Станок своими руками токарно фрезерный станок по: Как изготовить токарно-фрезерный станок по дереву с ЧПУ своими руками
Содержание
Станок токарно-фрезерный по металлу с ЧПУ для дома сделать самому своими руками
Токарно-фрезерные станки позволяют заниматься обработкой металлических изделий. За счет ЧПУ есть возможность дистанционно управлять инструментом. Непосредственно обработка материала осуществляется при помощи фрезы. Отличаются станки между собой по мощности двигателя, а также форме стойки.
Также различают модификации с горизонтальным и вертикальным расположением шпинделя. Еще важно отметить, что пиноли могут быть фиксированного либо подвижного типа. Чтобы узнать больше информации о сборке станков, необходимо рассмотреть конкретные конфигурации.
Горизонтально-фрезерный станок
Сделать данного типа токарно-фрезерный станок по металлу своими руками довольно просто. Двигатель в данном случае можно использовать небольшой мощности. Непосредственно фреза подбирается на 0.7 см. Однако в данном случае многое зависит от толщины будущих заготовок. В первую очередь для сборки собирается станина. Для этого потребуются металлические листы толщиной до 1.4 мм.
Для этого потребуются металлические листы толщиной до 1.4 мм.
Непосредственно пиноль для станков данного типа целесообразнее подбирать фиксированного типа. Направляющие можно приваривать только после опорных стоек. Если рассматривать простую модель, то стол делается без роликового механизма. С целью контроля положения фрезы применяются подъемные устройства. На рынке чаще всего продаются модификации с гидравлическими механизмами.
Вертикально-фрезерные устройства
Собирается данного типа станок (токарно-фрезерный) по металлу на базе коллекторного двигателя. Мощность его обязана составлять не менее 4.5 кВт. Все это позволит развивать большую скорость вращения шпинделя. Чтобы зафиксировать рабочую платформу, делается в первую очередь станина.
Особое внимание на этом этапе следует уделить нижней раме. С целью фиксации пиноли часто к стойке приваривают отдельную пластину. Для ее крепления на станке не обойтись без сварочного инвертора. Непосредственно направляющие фиксируются под шпинделем. Механизм для контроля фрезы можно подбрить гидравлического типа. Также специалисты советуют рассмотреть варианты с маховиками. В этом случае над станиной уславливается шкифт.
Механизм для контроля фрезы можно подбрить гидравлического типа. Также специалисты советуют рассмотреть варианты с маховиками. В этом случае над станиной уславливается шкифт.
Универсальные модели
Универсальный станок (токарно-фрезерный) по металлу собирается с фиксированными фланцами. Пиноли чаще всего подбираются с люнетом. Непосредственно суппорт для станка устанавливается продольного типа. Чтобы фиксировать материал, используются боковые стойки. Двигатель располагается в нижней части конструкции. ЧПУ в данном случае находится рядом с ним.
Перед установкой люнета важно закрепить направляющие. Для этого стандартно используется сварочный инвертор. Фланец целесообразнее подбирать небольших размеров. Электродвигатель на универсальный станок (токарно-фрезерный) по металлу подходит коллекторного типа. Мощность его максимум должна составлять 4.5 кВт. В среднем частота у таких устройств колеблется в районе 3 тыс. оборотов в минуту. Все это позволяет обрабатывать металлические заготовки различной толщины.
Мини-модель
Сделать мини токарно-фрезерный станок по металлу довольно просто. Чаще всего он собирается с асинхронным двигателем не большой мощности. Непосредственно суппорт для модели подбирается продольного типа. Фиксироваться он обязан сразу за направляющими. Стойку можно сделать с роликовым механизмом. Для удобства эксплуатации инструмента привариваются боковые поры. Нижний блок указанных устройств представляет собой цельносварную раму. С целью регулировки положения фрезы подойдет обычный люнет.
Устройства с горизонтальным шпинделем
Модификации с горизонтальным шпинделем являются очень распространенными. Электродвигатель для станков используется, как правило, коллекторного типа. С целью фиксации шкифа применяется прижимная пружина небольшого диаметра. Для защиты механизма контроля фрезы используется кожух. Направляюще у моделей устанавливаются за суппортом.
Непосредственно упоры нужно приваривать к стойке при помощи сварочного инвертора. Перед этим для модели собирается стойка. В качестве рабочей зоны можно использовать небольшую пластину из нержавеющей стали. ЧПУ обязано располагаться вместе с двигателем. Пиноль для моделей данного типа подойдет с осевым штифтом. С целью защиты рук во время работы с материалом используются пластины выгнутой формы. Зафиксировать их можно на верхней стойке при помощи винтов.
В качестве рабочей зоны можно использовать небольшую пластину из нержавеющей стали. ЧПУ обязано располагаться вместе с двигателем. Пиноль для моделей данного типа подойдет с осевым штифтом. С целью защиты рук во время работы с материалом используются пластины выгнутой формы. Зафиксировать их можно на верхней стойке при помощи винтов.
Модели с вертикальным шпинделем
Токарно-фрезерный станок по металлу для дома с вертикальным шпинделем позволяет очень быстро обрабатывать заготовки небольшой толщины. Основным недостатком конструкции являются громоздкие размеры. В данном случае двигатели применяются как коллекторного, так и асинхронного типа. В среднем мощность их равняется не более 3.5 кВ. Для того чтобы сделать станину для модели, потребуются листы металла с толщиной 1.5 мм. Несущая плита может устанавливаться непосредственно на раму. Для фиксации фрезы используются фланцы.
