Станок токарный 1 к 62 характеристики: 1К62 Станок токарно-винторезный универсальный. Паспорт, руководство, схемы, описание, характеристики
Содержание
Токарно-винторезный станок 1К62 — Технарь
Металлорежущие станки
14 Июл, 2019
0
Просмотров 407
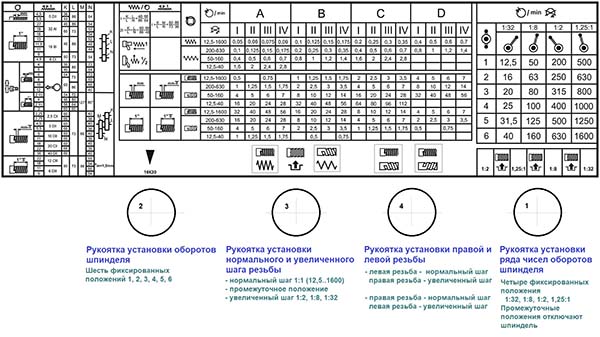
Назначение токарно-винторезного станка 1К62 — наружное и внутреннее точение, нарезание правой и левой метрической, дюймовой, модульной и питчевой резьб, одно-и многозаходных резьб с нормальным и увеличенным шагом, торцовой резьбы и т. д.
Технические характеристики станка 1К62
Наибольший диаметр детали, устанавливаемой над станиной, 400 мм
Расстояние между центрами в мм 710, 1000 и 1400
Диаметр отверстия шпинделя в мм 47
Число значений частот вращения шпинделя 23
Частота вращения шпинделя в об/мин 12,5-2000
Число подач 42
Подачи на 1 оборот в мм:
Продольные 0,07 — 4,16
Поперечные 0,035 — 2,0
Шаг нарезаемой резьбы:
Метрической в мм 1-192
дюймовой (число ниток на 1″) 2 — 24
модульной в мм (0,5-48)Pi
Мощность электродвигателя 10кВт
На рисунке 1 показан токарно-винторезный станок 1К62. Станина 1, установленная на передней 2 и задней 3 тумбах, несет на себе все основные узлы станка. Слева на станине размещена передняя бабка 4. В ней имеется коробка скоростей со шпинделем, на переднем конце которого закреплен патрон 5. Справа установлена задняя бабка 6. Ее можно перемещать вдоль направляющих станины и закреплять в зависимости от длины детали на требуемом расстоянии от передней бабки. Режущий инструмент (резцы) закрепляют в разцедержателе суппорта 7.
Рисунок 1 — Токарно-винторезный станок 1К62
Продольная и поперечная подачи суппорта осуществляются с помощью механизмов, расположенных в фартуке 8 и получающих вращение от ходового вала 9 или ходового винта 10. Первый используют при точении, второй — при нарезании резьбы. Величину подачи суппорта устанавливают настройкой коробки подач 11. В нижней части станины имеется корыто 12, куда собирается стружка и стекает охлаждающая жидкость. Кинематическая схема станка 1К62 представлена на рисунке
Главным движением в станке 1К62 является вращение шпинделя, которое он получает от электордвигателя 1 через клиноременную передачу со шкивами 2-3 и коробку скоростей. На приемном валу II установлена двусторонняя многодисковая фрикционная муфта 97. Для получения прямого вращения шпинделя муфту 97 смещают влево и привод вращения осуществляется по следующей цепи зубчатых колес: 4-5 или 6-7, 8-9 или 10-11, или 12-13, вал IV, колеса 14-15, шпиндель V, или через перебор, состоящий из группы передач с двухвенцовыми блоками 16 — 17 и 18 — 19 и зубчатых колес 20 и 21. Последняя пара входит в зацепление при перемещении вправо блока 15 — 21 на шпинделе. Переключая блоки колес, можно получить шесть вариантов зацепления зубчатых колес при передаче вращения с вала IV непосредственно на шпиндель и 24 варианта — при передаче вращения через перебор. В действительности количество значений ча¬стот вращений шпинделя: меньше (23), так как передаточные отношения некоторых вариантов численно совпадают. Реверсирование шпинделя выполняют перемещением муфты 97 вправо. Тогда вращение с вала II на вал III передается через зубчатые колеса 22 — 23, 24 — 12 и далее по предыдущей цепи. Количество вариантов зацепления 15, фактических значений частот вращения 12, так как передаточные отношения некоторых вариантов тоже численно совпадают.
Движение подачи
Механизм подачи включает в себя четыре кинематические цепи: винторезную, продольной и поперечной подачи, цепь ускоренных перемещений суппорта. Вращение валу VIII передается от шпинделя V через зубчатые колеса 25 — 26, а при нарезании резьбы с увеличенным шагом — от вала VI через звено увеличения шага и далее через зубчатые колеса 27 — 28. В этом случае звено увеличения шага может дать четыре варианта передач:
С вала VIII токарно-винторезного станка 1К62 движение передается по цепи колес 32 — 33 или 34 — 35, или через реверсивный механизм с колесами 36 — 37 — 38, сменные колеса 39 — 40 или 41 — 42 и промежуточное колесо 43 на вал X. Отсюда движение можно передать по двум вариантам зацепления зубчатых колес. 1. Вращение передается через зубчатые колеса 44 — 45 — 46 на вал XI, затем через колеса 47 — 48 и накидное колесо 49 зубчатому конусу механизма Нортона (колеса 50 — 56) и далее по цепи зубчатых передач 57 — 58, 59 — 60, 61 — 62 или 63 — 64 через колеса 65 — 66 или 64 — 67 — валу XV. Затем вращение может быть передано либо ходовому винту 68, либо ходовому валу XVI. В первом случае — через муфту 101, во втором — через пару 69 — 70 и муфту обгона 106. 2. С вала X через муфту 98, т. е. при сцеплении зубчатых колес наружного и внутреннего зацепления 44 — 71 вращение передается конусу Нортона, который становится ведущим звеном, и затем через колеса 49 — 48 — 47 валу XI и далее, через муфту 100 — валу XIII, а от последнего далее по цепи первого варианта.
Станок 1К62 по характеристикам пригоден для токарно-винторезных работ с деталями большого диаметра и небольшой длины. На нем токари обрабатывают детали самой разной номенклатуры, имеющие типовые размеры. На нем можно вести обработку конических, цилиндрических и сложных поверхностей, как на наружной части заготовки, так и внутри. Кроме этого, данное оборудование позволяет нарезать резьбу и вести обработку торцов широким спектром инструментов: резцами, сверлами, зенкерами, метчиками и плашками.
Станок 1К62 позволяет работать, в том числе, с закаленными заготовками, потому что его шпиндель стоит на роликовых радиально упорных конических подшипниках, которыми обеспечивается необходимая жесткость. Материалы могут обрабатываться с ударными нагрузками без снижения точности работы.
Идеально подходит под следующие задачи:
— Обтачивание и расточка поверхностей конической и цилиндрической формы.
— Сверление с разными видами свёрл, зенкерования, развёртывания и другие виды работ с горячекатаного и холодного проката.
В компании Автопрагма вы можете заказать выполнение работ на станке 1К62 по доступной цене.
Будем рады вам помочь, обращайтесь.
Тех. характеристики
Technical Specifications
Диаметр обработки над станиной, мм
435
Диаметр обработки над суппортом, мм
224
Максимальная масса заготовки, закрепленной в патроне, кг
500
Длина обрабатываемой заготовки, мм
1000, 1500
Класс точности по ГОСТ
Н
ПРИМЕНЕНИЕ
Конвеерного производства
Производства
Учебе
В каких случаях полезен?
