Станок копировально фрезерный: Ошибка 404. Страница не найдена — Объявления на сайте Авито
Содержание
Копировально фрезерный станок по металлу
Главная / ЧПУ станок / Фрезерный станок / Копировально фрезерный станок по металлу
Копировально фрезерный станок по металлу применяются для изготовления деталей сложной формы, таких, например, как вырубные и гибочные штампы, металлические модели отливок, кокили, пресс-формы, лопасти гребных винтов и турбинных лопаток. Эти станки выпускают на базе фрезерных станков общего назначения и в качестве специальных моделей, предназначенных для обработки заготовок деталей определенных типов; станки могут иметь один или несколько (два-три) горизонтальных или вертикальных шпинделей. На многошпиндельных копировально фрезерных станках можно обрабатывать несколько одинаковых или «зеркально отраженных» деталей. Для расширения технологических возможностей изготовляют также станки, которые могут работать не только, как копировальные, но и как станки с программным управлением (рис. 1).
Тяжелые копировально фрезерные станки по металлу оснащают иногда видеоаппаратурой для наблюдения за процессом обработки и управления ими с удобного для оператора места.
В системах управления современных копировально фрезерных станков ЧПУ находят применение механические, электромеханические и гидравлические следящие системы в различных комбинациях. Механические следящие системы используют в небольших копировально-фрезерных станках для гравировальных работ или для фрезерования по копирам сложных поверхностей мелких деталей, точность обработки которых ограничивается пределами отклонений 0,1-0,2 мм.
Рис. 1. Двухшпиндельный вертикальный копировально фрезерный станок ДФ-263 с узлом программного управления
Копировально фрезерный станок с пантографом
На рис. 2 показан копировально фрезерный станок с пантографом для объемного копирования. На станине 9 закреплена стойка 3 с осью поворота 4 пантографа 6. Шпиндель 2 фрезерной головки и копировальный шпиндель 7, несущий щуп, вращаются в расточках пантографа и связаны рычагом 5. Рычаг 5 соединен с осью поворота 4 пантографа так, что может поворачиваться вокруг горизонтальной и вертикальной осей и свободно перемещаться в продольном направлении. Тем самым он координирует вертикальные перемещения фрезерного шпинделя 2 в зависимости от вертикальных перемещений щупа.
Тем самым он координирует вертикальные перемещения фрезерного шпинделя 2 в зависимости от вертикальных перемещений щупа.
Рис. 2. Копировально фрезерный станок по металлу с пантографом для объемного копирования
Рабочий вручную перемещает щуп по копиру, закрепленному на столе 8; при этом фреза воспроизводит в уменьшенном (от 1:1,5 до 1:10) масштабе движения щупа и обрабатывает заготовку, закрепленную на столе 1. Изменение масштаба копирования достигается перемещением ползушек 10 и 11 по плечам пантографа. Рабочий стол 1 и стол 8 копира имеют установочные перемещения в горизонтальном и вертикальном направлениях. Шпиндель станка получает вращение от электродвигателя (N = 0,4 кВт, n = 1480 об/мин) через две ступенчатые ременные передачи, обеспечивающие шесть ступеней скорости шпинделя в диапазоне 1750 — 9600 об/ мин.
В копировально фрезерных станках по металлу с механическими следящими системами должен быть обеспечен надежный контакт щупа с копиром; зазоры и упругие деформации в системе, варьирование силы резания и изменение сечения стружки при обработке могут вызвать нарушение контакта или вибрацию и появление ряби на обрабатываемой поверхности.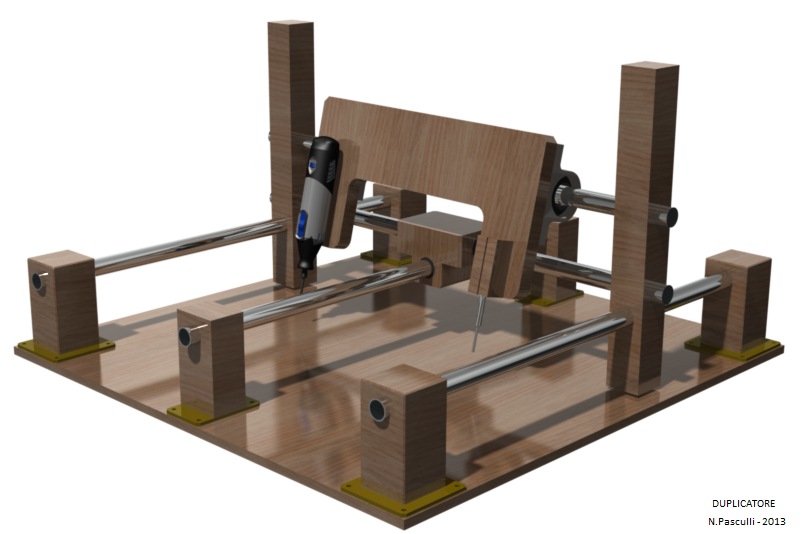
В копировально фрезерных станках по металлу с электрической или гидравлической следящей системой сила резания не влияет на силу контакта щупа с копиром. Это позволяет уменьшить силу давления на копир до 1-6 н. Имеются и бесконтактные электронные следящие системы, которые позволяют фрезеровать профиль непосредственно по чертежу или по копирам и моделям, выполненным из самых мягких материалов.
Кинематическая схема копировально фрезерного станка
На рис. 3 показана кинематическая схема электрокопировального фрезерного полуавтомата 6441 Б. По направляющим станины 1 в продольном направлении перемещается стол 2. Скорость продольного перемещения стола при помощи электродвигателя Dnp постоянного тока (N = 0,37 кВт, n = 85 ÷ 1085 об/мин) может меняться бесступенчато в пределах
Vпр = (85…1085)*14/56*18/58*18/58*6*2 ≈ 25…315 мм/мин.
На столе установлены стойки 3 и 4. Нижняя стойка 3 предназначена для крепления заготовки, верхняя 4 — для крепления копира.
Рис. 3. Кинематическая схема электрокопировального фрезерного полуавтомата 6441Б.
Концевая фреза 13 имеет 18 ступеней чисел оборотов, от 63 до 3150 в минуту, которые сообщаются ей от двухскоростного электродвигателя D1 через девятиступенчатую коробку скоростей, смонтированную в шпиндельной бабке 12. Последняя расположена на траверсе 11, которая может перемещаться вертикально по направляющим стойки 10. Это перемещение сообщается ей от электродвигателя постоянного тока Dв со скоростью
Vв = (85…1085)*14/56*18/58*22/71*6*2 ≈ 25…315 мм/мин
Шпиндельная бабка 12 и жестко скрепленный с ней корпус копировального прибора 6 могут перемещаться, кроме того, по траверсе вдоль оси шпинделя от электродвигателя постоянного тока Dnon со скоростью
Vnon = (85…1085)*14/56*18/58*26/41*6*1 ≈ 25…315 мм/мин
Во время работы копировально фрезерного станка по металлу, когда стол 2 перемещается в продольном направлении, щуп 5, прижимаемый к копиру пружиной, перемещается в соответствии с профилем копира в поперечном направлении и вызывает изменения воздушного зазора между якорем 8 и сердечниками катушек 7 и 9. При этом изменяются индуктивные токи в этих катушках, а возникающие электрические сигналы после тысячекратного усиления и выпрямления используются для приведения в действие электродвигателя Dnon, который обеспечивает следящее движение шпиндельной бабки в зависимости от перемещений щупа 5.
При этом изменяются индуктивные токи в этих катушках, а возникающие электрические сигналы после тысячекратного усиления и выпрямления используются для приведения в действие электродвигателя Dnon, который обеспечивает следящее движение шпиндельной бабки в зависимости от перемещений щупа 5.
После того, как щуп пройдет всю длину копира, шпиндельная бабка 12 вместе с фрезой 13 и щупом 5 переместится в вертикальном направлении на ширину снятого слоя металла, и столу станка автоматически сообщится движение в обратном направлении. Эти движения повторяются до тех пор, пока щуп не обойдет всю поверхность копира.
Гидравлическая схема копировально фрезерного станка
На рис. 4 приведена одна из простейших гидравлических схем следящей системы копировально фрезерного станка. Принцип ее работы заключается в следующем. Во время продольного перемещения стола 1, на котором закреплены заготовка 2 и копир 4, щуп 3 гидравлического копировального устройства совершает вертикальные перемещения в соответствии с профилем копира.
Рис. 4. Принципиальная схема гидравлической следящей системы копировально фрезерного станка по металлу.
