Станок токарный 1 м 63: 1М63 Станок токарно-винторезный универсальный. Паспорт, схемы, характеристики, описание
Содержание
1. Назначение и устройство токарно-винторезного станка 1м63
Данный
токарно-винторезный станок нормальной
точности 1м63 (н) предназначен для
выполнения различных токарных работ,
таких как обтачивание цилиндрических
поверхностей, подрезание торцов,
протачивание канавок, отрезание
обработанной детали, растачивание
внутренних цилиндрических поверхностей,
сверление, зенкерование, развертывание,
обработка конических поверхностей, а
также для нарезания метрической, дюймовой
и питчевой резьб. Высокая мощность
привода и жесткость станка, широкий
диапазон частоты вращения шпинделя и
подач позволяют полностью использовать
возможность прогрессивных инструментов
при обработке различных матералов.
Техническая
характеристика 1М63
Наибольший | 630 | |
Расстояние | 1400 | |
Диаметр | 70 | |
Число | 22 | |
Частота | 10÷1250 | |
Подачи | продольные поперечные | 0. 0.0256÷0.378 |
Шаг | метрической, дюймовой модульной, питчевых, питчевой, | 1÷192 24÷ 0,5÷48 96÷1 |
Мощность | 13 | |
 064÷1.025
064÷1.025 Рисунок
1 (Токарно-винторезный станок мод. 1М63)
Станок
состоит из следующих основных узлов
(рис. 1):
Станины
1, коробки подач 2, гитары сменных колес
3, передней бабки 4 со шпинделем 6,
электрошкафа 5, фартука 7 и суппорта 9,
подвижного 8 и неподвижного 10 люнетов,
задней бабки 11, электродвигателя для
ускоренного перемещения суппорта 13,
механизма поддержки ходового винта и
вала 14.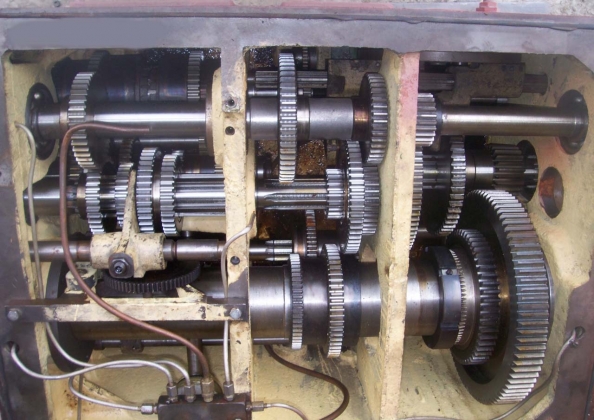
Станина.
Станина является базовой сборочной
единицей, на которой монтируются
остальные сборочные единицы.
Станина
цельнолитая с тумбами, имеет две
призматические направляющих для каретки
и две для задней бабки, из которых одна
плоская.
Внутри
станины имеются наклонные люки (окна)
для отвода стружки и охлаждающей
жидкости.
В
правой тумбе помещается бак с эмульсией
и электронасос. На левой тумбе сзади
крепится электродвигатель главного
привода.
Передняя
бабка. Передняя
бабка (рис2) установлена на левой головной
части станины. Все зубчатые колеса
кинематической цепи смонтированы на
валах и шпинделе, изготовлены из хромистой
стали, закалены и прошлифованы. Валы
установлены на подшипниках качения.
Шпиндель со сквозным отверстием и
внутренними конусами имеет две опоры.
Передняя опора – двухрядный подшипник
с короткими цилиндрическими роликами.
Рисунок
2(развертка коробки скоростей)
Задняя
опора – радиально-упорный подшипник,
работающий в паре с упорным шарикоподшипником.
Изменение частоты вращения шпинделя
достигается перемещением блоков шестерен
по шлицевым валам при помощи двух
рукояток, выведенных на переднюю стенку.
Прямое и обратное вращение шпинделя
осуществляется фрикционной механической
муфтой, а торможение – электромагнитной
муфтой.
Задняя
бабка.