Конических, цилиндрических и ступенчатых валов
Токарные работы по металлу позволяют добиться практически идеальной точности при изготовлении детали и высокую чистоту получаемых поверхностей.
Втулок
Токарные работы по металлу позволяют добиться практически идеальной точности при изготовлении детали и высокую чистоту получаемых поверхностей.
Фланцев
Токарные работы по металлу позволяют добиться практически идеальной точности при изготовлении детали и высокую чистоту получаемых поверхностей.
Эксцентриковых и корпусных деталей
Токарные работы по металлу позволяют добиться практически идеальной точности при изготовлении детали и высокую чистоту получаемых поверхностей.
ПОСЛЕДНИЕ ВЫПОЛНЕННЫЕ ПРОЕКТЫ
Парковочные столбики из нержавеющей стали
Парковочные столбики из нержавейки — стиль и надежность в вопросах благоустройства города.
Дозирующая установка с логическим контроллером и тензодатчиками
Изготовление по чертежам дозирующей установки с логическим контроллером.
Изготовление уличных скамеек из металла
Проектирование и изготовление уличных скамеек со спинкой и без.
Спасибо!
Ваша заявка была отправлена
Заполнение заявки
Загрузить свой чертеж
Загрузить
Заказать
Плазменная порезка
Данный сервис поможет Вам узнать ориентировочную стоимость
Форма изделия
Квадратная
Круглая
Другая
A
Сталь
Аллюминий
Медь
Чугун
Техническая нержавейка
Пищевая нержавейка
0,5-2(мм)
3-4(мм)
5-6(мм)
7-8(мм)
9-12(мм)
13-15(мм)
16-18(мм)
19-22(мм)
23-25(мм)
26-30(мм)
31-40(мм)
Высота (мм)
Ширина (мм)
Длина реза (мм)
Диаметр изделия
Кол-во
Разработка чертежа конструктором + 300 грн
Загрузить свой чертеж для просчета Загруженно
Итого
Окончательная стоимость может отличаться от рассчитанной
Имя
Телефон
ЗаказатьСбросить параметры
Спасибо за заполнение формы
Наш оператор свяжится с Вами в течении 30 минут
Изготовление деталей по чертежам заказчика
Данный сервис поможет Вам узнать ориентировочную стоимость
Вы можете загрузить чертеж для просчета стоимости изготовления, если он у Вас есть. После, введите свои контактные данные и наши менеджеры перезвонят Вам.
Загрузить свой чертеж для просчета Загруженно
Если у Вас нет чертежа, наш конструктор может спроектировать его, и подготовить все необходимые детали в производство.
Разработка чертежа конструктором + 300 грн
Имя
Номер телефона
Коментарии
ЗаказатьСбросить параметры
Подготовка проектной документации
Данный сервис поможет Вам узнать ориентировочную стоимость
Имя
Номер телефона
Коментарии
ЗаказатьСбросить параметры
Сварка аргоном
Данный сервис поможет Вам узнать ориентировочную стоимость
Тип изделия
Листовой металл
Труба
Ремонтные работы
Другое
Тип металла
Сталь
Аллюминий
Медь
Чугун
Техническая нержавеющая сталь
Пищевая нержавеющая сталь
Длина шва (мм)
Кол-во
Разработка чертежа конструктором + 300 грн
Загрузить свой чертеж для просчета Загруженно
Итого
Окончательная стоимость может отличаться от рассчитанной
Имя
Телефон
ЗаказатьСбросить параметры
Сварка металлоконструкций
Данный сервис поможет Вам узнать ориентировочную стоимость
Вы можете загрузить чертеж для просчета стоимости изготовления, если он у Вас есть. После, введите свои контактные данные и наши менеджеры перезвонят Вам.
Загрузить свой чертеж для просчета Загруженно
Коментарии
Имя
Номер телефона
ЗаказатьСбросить параметры
Токарные и фрезерные работы
Данный сервис поможет Вам узнать ориентировочную стоимость
Вы можете загрузить чертеж для просчета стоимости изготовления, если он у Вас есть. После, введите свои контактные данные и наши менеджеры перезвонят Вам.
Загрузить свой чертеж для просчета Загруженно
Коментарии
Имя
Номер телефона
ЗаказатьСбросить параметры
Технические характеристики токарного станка 1К62: устройство, ремонт
Популярные
Токарный станок 1К62 начал использоваться на предприятиях в 30-х годах прошлого века. Его разработали на заводе «Красный пролетарий». Изначально этот агрегат обозначался аббревиатурой ДИП. Используемое сегодня обозначение было присвоено модели после введения новой системы НИИ металлообработки в 1937 году.
Преимущества модели 1К62
Сегодня этот агрегат используется достаточно широко и считается очень качественным оборудованием. Технические характеристики токарного станка 1К62 просто отличные. К несомненным достоинствам данной модели можно отнести:
Универсальность . На 1К62 можно выполнять любые работы, в том числе и нарезание резьбы.
Возможность использования для обработки заготовок из очень твердого закаленного металла. Шпиндель станка установлен на подшипниках специальной конструкции, обеспечивающих жесткость крепления.
Высокая мощность главного привода и надежность сборки кинематической схемы движения.
Широкий диапазон передач и скоростей.
Резка на станке 1К62 может выполняться в том числе минерало-керамическими, а также твердосплавными инструментами.
Виброустойчивость — Одно из преимуществ, которое отличает этот металлический токарный станок, имеющий большой вес.
Высокая точность даже при использовании в барабанном режиме.
Движение подачи машины
Модель 1К62 относится к фронтальным токарным станкам, а потому в основном используется для обработки не слишком длинных и в то же время габаритных заготовок.
Устройство токарного станка 1К62 практически ничем не отличается от устройства любого другого оборудования этой группы. В качестве привода в этой модели используется асинхронный силовой агрегат короткозамкнутого типа мощностью 10 кВт. Скорость перемещения суппорта и вращения шпинделя регулируется двумя отдельными рукоятками. Это одна из особенностей модели. Помимо основного, в машине используется дополнительный двигатель, тоже асинхронный, мощностью 1 кВт. Этот силовой агрегат обеспечивает быстрое перемещение суппорта.
Таким образом, механизм подачи станка 1К62 включает четыре кинематические цепи:
резьбонарезание;
поперечная резка;
разрезание;
ускоряющий движение суппорта.
Передняя и задняя бабки
При работе станка подача от главного двигателя передается на ведомый шкив, а затем через сложную систему муфт и блоков на переднюю бабку со шпинделем. Затем движение передается на трензельный вал и на механизм подачи. Подшипники качения валов узла можно смазывать как разбрызгиванием, так и принудительно. В конструкцию модели входит специальный масляный насос.
Задняя бабка агрегата 1К62 может перемещаться по направляющей станины и снабжена пластиной. Выдвижной пиноль движется с помощью винтовой пары и маховика. Его вылет фиксируется ручкой. Корпус передней бабки может смещаться относительно пластины в поперечном направлении. При необходимости переднюю бабку также можно установить на станине. Иногда в гнездо штифтов устанавливают специальный инструмент, предназначенный для обработки отверстий.
Модель суппорта и переднего механизма
Токарный станок по металлу 1К62 оснащен суппортом, в конструкцию которого входят следующие элементы:
рельсы нижние, предназначенные для продольного перемещения по рельсам;
поперечная каретка, в круговых направляющих которой установлена поворотная пластина под салазки фрезы.
Пластину можно зажать под любым углом по отношению к шпинделю. Механизм фартука расположен в корпусе, привинченном к опорной каретке. Продольное перемещение суппорта обеспечивается реечной передачей, а продольное — специальным винтом.