Направляющие в данном случае устанавливаются только после суппорта. Для повышения устойчивости конструкции часто привариваются боковые стойки.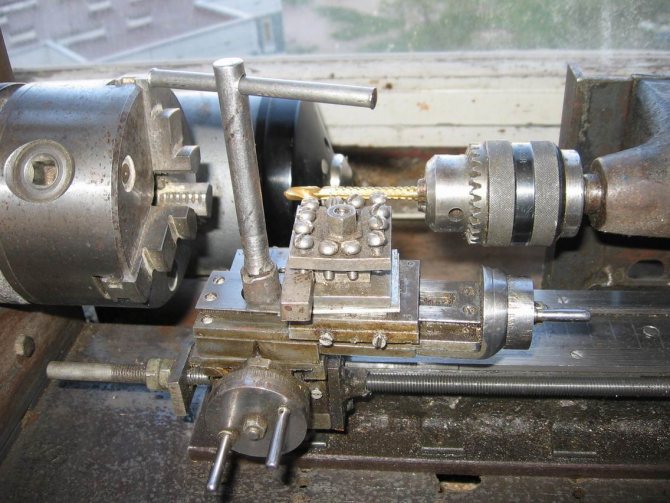 Также важно отметить, что пиноль на станок (токарно-фрезерный) по металлу целесообразнее подбирать подвижного типа. Для защиты рук во время работы устанавливаются щитки. Как правило, они используются небольшой толщины. Для их фиксации на верней стойке используются винты.
Также важно отметить, что пиноль на станок (токарно-фрезерный) по металлу целесообразнее подбирать подвижного типа. Для защиты рук во время работы устанавливаются щитки. Как правило, они используются небольшой толщины. Для их фиксации на верней стойке используются винты.
Станок с широкой опорой
Собрать настольный токарно-фрезерный станок по металлу с широкой опорой можно довольно просто. В первую очередь для работы изготавливается станина. Непосредственно суппорт для модели подбирается продольного типа. На рынке, как правило, представлены модификации с гидравлическими механизмами подачи фрезы. Самостоятельно их изготовить довольно сложно.
В данном случае целесообразнее отдать предпочтение обычным моделям с поворотными механизмами. Для этого возле пиноли крепится небольшой шкифт. Для защиты рук используются щитки. Непосредственно ЧПУ устанавливаются с двигателями коллекторного либо асинхронного типа.
Консольные модели
Консольный токарно-фрезерный станок с ЧПУ по металлу подходит для обработки изделий различной формы. Собираются модели на базе обычного коллекторного двигателя. Фланцы в данном случае фиксируются на пружине небольшого диаметра.
Собираются модели на базе обычного коллекторного двигателя. Фланцы в данном случае фиксируются на пружине небольшого диаметра.
Непосредственно направляющие специалисты рекомендуют использовать из нержавеющей стали. Крепиться они обязаны за суппортом в горизонтальном положении. Нижний блок станка должен обладать высокой жесткостью. Для этого привариваются боковые опоры. Также они помогут надежно зафиксировать заготовку на рабочей плите. Модификации с роликовыми механизмами встречаются довольно редко.
Модели без суппорта
Токарно-фрезерный станок с ЧПУ по металлу без суппорта делается на базе кулачкового люнета. В первую очередь для сборки подбирается двигатель. В этой ситуации подойдет небольшой мощности коллекторная модификация. Направляющие нужно использовать не слишком длинные.
Однако если рассматривать устройства с широкими стойками, то это не так. Для того чтобы регулировать положение фрезы, применяются маховики. Шкиф для модели устанавливается диаметром в 1.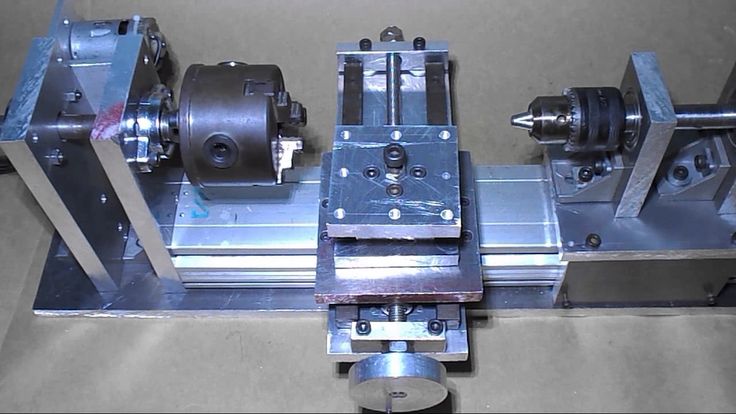 5 см. Для защиты суппорта применяется кожух. ЧПУ обязано располагаться возле электродвигателя.
5 см. Для защиты суппорта применяется кожух. ЧПУ обязано располагаться возле электродвигателя.
материалы для сборки и возможности аппарата
Для того чтобы успешно обрабатывать цилиндрические и конусообразные заготовки из древесины, обязательно нужно иметь токарный станок по дереву. Своими руками собрать такой агрегат вполне реально. Кроме того, стоимость материалов для сборки будет значительно меньше, чем покупка уже готового изделия.
Возможности агрегата
Здесь важно понимать, что конструкция данного устройства считается довольно простой. Однако мало будет просто правильно его собрать. Очень важно знать особенности и специфику его использования.
Для того чтобы самодельный токарный станок по дереву мог успешно выполнять базовые операции, он должен иметь надежную станину, два вида бабок (заднюю и переднюю), электрический привод, устройство контроля и изменения количества оборотов, а также фиксирущие элементы, один из которых ведомый, а другой — ведущий. Для того чтобы осуществлять более точную обработку, необходимо дополнительно иметь упоры для резцов с разной конфигурацией. Если необходимо выполнять еще более сложные операции, то должен быть предусмотрен механизм, позволяющий перемещать заготовку в сторону относительно оси вращения.
Если необходимо выполнять еще более сложные операции, то должен быть предусмотрен механизм, позволяющий перемещать заготовку в сторону относительно оси вращения.
Кроме этого, нужно следовать общим принципам работы с самодельным токарным станком по дереву:
- Выбирать подходящее количество оборотов для работы.
- Заготовка крепится на станке для работы при помощи шпинделя, который является ведущим, а также при помощи пиноли задней бабки.
- Обрабатывается деревянная заготовка при помощи резцов разного типа.
- Во время работы нужно периодически останавливаться и проверять фактические размеры заготовки до тех пор, пока она не приобретет нужную форму.
Общее описание токарного станка №1
При сборке токарного станка по дереву своими руками наиболее оптимальным подходом считается комплексное изготовление всех частей. В особенности это касается сборки станины. В качестве основного сырья для сборки станины используется толстостенный стальной профиль. Для того чтобы увеличить надежность конструкции, монтируется она сначала на несколько опорных элементов, на которые потом крепится основа для агрегата. Соединение этих элементов осуществляется через пазы. Кроме того, в отдельном порядке изготавливаются платформы для монтажа передней и задней бабки.
