Станок координатно расточной: Координатно-расточные станки купить по выгодной цене с доставкой в Москве, по всей России и СНГ
Содержание
2421 станок координатно-расточный. Паспорт, схемы, характеристики, описание
Сведения о производителе координатно-расточного станка 2421
Производитель координатно-расточного станка 2421 Каунасский станкостроительный завод им. Дзержинского, Koordinate г. Каунас Литва.
Станки, выпускаемые Каунасским станкостроительным заводом им. Дзержинского
- 2А430 — станок координатно-расточной 280 х 560
- 4К722АФ1 — станок электроэрозионный копировально-прошивочный
- 2421 — станок координатно-расточной 250 х 450
- 2431 — станок координатно-расточной 320 х 560
- 2431СФ10 — станок координатно-расточной особо точный с УЦИ 320 х 560
- КС-02 — станок координатно-сверлильный 250 х 600
2421 Координатно-расточный станок особо точный. Назначение и область применения
Координатно-расточный одностоечный станок 2421 с оптической системой отсчета координат предназначен для выполнения чистовых операций в деталях массой до 150 кг, где требуется особо высокая точность взаимного расположения обрабатывающих отверстий и поверхностей.
Расточной станок 2421 — малогабаритный, относительно простой конструкции. В станке отсутствует механическая подача стола, только ручная, и всего три подачи шпинделя.
Благодаря своему конструктивному решению и широким технологическим возможностям станки 2421 удовлетворяют требованиям обработки прецизионных деталей приборостроительной, часовой, радиотехнической, а также других отраслей промышленности. Большое количество принадлежностей и специальный режущий инструмент, которыми комплектуются станки, в значительной степени увеличивают их технологические возможности.
На станках 2421 можно выполнять следующие виды работ:
- сверление
- рассверливание
- развертывание
- растачивание отверстий
- подрезку торцов
- чистовое фрезерование
- нарезание резьбы метчиком
- точную разметку шаблонов
- контроль линейных размеров и межцентровых расстояний
Большое количество принадлежностей и специальный режущий инструмент, которыми комплектуется станок, расширяют его технологические возможности.
Станок снабжен простым поворотным столом, на котором возможны деление круга на заданные углы и обработка отверстий, расположенных по окружности.
Станок 2421 обеспечивает точность и нормальную работу при температуре в помещении 20±1 °С и относительной влажности не более 55%.
Состав, общая компоновка и особенности координатно-расточного станка
Станок 2421 состоит из следующих основных узлов:
- шпиндельная головка
- шпиндель
- коробка подач
- колонна
- станина
- стол и салазки
- оптические отсчетные устройства продольного и поперечного перемещения стола
На жесткой станине закреплена колонна станка, по направляющим которой перемещается шпиндельная головка.
Салазки расположены на двух горизонтальных и одной вертикальной направляющих станины, а стол — на двух горизонтальных и одной вертикальной направляющих салазок.
Электродвигатель главного привода установлен в электрошкафу.
Коробка подач расположена в колонне. Для осуществления подачи шпинделя и ручного перемещения шпиндельной головки на последней установлены две промежуточные рейки.
При такой компоновке расточной группы шпиндельная головка разгружена от осевых усилий, возникающих при резании, значительно уменьшены ее габариты по ширине, а также улучшена технологичность и геометрия шпинделя.
2421 Габарит рабочего пространства координатно-расточного станка
Габарит рабочего пространства расточного станка 2421
Габарит рабочего пространства координатно-расточного станка 2421. Смотреть в увеличенном масштабе
2421 Общий вид координатно-расточного станка
Фото координатно-расточного станка 2421
Фото координатно-расточного станка 2421
Фото координатно-расточного станка 2421
Расположение составных частей координатно-расточного станка 2421
Расположение составных частей расточного станка 2421
Расположение составных частей координатно-расточного станка 2421. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Расположение органов управления координатно-расточным станком 2421
Расположение органов управления координатно-расточным станком 2421
Расположение органов управления координатно-расточным станком 2421. Смотреть в увеличенном масштабе
2421 Кинематическая схема координатно-расточного станка
Кинематическая схема координатно-расточного станка 2421
Кинематическая схема координатно-расточного станка 2421. Смотреть в увеличенном масштабе
Шпиндель получает вращение от электродвигателя постоянного тока типа ПБС-33 через две ременные передачи и промежуточный вал II (рис. 4).
При помощи электропривода осуществляется плавное регулирование частоты вращения электродвигателя в диапазоне от 100 до 2250 об/мин, что соответствует скорости вращения шпинделя от 135 до 3000 об/мин.
Автоматический зажим инструмента осуществляется при помощи вала XII, на котором смонтированы муфта предельного момента и кулачковая муфта, соединяющая валы X и XII. При вращении шпинделя со скоростью около 120 об/мин на вал X навинчивается специальная втулка, в которую ввинчен хвостовик инструмента, и таким образом происходит зажим инструмента.
При вращении шпинделя со скоростью около 120 об/мин на вал X навинчивается специальная втулка, в которую ввинчен хвостовик инструмента, и таким образом происходит зажим инструмента.
Механизм коробки подач позволяет осуществлять:
- три переключаемые механические подачи шпинделя;
- грубую и тонкую ручные подачи шпинделя;
- реверсирование подач.
Движение вращения шпинделя передается от плоскоременной передачи через шкив (d=100 м), вал III, червячную пару 16, 18 и вал IV.
Три механические подачи шпинделя (0,015; 0,03; 0,06 мм/об) осуществляются перемещением блока шестерен 13, 14, 15, которые входят в зацепление соответственно с шестернями 9, 10, 11 (см. рис. 3 и 4).
