Станок токарный дип 200 технические характеристики: ДИП-200 Станок токарно-винторезный универсальный. Паспорт, руководство, схемы, описание, характеристики
Содержание
Токарный станок 1а62: технические характеристики, схемы, паспорт
Токарно-винторезный станок 1А62 является одним из продолжателей знаменитого семейства ДИП-200, первые станки которого были изготовлены в 1932 году на Московском станкостроительном . Его предшественником был 1Д62, сменивший название ДИП-200 на новое цифробуквенное обозначение, разработанное ЭНИМСом в 1937 году.
1Д62 был запущен в производство в 1937 году и выпускался на протяжении одиннадцати лет. В 1948 году ему на смену пришел токарный станок модели 1А62, у которого были улучшены рабочие характеристики, а также модернизирована система управления и усовершенствована эргономика. Он выпускался в течение восьми лет — вплоть до 1956 года. В производственной линейке его сменил знаменитый 1К62, производившийся на протяжении 18 лет.
Назначение и область применения
Технические характеристики токарно-винторезного станка 1А62 позволят выполнять практически всю традиционную номенклатуру токарных работ: обточку и расточку поверхностей с разными образующими, резьбонарезание резцами и резьбовым инструментом, обработку торцевых поверхностей, а также сверление, зенкеровку, развертку.
1А62 используется для получистовой и чистовой обработки различных металлов и сплавов при единичном и мелкосерийном выпуске продукции. Основные потребители этого станка — инструментальные производства и ремонтные подразделения предприятий энергетики, металлургии, автомобильной отрасли, машиностроения, горнодобывающей промышленности сельхоз предприятий. В пятидесятые годы прошлого века это был один из самых массовых токарных станков данного типоразмера, и он до сих пор используется на небольших производствах и частными лицами.
Назначение оборудования
Назначение 1А62 соответствует другим универсальным станкам токарно-винторезной группы. С его помощью выполняется точение, сверление, нарезание резьбы и другие токарные операции. Исходная заготовка может устанавливаться как в патроне, так и в центрах. Качество токарной обработки позволяет использовать станок в составе чистовой и получистовой групп оборудования. Руководство по эксплуатации, рекомендует использовать данную модель при изготовлении единичной или мелкосерийной продукции.
Специфика модели и технические характеристики
По сравнению с предыдущей моделью, которая выпускалась без значительных изменений более десяти лет, у токарно-винторезного станка 1А62 были улучшены следующие технические характеристики:
- скорость шпинделя повысилась на 300 об/мин (до 1200), а количество ступеней увеличилось до 21 при прямом вращении и до 12 — при обратном;
- установлен электродвигатель мощностью 7 киловатт;
- вместо плоского ремня главного привода используется клиноременная передача;
- применена более мощная фрикционная муфта;
- установлен механизм реверса для изменения направления подачи при резьбонарезании;
- усилена конструкция задней бабки;
- увеличен диаметр пиноли до 70 мм;
- добавлен электронасос для подачи СОЖ из резервуара, расположенного в задней ножке;
- система смазки орошением заменена на циркуляционную.
Существенным изменениям подверглись также и органы управления, что заметно повысило удобство работы станочника:
- для установки числа оборотов шпинделя используются три рукоятки: одна круговая (с диском с делениями) и две позиционные;
- ниже суппорта размещен лимб продольной подачи;
- новый быстродействующий поворотный резцедержатель позволяет одной рукой выполнять позиционирование на любой угол;
- коробка скоростей модернизирована в целях удобства управления (уменьшено количество рукояток).

Параметры
Основные размерные параметры станок 1А62 унаследовал от предыдущей модели, в том числе и максимальный диаметр обточки над суппортом в 210 мм. Основные технические характеристики станка приведены ниже.
Габариты обработки (мм):
- максимальный диаметр обточки над станиной — 400;
- максимальная длина обрабатываемой заготовки — 1500;
- диаметр проходного отверстия шпинделя — 36.
Шпиндель (об/мин):
- диапазон скоростей шпинделя — 12÷1200;
- реверсная скорость шпинделя — 18÷1520;
- конус шпинделя — М5.
Суппорт (мм):
- максимальный продольный ход — 1400;
- максимальное поперечный ход — 280;
- максимальный ход резцовых салазок — 110.
Пиноль задней бабки (мм):
- диаметр — 70;
- максимальный ход — 150;
- конус — М4.
На станке установлены два электродвигателя: системы СОЖ (0,125 кВт) и главного привода (7 кВт).
Основной двигатель и коробка скоростей
Для привода валов коробок скоростей и подач используется один двигатель. Он смонтирован на раме внутри передней тумбы станины и развивает до 10 кВт при максимальной частоте вращения вала 2000 об/мин. Большая мощность мотора обеспечивает высокие технические характеристики токарному станку по металлу 1К62. Опционально станок мог оснащаться главным приводом с уменьшенными мощностью и частотой вращения (7,5 кВт и 1460 оборотов соответственно).
Он смонтирован на раме внутри передней тумбы станины и развивает до 10 кВт при максимальной частоте вращения вала 2000 об/мин. Большая мощность мотора обеспечивает высокие технические характеристики токарному станку по металлу 1К62. Опционально станок мог оснащаться главным приводом с уменьшенными мощностью и частотой вращения (7,5 кВт и 1460 оборотов соответственно).
Крутящий момент от двигателя передается на входящий вал коробки перемены скоростей с помощью ременной передачи. Поскольку мощность двигателя большая, то в приводе применяются пять (или четыре — для менее мощной версии) параллельных ремней. На входном валу коробки установлена фрикционная муфта, позволяющая осуществлять вращение шпинделя в обе стороны.
Направление вращения задается рукоятками, расположенными на уровне поддона для стружки. Поднятием рукоятки вверх задается прямое вращение, при опускании – обратное. В среднем положении включается ленточный тормоз шпинделя. Коробка скоростей имеет 23 передачи с частотами вращения выходного вала в широком диапазоне оборотов 12,5…2000 (1460) об/мин.
Для смазки узлов установлен отдельный масляный насос, подающий смазку к высоконагруженным узлам. Насос плунжерного типа приводится от эксцентрика на входном валу коробки. Запас масла в составляет 3,7 литра и находится в основном бачке на дне корпуса передней бабки. Для контроля исправности системы смазки в верхней крышке коробки скоростей есть смотровой глазок. При исправной системе через глазок видна струйка масла. Для очистки масла в конструкции станка имеется пластинчатый фильтр.
Организация управления станком
Управление станком 1А62 — полностью ручное, поэтому все органы управления обработкой расположены непосредственно на его основных узлах и агрегатах. На фронтальной части передней бабки вверху находятся рукоятки переключения режимов работы коробки скоростей, а чуть ниже — рукоятки коробки подач. Под коробкой скоростей установлены три кнопки для включения и выключения освещения рабочей зоны, общего электропитания станка и электронасоса системы СОЖ. Справа от коробки подач находится кнопочный блок для включения и выключения главного двигателя.
Ниже суппорта на фартуке расположены рукоятки управления и маховичок ручного передвижения суппорта. На самом суппорте находится рукоятки перемещения и фиксации резцедержателя. Задняя бабка оснащена маховичком перемещения пиноли и рукояткой для ее фиксации.
Суппорт и резцовые салазки
Суппорт служит для продольной и поперечной подачи режущего инструмента, на его верхней части крепится токарный резец. Основные сборочные единицы в его составе — это:
- нижние салазки;
- нижняя часть;
- поворотная часть;
- резцовые салазки с резцедержателем.
Движение нижних салазок осуществляться параллельно оси станка и производится или вручную, или от ходового винта через привод фартука. Нижняя часть расположена на верхних направляющих нижних салазок. Ее поперечное перемещение осуществляется или вручную или от привода фартука. Поворотная часть суппорта может вращаться влево и вправо на угол 45°. Резцовые салазки перемещаются вручную по продольным направляющим средней части.
Для управления механическими перемещениями составных частей суппорта используют четыре поворотные рукоятки, расположенные на фартуке. Эти органы управления включают и выключают следующие виды движений:
- реверс суппорта;
- механическое движение;
- продольную или поперечную подачу;
- гайку ходового винта.
Для ручного управление механизмами суппорта используют маховичок ручного перемещения каретки, расположенный на фартуке станка, а также три рукоятки на самом суппорте, которые выполняют следующие функции:
- поперечное позиционирование суппорта;
- фиксация резцедержателя;
- перемещение резцовых салазок.
Настройка видов резьб и подач, передаваемых к механизму фартука, производится органами управления, расположенными на коробке подач.
Шпиндельный узел станка
Шпиндельный узел станка 1А62 расположен в передней бабке и включает в себя, помимо самого шпинделя, коробку скоростей, с помощью которой производят изменение его скорости и направления, а также коробку передач, подающую требуемый тип подачи и заданную скорости вращения к суппорту станка. Коробка скоростей получает вращение от главного электродвигателя станка посредством ременной передачи.
Коробка скоростей получает вращение от главного электродвигателя станка посредством ременной передачи.
Схема станка 1А62. Токарно-винторезного. Кинематическая
Кинематическая схема — это графическая схема отображения рабочих узлов и блоков механизма конструкции. Принципиальная кинематическая схема показывает последовательность передачи движения от двигателя через промежуточный механизм к рабочим органам изделия и их взаимосвязь. В кинематических схемах изображают конкретно только те элементы сборочной конструкции, которые принимают участие в передаче движения, к ним относятся промежуточные шестерни, ходовые тяги и фиксаторы, валы, шкивы приводов, муфты и др. Конструкцию какого либо сборочного механизма, имеющей движущие части, наносят в виде графики на схему сплошными линиями, чередующимися пунктиром, соответственно маркируя каждый элемент цифрами с последующей расшифровкой. Существуют пространственные кинематические схемы механизмов, которые изображают обычно в виде развернутых схем. Они получаются путем совмещения всех осей в одной плоскости с последующим проецированием на плоскость. Такие схемы позволяют уяснить последовательность передачи движения. На кинематической схеме допускается отображать отдельные элементы схем другого вида, непосредственно влияющие на ее работу, например, электрические. Читать кинематическую схему начинают от двигателя, являющегося источником движения всех деталей механизма. Устанавливая последовательно по условным обозначениям каждый элемент кинематической цепи, изображенный на схеме, выявляют его назначение и характер передачи движения.