При перемещении щупа вниз под действием пружины 6 открываются щели b и d следящего золотника 5. В результате этого масло от насоса Н поступает через щель b золотника в бесштоковую полость рабочего гидроцилиндра. Под давлением масла в этой полости поршень вместе со штоком, шпиндельной бабкой 7 и корпусом следящего золотника 5 опускается вниз, вытесняя масло из штоковой полости гидроцилиндра через щель d в бак. Шпиндельная бабка будет перемещаться вниз до тех пор, пока щели b и d не перекроются корпусом следящего золотника. Клапан К предохраняет насос от перегрузки.
При перемещении щупа Вверх открываются щели α и c исследящего золотника, масло от насоса Н поступает через щель α в штоковую полость рабочего гидроцилиндра, а из бесштоковой полости масло вытесняется через щель с в бак. Поршень вместе со шпиндельной бабкой и корпусом следящего золотника перемещается вверх до тех пор, пока щели α и c вновь не перекроются корпусом золотника.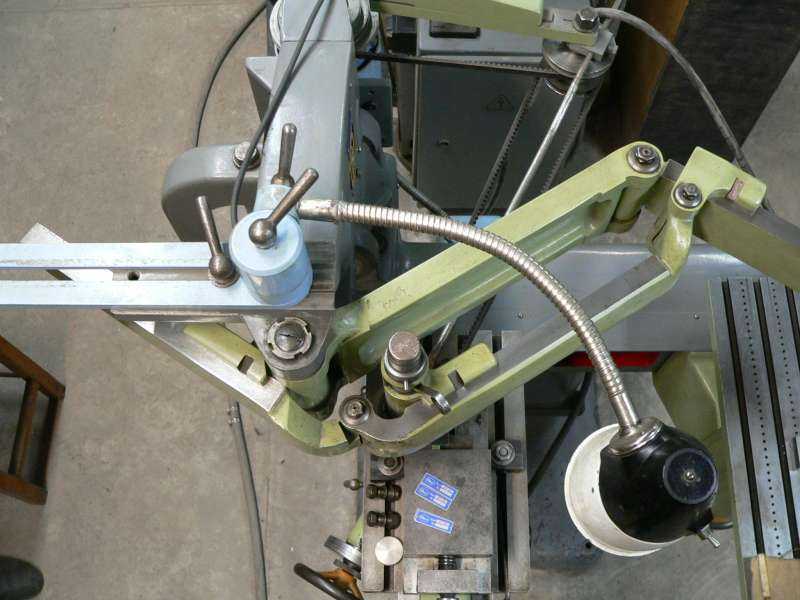
Таким образом силовой цилиндр, жестко связанный со шпиндельной бабкой, следит за перемещениями щупа следящего золотника. Точность слежения копировально фрезерного станка по металлу может быть очень высокой, порядка 0,01-0,02 мм.
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
Копировально-фрезерные станки б у в России
- Главная
- Продажа
- Столярное оборудование
- Копировально-фрезерный станок б у
Вы можете очень быстро сравнить цены копировально-фрезерного станка б у и подобрать оптимальные варианты из более чем 78299 предложений
Пантограф (копировально – фрезерный станок)
Состояние: Новый
В наличии
Пантограф (копировально – фрезерный станок).
Наша компания предлагает пантограф – станок для резьбы по дереву, который увеличит производительность и конкурентоспособность вашего…
04.03.2014
Старый Оскол (Россия)
90 000
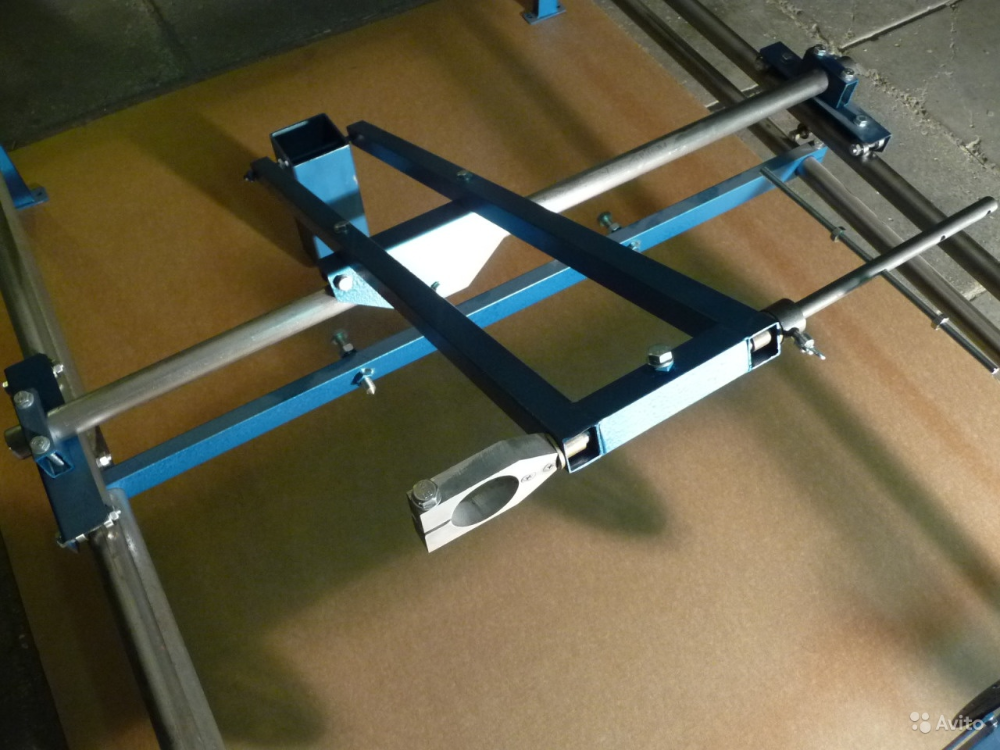
Уникальный копировально-фрезерный станок
Состояние: Новый Производитель: Самодельный (Россия)
В наличии
Копировально-фрезерный станок для резьбы по дереву.Продаю уникальный станок копировально-фрезерный 4-х шпиндельный плоско-кругло, а также зеркально вырезной без ЧПУ собственного…
12.08.2016
Майкоп (Адыгея) (Россия)
Копировально-фрезерный станок «АНКОРД» для радиусных фасадов
Состояние: Новый Год выпуска: 2017 Производитель: ООО ТКС
В наличии
Станок имеет регулируемый стол для подстраивания его под различные радиусы.
Благодаря изменению радиуса изгиба стола данный станок обеспечивает работу с любыми радиусами.Для правильной работы на…
12.07.2018
Пенза (Россия)
64 350
Копировально-фрезерный станок WoodTec MX5068 с верхним расположением шпинделя
Состояние: Новый Производитель: WoodTec (Китай)
В наличии
Предназначен для фрезерования прямолинейных и криволинейных контуров, пазов и гнезд, а также сверления и зенкования отверстий в мебельных и столярных заготовках. Характерные детали — это…
16.10.2022
Казань (Россия)
Пресс для изготовления лоджий и балконов из серии С640,копировально-фрезерный станок
Состояние: Новый Производитель: Турция(илмаз)
В наличии
Пресс для изготовления лоджий и балконов из серии С640,копировально-фрезерный станок,компрессор,сборочные столы. Отправлю в любой город.
Отправлю в любой город.
10.03.2017
Киров (Россия)
130 000
Копировально-фрезерный станок для гнутых фасадов Арматек-КФ-30
Состояние: Новый Производитель: Пресс58 (Россия)
В наличии
Копировально-фрезерный станок с изменяемым радиусом кривизны рабочего стола Арматек-КФ-30 предназначен для обработки гнутых (радиусных) МДФ-фасадов. Он предназначен для создания достаточно сложных…
10.05.2018
Пенза (Россия)
91 000
Копировально-фрезерный станок BAUERLE
Состояние: Новый Производитель: BAUERLE (Германия)
В наличии
Копировально-фрезерный станок BAUERLE с автоподатчиком в рабочем состоянии.цена -150000. ТОРГ!