Включение механической подачи шпинделя осуществляется при помощи двух рычагов 7 (см. рис. 3), которые передвигают клин. Последний, раздвигая специальное разжимное кольцо, защемляет червячное колесо 29, которое приводит во вращение вал IX и неподвижно сидящую на нем муфту-шестерню 27. Последняя передвигает шпиндель при помощи рейки 28. При нажатии рычагов в сторону колонны клин отводится, и разжимное кольцо освобождает червячное колесо 29. При повороте рычагов по часовой стрелке шпиндель поднимается, при повороте рычагов в обратном направлении — опускается.
Последняя передвигает шпиндель при помощи рейки 28. При нажатии рычагов в сторону колонны клин отводится, и разжимное кольцо освобождает червячное колесо 29. При повороте рычагов по часовой стрелке шпиндель поднимается, при повороте рычагов в обратном направлении — опускается.
Тонкая ручная подача шпинделя осуществляется следующим образом: следует отвести рычаги от колонны и при помощи маховика 32 вращать вал VIII, который через червячную пару 29, 30 приводит во вращение муфту-шестерню 27. Последняя передвигает рейку 28, а вместе с ней и шпиндель. При работе с ручной подачей шестерня 6 выводится из зацепления установкой рукоятки 10 в среднее положение.
Реверсирование подачи осуществляется также при помощи рукоятки 10 установкой ее в одно из крайних положений. При этом шестерня 6 входит в зацепление непосредственно с шестерней 9 или через промежуточную шестерню 7 с шестерней 8 и изменяет направление вращения вала VII.
Перемещение шпиндельной головки осуществляется вручную после отжатая зажимов. При помощи рукоятки 14, сидящей на валу XIV, муфта-шестерня 26, которая находится в постоянном зацеплении с рейкой 25, закрепленной неподвижно на шпиндельной головке, соединяется с муфтой-шестерней 27. Перемещение шпиндельной головки производится рычагами 7 (см. рис. 3) через вал IX и муфты-шестерни 26, 27.
При помощи рукоятки 14, сидящей на валу XIV, муфта-шестерня 26, которая находится в постоянном зацеплении с рейкой 25, закрепленной неподвижно на шпиндельной головке, соединяется с муфтой-шестерней 27. Перемещение шпиндельной головки производится рычагами 7 (см. рис. 3) через вал IX и муфты-шестерни 26, 27.
Ручное перемещение стола осуществляется при помощи маховика 44 (см. рис. 3), сидящего на валу XVI, шестерен 33, 34, винта 32 и винтовой рейки 31.
Точное ручное перемещение стола осуществляется при помощи ручки 40, сидящей на валу XV, червячной пары 35, 36, шестерен 33, 34, винта 32 и винтовой рейки 31. При точном перемещении стола необходимо при помощи ручки 45 и клинового механизма соединить червячное колесо 35 с валом XVI, а при грубом перемещении — разъединить.
Механизм перемещения салазок аналогичен механизму перемещения стола.
Краткое описание узлов координатно-расточного станка 2421
Шпиндельная головка со шпинделем координатно-расточного станка 2421
Шпиндельная головка координатно-расточного станка 2421
Шпиндельная головка координатно-расточного станка 2421. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Шпиндельная головка представляет собой литую жесткую деталь с внутренними ребрами. Она включает в себя шлицевый вал 6 (рис. 5), расточный шпиндель (рис. 6), устройство механического зажима инструмента, механизм ручного проворота шпинделя, промежуточную рейку 10 (см. рис. 5) и механизм зажима гильзы.
Шпиндель получает вращение от приводного шкива 7, смонтированного на отдельном кронштейне, который закреплен на колонне, через шлицевый вал 6 и крестовую муфту 11. Ручной проворот шпинделя осуществляется ручкой 5 при нажатии ее до сцепления конических колес 4 и 3.
Перемещение гильзы шпинделя и головки осуществляется при помощи реечной пары и пальца 12, соединяющего рейку 10 с гильзой.
Автоматическое отключение подачи шпинделя в крайнем верхнем и нижнем положениях производится микровыключателем, установленным на направляющей рейки, и двумя кулачками, вставленными в рейку. Для ограничения максимального ручного перемещения шпинделя служит окно для пальца 12 в корпусе шпиндельной головки.
Ручное перемещение шпиндельной головки производят при помощи рычагов 7 (см. рис. 3) при отжатой головке. Механическое перемещение головки осуществляют включением механической подачи рукояткой 10.
Механизм зажима инструмента состоит из стержня 1, шомпола 2 (см. рис. 6), кулачковой муфты 9. (см. рис. 5), зубчатой предохранительной муфты 8 и переключателя 13. Для зажима инструмента необходимо переключатель 13 установить в положение „Зажим инструмента». После зажима инструмента переключатель 13 следует установить в рабочее положение.
Механизм зажима гильзы состоит из стержня 2 и винта 1. Управление зажимом производится вращением винта 1 специальным ключом.
Внимание! Не забывайте освободить гильзу шпинделя по окончании фрезерных работ.
Шпиндельная головка снабжена индикаторным устройством для точного измерения заданной глубины расточки
Подшипники шлицевого вала 6 смазываются смазкой „ЦИАТИМ-221″.
Коробка подач координатно-расточного станка 2421
Коробка подач координатно-расточного станка 2421
Коробка подач координатно-расточного станка 2421. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Коробка подач (рис. 7) вмонтирована в колонну. Она включает в себя механизмы механической подачи, реверса, переключения подач, устройство для включения и выключения механической подачи и ручного перемещения рейки, верньер для тонкой подачи гильзы, механизм выключения подачи на заданной глубине.
Включение и реверсирование механической подачи шпинделя производится нажатием рукоятки 10 (см. рис. 3) вверх или вниз. Переключение подач шпинделя производится рукояткой 18, при помощи которой передвигается толкатель с вилкой, соединенной с блоком шестерен.