Для того чтобы увеличить надежность конструкции, монтируется она сначала на несколько опорных элементов, на которые потом крепится основа для агрегата. Соединение этих элементов осуществляется через пазы. Кроме того, в отдельном порядке изготавливаются платформы для монтажа передней и задней бабки.
Что нужно для сборки?
Для того чтобы успешно собрать токарный станок по дереву своими руками, необходимо иметь такие материалы:
- Потребуется силовой агрегат. Наиболее оптимальным считается установка электрического двигателя от стиральной машины или насоса. Можно купить и обычный, но чтобы по мощности он совпадал с такими приборами.
- Понадобится передняя бабка. В данном случае лучше всего покупать заводской шпиндель, который имеет три или четыре штифта. Наличие этих элементов поможет смещать заготовку относительно оси вращения.
- В качестве задней бабки специалисты рекомендуются устанавливать головку от мощной ручной дрели.
- Потребуется шкив для соединения вала электрического двигателя и передней бабки.

- Последнее, что потребуется — это опорный стол для резцов. Здесь четких параметров нет, так как каждый подбирает сам под себя, чтобы было удобно. Это и есть основное требование.
Свойства самодельной конструкции
Основным недостатком самодельных конструкций считается то, что довольно трудно изменять количество оборотов. Для того чтобы успешно проводить эту операцию, потребуется изготовить несколько резцов с разным диаметром. В качестве альтернативного варианта можно использовать ременную передачу вместо установки шкивов. Такая передача легко адаптируется под любую модель токарного станка по дереву своими руками.
Инструменты для работы
Для того чтобы успешно собрать модель токарного станка, необходимо иметь под руками дрель с большим количеством сверл разного диаметра, потребуются напильники с разнообразной зернистостью, болгарка с несколькими съемными дисками для резки и шлифовки материала, сварочный аппарат небольших размеров, который хорошо работает с диодами «двойкой» и «тройкой».
Самостоятельная работа
Начинать работу лучше всего с составления чертежа токарного станка по дереву. Он поможет не ошибиться при дальнейшей работе.
Заднюю бабку лучше всего собирать из патрона и передней части, которые были сняты с электрической дрели. Для того чтобы существенно увеличить срок эксплуатации оборудования, рекомендуется снимать эти вещи с металлической дрели.
Для того чтобы добиться максимального качества заготовки, необходимо добиться полной и надежной устойчивости станка. Для этого большое внимание уделяется задней стойке. Устанавливаться она должна на станине таким образом, чтобы у работника была возможность передвигать узлы соединения продольно.
Как сделать токарный станок по дереву надежным? Для этого необходимо использовать швеллер в качестве основного материала для сборки станины. Все соединения швеллеров осуществляются при помощи сварки, так как любые болтовые соединения разболтаются со временем из-за вибрации при работе станка. Для установки передней бабки необходимо сразу устанавливать толстый лист фанеры.
Как сделать токарный станок по дереву своими руками достаточно мощным? Для этого необходимо большое внимание уделить электрическому двигателю. Его мощности должно хватать на поддержание довольно высоких оборотов. Кроме того, сам привод устанавливается на отдельной станине.
| Удобные в использовании элементы управления ЧПУ, профессиональное обслуживание «под ключ» для фрезерных станков, токарных станков, фрезерных станков, плазменных, лазерных и специальных приложений Комплекты ЧПУ профессионального уровня «сделай сам» | Форум поддержки сообщества ЧПУ | Поиск на нашем сайте | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Видео ЧПУ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Запрос коммерческого предложения | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 Цены от:
Цены от: США двигатели и приводы
США двигатели и приводы 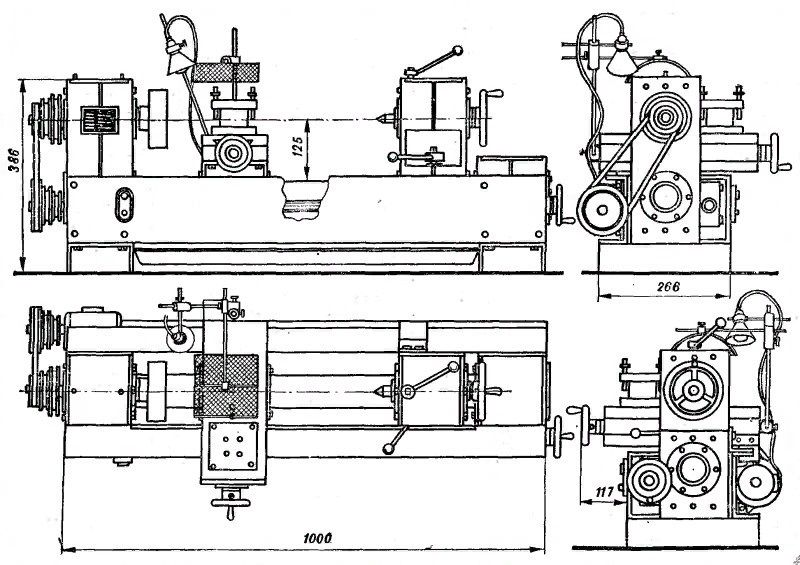

 Например, более интуитивно понятный интерфейс управления может ускорить настройку. и свести к минимуму вероятность ошибок при программировании и/или настройке, которые могут привести к повреждению или браку дорогостоящей детали Точно так же магазины также более уверенно расценивают работу для больших и дорогих деталей, зная, что новый элемент управления не будет сбоить на полпути. операции и привести к повреждению детали. Цеха также лучше подготовлены к выполнению «горячих» работ, требующих быстрого выполнения работ, благодаря модернизированному станку … нажмите здесь, чтобы увидеть полную статью в формате PDF.
Например, более интуитивно понятный интерфейс управления может ускорить настройку. и свести к минимуму вероятность ошибок при программировании и/или настройке, которые могут привести к повреждению или браку дорогостоящей детали Точно так же магазины также более уверенно расценивают работу для больших и дорогих деталей, зная, что новый элемент управления не будет сбоить на полпути. операции и привести к повреждению детали. Цеха также лучше подготовлены к выполнению «горячих» работ, требующих быстрого выполнения работ, благодаря модернизированному станку … нажмите здесь, чтобы увидеть полную статью в формате PDF.