24. 03.2017
03.2017
Москва (Россия)
150 000
Копировально-фрезерный станок MLA PL14
Состояние: Б/У Год выпуска: 2007 Производитель: MLA (Италия)
Копировально-фрезерный станок MLA PL14Станок предназначен для зачистки углов рам из ПВХ профиля, сваренных под углом 90°. Технические характеристики • Запуск цикла зачистки с помощью педали • 2…
01.11.2017
Егорьевск (Россия)
160 000
. Копировально фрезерный станок для отверстий по ручку и замок Elumatec GF 171
Состояние: Б/У Год выпуска: 2006 Производитель: Elumatec (Германия)
Копировально фрезерный станок для отверстий по ручку и замок Elumatec GF 171 в рабочем состоянии. Продаем в связи с закрытием цеха
Продаем в связи с закрытием цеха
15.08.2017
Владимир (Россия)
70 000
Копировально-фрезерные станки SILCA для изготовления ключей
Состояние: Новый Производитель: SILCA (Италия)
В наличии
Продам комплект новых станков для изготовления дубликатов ключей итальянского производства SILCA.В комплект входит следующее оборудование:1. Twister II — копировально-фрезерный станок Twister II…
10.04.2018
Красноярск (Россия)
286 000
Копировально-фрезерный станок
Состояние: Б/У Год выпуска: 2007 Производитель: FIMTEC (Италия)
Копировально-фрезерный станок Fimtec F-101Станок для сверления отверстий под ручку и фрезерования ниши замка в алюминиевых и ПВХ профилях. ход фрезы по вертикали: 130 мм, по горизонтали: 140…
ход фрезы по вертикали: 130 мм, по горизонтали: 140…
23.09.2018
Москва (Россия)
160 000
копировально-фрезерный станок Пантограф
Состояние: Новый Производитель: Россия
В наличии
Продам копировально-фрезерный станок Пантограф (дупликатор).Для копирования объемной резьбы по дереву .
25.05.2018
Феодосия (Россия)
17 000
Копировально-фрезерный станок C70/N
Состояние: Новый Производитель: CMS Industries (Италия)
Назначение
Копировально-фрезерный предназначен для профилирования мебельных заготовок одновременно с двух сторон с использованием шаблонов.
Конструктивные особенности
Копировально-фрезерный имеет…
16.10. 2022
2022
Казань (Россия)
Копировально-фрезерный станок с ЧПУ CP HSC
Состояние: Новый Производитель: CMS Industries (Италия)
Назначение
Копировально-фрезерный станок спроектирован для высокоскоростной обработки мебельных заготовок с высочайшей точностью и качеством обработки поверхностей, неизменным в течение времени….
16.10.2022
Казань (Россия)
копировально-фрезерный станок MECAL FR 801
Состояние: Б/У Год выпуска: 2000 Производитель: MECAL (Италия)
Одношпиндельный копировально-фрезерный станок MECAL FR 801 — 50 000рубE-mail:[email protected]
26.06.2018
Владимир (Россия)
40 000
копировально-фрезерный станок
Состояние: Б/У Год выпуска: 2016 Производитель: Китай (Китай)
Копировально-фрезерный станок мод. NFX 9512-4A — 3шт. год выпуска 2015г; 2016г; 2012г
NFX 9512-4A — 3шт. год выпуска 2015г; 2016г; 2012г
20.04.2020
Новосибирск (Россия)
250 000
Гравировальный копировально-фрезерный станок 6л463
Состояние: Б/У Год выпуска: 1963 Производитель: Львовскй завод фрезерного оборудования
Гравировальный копировально-фрезерный станок 6л463. В отличном состоянии. Комплектация как на фото. Эксплуатировался в сухом теплом цеху. Рассматриваю обмен на пресс вырубной обувной ПВГ 8-2,0…
13.12.2018
Санкт-Петербург (Россия)
55 000
Копировально фрезерный станок КФС-2Н (2011)
Состояние: Б/У Год выпуска: 2011 Производитель: Новые технологии/Пенза (Россия)
Продается: Копировально фрезерный станок КФС-2Н предназначен для ручного фрезерования мебельных фасадов. Отличная альтернатива ЧПУ. Обладает жесткой сварной станиной, что повышает качество…
Отличная альтернатива ЧПУ. Обладает жесткой сварной станиной, что повышает качество…
29.03.2019
Чайковский (Россия)
72 000
Копировально-фрезерный станок
Состояние: Б/У Год выпуска: 1967
Копировально-фрезерный станок 6Л463 1967 года выпускаЦена договорная По всем вопросам обращайтесь по указанному телефону
28.02.2019
Воронеж (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по копировально-фрезерному станку б у почти как на Авито и TIU
Видео копировально-фрезерного станка б у
6Г463 станок гравировальный копировально-фрезерный с пантографом. Паспорт, схемы, описание
Сведения о производителе гравировального копировально-фрезерного станка 6Г463
Производитель гравировального копировально-фрезерного станка 6Г463 — Львовский завод фрезерных станков, ЛЗФС, основанный в 1952 году.
Станки, выпускаемые Львовским заводом фрезерных станков, ЛЗФС
- 6Г463 — станок гравировальный копировально-фрезерный с пантографом
- 6Е463 — станок гравировальный копировально-фрезерный с пантографом
- 6Л463 — станок гравировальный копировально-фрезерный с пантографом
- 6520Ф3 (ЛТ 260Ф3) — станок вертикально-фрезерный бесконсольный с ЧПУ
6Г463 станок гравировальный копировально-фрезерный с пантографом. Назначение, область применения
гравировальный станок 6Г463 предназначен для выполнения гравировальных и мелких копировально-фрезерных работ в контурном режиме.
На станке 6Г463 можно производить гравирование надписей и узоров на штемпелях, табличках, платах, панелях, надписей на лимбах, линейках, а также фрезерование неглубоких пресс-форм для пластмассы, резины и т.д. Возможность работы на станке по контршаблону позволяет при помощи плоского копира производить гравирование различных надписей и узоров на пространственно сложных поверхностях.
Закрепив неподвижно шпиндель при помощи специального кронштейна, на станке 6Г463 можно производить фрезерные работы, перемещая вручную стол изделия. Движение копирования на станке осуществляется вручную перемещением трейсера ощупывающего устройства по контуру копира.
Копировально-фрезерный станок 6Г463 может быть оснащен широкой гаммой приспособлений и принадлежностей, расширяющих его технологические возможности: для построения дуг, окружностей, и овалов, для закрепления табличек при гравировании, делительным приспособлением, тисками, поворотными тисками, наклонно-поворотным столом, буквенным и цифровыми шаблонами, приспособлением для заточки гравировальных резцов и др.
Работа по контршаблону при помощи плоского копира позволяет производить гравирование различных надписей и узоров на пространственно сложных поверхностях.
Движение копирования на станке осуществляется вручную перемещением трейсера ощупывающего устройства по контуру копира.
Станок 6Г463 может применяться в механических, механосборочных и инструментальных цехах машиностроительных предприятий.
Класс точности станка Н по ГОСТ 8—77. Шероховатость обработанной поверхности Rа 2,5 мкм.
Средний уровень звука LA не должен превышать 71 дБА.
Статическая нагрузка 260 кг, динамическая нагрузка 280 кг.
Основные характеристики гравировального копировально-фрезерного станка 6Г463
Производитель: Львовский завод фрезерных станков ЛЗФС.
Начало серийного производства 1982 год. Станок заменил устаревшую модель — 6Л463 и был заменен более совершенным станком — 6Е463.
- Масштаб копирования — 1:1 ÷ 1:100
- Диаметр наибольшей окружности пантографа при масштабе 1:1 — Ø 210 мм
- Размеры рабочей поверхности стола изделия — 250 х 500 мм
- Размеры рабочей поверхности стола копира — 320 х 400 мм
- Наибольший продольный ход стола (X) — 300 мм
- Наибольший поперечный ход стола (Y) — 200 мм
- Наибольший вертикальный ход стола (Z) — 300 мм
- Частота вращения шпинделя — 1250.
 .20000 об/мин
.20000 об/мин - Электродвигатель привода шпинделя — 0,25 кВт; 2770 об/мин
- Вес станка — 260 кг
Габаритные размеры рабочего пространства гравировального станка 6Г463
Габаритные размеры рабочего пространства станка 6г463
Посадочные и присоединительные базы гравировального станка 6Г463
Посадочные и присоединительные базы гравировального станка 6г463
Общий вид копировально-фрезерного гравировального станка 6Г463
Фото гравировального станка 6г463
Фото фрезерного станка на базе 6г463
Расположение составных частей гравировального станка 6Г463
Расположение составных частей гравировального станка 6г463
Перечень составных частей гравировального станка 6Г463
- Станина — 6Г463.10.00.000
- Стол изделия — 6Г463.21.00.000
- Пантограф — 6Г463.30.00.000
- Подвеска шпинделя — 6Г463.
