Станок сверлильный 2м112 схема: 2М112 станок сверлильный настольный. Паспорт, схемы, характеристики, описание
Содержание
2М112 Настольно-сверлильный станок
Органы управления настольно-сверлильного станок 2М112
- рукоятка ручной подачи шпинделя
- рукоятка натяжения ремня
- рукоятка для фиксации шпиндельной бабки на колонке
- рукоятка для перемещения шпиндельной бабки по колонке
- кнопки управления электродвигателем
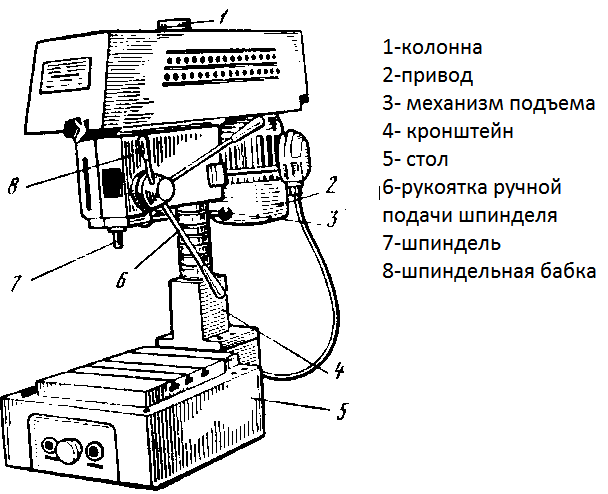
Основные узлы настольно-сверлильного станка 2М112
- колонка
- рукоятка зажимного устройства шпиндельной бабки
- привод
- гайка механизма подъема
- кронштейн
- стол
- защитный кожух
- шпиндель
- механизм натяжения ремня
Бабка шпинделя сверлильного станка 2М112
В бабке шпинделя сверлильного станка 2М112 смонтирован шпиндельный узел. Сзади к бабке прикреплен электродвигатель. Шпиндельная бабка может поворачиваться на колонке и фиксироваться в нужном положении.
Колонка станка 2М112
Колонка настольно-сверлильного станка 2М112 прикреплена к столу кронштейном, с которым она имеет неподвижное соединение.
Шпиндельный узел сверлильного станка 2М112
- шпиндель
- гайка
- подшипники
- гильза
- валик шестерни
- подшипники
- корпус
- втулка
- шкив
Шпиндельный узел настольно-сверлильного станка 2М112 смонтирован в корпусе. Сам шпиндель 1 смонтирован в гильзе 4 на шарикоподшипниках 3 и 6.
Шпиндель получает вращение от втулки 8 и шкива 9 через шлицевое соединение. Подача шпинделя — ручная, осуществляется вращением штурвала при помощи валика — шестерни 5 и гильзы 4 с рейкой.
Гайка 2 предназначена для снятия сверлильного патрона с конуса шпинделя 1.
Привод станка 2М112
Электродвигатель посредством подмоторной плиты прикреплен к бабке шпинделя. На оси электродвигателя находятся ступенчатый шкив, который соединен со шкивом шпинделя клиновым ремнем.
Кинематическая схема настольно-сверлильного станка 2М112
- гайка
- колонка
- рейка гильзы
- вал-шестерня
| № ступеней | 1 | 2 | 3 | 4 | 5 |
| Положение ремня (обозначение по кинематической схеме) | I | II | III | IV | V |
| Число оборотов шпинделя при прямом вращении | 4500 | 2500 | 1400 | 800 | 450 |
| Число оборотов шпинделя при обратном вращении | 4500 | 2500 | 1400 | 800 | 450 |
| Наибольший допустимый крутящий момент на шпинделе, кгм | 0. 103 103 | 0.185 | 0.330 | 0.655 | 1.030 |
| Мощность шпинделя по приводу, кгм | 0.45 | 0.45 | 0.45 | 0.45 | 0.45 |
| Мощность шпинделя по наиболее слабому звену, кгм | 0.40 | 0.45 | 0.45 | 0.45 | 0.45 |
| к. п. д. | 0.9 | 0.9 | 0.9 | 0.9 | 0.9 |
| Наиболее слабое звено | ремень | двигатель | двигатель | двигатель | двигатель |
Спецификация зубчатых колес, винтов и гаек станка настольно-сверлильного 2М112
| Номер и наименование узла | Подъемный механизм | Шпиндельный узел | ||
| Номер вала по схеме | 1 | 1 | II | II |
| Номер детали по схеме | 1 | 2 | 3 | 4 |
| Число (зубьев) заходов | 1 | 1 | 17 | 13 |
| Модуль, шаг, мм | 20 | 20 | 2 | 2 |
| Материал | сталь 45 | сталь 45 | сталь 45 | сталь 45 |
Ширина обода
| 70 | 70 | 25 | 36 |
| Термическая обработка | улучшение | —- | улучшение | улучшение |
Настройка и наладка настольно-сверлильного станка 2М112
Установка шкалы станка 2М112 на глубину сверления
- шкала
- указатель
- винт
- гайка
При сверлении отверстий на заданную глубину можно пользоваться упором. Поворотом штурвала следует довести сверло до поверхности обрабатываемого материала и засверлить его на глубину конусной заточки сверла. Затем поворотом гайки 4 установить указатель 2 в положение «0». Поворотом гайки 4 установить заданную глубину сверления.
Поворотом штурвала следует довести сверло до поверхности обрабатываемого материала и засверлить его на глубину конусной заточки сверла. Затем поворотом гайки 4 установить указатель 2 в положение «0». Поворотом гайки 4 установить заданную глубину сверления.
Передвижение шпиндельной бабки настольно-сверлильного станка 2М112
Чтобы можно было перемещать шпиндельную бабку 9 по колонке 1 необходимо освободить рукоятку 2. Поворотом гайки 4 влево или вправо поднимаем или опускаем шпиндельную бабку 9.
Сверлильный станок 2М112 может быть настроен для сверления отверстий в длинных и крупных деталях, так как имеет возможность поворота шпиндельной бабки на 360° вокруг колонки.
Натяжение ремня сверлильного станка 2М112
По мере износа ремня происходит его растяжение. Для натяжения ремня предназначена рукоятка 2
Система смазки сверлильного станка 2М112
| № | Места смазки | Режим смазки или смена масла | Марка смазочного материала |
| 1 | Шлицевая часть шпинделя | Раз в 2 дня | И-20А |
| 2 | Гайка и поверхность колонки | Раз в 7 дней | ЦИАТИМ-203 |
| 3 | Поверхность соединения подмоторной плиты | Раз в 30 дней | И-20А |
| 4 | Шейка вал шестерни шпинделя и фиксатор корпуса на колонке | Раз в 3 дня | И-20А |
| 5 | Подшипники гильзы шпинделя и гайки | Раз в 6 месяцев | ЦИАТИМ-203 |
Транспортировка и распаковка настольно-сверлильного станка 2М112
Для транспортировки станок 2М112 упаковывается в собранном виде. Перед упаковкой корпус сверлильного станка 2М112 опускается по колонке в крайнее положение.