Задняя бабка перемещается по направляющим
станины на четырех радиальных
шарикоподшипниках, установленных в
мостике. На направляющих станины бабка
закрепляется при помощи двух планок
четырьмя болтами. Поперечное смещение
корпуса бабки относительно мостика
производится с помощью двух винтов и
гайки, установленной в мостике. Перемещение
пиноли производится маховичком.
Суппорт.
Суппорт (рис3) крестовой конструкции
имеет продольное перемещение по
призматическим направляющим станины
и поперечное по направляющим каретки.
Перемещение можно осуществлять вручную
и механическим приводом. Имеется механизм
для быстрого перемещения суппорта.
Поворотная часть суппорта имеет
направляющие для перемещения верхней
части суппорта с резцовой головкой.
Фартук.
Фартук
(рис4) закрытого типа со съемной передней
стенкой (крышкой). Движение суппорту
передается через фартук от ходового
винта или ходового вала. Механизм фартука
снабжен четырьмя электромагнитными
муфтами, что позволило сосредоточить
управление на одной рукоятке, причем
направления включения рукоятки совпадают
с направлением движения подачи. В эту
же рукоятку встроена кнопка быстрого
хода суппорта. Благодаря наличию в
фартуке обгонной муфты включение
быстрого хода возможно при включенной
подаче.
Коробка
подач.
Коробка подач (рис5) имеет две продольные
расточки, в которых на подшипниках
качения смонтированы валы. Зубчатые
колеса изготовлены из хромистой стали
и закалены. Коррегированные зубчатые
колеса дают возможность нарезания двух
типов резьб, метрической и дюймовой,
без перестановки сменных зубчатых
колес. При перестановке сменных зубчатых
колес имеется возможность нарезания
еще двух типов резьб – модульной и
питчевой.
Сменные
зубчатые колеса.
Расположенные на стенке корпуса передней
бабки сменные зубчатые колеса позволяют
осуществлять подачу и нарезание
метрической, дюймовой, модульной и
питчевой резьб в соответствии с
паспортными данными.
Люнеты.
Для
обработки нежестких деталей диаметром
от 20 до 150 мм
станок оснащен подвижным и неподвижным
люнетами. Люнеты снабжены сменными
роликами и сухарями, устанавливаемыми
в зависимости от условия работы.
Охлаждение.
От электронасоса, установленного в
правой тумбе станины, охлаждающая
жидкость через трубопровод и шланг
подается к инструменту, а затем стекает
в два корыта, установленные спереди и
сзади станка, откуда возвращается в бак
электронасоса. Очистку корыт и бака
необходимо производить не реже одного
раза в месяц.
Рисунок
3 (суппорт)
Рисунок
4(фартук)
Рисунок
5(коробка подач)
Особенности
конструкции
Жесткость,
виброустойчивость и температурная
стабильность технологической системы
позволяют получать необходимую точность
обработки.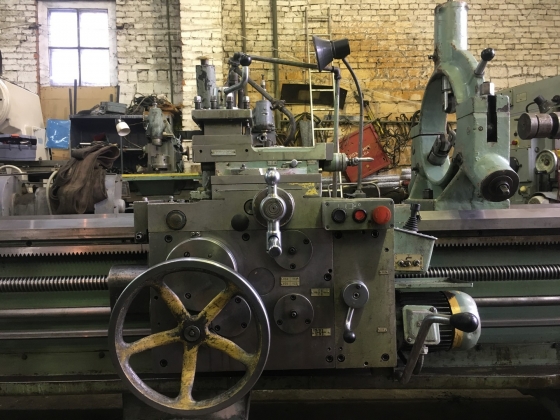
Двух
призменные направляющие станины в
сочетании с высокой надежностью других
узлов обеспечивают длительный срок
эксплуатации станка с сохранением
первоначальной точности.
Частота
обратного вращения шпинделя в 1,3 раза
выше чем прямого, что сокращает время
обработки резьб.
Точение
длинных конусов производится одновременным
выполнением продольной подачи суппорта
и подачи резцовых салазок при
соответствующем их повороте.
Точение
коротких конусов производится механической
подачей резцовых салазок, развёрнутых
на нужный угол.