 31.00.000
31.00.000 - Привод шпинделя — 6Г463.32.00.000
- Расположение эктрооборудования на станке — 6Г463.90.00.000
Расположение органов управления гравировальным станком 6Г463
Расположение органов управления гравировальным станком 6г463
Расположение органов управления гравировальным станком 6Г463. Смотреть в увеличенном масштабе
Перечень органов управления гравировальным станком 6Г463
- Рукоятки зажима кареток пантографа
- Трейсер ощупывающего устройства
- Рукоятка зажима стола копира
- Рукоятка зажима стола изделия
- Рукоятка зажима салазок
- Рукоятка зажима консоли
- Рукоятка вертикального перемещения шпинделя
- Маховик поперечного перемещения стола изделия
- Маховик продольного перемещения стола изделия
- Маховик вертикального перемещения стола изделия
- Кнопка «Пуск» (КиП)
- Кнопка «Стоп» (КиС)
- Переключатель реверса вращения шпинделя (ВРШ)
- Выключатель местного освещения
- Вводной автомат (ВВ)
- Болты зажима стойки пантографа
- Табличка чисел оборотов
Кинематическая схема гравировального станка 6Г463
Кинематическая схема гравировального станка 6г463
Общая компоновка и принцип работы станка 6Г463
Компоновка станка характеризуется вертикальным расположением шпинделя и горизонтальным расположением рабочих поверхностей столов.
Узлы станка смонтированы на жесткой станине. По вертикальным направляющим станины перемещается консоль, несущая на себе салазки и стол изделия. По горизонтальным направляющим станины перемещается стойка пантографа. На станине закреплены подвеска и привод шпинделя.
Обрабатываемая деталь закрепяяется на cтоле изделия, а копир, по которому ведется обработка, закрепляется на столе копира. Формообразующими движениями являются перемещения пантографа. Перемещения столов — установочные.
Стол изделия
Стол изделия (Рис.5) предназначен для закрепления на нем обрабатываемых деталей. На столе могут устанавливаться тиски, наклонно-поворотный стол и другие приспособления. Стол перемещается в трех взаимоперпендикулярных направлениях. Все перемещения производятся вручную с помощью винтовых пар 4, 5, 6 отсчет перемещений ведется по лимбам 10, 11, 12, соответственно по каждой координате.
Стол копира
Стол копира 10 (Pиc.10) предназначен для установки копиров, по которым ведется обработка. Стол копира установлен на стойке 5 пантографа. Поворот стола вокруг вертикальной оси на 360° осуществляется вручную. Установка величины угла разворота стола копира осуществляется по лимбу 11, фиксация — рукояткой 12. Стол копира снабжен пазами типа «ласточкин хвост», которые служат для установки шрифта. Кроме этого в нем имеется Т-образные пазы, которые могут быть использованы для установки различных приспособлений. Стойка 5 вместе со столом копира и пантографом может перемещаться по горизонтальным направляющим станины, что позволяет установить шпиндель в пределах плоскости стола изделия при различных масштабах копирования. Фиксация стойки осуществляется двумя болтами 16 (Рис.3).
Стол копира установлен на стойке 5 пантографа. Поворот стола вокруг вертикальной оси на 360° осуществляется вручную. Установка величины угла разворота стола копира осуществляется по лимбу 11, фиксация — рукояткой 12. Стол копира снабжен пазами типа «ласточкин хвост», которые служат для установки шрифта. Кроме этого в нем имеется Т-образные пазы, которые могут быть использованы для установки различных приспособлений. Стойка 5 вместе со столом копира и пантографом может перемещаться по горизонтальным направляющим станины, что позволяет установить шпиндель в пределах плоскости стола изделия при различных масштабах копирования. Фиксация стойки осуществляется двумя болтами 16 (Рис.3).
Пантограф
Пантограф (Рис.6) осуществляет на станке копирующее движение. Копирование с помощью пантографа (шарнирного параллелограмма) построено на принципе геометрического подобия треугольников и осуществляется по нижеприведенной схеме;
Пантограф гравировального станка 6г463
Пантограф гравировального станка 6г463
Пантограф гравировального станка 6Г463. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Ш -точка шпинделя
Т — точка трейсера (ощупывающего пальца)
К, L , М и N — точки шарниров пантографа.
Такая схема позволяет осуществить копирование с большим диапазоном масштабов при сравнительно небольших размерах сторон параллелограмма, а также пожучить достаточно большую площадь обслуживании.
Плечи пантографа соединены между собой шарнирами, собранными на высокоточных радиально-упорных подшипниках I (Рис.6). При помощи кареток 4 и 5 пантограф соединен с корпусом шпинделя 4 и стойкой 5. Соединение выполнено также на высокоточных радиально-упорных шарикоподшипниках 13. Подвижные соединения пантографа с каретками выполнены в виде «ласточкиного хвоста». Изменение передаточного отношения пантографа (масштаба копирования) производится перемещением плечей 6 и 7 пантографа относительно кареток 2 и 3 с последующей фиксацией их рукоятками 8 и 9.
Ощупывающее устройство (Рис.7) выполнено в виде цанговой втулки 1, внутри которой перемещается трейсер 2. В рабочем положении устройства, когда трейсер войдет в контакт с профилем копируемого знака или литеры копира, рукояткой-гайкой производится зажим трейсера, для перехода на другой знак или литеру копира необходимо предварительно отпустить рукоятку-гайку, чтобы датъ возможность трейсеру 2 под действием пружины 4 выйти из контакта с профилем копирующего шаблона (копира).
В рабочем положении устройства, когда трейсер войдет в контакт с профилем копируемого знака или литеры копира, рукояткой-гайкой производится зажим трейсера, для перехода на другой знак или литеру копира необходимо предварительно отпустить рукоятку-гайку, чтобы датъ возможность трейсеру 2 под действием пружины 4 выйти из контакта с профилем копирующего шаблона (копира).
Ощупывающее устройство может устанавливаться на различную высоту (в пределах 15 мм) за счет перемещения в осевом направления цанговой втулки I относительно плеча пантографа 14 (Рис.6).
Ход трейсера 2 в зависимости от высоты профиля копирующего знака или литеры регулируется установкой не нем резинового кольца 5. Максимальный, ход трейсера (относительно цанговой втулки I) — 4 мм. В рабочем положении ощупывающего устройства винт 15 (Рие.6) должен быть затянут. Для установки масштаба копирования 1:1 необходимо, кроме установки кареток, установить ощупывающее устройство а ближе расположенное к шарнирам пантографа отверстие плеча 14 (Рис. 6). При всех других передаточных отношениях пантографа (1:2, 1:3…. 1:100) ощупывающее устройство должно быть установлено в крайнее отверстие плеча 14 (Рис.6). Подробное описание настройки пантографа на необходимые масштабы копирования приведено на стр. 41 и 42.
6). При всех других передаточных отношениях пантографа (1:2, 1:3…. 1:100) ощупывающее устройство должно быть установлено в крайнее отверстие плеча 14 (Рис.6). Подробное описание настройки пантографа на необходимые масштабы копирования приведено на стр. 41 и 42.
Подвеска шпинделя
Подвеска шпинделя (Рис.8) состоит из трех шарнирно-соединенных между собой деталей — корпуса I, рычага 2 и кронштейна 3. В гильзе 6, помещенной в корпусе I, монтируется шпиндель 4 и механизм его подачи 5, Шпиндель станка I (Рис.9) собран в гильзе 2 на двух радиально-упорных шариковых подшипниках 3 и 4. В нижней части шпинделя имеется 2-х ступенчатый шкив 5. Инструмент шпинделя крепится при помом цангового зажима (цанга 6 и гайка 7). В нижней части шпиндель имеет пазы для специального ключа. Для быстрого подвода или отвода инструмента в верхней части шпинделя монтируется механизм его подачи (Рис.10), состоящий из корпуса I, на котором нанесена отсчетная шкала глубины врезания, поворотной втулки 2, рукоятки 3, винта 4 и гайки 5. Разворот рукоятки 3 ограничивается боковой плоскостью окна втулки 6. Фиксация втулки 6 производится гайкой 7. Быстрый подвд (отвод) инструмента производится опусканием (подъемом) рукоятки 3. Микрометрическая подача осуществляется поворотом рукоятки 1, Наличие в верхней части механизма подачи шинделя конусного упора 8, ось которого совмещена с осью резца, позволяет работать по контршаблону и таким образом производить надписи с плоского копира на пространственно сложных поверхностях.
Разворот рукоятки 3 ограничивается боковой плоскостью окна втулки 6. Фиксация втулки 6 производится гайкой 7. Быстрый подвд (отвод) инструмента производится опусканием (подъемом) рукоятки 3. Микрометрическая подача осуществляется поворотом рукоятки 1, Наличие в верхней части механизма подачи шинделя конусного упора 8, ось которого совмещена с осью резца, позволяет работать по контршаблону и таким образом производить надписи с плоского копира на пространственно сложных поверхностях.
