Станок токарно винторезный 1к62д: 1К62Д Станок токарно-винторезный универсальный. Паспорт, руководство, схемы, описание, характеристики
Станина 1К62Д.010.002, винты, валы, запчасти и шлифовка.
Токарно-винторезный станок 1К62Д и его модифицированные ? преемники ТС-70 и ТС-75 – достойные ? представители отечественного станкостроения. Отметив себя десятилетиями безупречной работы, со временем они теряют точность металлообработки. Основная причина значительный «трудовой стаж», в ходе которого износу подлежат все узлы оборудования. Не составляет исключения и станина 1К62Д – основа универсального станка, а также детали функционально с ней связанные (винты, валы).
Наш завод ? производит ремонт любых станков, в том числе и советского производства. Произведенные нами запасные части, выполненные по оригинальной технологии – адекватная замена отработавшим свое деталям ?. В случае необходимости мы выполняем ремонт в заводских условиях усилиями наших ?? специалистов. Произведенный профессионалами капитальный ремонт ?, включая такой сложный, как шлифовка станины 1К62Д, гарантированно ? восстановит параметры станка. Это избавит от необходимости приобретать новое дорогостоящее оборудование и позволит использовать сэкономленные средства ? в более актуальных направлениях.
Это избавит от необходимости приобретать новое дорогостоящее оборудование и позволит использовать сэкономленные средства ? в более актуальных направлениях.
Станина – основа ❗ любого станка, что не трудно представить, обратив внимание на основательность самого названия. Массивный ? чугунный узел дает основу для крепления силового привода, шпиндельной бабки, коробки подач. По параллельным направляющим в рабочей зоне станины ?:
- скользят салазки каретки, отвечающей за перемещение суппорта;
- двигается соосно оси шпинделя с последующей фиксацией задняя бабка станка.
На фронтальной стенке станины расположены винт ходовой 1К62Д и ходовой вал, отвечающие за перемещение режущего инструмента в автоматическом режиме (нарезание резьб). Они передают ? вращательный момент с заданными скоростями фартуку, а тот в свою очередь преобразует его в поступательные движения суппорта. В верхней части станины (на нижней поверхности) расположена зубчатая рейка ⚙, обеспечивающая продольное перемещение резцов в ручном режиме.
В верхней части станины (на нижней поверхности) расположена зубчатая рейка ⚙, обеспечивающая продольное перемещение резцов в ручном режиме.
Невзирая на простоту устройства станины, важный узел отвечает за главный параметр токарно-винторезного станка – точность металлообработки. Изменение геометрии направляющих (выработки поверхностей, задиры) влекут за собой колебания ❌ резца, люфты винтовых пар или изношенная рейка приводят к его неравномерному перемещению. В любом случае страдает ? качество резания, и станок перестает гарантировать ? положенную точность.
Разумеется, вернуть утраченные параметры поможет восстановление ? ответственного узла. На практике ? ремонт станины 1К62Д, может включать следующие операции ?:
- замену зубчатой рейки;
- демонтаж и установку нового ходового винта или вала;
- восстановление геометрии направляющих.
Первые варианты ремонта достаточно просты, необходимо приобрести запасные части и установить их на место демонтированных изношенных. Поменять рейку, винт или вал ходовой 1К62Д удастся опытному слесарю, знакомому с устройством станка. Но восстановление геометрии направляющих требует специального оборудования и профессионализма ремонтников. Как правило, это производится различными способами – наиболее рациональным из них принято считать шлифование.
Поменять рейку, винт или вал ходовой 1К62Д удастся опытному слесарю, знакомому с устройством станка. Но восстановление геометрии направляющих требует специального оборудования и профессионализма ремонтников. Как правило, это производится различными способами – наиболее рациональным из них принято считать шлифование.
Произведенное в заводских условиях ? восстановление станины Вашего 1К62Д или его более поздних модификаций вернет ему изначальную точность ? металлообработки. Это более рациональный вариант ?, чем покупка нового станка.
Токарно-винторезный станок 1К625Д/1500 — мониторинг цен, отзывы покупателей, обзор характеристик
Токарно-винторезный станок 1К625 предназначен для выполнения разнообразных токарных работ, в том числе для нарезания метрической, модульной, дюймовой и питчевой резьб на заготовках, устанавливаемых в центрах или патроне.