Они получаются путем совмещения всех осей в одной плоскости с последующим проецированием на плоскость. Такие схемы позволяют уяснить последовательность передачи движения. На кинематической схеме допускается отображать отдельные элементы схем другого вида, непосредственно влияющие на ее работу, например, электрические. Читать кинематическую схему начинают от двигателя, являющегося источником движения всех деталей механизма. Устанавливая последовательно по условным обозначениям каждый элемент кинематической цепи, изображенный на схеме, выявляют его назначение и характер передачи движения.
Скачать бесплатно схему кинематическую станка 1А62 с большим разрешением можно по ссылке расположенной ниже:
Правила эксплуатации
Соблюдение правил эксплуатации и выполнение текущего технического обслуживания гарантируют работоспособность и стабильность рабочих характеристик токарно-винторезного станка 1А62 в периоды между плановыми ремонтами. Уход за оборудованием включает в себя как поддержание чистоты и порядка непосредственно на станке и в рабочей зоне станочника, так и контроль за состоянием его узлов и агрегатов. Помимо этого, необходимо выполнять регламентированные проверки и мероприятия, предусмотренные «Руководством по уходу и обслуживанию» этого станка.
Помимо этого, необходимо выполнять регламентированные проверки и мероприятия, предусмотренные «Руководством по уходу и обслуживанию» этого станка.
После окончания рабочей смены станочник должен отключить его от электросети, убрать со станка инструмент, приспособления и оснастку, очистить его стружки и провести наружный визуальный осмотр механизмов на предмет их исправности. Также необходимо проверить состояние заземления и защитных элементов: ограждений, кожухов и экранов.
Перед началом рабочей смены выполняется визуальный контроль в том же порядке. После чего необходимо проверить уровни масла во всех механизмах станка и только после этого выполнять проверку станка на холостом ходу.
Особого контроля требует система смазки движущихся частей станка. В Руководстве перечислены контрольные и технические мероприятия, которые должны выполняться в начале каждой смены для обеспечения смазкой всех движущихся механизмов станка. В системе смазки токарно-винторезного станка 1А62 применяется один вид промышленной смазки — машинное масло «Л» (по современной классификации — индустриальное масло И-30А).
Проверка масла
Проверка и заливка масла в основные узды и агрегаты станка производится в следующем порядке:
- Коробка скоростей. Уровень масла проверяется по указателю на горловине (норма — верхний уровень). Перед началом работ необходимо прочистить пластинчатый фильтр, повернув специальную рукоятку, расположенную на корпусе коробки. Сроки замены масла регламентированы. После запуска станка оно должно меняться первый раз через десять дней, второй раз — через 20. Далее масло меняется каждые 35-40 дней.
- Коробка подач. Масло заливается до верхнего уровня маслоуказателя. Периодичность замены масла такая же, как и у коробки скоростей.
- Фартук. Для смазки червяной передачи необходимо залить масло через отверстие на фланце до его нижнего края.
- Суппорт. На нижней и верхней частях суппорта находятся девять масленок, смазывающих все движущиеся части суппорта. Масло в них нужно добавлять ежесменно. Кроме этого каждую смену необходимо смазывать направляющие верхней части.

- Задняя бабка. Смазка пиноли, винта и подшипника осуществляется двумя масленками, которые должны наполняться маслом каждую смену.
- Гитара. В корпусе гитары предусмотрен резервуар для масла, которое заливается в него до уровня маслоуказателя. Сроки замены масла такие же, как и у коробки скоростей.
- Ходовой винт. Перед началом рабочей смены его необходимо смазать машинным маслом по всей его длине. Для смазки опор ходового винта, а также опор валика, предусмотрены три масленки, которые должны заполняться маслом каждую смену. Подшипник вертикального валика получает смазку посредством отдельной масленки, в которую масло добавляется один раз в неделю.
Тонкости работы с фасонными заготовками и деталями конической формы
Технические характеристики модификации 1К62Д позволяют выполнять обтачку и нарезание необходимой резьбы на деталях конической формы, а также фасонных болванках. Обработка этих заготовок выполняется по двум методикам.
Необходимо добиться смещения корпуса задней бабки в поперечной плоскости. При определенном угле расположения оси центров и оси самой заготовки резец способен обтачивать детали конической формы. Но по причине несимметричного расположения центровых отверстий относительно центрам установки изготовить конус идеальной формы невозможно.
При определенном угле расположения оси центров и оси самой заготовки резец способен обтачивать детали конической формы. Но по причине несимметричного расположения центровых отверстий относительно центрам установки изготовить конус идеальной формы невозможно.
Использование для работы копировального модуля, который закрепляется на задней части станины кронштейнами.
Кронштейн для закрепления копировального модуля
Правильно подбирая угол закрепления легко добиться идеальной конусообразной формы детали.
Такой способ обработки позволяет получить универсальный конус, деталь будет любой допустимой длинны. Такой вид обработки позволяет получить конус правильной формы.
Если заменить копировальную конусную линейку фасонной, то функциональность станка еще больше расширяется. Специалисты могут обрабатывать фасонные поверхности заготовок ступенчатого вала.
Станок модификации 1К62Д поддерживает режим максимальных нагрузок, обработку деталей ударным способом. Большим преимуществом является неприхотливость выбора материалов заготовок, несложно работать даже со стальными, чугунными прочными деталями.
Габарит рабочего пространства
Пространство обработки металлорежущего оборудования зависит от типа, компоновки и геометрических размеров станка. Его габариты ограничивают предельные размеры заготовки, которую можно поместить в рабочую зону станка. Помимо технических параметров оборудования эти ограничения также зависят от формы детали и расположения на ней обрабатываемых поверхностей. Для горизонтальных токарных станков рабочее пространство обычно делится на два вида: для деталей типа «вал» и для деталей типа «диск».
Токарный станок 1А62 имеет традиционную компоновку и относится к универсальным. Для него предельные размеры детали типа «вал» составляют 220 мм в диаметре и 1400 мм в длину. Деталь типа диск может иметь следующие габариты: 400 мм в диаметре и 100 мм в высоту. Габаритные размеры являются не единственным ограничениям при выполнении токарных операций и напрямую связаны с массой заготовки. Так предельный вес изделия при обточке в патроне токарного станка составляет 500 кг, а между центрами — 1500 кг.
Характеристика деталей
Шпиндель
Необходим для того, чтобы фиксировать используемую деталь. Через встроенную коробку передач проходит момент, который вращается от силовой установки самого станка.
Параметры шпинделя:
Шпиндель токарного станка 1А62
- Диаметр и размер сквозной формы будет 36 мм.
- Допустимый размер прутка, не выше 38 мм, так как он проходит через этот шпиндель.
- Имеется несколько ступеней вращения (при прямой передаче – 21, а при реверсивном вращении где-то 12).
Расположен показатель, который определяет, насколько вращается головка шпинделя. Для прямой она проходит варьирование от 11, 5 до 1200 оборотов за минуту. В случае обратного вращения значение будет составлять 18-1500 об/ мин.
Суппорт
Расположен для того, чтобы смещался резец под заготовку. Именно он определяет работу станка, ведь от этого зависит точность и качество изготовления деталей.
Параметры суппорта таковы:
Суппорт токарного станка 1А62
- Продольная каретка смещена где-то на 65, 9 –140 сантиметров.

- Подпольная каретка максимально сдвигается до 28 сантиметров.
- Имеет несколько ступеней передач, поперечный и продольный, диаметры которых будут 35 сантиметров.
- Существует несколько значений для передач (продольная 0,08–1,59 оборота в минуту, поперечная от 0,027 до 0,522 оборота в минуту).
- Выставленные параметры резьбы – нарезных будет 19, а дюймовых 20. Диапазон и замеры шагов от 1–
Резцовые салазки
Резцовые салазки токарного станка 1А62
Необходимы для того, чтобы резцовая головка равномерно смещалась и попадала в резьбовую нитку. Именно они оказывают влияние на качество операций и изготовление самих деталей. Для того чтобы резцовые салазки смещались, достаточно нажать маховички и рычаги, которые равномерно расположены на станке.
Параметры резцовых салазок:
- Наибольшее смещение будет составлять приблизительно 113 миллиметров.
- Деление будет составлять ровно 0,05 миллиметров.
- Допустимый угол поворота до 90 градусов.

- Сечение державки резца допускается по значению ровно 25*25.
Задняя бабка
Такая деталь необходима для того, чтобы заготовка стабильно фиксировалась. Еще добавлены специальные механизмы, которые помогают фиксации установленного конуса, относящегося к центру шпиндельной бабки. Токарная бабка смещается только вдоль оси установленной детали.
Параметры задней бабки:
- Диаметр и размер пиноли составляет приблизительно 70 миллиметров.
- Установлены отверстия – Морзе 4.
- Максимально допускается смещение пиноли на 150 миллиметров.
- Деление будет составлять около 0,1.
Сведения о производителе
Токарно-винторезный станок 1А62 производился с 1948 по 1956 годы на Московском станкостроительном им. А.И. Ефремова. До революции это предприятие принадлежало братьям Бромлеям и занималось выпуском различных металлоизделий. Завод был национализировано и в 1918 году, а четыре года спустя по просьбе трудового коллектива переименован в «Красный пролетарий». Вместе с новым именем предприятие получило и новую специализацию: производство станков для металло- и деревообработки. На заводе началась реконструкция и строительство новых производственных площадей. А в 1923 году было выпущено первое токарное оборудование — станки серии «ТН» трех типоразмеров.
Вместе с новым именем предприятие получило и новую специализацию: производство станков для металло- и деревообработки. На заводе началась реконструкция и строительство новых производственных площадей. А в 1923 году было выпущено первое токарное оборудование — станки серии «ТН» трех типоразмеров.