Работа по контршаблону
Для гравирования различных надписей, узоров и делений с плоского шаблона на цилиндрических, сферических и других поверхностях необходимо установить над обрабатываемой деталью контршаблон точно повторяющий ее форму. Для этого к кронштейну I (Рис.11) необходимо прикрепить контршаблон 2. Перемещениями кронштейна I выставить контршаблон над обрабатываемой деталью 3 так, чтобы их оси симметрии совпадали. На столе шаблонов устанавливается плоский шаблон. С одной установки можно обработать деталь шириной в = 0,6 R, где R — радиус детали
Работа по контршаблону на станке 6г463
Привод шпинделя
Вращение шпинделя осуществляется от электродвигателя I (Рис. 12), установленного на кронштейне 2. На валу электродвигателя установлен 3-х ступенчатый шкив 3. Соосно с электро-
12), установленного на кронштейне 2. На валу электродвигателя установлен 3-х ступенчатый шкив 3. Соосно с электро-
Схема электрическая принципиальная гравировального станка 6Г463
Электрическая схема гравировального станка 6г463
Установочный чертеж гравировального станка 6Г463
Установочный чертеж гравировального станка 6г463
Читайте также: Производители фрезерных станков в России
6Г463 станок гравировальный копировально-фрезерный с пантографом. Видеоролик.
Технические характеристики гравировального станка 6Г463
| Наименование параметра | 6Л463 | 6Г463 | 6Е463 |
|---|---|---|---|
| Основные параметры станка | |||
| Масштаб копирования | 1:1 ÷ 1:50 | 1:1 ÷ 1:100 | 1:1 ÷ 1:100 |
| Диаметр наибольшей окружности пантографа примасштабе 1:1, мм | 200 | 210 | 210 |
| Размеры рабочей поверхности стола изделия, мм | 200 х 320 | 250 х 500 | 250 х 500 |
| Размеры рабочей поверхности стола копира, мм | 250 х 400 | 320 х 400 | 320 х 400 |
| Наибольший продольный ход стола (X), мм | 200 | 300 | 300 |
| Наибольший поперечный ход стола (Y), мм | 125 | 200 | 200 |
| Наибольший вертикальный ход стола (Z), мм | 250 | 300 | 300 |
| Перемещение продольное стола (X) на одно деление лимба, мм | 0,05 | 0,05 | 0,05 |
| Перемещение поперечное стола (Y) на одно деление лимба, мм | 0,05 | 0,05 | 0,05 |
| Перемещение вертикальное стола (Z) на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Перемещение продольное стола (X) на один оборот лимба, мм | 4 | 5 | 5 |
| Перемещение поперечное стола (Y) на один оборот лимба, мм | 4 | 5 | 5 |
| Перемещение поперечное стола (Z) на один оборот лимба, мм | 2,5 | 2,5 | 2,5 |
| Поворот стола копира, град | ±30° | 360° | 360° |
| Величина микрометрического перемещения шпинделя, мм | 1 | 1 | 1 |
| Цена деления лимба микрометрического перемещения шпинделя, мм | 0,05 | 0,05 | 0,05 |
| Величина хода быстрого подвода шпинделя, мм | 4 | 5 | 5 |
| Величина перемещения шпинделя при работе по контршаблону, мм | 10 | 10 | |
| Частота вращения шпинделя, об/мин | 1260.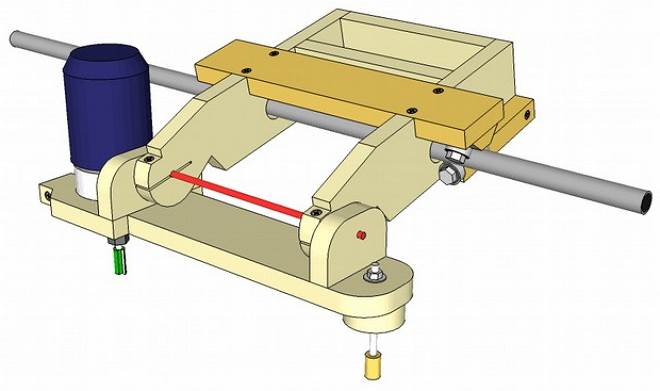 .15900 .15900 | 1250..20000 | 1250..20000 |
| Количество скоростей шпинделя | 12 | 13 | 13 |
| Электрооборудование и привод станка | |||
| Количество электродвигателей на станке | 1 | 1 | 1 |
| Электродвигатель привода главного движения, кВт | 0,27 | 0,25 | 0,25 |
| Габаритные размеры и масса станка | |||
| Габаритные размеры (длина х ширина х высота), мм | 1100 х 1000 х 1260 | 1120 х 1000 х 1260 | 1040 х 1000 х 1260 |
| Масса станка, кг | 300 | 260 | 250 |
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.
 А. Фрезерное дело 1973, с.141
А. Фрезерное дело 1973, с.141 - Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.
 Ю. Технологическое оборудование машиностроительных производств, 1980
Ю. Технологическое оборудование машиностроительных производств, 1980 - Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
Размер рынка копировально-фрезерных станков, доля и отраслевой прогноз к 2026 г. Промышленность и прочее) и География — глобальный анализ возможностей и отраслевой прогноз, 2022–2029
COVID-19
Пандемия потрясла весь мир и затронула многие отрасли.
Получите подробный анализ влияния COVID-19 на мировой рынок копировально-фрезерных станков
Запросите сейчас!
Фрезерование — это процесс удаления или вырезания ненужной части машины или инструмента для оснащения машины определенной функцией. Фрезерный станок имеет несколько режущих точек и вращается вокруг своей оси. Каждой режущей точкой снимается немного металла; благодаря нескольким точкам резания и скорости вращения можно снять большое количество металла за короткий промежуток времени. Техника копировально-фрезерной обработки – это когда рисунок или вырез не могут быть выполнены сами по себе. Следовательно, сначала создается основной шаблон, который затем направляет траекторию инструмента, а остальные детали копируются из шаблона.
Каждой режущей точкой снимается немного металла; благодаря нескольким точкам резания и скорости вращения можно снять большое количество металла за короткий промежуток времени. Техника копировально-фрезерной обработки – это когда рисунок или вырез не могут быть выполнены сами по себе. Следовательно, сначала создается основной шаблон, который затем направляет траекторию инструмента, а остальные детали копируются из шаблона.
Фрезерный станок можно использовать практически для любой операции, что является большим преимуществом, повышающим спрос на фрезерные станки. Кроме того, фрезерный станок имеет регулировку скорости, что помогает обеспечить высокую точность при выполнении задачи, поэтому он является незаменимым инструментом в производственном секторе. Рост урбанизации и строительного сектора в развивающихся странах, таких как Индия, Китай, Япония и др., как правило, создает большое количество возможностей на будущее.
Рынок сегментирован по типу, применению и географии. По типу рынок делится на вертикально-фрезерные и горизонтально-фрезерные станки. В зависимости от применения рынок подразделяется на автомобильную промышленность, судоходство, производство оборудования и другие. Географически он был проанализирован в Северной Америке, Европе, Азиатско-Тихоокеанском регионе и регионе LAMEA.
По типу рынок делится на вертикально-фрезерные и горизонтально-фрезерные станки. В зависимости от применения рынок подразделяется на автомобильную промышленность, судоходство, производство оборудования и другие. Географически он был проанализирован в Северной Америке, Европе, Азиатско-Тихоокеанском регионе и регионе LAMEA.
Ключевыми игроками на рынке являются MAG, Schuler, Doosan Corporation, MAKINO, INC., HYUNDAI WIA, Gleason Corporation, INDEX, Milacron, CHIRON Werke GmbH & Co. KG и GILDEMEISTER Energy Solutions GmbH.
Основные преимущества
- Модель пяти сил Портера помогает проанализировать потенциал покупателей и поставщиков и конкурентный набросок рынка, который, как ожидается, поможет участникам рынка разработать соответствующие стратегии.
- В нем описываются текущие тенденции и будущий сценарий рынка с 2016 по 2023 год, чтобы понять преобладающие возможности и инвестиционные карманы.
- В этом отчете представлен углубленный анализ рынка копировально-фрезерных станков для выявления потенциальных инвестиционных карманов.

- Основные движущие силы, ограничения, возможности и их подробный анализ воздействия были выяснены.