Включение подачи осуществляется нажатием на рычаги 7 по направлению от колонны, выключение — нажатием рычагов в противоположном направлении. Ручное перемещение гильзы осуществляется вращением рычагов 7 в нужном направлении. Механизм выключения подачи на заданной глубине включает: кулачок 11 (см. рис. 7), который жестко связан с лимбом 12, определяющим положение шпинделя относительно шпиндельной головки, рычаг 1 выключателя, собачку 2 и два диска 5 и 6. Диск 5 связан с вилкой переключения шестерни 3, а диск 6 — с рукояткой включения и реверсирования механической подачи шпинделя.
Диск 5 связан с вилкой переключения шестерни 3, а диск 6 — с рукояткой включения и реверсирования механической подачи шпинделя.
При сверлении или растачивании на заданную глубину лимб 12 устанавливают на заданную координату и зажимают гайкой 14 через кольцо 13. Включают механическую подачу шпинделя. На заданной глубине кулачок 11 давит на конец рычага 1, другой конец которого выходит из зацепления с дисками 5 и 6; при этом происходит мгновенное выключение из зацепления шестерни 3, а тем самым выключается и механическая подача шпинделя.
Лимб 12 показывает положение шпинделя относительно шпиндельной головки. Для определения нулевого положения шпиндель опускают вниз до упора. Лимб отжимают при помощи гайки 14, устанавливают перед риской индекса на нуль и зажимают гайкой 14.
Перемещение шпиндельной головки производят при отжатом зажиме. При этом включается зубчатая муфта, выполненная заодно с шестерней 10. Муфту в зацеплении держат пружины 9. При зажиме шпиндельной головки зубчатая муфта отключается.
Смазка всех шестерен картерная, подшипники смазываются разбрызгиванием. Экран указателя уровня масла выведен на правую сторону колонны.
Колонна координатно-расточного станка 2421
В литой жесткой колонне (рис. 8) размещены коробка подач, механизм зажима шпиндельной головки, грузовой противовес для уравновешивания гильзы со шпинделем, вал главного привода станка.
На верхней части колонны закреплены шкивы главного привода с натяжным устройством, а также кронштейн для крепления шкива вращения шпинделя. Натяжение ремня производят винтом 7 натяжного устройства.
При перемещении рукоятки 11 вверх отжимают шпиндельную головку и, вращая рычаги 7 (см. рис. 3), перемещают рейку 14 (см. рис. 5), а вместе с ней и шпиндельную головку.
Грузовой противовес 14 (см. рис. 8) гильзы со шпинделем подвешен на велосипедной цепи и направляется стержнем 1.
Вал главного привода 6 закреплен на двух опорах.
Механизм зажима шпиндельной головки состоит из рукоятки 11, вала 12, игольчатых подшипников, посаженных эксцентрично на валу 12, штоков 16, рычагов 15, 13, 8 и пружин 17. Вращением гаек 18 изменяют величину сжатия пружин 17, и таким образом регулируют усилие зажима шпиндельной головки.
Вращением гаек 18 изменяют величину сжатия пружин 17, и таким образом регулируют усилие зажима шпиндельной головки.
Шпиндельная головка перемещается по прямоугольным направляющим. Прижим направляющих шпиндельной головки к колонне осуществляется подпружиненными подшипниками качения 2. Оси подшипников сидят в каретке 4, подпираемой пружиной 3.
В другой плоскости зазор между направляющими выбирается роликовым клином 10. Регулировка зазора производится винтами, расположенными вверху и внизу клина.
На колонне установлен ограничитель максимальных перемещений шпиндельной головки. Ограничитель выполнен в виде прорези в планке 9, по которой перемещается палец, установленный в шпиндельной головке.
Главный привод
Главный привод (рис. 11) с целью уменьшения вибраций и нагрева станка размещен в электрошкафу, сзади станины. Привод состоит из электродвигателя постоянного тока ПБС-33, плиты, при помощи которой двигатель крепится к электрошкафу, приводного шкива и винта натяжения ремня.
Станина
Основанием станка служит литая станина (рис. 9) коробчатой формы с внутренними ребрами жесткости. На задней части станины закреплена колонна. По двух плоским горизонтальным и одной плоской вертикальной направляющим станины на роликах, заключенных в сепараторы, перемещаются салазки. Направляющие качения залиты маслом на 2/3 высоты ролика и защищены стальными лентами 14. Средние направляющие защищены от попадания стружки подпружиненными козырьками.
На станине установлена рейка 6 для перемещения салазок. Рейка защищена телескопическими щитками.
Механизм зажима салазок состоит из двух рычагов 4, пружин 3, вала 7, винтов 1, гаек 2 и рычага 9. Тормозная лента салазок зажата рычагами 4, на которые воздействуют пружины 3. При отжиме салазок усилие от рычага 9 передается на винты 1, которые воздействуют на нижние плечи рычагов 4, сжимают пружины 3 и освобождают тормозные ленты, прекрепленные к салазкам.
В станине смонтированы три виброизолирующие опоры 13 для установки станка по уровню, а также противовес 12 для уравновешивания шпиндельной головки. Направляющими для противовеса служат два стержня 11.
Направляющими для противовеса служат два стержня 11.
Стол и салазки (рис. 10)
Стол передвигается по двум плоским горизонтальным и одной плоской вертикальной направляющим салазок на роликах, заключенных в сепараторы.
Прижим вертикальных направляющих стола к салазкам и салазок к станине осуществляется при помощи подпружиненных подшипников качения 9, в которые вставлены оси, сидящие на клиньях 4, подпираемых винтом 6 через пружину 5. Усилие прижима регулируют вращением винта 6.
Направляющие залиты маслом и защищены от засорения стружкой, концами стола и подпружиненными козырьками.