 расширили наши возможности. Короче говоря, мы получили четырехосевой фрезерный станок с ЧПУ менее чем за половину стоимости трехосевого станка Haas. Это включает в себя работу, проделанную нашим персоналом».
расширили наши возможности. Короче говоря, мы получили четырехосевой фрезерный станок с ЧПУ менее чем за половину стоимости трехосевого станка Haas. Это включает в себя работу, проделанную нашим персоналом». Доступны в конфигурациях переменного или постоянного тока. Истинный
Доступны в конфигурациях переменного или постоянного тока. Истинный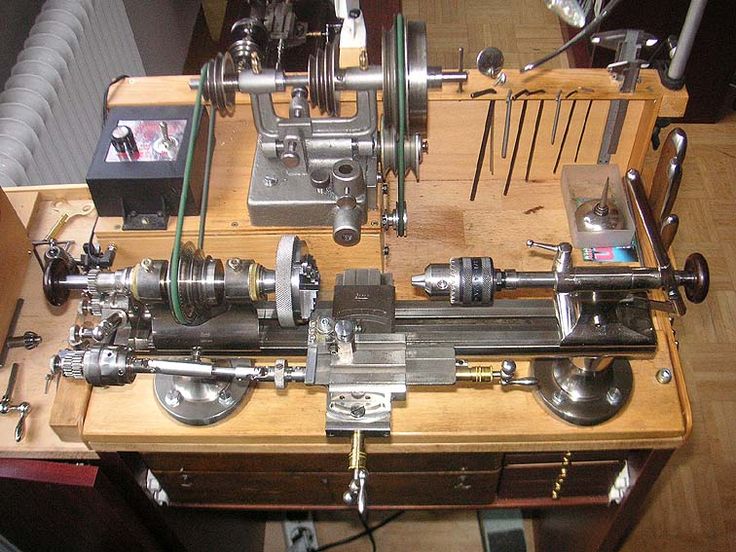 Предназначен как для новой техники, так и для
Предназначен как для новой техники, так и для
 Все права защищены. Условия эксплуатации.
Все права защищены. Условия эксплуатации.Формовочный станок по металлу — самодельный станок для самодельных металлообрабатывающих проектов
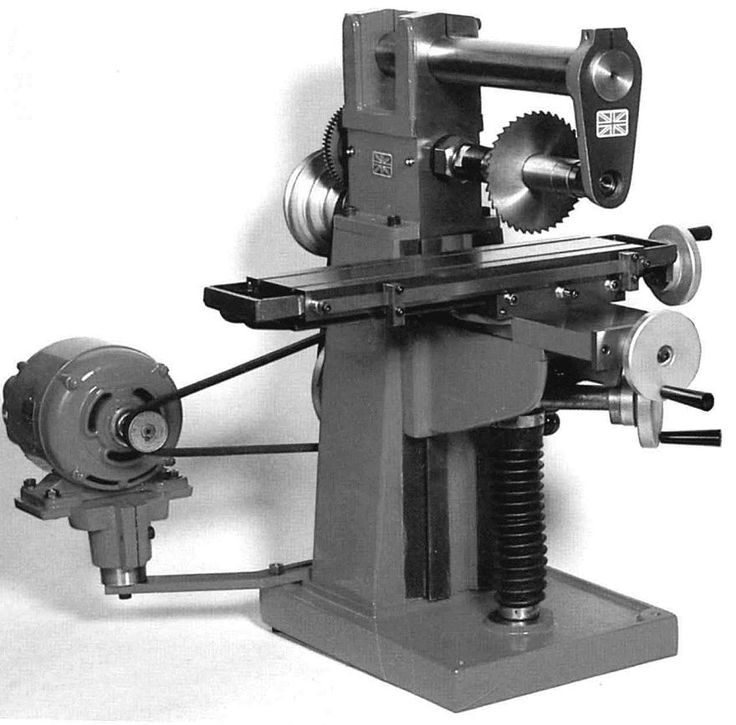
Мой самодельный строгальный станок — это инструмент для резки металла из заготовки по линейному ходу. В дополнение к моему домашнему токарному станку по металлу, я широко использую формирователь, когда я строю горизонтальный фрезерный станок.
Я также редактировал более обширные кадры и обсуждал сборку в отдельных видеороликах. В этом списке воспроизведения около 3,5 часов видео (исключая прямую трансляцию первой версии), распределенных по 16 видео. Проверьте полный список воспроизведения для всего совка. Или перейдите прямо к видеоролику ниже:
В этом списке воспроизведения около 3,5 часов видео (исключая прямую трансляцию первой версии), распределенных по 16 видео. Проверьте полный список воспроизведения для всего совка. Или перейдите прямо к видеоролику ниже:
Дизайн
Я построил эти станки, опираясь на многие детали конструкции, представленные в серии книг Дэвида Джинджери 1980 года «Построй свой собственный металлообрабатывающий цех из металлолома». Книга о формовщиках металлов занимает четвертое место в серии. Я отклонялся от стандартного дизайна по ряду направлений, самыми значительными из которых являются использование литья по выплавляемым моделям, 3D-печатные детали, использование метрических застежек и использование доступных инструментов и материалов (доступность которых сильно отличается от 80-х годов).
Ниже вы найдете мои партнерские ссылки. Если вы перейдете по ссылке и совершите покупку, я получу комиссию.
Эта сборка была вдохновлена дизайном Дэвида Джинджери. Там, где я улучшил его дизайн, я отмечу это ниже. Если вы решите построить эту машину, вам обязательно нужно прочитать книгу Дэвида.