Ключевым для «Красного пролетария» стал 1930 год, когда началось проектирование более мощного стандартизованного станка под названием ДИП («Догоним и перегоним»). Уже через два года был изготовлен и испытан первый станок, а концу 1932 года предприятие произвело первые 25 ДИП-200. На следующий год предприятие выпускало уже по 300 станков в месяц, а в 1934 году был начат выпуск ДИПов большего габарита с индексами 300, 400, 500. В конце тридцатых годов ДИП-200 в соответствии с вновь принятой классификацией ЭНИМСа получил новое обозначение — 1Д62. Во время войны «Красный пролетарий» выпускал станки (в том числе и специализированные для нужд оборонной промышленности) и производил артиллерийские снаряды.
После войны «Красный пролетарий» не только выпускал новые типы токарных станков, но и проектировал их для других заводов, став, таким образом, головным предприятием отрасли по токарному оборудованию. В 1948 году завод начинает выпуск станка 1А62, пришедшего на смену легендарному ДИП-200, а на следующий год осваивает их поточное производство. В 1951 предприятию присвоено имя А.И. Ефремова — министра станкостроения СССР в 1941—1949 годах. В 1951 году был создан опытный экземпляр ставшего знаменитым 1К62. Через два года эта модель пошла в серию и выпускалась вплоть до 1971 года. Всего за этот период было произведено более двухсот тысяч таких станков. В шестидесятые годы на предприятии был освоен выпуск специализированных станков и токарного оборудования с ЧПУ.
С 1971 года «Красный пролетарий» начинает производить станки 16К20, а через два года переходит к их массовому выпуску, причем в различных комплектациях: с копирами, индикацией, ЧПУ и пр. В семидесятые годы завод имел самые большие объемы производства за всю свою историю и поставлял станки не только в страны СЭВ, но в дальнее зарубежье. С 1983 на предприятие было начат массовый выпуск станков с ЧПУ. В это же время завод прекратил производство станков 16К20 и перешел к выпуску токарно-винторезного станка МК6056.
С 1983 на предприятие было начат массовый выпуск станков с ЧПУ. В это же время завод прекратил производство станков 16К20 и перешел к выпуску токарно-винторезного станка МК6056.
В начале 90-х у предприятия наступают трудные времена. Сначала практически до нуля упал спрос на станки с ЧПУ, затем и на универсальные станки, а к середине 90-х «Красный пролетарий» выпускает всего несколько сот станков в год. 1999 год – завод переместился на новую производственную площадку, но только лишь с частью прежнего оборудования.
В течение последующих десяти лет завод предпринимал усилию вернуть себе хотя бы часть внутреннего рынка, который за это время заполнился зарубежной продукцией, но в целом его усилия так и не увенчались успехом. В 2011 году предприятие прекратило производство станков, а его новые собственники объявили основным направлением деятельности сдачу производственных и офисных площадей в аренду. В 2016 году было объявлено о возобновлении выпуска токарного оборудования (в том числе и с ЧПУ), но каких-то значительных успехов завода в этом деле пока не отмечено.
Конструкция и характеристика работы основных узлов станка
Общий вид и компоновка станка 1К62 (рис. 1)
Основные узлы станка: станина 13, которая служит для соединения между собой всех узлов станка; передняя бабка 2, в которой помещены шпиндель 4 станка и коробка скоростей; суппорт 11, на котором закрепляется режущий инструмент; задняя бабка 15; коробка подач 3, передающая вращение ходовому валику 24 и ходовому винту 23; шкаф 20 с электрооборудованием станка; тумбы 22 и 29.
Станина станка 13 (см. рис. 1, а) опирается на левую 29 и правую 22 тумбы, с которыми она жестко скреплена. В левой тумбе помещен электродвигатель главного привода станка. В правой тумбе помещен насос, подающий охлаждающую жидкость по шлангу на режущий инструмент. Во внутреннюю полость тумбы жидкость стекает из корыта 27. Наиболее точное положение подвижных узлов станка обеспечивается комбинированными направляющими станины — призматической а и плоской б (рис. 1, б).
Передняя бабка 2 закреплена болтами на левой стороне станины. Во внутренней части бабки помещены шпиндель 4 и коробка скоростей, сверху закрытая крышкой.
Во внутренней части бабки помещены шпиндель 4 и коробка скоростей, сверху закрытая крышкой.
Через сквозное отверстие шпинделя 4 при необходимости можно пропускать обрабатываемый на станке пруток, а в коническое гнездо шпинделя устанавливать передний центр. На правом выступающем конце шпинделя имеются центрирующий поясок, буртик и резьба для точной центровки и крепления планшайбы с патроном 5, в кулачки которого устанавливают обрабатываемые заготовки.
Суппорт 11 предназначен для перемещения закрепленных на нем режущих инструментов и состоит из следующих основных частей: каретки 6, фартука 25, поперечных салазок 7, средней поворотной части 8, верхних салазок 10 и четырехместного резцедержателя 9 для установки и закрепления режущих инструментов.
Каретка 6 перемещается в продольном направлении по призматической а и плоской б направляющим (рис. 1, б). Планки 1 и 2 каретки скользят по нижним направляющим г и в. Перемещение каретки вручную в продольном направлении осуществляется вращением маховика 26 (рис. 1, а).
1, а).
Фартук 25 жестко закреплен на каретке 6. В нем помещены механизмы, преобразующие вращательное движение ходового валика 24 и винта 23 в поступательное движение суппорта.
Для устранения люфта в винтовой передаче гайка винта состоит из двух частей, которые разводятся клином. Средняя часть 8 вместе с имеющимися на ней направляющими верхних салазок 10, которая может быть повернута относительно оси станка на угол и закреплена на поперечных салазках 7, предназначена для обработки конических поверхностей изделий.
Верхние салазки 10 предназначены для перемещения резца вручную при вращении рукоятки 12. Точный отсчет величины перемещения суппорта вручную производится по лимбам с ценой деления 0,05 мм
Коробка подач 3 служит для передачи вращения ходовому валику 24 либо ходовому винту 23. Коробка подач связана со шпинделем станка передачей, в которую входит и гитара сменных колес, расположенная под щитком 1.
Задняя бабка 15 предназначена для поддержки задним центром обрабатываемых заготовок или для установки и перемещения осевых инструментов. Основные части задней бабки: плита 17, корпус 16, пиноль 14, прижимная планка 1 (рис. 1, в).
Основные части задней бабки: плита 17, корпус 16, пиноль 14, прижимная планка 1 (рис. 1, в).
Задняя бабка перемещается по призматической а и плоской б направляющим (рис. 1, в) станины станка. Перемещение производится либо вручную, либо с помощью суппорта — в случае соединения с ним задней бабки замком (рис. 1, г). Замок состоит из планки 2, прикрепленной к поперечным салазкам 1, суппорта и планки 4, соединенной с плитой 3 задней бабки. Подводя суппорт к задней бабке и перемещая салазки 1 в поперечном направлении, заводят выступ планки 2 за выступ планки 4. При этом задняя бабка соединяется с суппортом и вместе с ним будет перемещаться в продольном направлении от механизма подач.
Для того чтобы вершина заднего центра была точно расположена на оси станка, корпус 16 (рис. 1, а) перемещают в поперечном направлении относительно плиты 17. Для обработки конических поверхностей деталей задний центр смещают винтом 19 от оси станка в направлении «на себя» или «от себя». Пиноль 14 имеет коническое отверстие для установки заднего центра или осевых инструментов.
Электрооборудование станка расположено в шкафу 20. На передней стенке шкафа помещена панель 18 с амперметром, указывающим ток главного электродвигателя станка, и переключателями, включающими станок в электрическую сеть, освещение станка и электродвигатель насоса, подающего охлаждающую жидкость.
Под крышкой 21 расположен электродвигатель ускоренного перемещения суппорта.
| Токарно-винторезный станок 16К20 предназначен для выполнения разнообразных токарных работ: обтачивания и растачивания цилиндрических и конических поверхностей, нарезания наружных и внутренних метрических, дюймовых, модульных и питчевых резьб, а также сверления, зенкерования, развертывания,и т.п. Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм. Токарно-винторезный станок модели 16К20П является моделью повышенной точности и во избежании потери точности не следует использовать его для черновой обработки. Станки оснащены механическим фрикционом, приводом быстрых перемещений суппорта, задняя бабка имеет аэростатическую разгрузку, направляющие станины закалены HRCэ 49…57. Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр D обрабатываемой заготовки (детали) или высота Центров над станиной (равная 0,5 D), наибольшая длина L обрабатываемой заготовки (детали) и масса станка. Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие — до 500 кг (D = 100 — 200 мм), средние — до 4 т (D = 250 — 500 мм), крупные — до 15 т (D = 630 — 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. |

 Эти станки выпускаются как с механической подачей, так и без нее.
Эти станки выпускаются как с механической подачей, так и без нее.
| Величины | ||
| Максимальный диаметр обрабатываемой детали | мм | 250 |
| Максимальная длина изделия | мм | 630 |
| Высота центров над рабочей поверхностью стола | мм | 125 |
| Размеры рабочей поверхности стола (ДхШ) | мм | 900х140 |
| Габариты станка, без приставного оборудования (ДхШхВ) | мм | 1830х1940х1550 |
| Масса станка, без приставного оборудования | кг | 1200 |
Внимание! Технические характеристики, приведенные в вышестоящей таблице, являются справочными. Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице.
Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице.
Технические характеристики
Основные параметры станка
- С наибольшим диаметром обработки станины — 400 мм.
- С наибольшим диаметром обработки суппорта — 220 мм.
- Расстояние между центрами -1500 мм.
- Отверстие шпинделя — 51 мм.
- Скорость шпинделя — 12,5–1600 об / мин 24 шага.
- Источник питания — 415 вольт / 50 Гц / 3 фазы.
- Сверхмощный токарно-винторезный станок.
- Изготовлено в России.
- Цельная литая основа.
- Пневматический плавающий хвостовой запас.
- Седельная смазка.
- Метрическая конфигурация.
- Галогенная рабочая лампа.
- Резерв для механической защиты патрона.