Механизм ручного перемещения стола (или салазок) включает в себя маховик 20, вал 23, две промежуточные шестерни 18, 19, винт 8 с винтовой рейкой 7.
Точная ручная установка стола (или салазок) осуществляется при помощи ручки 1 и винтовой пары 2, 3, включение которой производят посредством гайки 21, штока 22, клина 25 и раздвижного кольца 24.
Механизм зажима стола состоит из рукоятки 15, винта 14, рычага 11 и пружины 12. При зажиме стола , действие пружины 12 передается на рычаг 11, который сжимает ленту 10, прикрепленную к столу. Для отжима стола необходимо повернуть рукоятку 15 влево, при этом винт 14 через рычаг 11 сжимает пружину 12 и освобождает ленту 10. Усилие прижима регулируют вращением винта 13.
При зажиме стола , действие пружины 12 передается на рычаг 11, который сжимает ленту 10, прикрепленную к столу. Для отжима стола необходимо повернуть рукоятку 15 влево, при этом винт 14 через рычаг 11 сжимает пружину 12 и освобождает ленту 10. Усилие прижима регулируют вращением винта 13.
Грубый отсчет перемещений стола и салазок производят по линейкам, прикрепленным к салазкам и станине.
Для направления защитной ленты 16 направляющих станины в корпус салазок встроены ролики 17.
Отсчетное оптическое устройство станка 2421
Схема оптики расточного станка 2421
На рис. 12 и 13 показаны оптические схемы отсчетных устройств продольного и поперечного перемещения стола. Схемы идентичны, поэтому ниже описывается только одна из них — схема продольного перемещения.
Описание работы. Отсчет координатных перемещений стола станка производится по высокоточным металлическим штриховым шкалам при помощи проекционных оптических устройств. Оптико-механическая система отсчета обеспечивает точность отсчета координатных перемещений стола до 0,001 мм.![]()
На штриховой шкале продольного перемещения нанесено 320 миллиметровых делений, а на штриховой шкале поперечного перемещения — 200 миллиметровых делений.
Лампа осветителя 5 (см. рис. 12) через систему линз, призм и объектив 2 освещает зеркальную поверхность штриховой шкалы 1. Отраженный луч от зеркальной поверхности штриховой шкалы через объектив попадает в проекционный канал. Пройдя проекционный канал, изображение штриха окуляром 3 строится на матовой поверхности экрана 4, увеличенное в 50х.
Таким образом, миллиметровый интервал между двумя штрихами на штриховой шкале будет соответствовать на экране 50 мм.
На экранах отсчетных устройств нанесено одиннадцать биштрихов, которые делят 50-миллиметровый интервал на десять равных частей, соответствующих в действительности 0,1 мм на штриховой шкале.
Соответственно отсчет координатных перемещений с точностью 0,1 мм можно производить непосредственно по экранам. Экраны отсчетных устройств установлены подвижно и при вращении лимбов 1 и 2 (рис. 14) перемещаются в направлении, перпендикулярном изображению штриха. На отсчетных лимбах нанесено по 100 делений. При повороте отсчетного лимба от нулевого деления до сотого экран перемещается на 5 мм, т. е. на расстояние между двумя соседними биштрихами. Так как интервал между двумя соседними биштрихами соответствует в действительности 0,1 мм, то одно деление на лимбе будет соответствовать 0,1:100=0,001, т. е. 0,001 мм.
14) перемещаются в направлении, перпендикулярном изображению штриха. На отсчетных лимбах нанесено по 100 делений. При повороте отсчетного лимба от нулевого деления до сотого экран перемещается на 5 мм, т. е. на расстояние между двумя соседними биштрихами. Так как интервал между двумя соседними биштрихами соответствует в действительности 0,1 мм, то одно деление на лимбе будет соответствовать 0,1:100=0,001, т. е. 0,001 мм.
Пример отсчета координат координатно-расточного станка 2421
Для отсчета целых миллиметровых перемещений с наружной стороны стола и салазок установлены металлические оцифрованные линейки грубого отсчета с подвижными индексами. На рис. 15 показан отсчет при Х= 125,682, У=87,334.