Технические характеристики токарного станка 1К62: основные параметры
Станок 1К62 может применяться в том числе и для обработки полых конических деталей. Это обеспечивается возможностью смещения заготовок в поперечном направлении.
Технические характеристики станка 1К62 следующие:
высота детали
над суппортом — 224 мм;
максимально допустимая высота заготовки над станиной — 430 мм;
длина заготовки — 750-1500 мм;
масса закрепленной в центрах детали 460-900 кг;
масса детали в кассете 200 кг;
скорость вращения шпинделя вперед/назад — 2000/2420 об/мин;
масса машины
– 2520 кг;
габариты
– 2500х1200х1500 мм.
Таким образом, технические характеристики токарного станка 1К62 делают его очень производительным и надежным. Эта модель хорошо работает как при высокоскоростной, так и при силовой резке. По нормам, предусмотренным ГОСТом, установка 1К62 может эксплуатироваться в условиях УХЛ-4.
Стоимость оборудования
Сколько может стоить токарный станок 1К62? Цена на него, как и на любое другое оборудование такого типа, достаточно высока. Однако его стоимость все равно значительно меньше многих импортных аналогов, поставляемых даже из стран СНГ. При этом данная модель практически уступает по качеству обработки деталей и удобству эксплуатации зарубежным станкам. Подержанный станок 1К62 стоит около 1 200 000 рублей. Для сравнения: белорусская модель ГС526У, имеющая примерно такой же дизайн и технические характеристики, предлагается за 33 200 долларов.
Ремонт станка 1К62
Технические характеристики токарного станка 1К62 хорошие, и он может работать очень долго без ремонта. Но конечно, как и любая другая техника этой группы, модель 1К62 требует периодического обслуживания. Эта процедура может включать следующие операции:
обкатка станка на всех подачах и скоростях;
проверка параметров на точность;
мойка и протирка деталей при частичной разборке;
очистка направляющих от грязи и шлифовка в случае их износа.
Ремонт токарного станка 1К62 может заключаться в выполнении таких операций, как замена изношенных узлов и механизмов на новые или их восстановление. Наружные нерабочие поверхности обычно окрашивают после ремонта или технического обслуживания. Также часто производится замена корпусов моделей для предотвращения загрязнения обрабатываемых поверхностей абразивной пылью и стружкой.
0
0
Оборудование для производства
Поделись этим:
Читайте также
Детское удерживающее устройство для автомобиля: виды, особенности и отзывы
Производство, применение и характеристики стали 40х13
Сверлильный станок: назначение, схема, характеристики. Модели расточных станков
Мини-токарные станки: устройство и принцип работы
Токарные станки по металлу: обзор, описание, характеристики, виды и отзывы. Токарный станок по металлу своими руками
Токарные станки ТВ-7 и их особенности
Станок для резки камня. Некоторые виды станков
Новости партнеров
Токарные станки Logan
Будучи когда-то конкурентом на рынке Саут-Бенда, Дельты и Шелдона, токарный станок Logan по-прежнему активно поддерживается компанией Logan Actuator Company, потомками первоначального производителя, которые предлагают дружелюбное и эффективное обслуживание и публикуют множество данных на своем веб-сайте; раздел на http://www. lathe.com/models.htm особенно полезен при проверке спецификации конкретной модели Logan. 9Токарные станки Logan 0132 были доступны в версиях 9 дюймов, 10 дюймов, 11 дюймов, 12 дюймов и 14 дюймов (с более поздним 15-дюймовым автоматическим револьверным токарным станком Electri-matic и центральным токарным станком Powermatic). хорошо). С 1940 по 1971 год компания произвела, согласно их записям, около 90 000 токарных станков, проданных под названиями «Логан» и «Уордс», в том числе стандартные типы «Двигатель» (с редуктором и резьбонарезные), а также ряд револьверных и ручных винтов. моделей вместе с рядом полезных аксессуаров. Все токарные станки Logan были оснащены одним двухрядным шарикоподшипником с предварительным натягом за носовой частью шпинделя и стандартным однорядным подшипником на другом конце. Подшипники были установлены с правильной нагрузкой на заводе и загерметизированы «на всю жизнь» смазкой. Хотя передние бабки 9″, 10″ и 11″ машины были очень похожи по внешнему виду и конструкции, 11″ модель была оснащена более тяжелым шпинделем большего диаметра, как и ее старшие братья. С цангой размером 0,5 дюйма и отверстием шпинделя 25/32 дюйма два самых маленьких токарных станка в линейке имели производительность, не отличающуюся от их непосредственных конкурентов. Передние бабки 12-дюймовых и 14-дюймовых токарных станков могли принимать цанги с максимальной грузоподъемностью 1 дюйм и имели полезный диаметр шпинделя 13/8 дюйма; они также были гораздо более массивной конструкции — очень необходимая особенность, если увеличение высоты центра должно было быть оправдано реальной способностью выполнять более тяжелые работы и поддерживать более высокую скорость съема металла. Модели, выпущенные в первые годы производства, имели фартук с одноквадрантным управлением, которое одновременно выбирало и включало силовую скользящую и всплывающую подачи, в то время как более поздние версии были значительно улучшены (и намного безопаснее в эксплуатации) с квадрантным рычагом, используемым для выберите подачу и отдельный рычаг для ее включения и выключения. Первые промежуточные валы также отличались (и отличительной чертой) «открытой» конструкции, в которой каждая тонкая стойка была проколота посередине, образуя корпус подшипника. Еще одним ключом к положению производителя на рынке является редуктор для резьбонарезного станка, который вместо смазки через масляный картер (и, следовательно, долговременной надежности) нуждался в том, чтобы оператор время от времени брызнул на него маслом из баллончика — хотя это было не так. отличается от ряда конкурирующих моделей, включая 9дюймовые машины South Bend и ранние машины Clausing В конце концов линейка Logan была куплена Houdaille, который перевел завод в производственный центр Powermatic, где после редизайна они продавались под маркой Montgomery Ward .