Коробка
подач обладает высокой жесткостью
кинематической цепи, все силовые зубчатые
колеса кинематической цепи изготовлены
из легированной стали, закалены и
отшлифованы.
Ограждения
зоны резания и патрона, электрические
и механические блокировки гарантируют
безопасную работу на станке.
Станок токарно-винторезный 1М63 в России
Товаров:84
Галерея
Список
Рейтингу
Цене
Скидке
Новый, скидки!
Б/У
1
2
следующая »
Токарный станок с ЧПУ Справочный список G-кодов и M-кодов для токарных станков с ЧПУ
Это общие G-коды для токарных станков с ЧПУ и токарной обработки. Категории кода — это группы для мастера G-кода (нажмите Ctrl+G для мастера). Функция сообщает, что делает g-код, Notes дает немного больше информации, например параметры, а Tutorial — это ссылка (если есть) на учебник, который использует редактор G-Wizard для обучения использованию g-кода.
Категории кода — это группы для мастера G-кода (нажмите Ctrl+G для мастера). Функция сообщает, что делает g-код, Notes дает немного больше информации, например параметры, а Tutorial — это ссылка (если есть) на учебник, который использует редактор G-Wizard для обучения использованию g-кода.
Категория | ||||||
| Г00 | Движение | Двигайтесь по прямой линии на быстрой скорости. | XYZ конечной точки | G00 и MDI. Линейное перемещение: G00 и G01 | ||
| G01 | Движение | Двигаться по прямой на последней скорости, заданной скоростью подачи (F) | XYZ конечной точки | G01 и MDI. Линейное перемещение: G00 и G01 | ||
| Г02 | Движение | Дуга окружности по часовой стрелке со скоростью подачи (F) | XYZ конечной точки IJK относительно центра Р за радиус | Дуги окружности: G02 и G03 | ||
| Г03 | Движение | Дуга окружности против часовой стрелки при скорости подачи (F) | XYZ конечной точки IJK относительно центра Р за радиус | Дуги окружности: G02 и G03 | ||
| Г04 | Движение | Задержка: остановка на указанное время. | P для миллисекунд X для секунд | Точная синхронизация и скорость: задержка, точная остановка, компенсация люфта | ||
| Г09 | Движение | Проверка точной остановки | Точная синхронизация и скорость: задержка, точная остановка, компенсация люфта | |||
| G10 | Компенсация | Программируемый ввод параметров | ||||
| G17 | Координата | Выберите плоскость X-Y | Координаты G-кода ЧПУ | |||
| G18 | Координата | Выберите плоскость X-Z | Координаты G-кода ЧПУ | |||
| G19 | Координата | Выберите плоскость Y-Z | Координаты G-кода ЧПУ | |||
| G20 | Координата | Координаты программы указаны в дюймах | G20 и G21: преобразование единиц измерения | |||
| Г21 | Координата | Программные координаты мм | G20 и G21: преобразование единиц измерения | |||
| Г27 | Движение | Проверка возврата в референтную точку | G28: возврат к исходной точке | |||
| Г28 | Движение | Возврат в исходное положение | G28: возврат к исходной точке | |||
| Г29 | Движение | Возврат из референтной позиции | G28: возврат к исходной точке | |||
| Г30 | Движение | Возврат к 2-й, 3-й и 4-й контрольной точке | G28: возврат к исходной точке | |||
| Г32 | Консервы | Нарезание резьбы с постоянным шагом (например, G01 синхронизировано со шпинделем) | ||||