- Защита задней бабки, ходового винта и подающего вала.
- Система охлаждения.
Шпиндель
Выступает в качестве пустотелого, многоступенчатого вала, изготовленного из стали, с термической обработкой для увеличения стойкости.
Шпиндель имеет стальную конструкцию и продольное отверстие внутри, оно пропускает заготовку. Сам шпиндель вращается за счет специализированных прецизионных подшипников. Они износостойки и точны в изготовлении, не требуют частого техобслуживания.
Суппорт и подачи
Это часть станка, используемая для удержания инструмента и позволяющая производить продольное и поперечное перемещение инструмента.
Этот блок станка очень жесткий, что снижает вероятность ошибок, вызванных упругой деформацией системы скольжения во время резки.
Резцовые салазки
Салазки нужны для настройки попадания резьбы, они ездят по продольному направлению. На них закрепляют резцовую головку.
Задняя бабка
Используется для зажима вращающегося режущего инструмента и в качестве дополнительной опоры, применяется с вращающимися и не вращающимися центрами при жесткой резке.
Электрооборудование
Благодаря электрооборудованию, обеспечивается максимальная защита работника, ограждая его от удара электрического тока. А сам агрегат от получения повреждений.
А сам агрегат от получения повреждений.
Из чего состоит электрооборудование:
- Основного электродвигателя.
- Электродвигателя, перемещающего суппорт и каретку.
- Электронасоса с системой СОЖ.
- Системы автоматического выключения.
- Предохранителей.
- Теплового реле.
- Заземления.
- Микропереключателя.
Габариты и масса
Размер (Д х Д х В) — 3200 мм х 1300мм х 1900мм;
Вес (приблизительно) — 3000 кг.
Технические характеристики токарно-винторезного станка 16К20П.
| Величины | ||
| Класс точности | Н | |
| Наибольший диаметр обрабатываемой заготовки над станиной | мм | 400 |
| Наибольший диаметр точения над поперечным суппортом | мм | 220 |
| Наибольший диаметр обрабатываемого прутка | мм | 50 |
| Наибольшая длинна обрабатываемого изделия | мм | 710, 1000, 1400, 2000 |
| Предел числа оборотов шпинделя | об/мин | 12,5-1600 |
| Пределы подач | ||
| — продольных | мм/об | 0,05-2,8 |
| — поперечных | мм/об | 0,025-1,4 |
| Наибольшее усилие допускаемое механизмом подач на упоре | ||
| — продольное | кгс | 800 |
| — поперечное | кгс | 460 |
| Наибольшее усилие допускаемое механизмом подач на резце | ||
| — продольное | кгс | 600 |
| — поперечное | кгс | 360 |
| Мощность электродвигателя главного движения | кВт | 11 |
| Габариты станка (Длинна) | ||
| — длинна | мм | 2505, 2795, 3195, 3795 |
| — ширина | мм | 1190 |
| — высота | мм | 1500 |
| Масса станка | кг | 2835, 3005, 3225, 3685 |
Общая конструкция и принцип работы
Конструкция токарно-винторезного станка представляет собой крупный агрегат, состоящий из большого числа составных элементов, куда входит электрооборудование, суппорты, коробку подач, шпиндель и заднюю бабку.
Важно!
Конструкция предусматривает наличие целого ряда защитных элементов, блокирующие и ограждающие, обеспечивая безопасность взаимодействия с устройством.
Работает по принципу универсального токарного станка, выполняющего ряд различных работ, и некоторые нестандартные операции с использованием дополнительного оборудования, например, нарезание резьбы, сверления и т. п.
§ 77. ПАСПОРТ ФРЕЗЕРНОГО СТАНКА
Значение паспорта станка для рациональной эксплуатации
Каждый фрезерный станок, находящийся в цехе, имеет паспорт, приложенный к нему заводом-изготовителем и хранящийся в отделе главного механика завода. В заголовке паспорта фрезерного станка помещены общие сведения: инвентарный номер, тип станка (универсальный, горизонтальный, вертикальный, шпоночный, резьбофрезерный), его модель, завод-изготовитель, заводской номер, год выпуска, место установки (цех), время пуска в эксплуатацию. На первой странице паспорта приводятся основные данные станка: габарит и вес станка, расстояние оси шпинделя до стола, до хобота; размеры рабочей площади стола; наибольшее ручное и механическое перемещение стола; цена деления лимба вертикальной, поперечной и продольной подач; размеры конуса гнезда шпинделя; эскизы конца шпинделя; размеры хобота с серьгой. На второй странице паспорта даны сведения об электродвигателе, шкивах, ремнях и подшипниках; перечислены нормальные принадлежности и приспособления к данному станку; сменные зубчатые колеса для настройки станка (если конструкция данного станка этого требует) и делительной головки. На третьей и четвертой страницах паспорта приводятся данные о располагаемых числах оборотов шпинделя и минутных подачах стола и указываются максимальные усилия в кГ
На второй странице паспорта даны сведения об электродвигателе, шкивах, ремнях и подшипниках; перечислены нормальные принадлежности и приспособления к данному станку; сменные зубчатые колеса для настройки станка (если конструкция данного станка этого требует) и делительной головки. На третьей и четвертой страницах паспорта приводятся данные о располагаемых числах оборотов шпинделя и минутных подачах стола и указываются максимальные усилия в кГ
, допускаемые механизмами продольной, поперечной и вертикальной подач. Кроме паспорта, к каждому станку прилагается руководство по уходу и обслуживанию, которое хранится у цехового, механика или на рабочем месте. В руководстве, кроме сведений, имеющихся в паспорте, приведены рекомендации для использования станка по мощности и силовым нагрузкам, кинематика станка со спецификацией зубчатых колес и червяков (как цепи главного движения, так и цепи подач), ходовых винтов и гаек, описание конструкции станка и его узлов, возможные неполадки в работе и способы их устранения, включая регулирование механизмов, приемы наладки станка и настройки коробки скоростей и коробки подач, описание и схемы электрооборудования,рекомендации по транспортированию, распаковке станка и установке на фундамент, проверке на точность, смазке и т. п. Для быстроизнашивающихся деталей в конце руководства приложены чертежи. Для выбора рационального режима резания и в целях наиболее правильного использования станка по мощности и силовым нагрузкам паспорт станка имеет решающее значение, так как позволяет сопоставлять полученные расчетом усилия и мощность с располагаемыми.
п. Для быстроизнашивающихся деталей в конце руководства приложены чертежи. Для выбора рационального режима резания и в целях наиболее правильного использования станка по мощности и силовым нагрузкам паспорт станка имеет решающее значение, так как позволяет сопоставлять полученные расчетом усилия и мощность с располагаемыми.
Паспорт консольно-фрезерных станков 6М82, 6М82Г и 6М12П
Кроме общих сведений о станке, в паспорте консольно-фрезерного станка второй размерной гаммы (6М82, 6М82Г и 6М12П) приведены следующие сведения об основных размерах станка.
Основные данные станков
* Габариты станка, приведенные в паспорте, характеризуют «упаковочные» или наибольшие их размеры при условии установки перемещающихся узлов в среднее положение. При расчете занимаемой станком площади необходимо к паспортному размеру длины прибавить значение паспортного продольного хода 700 мм
(в каждую сторону по 350
мм
).
Пределы использования станков по мощности и силовым нагрузкам
При высоких и средних числах оборотов шпинделя пределы использования станка ограничиваются главным образом допустимыми значениями скоростей резания для фрез и мощностью электродвигателя главного движения. Наиболее рациональным является использование полной мощности электродвигателя при работе на средних числах оборотов шпинделя и использование 70 — 75% мощности электродвигателя при работе на низких (4 — 5 ступенях) числах оборотов. Во всех случаях обработки, где возможна работа с твердосплавными фрезами, рекомендуется применять станок на скоростных режимах резания, как наиболее производительных и обеспечивающих спокойную, виброустойчивую работу станка. Фрезерование цилиндрическими и торцовыми фрезами из быстрорежущей стали разрешается с нагрузкой стола усилием продольной подачи не свыше 1500 кГ
Наиболее рациональным является использование полной мощности электродвигателя при работе на средних числах оборотов шпинделя и использование 70 — 75% мощности электродвигателя при работе на низких (4 — 5 ступенях) числах оборотов. Во всех случаях обработки, где возможна работа с твердосплавными фрезами, рекомендуется применять станок на скоростных режимах резания, как наиболее производительных и обеспечивающих спокойную, виброустойчивую работу станка. Фрезерование цилиндрическими и торцовыми фрезами из быстрорежущей стали разрешается с нагрузкой стола усилием продольной подачи не свыше 1500 кГ
, поперечной 1200
кГ
и вертикальной 500
кГ
. При работе на тяжелых режимах резания, как правило, использование станка ограничивается стойкостью и прочностью режущего инструмента. После того как установлен режим резания (см. главу XXVII), необходимо по паспорту проверить соответствие его данному станку по мощности и силовой нагрузке.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Как определить крутящий момент при фрезеровании? 2. Чем характеризуется мощность, необходимая для фрезерования? 3. Что такое к. п. д. станка? 4. Как определить правильность выбора станка по мощности? 5. Для чего нужен паспорт станка?
Как определить крутящий момент при фрезеровании? 2. Чем характеризуется мощность, необходимая для фрезерования? 3. Что такое к. п. д. станка? 4. Как определить правильность выбора станка по мощности? 5. Для чего нужен паспорт станка?
предыдущая страница
| оглавление | следующая страница |
Фото и описание устройства станка
Ниже будут представлены схематичные изображения наиболее важных компонентов станка и краткое описание к ним.
Общий вид
Чертеж
На чертеже изображена рабочая зона станка, расположение и расстояние всех значимых частей оборудования.
Расположение органов управления
На схеме под цифрами обозначено расположение следующих органов управления:
- Рукоятки, устанавливающей величину подачи, и резьбу.
- Рукоятки, отвечающей за вид работы: подачу и тип резьбы.
- Рукоятки, устанавливающей число по оборотам шпинделя.
- Рукоятки, устанавливающей увеличенный шаг резьбы.