Перед упаковкой корпус сверлильного станка 2М112 опускается по колонке в крайнее положение.
Все обработанные поверхности покрыты слоем антикоррозионной смазки. Комплект принадлежностей упакован вместе с настольно-сверлильным станком 2М112.
Монтаж и установка сверлильного станка 2М112
Установить сверлильный станок 2М112 на деревянном или металлическом верстаке. При установке станок 2М112 должен быть надежно заземлен и подключен к общей системе заземления цеха. К верстаку настольно-сверлильный станок кренить 4 болтами.
Подготовка настольно-сверлильного станка 2М112 к первоначальному пуску
Удалить антикоррозионные покрытия, нанесенные перед упаковкой на открытые обработанные неокрашенные части станка, с помощью авиационного бензина или уайт-спирита (тяжелого бензина), или керосина.
Смазать все места, указанные в разделе «Система смазки».
Схема расположения и спецификация подшипников качения настольно-сверлильного станка 2М112
| № подшипников по стандарту | 180305 | 180203 | 180104 | 8204 |
| ГОСТ | 8882-75 | 8882-75 | 8882-75 | 7872-89 |
| Тип шарикоподшипника | радиальный однорядный | радиальный однорядный | радиальный однорядный | упорный однорядный |
| Место установок узел | Втулка шлицевая | Шпиндель | Шпиндель | Шпиндель |
| Место установок № вала | 1 | 1 | 1 | 1 |
| № позиции по схеме | 1 | 2 | 3 | 4 |
| Кол-во | 2 | 1 | 1 | 1 |
Спецификация
чертежей изнашивающихся деталей настольно-сверлильного станка 2М112
Обозначение детали | Наименование детали | Кол-во | Вес, кг | Материал |
2М112. | Шпиндель | 1 | 0,7 | Сталь 40Х |
2М112.21 411 | Гайка | 1 | 0.068 | Сталь 45 |
2М112.21.418 | Рукоятка | 1 | 0,049 | Сталь 45 |
2М112.21.420 | Втулка | 1 | 0,05 | Сталь 45 |
2М112.21.416 | Пружина | 1 | 0,06 | Сталь 65Г |
2М112.21.403 | Втулка шлицевая | 1 | 0,15 | Сталь 40Х |
 21.401
21.401Втулка шлицевая 2М112-01-01-1
Материал: сталь 40Х ГОСТ 4543-71
Шпиндель 2М112-01-02-2
Материал: сталь 40Х ГОСТ 4543-71
Гайка 2М112-01-02-3
Материал: Сталь 45 ГОСТ1050-88
Покрытие – Хим.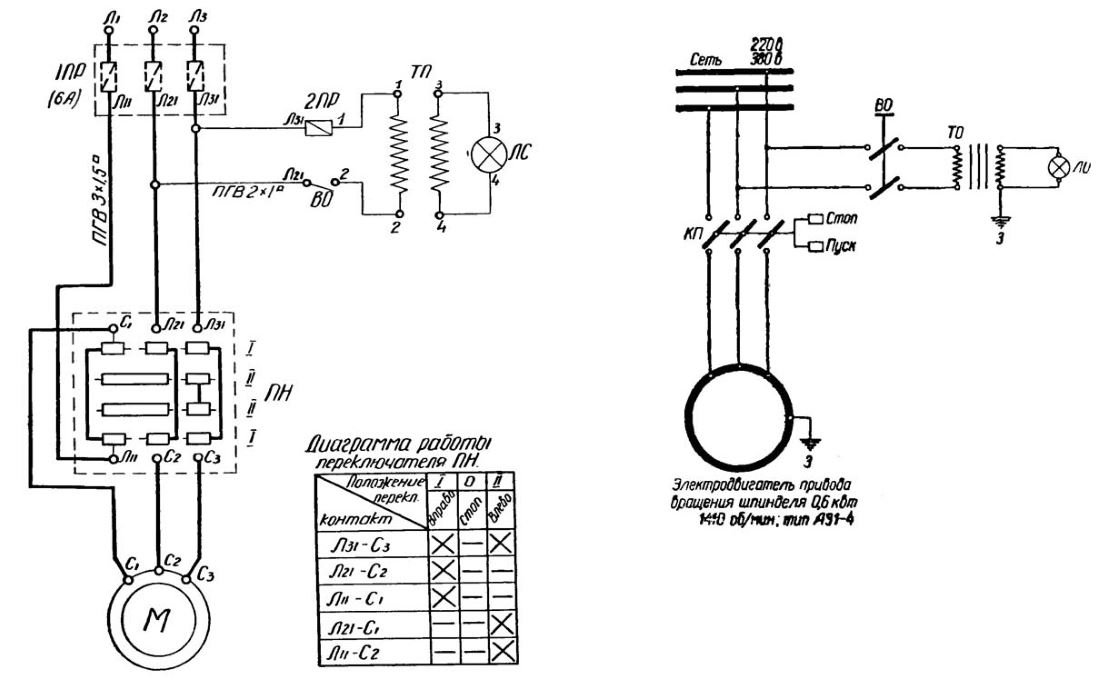 Окс.прм.
Окс.прм.
Пружина 2М112-01-08
Материал: Сталь65Г ГОСТ14959-79
Шпилька 2М112-01-04-1
Материал: Ст 3 ГОСТ 380-2005
Покрытие – Хим. Окс. прм.
Втулка 2М112-01-07
Материал: Ст3 ГОСТ 380-2005
Электрооборудование настольно-сверлильного станка 2М112
- Электрооборудование сверлильного станка 2М112 рассчитано на питание от сети переменного трехфазного тока напряжением 380В, 50 Гц.
- В случае необходимости станок 2М112 с электрооборудованием может быть выполнен по особому заказу на напряжение 220В, 50 Гц.
- Пусковая и защитная аппаратура смонтированы в плите настольно-сверлильного станка 2М112.
Привод станка 2М112
- Для привода шпинделя (Д1) используется двигатель переменного тока тип 5АИ 71 А4 (0,55 кВт, 1500 об/мин.) IM 3081
Блокировки 2М112
- При вращении двигателя (Д1) в одну сторону включение его в другую сторону невозможно.

Защита настольно-сверлильного станка 2М112
- Электрооборудование станка 2М112 защищается от коротких замыкании и перегрузок однополюсным автоматическим выключателем.
- Для предотвращения самозапуска электродвигателей применена нулевая защита с использованием контактов магнитных пускателей K1 и К2.
