Станок токарный 16б16кп технические характеристики: 16Б16КП Станок токарно-винторезный повышенной точности с автоматической коробкой передач. Паспорт, схемы, характеристики, описание
Содержание
Токарный станок 16Б16КП: технические характеристики, паспорт, схемы
Впервые на токарно-винторезном оборудовании автоматическая коробка скоростей была установлена на модели 16Б16КП. Прецизионный станок предназначен для чистовой токарной обработки металлических деталей.
Содержание:
- 1 Краткие сведения о производителе
- 2 Назначение и область применения токарно-винторезного станка
- 3 Конструкция
- 4 Общий вид
- 5 Габариты
- 6 Расположение основных частей
- 7 Расположение органов управления
- 8 Кинематическая схема
- 9 Электрическая принципиальная схема
- 10 Коробка скоростей
- 11 Шпиндельная бабка
- 12 Суппорт
- 13 Задняя бабка
- 14 Технические характеристики
- 15 Техника безопасности при работе
- 16 Документация, паспорт
- 17 Аналоги
- 18 Особенности модификации 16Б16КА
- 19 Возможности модернизации
Краткие сведения о производителе
В Самаре напротив городского парка был пустырь, на котором механик Готхард Бенке в 1876 году начал строить литейный завод. Первое время на предприятии производили чугунное и медное литье, занимались ремонтом пароходов и другой техники.
Первое время на предприятии производили чугунное и медное литье, занимались ремонтом пароходов и другой техники.
После включения в состав металлообрабатывающих мастерских, завод стал называться Механическим. Через 3 года был выпущен первый токарно-винторезный станок.
В 1937 году окончательно определили специализацию саратовского завода. Он полностью перешел на выпуск станков. В 1948 году были запущены автоматические линии и организовано поточное производство. С 1951 года продукция саратовского станкостроительного завода стала выпускать металлорежущее оборудование на экспорт.
Токарно-винторезный станок 16Б16КП начали производить серийно с 1970 года. Его несколько раз модифицировали и создали модели 16Б16А, 16Б16КА. Большинство оборудования до сих пор находится в рабочем состоянии.
Важно!
В настоящее время на СВСЗ выпускают различные модели токарных станков с ЧПУ и автоматические линии под маркой Samat.
Назначение и область применения токарно-винторезного станка
Токарный прецизионный станок 16Б16КП предназначен для чистовой – финишной обработки деталей круглой формы:
- чистовая обработка цилиндрических и конических поверхностей;
- подрезка;
- обработка торцов;
- нарезка метрической и дюймовой резьбы резцом и плашкой;
- точение питчевых резьб;
- сверление в оси со стороны задней бабки;
- расточка.
Высокая точность регулировки шага позволяет нарезать многозаходные резьбы на винтах. Инструмент стремительно выводится из рабочей зоны, не задевая соседнюю поверхность, благодаря механизму быстрого отвода резцедержателя.
Важно!
Модель станка 16Б16КП выпускается в тропическом варианте – работа в условиях высоких температур и влажности.
Конструкция
Модель 16Б16КП была создана на базе выпускавшихся ранее токарного станка 1А616 и 16Б16. Ее положительные характеристики основаны на конструкционных особенностях токарного станка:
- автоматическая коробка передач;
- плавная регулировка скорости резания;
- высокая точность обработки – прецизионный;
- в передней бабке установлено 2 перебора;
- резцедержатель четырехпозиционный с механизмом быстрого отвода;
- автоматический выбор оптимального режима резания благодаря наличию электрического привода на тиристорах.

Справка. Эргономика станка – удобство работы, была значительно улучшена. Токарь управлял всеми операциями, совершая минимум движений.
Передняя бабка:
Справа над станиной расположен самый сложный узел станка – передняя бабка. В ней размещаются узлы:
- коробка скоростей;
- коробка передач;
- шпиндельный узел;
- система смазки разбрызгиванием.
Масло одновременно смазывает и охлаждает шестерни, смывает с них грязь и металлическую пыль.
Важно!
Подшипники заполняются густой смазкой во время каждого профилактического осмотра.
Гитара:
Шестерни, расположенные на концах вала и винта, находятся внутри корпуса передней бабки и закрыты крышкой. Приводятся в движение клиноременной передачей. Набор шестерен зависит от типа нарезаемой резьбы.
Справка. При открывании крышки гитары во время работы станка срабатывает блокировка.
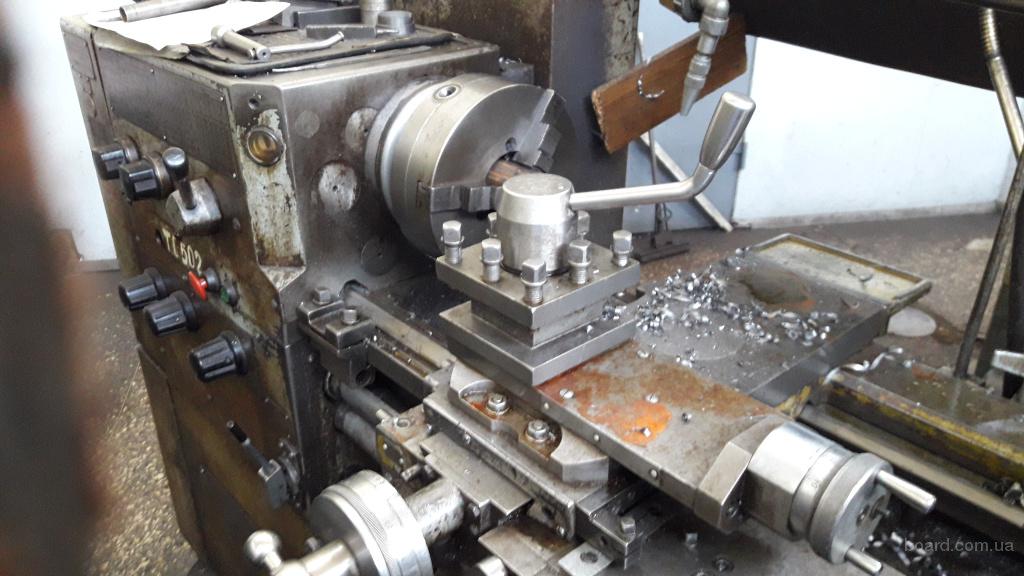
Суппорт:
Суппорт перемещается вдоль станка по направляющим станины. Имеет механические режимы движения: рабочий и ускоренный холостой. На фартуке расположены рукоятки механического передвижения и ручного подвода инструмента.