- Вводного автоматического выключателя.
- Сигнальной лампы.
- Выключателя насоса.
- Указателя нагрузок.
- Рукоятки, регулирующую правую и леву резьбу.
- Рукоятки, устанавливающей ряд чисел оборота.
- Рукоятки, регулирующей фрикционную муфту в главном приводе.
- Выключателя освещения рабочего места.
- Рукоятки, поворачивающую и закрепляющую индексируемую резцовую головку.
- Рукоятки, перемещающей резцовые салазки.
- Рукоятки, крепящие заднюю бабку к корпусу станины.
- Маховика, перемещающего заднюю бабку.
- Рукоятки, регулирующей фрикционную муфту.
- Рукоятку, выключающую и включающую ходовой винт.
- Рукоятку, управляющую механическим перемещением каретки и салазок.
- Кнопочной станции, включающей и выключающей электродвигатель.
- Рукоятку, перемещающую поперечную салазку суппорта.
- Маховика, устанавливающего ручное перемещение каретки.
- Кнопку, направляющую каретку и поперечные салазки.

- Рукоятку, устанавливающую подачу и шаг для резьбы.
Кинематическая схема
Кинематическую схему используют для того, чтобы понять связь и взаимодействие между основными элементами станка.
Шпиндельная бабка
Шпиндельная бабка может устанавливать числа в 4 ряда, по двум рядам с пределами 40, 50 и 160 об/мин, по двум рядам с пределами 200, 630 и 500.
Коробка подач
Обеспечивает перемещение резца и инструмента на направляющих станка с заданной скоростью. Эта часть используется для установки постоянной скорости подачи при резке или других работах.
С редуктором внутри, состоящим из переключаемой зубчатой передачи. На нее, с использованием входного вала, идет крутящий момент от шпиндельного узла. С ходовым винтом, валом на коробке подач.
Фартук
Фартук – деталь, отвечающая за точность подачи в суппорт. Имеет механизмы, ограждающие и обеспечивающие надежность с безопасностью во время работы.
Фартук располагается в корпусе, рядом с каретой суппорта. Обеспечивает вращательные движения ходового винта и передает их суппорту.
Обеспечивает вращательные движения ходового винта и передает их суппорту.
Суппорт
Представляет собой узел, крепящий инструмент в ручном или автоматическом режиме. Суппорт содержит резцедержатель и салазки.
Задняя бабка
Если при отведении рукоятки 19, не обеспечивается достаточный прижим задней бабки, необходимо изменить регулировку винтов 26 и 33, чтобы изменить прижимную планку.
Если нужно установить заднюю бабку поперечно шпинделю, нужно совместить винты 41 с плоской поверхностью А.
1А95 станок токарно-винторезный комбинированный. Назначение и область применения
Универсальный комбинированный токарно-винторезный станок 1А95 предназначен для выполнения токарных, фрезерных, сверлильных, расточных, шлифовальных, долбежных и заточных работ. А, также, для токарной обработки наружных и внутренних поверхностей деталей типа тел вращения разнообразного осевого профиля, в том числе для нарезания метрической, модульной, дюймовой и питчевой резьб на заготовках, устанавливаемых в центрах или патроне.
Комбинированный станок модели 1А95 предназначен для работы в передвижных и стационарных мастерских.
Особенности конструкции и принцип работы станка
Корпус передней бабки станка передвигается по вертикальным направляющим стойки, которая крепится к станине.
В верхней части передней бабки крепится сверлильно-фрезерный агрегат, а к переднему торцу — долбежное приспособление, если оно необходимо.
Приспособление для наружного и внутреннего шлифования монтируется на столе суппорта, заточное приспособление на торце станины.
Привод токарно-фрезерного и сверлильно-фрезерного агрегатов осуществляется от отдельных электродвигателей, также, как шлифовального и заточного приспособлений.
Изменение числа оборотов шпинделя токарно-фрезерного агрегата достигается переключением соответствующих рукояток коробки скоростей, а шпинделя сверлильно-фрезерного агрегата — изменением положения ремня на ступенях шкивов и переключением перебора.
Инструкция по первому запуску и эксплуатации
Перед первым запуском, нужно проверить внешние параметры надежности, устойчивость установки агрегата. Закончив осмотр, стоит выключить питание для каждого электродвигателя и используя вводный автоматический выключатель F1 в цеховую сеть.
Закончив осмотр, стоит выключить питание для каждого электродвигателя и используя вводный автоматический выключатель F1 в цеховую сеть.
Все блокировочные устройства должны соответствовать данным, указанным в инструкции:
- Главный привод вращается против часовой стрелки в сторону вала.
- Электронасос вращается согласно указанной схеме на корпусе.
- Гидроэлектростанция вращается в сторону вентилятора, по часовой стрелке.
- Электродвигатель быстрого перемещения вращается по часовой стрелке.
Важно!
Проверьте срабатывание магнитного пускателя и реле. После проверки правильности работы каждого электроаппарата, присоедините прежде выключенные провода. После полной проверки электродвигателя, можно приступать к работе.
Правила эксплуатации и ухода, паспорт станка
- Предназначение станков использование в малосерийном и единичном производстве.
- Температуру в цеху, стоит поддерживать на уровне 30 градусов.
- Контроль влажности не больше 80%.

- Сохранение качества и долговечность работы агрегата напрямую зависит от условий эксплуатации, недопустимо накопление пыли, появления оскалин.
- Чугунные детали, вызывают повышенный износ трущейся части, во время обработки требуется тщательное удаление стружки и пыли.
- Своевременно смазываются движущие части.
- Устройство, оставленное на длительный период, должно быть, накрыто.
Скачать бесплатно паспорт токарно-винторезного станка 16К20 в pdf-формате можно по ссылке: Паспорт 16К20
Ремонт токарно-винторезного станка 16К20П
Ниже приведены ссылки на три альбома посвященные ремонту токарно-винторезного станка 16К20П. Эта документация была разработана «Государственным Проектно-Конструкторским и Технологическим Институтом по Модернизации и Автоматизации, Ремонту Металлорежущих Станков и Техническому Обслуживанию Металлообрабатывающего Оборудования с Програмным Управлением» — «ГПКТИ СТАНКОСЕРВИС».
Содержание «Ремонт токарно-винторезного станка 16К20П.
 Альбом 1. Общее описание»
Альбом 1. Общее описание»
- Общее описание станка
- Назначение и краткая техническая характеристика
- Органы управления
- Спецификация основных узлов
- Основные параметры зубчатых колес, червяков, винтов, гаек, реек
- Кинематическая схема
- Спецификация подшипников качения
- Смазка станка
- Карта смазки
- Описание электросхемы
- Схема электрическая принципиальная
- Спецификация электрооборудования станка
- Чертежи узлов станка
- Станина 16К20.010.001; 16К20.011.001; 16К20.012.001; 16К20.016.001
- Бабка шпиндельная 16К20.020.001
- Задняя бабка 16Б20.030.001; 16Б20П.030.001
- Резцедержатель четырехпозиционный 16К20.041.001
- Каретка и суппорт 16К20.040.001 и 16К20.050.001
- Фартук 16Б20П.061.000
- Каробка подач 16Б20П.070.000
- Каробка передач 16К20.080.001
Скачать бесплатно «Ремонт токарно-винторезного станка 16К20П. Альбом 1. Общее описание» в нормальном качестве (70 страниц) можно по ссылке расположенной ниже:
Альбом 1. Общее описание» в нормальном качестве (70 страниц) можно по ссылке расположенной ниже:
Содержание «Ремонт токарно-винторезного станка 16К20П. Альбом 2. Технологическмй процесс капитального ремонта»
- Маршрут прохождения токарно-винторезного станка 16К20П при капитальном ремонте
- Перечень оснастки, применяемой при капитальном ремонте станка
- Маршрутный технологический процесс разборки станка на узлы
- Рекомендации по дефектации и восстановлению деталей
- Марщрутные технологические процессы ремонта деталей
- Требования предъявляемые к качеству сборки станка
- Маршрутный технологический процесс сборки узлов станка
- Маршрутный технологический процесс сборки и отладки станка
- Испытание станка после капитального ремонта
- Протокол проверки станка на жесткость и точность по ГОСТ 18097-72
- Нормы уровня шума и методы испытаний
- Приложения
Скачать бесплатно «Ремонт токарно-винторезного станка 16К20П. Альбом 2.Технологический процесс капитального ремонта» в хорошем качестве (100 страниц) можно по ссылке расположенной ниже:
Альбом 2.Технологический процесс капитального ремонта» в хорошем качестве (100 страниц) можно по ссылке расположенной ниже:
Содержание «Ремонт токарно-винторезного станка 16К20П. Альбом 3. Сменяемые детали»
- Временные нормы расхода сменяемых деталей при ремонте станка 16К20П
- Рабочие чертежи сменяемых деталей
Скачать бесплатно «Ремонт токарно-винторезного станка 16К20П. Альбом 3. Сменяемые детали» в хорошем качестве (196 страниц) можно по ссылке расположенной ниже:
Современные аналоги
Уже упоминалось, что завод прекратил производство модели 16 к 20, поэтому актуален подбор станков с аналогичными характеристиками. Зарубежные производители славятся агрегатами D420x1000, Proma SPC-900PA, Jet GH-1640ZX DRO.
Белорусские аналоги, выпускаемые на Гомельском заводе, предлагают 16ВТ20П-21. Еще можно отметить модели TRENS, от Словацкого производителя SN 50 С и SN 500 SA.
Они имеют современную конструкцию и качественные немецкие комплектующие, с относительно небольшой стоимостью за свои характеристики.
Цены на товары других производителей начинаются от полутора миллиона до двух, без расчета доставки и установки агрегатов.
Токарный станок 16К20: технические характеристики, схемы, работа
Предшественниками токарного станка 16к20, выпускаемого советскими машиностроителями, был ряд токарно-винторезных станков, оснащенных шестеренчатой коробкой перемены передач. Эти металлорежущие машины носили наименования от ДИП-200 до ДИП-500. Аббревиатура названий говорила о стремлении руководства, поддерживая лозунг 1-й пятилетки догнать и перегнать лидеров капитализма.