Принципиальная электрическая схема настольно-сверлильного станка 2М112
Спецификация покупного электрооборудования
Обозначение по схеме | Наименование | Кол-во |
QFI | Выключатель автоматический ВА47-2916А | 1 |
КМ1, КМ2 | Контактор магнитный КМИ 11210 | 2 |
М | Электродвигатель: | 1 |
SB1 | Кнопка КЕ021 красн. | 1 |
SB2 | Кнопка КЕ011 черн. | 1 |
SB3 | Кнопка КЕ011 черн. | 1 |

Указания по подключению и обслуживанию электрооборудования сверлильного станка 2М112
- Станок настольно-сверлильный 2М112 должен быть присоединен к общей системе заземления цеха с помощью специального болта, расположенного на плите станка. Заземление станка и эксплуатация его электрооборудования должны производиться в соответствии с требованиями «Правил технической эксплуатации и безопасности обслуживания электроустановок промпредприятий».
- При обслуживании, наладке и ремонте электрооборудования станка 2М112 необходимо руководствоваться установленными правилами техники безопасности при электромонтажных работах. Доступ к контактным частям электрических машин и аппаратов разрешается только после отключения станка от сети автоматическим выключателем.
- Рекомендуется сделать вначале пробный пуск сверлильного станка 2М112 на холостом ходу на всех скоростях последовательно, начиная с наименьших оборотов шпинделя.
 В первый период после пуска станка не рекомендуется работать на максимальных оборотах шпинделя.
В первый период после пуска станка не рекомендуется работать на максимальных оборотах шпинделя. - Для обеспечения длительной и безаварийной работы сверлильного станка 2М112 необходимо регулярно:
- очищать от пыли, электродвигатель, пусковую и защитную аппаратуру,
- очищать от нагара контакты,
- подтягивать по мере необходимости соединения проводов с аппаратурой.
Соблюдение вышеупомянутых правил обеспечит длительную бесперебойную работу сверлильного станка 2М112 и безопасность обслуживающего персонала
Первоначальный пуск настольно-сверлильного станка 2М112
- Перед первоначальным пуском станка 2М112 должны быть выполнены все указания, изложенные в разделах «Электрооборудование станка» и «Система смазки», относящиеся к первоначальному пуску.
- Затем делается пробный пуск на холостом ходу на всех скоростях последовательно, начиная с наименьших оборотов шпинделя. Убедившись в нормальной работе всех механизмов станка, можно приступить к его эксплуатации.

- В первый период после пуска настольно-сверлильного станка 2М112 не рекомендуется работать на максимальных оборотах шпинделя.
Обзор настольно-сверлильного станка 2М112
Станок предназначен для сверления отверстий и нарезания резьбы в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов в условиях промышленных предприятий, ремонтных мастерских и бытовых мастерских.
Простота конструкции обеспечивает легкость управления, надежность и долговечность станков.
Отсчет глубины сверления производится по плоской шкале или упору.
Пятиступенчатые шкивы привода позволяют получать пять скоростей вращения шпинделя, что обеспечивает свободный выбор скоростей резания.
Оригинальная конструкция натяжения ременной передачи позволяет быстро менять положение ремня на шкивах для получения нужной скорости резания.
Использование тумбы для установки станка дает возможность для сверления торцов длинных деталей, например валов. Диаметр вала — до сто двадцати миллиметров, длина — до тысячи миллиметров.
Диаметр вала — до сто двадцати миллиметров, длина — до тысячи миллиметров.
Станки 2М112 позволяют выполнять следующие операции:
- сверление
- зенкерование
- развертывание
- рассверливание
- нарезание резьб
Общий вид сверлильного настольного станка 2М112
Фото сверлильного станка 2М112
Расположение составных частей сверлильного станка ТМНС-12
Расположение составных частей сверлильного станка ТМНС-12
Спецификация составных частей сверлильного станка ТМНС-12
- Стойка (колонна)
- Зажимное устройство корпуса
- Электропривод (электродвигатель)
- Механизм подъема корпуса
- Основание (кроншейн, башмак)
- Панель электроуправления
- Основание (стол, плита)
- Шпиндельный узел (шпиндель, гильза шпинделя, пиноль)
- Механизм подачи шпинделя
- Корпус (сверлильная головка, сверлильная бабка, хобот)
- Механизм натяжения ремня
- Кожух защитный
Краткое описание конструкции и работы настольного сверлильного станка ТМНС-12
Пятиступенчатый шкив шпинделя закреплен с помощью втулки на двух радиальных подшипниках.
Передача вращения от шкива шпинделю осуществляется при помощи двух призматических шпонок.
Электродвигатель закреплен на подмоторной плите, направляющие которой свободно входят в соответствующие расточки в хоботе. После того как ремень накинут на соответствующую ступень шкива, эта плита оттягивается от хобота до нормального натяжения ремня и в этом положении фиксируется прижимными винтами.
Спецификация составных частей сверлильного станка 2М112
- Колонка (Кронштейн) 2М112.40.00.000 — 1
- Зажимное устройство шпиндельной бабки 2М112.00.00.009 Ручка — 1
- Электропривод 2М112.80.00.000 Электрооборудование — 1
- Механизм подъема шпиндельной бабки 2М112.70.00.000 Рукоять — 1
- Кронштейн
- Плита 2М112.00.00.002 Плита — 1
- Кожух 2М112.78.00.000 Кожух — 1
- Шпиндельная бабка 2М112.00.00.001 Корпус — 1
- Механизм натяжения ремня 2М112.75.00.000 Рукоять — 1
- Плита подмоторная 2М112.10.00.
 000 — 1
000 — 1 - Шпиндель 2М112.30.00.000 — 1
- Хомут 2М112.50.00.000 — 1
- Ступица 2М112.60.00.000 — 1
Шпиндельная бабка настольно-сверлильного станка 2М112
Основу шпиндельной бабки составляет чугунный корпус. В корпусе смонтированы шпиндельный узел, механизм натяжения ремня, местное освещение станка.
Сзади к бабке прикреплен электродвигатель.
Шпиндельная бабка может поворачиваться на колонке и фиксироваться в нужном положении.
Для перемещения шпиндельной бабки по колонке 1 (рис. 2) надо освободить зажимное устройство 2.
Поворотом гайки 4 влево или вправо можно поднять или опустить шпиндельную бабку 8.
Особенности станка 2М112
Основой шпиндельной бабки станка служит корпус из чугуна со смонтированным шпиндельным узлом, механизмом ременного натяжения, системой местного освещения оборудования. К бабке сзади подсоединен электрический двигатель. Есть возможность для поворота шпиндельной бабки на колоне и ее закрепления в подходящей позиции.
Плита выполнена в виде отливки, имеющей емкость для сбора охлаждающей жидкости и ее отвода. В плиту вмонтировано электрическое оборудование станка. Передняя стенка плиты используется для размещения пульта. Рабочая плоскость плиты оснащена Т-образными пазами, на которые можно крепить необходимые элементы. Верхний уступ плиты в кронштейне предназначен для монтажа колонки, которая отвечает за перемещение шпиндельной бабки. Соединение колонки с кронштейном неподвижное.
Местом крепления шпиндельного узла служит корпус, а шпинделя – гильза на шарикоподшипниках. Вращающее движение шпинделю передается от втулки и шкива с использованием шлицевого соединения. Для подачи шпинделя используется ручной механизм, работающий от вращения штурвала с помощью гильзы с рейкой и валика-шестерни. Чтобы снять сверлильный патрон со шпиндельного конуса применяется особая гайка.
