горизонтально-фрезерный станок по производительности может превзойти три вертикально-фрезерных станка. Использование горизонтальных машин составляет 85%, а использование вертикальных машин обычно составляет 25%. В результате он также подходит для малого бизнеса. По сравнению с вертикальными фрезами, горизонтальные обрабатывающие центры используют более совершенные технологии эвакуации стружки, что приводит к меньшему количеству повторной обработки и увеличению срока службы инструмента.
Использование горизонтальных машин составляет 85%, а использование вертикальных машин обычно составляет 25%. В результате он также подходит для малого бизнеса. По сравнению с вертикальными фрезами, горизонтальные обрабатывающие центры используют более совершенные технологии эвакуации стружки, что приводит к меньшему количеству повторной обработки и увеличению срока службы инструмента.
Горизонтальные фрезы исключительно прочны и сконструированы так, чтобы выдерживать вибрации. Инвестирование в горизонтальную машину оправдано, так как компоненты становятся менее дорогими, когда они падают в машину. Хотя это более дорого, чем режущий инструмент для вертикального фрезерования, предпочтительнее приобрести недорогой, довольно часто используемый горизонтальный инструмент и использовать его только для производства.
Вертикально-фрезерные станки
Вертикально-фрезерные станки работают аналогично горизонтально-фрезерным станкам в том смысле, что шпиндель может двигаться только вверх и вниз, так как шпиндель прикреплен к вертикальной оси.
Горизонтальные режущие инструменты имеют лучшую поддержку оправки и большую площадь поперечного сечения, чем вертикальные фрезы, что обеспечивает более высокую скорость удаления материала, особенно из канавок и пазов.
Горизонтальные режущие инструменты имеют лучшую поддержку оправки и большую площадь поперечного сечения, чем вертикальные фрезы, что обеспечивает более высокую скорость удаления материала, особенно из канавок и пазов. Кроме того, их легче программировать и они обладают большей гибкостью, поэтому они идеально подходят, если у вас есть необычные или разовые требования.
Еще одним преимуществом вертикального станка, который вам понравится, является то, что он занимает меньше площади, чем горизонтальное фрезерное оборудование с ЧПУ. Вертикально-фрезерные станки часто используются для небольших деталей, тогда как горизонтальные обрабатывающие центры используются для более крупных.
Вертикальные мельницы меньше по размеру, позволяют наблюдать за процессом измельчения во время работы и дешевле, что делает их идеальными для малого бизнеса.
Кроме того, поскольку ось инструмента расположена вертикально, он больше подходит для концевого фрезерования с использованием концевых фрез со сферическим концом. Вертикальные типы включают фрезерные станки станочного типа и многие другие.
Многоосевой фрезерный станок с ЧПУ
Многоосевые фрезерные станки с ЧПУ включают 3-осевые, 4-осевые, 5-осевые и 6-осевые. Фрезерные станки с ЧПУ с множеством осей позволяют выполнять очень подробные или сложные операции. Многоосевые фрезерные станки перемещаются по осям X, Y и Z и вращаются по осям А и В. Это позволяет подходить к заготовке с любого направления, что позволяет выполнять множество операций одновременно.
Многоосевой обрабатывающий центр может подойти для сложных деталей или конструкций, требующих высокого качества точности и значительной гибкости. 5-осевые фрезы имеют до 95% использования шпинделя и может работать без присмотра в ночное время и в выходные дни.
Многоосевые фрезы или многоточечные режущие инструменты недороги и могут сэкономить деньги на рабочей силе при одновременном повышении производительности. Многоосевые режущие инструменты сокращают время цикла, одновременно увеличивая сложность изготавливаемых изделий.
Многоосевые режущие инструменты сокращают время цикла, одновременно увеличивая сложность изготавливаемых изделий.
Ось X и ось Y обозначают горизонтальное (из стороны в сторону и вперед-назад) движение по плоской поверхности, тогда как ось Z обозначает вертикальное (вверх-вниз) движение и диагональное движение по оси W по вертикальной плоскости.
Станки с ЧПУ – обрабатывающие и токарные центры
Станки с ЧПУ – обрабатывающие центры и токарные центры [email protected]:40:53-08:00
Наша полная линейка станков с ЧПУ
KENT CNC, подразделение KENT USA, специализируется на рынке ЧПУ с продуктами и решениями, предназначенными для более чем сложных обрабатывающих работ с 5-осевыми обрабатывающими центрами, большими двухстоечными портальными обрабатывающими центрами, токарными центрами с возможностью токарной обработки, двойными шпинделями и двойными револьверными головками, шлифовальными станками с ЧПУ и промышленными роботами для автоматизации обслуживания станков. Приложения. Компания KENT USA, расположенная в Тастине, штат Калифорния, неуклонно расширяет свой список опытных и ориентированных на клиента инженеров по продажам и поддержке. Послепродажная поддержка является одной из наших сильных сторон. У нас есть налаженная сеть местных дистрибьюторов станков с ЧПУ в США, а также в некоторых регионах мира. На протяжении более 40 лет Kent Industrial USA предоставляет своим клиентам качество, выгоду и сервис – более 22 000 машин продано по всему миру .