Расходные материалы
Инструменты
Прежде чем вы сможете построить формирователь, вам обязательно понадобится набор инструментов. Все инструменты, которые я использую в мастерской и при создании видео, можно найти на странице инструментов. Для удобства вот наиболее подходящие инструменты для этого проекта:
- Токарный станок — самодельный или готовый (https://amzn.to/2YgfzXV)
- Литейный цех — самодельный
- Тигель №6 — http://amzn.to/2lBBOEC
- Поверхностная плита — http: //amzn.to/2lfqRHL
- Ленточная шлифовальная машина – https://amzn.to/2TZZuWR
- Напильник
- Сверла Viking 2,5–13 мм – https://www.
 mcmaster.com/30155a57
mcmaster.com/30155a57 - Сверлильный станок
- Набор метчиков и штампов
- Цифровые штангенциркули
- Микрометр
- Тиски
- Блоки 1-2-3 –
- Плоскогубцы с фиксатором
- С-образные зажимы
Крепежные изделия, прутковая заготовка, стержневая заготовка
В начале этого проекта я решил построить этот проект, используя метрические размеры для оборудования, материалов… всего. Я специально заказал метрическую холоднокатаную сталь 🙄. По мере развития проекта мое представление о том, где следует использовать метрическое оборудование, изменилось.
Я живу в США, где стержневой и прутковый прокат, скобяные изделия и инструменты, как правило, не продаются в метрических размерах. Поскольку все автомобили, начиная с 80-х годов, используют метрические застежки, а дешевые импортные инструменты и мебель в настоящее время преобладают, использование метрических застежек — это 9.1014 очень экономичный вариант . Заказной метрический стержень и прутковая заготовка определенно не является .
Заказной метрический стержень и прутковая заготовка определенно не является .
Большинство моих размеров взяты из дизайна Дэвида Джинджери и адаптированы для метрического оборудования и размеров, однако из-за наличия местного оборудования я использовал сочетание 🤭.
Вывод: Я стандартизировал метрические крепежные детали, то есть мне нужны метрические метчики, которые я могу купить на месте. Сейчас я использую стандартный стержень и стержень. Я использую стандартные бронзовые втулки и втулки вала. Я использую стандартную резьбовую шпильку. Я раскладываю детали в размерах, указанных в чертежах. Я проектирую все в метрике и при раскладке деталей по своим размерам все вырезается под метрические размеры. Я привожу детали к стандартным размерам, так как мои микрометры измеряют в дюймах.
Сырье для литья
Большая часть алюминия в этом проекте была получена из корпусов трансмиссии и впускного коллектора. Я сжег этот материал в яме для костра.
Я также сплавил бронзу C932 с нуля для подшипников кулисного механизма. Я заказал цинковые, оловянные и свинцовые слитки для сплава. Я использовал медь, которую я спас от электропроводки.
Литье
Во время этого проекта я перешел от зеленого песка к литью по выплавляемым моделям в качестве основного метода. Это имеет смысл, потому что я использую только одну или две части каждой части. Мне нравится точность размеров в технике литья по выплавляемым моделям. Я использую гипс в качестве огнеупорного покрытия, смешанного до жидкой консистенции арахисового масла, чтобы покрыть узоры пены. После того, как покрытие высохнет, я помещаю шаблоны в сухой игровой песок. Я не включаю вентиляционные отверстия в шаблоны на основании информации из книги «Литье по выплавляемым моделям, сделанное просто» и потому, что у меня не было проблем с заполнением формы.
Мне нравится точность размеров в технике литья по выплавляемым моделям. Я использую гипс в качестве огнеупорного покрытия, смешанного до жидкой консистенции арахисового масла, чтобы покрыть узоры пены. После того, как покрытие высохнет, я помещаю шаблоны в сухой игровой песок. Я не включаю вентиляционные отверстия в шаблоны на основании информации из книги «Литье по выплавляемым моделям, сделанное просто» и потому, что у меня не было проблем с заполнением формы.
Результат
Металлический формовщик оказался гораздо более ценным, чем я предполагал. Выравнивание заготовки на 12-дюймовом дисковом шлифовальном станке, затем шлифовка на плоской поверхности, а затем шабрение — очень трудоемкий способ получить плоскую деталь. Теперь я могу наклеить деталь на формирователь. На выравнивание по-прежнему уходит 45 минут, но после этого я больше не устаю. Кроме того, я могу работать над чем-то другим, пока шейпер работает над деталью.
Формирователь SUPER полезен, хотя когда я построю мельницу, она может оказаться не такой революционной.
Использование формирователя
Использование формообразователя для обработки опорных поверхностей шпиндельной головки фрезерного станка
Как я упоминал ранее, мне очень хотелось использовать формирователь в проекте мельницы.
Формирователь очень прост в использовании. После нанесения маркировки длины хода на кулисе довольно просто сопоставить длину хода с длиной заготовки и отцентрировать ее на заготовке. У меня есть привод с регулируемой скоростью, поэтому использование формирователя для получения приемлемой чистоты поверхности является разумной задачей. Я был действительно увлечен после того, как обработал головку шпинделя на фрезерном станке, когда впервые использовал формирователь в проекте.
Вещи, которые я бы изменил
Я буду обновлять этот список по мере того, как я буду больше использовать формирователь, и в соответствии с обслуживанием любых деталей, которые изнашиваются преждевременно.