Global Copy Milling Machine Market Report Highlights
| Aspects | Details |
|---|---|
| BY PRODUCT |
|
| По бизнесу |
|
| BY APPLICATION |
|
| By Geography |
|
| Ключевые игроки рынка | MAG, SCHULER, DOOSAN CORPORATION, MAKINO, INC. , HYUNDAI WIA, GLEASON CORPORATION, INDEX, MILACRON, CHIRON WERKE GMBH & CO. KG, GILDEMEISTER ENERGY SOLUTIONS GMBH , HYUNDAI WIA, GLEASON CORPORATION, INDEX, MILACRON, CHIRON WERKE GMBH & CO. KG, GILDEMEISTER ENERGY SOLUTIONS GMBH |
9000
Обладая коллективным отраслевым опытом своих аналитиков и экспертов, составляющим около 200 лет, компания Allied Market Research (AMR) использует самую безошибочную методологию исследования рынка и отраслевого анализа. Мы не только гравируем самые глубокие уровни рынков, но и проникаем в их самые тонкие детали для наших рыночных оценок и прогнозов. Наш подход помогает достичь более полного консенсуса на рынке в отношении размера, формы и отраслевых тенденций в каждом отраслевом сегменте. Мы тщательно учитываем отраслевые тенденции и реальные события для определения ключевых факторов роста и будущего курса рынка. Наши исследовательские доходы являются результатом высококачественных данных, мнений и анализа экспертов, а также ценных независимых мнений. Наш исследовательский процесс призван обеспечить сбалансированное представление о мировых рынках и позволить заинтересованным сторонам принимать обоснованные решения.
Мы предлагаем нашим клиентам исчерпывающие исследования и анализ, основанные на широком спектре фактических данных, которые в основном включают интервью с участниками отрасли, надежную статистику и региональную информацию. Наши штатные отраслевые эксперты играют важную роль в разработке аналитических инструментов и моделей, адаптированных к требованиям конкретного отраслевого сегмента. Эти аналитические инструменты и модели очищают данные и статистику и повышают точность наших рекомендаций и советов. Благодаря откалиброванному исследовательскому процессу AMR и методологии оценки данных на 360 градусов наши клиенты могут быть уверены в получении:
- Непротиворечивые, ценные, надежные и действенные данные и анализ, на которые можно легко ссылаться при стратегическом бизнес-планировании
- Технологически сложные и надежные выводы, основанные на тщательно проверенной и достоверной методологии исследования
- Государственные доходы от исследований, которые представляют осязаемое изображение рынка
Благодаря надежной методологии мы уверены, что наши исследования и анализ являются наиболее надежными и гарантируют надежное бизнес-планирование.
Вторичное исследование
Мы используем широкий спектр отраслевых источников для нашего вторичного исследования, которые обычно включают; тем не менее, не ограничиваясь: документами SEC компании, годовыми отчетами, веб-сайтами компаний, брокерскими и финансовыми отчетами и презентациями для инвесторов для конкурентного сценария и структуры отрасли
- Патентные и нормативные базы данных для понимания технических и юридических разработок
- Научно-технические Письма для информации о продукте и связанных с ним преимуществ
- Региональные государственные и статистические базы данных для макроанализа
- Аутентичные новые статьи, интернет-трансляции и другие соответствующие выпуски для оценки рынка
- Внутренние и внешние собственные базы данных, ключевые рыночные показатели и соответствующие пресс-релизы для рыночных оценок и прогнозов
Первичное исследование
Наши основные исследовательские усилия включают в себя установление контактов с участниками по почте, телебеседам, направлениям, профессиональным сетям и личному общению. Мы также поддерживаем профессиональные корпоративные отношения с различными компаниями, что позволяет нам более гибко обращаться к участникам отрасли и комментаторам для интервью и дискуссий, выполняя следующие функции:
Мы также поддерживаем профессиональные корпоративные отношения с различными компаниями, что позволяет нам более гибко обращаться к участникам отрасли и комментаторам для интервью и дискуссий, выполняя следующие функции:
- Проверяет и улучшает качество данных и расширяет возможности исследований
- Дальнейшее развитие понимания и опыта группы аналитиков на рынке
- Предоставляет достоверную информацию о размере рынка, доле, росте и прогнозах
Наши первичные исследовательские интервью и дискуссии обычно состоят из из самых опытных представителей отрасли. Эти участники включают в себя; однако, не ограничиваясь:
- Руководители и вице-президенты ведущих корпораций, относящихся к отрасли
- Менеджеры по продуктам и продажам или региональные руководители; торговые партнеры и дистрибьюторы высшего уровня; эксперты в области банковского дела, инвестиций и оценки Ключевые лидеры общественного мнения (KOL)
Аналитические инструменты и модели
AMR разработала набор аналитических инструментов и моделей данных, чтобы дополнить и ускорить процесс анализа. В соответствии с рынками, на которых наблюдается значительный недостаток информации и оценок, команда экспертов и аналитиков AMR разрабатывает специальные аналитические инструменты и отраслевые модели для преобразования качественных и количественных отраслевых показателей в точные отраслевые оценки. Эти модели также позволяют аналитикам изучить перспективы и возможности, преобладающие на рынке, чтобы точно предсказать курс рынка.
В соответствии с рынками, на которых наблюдается значительный недостаток информации и оценок, команда экспертов и аналитиков AMR разрабатывает специальные аналитические инструменты и отраслевые модели для преобразования качественных и количественных отраслевых показателей в точные отраслевые оценки. Эти модели также позволяют аналитикам изучить перспективы и возможности, преобладающие на рынке, чтобы точно предсказать курс рынка.
ГРАВИРОВАЛЬНО-КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК С ПАНТОГРАФОМ
Изобретение относится к копировально-фрезерному станку, который включает в себя колонну, пантограф с копировальным устройством, при этом пантограф расположен на колонне с возможностью поворота вокруг горизонтальной оси и подходящий инструментальный шпиндель с приводом от двигателя. Рабочий стол расположен на передней части колонны и регулируется как минимум по высоте вместе с регулируемым модельным столом.
Такие станки позволяют увеличивать или уменьшать количество копировально-фрезерных операций, соответствующих шаблону. Выравнивание и взаимное расположение заготовки и шаблона в таком устройстве можно регулировать через выбранную зону с помощью возможности регулировки рабочего стола или стола шаблона.
Выравнивание и взаимное расположение заготовки и шаблона в таком устройстве можно регулировать через выбранную зону с помощью возможности регулировки рабочего стола или стола шаблона.
Уже известны гравировальные и копировально-фрезерные станки с пантографом, в которых пантограф может поворачиваться вокруг горизонтальной оси, жестко соединенной со станиной станка (например, Deckel GK 21). Рабочий стол этой машины регулируется в трех осевых направлениях, модельный стол регулируется по вертикали и в продольном направлении машины. Поворотное движение пантографа приводит к вертикальному ходу работы, в то время как регулируемость рабочего стола служит только относительной регулировке заготовки по отношению к инструменту. Однако недостатком этой системы является то, что пантограф можно использовать только в небольшом диапазоне углов ниже и выше его горизонтального положения. Еще одним недостатком известного станка является то, что высота свободного зазора, т. е. расстояние между горизонтальным пантографом и верхним краем станины станка, из соображений жесткости станка относительно мала, так что диапазон размеров заготовок, которые могут быть принято ограничено.
Целью изобретения является создание машины упомянутого выше типа, в которой устранены недостатки, связанные с фиксированным рабочим уровнем и малой высотой зазора. Эта цель достигается согласно изобретению путем поддержки пантографа, в дополнение к его различным возможным движениям в известной машине, на консоли или подобном устройстве, которое может перемещаться вертикально на колонне машины.
Вертикально регулируемое крепление пантографа позволяет регулировать рабочий уровень машины. Для этого заготовку и шаблон перемещают в наиболее желательное рабочее положение, а регулируемый по вертикали пантограф настраивают в указанное рабочее положение путем перемещения консоли. Таким образом, становится возможным выполнять очень тонкие операции гравировки с сидящим оператором, хотя операции фрезерования, для которых необходимо применять большее усилие, по-прежнему требуют, чтобы он стоял. Кроме того, машина согласно изобретению допускает больший диапазон возможных размеров заготовки, поскольку высота зазора может быть увеличена в любое время путем перемещения пантографа вверх. Во время операций, где не важна большая высота зазора, консоль, на которой установлен пантограф, снова перемещают вниз, чтобы обеспечить жесткость крепления пантографа, равную жесткости известных машин.