Логан 9 дюймов с нарезкой сменными колесами и простым фартуком — около 1954 г. 249 долларов — в том же году 6-дюймовый токарный станок Atlas/Craftsman стоил 145 долларов, а их 12-дюймовый токарный станок — 260 долларов. Цена оценивается следующим по величине токарным станком Logan, 10-дюймовым, который с механической поперечной подачей в стандартной комплектации (но для нарезания резьбы с помощью сменных колес) был значительно дороже — 410 долларов.0325
Logan 9 дюймов с редуктором для нарезки винтов и механической поперечной подачей с отдельными органами управления выбором и включением, но без электродвигателя, установленного, как предлагалось примерно в 1956 году. по крайней мере к 1956 году можно было заказать с различными комбинациями редуктора для нарезки винтов и фартука с механической подачей. Как и South Bend и Boxford, ассортимент разделен на простые группы: Пластинчатая нарезка и сменное колесо — Модель 9B28-61 Приводной фартук и сменные колеса — модель 9B28-41 Плоский фартук и токарно-винторезный редуктор — модель 9B9B28-21 Приводной фартук и токарно-винторезный редуктор — модель 9B28-1 В случае 17-дюймовых токарных станков обозначения моделей были идентичен, но с цифрой 17 вместо 28. С носовой резьбой 1,5″ x 8 витков на дюйм, отверстием 25/32″ и цанговым диаметром 0,5″ шпиндель с конусом Морзе № 3, вращался на герметичном -жизнь мячей, преднагрузка которых была установлена на заводе. Изготовители утверждали, что биение шпинделя на расстоянии 12 дюймов от носа составляло всего 0,001 дюйма; был поставлен переходник для втулки шпинделя с конуса Морзе № 3 на № 2. Традиционного американского образца шлифованная станина имела две приподнятые V-образные и две лыски, седло проходило по одной V-образной и одной плоской, а задняя бабка — по другой V-образной и плоской. Кровать можно было за дополнительную плату заказать огнеупорной. Установленный независимо от токарного станка простой промежуточный вал с бронзовыми подшипниками мог обеспечивать двенадцать скоростей 55, 80, 112, 144, 200, 253, 353, 459, 645, 831, 1157 и 1450 об/мин. — хотя у самых ранних 9-дюймовых токарных станков скорость заднего редуктора могла быть установлена несколько ниже. Двигатель, прикрепленный непосредственно к отливке промежуточного вала, был оснащен двухступенчатым шкивом, а для привода промежуточного вала к шпинделю использовался трехступенчатый V-образный шкив. Ремень натягивался традиционным «центральным» рычагом с завинчивающимся регулятором. Хотя токарные станки Logan редкость в Великобритании, в начале 1999 года из фургона на подъездной дорожке к автору вытащили странный 9-дюймовый токарный станок без маркировки производителя и похожий на нечто среднее между South Bend и Boxford с ответным сообщением: тогда вы не знаете, что это такое!». Так как владелец не поверил мне, когда я предположил, что это может быть Логан из США, я сказал ему проверить, есть ли запасные подшипники передней бабки, которые лежали в нижней части прилагаемая коробка с деталями была помечена как «New Departure», имя, неслыханное среди инженеров-любителей в Англии и часто подходящее для токарных станков Logan. Он чуть не упал навзничь, когда это действительно оказалось так.0132
Logan 10 дюймов, модель 1825 на подставке шкафа с нижним приводом, с редуктором и поперечной подачей.В модели этого не было, вместо этого она была на 7/8 дюйма шире по путям, а стандартная пропускная способность между центрами увеличилась с 17 до 24 дюймов, а версия с более длинной платформой — с 28 до 33 дюймов. Очевидно, это было серьезное обновление, а не простое изменение спецификации. Оснащенный в стандартной комплектации силовой поперечной подачей, токарный станок имел, как и 9-дюймовый, возможность нарезания резьбы сменными колесами или полным редуктором резьбы и подачи. Он мог поставляться для установки на столе или на стойке с изначально плоским ременным приводом. К 19Были введены 53-клиновые ремни, а в настольной модели использовался полностью клиноременный привод, 12-скоростной промежуточный вал с резиновым креплением и шпиндель, работающий на шарикоподшипниках. Натяжение ремня между токарным станком и промежуточным валом ослаблялось автоматической муфтой при поднятии кожуха передней бабки. В качестве альтернативы, только в 24-дюймовой версии, его можно было установить на аккуратной подставке шкафа с понижающим приводом, на которой находился 16-скоростной промежуточный вал на шарикоподшипниках, который использовал три ремня для передачи мощности на шпиндель передней бабки. Первый ремень от шкив двухступенчатого двигателя был расположен по образцу Саут-Бенд с двухступенчатым клиновидным шкивом на двигателе, передающим мощность через клиновидный ремень на двухступенчатый плоский шкив большого диаметра на промежуточном валу.Стандартный клиновидный ремень а расположение шкивов тогда обеспечивало выбор из 4 (довольно близких) передаточных чисел к верхнему промежуточному валу, а оттуда двойной клиновой ремень приводил к шкиву снаружи от подшипника шпинделя левой передней бабки. Модели, предназначенные для настольной установки, также могли установить на одну из простых напольных стоек производителя с чугунными ножками и поддонами для стружки из листовой стали.0132 За исключением увеличения центральной высоты, сборка передней бабки, кажется, была почти идентична той, что использовалась на 9-дюймовом шпинделе. Шпиндель был оснащен конусом Морзе № 3, носовой 25/32, цанговый размер 0,5 дюйма и, как и у всех Логанов того периода, прецизионные шарикоподшипники с предварительным натягом и смазкой — у 10-дюймового 10-дюймового один двухрядный спереди и однорядный подшипник в задней части.Адаптер был поставлен для втулки носовой части шпинделя с конуса Морзе № 3 на № 2. Станки, предназначенные для настольной установки, имели двенадцать скоростей вращения шпинделя, в то время как те, которые были установлены на подставках шкафа с нижним приводом, могли похвастаться полезными шестнадцатью. Скорости были не такими, как у 9-дюймового токарного станка, хотя самая низкая и самая высокая скорость каждого из них отличались друг от друга в пределах нескольких об/мин. Простой промежуточный вал с подшипником скольжения, установленный независимо от станка, мог обеспечить двенадцать скоростей, которые на самых первых токарных станках 1941 года составляли 30, 56, 70, 104, 131, 244 на задней передаче и 179., 334, 420, 620, 780 и 1450 об/мин. на открытой скорости. Более поздние токарные станки имели все, кроме немного увеличенной максимальной скорости (что не помогло бы при нарезании резьбы на самой низкой скорости) и были приспособлены для производства 55, 80, 112, 144, 200, 253, 353, 459, 645, 831, 1157 и 1450 об/мин 16-ступенчатая версия с понижающей передачей имела несколько иной диапазон, который на токарных станках начала 1950-х гг. 576, 676, 888 и 1230 об/мин. с прямым ременным приводом. Был доступен полный спектр оборудования для преобразования токарных станков в производственные машины, в том числе шестипозиционный токарно-винторезный станок и револьверная головка с рычажным приводом, рычажные и винтовые отрезные салазки с двойными инструментальными стойками и быстродействующие цанговые доводчики. Очень ранние токарные станки оснащались фартуком и седлом другой конструкции по сравнению с более поздними станками — первые фартуки были оснащены направляющей полугайки ходового винта, изготовленной из штамповки и закрепленной двумя утопленными крепежными винтами и двумя штифтами, весь фартук около 91/4 дюйма в длину. Позже, для повышения жесткости, направляющая полугайки была выточена из цельного блока и удерживалась на месте 4 открытыми болтами с шестигранной головкой — этот тип фартука и, следовательно, седла были примерно на 3/4 дюйма или около того длиннее. В 1954 году Logan размером 10 x 24 дюйма с механической поперечной подачей в стандартной комплектации (но для нарезания резьбы с помощью сменных колес) стоил 410 долларов; добавление коробки передач увеличило цену до 510 долларов, в то время как самая дорогая модель, установленная на полной подставке, стоила 647 долларов. Опытные пользователи 10-дюймовых токарных станков Logan сообщают, что они тяжелые и прочные, значительно превосходящие более распространенные токарные станки Atlas-Craftsman. Однако, честно говоря, последние два были значительно дешевле — 12-дюймовая версия Craftsman стоила всего 260 долларов. в базовой форме или 330 долларов США с редуктором для нарезки винтов. Учитывая выбор сегодня токарного станка Atlas-Craftsman или Logan в аналогичном состоянии, должно быть очевидно, какой из них будет более выгодным в долгосрочной перспективе. Самый легкий 10-дюймовый токарный станок для настольной установки весил 435 фунтов, в то время как самый тяжелый, установленный на тумбе, весил 765 фунтов.