| Г40 | Компенсация | Компенсация резца инструмента отключена (компенсация радиуса) | ||||
| Г41 | Компенсация | Компенсация резца инструмента слева (компенсация радиуса) | ||||
| Г42 | Компенсация | Компенсация режущего инструмента справа (компенсация радиуса) | ||||
| Г43 | Компенсация | Применение компенсации длины инструмента (плюс) | ||||
| Г44 | Компенсация | Применить компенсацию длины инструмента (минус) | ||||
| Г49 | Компенсация | Отмена коррекции на длину инструмента | ||||
| Г50 | Компенсация | Сбросить все коэффициенты масштабирования до 1,0 | ||||
| Г51 | Компенсация | Включить масштабные коэффициенты | ||||
| Г52 | Координата | Локальный рабочий сдвиг для всех систем координат: добавить смещения XYZ | ||||
| Г53 | Координата | Система координат станка (отмена нулевой коррекции) | ||||
| Г54 | Координата | Рабочая система координат (1-я заготовка) | ||||
| Г55 | Координата | Рабочая система координат (2-я заготовка) | ||||
| Г56 | Координата | Рабочая система координат (3-я заготовка) | ||||
| Г57 | Координата | Рабочая система координат (4-я заготовка) | ||||
| Г58 | Координата | Рабочая система координат (5-я заготовка) | ||||
| Г59 | Координата | Рабочая система координат (6-я заготовка) | ||||
| Г61 | Прочее | Режим проверки точного останова | Точная синхронизация и скорость: задержка, точная остановка, компенсация люфта | |||
| Г62 | Прочее | Автоматический обход угла | ||||
| Г63 | Прочее | Режим постукивания | ||||
| Г64 | Прочее | Лучший путь скорости | ||||
| Г65 | Прочее | Простой вызов пользовательского макроса | Подпрограммы и макросы | |||
| Г70 | Консервы | Цикл чистовой токарной обработки | ||||
| Г71 | Консервы | Цикл чернового точения | G71: Цикл чернового точения G71 Тип II: черновое точение с «карманами» | |||
| G72 | Консервы | Цикл черновой обработки | ||||
| Г73 | Консервы | Цикл повторения шаблона | ||||
| Г74 | Консервы | Цикл сверления с отсечкой | ||||
| Г75 | Консервы | Цикл обработки канавок | ||||
| Г76 | Консервы | Цикл нарезания резьбы | Цикл нарезания резьбы на токарном станке G76 | |||
| Г80 | Консервы | Отмена постоянного цикла | ||||
| Г83 | Консервы | Цикл торцевого сверления | ||||
| Г84 | Консервы | Цикл нарезания торца | ||||
| Г86 | Консервы | Постоянный цикл растачивания, остановка шпинделя, быстрый выход | ||||
| G87 | Консервы | Цикл бокового сверления | ||||
| G88 | Консервы | Цикл нарезания резьбы сбоку | ||||
| Г89 | Консервы | Цикл бокового растачивания | ||||
| Г90 | Координата | Абсолютное программирование XYZ (системы типа B и C) | ||||
G90. 1 1 | Координата | Абсолютное программирование IJK (системы типа B и C) | ||||
| Г91 | Координата | Инкрементальное программирование XYZ (системы типа B и C) | ||||
| G91.1 | Координата | Инкрементное программирование IJK (системы типа B и C) | ||||
| Г92 | Координата | Цикл нарезания резьбы | ||||
| G92 (альтернативный) | Движение | Зажим максимальной скорости шпинделя | С | |||
| Г94 | Движение | Цикл токарной обработки торца | ||||
| Г96 | Движение | Постоянная скорость у поверхности ВКЛ.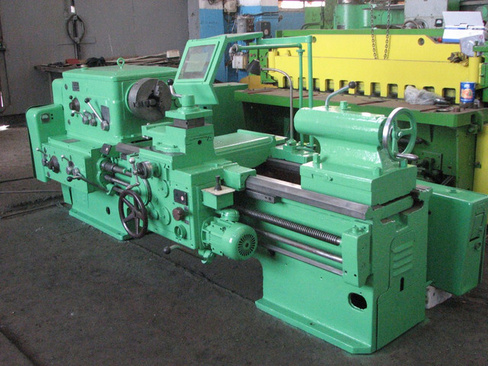 | G96: постоянная скорость у поверхности | |||