Во время операций, где не важна большая высота зазора, консоль, на которой установлен пантограф, снова перемещают вниз, чтобы обеспечить жесткость крепления пантографа, равную жесткости известных машин.
В соответствии с еще одним признаком изобретения в машине, в которой рабочий стол обычно перемещается в поперечном направлении, стойка машины в самом нижнем положении находится почти на такой же высоте, что и нижний край указанного рабочего стола. Таким образом обеспечивается возможность использования поперечной траектории стола в любом положении, а не только, как в известных конструкциях, при определенных регулировках по вертикали. Изобретательская конструкция, в которой стойка машины расположена ниже, чем в известных машинах, идеально дополняет характеристику вертикально регулируемого пантографа, поскольку таким образом все расстояние между самым нижним положением рабочего стола и самым верхним положением пантографа доступно как высота просвета.
В соответствии с еще одним признаком изобретения вертикальный диапазон регулировки рабочего стола в самом верхнем положении перекрывает диапазон регулировки инструмента, соединенного с пантографом в нижнем положении. Величина такого перекрытия плюс высота заготовки и подрамников, если они имеются, представляют собой диапазон, в пределах которого можно регулировать рабочую высоту, как будет объяснено в связи с примерным вариантом осуществления.
Величина такого перекрытия плюс высота заготовки и подрамников, если они имеются, представляют собой диапазон, в пределах которого можно регулировать рабочую высоту, как будет объяснено в связи с примерным вариантом осуществления.
В соответствии с изобретением приводной двигатель для привода инструментального шпинделя расположен на консоли, а уравновешивающая пружина для уравновешивания груза пантографа расположена внутри консоли. Оба жестко подключены к консоли и перемещаются вверх и вниз вместе с ней.
Один примерный вариант осуществления изобретения показан на чертежах и более подробно описан ниже.
На чертежах:
РИС. 1 — вид в перспективе гравировального станка и копировально-фрезерного станка с вертикально регулируемым пантографом;
РИС. 2 — частичный вид машины по фиг. 1 в направлении стрелки II;
РИС. 3 — схематическое изображение консоли с приводом рабочего шпинделя, уравновешивающим механизмом и регулировочным приводом консоли;
РИС. 4 иллюстрирует модифицированный вариант осуществления.
4 иллюстрирует модифицированный вариант осуществления.
Копировально-фрезерный станок, показанный на РИС. 1 включает в себя колонну 1 машины, которая установлена на основании колонны. Рабочий стол 2 расположен на станине станка и регулируется по трем осям, а шаблонный стол 3 регулируется по вертикали и горизонтали станка.
На передней стороне колонны 1 установлена консоль 4, которая перемещается по вертикали с помощью маховика 19. На верхней стороне консоли общий пантограф 6 через держатель пантографа 20 поддерживается с возможностью поворота вокруг горизонтальной оси 7, которая лежит поперек машины. Движение пантографа в горизонтальной плоскости пантографа и вращение вокруг оси 7 иллюстрируют фактические рабочие движения, которые позволяют осуществлять трехмерное отслеживание и работу. Настройку инструмента и шаблона относительно пантографа можно получить с помощью регулируемых столов 2 и 3.
Перемещаемая по вертикали опора пантографа на консоли 4 позволяет производить дополнительную настройку копировально-фрезерного станка на заготовки, имеющие большие вертикальные размеры, а именно увеличивать высоту зазора.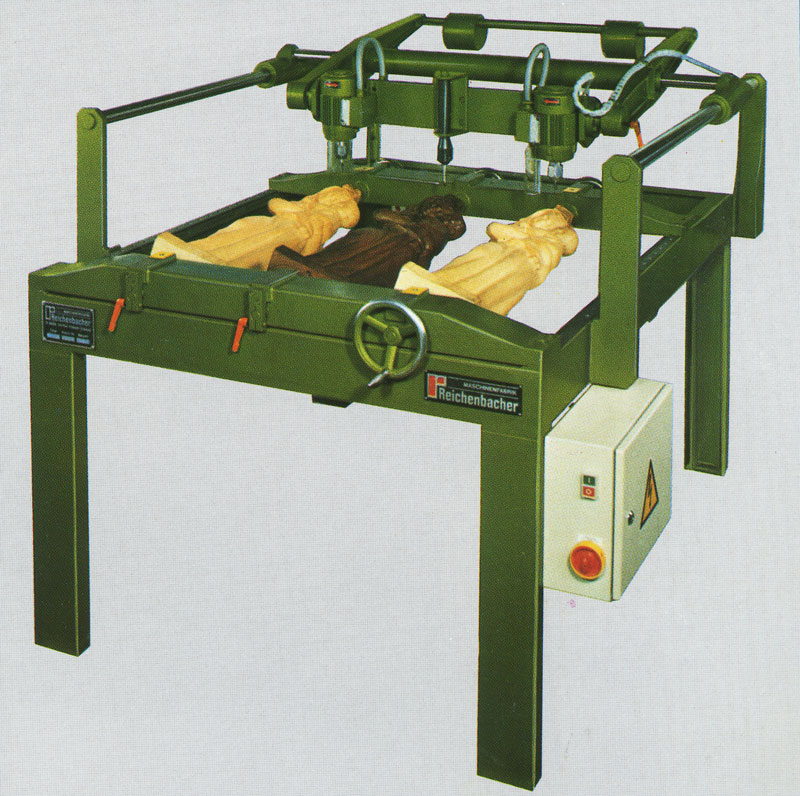 Кроме того, также возможно отрегулировать по вертикали в желаемой зоне всю компоновку, а именно рабочий стол 2, стол 3 для шаблонов и пантограф 6, посредством чего сохраняется относительное положение столов по отношению к пантографу. Таким образом, копировально-фрезерный станок может быть отрегулирован на различную рабочую высоту, так что, например, оператор может выполнять гравировку сидя и фрезеровать стоя. ИНЖИР. 1 показана консоль 4 с пантографом 6 в нижнем положении (сплошные линии) и верхнем положении (пунктирные линии).
Кроме того, также возможно отрегулировать по вертикали в желаемой зоне всю компоновку, а именно рабочий стол 2, стол 3 для шаблонов и пантограф 6, посредством чего сохраняется относительное положение столов по отношению к пантографу. Таким образом, копировально-фрезерный станок может быть отрегулирован на различную рабочую высоту, так что, например, оператор может выполнять гравировку сидя и фрезеровать стоя. ИНЖИР. 1 показана консоль 4 с пантографом 6 в нижнем положении (сплошные линии) и верхнем положении (пунктирные линии).
РИС. 2 схематично показана часть копировально-фрезерного станка по фиг. 1 в направлении стрелки II. Рабочий стол 2 несет заготовку 10, которая должна быть обработана инструментом 11. Рабочий стол 2 находится в самом верхнем положении, самое нижнее положение пантографа 6 с инструментом 11 обозначено пунктирными линиями. Таким образом, обеспечивается возможный диапазон регулировки b рабочего уровня, приблизительно равный размеру между режущей кромкой инструмента в его самом нижнем положении и верхней кромкой заготовки 10 в ее самом верхнем положении. Это означает, что в примере на фиг. 2, опустить рабочий стол на диапазон регулировки b и отрегулировать пантограф с помощью пульта 4 на такую же величину (обозначена пунктирными линиями), при этом сохраняется вся работоспособность пантографа.
Это означает, что в примере на фиг. 2, опустить рабочий стол на диапазон регулировки b и отрегулировать пантограф с помощью пульта 4 на такую же величину (обозначена пунктирными линиями), при этом сохраняется вся работоспособность пантографа.
Как также видно из фиг. 2, высота стойки машины равна высоте выступа рабочего стола в самом нижнем положении (показанного штрихпунктирными линиями) над верхней кромкой 12 стойки. Таким образом, поперечный путь стола можно полностью использовать в любом вертикальном положении, при этом стол или установленная на нем заготовка не соприкасаются с колонной.
Как, в частности, видно из фиг. 3, приводной двигатель 15 инструмента неподвижно соединен с держателем 20 пантографа и, таким образом, может перемещаться вместе с консолью 4. Таким образом, при регулировке консоли не происходит изменения относительного положения между приводным двигателем и пантографом, поэтому что, например, соединительные механизмы, регулируемые по длине, и т.п. не требуются.
не требуются.
Между держателем 20 пантографа и неподвижной точкой консоли 4 расположена уравновешивающая пружина 16, которая обычным образом служит для уравновешивания веса пантографа. Натяжение этой уравновешивающей пружины регулируется с помощью резьбового стержня 17, к которому она прикреплена своим нижним концом и который приводится в действие снаружи способом, который подробно не показан. Уравновешивающий механизм также перемещается вместе с консолью 4 при вертикальной регулировке консоли 4, так что эта регулировка не влияет на регулировку пружины.