Имеет механические режимы движения: рабочий и ускоренный холостой. На фартуке расположены рукоятки механического передвижения и ручного подвода инструмента.
Салазки с резцедержателем движутся по направляющим в продольном и поперечном направлении. Одновременное включение подач в 2 перпендикулярных осях блокируется устройством на ручке управления.
Задняя бабка:
Находится справа на станине. К направляющим крепится прижимными планками и винтами. Внутри корпуса, в одной оси со шпинделем, установлена пиноль. Она перемещается вручную маховиком, расположенным сзади, и зажимается с помощью ручки.
Конус пиноли Морзе №2. В нем закрепляют:
- центра;
- сверла;
- зенкера;
- метчик для нарезки внутренней резьбы.
Передвигается задняя бабка по направляющим вручную. Фиксируется на месте планками, расположенными снизу. Они приводятся в рабочее состояние рычагом.
Во время наладки пиноль регулировочными винтами выставляется соосно шпинделю. Допустимое смещение составляет менее 0,01 мм.
Допустимое смещение составляет менее 0,01 мм.
Фартук:
Через фартук проходят ходовой вал станка и винт. Кулачковые муфты с коническими шестернями превращают крутящий момент в поступательное движение: прямой, обратный ход суппорта и каретки.
На фартуке находятся ручки управления суппортом, салазками, переключения режимов резания. Величина смещения инструмента относительно детали отсчитывается по делениям лимба и нониуса с точностью до 0,1 мм.
Запускается движения суппорта и салазок вперед и назад джойстиком. Его узел оборудован устройством блокировки одновременного включения рабочего хода в разных направлениях. При нажатии на кнопку в его рукоятке, включается быстрый ход.
По бокам фартука, над направляющей, установлены концевые выключатели. Дойдя до крайней точки, они срабатывают и останавливают суппорт.
Коробка подач:
Точный шаг при нарезании резьбы обеспечивает ходовой винт. Его вращение, связанное определенным соотношением с оборотами детали, обеспечивает коробка подач. Она расположена сзади и возвышается над передней бабкой.
Его вращение, связанное определенным соотношением с оборотами детали, обеспечивает коробка подач. Она расположена сзади и возвышается над передней бабкой.
Коробка передач:
Коробка передач расположена в нижней части передней бабки, под шпиндельным узлом. Она передает крутящий момент на приводной вал коробки подач.
Коробка скоростей:
Автоматическая коробка скоростей находится в задней части передней бабки. Она вращает шпиндель. Наличие в ней двух переборов: 1:4 и 1:16 увеличивает выбор числа оборотов обрабатываемой детали.
Принцип работы:
При нажатии кнопки «Пуск» включаются двигателя. Через кулачковые муфты крутящий момент передается на ведущий вал коробки передач. Он приводит в движение ходовой винт через коробку подач.
Через автоматическую коробку скоростей, передающую вращение с выходного вала коробки передач, приводится в движение шпиндель. Скорость его вращения регулируется ручкой на передней бабке. Она, в свою очередь, переключает шестерни переборов.
Она, в свою очередь, переключает шестерни переборов.
Кулачковые муфты, установленные в фартуке, передают суппорту движение. Одновременно с ним перемещается резцедержатель с инструментом.
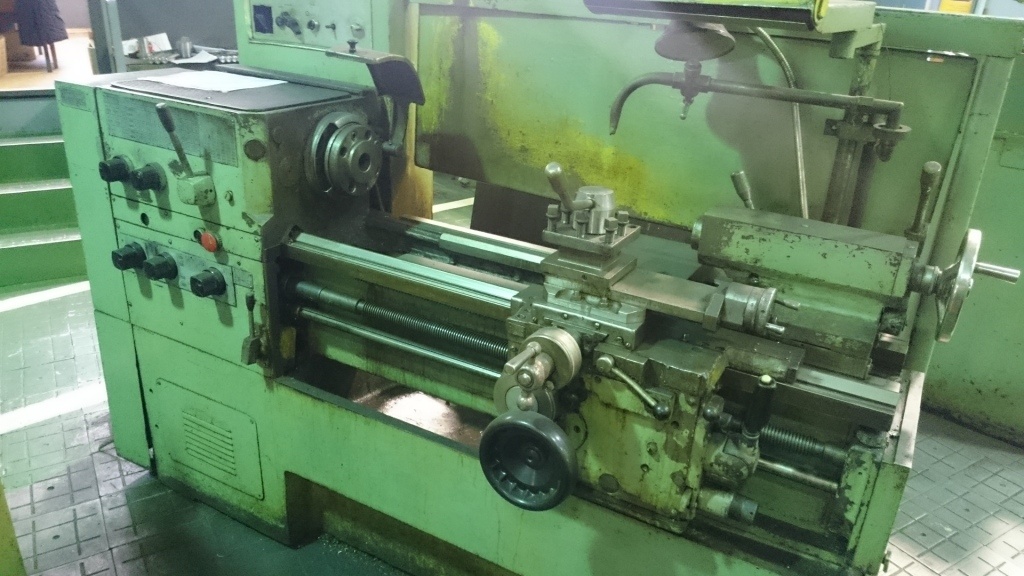
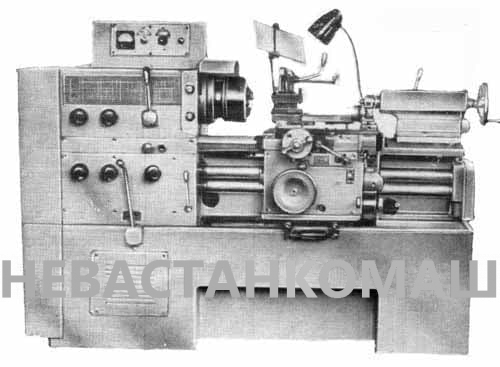
Общий вид
Внешний вид модели 16Б16КП отличается от большинства токарных станков выступающей над задней бабкой автоматической коробкой скоростей и эргономичным расположением рычагов и кнопок управления.