„Сброс на нуль» осуществляется механически, перемещением штриховых шкал. Кнопка перемещения штриховой шкалы продольного перемещения находится на левой торцовой стороне стола под колпачком, а кнопка перемещения штриховой шкалы поперечного перемещения — справа на стенке колонны.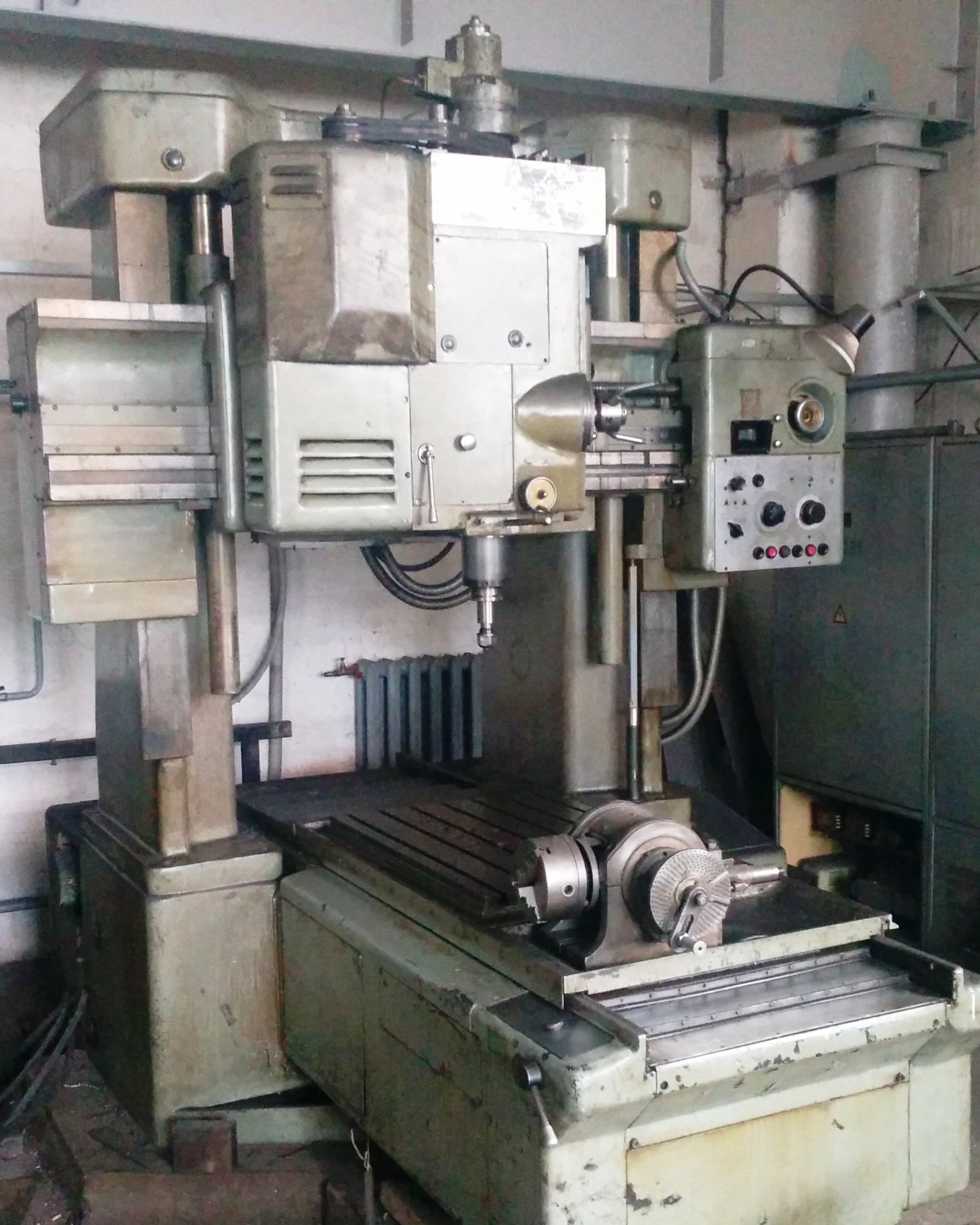 Кнопки перемещения штриховых шкал имеют ограничители вращения.
Кнопки перемещения штриховых шкал имеют ограничители вращения.
Отсчетные устройства станка снабжены коррекционными устройствами, позволяющими компенсировать погрешности отсчета, возникающие от неточности перемещения направляющих стола и салазок.
Электросхема координатно-расточного станка 2421
Электросхема координатно-расточного станка 2421
Электросхема координатно-расточного станка 2421. Смотреть в увеличенном масштабе
Читайте также: Заводы производители сверлильных станков в России
2421 станок координатно-расточный. Видеоролик.
Технические характеристики координатно-расточного станка 2421
| Наименование параметра | 2431 | 2421 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82Е | С | С |
| Наибольший диаметр сверления в стали 45, мм | 14,5 | 10 |
| Наибольший диаметр сверления в чугуне, мм | 12 | |
| Наибольший диаметр рассверливания, мм | 30 | |
| Наибольший диаметр растачивания, мм | 220 | 80 |
| Наибольший диаметр фрезы при фрезеровании, мм | 63 | |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 50. .575 .575 | 100..400 |
| Расстояние от оси шпинделя до стойки (вылет шпинделя), мм | 320 | 280 |
| Стол | ||
| Рабочая поверхность стола, мм | 320 х 560 | 250 х 450 |
| Наибольшее продольное перемещение стола, мм | 400 | 320 |
| Наибольшее поперечное перемещение стола, мм | 250 | 200 |
| Наибольшая масса обрабатываемого изделия, кг | 300 | 150 |
| Число Т- образных пазов на столе | 5 | 3 |
| Количество подач стола | Б/С | — |
| Величина ускоренного перемещения стола, мм/мин | 2000 | — |
| Пределы рабочих подач при фрезеровании, мм/мин | 1..1200 | — |
| Цена деления оптического отсчетного устройства, мм | 0,001 | 0,001 |
| Точность установки координат, мм | 0,002 | 0,002 |
| Шпиндель | ||
| Наибольшее вертикальное (ход) перемещение гильзы шпинделя ручное, мм | 125 | 100 |
| Наибольшее вертикальное (ход) перемещение гильзы шпинделя механическое, мм | 125 | 100 |
| Диаметр передней опоры шпинделя, мм | 60 | |
| Наибольшее вертикальное перемещение шпиндельной бабки (установочное), мм | 400 | 200 |
| Скорость перемещения шпиндельной бабки (головки), мм/мин | 1200 | — |
| Количество скоростей шпинделя | Б/С | Б/С |
| Частота вращения шпинделя, об/мин | 10. .3000 .3000 | 135..3000 |
| Количество подач шпинделя | 6 | 3 |
| Внутренний конус шпинделя | Морзе 2 | |
| Наибольший конус закрепляемого инструмента | Морзе 2 | |
| Закрепление шпиндельной коробки на направляющих | ручное | ручное |
| Предохранение от перегрузки механизма подач | ||
| Пределы рабочих подач на один оборот шпинделя, мм/об | 0,02; 0,03; 0,05; 0,08; 0,12; 0,20 | 0,015; 0,03; 0,06 |
| Максимальный момент на шпинделе, Н*м | 52 | 90 |
| Привод | ||
| Количество электродвигателей на станке | 4 | 1 |
| Электродвигатель привода главного движения, кВт (об/мин) | 1,9 (1060), =220В | 2,1 (2200) |
| Привод перемещения стола, кВт | 0,18 (1000), =36В | — |
Привод перемещения салазок. Мощность, кВт (об/мин) Мощность, кВт (об/мин) | 0,18 (1000), =36В | — |
| Привод перемещения шпиндельной головки. Мощность, кВт (об/мин) | 0,55 (3000) | — |
| Привод зажима отжима стола, кВт | — | |
| Привод зажима отжима салазок, кВт | — | |
| Электронасос охлаждающей жидкости Тип | ПА-22 | — |
| Габарит станка | ||
| Габариты станка, включая ход стола и салазок, мм | 2360 х 1900 х 1580 | 1890 х 1220 х 2220 |
| Масса станка, кг | 2500 | 1885 |
- Координатно-расточной одностоечный станок 2421. Руководство по эксплуатации 2421, 1983
- Бернштейн-Коган В.С. Электрооборудование координатно-расточных и резьбошлифовальных станков, 1969
- Глухов Н.М. Работа на координатно-расточных станках, 1953
- Григорьев С.