Приложения. Компания KENT USA, расположенная в Тастине, штат Калифорния, неуклонно расширяет свой список опытных и ориентированных на клиента инженеров по продажам и поддержке. Послепродажная поддержка является одной из наших сильных сторон. У нас есть налаженная сеть местных дистрибьюторов станков с ЧПУ в США, а также в некоторых регионах мира. На протяжении более 40 лет Kent Industrial USA предоставляет своим клиентам качество, выгоду и сервис – более 22 000 машин продано по всему миру .
Блоги
Лучшее из обоих миров – горизонтальный и вертикальный Выбираете между вертикальным или горизонтальным обрабатывающим центром? Этот Южный […]
Мы хотели бы представить нашу новую линейку токарных станков с ЧПУ Gang Style, предназначенных для высокоточной и эффективной токарной обработки. […]
Модернизация вертикально-фрезерного станка для мощного производства Компания-производитель на северо-востоке США получает модернизацию станка от Kent USA [. ..]
..]
Вертикальные обрабатывающие центры: два важных параметра, на которые следует обращать внимание при покупке Зайдите практически в любой механический магазин, и вы […]
Загрузить еще сообщения
Избранное видео | Двухколонный обрабатывающий центр в сборе
Здесь, в Кенте, у нас есть опытные инженеры по продажам , которые проанализируют, какая машина вам нужна для вашего приложения. У нас также есть команда инженеров и техников, которые помогут вам настроить вашу машину.
Мы здесь для вас
Позвоните нам! Если у вас есть запрос на продажу, запрос на запчасти/обслуживание или любые другие вопросы о станках с ЧПУ, позвоните нам по телефону 1.800.KENT.USA (1.800.536.8872) и наша команда из 155+ лет опыта работы в отрасли готовы помочь вам.
Обучающее видео по станкам с ЧПУ Запрос
Мы облегчаем жизнь нашим клиентам. У вас возникли трудности с настройкой станка с ЧПУ или вам нужно устранить неполадки? Свяжитесь с одним из наших экспертов, и мы снимем и отправим вам профессиональное HD-видео в течение нескольких дней, чтобы показать вам, как это делается.
Отдел запчастей и обслуживания станков с ЧПУ
Наш обширный ассортимент запасных частей в сочетании с нашим опытным техническим персоналом поможет вам получить нужные детали для вашего станка с ЧПУ с первого раза и каждый раз. Это означает минимальное время простоя для наших клиентов. Если это важно для вас, это важно для нас.
Некоторые отзывы более чем 22 000 проданных машин
Мы верим, что успешны, когда успешны наши клиенты. У нас есть специальная команда технической поддержки, чтобы поддержать вас на каждом этапе пути.
Как пользователь продукции Kent CNC как Chand Associates Incorporated с 1980 года, я был доволен тем, как веду с ними дела.
Kent CNC работал со мной, чтобы помочь удовлетворить мои потребности, даже если им пришлось выйти за рамки своего служебного долга. Я нашел всех в организации благосклонными и надежными. Конечно, машины, которые они поставляют, надежны сами по себе, поэтому я не удивлен, что они, соответственно, столь же, если не более, надежны в своей поддержке. Я без колебаний рекомендую Kent CNC как «предпочтительного поставщика» станков для шлифовки и механической обработки.
Рон С. , Chand Associates Inc.
El servicio y productos que Kent nos ha brindado han sido altamente satisfactorios; ла inversión inicial де Nuestro proyecto ha incrementado аль двойное debido а-ля calidad, precio y rápida respuesta a nuestros requerimientos, es por ello que Kent es nuestro proofedor en los proyectos Presentes y lo será en los futuros.
Корнелио Э. , Депо бурильщиков
У нас есть уникальная и широкая комбинация возможностей и предложений во всех областях управления движением и робототехники, но упакованных в среду малого бизнеса.
Это позволяет нам оставаться очень гибкими, в то же время предоставляя критически важные индивидуальные решения для чрезвычайно сложных приложений. Мы изготавливаем секции труб для робота-манипулятора для марсианской миссии на нашем токарном станке с ЧПУ CSM-1440 в Кенте, США, а также изготавливаем по индивидуальному заказу все приводы и механизмы.
Токарные станки и фрезерные станки, которые мы приобрели в компании Kent, США, позволяют нам помогать нашим поставщикам, у которых могут возникнуть проблемы или трудности с их деталями, и мы будем помогать им, изготавливая или переделывая для них их детали, такие как их роботизированные руки, с помощью CSM- 1440 Токарный станок с ЧПУ. В дополнение к этому, каждый электропривод обрабатывается в соответствии с другими компонентами. Вся эта работа выполняется внутри дома.
Скотт В. , Motiv Space Systems
Спросите нас!
Не знаете, какая машина вам подходит?
Наши высококвалифицированные инженеры по продажам всегда готовы помочь вам сузить выбор.
Спросите нас!
Для прецизионной обработки небольших В компании John Prosock Machine, Inc. Особенности
Вертикально-фрезерные станки имеют Джон  | ||


 Различный
Различный