Шпиндельный узел настольно-сверлильного станка 2М112
Чертеж шпиндельного узла сверлильного станка 2М112
Шпиндель настольно-сверлильного станка 2М112
Шпиндельный узел (рис. 5) смонтирован в корпусе, а шпиндель 1 — в гильзе 4 на шарикоподшипниках 3 и 6.
5) смонтирован в корпусе, а шпиндель 1 — в гильзе 4 на шарикоподшипниках 3 и 6.
Шпиндель получает вращение от втулки 8 и шкива 9 через шлицевое соединение.
Подача шпинделя — ручная, осуществляется вращением штурвала при помощи валика-шестерни 5 и гильзы с рейкой 4.
Гайка 2 предназначена для снятия сверлильного патрона с конуса шпинделя.
Описание работы сверлильного станка 2М112
Шпиндель сверлильного станка 2М112 может перемещаться по колонне и крепится посредством винтового зажима. Пиноль станка может подниматься до высоты 400 мм над поверхностью рабочего стола, позволяя обрабатывать заготовки в широком диапазоне размеров.
Рабочий стол настольно-сверлильного станка 2М112
Ременная передача настольно-сверлильного станка 2М112
Перед пуском двигателя обрабатываемая деталь закрепляется зажимами, находящимися в Т-образных пазах, которые имеет координатного стол 2М112. Производитель сверлильного станка 2М112 в качестве дополнительного оборудования предлагает тиски, которые устанавливаются на станине в пазы координатного стола.
Шпиндель проверяется на рабочую скорость вращения, которая зависит от твёрдости детали, после чего вручную устанавливаются вылет инструментальной головки и её положение относительно координатного стола. В патрон устанавливается сверло (или метчик) необходимого диаметра. Ход (особенно, если он – большой) проверяется при неработающем приводе, после чего включается электродвигатель, и с деталью производится необходимая технологическая операция, сверление или нарезание резьбы.
Электрическая схема настольно-сверлильного станка 2М112
Регулировку высоты шпинделя для сверлильного станка 2М112 облегчает возвратная пружина. При наличии дополнительной тумбы в конструкции вылет для настольно-сверлильного станка Комунарас 2М112 можно искусственно увеличить, не теряя при этом в устойчивости оборудования. Набор сменных шкивов позволяет простым способом и оперативно работать с иной скоростью вращения.
Конус Морзе позволяет быстро сменить патрон для сверлильного станка 2М112 на иной рабочий инструмент с аналогичным креплением.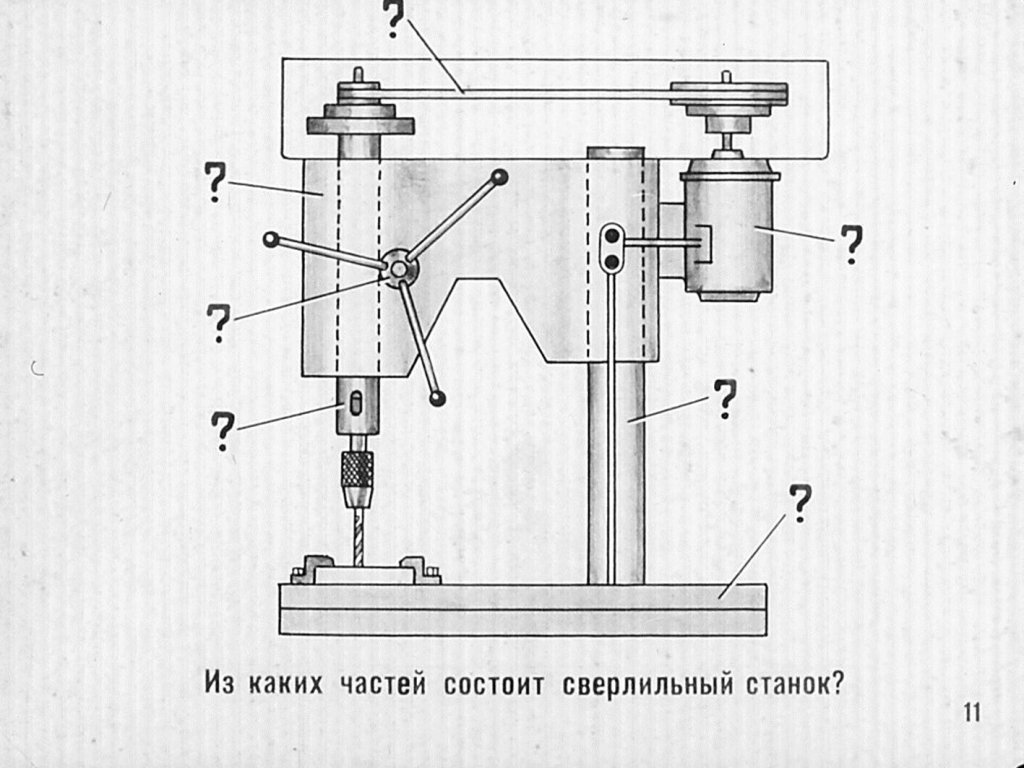
Удобство работы повышается благодаря тому, что рабочий стол неподвижен, а вращается пиноль, а точнее весь шпиндельный узел вокруг неподвижной опоры.
У станка 2М112 имеется подсветка, расположенная в шпиндельном узле.
Производители сверлильного агрегата 2М112 предусматривает его обязательное защитное заземление при работе для повышения безопасности. Подробные указания по заземлению содержит паспорт агрегата.
Скачать паспорт (инструкцию по эксплуатации) настольно-сверлильного станка 2М112
Технические характеристики станка 2М112
| Наименование параметра | 2М112 | НС-12А |
| Основные параметры станка | ||
| Наибольший диаметр сверления, мм | 12 | 12 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола | 0…400 | 20..420 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 190 | 185 |
| Рабочий стол | ||
| Ширина рабочей поверхности стола, мм | 250 | 360 х 360 |
| Число Т-образных пазов | 3 | 3 |
| Шпиндель | ||
| Наибольшее перемещение шпиндельной головки, мм | 300 | |
| Ход гильзы шпинделя, мм | 100 | 100 |
| Частота вращения шпинделя, об/мин | 450, 800, 1400, 2500, 4500 | 450, 710, 1400, 2500, 4500 |
| Количество скоростей шпинделя | 5 | 5 |
| Конус шпинделя | Морзе В18 | Морзе 2 |
| Привод | ||
| Электродвигатель привода главного движения, кВт | 0,55 | 0,65 |
| Габарит и масса станка | ||
| Габариты станка (длина ширина высота), мм | 795 х 370 х 950 | 770 х 465 х 700 |
| Масса станка, кг | 120 | 121 |
Технические характеристики настольно-сверлильного вертикального станка 2М112.