Габариты
Размеры станка по крайним точкам 2525×1110×1505 мм.
Расположение основных частей
На станине слева находятся основные узлы: передняя бабка, коробки скоростей и передач, панели управления на корпусе. Двигатели установлены позади и внизу полой стойки. Суппорт с резцедержателем перемещается по направляющим. На его фартуке кнопки пуска, торможения и переключения режимов работы.
Впереди, вдоль направляющих, через фартук проходят ходовой вал и винт. Над правой стойкой находится задняя бабка. Ниже, на станине, двигатель системы СОЖ.
Расположение органов управления
На передней плоскости автоматической коробки скоростей находятся рукоятки:
- поворота резцовой головки;
- подачи суппорта – поперечной;
- управления АКП;
- включения насоса СОЖ;
- пуска электрооборудования.
Там же установлены сигнальная лампа и указатель нагрузки.
На передней бабке имеются таблички с настройкой режимов резания и расшифровкой символических значков. Здесь же рукоятки для установки и регулировки режимов резания, скорости вращения шпинделя и подачи инструмента.
С фартука управляется ход каретки, перемещение суппорта. Здесь же кнопка пуска реверсивного шпинделя.
Кинематическая схема
Электрическая принципиальная схема
Модель 16Б16КП имеет 3 электрические двигателя:
- главный, подключен к приводу;
- отвечающий за перемещение салазок;
- приводящий в работу насосы СОЖ.
Первые два работают согласованно. Система блокировки не допускает одновременно включения поперечной и продольной подачи. Система смазки и охлаждения включается одновременно со станком и работает независимо от основных узлов.
Система блокировки не допускает одновременно включения поперечной и продольной подачи. Система смазки и охлаждения включается одновременно со станком и работает независимо от основных узлов.
Коробка скоростей
Расположенная позади шпиндельного узла, автоматическая коробка скоростей станка 16Б16КП имеет 7 электромагнитных муфт.
Шпиндельная бабка
Через зубчатый ремень получает движение от коробки скоростей. Имеет 2 перебора.
Суппорт
На суппорте установлен четырехпозиционный резцедержатель, перемещающийся от механического привода вдоль и поперек направляющих.
Задняя бабка
задняя бабка используется для фиксации длинных деталей типа вал и сверления вдоль оси. при обработке коротких заготовок может сниматься со станины.
Технические характеристики
Токарно-винторезный станок 16Б16КП прецизионного типа, высокой точности обработки. Имеет автоматическую коробку скоростей.
Основные параметры:
Модель станка 16Б16КП имеет 3 модификации, отличающиеся длиной станины.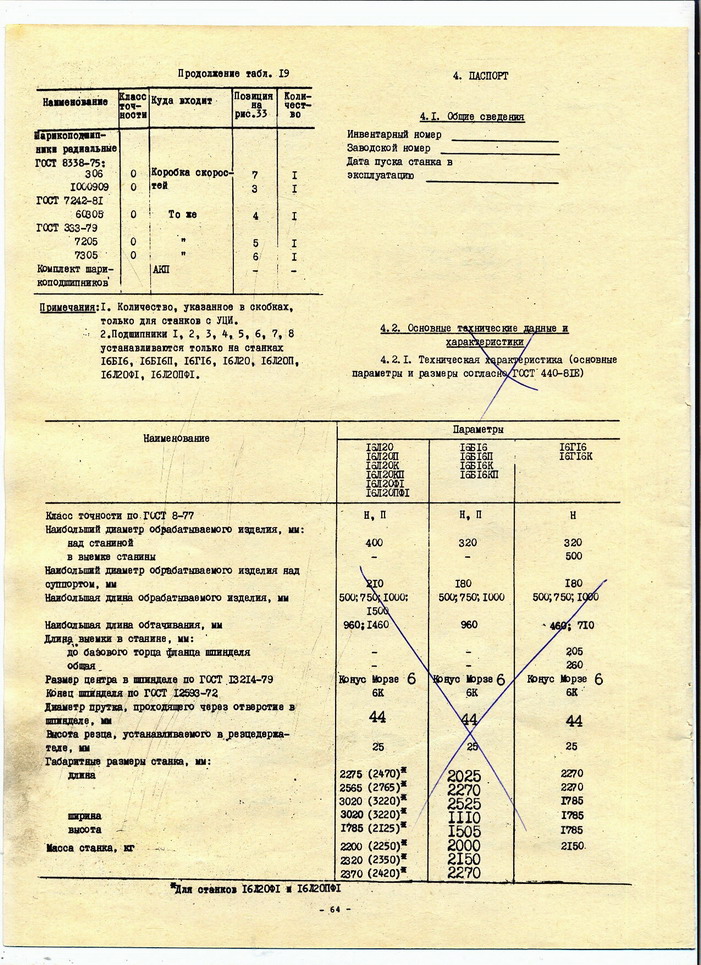 Параметры базовой модели:
Параметры базовой модели:
- максимальная длина обрабатываемой заготовки 750 мм;
- диаметр над станиной 320 мм;
- над суппортом 180 мм;
- ход резца от оси вращения детали 185 мм.
При работе используют резцы с размером стебля 25 мм.
Шпиндель:
Благодаря наличию 2 переборов, скорость движения регулируется от 20 до 2000 об/мин, число ступеней 24. Диаметр отверстия 46 мм.
Направление вращения вперед и назад имеет одинаковые показатели.
Суппорт и подачи:
Механическое и ручное перемещение вперед и назад вдоль и поперек оси вращения детали.
Резцовые салазки:
Имеют четырехпозиционный резцедержатель. Перемещаются по перпендикулярным осям механической подачей и вручную.
Задняя бабка:
Максимальное расстояние от кулачков патрона 750 мм. Конус пиноли Морзе2. Максимальный ход 120 мм. Регулируется относительно оси детали с точностью до 0,01 мм.
Электрооборудование:
2 электродвигателя работают синхронно, приводят в работу основные узлы. Мощность 5, 7,5 кВт. Третий включает насосы системы смазки и охлаждения.