 П., Григорьев В.С. Практика координатно-расточных и фрезерных работ, 1980
П., Григорьев В.С. Практика координатно-расточных и фрезерных работ, 1980 - Ипатов С.С. Координатно-расточные станки в точном приборостроении, 1954
- Кашепава М.Я. Современные координатно-расточные станки, 1961
- Кудряшов А.А. Станки инструментального производства, 1968
- Смирнов В.К. Токарь-расточник. Учебник для технических училищ, 1982
- Тепинкичиев В.К. Металлорежущие станки, 1973
Список литературы:
Связанные ссылки. Дополнительная информация
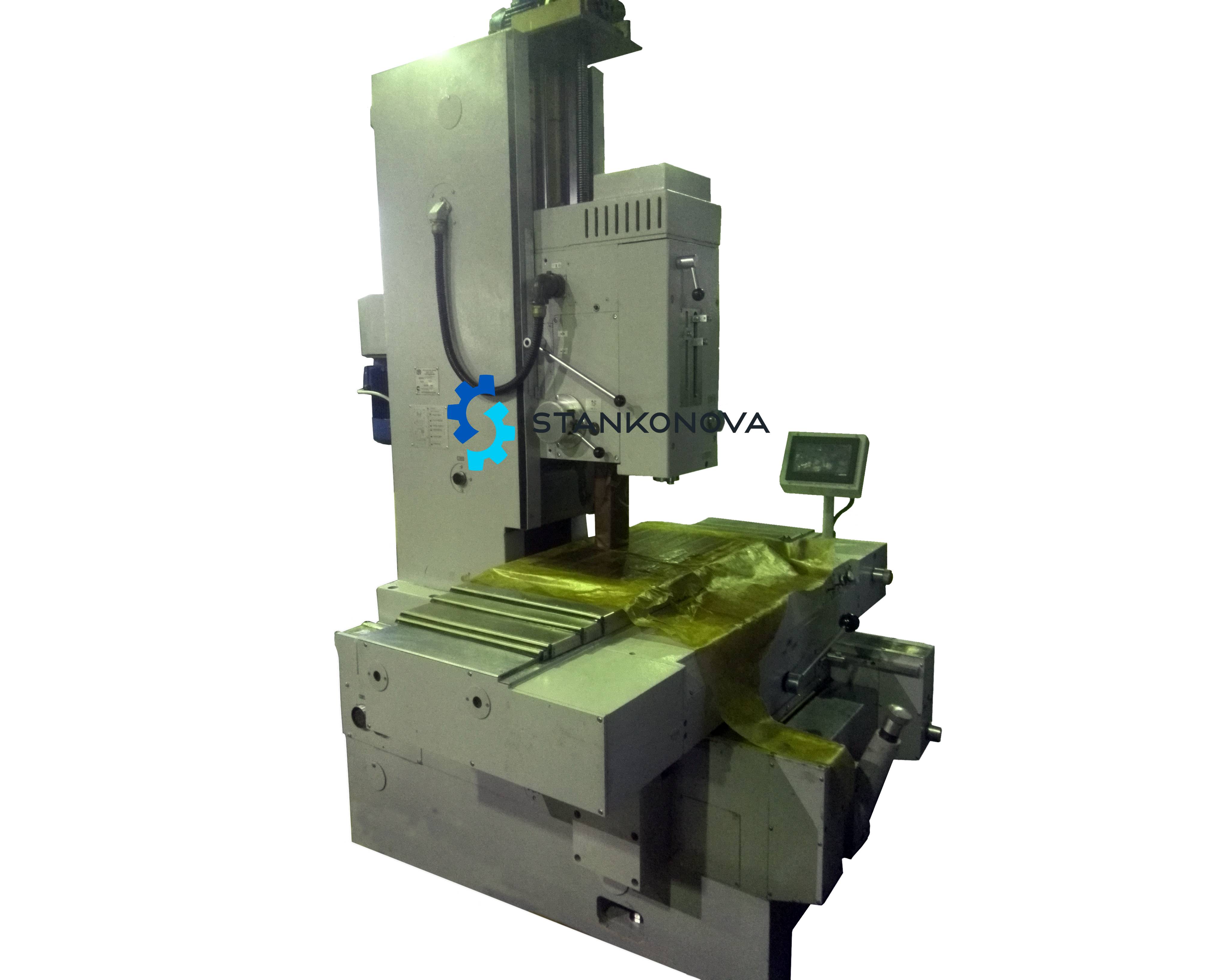
Вертикальный одностоечный координатно-расточный станок 2В440АФ10
На станке можно также осуществлять разметку и поверку линейных размеров и межцентровых расстояний. Наличие механического перемещения стола и салазок позволяет производить на станке легкие фрезерные работы.