| Г97 | Движение | Отмена постоянной скорости у поверхности | G96: постоянная скорость у поверхности | |||
| Г98 | Движение | Скорость подачи в минуту | G-код G98 и G-код G99: режимы постоянного цикла возврата или скорости подачи | |||
| Г99 | Движение | Скорость подачи на оборот | G-код G98 и G-код G99: режимы постоянного цикла возврата или скорости подачи | |||
| Г190 | Движение | Режим радиуса | Программирование токарного станка с ЧПУ | |||
| Г191 | Движение | Режим диаметра | Программирование токарного станка с ЧПУ | |||
М-коды
| ||||||
| М00 | М-код | Останов программы (необязательно) | ||||
| М01 | М-код | Дополнительный останов: оператор выбран для включения | ||||
| М02 | М-код | Конец программы | ||||
| М03 | М-код | Шпиндель ВКЛ (вращение по часовой стрелке) | М03 и МДИ. | |||
| М04 | М-код | Шпиндель ВКЛ (вращение против часовой стрелки) | ||||
| М05 | М-код | Стопор шпинделя | M05 и MDI. | |||
| М06 | М-код | Смена инструмента | ||||
| М07 | М-код | Туман охлаждающей жидкости ON | M07 и MDI. | |||
| М08 | М-код | Заливная охлаждающая жидкость ON | M08 и MDI. | |||
| М09 | М-код | Охлаждающая жидкость ВЫКЛ. | М09 и МДИ. | |||
| М13 | М-код | Шпиндель ВКЛ (вращение по часовой стрелке) + СОЖ ВКЛ | М13 и МДИ. | |||
| М14 | М-код | Шпиндель ВКЛ (вращение против часовой стрелки) + СОЖ ВКЛ | М14 и МДИ.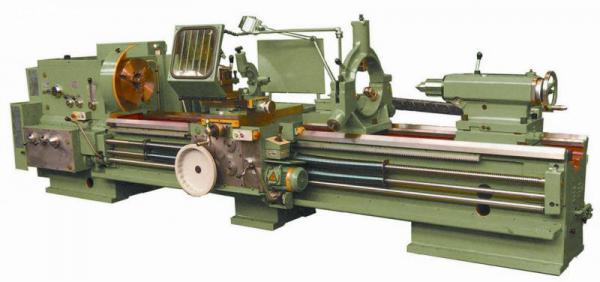 | |||
| М30 | М-код | Окончание программы, режимы перемотки назад и сброса | ||||
| М97 | М-код | Вызов подпрограммы Haas Style | Подпрограммы и макросы | |||
| М98 | М-код | Вызов подпрограммы | Подпрограммы и макросы | |||
| М99 | М-код | Возврат из подпрограммы | Подпрограммы и макросы | |||

Бонус: ознакомьтесь с другими нашими кулинарными книгами по ЧПУ, чтобы получить более подробную информацию о ЧПУ!
Если вы новичок в работе с ЧПУ, ознакомьтесь с нашей «Поваренной книгой для начинающих» . Это поможет вам быстро освоиться с прочной основой ЧПУ.
Это поможет вам быстро освоиться с прочной основой ЧПУ.
У нас также есть поваренные книги для каналов и скоростей , G-Code Programming , CNC Manufacturing and Shop Management , DIY CNC , и не забудьте CNC Cookbook Blog — с более чем 4 миллионами посетителей в год это самый популярный блог CNC на сегодняшний день в Интернете. .
Дополнительные ресурсы
Учебные курсы Mazatrol
Учебные курсы Fanuc CNC
Страница не найдена 404
Что случилось?
Эта ссылка никуда не ведет. Возможно, вы неправильно написали ссылку или перешли по старой ссылке.
Что я могу сделать?
Пожалуйста, используйте строку поиска или расширенный поиск, чтобы найти то, что вы ищете.
Проверить сейчас Machineseeker — Приложение !
Приложение Machineseeker для iPhone и Android .
Дополнительная информация
Machineseeker.com является официальным спонсором:
Популярные подержанные машины:
Топ 200
-1к
-2к
-3k
-4k
-5к
-6к
-7к
-8k
-9к
-10к
-11к
-12к
-13к
-14k
-15к
-16к
-17к
-18k
-19к
-20к
-21k
-22k
-23k
-24k
Вся информация, предложения и цены на этом сайте могут быть изменены и не носят обязательного характера!
Используя этот веб-сайт, вы принимаете наши условия и политика конфиденциальности .