Габариты и масса:
Масса модели 16Б16КП 2270 кг при габаритах 2525×1110×1505 мм (длина, высота, ширина).
Техника безопасности при работе
Конечные выключатели и установленные в механизме станка блокирующие устройства предохраняют оборудование от поломки и станочника от травмирования. На суппорте установлен прозрачный щиток, закрывающий зону реза от разлетающейся стружки.
К работе на станке допускаются рабочие, прошедшие обучение и получившие квалификацию. Они должны быть в специальной одежде, головном уборе и надевать очки, защищающие глаза.
Документация, паспорт
На станок производителем выдается технический паспорт. В нем указаны:
- производитель;
- дата изготовления;
- основные характеристики оборудования;
- сроки профилактических и капитальных ремонтов;
- комплектация.

К паспорту прилагаются чертеж устройства станка и все его схемы.
Паспорт станка вы можете бесплатно скачать по ссылке — Паспорт токарного станка 16Б16КП
Аналоги
Модель 16Б16КП была создана на базе уже выпускаемых ранее станков 16Б16 и 16Б16П. аналогичные характеристики имеет модель 16Б16А.
Особенности модификации 16Б16КА
Станок предназначен для чистовой обработки деталей. Отличается от модели 16Б16КП меньшим диаметром обрабатываемой детали – 320 мм, имеет класс точности А. Использование проката в качестве заготовок исключается. Длина агрегата меньше – 2270 мм и вес 2150 кг.
Возможности модернизации
На модель 16Б16КП устанавливают панель удаленного управления. Уже работающее оборудование легко перестраивается под управление с ЧПУ и работает в автоматических линиях.
Токарно-винторезные станки 16Б16КП, выпущенные в 1970–1980 годах прочные и надежные. Их успешно эксплуатируют на предприятиях с мелкосерийным выпуском продукции, в ремонтных мастерских.
Их успешно эксплуатируют на предприятиях с мелкосерийным выпуском продукции, в ремонтных мастерских.
Токарный станок 16Б16КП: технические характеристики, схемы
Технические характеристики оборудования
Винторезная машина имеет широкий спектр техособенностей:
- мощность электрического мотора обеспечивает функционирование привода основного хода и достигает 7,5 кВт. А сам привод, ответственный за передвижение суппорта, имеет мощность 0,37 кВт. Электрический мотор же для смазочного механизма – 0,12 кВт;
- предельная длина обтачиваемой заготовки – 1,46 метра, а предельные размеры изделия, закрепляемые в центрах машины, 1,5 метра;
- автоматическая коробка передач;
- нарезка резьбы проходит с помощью выбора работником шага, устанавливающимся им исходя из вида заготовки;
- максимальное сечение обтачиваемой над станиной заготовки не должно быть более 40 сантиметров, а над суппортом – 21 сантиметра;
- количество обращений шпиндельного устройства в прямом движении – от 25 до 2500 об.
 /мин., а в реверсивном – от 25 до 1250 оборотов в мин.;
/мин., а в реверсивном – от 25 до 1250 оборотов в мин.; - в прямом движении шпиндельное устройство обладает 21 степенью скорости, а в реверсивном – 18;
- привод машины – от 2-скоростного электромотора вместе с коробкой скоростей и переборкой, программирующей 12 степеней частот оборотов шпиндельного механизма в любом из 2 диапазонов;
- поперечные подачи варьируются от 0,025 до 1,4 мм, а продольные – от 0,05 до 2,8 мм на вращение;
- диапазон передвижения суппорта по винту составляет 75 сантиметров (вдоль) и 22 сантиметров (поперёк). Максимальный отрезок его передвижения по валику – 50 сантиметров;
- подшипники качения создают жесткую и высокоточную опору;
- направляющие кареток и пары качения винтов обладают импульсивной автосмазкой;
- привод подач обеспечивает бесступенчатую регулировку подач;
- загруз и выгрузка деталей осуществляется вручную.
Данные технические параметры дают возможность машине пользоваться популярностью даже через 50 лет с даты её выпуска.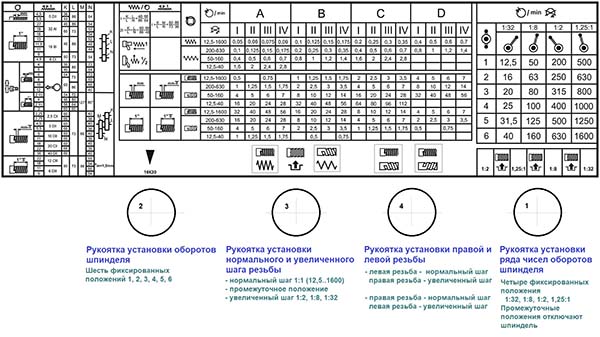 Буквы «К» и «П» в названии машины обозначают, что имеется копировочный механизм и увеличенная степень точности соответственно. Винторезная машина способна функционировать от сети с напряжением 220, 380, 400, 415 и 440 В. Она характеризуется современной эргономичной структурой и отличается удобством в эксплуатации и управлении.
Буквы «К» и «П» в названии машины обозначают, что имеется копировочный механизм и увеличенная степень точности соответственно. Винторезная машина способна функционировать от сети с напряжением 220, 380, 400, 415 и 440 В. Она характеризуется современной эргономичной структурой и отличается удобством в эксплуатации и управлении.
Габариты и вес машины
Винторезная машина имеет небольшие размеры и вес для станка с подобным функционалом:
- ширина – 1110 миллиметров;
- высота – 1505 миллиметров;
- длина – 2270 миллиметров;
- масса – 2 тонны.
Назначение и область применения
Станок 16б16кп предназначается для исполнения разных токарных работ в центрах, цангах или в 3 или 4-кулачковом патроне, для нарезки разной резьбы плашкой либо метчиком. Непохоже на большинство иных марок, подобная машина предназначается для более тщательного обтачивания, в связи с чем его не рекомендуется применять в черновую. Обычно он устанавливается в небольших мастерских по ремонту. После обрабатывания на токарной машине изделия отличаются прекрасной чистотой поверхностей.