Logan 10″ Модель 1815 для настольной установки с редуктором для нарезки винтов и механической поперечной подачей. Эта модель поставлялась с 12-скоростным промежуточным валом на резиновых опорах, который имеет автоматическую муфту для снятия натяжения ремня, когда передняя бабка-защитная крышка был поднят.1 :
На ранних токарных станках имеется плоское «пружинное кольцо», прорезанное снаружи наружного кольца, которое опирается на литейную шпиндельную бабку для упора; крышка с тремя болтами устанавливается за отражателем стружки на шпинделе и прижимает кольцо к передней бабке. Дефлекторы стружки теперь недоступны ни для одного из подшипников, поэтому лучше их не снимать — даже если это кажется необходимым. Передний подшипник плотно скользит в передней бабке и удерживается на шпинделе кольцом с резьбой. Предварительная нагрузка не применяется извне, так как она «встроена». Задний подшипник, который просто вдавливается в задний держатель на передней бабке, расположен с помощью проставок и гайки на конце шпинделя.
Ранний 10-дюймовый токарный станок Logan Model 210 на чугунных «стандартах» производителя с «встроенным» промежуточным валом. Токарный станок продавался как модель 200 для настольной установки, а также имел значки Montgomery-Ward 9.0132
Logan 11 дюймов, модель № 1955 на стальном основании шкафа с одним шкафом для хранения. Хотя в 11-дюймовом токарном станке Logan (и в 12-дюймовом) использовалась та же станина, что и в 10-дюймовом, и в обычной модели обоих размеров имел такое же расстояние между центрами 24 дюйма — версия 11-дюймового длинного станины могла принять дополнительные 6 дюймов в длину, давая общую (и очень полезную) емкость 30 дюймов. Оснащенный в стандартной комплектации редуктором для нарезания резьбы и поперечной подачей, токарный станок был необычен тем, что для столь массивного станка имел возможность поставляться для установки на столе (или на ножке) с отдельным полностью клиноременным приводом, 16- скоростной обрезиненный промежуточный вал со шпинделем, работающим на шарикоподшипниках. Поскольку промежуточный вал обязательно был тяжелым, он опирался на то, что производители описали как запатентованную трехточечную подвеску , часть которой включала чугунный опорный кронштейн, который на станках, установленных на подставке, доходил до самого основания. пол. Как и на 10-дюймовых токарных станках, натяжение ремня между токарным станком и промежуточным валом ослаблялось автоматической муфтой при поднятии кожуха передней бабки В качестве лучшего варианта токарный станок также может поставляться с аккуратной подставкой с понижающим приводом, на которой установлен 16-скоростной промежуточный вал на шарикоподшипниках с тремя ремнями для передачи мощности на шпиндель передней бабки. Первый ремень от двухступенчатого шкива двигателя был расположен по типу Южного изгиба с двухступенчатым клиновидным шкивом на двигателе, передающим мощность через клиновидный ремень на двухступенчатый плоский шкив на первом валу. Стандартный клиновидный ремень и шкив затем обеспечивали выбор из 4 (довольно близких) передаточных чисел к верхнему промежуточному валу, а оттуда двойной клиновидный ремень передал привод на шкив, расположенный снаружи подшипника шпинделя левой передней бабки. Хотя узел передней бабки внешне почти идентичен тому, что используется на 10-дюймовом токарном станке, он, похоже, был оснащен гораздо более прочным, закаленным и отшлифованным шпинделем от более крупных токарных станков этой серии. Отверстие 13/ 8 дюймов позволили использовать цангу размером 1 дюйм и увеличить размер резьбы на носу шпинделя до 2,25 дюйма x 8 т/дюйм. При таком размере и производительности предпочтительнее использовать наконечник шпинделя серии L-00 или Camlock, но этот вариант с дополнительными затратами был ограничен 14-дюймовым токарным станком. Как и меньшие Logan того периода, шпиндель работал на предварительно нагруженных прецизионных шарикоподшипниках с консистентной смазкой, но вместо механизма, использовавшегося на 10-дюймовом токарном станке (который имел двухрядный подшипник спереди и одинарный ряд сзади) 11-дюймовый токарный станок использовал однорядный подшипник в обоих местах. В то время как 9-дюймовые и 10-дюймовые токарные станки Logan (кроме моделей с нажимными цангами и прутковой подачей, моделей 830 и 1830) имели в шпинделе стандартный конус Морзе № 3 с переходником для его опускания до № 2 для обычной работы — 11-дюймовый использовал (как и некоторые модели South Bend) фирменный конус. Хотя такое расположение дало немного большее отверстие шпинделя, это привело к необходимости в специальном адаптере — может показаться, что подходит обычный № 3 Морзе, но это не так — вам понадобится специальная деталь, которая все еще доступна от Logan. А 0,75 л.с. двигатель на шарикоподшипниках (неуказанной фазы) приводил в движение шпиндель в диапазоне из 16 скоростей, настольные и стационарные модели имели 50, 62, 75, 90, 145, 170, 200 и 235 об/мин на заднем редукторе и 325, 385 об/мин. , 470, 535, 885, 1020, 1230 и 1430 об/мин. Для моделей кабинетов был указан несколько иной диапазон: 38, 53, 69, 96, 82, 112, 148 и 205 об/мин. на задней передаче и 228, 318, 414, 490, 576, 676, 888 и 1230 об/мин. в прямом приводе. Был доступен полный спектр оборудования для преобразования токарных станков в производственные машины, в том числе шестипозиционный токарно-винторезный станок и револьверная головка с рычажным приводом, рычажные и винтовые отрезные салазки с двойными инструментальными стойками и быстродействующие цанговые доводчики. Самый легкий из 11-дюймовых токарных станков для настольной установки весил 505 фунтов, а самый тяжелый, установленный на тумбе, весил 890 фунтов.
Токарный станок Logan 12 дюймов, модель 2555-V на стальной тумбе с одним шкафом
, более прочная передняя бабка, его межцентровое расстояние было на один дюйм меньше как в стандартной версии, так и в версии с длинной станиной при 23 и 35 дюймах соответственно. Поставляется в стандартной комплектации на подставке шкафа с понижающим приводом с 3-фазным приводом с регулируемой скоростью мощностью 1 л.с. Токарный станок также был оснащен редуктором для нарезания резьбы и силовой поперечной подачей как часть его стандартной спецификации. В отличие от меньших моделей узел передней бабки был оснащен гораздо более прочным, закаленным и отшлифованным шпинделем, хотя он также использовался на токарном станке 11 дюймов, но в более легком узле. Отверстие 13/8 дюйма позволяло использовать цангу. емкостью 11/16 дюйма и большой резьбой на конце шпинделя 2,25 дюйма x 8 т./дюйм. Однако при таком размере и емкости фитинг с носиком шпинделя серии L-00 или Camlock был бы гораздо предпочтительнее резьбового, и действительно, первый был доступен, но только в качестве опции и за дополнительную плату. Шпиндель, как и у всех Logan того времени, вращался на предварительно нагруженных прецизионных шарикоподшипниках с консистентной смазкой, а в случае с этим 12-дюймовым токарным станком их было всего четыре. Был поставлен переходник для втулки носика шпинделя с конуса Морзе № 3 на № 2 для обычной работы. Был доступен полный спектр оборудования для преобразования токарных станков в производственные машины, в том числе шестипозиционный токарно-винторезный станок и револьверная головка с рычажным приводом, рычажные и винтовые отрезные салазки с двойными инструментальными стойками и быстродействующие цанговые доводчики. Самый легкий 12-дюймовый токарный станок весил 1040 фунтов, самый тяжелый — 1075 фунтов.
14-дюймовая модель Logan 6560 с коническим токарным станком.