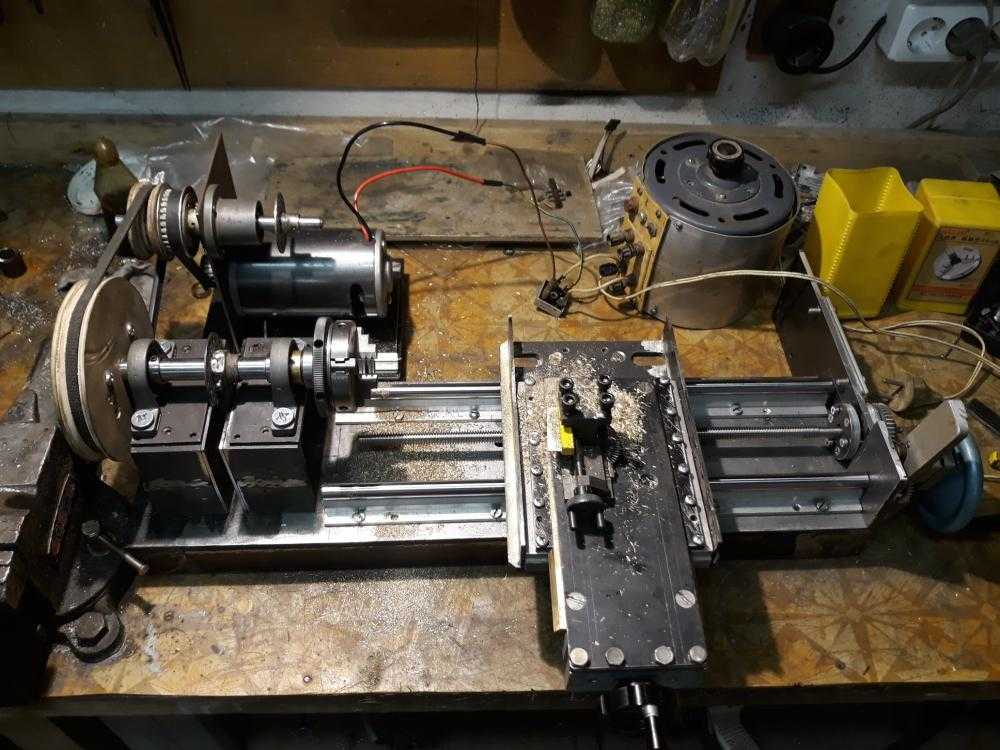
Независимый привод Выпуск
Я хотел установить формовочный и токарный станок на одну тележку.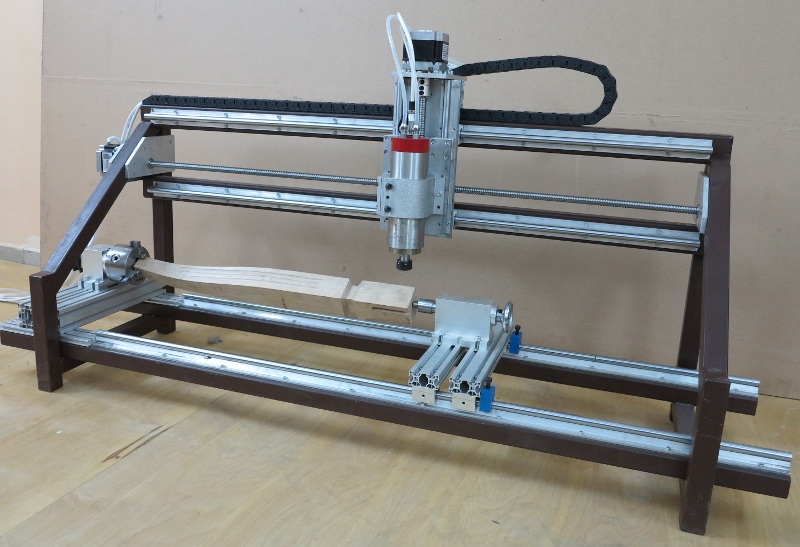 Это оставило мало места для отдельной трансмиссии. Кроме того, я модернизировал токарный станок, установив утилизированный двигатель беговой дорожки и контроллер, обеспечивающий непрерывную регулировку скорости. Я использовал промежуточный вал, удерживаемый между центрами токарного станка, для привода формообразователя. Базовый бытовой 4-позиционный переключатель обеспечивает простое переключение полярности двигателя постоянного тока для изменения направления, что является важной функцией, поскольку машины устанавливаются спиной к спине.
Это оставило мало места для отдельной трансмиссии. Кроме того, я модернизировал токарный станок, установив утилизированный двигатель беговой дорожки и контроллер, обеспечивающий непрерывную регулировку скорости. Я использовал промежуточный вал, удерживаемый между центрами токарного станка, для привода формообразователя. Базовый бытовой 4-позиционный переключатель обеспечивает простое переключение полярности двигателя постоянного тока для изменения направления, что является важной функцией, поскольку машины устанавливаются спиной к спине.
Это круто, потому что я могу использовать переменную скорость моего токарного станка для регулировки скорости формовочного станка. Это очень важно для получения хорошей производительности резки от формирователя. Однако во время проекта мельницы мне не раз хотелось использовать обе машины. Наличие выделенных дисков сделало бы очень удобным использование обеих машин. Я, вероятно, исправлю это в какой-то момент в будущем. Трансмиссия серии
проходит через токарный станок
Конструкция колонны Проблема
Формирователь действительно должен представлять собой монолитную отливку.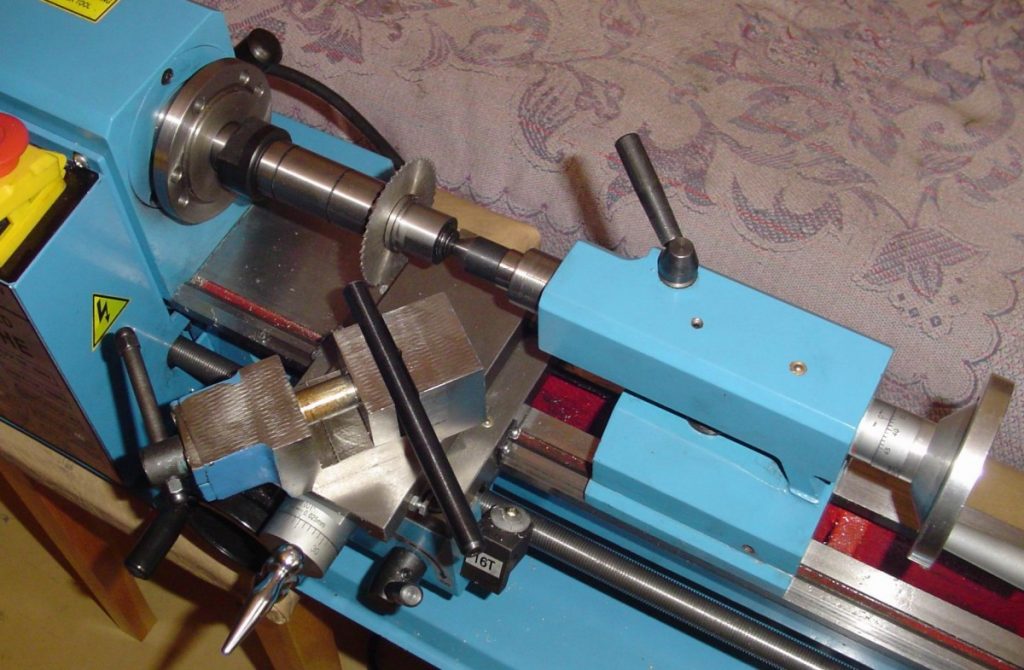 При очистке опорных поверхностей направляющих скольжения ползуна на отливках боковой стойки я переместил колонку на новое место. Это вызывает перемещение между сторонами, несмотря на то, что все крепления и распорки надежно затянуты. Кастинг должен быть единым целым. Хотя это было бы нелегко сделать с зеленым песком, я полагаю, что это можно сделать с помощью водопоглощающей пены, но я не буду пытаться переделывать этот аспект проекта, так как все остальное зависит от него.