После обрабатывания на токарной машине изделия отличаются прекрасной чистотой поверхностей.
Схема станка 16Б16КП. Токарно-винторезного. Электрическая принципиальная
Ниже приведен эскиз схемы электрической принципиальной токарного станка 16Б16КП
Скачать бесплатно электрическую схему станка 16Б16КП токарно-винторезного в хорошем качестве можно по ссылке расположенной выше. Она содержится в «Руководстве по электрооборудованию»
Конструктивные узлы и механизмы станка
Машина имеет ряд основных узлов:
- Суппорт.
- Коробка подач.
- Коробка передач.
- Бабка задняя.
- Основная станина.
- Фартук.
Механизмы:
- защитные детали. Имеется механизм защиты работника и агрегатных узлов от стружки, образующейся при исполнении работ. Это существенно увеличивает степень безопасности и время службы машины;
- в винторезную машину внедрен механизм, отвечающий за изменение передач.
 Это значительно увеличило функциональную надежность винторезного станка;
Это значительно увеличило функциональную надежность винторезного станка; - электрическое оборудование. Основными деталями электросистемы являются 4 асинхронных электромотора винторезной машины с различными мощностями. Почти все элементы расположены в особом шкафу;
- токарная машина имеет продольные отключающие упоры, защитное устройство от излишних нагрузок, механизм блокирования подач во всех направлениях.
Токарно-винторезный станок 16Б16КП
Токарно-винторезный станок 16Б16КП предназначен для выполнения разнообразных токарных работ, а также для нарезания метрической, дюймовой, модульной и питчевой резьб. Станок 16Б16КП отличается от станка 16Б16П наличием автоматической коробки подач.
В связи с тем, что станок может применяться в различных отраслях промышленности на всевозможных операциях, для обработки различных материалов, обслуживание станка следует осуществлять с учетом специфики их эксплуатации.
Коробка скоростей
Данный узел на 6 степеней устанавливается в обособленном корпусе и закрепляется сзади к внешней стенке левой поперечной грани. Для натягивания ремня, который идет от коробки к шпиндельному устройству, она способна совершать движение вертикально с применением винта. Устройство запускает 2-скоростной электрический двигатель через ременную передачу. Шкив 16, взаимосвязанный со ступицей 15, производит передачу вращательного хода валу 14, легко идущему через вал-гильзу 20.
Для натягивания ремня, который идет от коробки к шпиндельному устройству, она способна совершать движение вертикально с применением винта. Устройство запускает 2-скоростной электрический двигатель через ременную передачу. Шкив 16, взаимосвязанный со ступицей 15, производит передачу вращательного хода валу 14, легко идущему через вал-гильзу 20.
Вал 14 взаимосвязан с муфтой 25, при запуске которой ход с него переходит увязанному с ней валу-гильзе 20 через полумуфту 24. Данный узел позволяет произвести 6 скоростей на шкиве 13. Ход путём ременной передачи поступает на шкив бабки. С валом 4 увязана производящая устойчивое и оперативное торможение машины муфта 3 с винтом 12. Все колеса 7-11, 18, 19, 22 произведены из сталей, подвергшихся температурному обрабатыванию с дальнейшей шлифовкой, а также легированию. Смазывание элементов происходит от насоса с использованием полива.
Шпиндельная бабка
Узел запускается коробкой скоростей ременной передачей и приемочным шкивом 7 с уплотнением 4. Выбор осевого люфта в подшипниках осуществляется пружиной 4. Узел от приемочного шкива муфтой 5 приобретает 12 вращательных скоростей; ещё 12 — посредством колес 5, 8, 16, 15 с переборкой 1:4, а 12 — колес 5, 8, 11, 10, 13, 14, 16, 15 с переборкой 1:16. Запуск переборочных групп, муфты 12 или отключение шпинделя для разделения на заходы при нарезке резьб делается с использованием рукоятки переводками через рычажный механизм, который управляется кулачками.
Выбор осевого люфта в подшипниках осуществляется пружиной 4. Узел от приемочного шкива муфтой 5 приобретает 12 вращательных скоростей; ещё 12 — посредством колес 5, 8, 16, 15 с переборкой 1:4, а 12 — колес 5, 8, 11, 10, 13, 14, 16, 15 с переборкой 1:16. Запуск переборочных групп, муфты 12 или отключение шпинделя для разделения на заходы при нарезке резьб делается с использованием рукоятки переводками через рычажный механизм, который управляется кулачками.
Прочное фиксирование рукояточной оси, предотвращающей проворачивание, обеспечивает подпружиненный шарик, располагающийся на задней стенке корпуса станины машины в стакане. Вращение шпиндельного устройства происходит с помощью 2 роликоподшипников 18 и 21. Выборка зазора в подшипниках осуществляется пружинами 20. Передачи осуществляют колеса 1, 2, 22, 23, 24 и вышеперечисленные колеса. Шпиндель, обладающий фланцевым концом и сделанный по ГОСТ, способствует скорой смене и устойчивому закрепление планшайбы. Устройство позволяет нарезать:
- резьбу с повышенным шагом в 4 и 16 раз;
- правые и левые резьбы;
- многозаходные резьбы при работе с переборками 1:4 и 1:16 с количеством заходов 2, 3, 4, 5, 6, 10, 12, 15, 20, 30, а при работе напрямую — с количеством заходов 2, 3, 4, 6, 12.