Самая большая из машин начала 1950-х годов, произведенных компанией Logan, 145/8 x 40 дюймов использовала гораздо более массивную шлифованную станину, чем модели меньшего размера. , шириной полных 10 дюймов (для сравнения, прочный 12-дюймовый Colchester Student имеет станину шириной 83/8 дюйма). Вместо этого использовалось простое расположение ходового винта с прорезями, которое использовалось на более легких токарных станках, однако фартук был заполнен маслом, винтовой редуктор и силовые подачи поставлялись в стандартной комплектации, а задняя бабка была оснащена гнездом с конусом Морзе № 3. Скорость вращения шпинделя от 38 до 186 об/мин в заднем редукторе и от 240 до 1200 об/мин в прямом приводе регулировалась бесступенчатой трансмиссией, точно такой же, как и на других токарных станках, с мощностью, подаваемой 1750 об/мин, мощностью 2 л.с. Трехфазный двигатель, управляемый заводским реверсивным переключателем барабанного типа. Система привода была динамически сбалансирована, чтобы обеспечить максимально плавную работу и свести к минимуму передачу следов вибрации на заготовку. Как и у всех Logan того периода, шпиндель с диаметром отверстия 13/8 дюйма работал на предварительно нагруженных прецизионных шарикоподшипниках с консистентной смазкой — пара двухрядных подшипников спереди и однорядный подшипник сзади — и имел резьбу диаметром 2,25 дюйма и плотностью 8 т./дюйм. К счастью, конус L-00 был доступен в качестве дополнительной опции, и при прочих равных условиях подержанный токарный станок с этим приспособлением был бы намного предпочтительнее станка с резьбовой головкой. В комплект поставки каждого 12-дюймового токарного станка входили приводная пластина, два центра с конусом Морзе № 3, циферблатный индикатор резьбы, адаптер втулки шпинделя для конуса Морзе № 2 и ключ для задней бабки. Общая длина 83″, шириной 27 дюймов и высотой 51 дюйм с установленным двигателем он весил примерно 1850 фунтов. Усовершенствованная версия машины — модель 6565 — отличалась максимальной скоростью 2500 об/мин, усиленной станиной и, возможно, другими улучшениями.
Шпиндель Logan 12 дюймов, подшипники и задняя шестерня Шпиндели всех токарных станков Logan опирались на заполненные консистентной смазкой шариковые дорожки с предварительным натягом, установленным производителями подшипников.», 10″ и 11″ машины имели очень похожий внешний вид и дизайн, 11″ модель, похоже, была оснащена более тяжелым шпинделем большего диаметра от своих старших братьев, но с однорядным подшипником как спереди, так и сзади. 12-дюймовые и 14-дюймовые токарные станки имели более массивные передние бабки, что соответствовало их гораздо большей грузоподъемности.
 Станина 1, установленная на передней 2 и задней 3 тумбах, несет на себе все основные узлы станка. Слева на станине размещена передняя бабка 4. В ней имеется коробка скоростей со шпинделем, на переднем конце которого закреплен патрон 5. Справа установлена задняя бабка 6. Ее можно перемещать вдоль направляющих станины и закреплять в зависимости от длины детали на требуемом расстоянии от передней бабки. Режущий инструмент (резцы) закрепляют в разцедержателе суппорта 7.
Станина 1, установленная на передней 2 и задней 3 тумбах, несет на себе все основные узлы станка. Слева на станине размещена передняя бабка 4. В ней имеется коробка скоростей со шпинделем, на переднем конце которого закреплен патрон 5. Справа установлена задняя бабка 6. Ее можно перемещать вдоль направляющих станины и закреплять в зависимости от длины детали на требуемом расстоянии от передней бабки. Режущий инструмент (резцы) закрепляют в разцедержателе суппорта 7. Кинематическая схема станка 1К62 представлена на рисунке
Кинематическая схема станка 1К62 представлена на рисунке В действительности количество значений ча¬стот вращений шпинделя: меньше (23), так как передаточные отношения некоторых вариантов численно совпадают. Реверсирование шпинделя выполняют перемещением муфты 97 вправо. Тогда вращение с вала II на вал III передается через зубчатые колеса 22 — 23, 24 — 12 и далее по предыдущей цепи. Количество вариантов зацепления 15, фактических значений частот вращения 12, так как передаточные отношения некоторых вариантов тоже численно совпадают.
В действительности количество значений ча¬стот вращений шпинделя: меньше (23), так как передаточные отношения некоторых вариантов численно совпадают. Реверсирование шпинделя выполняют перемещением муфты 97 вправо. Тогда вращение с вала II на вал III передается через зубчатые колеса 22 — 23, 24 — 12 и далее по предыдущей цепи. Количество вариантов зацепления 15, фактических значений частот вращения 12, так как передаточные отношения некоторых вариантов тоже численно совпадают.
 Кроме этого, данное оборудование позволяет нарезать резьбу и вести обработку торцов широким спектром инструментов: резцами, сверлами, зенкерами, метчиками и плашками.
Кроме этого, данное оборудование позволяет нарезать резьбу и вести обработку торцов широким спектром инструментов: резцами, сверлами, зенкерами, метчиками и плашками. характеристики
характеристики
 После, введите свои контактные данные и наши менеджеры перезвонят Вам.
После, введите свои контактные данные и наши менеджеры перезвонят Вам. После, введите свои контактные данные и наши менеджеры перезвонят Вам.
После, введите свои контактные данные и наши менеджеры перезвонят Вам. Используемое сегодня обозначение было присвоено модели после введения новой системы НИИ металлообработки в 1937 году.
Используемое сегодня обозначение было присвоено модели после введения новой системы НИИ металлообработки в 1937 году.



 Но конечно, как и любая другая техника этой группы, модель 1К62 требует периодического обслуживания. Эта процедура может включать следующие операции:
Но конечно, как и любая другая техника этой группы, модель 1К62 требует периодического обслуживания. Эта процедура может включать следующие операции: Модели расточных станков
Модели расточных станков lathe.com/models.htm особенно полезен при проверке спецификации конкретной модели Logan. 9Токарные станки Logan 0132 были доступны в версиях 9 дюймов, 10 дюймов, 11 дюймов, 12 дюймов и 14 дюймов (с более поздним 15-дюймовым автоматическим револьверным токарным станком Electri-matic и центральным токарным станком Powermatic). хорошо). С 1940 по 1971 год компания произвела, согласно их записям, около 90 000 токарных станков, проданных под названиями «Логан» и «Уордс», в том числе стандартные типы «Двигатель» (с редуктором и резьбонарезные), а также ряд револьверных и ручных винтов. моделей вместе с рядом полезных аксессуаров.
lathe.com/models.htm особенно полезен при проверке спецификации конкретной модели Logan. 9Токарные станки Logan 0132 были доступны в версиях 9 дюймов, 10 дюймов, 11 дюймов, 12 дюймов и 14 дюймов (с более поздним 15-дюймовым автоматическим револьверным токарным станком Electri-matic и центральным токарным станком Powermatic). хорошо). С 1940 по 1971 год компания произвела, согласно их записям, около 90 000 токарных станков, проданных под названиями «Логан» и «Уордс», в том числе стандартные типы «Двигатель» (с редуктором и резьбонарезные), а также ряд револьверных и ручных винтов. моделей вместе с рядом полезных аксессуаров. 