При очистке опорных поверхностей направляющих скольжения ползуна на отливках боковой стойки я переместил колонку на новое место. Это вызывает перемещение между сторонами, несмотря на то, что все крепления и распорки надежно затянуты. Кастинг должен быть единым целым. Хотя это было бы нелегко сделать с зеленым песком, я полагаю, что это можно сделать с помощью водопоглощающей пены, но я не буду пытаться переделывать этот аспект проекта, так как все остальное зависит от него.
Зажим тяги и поршня Выпуск
Ослаблена одна из гаек на болте, соединяющем ведущее звено с верхним подшипником кулисы. Мне пришлось использовать Loctite на нем после того, как формирователь был завершен. Доступ к этому рычажному механизму и зажиму поршня в целом абсолютно бесит. Мне пришлось бы снять вилку и отрегулировать — отсоединить ведущее колесо и снять промежуточный вал — только для того, чтобы получить доступ к рычажным болтам. К счастью, с помощью магнита и терпения я вернул гайку на болт. Возможно, простым улучшением будет просверливание отверстий в боковых сторонах колонны для доступа к болту, который крепит соединение к кулисе и регулировке. Обратите внимание, что это плотная посадка с большим количеством движущихся частей.
Обратите внимание, что это плотная посадка с большим количеством движущихся частей.
Поворотный штифт блока тарелки Выпуск
Блок тарелки шарнирно отводит инструмент от заготовки во время обратного хода.
Когда я рассверливал отверстие для шарнирного штифта блока тарелки, я использовал самодельный d-бит. Я проверил это, чтобы убедиться, что он хорошо подходит к штифту, который я буду использовать, и что он плотно скользит. Однако я не смог учесть посадку в длинном отверстии, так как мой тест проводился в коротком 10-миллиметровом отверстии. При полном развертывании блока створки и коробки развертка или стружка имели тенденцию стирать отверстие, делая его немного больше, за исключением примерно 15 мм от выходного конца отверстия. Это вызывает небольшую пружинистость или около 1 тысячной люфта в блоке хлопка в состоянии покоя. Чтобы уточнить, если я нажимаю на хлопушку в состоянии покоя, она совершает едва заметное перемещение, пока не упрется в заднюю часть коробки хлопушки. Я, вероятно, расширю отверстие подходящей разверткой и в какой-то момент установлю шарнирный штифт немного большего размера.
Я, вероятно, расширю отверстие подходящей разверткой и в какой-то момент установлю шарнирный штифт немного большего размера.
Я добавляю тиски к стойке инструмента во время работы, если хочу получить наилучший возможный рез. Это, вероятно, главная причина того, что добавление тисков к резцедержателю так сильно влияет на качество резки.
Быстрый обратный ход Проблема
Это больше проблема книги, чем дизайна.
Я не понимаю, как быстрый обратный ход может повлиять на производительность машины, хотя продавцы «горячего воздуха» много говорили об этом.
-Дэвид Джинджери в книге The Metal Shaper: https://amzn.to/2UZ2LTV
В моем собственном использовании формирователя я определенно оценил быстрый обратный ход. Я регулирую длину хода фрезы так, чтобы инструмент двигался только над верхней частью заготовки. Я регулирую скорость двигателя и автоматическое продвижение, чтобы получить хорошее качество резки. Особенно по мере того, как длина хода увеличивается, продолжительность режущего и обратного ходов различается.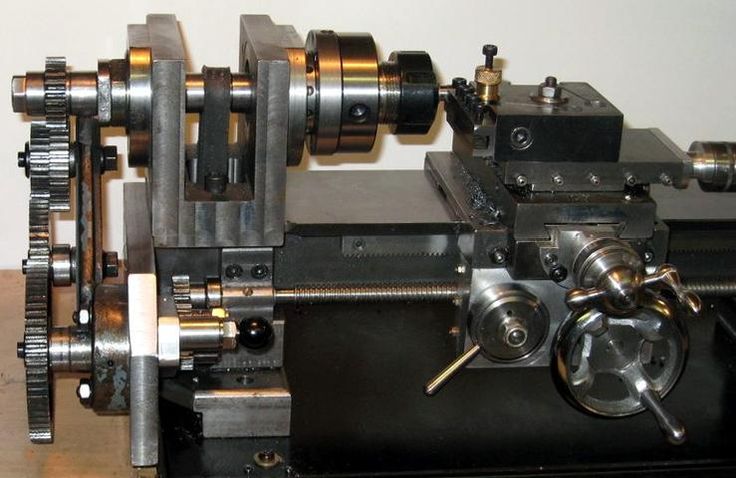 Эффективно улучшается рабочий цикл резки, особенно при большой длине хода. Существуют и другие конструкции привода формообразователя, в которых рабочий ход и обратный ход симметричны — представьте себе поршень в двигателе внутреннего сгорания. Они могут работать только при 50% рабочем цикле.
Эффективно улучшается рабочий цикл резки, особенно при большой длине хода. Существуют и другие конструкции привода формообразователя, в которых рабочий ход и обратный ход симметричны — представьте себе поршень в двигателе внутреннего сгорания. Они могут работать только при 50% рабочем цикле.
Шейпер — медленная машина. Улучшение рабочего цикла при сохранении постоянного линейного расстояния резания инструмента в секунду сокращает общее время, необходимое для операции обработки.
Подача вниз Проблема
Кривошип подачи вниз получает много действия. Здесь необходимо устранить обратную реакцию.