Технические данные и характеристики станка 16Б16КП
| Наименование параметра | 16Б16КП | 16Е16КП |
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Наибольший диаметр заготовки над станиной, мм | 320 | 360 |
| Наибольший диаметр заготовки над суппортом, мм | 180 | 180 |
| Наибольшая длина заготовки (РМЦ), мм | 500, 750, 1000 | 750, 1000, 1500 |
| Наибольшая длина обтачивания, мм | ||
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 185 | 185 |
| Высота оси центров над плоской частью станины (высота центров), мм | 175 | 175 |
| Высота резца, устанавливаемого в резцедержателе, мм | 25 | 25 |
| Шпиндель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 45 | 45 |
| Наибольший диаметр прутка, мм | 44 | 44 |
| Число ступеней частот прямого вращения шпинделя | 24 | 24 |
| Частота прямого вращения шпинделя, об/мин | 20…2000 | 20…2000 |
| Число ступеней частот обратного вращения шпинделя | 21 | 21 |
| Частота обратного вращения шпинделя, об/мин | 20…2000 | 20…2000 |
| Размер внутреннего конуса в шпинделе, М | Конус морзе 6 | Конус морзе 6 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Торможение шпинделя | есть | есть |
Суппорт. Подачи Подачи | ||
| Наибольшее продольное перемещение суппорта от руки, по валику, по винту, мм | 500,750,1000 | 750,1000,1500 |
| Наибольшее поперечное перемещение суппорта от руки, по винту, мм | 220 | 220 |
| Число ступеней продольных подач | ||
| Пределы продольных подач, мм/об | 0,05…2,8 | 0,05…2,8 |
| Пределы поперечных подач, мм/об | 0,025…1,4 | 0,025…1,4 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | 4 | 5 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | 2 | 2,5 |
| Продольное перемещение на одно деление лимба, мм | 1 | 1 |
| Продольное перемещение на одно деление нониуса, мм | 0,1 | 0,1 |
| Поперечное перемещение на одно деление лимба, мм | 0,025 | 0,025 |
| Продольное перемещение на один оборот лимба, мм | 100 | 100 |
| Поперечное перемещение на один оборот лимба, мм | 5 | 5 |
| Количество нарезаемых резьб метрических | ||
| Пределы шагов нарезаемых резьб метрических, мм | 0,25…56 | 0,25…56 |
| Количество нарезаемых резьб дюймовых | ||
| Пределы шагов нарезаемых резьб дюймовых | 112…0,5 | 112…0,5 |
| Количество нарезаемых резьб модульных | ||
| Пределы шагов нарезаемых резьб модульных | 0,25…56 | 0,25…56 |
| Количество нарезаемых резьб питчевых | ||
| Пределы шагов нарезаемых резьб питчевых | 112…0,5 | 112…0,5 |
| Предохранитель от перегрузки | есть | есть |
| Блокировка продольных и поперечных подач | есть | есть |
| Выключающие продольные упоры | есть | есть |
| Верхний суппорт (резцовые салазки) | ||
| Наибольшее перемещение верхнего суппорта, мм | 120 | 120 |
| Перемещение на одно деление лимба, мм | 0,02 | 0,02 |
| Перемещение на один оборот лимба, мм | 2 | 2 |
| Наибольший угол поворота, град | ±90° | ±75° |
| Цена деления шкалы поворота, град | 1° | 1° |
| Задняя бабка | ||
| Наибольшее перемещение пиноли задней бабки, мм | 120 | 120 |
| Цена деления линейки/ нониуса, мм | 5/ 0,1 | 5/ 0,1 |
| Размер центра в пиноли по ГОСТ 13214-79 | КМ 5 | КМ 5 |
| Поперечное перемещение задней бабки, мм | ±5 | ±5 |
| Электрооборудование | ||
| Количество электродвигателей на станке | 4 | 4 |
| Электродвигатель главного привода, кВт (об/мин) | 7,5 (1500) | 7,5 (1500) |
| Привод ускоренных перемещений, кВт (об/мин) | 0,37 (1500) | 0,37 (1500) |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,12 (3000) | 0,12 (3000) |
| Электродвигатель станции смазки, кВт (об/мин) | 0,12 (1500) | 0,12 (1500) |
| Габариты станка (РМЦ=1000), мм | 2525 х 1110 х 1505 | 2520 х 1110 х 1505 |
| Масса станка (РМЦ=1000), кг | 2270 | 2270 |
Приложение: В случае поставки станка с выемкой в станине, конусной линейкой или гидросуппортом руководство дополняется соответствующими приложениями.
- Станки токарно-винторезные 16Б16, 16Б16п, 16л20, 16л20п, 16л20ф1, 16л20пф1, 16г16, 16г16к, 16Б16к, 16Б16кп, 16л20к, 16л20кп, 16е16кп. Руководство по эксплуатации 16Б16П.000.000 РЭ, 1989
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Пикус М.
 Ю. Справочник слесаря по ремонту станков, 1987
Ю. Справочник слесаря по ремонту станков, 1987
Список литературы:
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Технология ремонта токарного станка. Ремонт направляющих станины и суппорта
- Технология ремонта токарного станка. Ремонт передней и задней бабки
- Ремонт шпинделя токарного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник токарных станков
- Заводы производители токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Задняя бабка
Она соединена со станиной ручкой. Контроль ее положения осуществляется оправкой, располагающейся по отметкам или в центрах. Промежуток между задней пинолью и вращающейся осью шпинделя должен быть более 0,1 миллиметра. Плоский конец винта 4 осуществляет скольжение в пазу диска 3. Чтобы отвернуть винт 4 для демонтирования диска 3, нужно произвести совмещение с ним цековки. Контролирование верного положения корпуса осуществляется по пригашенным при сборе областям и в точности по оправке, которая зажата в центральных частях машины. Пиноль 8 зажимается ручкой 7.
Контроль ее положения осуществляется оправкой, располагающейся по отметкам или в центрах. Промежуток между задней пинолью и вращающейся осью шпинделя должен быть более 0,1 миллиметра. Плоский конец винта 4 осуществляет скольжение в пазу диска 3. Чтобы отвернуть винт 4 для демонтирования диска 3, нужно произвести совмещение с ним цековки. Контролирование верного положения корпуса осуществляется по пригашенным при сборе областям и в точности по оправке, которая зажата в центральных частях машины. Пиноль 8 зажимается ручкой 7.
Важно! Предельный ход пиноли составляет 120 миллиметров. Винт 9 движется от маховика 2.
Станина станка
Монтируется на 1 тумбе. Данный узел представлен литой коробкой из чугуна с поперечными ребрами в виде буквы «П» — снабжён 2 плоскими и 2 направляющими в форме призм, претерпевшими температурную обработку и шлифование. В нише правого торца узла размещается электрический мотор убыстренных ходов салазки. На задней стенке у левого торца узла монтирована коробка скоростей, у правого торца — станция смазки, а также бачок для охладительного вещества и насос устройства охлаждения; внутри находится электродвигатель основного привода.