| Величины | ||
| Класс точности | Н | |
| Наибольший диаметр сверления | мм | 12 |
| Конус конци шпинделя | Конус Морзе 2 | |
| Вылет шпинделя от колоны | мм | 190 |
| Наибольшее растояние от торца шпинделя ло стола | мм | 400 |
| Наибольший ход шпинделя | мм | 100 |
| Ширина рабочей поверхности стола | мм | 250 |
| Число Т-образных пазов | 3 | |
| Расстояние между пазами | мм | 50 |
| Ширина центрального паза | мм | 14А3 |
| Число скоростей шпинделя | 5 | |
| Пределы чисел оборотов шпинделя | об/мин | 450 — 4500 |
| Длина станка | мм | 770 |
| Ширина станка | мм | 370 |
| Высота станка | мм | 820 |
| Масса станка | кг | 120 |
| Мощность электродвигателя шпинделя | кВт | 0,55 |
| Частота вращения двигателя шпинделя | об/мин | 1470 |
Расположение органов управления сверлильным станком 2А112
Расположение органов управления сверлильным станком 2а112
Спецификация органов управления станка 2А112
- Рукоятка ручной подачи шпинделя
- Рукоятка фиксации шпиндельной бабки на колонне
- Рукоятка для перемещения шпиндельной бабки по колонке
- Кнопки управления электродвигателем
- Гайка для регулирования скорости вращения шпинделя
Настройка шкалы перемещения шпинделя сверлильного станка 2М112
Настройка шкалы перемещения шпинделя станка 2М112
При сверлении на заданную глубину можно пользоваться упором, используя шкалу перемещения шпинделя.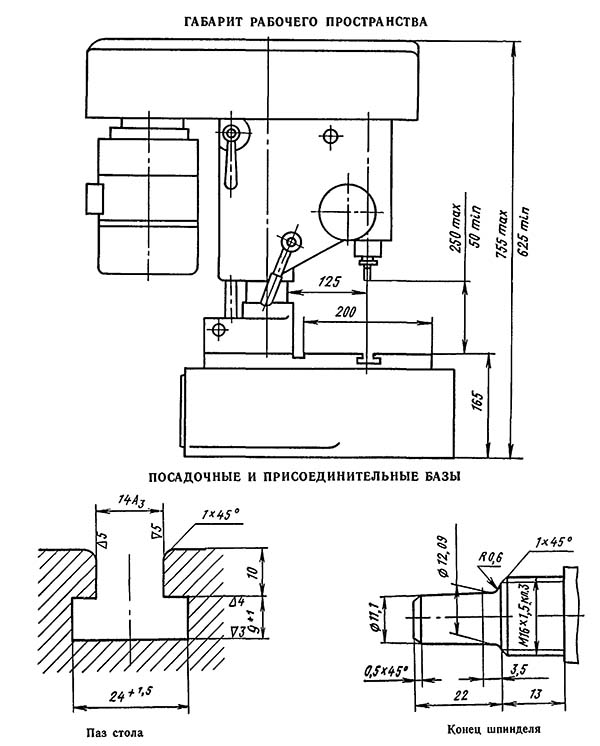 Поворотом штурвала следует довести сверло до поверхности обрабатываемого изделия и засверлить на глубину конусной заточки сверла. Затем освободить фиксатор 4 и поворотом гайки 5 установить указатель 2 в положение «О». Повернув гайку 5, установить заданную глубину сверления и законтрить фиксатор 4.
Поворотом штурвала следует довести сверло до поверхности обрабатываемого изделия и засверлить на глубину конусной заточки сверла. Затем освободить фиксатор 4 и поворотом гайки 5 установить указатель 2 в положение «О». Повернув гайку 5, установить заданную глубину сверления и законтрить фиксатор 4.
Регулирование сверлильного станка 2М112
В процессе эксплуатации станка возникает необходимость в регулировании его составных частей с целью восстановления их нормальной работы.
Регулирование натяжения ремней привода Если с течением времени наблюдается уменьшение крутящего момента шпинделя, то следует проверить натяжение ремня. Если ремень окажется недостаточно натянутым, его следует подтянуть. Для этого требуется поднять кожух, закрывающий клиноременную передачу, освободить подмоторную плиту от зажима при помощи рукоятки 6 (рис. 3), поворотом кнопки 2 натянуть ремень и опять зафиксировать плату рукояткой 6.
Электрооборудование и электрическая схема сверлильного станка 2М112
Электропитание сверлильного станка 2м112 ~380 или ~220 Вольт. Станки, изготовленные для промышленных предприятий и учебных заведений имют питающее напряжение ~380 В, для передвижных мастерских — ~220 В. Местное освещение имеет безопасное напряжение ~24 В.
Станки, изготовленные для промышленных предприятий и учебных заведений имют питающее напряжение ~380 В, для передвижных мастерских — ~220 В. Местное освещение имеет безопасное напряжение ~24 В.
Все электрооборудование станка: переключатели, трансформатор, предохранители помещается под плитой рабочего стола.
Электрическая схема сверлильного станка 2М112 на 380В
Электрическая схема сверлильного станка 2М112 на 220В
Горизонтально-направленное бурение и безопасность на рабочей площадке
Исходя из предположения, что все рабочие прошли обучение и понимают процесс горизонтально-направленного бурения и операции с оборудованием ГНБ, в этой статье содержатся напоминания о том, что бригады землекопов должны уделять внимание безопасности на буровой площадке. .
Горизонтально-направленное бурение (ГНБ) — это бестраншейная технология, в которой используется наземное оборудование для горизонтального бурения под землей и установки труб, кабелепроводов и кабелей. ГНБ можно использовать там, где традиционные вертикальные земляные работы слишком опасны, на участках с ограниченным пространством, например, в густонаселенных городских районах, а также в промышленных и жилых районах.
ГНБ можно использовать там, где традиционные вертикальные земляные работы слишком опасны, на участках с ограниченным пространством, например, в густонаселенных городских районах, а также в промышленных и жилых районах.
Проекты горизонтально-направленного бурения всегда различаются в зависимости от диаметра скважины, длины установки и сложности отдельных рабочих площадок, таких как физические особенности, погода и тип отрасли.
Хотя горизонтально-направленное бурение может быть экономичным и экологически безопасным вариантом (по сравнению с традиционными открытыми траншеями), из-за ограниченной видимости может быть труднее избежать инженерных коммуникаций. Потенциальные опасности, связанные с операциями ГНБ, включают опасность удара и захвата движущимися механическими частями, а также поражение электрическим током, пожар и взрыв из-за повреждения электрических и газовых линий.
ВАЖНЫЕ ТЕРМИНЫ, КОТОРЫЕ СЛЕДУЕТ ЗНАТЬ:
Задний расширитель: инструмент, используемый для расширения пилотного отверстия и для протягивания инженерной линии в отверстие.
Отверстие: расширенная подземная полость или отверстие, созданное в процессе ГНБ.
Корпус: труба, установленная для стабилизации ствола большего диаметра после бурения.
Кабелепровод: пластиковый трубопровод , установленный в скважине для защиты оптоволоконного кабеля или линий электропередач низкого напряжения.