Число, следующие за буквенной частью названия соответствовало высоте центров станка относительно станины в мм. Станки с такими наименованиями выпускались с 32 по 37 год прошлого века. Смена названий произошла вследствие разработки и утверждения «Единой системы условных обозначений станков» (ЕСУОС). Согласно принятому документу родоначальник поколения изменил название ДИП-200 на 1Д62. Однако устаревшее наименование до сих пор используется как обобщенное название токарных станков с высотой центров около 200 мм.
Согласно принятому документу родоначальник поколения изменил название ДИП-200 на 1Д62. Однако устаревшее наименование до сих пор используется как обобщенное название токарных станков с высотой центров около 200 мм.
Назначение станка
В начале 70-х советский маш после нескольких модификаций моделей ДИП запустил в серию выпуск токарно-винторезного 16к20. Который в 1972 г. получил золотую медаль на международной ярмарке в Лейпциге.
Предназначаясь для проведения разнообразных токарных работ, он позволял выполнять точение различных простых и сложных поверхностей в патроне, на планшайбе и в центрах. А кроме того, растачивание, торцевание, отрезку, и нарезку всевозможной резьбы. Его конструкция получилась столь удачной, что в СССР он долго считался лучшим оборудованием своего типа. От прочих представителей токарной группы винторезные отличаются большей универсальностью.
Поэтому их применение рациональнее в мелкосерийном или штучном производстве.
Заводская маркировка и обозначения
В соответствии с ЕСУОС обозначение станка или его индекс состоит из нескольких цифр и букв. Первый символ – это номер группы. Токарному оборудованию присвоен №1. Второй обозначает разновидность или тип устройства в группе, например, 6 соответствует универсальному токарно-винторезному оборудованию. Далее размещается число, характеризующее важнейший размерный параметр. У токарных им является высота центров над плоскостью основания.
Буква, расположенная между первой и второй цифрой индекса, говорит о том, что модель получена путем усовершенствования ее предшественника. Расположение буквы в конце обозначения указывает на то, что эта модель является результатом модификации базовой. Литера, расположенная посередине – признак того, что это модель базовая и служит именем поколения. Таким образом, индекс 16к20 имеет базовая модель токарно-винторезного станка нового поколения «К» с высотой центров 200 мм.
Таким образом, индекс 16к20 имеет базовая модель токарно-винторезного станка нового поколения «К» с высотой центров 200 мм.
Обозначение точности
По допускам работы токарное оборудование принято делить на такие категории:
- Н – нормальная точность;
- П – повышенная;
- В – высокая;
- А – особо высокая.
- С – особо точные (мастер).
Ремонт токарно-винторезного станка 16К20
Ниже приведены ссылки на три альбома посвященные ремонту токарно-винторезного станка 16К20. Эта документация была разработана «Государственным Проектно-Конструкторским и Технологическим Институтом по Модернизации и Автоматизации, Ремонту Металлорежущих Станков и Техническому Обслуживанию Металлообрабатывающего Оборудования с Програмным Управлением» — «ГПКТИ СТАНКОСЕРВИС».
Содержание
- Общее описание станка
- Назначение и краткая техническая характеристика
- Органы управления
- Спецификация основных узлов
- Основные параметры зубчатых колес, червяков, винтов, гаек, реек
- Кинематическая схема
- Спецификация подшипников качения
- Смазка станка
- Карта смазки
- Описание электросхемы
- Схема электрическая принципиальная
- Спецификация электрооборудования станка
- Чертежи узлов станка
- Станина 16К20.
 010.001; 16К20.011.001; 16К20.012.001; 16К20.016.001
010.001; 16К20.011.001; 16К20.012.001; 16К20.016.001 - Бабка шпиндельная 16К20.020.001
- Задняя бабка 16Б20.030.001; 16Б20П.030.001
- Резцедержатель четырехпозиционный 16К20.041.001
- Каретка и суппорт 16К20.040.001 и 16К20.050.001
- Фартук 16Б20П.061.000
- Каробка подач 16Б20П.070.000
- Каробка передач 16К20.080.001
Скачать бесплатно «Ремонт токарно-винторезного станка 16К20. Альбом 1. Общее описание» в нормальном качестве (70 страниц) можно по ссылке расположенной ниже:
Содержание «Ремонт токарно-винторезного станка 16К20. Альбом 2. Технологическмй процесс капитального ремонта»
- Маршрут прохождения токарно-винторезного станка 16К20 при капитальном ремонте
- Перечень оснастки, применяемой при капитальном ремонте станка
- Маршрутный технологический процесс разборки станка на узлы
- Рекомендации по дефектации и восстановлению деталей
- Марщрутные технологические процессы ремонта деталей
- Требования предъявляемые к качеству сборки станка
- Маршрутный технологический процесс сборки узлов станка
- Маршрутный технологический процесс сборки и отладки станка
- Испытание станка после капитального ремонта
- Протокол проверки станка на жесткость и точность по ГОСТ 18097-72
- Нормы уровня шума и методы испытаний
- Приложения
Скачать бесплатно «Ремонт токарно-винторезного станка 16К20.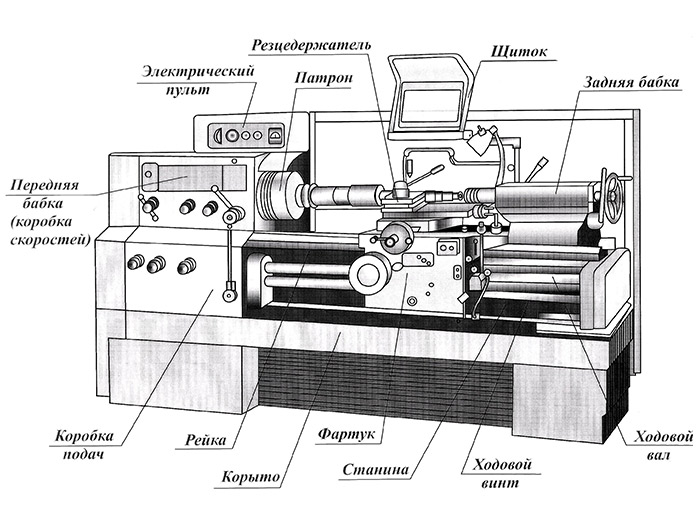 Альбом 2.Технологический процесс капитального ремонта» в хорошем качестве (100 страниц) можно по ссылке расположенной ниже:
Альбом 2.Технологический процесс капитального ремонта» в хорошем качестве (100 страниц) можно по ссылке расположенной ниже:
Содержание «Ремонт токарно-винторезного станка 16К20. Альбом 3. Сменяемые детали»
- Временные нормы расхода сменяемых деталей при ремонте станка 16К20
- Рабочие чертежи сменяемых деталей
Скачать бесплатно «Ремонт токарно-винторезного станка 16К20. Альбом 3. Сменяемые детали» в хорошем качестве (196 страниц) можно по ссылке расположенной ниже:
Технические характеристики
- Группа точности – Н.
- Высота центров (мм) – 215.
- Ø штатного патрона – 200 либо 250 мм.
- Диапазон скоростей вращения шпиндельного вала прямого направления (об/мин) – 12,5–1,6*103. Регулировка дискретная число передач 24.
Причем как в прямом, так и в обратном направлении имеется по 2 передачи с частотой 500 и 630 об/мин. Поэтому некоторые источники говорят о 22 передачах прямого и 11 обратного направления.
- Диапазон скоростей вращения шпиндельного вала обратного направления (об/мин) – 19–1,9*103. Регулировка дискретная количество передач 12.
- Интервал значений подач (мм/об): вдоль оси – 0,05–2,8; поперек 0,025–1,4.
- Диапазон шагов метрической резьбы – 0,5–112 мм.
- Диапазон шагов модульной резьбы – 0,5–112 модулей.
- Диапазон шагов дюймовой резьбы – 56–0,5 ниток/дюйм.
- Диапазон шагов питчевой резьбы – 56–0,5 питчей.
Предельные параметры
- Максимально-допустимый диаметр заготовки вида «диск», обтачиваемой над станиной – 400 мм.
- Максимальный диаметр заготовки вида «вал», обтачиваемой над суппортом – 220 мм.
- Предельная длина обтачиваемой заготовки (мм) – 710, 1000, 1400, 2000.
- Предельная длина обтачивания (мм) – 645,935, 1335, 1935.
- Ø заготовки типа «пруток» не более – 50 мм.
- Вес заготовки, фиксируемой для обработки в центрах (не более) – 460, 650, 900, 1300 кг.
- Вес болванки, фиксируемой для обработки в патроне (не более) – 200 кг.

- Сила, развиваемая узлом подачи в упоре (не более) – вдоль оси 800 кгс, поперек 460 кгс.
- Сила, развиваемая узлом подачи на резце (не более) – вдоль оси 600 кгс, поперек 360 кгс.
Схема электрическая принципиальная
В электрическом оборудовании действует 3 рабочих напряжения:
- Питание двигателей –380В.
- Автоматика – 110В.
- Освещение рабочего места – 24В.
Перечень компонентов электрооборудования станка:
- Р – Индикатор нагрузки Э38022 (амперметр ~20А).
- F1 – Автомат защиты по току АЕ-20-43-12.
- F2 – Автомат АЕ-20-33-10.
- F3, F4 – Е2782—6/380 – плавкая вставка в предохранитель.
- F5 – ТРН-40 – электротепловая защита.
- F6, F7 – ТРН-10 – электротепловая защита.
- Н1 – устройство предохранительное светосигнальное УПС-3.
- Н2 – НКСО1Х100/П00-09 – электросветильник с лампой С24-25.
- Н3 – КМ24-90 – коммутационная лампа.
- К1 – ПАЕ-312 – дистанционный магнитный пускатель.

- К2 – ПМЕ-012 – дистанционный пускатель.
- КЗ – РВП72-3121-00У4 – реле выдержки времени (Лимит работы электромотора главного движения без нагрузки).