Фартук
У фартука есть 4 пары сцепных муфт, дающих возможность производить прямое и реверсивное движение суппорта и салазки. Управление движением салазки и нижней частью суппорта производится ручкой, направление запуска которой соответствует направлению их движению. Пуск быстрых передвижений суппорта в 4 направлениях позволяет осуществить добавочное нажимание кнопки IB, которая расположена в ручке. При этом происходит запуск электрического мотора ускоренных ходов, который путём ременной передачи посылает движение ходовому валу.
Смазывание деталей узла делается внедренным в крышку поршневым насосом. В узле установлен блокиратор, предотвращающий совместный пуск подач маточной гайки и суппорта. В нём также установлено специальное защищающее устройство, предохраняющее от перегрузки и рассчитанный на наибольший показатель усилия отключения (6000 ± 500)H. При работе по упорам значение можно понизить до нужного уровня гайкой 6, а также путем ослабления пружины 7.
Строение станка
Устройство имеет ряд ключевых узлов, каждый из которых стоит отдельно и детально описать.
Суппорт. Узел фиксирует рабочий инструмент и перемещает его в продольном и поперечном направлении в зависимости от необходимости. Суппорт приводится в движение при помощи механического или ручного привода. Для фиксации продольных салазок в нужном месте применяют специальный винт.
Коробка передач. Узел приводит в движение вал в коробке подач посредством передачи привода с передней бабки. В зависимости от типа создаваемой резьбы в коробке передач задействуются соответствующие группы зубчатых колес, которые делятся на основные и дополнительные. Также коробка передач оснащена системой блокировки и защитным кожухом. Без наличия этих деталей включение станка невозможно, что значительно снижает риск несчастных случаев.
Коробка подач. Принцип работы заключается в работе зубчатых колес, которые получают импульс вала коробки передач. На фронтальной стороне узла находятся рычаги управления, которые позволяют оператору регулировать шаг нарезания резьбы, выбирать ее тип, активировать ходовой валик и определять направление движения ходового винта.
Конструкцией станка также предвидится прямая нарезка резьбы, без задействования зубчатых колес. Такая возможность появилась именно благодаря особому строению коробки подач. Обгонная муфта в составе данного узла дает возможность блокировать его работу в том случае, если суппорт осуществляет быстрые движения в реверсном направлении.
Основная станина. Узел сделан из литого чугуна и выполнен в форме коробки с увеличивающими ее жуткость ребрами внутри. Конструкция станины включает в себя и по две пары закаленных направляющих. Узел крепится к тумбе-опоре, в которую вмонтирован электромотор, приводящий в действие салазки.
На тыльной части станины находится коробка скоростей и смазочная система. Внутри тумбы располагается основной электромотор. Кроме того, в этом узле находится и охлаждающая система, которая отвечает за своевременную подачу смазочно-охлаждающей жидкости.
Фартук. Узел имеет 4 пары фиксаторов, благодаря которым каретка может двигаться в прямом и реверсном направлении. Это же касается и суппорта станка. Управление данными процессами выполняет оператор при помощи специальной рукоятки, направление движения которой совпадает с направлением движения суппорта или каретки.
Это же касается и суппорта станка. Управление данными процессами выполняет оператор при помощи специальной рукоятки, направление движения которой совпадает с направлением движения суппорта или каретки.
Рассчитать параметры движения всех перечисленных узлов можно при помощи специальной шкалы. Как и на других ключевых механизмах, на фартуке установлен предохранитель, который делает невозможным единовременный запуск продольной и поперечной подач суппорта и маточной гайки, а также препятствует перегрузке узла.
Бабка задняя. Крепится к станине посредством специальной рукоятки. Оператор регулирует положение данного узла при помощи особой оправки, которая фиксируется в центрах устройства. Также контроль можно осуществлять по отметинам, которые остаются в ходе сбора устройства. Особо тщательно следует проверять расхождение между задней пинолью и осью вращения шпиндельного механизма.
Защитные элементы. Особую роль при создании данного станка сыграла идея защиты оператора и узлов агрегата от металлической стружки, которая появляется в процессе выполнения работ. Это привело к созданию защитного устройства, значительно повышающего уровень безопасности при работе со станком, и продлевающее эксплуатационный период.
Это привело к созданию защитного устройства, значительно повышающего уровень безопасности при работе со станком, и продлевающее эксплуатационный период.
В конструкцию станка разработчики также включили устройство, которое отвечает за смену передач на станке. Это существенно повысило функциональную надежность агрегата:
- Выполнить выбор частоты шпинделя вручную можно при помощи сразу трех ручек.
- Управление узлом осуществляется через специальную рукоятку, которая находится на тыльной стороне коробки для электроприборов.
- Шпиндельный узел работает на основе подшипников конического типа.
- Контроль зазора в подшипниках контролируется при помощи специальной пружины.
- Шестерня-муфта передает вращение на шкив шпиндельного механизма.
Электрооборудование. Ключевыми элементами электрической системы станка являются его 4 асинхронных двигателей с разными мощностями. Большинство деталей электрооборудования находится в специальном шкафу. Станок может работать от сети с напряжением 22О, 38О, 4ОО, 415 и 44О В.
Кроме всех перечисленных выше узлов, в строение станка входит и много других элементов. Данная модель устройства оснащена продольными выключающими упорами, комплексом защиты от перегрузок во время работы, системой блокировки подач в любых направлениях.
Видео: токарный станок 16б16кп.
Техника безопасности
- Осуществлять работу исключительно на винторезных машинах, к которым есть допуск, и исполнять только требуемую работу.
- Сосредоточиться на работе, не прерываясь на ненужные дела и разговоры; не мешать другим работникам.
- Не опираться на функционирующую токарную машину и не давать другим сделать такое действие.
- Не давать разрешение на свое место лицам, не имеющим отношения к конкретной работе. Без санкции мастера не доверять машину другому работнику.
- Увидев несоблюдение правил другим оператором, сделать ему предупреждение об обязательности соблюдать положения инструкции.
- В течение ремонтных работ станка и пусковых механизмов на нем необходимо вывешивать плакат: «Не запускать – ремонт».