Основные достоинства предлагаемой серии станков — высокая мощность главного привода, большая жесткость и прочность всех звеньев кинематической цепи, надежность и виброустойчивость конструкции, широкий диапазон частот вращения шпинделя, рассчитанных на скоростное и силовое резание.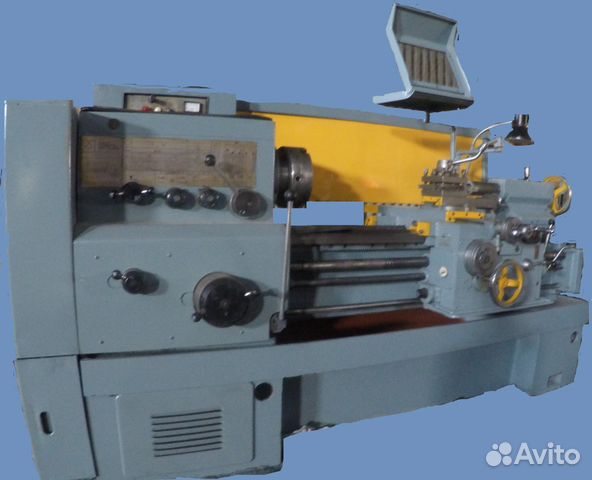
Базовая модель серии — универсальный токарно-винторезный станок 1К62Д, который является усовершенствованным прототипом хорошо зарекомендовавшего себя во многих странах мира станка 1К62, выпускавшегося ранее заводом «Красный пролетарий».
Пример обозначения станка: станок токарно-винторезный модели 1К625ДГУ. 1500.
Г — ГАП (выемка в станине). 1500 — наибольшая длина обрабатываемого изделия. 1К625Д — наибольший диаметр обрабатываемого изделия увеличен до 500 мм. (У базовой модели — станка 1К62Д — наибольший диаметр обработки 435мм).
- Шпиндель станков установлен на специальных подшипниках, которые обеспечивают необходимую жесткость и высокую точность обработки.
- Обработка разнообразных материалов может производиться с ударными нагрузками без потери точности.
- Станки могут использоваться для обработки закаленных заготовок из жаропрочной и инструментальной стали, требующих тяжелых режимов резания.
- Выемка в станине (ГАП) позволяет устанавливать и обрабатывать заготовки, радиус которых превышает расстояние, ограниченное высотой центров
- над станиной
- над суппортом
- продольных
- поперечных
- продольные
- поперечные
- метрических
- дюймовых
- модульных
- питчевых
- архимедовой спирали
- метрической
- модульной
- дюймовой
- питчевой
- архимедовой спирали
- продольного
- поперечного
Например, наибольший диаметр заготовки, устанавливаемой над станиной станка 1К62Д- 435мм, а станок 1К62ДГ с ГАПом дает возможность изготавливать деталь с наружным диаметром 630 мм.
Сравнительная техническая характеристика токарного станка 1К625Д
| Параметры станка | 1К62Д 1К62ДГ | 1К625Д 1К625ДГ |
|---|---|---|
| Наибольший диаметр обрабатываемой заготовки, мм: | ||
| 435 | 500 | |
| 224 | 290 | |
| Наибольшая длина обрабатываемой заготовки, мм | 1000,1500 | 1000, 1500, 2000 |
| Размер внутреннего конуса в шпинделе | Морзе 6 | |
| Диаметр цилиндрического отверстия в шпинделе | 55 (62*) | |
| Число ступеней частот вращения шпинделя | 23 | |
| Частота вращения шпинделя | 12,5. ..2000 мин-1 ..2000 мин-1 | |
| Число ступеней рабочих подач: | ||
| 42(56*) | ||
| 42(56*) | ||
| Рабочие подачи, мм/об: | ||
| 0,70…4,16 (0,036…7,54*) | ||
| 0,035…2,08 (0,018…3,77*) | ||
| Число нарезаемых резьб: | ||
| 45(53*) | ||
| 28(57*) | ||
| 38 | ||
| 37 | ||
| 5 | ||
| Шаг нарезаемой резьбы: | ||
0,5. ..192 мм ..192 мм | ||
| 0,5…48 модулей | ||
| 24…15/8 ниток на дюйм | ||
| 96…1 питч | ||
| 3/8″, 7/16″, 8; 10 и 12 мм | ||
| Быстрые установочные перемещения суппорта, м/мин: | ||
| 4,5 | ||
| 2,25 | ||
| Размер внутреннего конуса в задней бабке | Морзе 5 | |
| Наибольшее перемещение пиноли задней бабки, мм | 200 | |
| Поперечное смещение корпуса задней бабки, мм | ±15 | |
| Наибольшее сечение резца | 25 | |
| Давление воздуха, МПа | 0,4.  | |