- К4 – РПК-1—111 – пускатель двигателя.
- М1 – Электродвигатель главного движения 4А132 М4, номинальной мощностью 11 кВт.
- М2 – 4А71В4 – электродвигатель (ускоренное смещение суппорта).
- М3 – Помпа электрическая ПА-22 (подача эмульсии).
- М4 – 4А80А4УЗ – асинхронный электродвигатель.
- S1 – ВПК-4240 – концевой выключатель (Дверца распределительного устройства).
- S2 – ПЕ-041 – поворотный переключатель управления (деблокирующий S1).
- S3 и S4 – ПКЕ-622-2 – блок управления кнопочный.
- S5 – МП-1203 – микровыключатель.
- S6 – ВПК-2111 – концевой выключатель нажимной.
- S7 – ПЕ-011 – поворотный переключатель управления.
- S8 – ВПК-2010 концевой выключатель нажимной.
- Т – ТБСЗ-0,16 – трансформатор понижающий.
Схема органов управления токарным станком
Описание электрической схемы
Пуск электродвигателя главного привода M1 и гидростанции М4 осуществляется нажатием кнопки S4 (рис. 1), которая замыкает день катушки контактора К1, переводя его на самопитание. Останов электродвигателя главного привода Ml осуществляется нажатием кнопки S3. Управление электродвигателем быстрого перемещения каретки и суппорта М2 осуществляется нажатием толчковой кнопки, встроенной в рукоятку фартука и воздействующей на конечный выключатель S8. Пуск и останов электронасоса охлаждения М3 производятся переключателем S7. Работа электронасоса сблокирована с электродвигателем главного привода M1, и включение его возможно только после замыкания контактов пускателя К1.
1), которая замыкает день катушки контактора К1, переводя его на самопитание. Останов электродвигателя главного привода Ml осуществляется нажатием кнопки S3. Управление электродвигателем быстрого перемещения каретки и суппорта М2 осуществляется нажатием толчковой кнопки, встроенной в рукоятку фартука и воздействующей на конечный выключатель S8. Пуск и останов электронасоса охлаждения М3 производятся переключателем S7. Работа электронасоса сблокирована с электродвигателем главного привода M1, и включение его возможно только после замыкания контактов пускателя К1.
Для ограничения холостого хода электродвигателя главного привода в схеме имеется реле времени КЗ. В средних (нейтральных) положениях рукояток включения фрикционной муфты главного привода замыкается нормально закрытый контакт конечного выключателя S6 и включается реле времени К3, которое через установленную выдержку времени отключит своим контактом электродвигатель главного привода. Производить перестройку выдержки времени в рабочем состоянии реле категорически запрещается.
Защита электродвигателей главного привода, привода быстрого перемещения каретки и суппорта, электронасоса охлаждения и трансформатора от токов коротких замыканий производится автоматическими выключателями и плавкими предохранителями.
Защита электродвигателей (кроме электродвигателя М2) от длительных перегрузок осуществляется тепловыми реле.
Нулевая защита электросхемы станка, предохраняющая от самопроизвольного включения электропривода при восстановлении подачи электроэнергии после внезапного ее отключения, осуществляется катушками магнитных пускателей.
Эксплуатация
Небольшое увеличение зазоров между сопряженными деталями, приводящее к снижению точности обработки, устраняется регулировкой. А значительный износ требует ремонта или замены деталей. Для сокращения изнашивания и предупреждения механических поломок при работе необходимо выполнять правила ухода за оборудованием.
Главное движение
Так как процесс резания происходит за счет энергии вращения болванки его принято называть главным движением оборудования токарной группы. Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока, укомплектованного механической коробкой передач.
Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока, укомплектованного механической коробкой передач.
Движение подачи
Поступательное перемещение инструмента, обеспечивающее контакт резца с поверхностью заготовки в нужной точке, называют движением подачи. Его привод переключается в зависимости от выполняемой задачи и может быть ручной или механический за счет мощности главного привода.
Подачи и главное движение являются основными движениями оборудования токарной группы.
Продольная и поперечная подачи суппорта
Для перемещения суппорта вдоль и поперек оси вращения болванки служат соответственно продольные и поперечные салазки. Каждые из них оснащены своим направляющими и винтовым приводом. Поперечная подача позволяет менять глубину резания и в комбинации с продольной формировать необходимую поверхность детали.
Нарезание многозаходной резьбы
Подбор сменных шестерен делается также как для нарезки однозаходной резьбы. С той разницей, что для определения хода резьбы ее шаг нужно умножить на число заходов. Если привод верхних салазок суппорта не слишком изношен, деление на заходы можно сделать, установив последние параллельно оси вращения детали. После нарезки канавки первого захода резец, отведенный от металла, возвращают к ее началу. Затем отводят резец на расстояние равное шагу резьбы от первого захода. После чего начинают резать второй.
С той разницей, что для определения хода резьбы ее шаг нужно умножить на число заходов. Если привод верхних салазок суппорта не слишком изношен, деление на заходы можно сделать, установив последние параллельно оси вращения детали. После нарезки канавки первого захода резец, отведенный от металла, возвращают к ее началу. Затем отводят резец на расстояние равное шагу резьбы от первого захода. После чего начинают резать второй.
Обработка фасонных поверхностей
производство изделий со сложными поверхностями возможно несколькими способами:
- Обычными резцами при помощи чередования продольной и поперечной ручной подачи. Способ имеет низкую точность и производительность. Требует отработанной техники исполнения.
- Специальными фасонными резцами. Метод высокопроизводительный, но требует наличия нестандартных резцов.
- Обычными резцами с помощью копиров или приспособлений для круговой подачи. Метод высокопроизводительный, но требует изготовления или наличия приспособлений.

Профилактика и ремонт
Мероприятия ежедневного ухода
Перед началом работы:
- Осмотр станка.
- Смазка ходового винта и валика.
- Контроль количества масла.
- Включение с проверкой узлов без нагрузки.
Во время работы:
- Переключать подачи и передачи только после окончательной остановки движущихся узлов.
- Работая с чугуном или абразивными материалами накрывать направляющие плотной тканью.
После окончания рабочего времени: отключить электропитание, убрать стружку, протереть ветошью, смоченной в керосине, и смазать маслом открытые направляющие.
Неисправности и их устранение
| Симптомы | Причина | Метод исправления |
| Овальность детали или растачиваемого отверстия. | Биение болванки в патроне. | Расточка кулачков. |
| Люфт пиноли или непрочность крепления упорной бабки. | Регулировка или ремонт пиноли.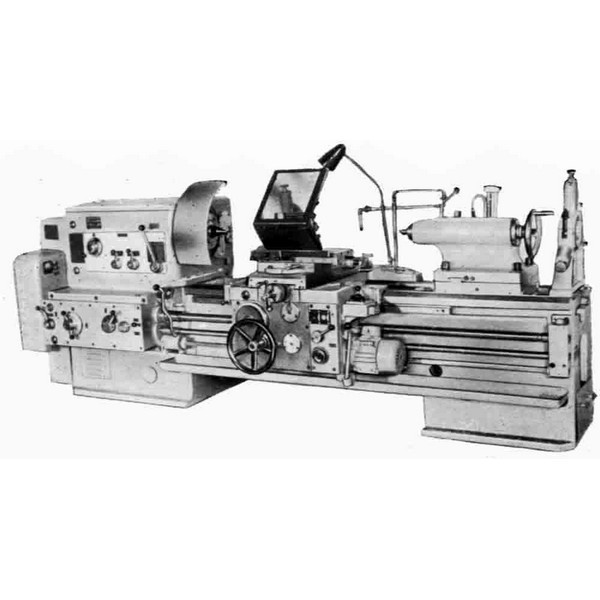 | |
| Смещение оси отверстия. | Несоосность шпиндельного вала и задней бабки. | Регулировка. Либо ремонт с регулировкой. |
| Значительный конус цилиндрических деталей. | Несовпадение центров шпиндельного вала и упорной бабки. | Регулировка. |
| Износ направляющих суппорта или станины | Регулировка или ремонт. | |
| Нестабильность размера при торцевании. | Осевой люфт шпиндельного вала. | Замена опор вращения. |
Незначительное увеличение зазоров суппорта устраняется регулировкой клиньями в направляющих поперечных или верхних салазках, и юстировочными винтами задней направляющей продольных салазок. Затем отводя салазки на максимальное расстояние, убеждаются в плавности их перемещения. Неплотность винтового привода поперечных салазок устраняют регулировкой винтами, находящимися за площадкой резцедержателя.
Органы управления
На лицевой стороне шкафа управления имеются следующие органы управления:
- рукоятка включения и отключения вводного автоматического выключателя с максимальным и дистанционным расцепителями;
- сигнальная лампа с линзой белого цвета, сигнализирующая о включенном состоянии вводного автоматического выключателя; переключатель для включения и отключения электронасоса охлаждения;
- указатель нагрузки, показывающий загрузку электродвигателя главного привода.

На каретке установлена кнопочная станция пуска и останова электродвигателя главного привода. В рукоятке фартука встроена кнопка включения электродвигателя привода быстрых перемещений суппорта.
Дип 1000 технические характеристики — Мастерок
Содержание
- Токарный станок 1А670 (ДИП 1000)
- Артикул: 918-665
- Глубинный насос QUATTRO ELEMENTI Deep 1000
- Документация
10 октября 2017
. одержано несколько побед в торговых процедурах на поставку нестандартного оборудования
. подробнее>>
15 сентября 2017
. в адрес ООО «Уралмаш НГО Холдинг» отгружена партия установок гидрораскрепителей
. подробнее>>
02 сентября 2017
. осуществляются поставки емкостного оборудования для нужд АО «СХК»
. подробнее>>
26 июля 2017
. заключен договор на поставку нестандартных запасных частей для ремонта насосов
. подробнее>>
04 июля 2017
. заключен контракт на изготовление партии емкостного оборудования для АО «СХК»
заключен контракт на изготовление партии емкостного оборудования для АО «СХК»
. подробнее>>
25 июня 2017
. в адрес АО «АЭХК» отгружена «Камера мойки»
. подробнее>>
20 мая 2017
. отгружена партия емкостного оборудования для нужд АО «СХК»
. подробнее>>
25 апреля 2017
. в адрес АО «СХК» отгружена партия емкостного оборудования
. подробнее>>
07 марта 2017
. в адрес АО «ЕВРАЗ ЗСМК» г. Новокузнецк отгружен корпус грохота ГСТ-81
. подробнее>>
06 марта 2017
. получено свидетельство об аттестации лаборатории неразрушающего контроля
. подробнее>>
20 февраля 2017
. отгружена партия насосов: ВВН-12, АР-60, НПП-6, ПНС-4, ПНС-4А, РМК-4
. подробнее>>
С днем машиностроителя.