- Запрещено производить работу на неисправном и не имеющем требуемых ограждений токарном станке, а также ремонтировать и переделывать машину самому.
- О любом происшествии незамедлительно информировать мастера и пойти в медпункт.
- Чтобы избежать происшествий, загрязнения и попадания стружки в устройства винторезного станка запрещено осуществлять обдув воздухом из шланга обтачиваемой поверхности и машины.
- Запрещено производить работу на токарной машине в рукавицах и перчатках, а также с перебинтованными пальцами без напальчников из резины.
- Размеры и вес обтачиваемого изделия должны отвечать требованиям техпаспорта токарной машины.
- Прочно и жестко крепить обтачиваемое изделие.
- При любом перебое подачи электрической энергии незамедлительно отключить оборудование.
- Если на металлических частях винторезной машины имеется напряжение (чувство тока), электромотор функционирует на 2 фазы (есть гудение), провод заземления оборванный, приостановить работу станка и незамедлительно сообщить мастеру о неисправности электрического оборудования.

- Использовать деревянную решетку и обеспечивать соответствующий уход за ней.
Станок 16Б16КП. Токарно-винторезный. Руководство по эксплуатации. Электрооборудование
Данное руководство по эксплуатации электрооборудования «Станок токарно-винторезный 16Б16КП» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Руководство (инструкция) по эксплуатации электрооборудования токарно-винторезного станка модели 16Б16КП.
СОДЕРЖАНИЕ
- Общие сведения
- Описание работы
- Защита и блокировки
- Первоначальный пуск
- Указания по монтажу и эксплуатации
- Рекомендуемые смазочные материалы для подшипников качения электродвигателей
- Указания мер безопасности
- Приложения. Электросхема станка
Скачать руководство по эксплуатации электрооборудования токарно-винторезного станка 16Б16КП в хорошем качестве можно по ссылке расположенной ниже.
Токарный станок Станко 16Б16П Станки б/у
- Описание
- Технические характеристики
- Об этом продавце
Расстояние между центрами
850 мм
Поворот над станиной
360 мм
Поворот над поперечными салазками
190 мм
Диаметр отверстия главного шпинделя
46 мм
Мощность на главном шпинделе
7,5 л.с. описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
| Длина между центрами | 850 мм |
| Высота центра | |
| Ø над кроватью | 360 мм |
| Ø над поперечной направляющей | 190 мм |
| Носик шпинделя | |
| Отверстие шпинделя | 46 мм |
| Мощность двигателя шпинделя | 5,59284 кВт |
| Капитальный ремонт | № |
| Задняя бабка | № |
| Постоянный | № |
| ——————- | |
| Рабочее время | |
| Время работы без подзарядки | |
| Государственный | хороший |
| По местным нормам | да |
| Статус | видимый |
| Технический паспорт | Станко 16Б16 |
| Тип клиента | Реселлер |
| Действует с | 2015 |
| Предложения онлайн | 395 |
| Последнее действие | 12 марта 2023 г. |
Описание
Расстояние между центрами
850 мм
качание над слоем
360 мм
Канг по перекрестному скольжению
190 мм
.0020
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой.
180 мм
Об этом продавце
| Тип клиента | Реселлер |
| Действует с | 2015 |
| Предложения онлайн | 395 |
| Последнее действие | 12 марта 2023 г. |
Продам токарный станок по металлу, токарный станок по металлу б/у
Размещено
Размещены на
Наименее дорогой сверху
Самый дорогой сверху
Год выпуска — новые сверху
Год выпуска — старый сверху
Связаться с продавцом
цена по запросу
Год
Пробег
Сила
Германия, Эннепеталь
Связаться с продавцом
Borui CK6150
цена по запросу
ЧПУ
ЧПУ
Год
Пробег
Power
Нидерланды, РОТТЕРДАМ
Подпишитесь, чтобы получать новые объявления из этого раздела
1
Связаться с продавцом
16b16kp
124,80 €
грн
5000 грн
Год
Пробег
Мощность
Украина, г. Киев, ул. Житомир
Киев, ул. Житомир
Связаться с продавцом
Шаублин 135
цена по запросу
год
Пробег
Power
Нидерланды, Балк
Связаться с продавцом
Leadwell LT-20
цена по запросу
Год
1997 г.
Пробег
Power
Нидерланды, РОТТЕРДАМ
Связаться с продавцом
Takisawa TC-3
цена по запросу
Год
1980 г.
Пробег
5800 м/ч
Power
Нидерланды, РОТТЕРДАМ
Связаться с продавцом
Связаться с продавцом
1
Связаться с продавцом
ЗВЕЗДА KJR 25B
цена по запросу
Год
1992 г.
Пробег
Power
Италия, Берлинго (BS)
Связаться с продавцом
MONDIALE Gallic 16
цена по запросу
Год выпуска
Пробег
Мощность
Германия, Эннепеталь
1
Связаться с продавцом
Связаться с продавцом
Miyano BNC-34T
цена по запросу
Год
Пробег
Power
Нидерланды, РОТТЕРДАМ
Связаться с продавцом
Лидвелл T7iM
€5000
ЧПУ
ЧПУ
Год
2013
Пробег
Power
Нидерланды, Неймеген
Связаться с продавцом
Geminis GE 870
цена по запросу
Год выпуска
Пробег
Сила
Нидерланды, РОТТЕРДАМ
Связаться с продавцом
STAR RNC-16A
цена по запросу
Год
1996 г.
Пробег
Power
Италия, Берлинго (BS)
Связаться с продавцом
1М63БФ101Б
7500 евро
Год
Пробег
Сила
Литва, Шяуляй
1
Связаться с продавцом
Связаться с продавцом
SCHIESS 14 DKE 100
цена по запросу
Год
1976 г.
Пробег
Power
Нидерланды, РОТТЕРДАМ
Связаться с продавцом
Мори Сейки NL 2500
цена по запросу
Год
2006 г.
Пробег
Power
Нидерланды, РОТТЕРДАМ
Связаться с продавцом
Связаться с продавцом
Связаться с продавцом
Microcut BNC-2260X
цена по запросу
ЧПУ
ЧПУ
Год
2004 г.