Буровая штанга и головка: металлический стержень и буровое долото, которые передают вращательное усилие, передают буровой раствор в скважину и извлекают грунт и горную породу при проходке скважины.
Копание рытвин: метод, используемый для выкапывания небольших пробных ям с поверхности до заглубленной инженерной сети, чтобы выявить ее местоположение. Методы варьируются от ручного копания до использования механических инструментов для копания.
Приемный котлован: выемка, в которую загоняют и извлекают оборудование для бестраншейной технологии после установки трубопровода, трубопровода или кабеля.
Устройство слежения: устройство, используемое для отслеживания хода бурения по траектории бурения с использованием электромагнитного поля для обнаружения буровой головки.
Вакуумный экскаватор: система, используемая для рытья выбоин с помощью воздуха или воды под высоким давлением для разрушения и всасывания почвы и обнажения подземных коммуникаций.
Перед бурением проверить расположение существующих подземных коммуникаций. Прежде чем начать какое-либо бурение, подрядчики должны использовать систему определения местонахождения коммунальных служб своего штата. Всегда звоните по номеру 811 или по номеру «Позвоните перед тем, как копать» в вашем районе, чтобы установить расположение подземных коммуникаций в рабочей зоне. Дополнительные шаги в процессе идентификации могут включать:
- Визуально осмотрите весь запланированный путь раскопок на наличие конструкций, указывающих на потенциальные подземные коммуникации, таких как газовые счетчики и крышки люков.

- По возможности просмотрите чертежи, чтобы проверить расположение подземных коммуникаций.
- Сравните результаты с маркировкой на поверхности, чтобы определить любую пропущенную полезность.
Подземные инженерные коммуникации бывает трудно идентифицировать, поскольку они могут быть перекрыты другими линиями, не задокументированы, проложены на глубине, отличной от требований правил, и/или в другом месте от первоначальной установки из-за оседания грунта.
Локаторы подземных коммуникаций обычно не могут предоставить информацию о глубине для инженерных сетей. Внедрите безопасные методы работы, такие как выбоины, чтобы проверить глубину инженерных коммуникаций рядом с запланированным бурением. Важно, чтобы выбоины проходили на запланированную глубину пути бурения, даже если она выходит за пределы самой глубокой известной линии инженерных коммуникаций, чтобы выявить любые скрытые линии. Выбоины также позволяют устройству слежения визуально наблюдать за буровой штангой и буровой головкой во время бурения, чтобы гарантировать, что оператор ГНБ не заденет инженерные сети вдоль траектории бурения.
Рабочие должны уметь определять возможную утечку природного газа. Ручные детекторы природного газа наиболее эффективны, но есть и другие индикаторы:
- Грязь, вода или мусор, выдуваемые с земли в воздух.
- Необычный звук, такой как шипение, свист или рев, вблизи газопровода.
- Характерный сернистый запах, который обычно добавляют к природному газу, хотя некоторые люди не чувствуют запаха. Обратите внимание, что не весь газ имеет запах, особенно на крупных промышленных объектах, и его запах может быть невозможно различить.
Немедленно свяжитесь с местными аварийно-спасательными службами (по телефону 911), если земляные работы привели к выбросу природного газа.
Бурите со скоростью, достаточной для того, чтобы устройство слежения обнаруживало любые отклонения бурильной колонны, вызванные большими препятствиями. Трекеры должны часто проверять показания устройства слежения во время операций с жестким диском и сравнивать их с показаниями дооперационного обхода. Если происходят какие-либо изменения в показаниях, например, в глубине, трекер должен немедленно дать оператору сигнал прекратить бурение, провести расследование и принять соответствующие меры предосторожности, прежде чем продолжить бурение.
Если происходят какие-либо изменения в показаниях, например, в глубине, трекер должен немедленно дать оператору сигнал прекратить бурение, провести расследование и принять соответствующие меры предосторожности, прежде чем продолжить бурение.
Трекеры также будут заглядывать в выбоины, чтобы наблюдать за бурильной колонной, когда она проходит рядом с подземными инженерными коммуникациями во время бурения, и направлять оператора ГНБ вдоль траектории бурения, чтобы избежать удара по линии, и обратного расширителя, чтобы убедиться, что он следует за стволом. пути и избегает инженерных коммуникаций.
Перед началом бурения необходимо принять следующие меры предосторожности.
- Места входа и выхода бурения должны быть четко обозначены или закреплены колышками. В этих зонах должна быть обеспечена безопасная рабочая зона.
- Все воздушные линии электропередач идентифицированы и промаркированы.
- План действий в чрезвычайных ситуациях для конкретного объекта, а также эффективный план управления дорожным движением существуют для защиты рабочих и доведены до сведения всей команды.

Для эксплуатации машины ГНБ требуются технически квалифицированные рабочие, которые понимают сложность машины и методы безопасной работы. Только обученный и квалифицированный персонал может эксплуатировать машины горизонтально-направленного бурения.
Стандарт OSHA 1926.20(b)(4) Работодатель должен допускать к работе с оборудованием и машинами только тех сотрудников, которые имеют квалификацию или опыт.
Рекомендации по безопасности оператора ГНБ включают:
- Прочтите, усвойте и следуйте указаниям и указаниям, содержащимся в руководстве оператора.
- Носите соответствующие средства индивидуальной защиты в соответствии с задачей и правилами OSHA.
- Проведите обходной осмотр, проверьте все жидкости и отметьте все элементы, требующие обслуживания и ремонта. Перед эксплуатацией убедитесь, что все важные ремонтные работы выполнены.
- Ознакомиться с рабочей зоной.
- Удалите из кабины мусор и другие предметы, которые могут помешать безопасной работе.
- Проверить работу и точность оборудования слежения.
- Используйте 3 точки контакта, чтобы войти в машину. Не используйте органы управления
- в качестве поручней при входе или выходе из кабины оператора.
- Перед запуском машины убедитесь, что органы управления правильно настроены.
- Для подключения и отключения используйте только разрешенные методы и оборудование
- Компоненты системы бурения.
Weeklysafety.com раздает 10 бесплатных тем по безопасности. Кредитная карта не требуется! Воспользуйтесь преимуществом и получите бесплатный набор тем для совещаний по безопасности сегодня, нажав кнопку ниже.