Шпиндельный привод 18 используется для регулировки консоли 4, при этом шпиндельный привод может приводиться в действие обычным способом с помощью маховика 19. Шпиндельный привод, например, неподвижно поддерживается в осевом направлении в консоли 4 и входит в зацепление с гайкой, которая крепится к станине станка.
В варианте осуществления изобретения, показанном на фиг. 4, предусмотрены некоторые усовершенствования по сравнению с вышеописанным станком, в частности, в устройстве для регулировки уравновешивающей пружины, чтобы можно было простым образом выполнять регулировку средств поддержки пружины с места оператора во время операции обработки.
Эта цель достигается в этом варианте осуществления путем соединения подвижного конца уравновешивающей пружины с боуденовской проволокой или чем-то подобным, что, в свою очередь, приводится в действие регулировочным механизмом, расположенным в пределах досягаемости оператора.
Боуденовская проволока, таким образом, позволяет перемещать фактический регулировочный элемент в любую желаемую точку, так что оператор может, например, одной рукой во время фактической операции обработки отрегулировать уравновешивающую пружину.
В этом варианте осуществления в машине с панелью управления, установленной на поворотном рычаге, конец уравновешивающей пружины, связанной с держателем пантографа, соединен с тросом Боудена. Кожух троса Боудена опирается одним концом на держатель пантографа, а другим концом на плечо пульта управления. Трос Боудена приводится в действие регулировочным шпинделем, расположенным в рычаге, и приводится в движение маховиком, расположенным на панели управления.
Таким образом, оператор находит маховик в пределах удобной досягаемости от места, где расположены другие кнопки управления станком. Кроме того, положение пульта управления можно регулировать с помощью поворотного рычага в заданной зоне в разных местах оператора.
Обращаясь теперь более конкретно к фиг. 4, на стойке 31, которая обычным образом имеет рабочий стол 32 и стол для выкройки 33, расположена регулируемая по вертикали консоль 34, на верхнем конце которой установлен держатель 35 пантографа с возможностью поворота вокруг горизонтальной оси 37. Пантограф 36 закреплен обычным образом на упомянутом носителе пантографа. Консоль 34 регулируется по вертикали с помощью маховика 39..
Уравновешивающая пружина 41 для уравновешивания груза пантографа расположена внутри консоли 34. Пружина 41 шарнирно прикреплена нижним концом к неподвижной точке 42 консоли. Верхний конец уравновешивающей пружины соединен с сердечником боуденовской проволоки 43, корпус которой опирается одним концом на держатель пантографа, а другим концом на плечо 44.
Свободный конец сердечника троса Боудена закреплена на втулке 45, которую можно перемещать в продольном направлении с помощью регулировочного шпинделя 46, ввинчиваемого в указанную втулку. Благодаря этому регулируется начальное натяжение уравновешивающей пружины.
Регулировочный шпиндель 46 проходит через панель управления 47, закрепленную на рычаге 44 и имеющую маховик 48 в качестве элемента управления.
Рычаг выполнен с возможностью поворота обычным и, следовательно, дополнительно не показанным образом в горизонтальной плоскости, так что оператор может отрегулировать панель управления и, таким образом, рабочий элемент для регулировки уравновешивающего механизма в нужное положение.
Хотя конкретный предпочтительный вариант осуществления изобретения был раскрыт выше в иллюстративных целях, следует понимать, что его варианты или модификации, находящиеся в пределах объема прилагаемой формулы изобретения, полностью рассматриваются.
Рынок копировально-фрезерных станков в 2022 году.
 Географический обзор. Прогноз роста на 2026 год. Факторы, демонстрационная система, современная сеть, методология получения, последующие покупатели, исследование стоимости производства, мировое создание, доход (оценка), структура затрат, поставка (производство), использование, индикатор состояния торговли и импорта (2022-2026 гг.). отчет включает в себя ключевых продавцов, доход от сделок, валовую прибыль, фонды, масштабы, модели, создание и развитие на каждом участке земли.0003
Географический обзор. Прогноз роста на 2026 год. Факторы, демонстрационная система, современная сеть, методология получения, последующие покупатели, исследование стоимости производства, мировое создание, доход (оценка), структура затрат, поставка (производство), использование, индикатор состояния торговли и импорта (2022-2026 гг.). отчет включает в себя ключевых продавцов, доход от сделок, валовую прибыль, фонды, масштабы, модели, создание и развитие на каждом участке земли.0003
Получите образец копии в формате PDF @ https://www.reportsinsights.com/sample/327055
Получите этот отчет для исчерпывающего изучения возможностей с обзором отрасли, будущими моделями и анализом движущих сил и трудностей рынка Копировально-фрезерные станки. Отчет также охватывает новые запуски, присутствие на рынке, продвижение и обслуживание, портфолио продуктов, возможные результаты, которые соответствуют вашим потребностям в развитии бизнеса. Он также запоминает полезные данные для крупных предприятий, совместных усилий, слияний и поглощений.
Отчет в основном явный предмет и помогает получить огромный доход. Этот отчет помогает улучшить ваш бизнес за счет доступа к уровню конкуренции и обеспечения стерилизации на мировом рынке копировально-фрезерных станков. В отчете также обсуждаются прогнозы, процедуры разработки, варианты использования и выгодные планы ведущих участников.
В отчете представлен подробный обзор отрасли копировально-фрезерных станков и основных тенденций рынка. Фрезерование — это процесс удаления или вырезания ненужной части машины или инструмента для оснащения машины определенной функцией.
Фрезерный станок имеет несколько точек резания и вращается вокруг своей оси. Каждой режущей точкой снимается немного металла; благодаря нескольким точкам резания и скорости вращения можно снять большое количество металла за короткий промежуток времени. Техника копировально-фрезерной обработки – это когда рисунок или вырез не могут быть выполнены сами по себе. Следовательно, сначала создается основной шаблон, который затем направляет траекторию инструмента, а остальные детали копируются из шаблона.
Ключевые участники:
MAG, Schuler, Doosan, MAKINO, HYUNDAI WIA, Gleason Corporation, INDEX, Milacron, CHIRON Werke, GILDEMEISTER Energy Solutions, Другие, а также региональные игроки
Получите этот отчет по лучшей цене со скидкой @ https://www .ReportSInsights.com/DISCOUNT/327055
Рынок Копировании Мельницы. : Стоимость (млн долл. США/млрд долл. США)
Области применения:
Автомобильная промышленность, судоходство, производство оборудования, прочее
См. полный отчет @ https://www.reportsinsights.com/industry-forecast/copy-milling-machine-market-2021-us- 327055
полный отчет @ https://www.reportsinsights.com/industry-forecast/copy-milling-machine-market-2021-us- 327055
В отчете о рынке копировально-фрезерных станков содержится общее исследование пяти важных регионов, а также интенсивная оценка финансовых обстоятельств, систем разработки, ограничений, стратегий, совместных усилий, общего дохода, механических исследований и достижений ведущих отраслевых лидеров. В исследовании также рассматриваются все детали размера рынка Копировально-фрезерные станки, маржи роста, доли доходов, возможностей роста, новых запусков и предстоящих задач. Далее в нем рассказывается о ценном исследовании, включая элементы рынка, склонности, лимит, восстановление, общий эффект и в целом ситуацию на рынке копировально-фрезерных станков, а также точную структуру, охватывающую поддающиеся проверке и оценочные данные за период (2022-2026).
Основные направления в отчете —
- Обзор рынка копировально-фрезерных станков, структура, размер, предложение, доход и оценка (2022-2026), чтобы различать препятствия на мировом рынке.

- Важное расследование для района и страны, чтобы выяснить оппозицию и спланировать свои предметы и средства.
- Субъективный и количественный анализ
- Экспертиза и патентная экспертиза
- Полезная информация от ведущих участников, таких как маркетологи, отраслевые эксперты и инвесторы, для нацеливания на определенный товар и увеличения выгоды.
- Рынок Конкуренция со стороны каждого района и производителей для получения огромного дохода.
- Методология оценки рынка.
- Необходимая и дополнительная проверка для оценки рынка копировально-фрезерных станков и гарантии очистки на мировом рынке.
Чем мы занимаемся?
Мы собираем и анализируем отраслевые данные для создания отчетов, дополненных информацией о рынке и исследованиями покупателей, которые помогают вам двигаться вперед.