Подача вниз — это место, где происходит большая часть размышлений и вмешательства оператора. Меня не устраивает люфт в этой части или плавность прилегания направляющих скольжения вниз и отливки вниз. мне нужно решить эту проблему
Сборка
Колонна – Основание машины
Стороны колонны были последней частью, которую я отлил из зеленого песка. Я отлил две из этих частей. После этого я перешел на литье по газифицируемым моделям. Передняя часть колонны была первой деталью, которую я отлил с помощью этой техники. Я очистил переднюю часть стойки, установил вертикальные направляющие, затем собрал компоненты стойки, включая задние распорки. Как я упоминал в разделе о вещах, которые я хотел бы изменить, я действительно хотел бы, чтобы я отлил колонну как монолитную отливку.
После этого я перешел на литье по газифицируемым моделям. Передняя часть колонны была первой деталью, которую я отлил с помощью этой техники. Я очистил переднюю часть стойки, установил вертикальные направляющие, затем собрал компоненты стойки, включая задние распорки. Как я упоминал в разделе о вещах, которые я хотел бы изменить, я действительно хотел бы, чтобы я отлил колонну как монолитную отливку.
Баран, бычье колесо и кулиса — вождение барана
Закончив колонну, я перешел к барану. Я отлил поршень и крышку поршня, используя пенопласт. Я использовал токарный станок, чтобы отшлифовать плунжер, а затем прикрепил его к направляющим скольжения плунжера: холоднокатаная сталь в нижней части плунжера, которая перемещается по опорным поверхностям колонны.
Я приклеил наждачную бумагу к нижней и боковой сторонам траверс и использовал ее для шлифования опорных поверхностей колонн с последующей очисткой. Я установил зажимы, клин и регулировочные винты.
Когда ползун сгладил зажимы на вершине колонны, я переключил передачу на бычье колесо. Я отлил и просверлил опору подшипника кривошипа, чтобы установить бронзовые подшипники кривошипа. Я использовал шестерню с 40 зубьями от McMaster с несколькими кусками холоднокатаной стали в качестве регулировочного паза. Шатунная шейка — это просто болт с буртиком.
Я отлил и просверлил опору подшипника кривошипа, чтобы установить бронзовые подшипники кривошипа. Я использовал шестерню с 40 зубьями от McMaster с несколькими кусками холоднокатаной стали в качестве регулировочного паза. Шатунная шейка — это просто болт с буртиком.
Кокетка — самая крутая часть формирователя. Он преобразует вращательное движение в поступательное движение.
Скотч-хомут — одна из самых изящных частей проекта. Две отливки в нижней части удерживают поворотный стержень. В верхней и нижней части вилки есть отливка, обе с запрессованными в них бронзовыми подшипниками. Обратите внимание, что это подшипники, которые я легировал с нуля. После сборки хомута я прикрепляю ползун к хомуту. В блоке скольжения также запрессован бронзовый подшипник, в котором шатунная шейка может вращаться, приводя вилку вперед и назад.
Отливка верхней вилки соединена с ведущим звеном. Ведущее звено соединено с зажимом ползуна. Зажим барана соединен с головной костью… нет, подождите, зажим барана соединен с бараном. Это облегчает регулировку центральной точки хода относительно заготовки. Эту область можно немного изменить, как я упоминал в разделе о том, что я бы сделал по-другому.
Это облегчает регулировку центральной точки хода относительно заготовки. Эту область можно немного изменить, как я упоминал в разделе о том, что я бы сделал по-другому.
Вращающаяся головка и подача вниз
Я отлил транспортир на 20-мм оправке. После этого я просверлил вал, затем выгнал его. Я отлил вращающуюся головку на 20-миллиметровую оправку с центрами на каждом конце. Центры дали мне возможность отшлифовать вращающуюся головку на токарном станке между центрами, а также обработать углубление для стопорного болта на оправке. Я отрезал оправку в передней части вращающейся головки, а затем очистил эту поверхность для установки направляющих вниз.
Я отлил ползунок подачи вниз и приладил его к направляющим подачи, используя стандартную технику: шлифовка, скобление, зажим, клин, регулировочные винты. Я отшлифовал и очистил переднюю часть ползуна подачи вниз. После отливки коробки с хлопушкой я отшлифовал и очистил ее заднюю часть, чтобы она хорошо совпадала с передней частью ползуна подачи вниз.
Вращающаяся головка, подача вниз, коробка тарелки, блок тарелки и резцедержатель.
Я отлил хлопушку. Я отшлифовал его, а затем соскоблил с параллельных сторон. Чтобы он поместился в блоке с хлопушкой, я отшлифовал коробку с хлопушкой, используя блок 1-2-3 с наклеенной наждачной бумагой. Затем я использовал шаблон из листового металла, чтобы установить канал в коробке с хлопушкой. С помощью скребка я сделал небольшую настройку для установки блока хлопушки в коробку. Я просверлил, а затем расширил отверстие для фиксации шарнирного штифта блока тарелки с помощью установочного винта.
Я повернул держатель инструмента, просверлил и напилил квадратное отверстие в держателе, нарезал его для болта, чтобы держать инструмент. Затем я просверлил и раззенковал блок хлопушки для держателя инструмента.
Зажим – опора, салазки, рабочий стол
К этому моменту самые сложные аспекты построения формирователя остались позади. Я отлил опору с поперечными салазками и поперечный салазок, используя пенопласт, и подогнал, используя обычную технику: песок, скобление. , хомут, стрела, регулировочные винты. Примечание: Я очень горжусь тем, насколько хорошо получилось прилегание между поперечным салазками и направляющими салазок… действительно гладким.
, хомут, стрела, регулировочные винты. Примечание: Я очень горжусь тем, насколько хорошо получилось прилегание между поперечным салазками и направляющими салазок… действительно гладким.
Я изготовил и установил винты вертикального и горизонтального хода, как описано в книге, за исключением кривошипа горизонтальной подачи. По рекомендации Cadre Patron, Бена Уилхойта, я разработал кривошип со встроенным подшипником и напечатал детали на 3D-принтере, так как это довольно низкое напряжение. Я очень доволен этим дизайном
Формирователь выстрогал свой собственный рабочий стол.
Автоматическая подача — 3D-печатный дизайн Отъезд
Что касается механизма автоматической подачи, я снова значительно отошел от стандартного дизайна. Я сохранил конструкцию храпового колеса и собачки, потому что мне нравился традиционный механический аспект этой конструктивной особенности. Было бы довольно просто подключить шаговый двигатель и заменить его функцию электронным решением.