Членство в Weeklysafety.com предоставляется по очень низкой цене, которая никогда не повышается, независимо от того, сколько у вас сотрудников и сколько замечательных тем по безопасности вы используете. В ваше членство включены сотни тем по безопасности, которые вы можете использовать для своих совещаний по безопасности, обсуждений с инструментами и моментов безопасности.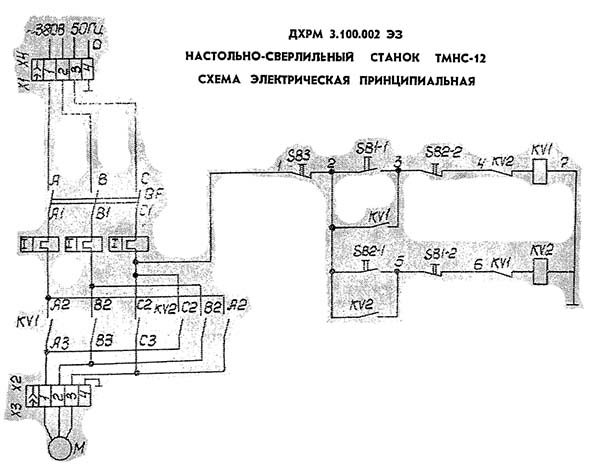
Посетите наш веб-сайт, чтобы узнать больше обо всем, что связано с членством в Weeklysafety.com. Нажмите ниже, чтобы узнать больше сегодня!
Загрузите этот бесплатный отчет сегодня и получите вдохновение для улучшения вашей программы безопасности на рабочем месте!
Станок сверлильный 2М112. Восстание металла
Привет друзья. Сегодня имеем сверлильный станок 2м112, который был спасен от приема металла в виду его приличного состояния, а именно отсутствия люфта в шпинделе. Мы займемся его восстановлением. Начнем с механизма ручной подачи шпинделя. Он крепится к валу шестерни с помощью фиксирующего болта. Открутив болт, снимаем ручку. Да! Это ж какими варварами надо быть, чтобы так издеваться над машиной. Сами ручки, которые необходимо вкрутить в корпус, приварены наглухо. И это не ручки, а кусочки такого-то стержня. Варвары. Зажать в тиски и вырезать нахрен все это дело болгаркой. Мы будем делать нормальные ручки, потому что на рабочей машине работать приятно, это факт. После отрезания удаляем остатки сварки лепестковым кругом зернистостью 60. Также можно применить подметальный круг, но поверхность после обработки будет более шероховатой. Зачищать нужно до тех пор, пока на месте сварки не появится полный круг. Это нужно для того, чтобы ничто не удерживало оставшийся кусок. Если по краям осталась сварка, то откручивать ее будет другим занятием.
После отрезания удаляем остатки сварки лепестковым кругом зернистостью 60. Также можно применить подметальный круг, но поверхность после обработки будет более шероховатой. Зачищать нужно до тех пор, пока на месте сварки не появится полный круг. Это нужно для того, чтобы ничто не удерживало оставшийся кусок. Если по краям осталась сварка, то откручивать ее будет другим занятием.
Накрутил в центре углубление и прошел сверлом 4 мм, потом попробовал 8 мм, и тут мне попалось левое сверло диаметром 5 мм. Часто бывает, что при сверлении этим сверлом оно закусывает и отломившийся кусок сам закручивается. Мне повезло, и я этим методом открутил все три обрыва. Далее правим деталь тем же лепестковым кругом, снимая насадки со сварки и выравнивая поверхность. Осталось сделать ручки. Для них, кстати, подошли штоки от амортизаторов. Они 11 мм в диаметре, и нужна резьба М10. Зажимаем брусок в токарном патроне и обтачиваем конец заготовки до диаметра 10 мм, длина паза около 15 мм. Я напечатал шарики на 3D-принтере.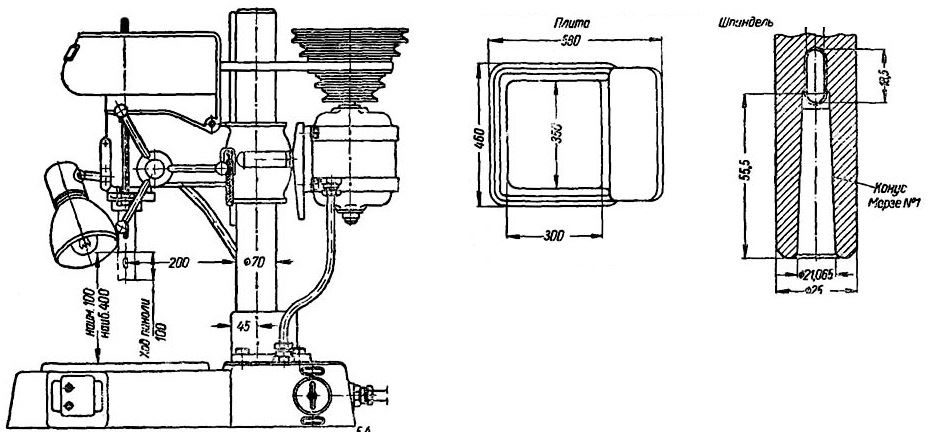 Имеют центральное отверстие под резьбу М8. . Возьмите метчик и нарежьте внутреннюю резьбу. Важно не переусердствовать, иначе можно сдавить верхушку шарика. Нить нарезается вручную, ничего нигде зажимать не нужно. С другой стороны сверлим заготовку до диаметра 8 мм и длины около 10-12 мм. Как здорово перемолоть то, что нужно. Вам не придется часами искать нужную хрень в ящиках и дорабатывать ее болгаркой и напильником. Красота. Обязательно сделайте фаску в начале для лучшего подхода. Как-то так это выглядит. Теперь обрезаем нить, не забывая капать масло. Прорезаем на пол-оборота вперед и немного назад, тем самым обрывая стружку. При нарезании в ней нити шарик наматывается без проблем. Эту процедуру необходимо повторить для оставшихся двух баров. В итоге имеем вот такую ручку. Жаль, что один шток оказался потёртым и это немного портит вид, ну годный получится, переделывать недолго.
Имеют центральное отверстие под резьбу М8. . Возьмите метчик и нарежьте внутреннюю резьбу. Важно не переусердствовать, иначе можно сдавить верхушку шарика. Нить нарезается вручную, ничего нигде зажимать не нужно. С другой стороны сверлим заготовку до диаметра 8 мм и длины около 10-12 мм. Как здорово перемолоть то, что нужно. Вам не придется часами искать нужную хрень в ящиках и дорабатывать ее болгаркой и напильником. Красота. Обязательно сделайте фаску в начале для лучшего подхода. Как-то так это выглядит. Теперь обрезаем нить, не забывая капать масло. Прорезаем на пол-оборота вперед и немного назад, тем самым обрывая стружку. При нарезании в ней нити шарик наматывается без проблем. Эту процедуру необходимо повторить для оставшихся двух баров. В итоге имеем вот такую ручку. Жаль, что один шток оказался потёртым и это немного портит вид, ну годный получится, переделывать недолго.