 Еще одним ключом к положению производителя на рынке является редуктор для резьбонарезного станка, который вместо смазки через масляный картер (и, следовательно, долговременной надежности) нуждался в том, чтобы оператор время от времени брызнул на него маслом из баллончика — хотя это было не так. отличается от ряда конкурирующих моделей, включая 9дюймовые машины South Bend и ранние машины Clausing
Еще одним ключом к положению производителя на рынке является редуктор для резьбонарезного станка, который вместо смазки через масляный картер (и, следовательно, долговременной надежности) нуждался в том, чтобы оператор время от времени брызнул на него маслом из баллончика — хотя это было не так. отличается от ряда конкурирующих моделей, включая 9дюймовые машины South Bend и ранние машины Clausing  249 долларов — в том же году 6-дюймовый токарный станок Atlas/Craftsman стоил 145 долларов, а их 12-дюймовый токарный станок — 260 долларов. Цена оценивается следующим по величине токарным станком Logan, 10-дюймовым, который с механической поперечной подачей в стандартной комплектации (но для нарезания резьбы с помощью сменных колес) был значительно дороже — 410 долларов.0325
249 долларов — в том же году 6-дюймовый токарный станок Atlas/Craftsman стоил 145 долларов, а их 12-дюймовый токарный станок — 260 долларов. Цена оценивается следующим по величине токарным станком Logan, 10-дюймовым, который с механической поперечной подачей в стандартной комплектации (но для нарезания резьбы с помощью сменных колес) был значительно дороже — 410 долларов.0325  по крайней мере к 1956 году можно было заказать с различными комбинациями редуктора для нарезки винтов и фартука с механической подачей. Как и South Bend и Boxford, ассортимент разделен на простые группы:
по крайней мере к 1956 году можно было заказать с различными комбинациями редуктора для нарезки винтов и фартука с механической подачей. Как и South Bend и Boxford, ассортимент разделен на простые группы: 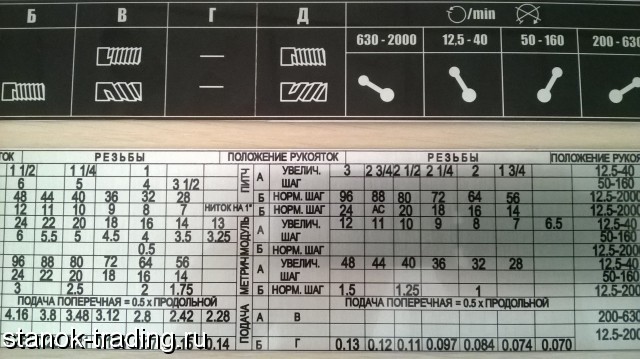 Кровать можно было за дополнительную плату заказать огнеупорной.
Кровать можно было за дополнительную плату заказать огнеупорной.  Он чуть не упал навзничь, когда это действительно оказалось так.0132
Он чуть не упал навзничь, когда это действительно оказалось так.0132 Он мог поставляться для установки на столе или на стойке с изначально плоским ременным приводом. К 19Были введены 53-клиновые ремни, а в настольной модели использовался полностью клиноременный привод, 12-скоростной промежуточный вал с резиновым креплением и шпиндель, работающий на шарикоподшипниках. Натяжение ремня между токарным станком и промежуточным валом ослаблялось автоматической муфтой при поднятии кожуха передней бабки. В качестве альтернативы, только в 24-дюймовой версии, его можно было установить на аккуратной подставке шкафа с понижающим приводом, на которой находился 16-скоростной промежуточный вал на шарикоподшипниках, который использовал три ремня для передачи мощности на шпиндель передней бабки. Первый ремень от шкив двухступенчатого двигателя был расположен по образцу Саут-Бенд с двухступенчатым клиновидным шкивом на двигателе, передающим мощность через клиновидный ремень на двухступенчатый плоский шкив большого диаметра на промежуточном валу.Стандартный клиновидный ремень а расположение шкивов тогда обеспечивало выбор из 4 (довольно близких) передаточных чисел к верхнему промежуточному валу, а оттуда двойной клиновой ремень приводил к шкиву снаружи от подшипника шпинделя левой передней бабки.
Он мог поставляться для установки на столе или на стойке с изначально плоским ременным приводом. К 19Были введены 53-клиновые ремни, а в настольной модели использовался полностью клиноременный привод, 12-скоростной промежуточный вал с резиновым креплением и шпиндель, работающий на шарикоподшипниках. Натяжение ремня между токарным станком и промежуточным валом ослаблялось автоматической муфтой при поднятии кожуха передней бабки. В качестве альтернативы, только в 24-дюймовой версии, его можно было установить на аккуратной подставке шкафа с понижающим приводом, на которой находился 16-скоростной промежуточный вал на шарикоподшипниках, который использовал три ремня для передачи мощности на шпиндель передней бабки. Первый ремень от шкив двухступенчатого двигателя был расположен по образцу Саут-Бенд с двухступенчатым клиновидным шкивом на двигателе, передающим мощность через клиновидный ремень на двухступенчатый плоский шкив большого диаметра на промежуточном валу.Стандартный клиновидный ремень а расположение шкивов тогда обеспечивало выбор из 4 (довольно близких) передаточных чисел к верхнему промежуточному валу, а оттуда двойной клиновой ремень приводил к шкиву снаружи от подшипника шпинделя левой передней бабки.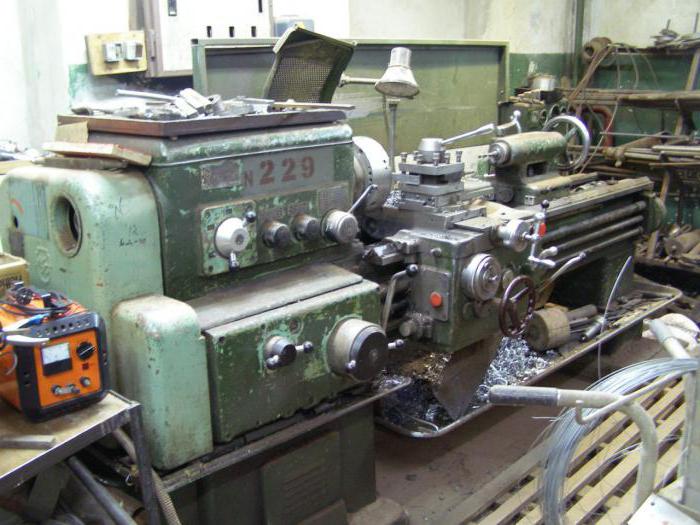 Модели, предназначенные для настольной установки, также могли установить на одну из простых напольных стоек производителя с чугунными ножками и поддонами для стружки из листовой стали.0132 За исключением увеличения центральной высоты, сборка передней бабки, кажется, была почти идентична той, что использовалась на 9-дюймовом шпинделе. Шпиндель был оснащен конусом Морзе № 3, носовой 25/32, цанговый размер 0,5 дюйма и, как и у всех Логанов того периода, прецизионные шарикоподшипники с предварительным натягом и смазкой — у 10-дюймового 10-дюймового один двухрядный спереди и однорядный подшипник в задней части.Адаптер был поставлен для втулки носовой части шпинделя с конуса Морзе № 3 на № 2.