На станке установлена электронная отсчетно-измерительная система типа «Цифровая индикация», частотные привода подач и главного движения в комплекте с асинхронными двигателями.
Основными отличиями от координатно-расточного станка мод. 2Е440АФ10 являются больший размер стола, увеличенные перемещения стола и салазок, внутренний конус шпинделя — (спец. 5°).
Электрический шкаф управления установлен на стойке станка.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
|
|
|
|
| |
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
 ..315
..315
 2В440АФ10
2В440АФ10
Чтобы приобрести понравившийся товар, необходимо его заказать. Есть несколько сценариев того, как это можно сделать.
- Перейти в карточку товара и нажать «Заказать». После нажатия нужно заполнить форму с контактными данными и отправить заявку. С вами свяжется менеджер для дальнейшего обсуждения.
- Вы так-же можете просто отправить запрос на адрес электронной почты: [email protected]
Координатно-сверлильные станки
См. также:Новые модели (23) 02 Стол 18 x 24 дюйма, 1160 об/мин, емкость 12 дюймов Нос шпинделя к столу
также:Новые модели (23) 02 Стол 18 x 24 дюйма, 1160 об/мин, емкость 12 дюймов Нос шпинделя к столу
Запросить цену
Добавлено в список запросов
Запрос отправлен 09.05.23
Сравнить
США
Координатно-расточные станки
HAUSER #5
Координатно-сверлильные станки
HAUSER 5 JIG BORING
Запросить цену
Добавлено в список запросов
Заявка отправлена 09.05.23
Сравнить
Индия
Кондуктор Расточные станки
KOLB KBN G 120
Координатно-расточные станки
ЧПУ Двухстоечный координатно-расточный и фрезерный станок с независимым станком для глубокого сверления с ЧПУ
Колб КБН Г 120
Год выпуска 1984 / Модернизация Heidenhain TNC 426 в…
Запросить предложение
Добавлено в список запросов
Запрос отправлен 09. 05.23
05.23
Сравнить
Нидерсахсен, Германия
Координатно-расточные станки
MITSUI SEIKI 6 CM 9 0009
Координатно-расточные станки
МОДЕЛЬ MITSUI SEIKI 6 СМ МОСТ ТИПА ВЕРТИКАЛЬНЫЙ ЧПУ ПРИСОЕДИНИТЕЛЬ
Запросить цену
Добавлено в список запросов
Заявка отправлена 09.05.23
Сравнить
США
Координатно-сверлильные станки
900 08 МИЦУИ СЕЙКИ 6CNII
Координатно-сверлильные станки
Запросить цену
Добавлено в список запросов
Запрос отправлен 09.05.23
Сравнить
США
Координатно-сверлильные станки
900 08 MITSUI SEIKI J4DNII
сверлильные станки
с устройством смены инструмента, Машина из выставочного зала
Запросить цену
Добавлено в список запросов
Заявка отправлена 09. 05.23
05.23
Сравнить
Махараштра, Индия
Координатно-сверлильные станки 90 003
MOORE B18
Координатно-расточные станки
Координатно-расточной станок
Запросить цену
Добавлено в список запросов
Запрос отправлен 09.05.23
Сравнить
9000 2 США
Координатно-расточные станки
OERLIKON R3
Координатно-сверлильные станки
Запросить цену
Добавлено в список запросов
Заявка отправлена 09.05.23
Сравнить 03
СИП 600
Координатно-расточные станки
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
— продольное перемещение 1000 мм
– поперечный ход 700 мм
– вертикальное перемещение 780 мм
– Ход шпинделя 300 мм
– Скорость шпинделя от 40 об/мин
– .. до 2000 об/мин
– поверхность стола . ..
..
195 089 TL — 975 345 TL TRY
Запросить дополнительную информацию
Добавлено в список запросов
Запрос отправлен 09.05.23
Сравнить
Австрия 90 003
Координатно-сверлильные станки
SIP 620
Координатно-расточные станки
SIP МОДЕЛЬ 620 2-ОСИ ЧПУ СОСТАРОЧНО-РАСТОЧНЫЙ СТАНОК
Запросить цену
Добавлено в список запросов
Запрос отправлен 09.05.23
90 020 Сравнить
США
Приспособление Расточные станки
SIP 740
Координатно-расточные станки
Запросить цену
Добавлено в список запросов , Республика Корея
Координатно-расточные станки
SIP HYDR-6A
Координатно-расточные станки
Бывший в употреблении координатно-расточный станок; Марка: СИП; Модель: Гидроптик HYDR-6A; Старший номер: 875; Состояние: Отличное. Инспекция по мощности.
Инспекция по мощности.
Оснащен переключаемым программированием/записью данных для повторных операций.