Еще одна проблема после криворуких умельцев это гайка перемещения бабки на колонке.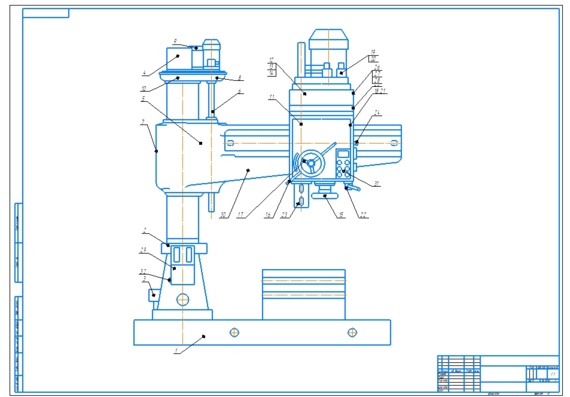 Здесь ручки также тупо приварены к гайке. Блин, как же так, а! В этом узле установлен упорный подшипник для предотвращения трения между гайкой и передней бабкой. Закрывается металлической крышкой, которую тоже удалось прожечь сваркой. Хорошо, что хоть одна ручка не приварена, есть шанс открутить. Перебираем в тиски и срезаем все выступающие части, стараясь не задеть защитный кожух. Все эти процедуры отнимают дичайшее количество времени и сил.
Здесь ручки также тупо приварены к гайке. Блин, как же так, а! В этом узле установлен упорный подшипник для предотвращения трения между гайкой и передней бабкой. Закрывается металлической крышкой, которую тоже удалось прожечь сваркой. Хорошо, что хоть одна ручка не приварена, есть шанс открутить. Перебираем в тиски и срезаем все выступающие части, стараясь не задеть защитный кожух. Все эти процедуры отнимают дичайшее количество времени и сил.
Ножовкой выпилил паз и попеременно двигая вправо-влево, он легко выкрутился с помощью отвертки и пассатижей. Резьба внутри целая и это радует, но было решено сбить ее метчиком М8. Со второй ручкой тоже все получилось хорошо. Как и в первой детали, отшлифовал лепестковое колесо сваркой и левой дрелью, пока сверлил дырку, гад закрутил. Осталось самое больное место. Мы не пожалели здесь электродов и заварили будь здоров. Ну придурки. И снова на помощь приходит болгарка, с помощью которой отсекаем все лишнее. Кстати, 80% всех самоделок делается сваркой и болгаркой. Внимательно присмотревшись, этот кусок легко выбивается с обратной стороны. Просто на стержне не было резьбы и он вставлялся в отверстие и приваривался. Теперь запускаем резьбу и притачиваем сварку. Получаем совершенно бесполезную деталь. Порывшись в запасах, нашел почти готовую ручку под гайку да еще и с шариком. Решил, что пока будет одна ручка. Если неудобно, всегда можно подточить два других.
Внимательно присмотревшись, этот кусок легко выбивается с обратной стороны. Просто на стержне не было резьбы и он вставлялся в отверстие и приваривался. Теперь запускаем резьбу и притачиваем сварку. Получаем совершенно бесполезную деталь. Порывшись в запасах, нашел почти готовую ручку под гайку да еще и с шариком. Решил, что пока будет одна ручка. Если неудобно, всегда можно подточить два других.
Теперь приступаем к бабке шпинделя. Отвинтите натяжение ремня рукоятки и снимите пластину двигателя. Нам это пока не нужно. Кстати, она сидит на пазах типа ласточкина хвоста. Также есть прижимная пластина. Затянув винты сбоку, можно убрать люфт. Ремонтировать в шпиндельной головке особо нечего, поэтому вооружаемся наждачкой и счищаем краску. Полностью снимать краску на чугунной детали я не стал, так как есть заводская шпаклевка, похожая на современную, с добавлением алюминиевой пудры. А на фрезерованных поверхностях краска легко снимается скребком, взбитым с напильника. После всех процедур очистки, обезжирил и покрасил аэрозольной краской темно-синего цвета. Замечательно то, что время высыхания составляет 10 минут.
После всех процедур очистки, обезжирил и покрасил аэрозольной краской темно-синего цвета. Замечательно то, что время высыхания составляет 10 минут.
Теперь откручиваем болты кронштейна колонки. Их 6. . Зачистив скобу наждачной бумагой, обезжирил и покрасил все той же краской из баллончика. Переходим к столу. Эта штука весит 40 фунтов. Вот это я понимаю таблица. Буду чистить мягкой щеткой для болгарки. Здесь не обойтись без очков и респиратора. Как-то не хочется убирать с глаз куски проволоки. Потом зрение не вернешь. Очищаем контактную поверхность, прилегающую к кронштейну стойки, Т-образные пазы и все поверхности. После чистки снял переднюю панель с кнопками и всю электрику. Почти все это здесь уже не нужно. Еще раз прошелся кистью, наждачной бумагой, зачистил боковые поверхности, заклеил плоскость стола малярным скотчем, продул из баллончика.
Теперь подойдите к двигателю. Родной шкив был срезан болгаркой. Порывшись в закромах нашел кусок вала с резьбой. Кажется, когда-то это был генератор или насос ГУР от автомобиля. На него надевается шайба, сам шкив и все это зажимается гайкой. Диаметр этого вала 15 мм, а вала на двигателе 9,5 мм. Немного подумав, я решил, что лучшим типом соединения будет запрессовка одного вала на другой. Ну раз так, то переходим к токарной обработке. Зажимаем заготовку в патрон и сверлим центрирующим сверлом. Это должно быть сделано. Углубление поможет сверлу войти в металл в нужном месте. Без него дрель может легко увести, нарушив соосность. Далее поставил сверло диаметром 4 мм и пошел на нужную глубину. Затем он просверлил его 9мм сверлом и просверлил отверстие до необходимого диаметра сверлильным инструментом. После запрессовки взял на всякий случай шайбу и два вала со сваркой. Ну мало ли, проверит там или еще что. Теперь приступим к мотору печки. Есть 4 отверстия для крепления родного электродвигателя. Конечно, для этого мотора они не подошли, и пришлось сверлить еще две дырки. Вставил туда длинные болты и через большие шайбы прикрутил моторчик. При затягивании ремня мне это крепление показалось не очень жестким. И на всякий случай с обратной стороны мотора прикрутил на имеющиеся отверстия кусок уголка. Сейчас все жестко. Также между печкой и мотором пришлось поставить проставки, чтобы шкив подходил по высоте. После всех подгонок печка была покрашена.
При затягивании ремня мне это крепление показалось не очень жестким. И на всякий случай с обратной стороны мотора прикрутил на имеющиеся отверстия кусок уголка. Сейчас все жестко. Также между печкой и мотором пришлось поставить проставки, чтобы шкив подходил по высоте. После всех подгонок печка была покрашена.
Можно начинать сборку.
Теперь электрик, контроллер на ардуино будет управлять мотором. Стартер управляется кнопкой пуск, стоп и нужно купить переключатель для реверса. Переднюю панель надо красить, а пока. Просунул провода в гофру и закрепил. Протянув провода внутри стола, он кинул их на клеммную колодку. Здесь все готово и можно установить внутрь стола так называемый электрошкаф.
Временно кинул провода на двигатель. Сварю стол для дрели, потом окончательно все подключу в коробку, а регулятор повешу на стену рядом со станком. в моей мастерской появилась еще одна станция. Надеюсь, что он прослужит мне долго.
Следующее задание готовить под его столом и доделывать мелкие мелочи.