Модели, предназначенные для настольной установки, также могли установить на одну из простых напольных стоек производителя с чугунными ножками и поддонами для стружки из листовой стали.0132 За исключением увеличения центральной высоты, сборка передней бабки, кажется, была почти идентична той, что использовалась на 9-дюймовом шпинделе. Шпиндель был оснащен конусом Морзе № 3, носовой 25/32, цанговый размер 0,5 дюйма и, как и у всех Логанов того периода, прецизионные шарикоподшипники с предварительным натягом и смазкой — у 10-дюймового 10-дюймового один двухрядный спереди и однорядный подшипник в задней части.Адаптер был поставлен для втулки носовой части шпинделя с конуса Морзе № 3 на № 2.  Простой промежуточный вал с подшипником скольжения, установленный независимо от станка, мог обеспечить двенадцать скоростей, которые на самых первых токарных станках 1941 года составляли 30, 56, 70, 104, 131, 244 на задней передаче и 179., 334, 420, 620, 780 и 1450 об/мин. на открытой скорости. Более поздние токарные станки имели все, кроме немного увеличенной максимальной скорости (что не помогло бы при нарезании резьбы на самой низкой скорости) и были приспособлены для производства 55, 80, 112, 144, 200, 253, 353, 459, 645, 831, 1157 и 1450 об/мин 16-ступенчатая версия с понижающей передачей имела несколько иной диапазон, который на токарных станках начала 1950-х гг. 576, 676, 888 и 1230 об/мин. с прямым ременным приводом.
Простой промежуточный вал с подшипником скольжения, установленный независимо от станка, мог обеспечить двенадцать скоростей, которые на самых первых токарных станках 1941 года составляли 30, 56, 70, 104, 131, 244 на задней передаче и 179., 334, 420, 620, 780 и 1450 об/мин. на открытой скорости. Более поздние токарные станки имели все, кроме немного увеличенной максимальной скорости (что не помогло бы при нарезании резьбы на самой низкой скорости) и были приспособлены для производства 55, 80, 112, 144, 200, 253, 353, 459, 645, 831, 1157 и 1450 об/мин 16-ступенчатая версия с понижающей передачей имела несколько иной диапазон, который на токарных станках начала 1950-х гг. 576, 676, 888 и 1230 об/мин. с прямым ременным приводом. 
 Однако, честно говоря, последние два были значительно дешевле — 12-дюймовая версия Craftsman стоила всего 260 долларов. в базовой форме или 330 долларов США с редуктором для нарезки винтов. Учитывая выбор сегодня токарного станка Atlas-Craftsman или Logan в аналогичном состоянии, должно быть очевидно, какой из них будет более выгодным в долгосрочной перспективе.
Однако, честно говоря, последние два были значительно дешевле — 12-дюймовая версия Craftsman стоила всего 260 долларов. в базовой форме или 330 долларов США с редуктором для нарезки винтов. Учитывая выбор сегодня токарного станка Atlas-Craftsman или Logan в аналогичном состоянии, должно быть очевидно, какой из них будет более выгодным в долгосрочной перспективе. 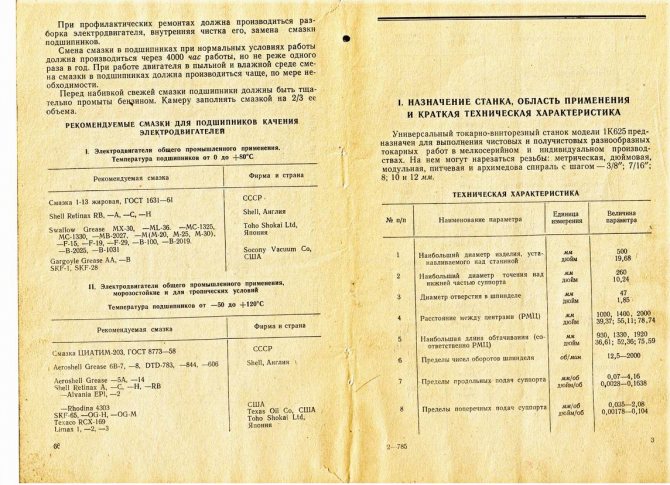 Эта модель поставлялась с 12-скоростным промежуточным валом на резиновых опорах, который имеет автоматическую муфту для снятия натяжения ремня, когда передняя бабка-защитная крышка был поднят.1 :
Эта модель поставлялась с 12-скоростным промежуточным валом на резиновых опорах, который имеет автоматическую муфту для снятия натяжения ремня, когда передняя бабка-защитная крышка был поднят.1 :  Токарный станок продавался как модель 200 для настольной установки, а также имел значки Montgomery-Ward 9.0132
Токарный станок продавался как модель 200 для настольной установки, а также имел значки Montgomery-Ward 9.0132
 Первый ремень от двухступенчатого шкива двигателя был расположен по типу Южного изгиба с двухступенчатым клиновидным шкивом на двигателе, передающим мощность через клиновидный ремень на двухступенчатый плоский шкив на первом валу. Стандартный клиновидный ремень и шкив затем обеспечивали выбор из 4 (довольно близких) передаточных чисел к верхнему промежуточному валу, а оттуда двойной клиновидный ремень передал привод на шкив, расположенный снаружи подшипника шпинделя левой передней бабки.
Первый ремень от двухступенчатого шкива двигателя был расположен по типу Южного изгиба с двухступенчатым клиновидным шкивом на двигателе, передающим мощность через клиновидный ремень на двухступенчатый плоский шкив на первом валу. Стандартный клиновидный ремень и шкив затем обеспечивали выбор из 4 (довольно близких) передаточных чисел к верхнему промежуточному валу, а оттуда двойной клиновидный ремень передал привод на шкив, расположенный снаружи подшипника шпинделя левой передней бабки. 
 , 470, 535, 885, 1020, 1230 и 1430 об/мин. Для моделей кабинетов был указан несколько иной диапазон: 38, 53, 69, 96, 82, 112, 148 и 205 об/мин. на задней передаче и 228, 318, 414, 490, 576, 676, 888 и 1230 об/мин. в прямом приводе.
, 470, 535, 885, 1020, 1230 и 1430 об/мин. Для моделей кабинетов был указан несколько иной диапазон: 38, 53, 69, 96, 82, 112, 148 и 205 об/мин. на задней передаче и 228, 318, 414, 490, 576, 676, 888 и 1230 об/мин. в прямом приводе. 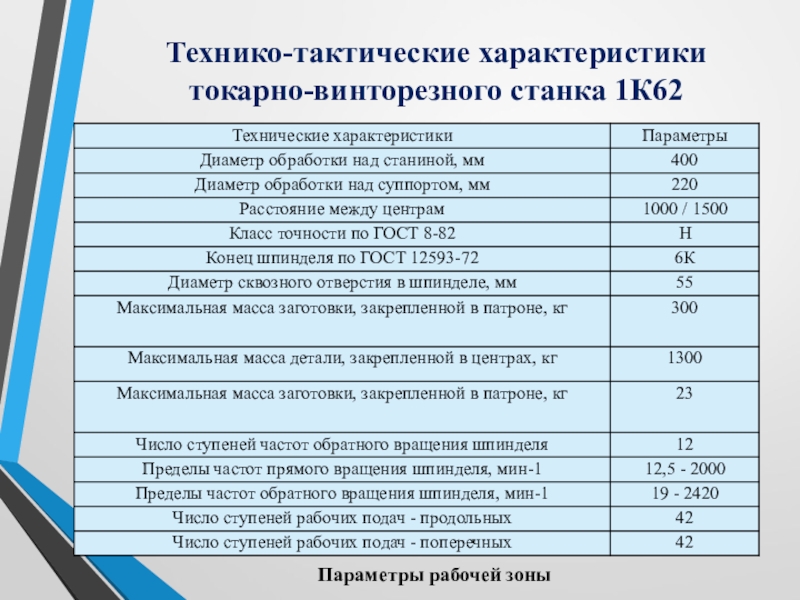
 Был поставлен переходник для втулки носика шпинделя с конуса Морзе № 3 на № 2 для обычной работы.
Был поставлен переходник для втулки носика шпинделя с конуса Морзе № 3 на № 2 для обычной работы. 