Запросить цену
Добавлено в список запросов
Запрос отправлен 09.05.23
Сравнить
Махараштра, Индия
Координатно-сверлильные станки
90 008 СИП ГИДРО-6А
Координатно-сверлильные станки
Позиция в комплекте со станком
Наклонный стол
Режущие инструменты
шкаф для инструментов
Запросить цену
Добавлено в список запросов
Заявка отправлена 09.05.23
Сравнить
Кёнсан-Намдо, Республика Корея
Координатно-сверлильные станки
SIP HYDROPTIC 6A
Джиг Буровые станки
Sip Hydroptic 6A Координатно-сверлильный станок, Sip Rotary Table
Запросить цену
Добавлено в список запросов
Запрос отправлен 09. 05.23
05.23
Сравнить
Онтарио, Канада
Координатно-сверлильные станки
SIP HYDROPTIC-8
Координатно-сверлильные станки
Координатно-сверлильные станки 9 0003
Запрос коммерческого предложения
Добавлен в список запросов
Запрос отправлен 09.05.23
Сравнить
США
Координатно-расточные станки
SIP MP-5E
Координатно-расточные станки
Координатно-расточные станки
90 002 Запрос коммерческого предложения
Добавлено в список запросов
Заявка отправлена 09.05.23. Предложение
Добавлено в список запросов
Запрос отправлен 09.05.23
Сравнить
Баден-Вюртемберг, Германия
Координатно-сверлильные станки
ТИП SIP 4000
Координатно-сверлильные станки
Запросить предложение 9000 3
Добавлено в список запросов
Запрос отправлен 5/9/23
Сравнить
Канада
Координатно-расточные станки
SIP — НЕ УКАЗАНЫ —
Координатно-сверлильные станки
SIP HYDROPTIC 6A (ПРОДАНО)
Запросить цену
Добавлено в список запросов
Запрос отправлено 09. 05.23
05.23
Сравнить
Индия
Координатно-расточные станки
YASDA YBM-100J
Координатно-расточные станки
Б/у YASDA NC TABLE TY PE ГОРИЗОНТАЛЬНЫЙ ПРИСОЕДИНИТЕЛЬ YBM-100J
Наш сайт: https://www.ryokuta.com/en/products/ybm-100j
Запросить предложение
Добавлено в список запросов
Запрос отправлен 09.05.23
Сравнить
Тайвань
Вертикальное координатно-расточное оборудование | MNB Precision
Наши инженеры по прецизионной обработке MNB Precision являются экспертами в области вертикального и горизонтального координатно-расточного станка. Мы предлагаем услуги по координатно-расточному станку как для небольших, так и для крупных проектов. Координатно-расточные работы используются для увеличения размеров существующих отверстий и максимально точного их диаметра. У нас есть команда высококвалифицированных координатно-расточных станков и квалифицированных инженеров, которые готовы поделиться своим опытом в области точного машиностроения.
Мы предоставляем услуги по координатно-расточному станку с использованием самых современных станков с возможностью выполнения небольших и крупных работ. Мы всегда стремимся поставлять компоненты в соответствии с высочайшими стандартами качества с первого раза с помощью строгих процедур проверки. Мы адаптируем услугу Jig Boring для каждого из своих клиентов; мы можем производить как небольшие образцы, так и крупномасштабные сложные детали. Вертикальный координатно-расточный станок — это прецизионный станок, напоминающий вертикальный фрезерный станок. Он имеет точную регулировку стола и положения режущего инструмента. Это используется для сверления и растачивания отверстий в зажимных приспособлениях.
В MNB Precision имеется множество разновидностей координатно-расточных станков, в том числе три станка Newall, например, станок Newall 1520. На этих станках наши высококвалифицированные координатно-расточные станки могут производить работы с жесткими допусками на различных фрезерных компонентах от алюминия до более твердых сталей. Наши координатно-расточные станки подходят для производства различных компонентов, от приспособлений, инструментов и прототипов до более сложных механически обработанных деталей.
Наши координатно-расточные станки подходят для производства различных компонентов, от приспособлений, инструментов и прототипов до более сложных механически обработанных деталей.
| СИП Гидроптик 6А | |
|---|---|
| Кол-во | 1 |
| Ось X (мм) | 1000 |
| Ось Y (мм) | 800 |
| Ось Z (мм) | 700 |
| Максимальная длина | 8000 |
| Ньюолл 2443 | |
|---|---|
| Кол-во | 1 |
| Ось X (мм) | 750 |
| Ось Y (мм) | 500 |
| Ось Z (мм) | 700 |
| Максимальная длина | 3000 |
| Ньюолл 2443 | |
|---|---|
| Кол-во | 1 |
| Ось X (мм) | 609 |
| Ось Y (мм) | 456 |
| Ось Z (мм) | 700 |
| Максимальная длина | 3000 |
| Ньюолл 1520 | |
|---|---|
| Кол-во | 1 |
| Ось X (мм) | 500 |
| Ось Y (мм) | 300 |
| Ось Z (мм) | 400 |
| Максимальная длина | 1000 |
| ДеВлейг 43H-72 | |
|---|---|
| Кол-во | 1 |
| Ось X (мм) | 1850 |
| Ось Y (мм) | 1850 |
| Ось Z (мм) | 550 |
| Максимальная длина | 4000 |
| ДеВлейг 2B-36 | |
|---|---|
| Кол-во | 1 |
| Ось X (мм) | 1000 |
| Ось Y (мм) | 750 |
| Ось Z (мм) | 500 |
| Максимальная длина | 2000 |
У нас есть опыт и инструменты для выполнения любой работы по заточке координатных станков, независимо от того, насколько она проста или сложна. У нас есть механики, которые тесно сотрудничают с инженерами по производству и разработчиками, чтобы гарантировать наилучшие результаты. У нас также есть инспекционная группа, которая следит за тем, чтобы все заказы выполнялись в соответствии с требованиями клиента.
У нас есть механики, которые тесно сотрудничают с инженерами по производству и разработчиками, чтобы гарантировать наилучшие результаты. У нас также есть инспекционная группа, которая следит за тем, чтобы все заказы выполнялись в соответствии с требованиями клиента.
Почему стоит выбрать MNB Precision?
- Современное оборудование – Мы очень серьезно относимся к проектам наших клиентов. Мы знаем, что маленький недостаток может иметь катастрофические последствия. Чтобы исключить ошибки и предложить наиболее точные результаты, мы вложили средства в лучшие вертикальные и горизонтальные координатно-сверлильные станки.
- Индивидуальные услуги — Как для крупных, так и для мелких клиентов, мы можем изготавливать небольшие и простые образцы, а также комплектовать сложные детали с помощью первоклассных процедур проверки, которые гарантируют, что все детали будут выполнены в соответствии с указаниями и пожеланиями заказчика.