От всей души поздравляем партнеров и сотрудников!
Желаем стабильного, успешного развития, реализации новых идей.
коллектив ООО «Механический завод»
–>
| ОСНОВНАЯ ПРОДУКЦИЯ |
| грохот 14-ти валковый сдвоенный | грохот 14-ти валковый одинарный | грохот ГИСЛ-52 | захват | кристаллизатор литой для слитка 170х1050…1550 | кристаллизатор литой для слитка 250х1100…1550 | кристаллизатор сварной |
 jpg»/>
jpg»/>Фото. Токарный станок 1А670 (ДИП 1000).
Токарный станок 1А670 (ДИП 1000)
Станок используется при обработке валов диаметром до 1600мм, длиной до 10000мм, весом до 63 тонн, точность обработки до 0,05мм.

Большой парк токарных станков 1М63Ф101 (ДИП 300), 16К20 и их аналогов.
Зубодолбежные станки марок 5М14 и 5140.
Большой парк вертикально- и горизонтально-фрезерных станков марок 6М12П, 6М13П, 6А59, 6Т13-29, 6М82Г и др.
Плоско-шлифовальные станки марок 3А722 и 3Б722.
Внутришлифовальные станки марок 3А227П и 3К229.
Шахтные печи под закалку и газовую цементацию.
Камерные электропечи и установка ТВЧ для закалки поверхностей.
Установка для плазменной резки, возможен раскрой листов со сложным контуром.
Оптико-шлифовальные станки. Коэффициент увеличения оптической системы 1:50. Наибольшая площадь шлифования 10х10. Максимальная толщина 48мм.
Капитальный ремонт и модернизация токарно-винторезного станка ДИП-200, ДИП-300. Украина 2013
Технические характеристики токарного станка ДИП-200
Технические характеристики – станок ДИП-200
Диаметр обработки над станиной, мм
Диаметр обработки над суппортом, мм
Расстояние между центрам
Класс точности по ГОСТ 8-82
Размер внутреннего конуса в шпинделе
Конец шпинделя по ГОСТ 12593-72
Диаметр сквозного отверстия в шпинделе, мм
Максимальная масса заготовки, закрепленной в патроне, кг
Максимальная масса детали, закрепленной в центрах, кг
Максимальная масса заготовки, закрепленной в патроне, кг
Число ступеней частот обратного вращения шпинделя
Пределы частот прямого вращения шпинделя, мин-1
Пределы частот обратного вращения шпинделя, мин-1
Число ступеней рабочих подач – продольных
Число ступеней рабочих подач – поперечных
Пределы рабочих подач – продольных, мм/об
Пределы рабочих подач – поперечных, мм/об
Число нарезаемых метрических резьб
Число нарезаемых дюймовых резьб
Число нарезаемых модульных резьб
Число нарезаемых питчевых резьб
Число нарезаемых резьб – архимедовой спирали
Наибольший крутящий момент, кНм
Наибольшее перемещение пиноли, мм
Поперечное смещение корпуса, мм
Наибольшее сечение резца, мм
Мощность электродвигателя главного привода
Мощность электродвигателя привода быстрых перемещений суппорта, кВт
Мощность насоса охлаждения, кВт
Габаритные размеры станка (Д х Ш х В), мм
2 812 / 3 200 х 1 166 х 1 324
Масса станка, кг
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКА ТОКАРНО-ВИНТОРЕЗНОГО ДИП-300
Наибольший диаметр заготовки:
устанавливаемой над станиной, мм
обрабатываемой над станиной, мм
обрабатываемой над суппортом, мм
Наибольшая длина обрабатываемой заготовки, мм
750, 1500, 2000, 3000, 4000, 5000, 8000, 10000
Наибольшая длина детали, устанавливаемой в выемке станины, мм
Длина выемки от торца фланца шпинделя, мм
Диаметр цилиндрического отверстия в шпинделе, мм
Фланцевой конец шпинделя по DIN
Количество ступеней частот вращения шпинделя
Артикул: 918-665
| Гарантийный срок, мес | 12 |
| Мощность, Вт | 1 000 |
| Производительность на выходе, л/час | 5 200 |
| Высота подъёма воды (макс. напор), м | 60 |
| Вес, кг | 10,8 |
| Глубина погружения, м | 15 |
| Диаметр частиц, мм | 1,5 |
| Качество воды | чистая |
| Диаметр наружный | 100 |
| Тип насосов водяных | Глубинный насос |
| Материал корпуса | нержавеющая сталь |
| Вес по каталогу производителя, кг | 10,8 |
| Все характеристики |
 org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»>- Пн-Пт 9:30 – 18:30
- Сб – 9:30 – 17:30
- Вс – выходной
- Пн-Пт: 9:30 – 18:30
- Сб: 9:30 – 18:30
- Вс: выходной
- Пн-Пт 9:30 – 19:30
- Сб 10:00 – 17:00
- Вс – выходной
- Пн-Сб 9:30 – 18:30
- Вс – выходной
- Пн-Пт 9:30 – 18:30
- Сб – 9:30 – 17:30
- Вс – выходной
- Пн-Пт 9:00 – 19:00
- Сб, Вс – выходной
- Пн-Пт 9:30 – 18:30
- Сб – 9:30 – 17:30
- Вс – выходной
- Пн-Пт 9:30 – 18:30
- Сб – 9:30 – 17:30
- Вс – выходной
- Пн-Пт: 9:30 – 18:30
- Сб: 9:30 – 18:30
- Вс: выходной
- Пн-Пт 9:30 – 19:30
- Сб 10:00 – 17:00
- Вс – выходной
- Пн-Сб 9:30 – 18:30
- Вс – выходной
- Пн-Пт 9:30 – 18:30
- Сб – 9:30 – 17:30
- Вс – выходной
- Пн-Пт 9:00 – 19:00
- Сб, Вс – выходной
- Пн-Пт 9:30 – 18:30
- Сб – 9:30 – 17:30
- Вс – выходной
Глубинный насос QUATTRO ELEMENTI Deep 1000
| Гарантийный срок, мес | 12 |
| Мощность, Вт | 1 000 |
| Производительность на выходе, л/час | 5 200 |
Высота подъёма воды (макс. напор), м напор), м | 60 |
| Вес, кг | 10,8 |
| Глубина погружения, м | 15 |
| Диаметр частиц, мм | 1,5 |
| Качество воды | чистая |
| Диаметр наружный | 100 |
| Тип насосов водяных | Глубинный насос |
| Материал корпуса | нержавеющая сталь |
| Вес по каталогу производителя, кг | 10,8 |
Документация
В случае поломки ремонт Глубинный насос QUATTRO ELEMENTI Deep 1000 арт. 918-665 в Санкт-Петербурге можно осуществить в наших сервисных центрах. Наши сервисные службы проводят гарантийный и послегарантийный ремонт, и с ним любое сервисное обслуживание всего спектра продаваемой нами техники.
А так же Вы можете приобрести запчасти к изделию Глубинный насос QUATTRO ELEMENTI Deep 1000 арт. 918-665. Высокая квалификация мастеров, трудящихся в ремонтной сети «Северные Стрелы», отмечена сертификатами ведущими мировыми производителями инструмента.
Токарно-винторезный станок 16К20Ф3: характеристики, паспорт, схемы
Краткая история серии
Еще два года спустя, в 1934 году, происходит запуск производства таких моделей, как ДИП-300, ДИП-400, ДИП-500. К 1937 году разрабатывают специальные типажи по номенклатуре и размерам. Принимают единую систему условных обозначений. Таким образом, первый выпущенный заводом станок получил название 1Д62, но аббревиатуру ДИП – 20 сохранили.
1940 год ознаменовался созданием станка 162К 26А, как одного из версий ДИП-200.
Затем выпускают разные модернизированные станки, и в 48 году XX века, появляется легендарный 1А62. Модели выпускались по крупносерийному тиражу.
И, наконец в 1971 году, изготавливается первый опытный образец станка 16 к 20. Станок даже получил золотую медаль на ярмарке в 72 году.
С 1972 по 1973 года производят реконструкцию на заводе, связано это с масштабным выпуском новых моделей 16К20. Компания занимается освоением серийного производства этой модели и вот в конце 1973 года месячный оборот производства достигает 1 тыс. экземпляров. Экспортируется порядка 10% от общего числа.
экземпляров. Экспортируется порядка 10% от общего числа.
Затем появились различные модификации модели 16 к 20, среди которых 16 К 25, 16 К2 0М, 16 К2 0П, 16 К 20В, 16 К 20Г, 16 К 20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и другие. Все они были основаны на базовых стандартах модели 16 к 20.
1988 год ознаменует прекращение производства станков этой модели. Его сменила серия МК.
Токарный станок 16А20Ф3
Станок 16А20Ф предназначен для токарной обработки наружных (диаметром до 400 мм) и внутренних поверхностей деталей (длиной до 1000 мм) со ступенчатым и криволинейным профилем в осевом сечении в замкнутом полуавтоматическом цикле.
Токарный станок 16А20Ф3 сконструирован на базе токарно-винторезного станка 16К20Ф3, поэтому компоновка, составные части и движения у этих станков одинаковы. Во многом унифицирована конструкция станков.
Устройство ЧПУ станка (станок может оснащаться различными типами систем ЧПУ: разомкнутыми, замкнутыми, СNС) обеспечивает движение формообразования (число одновременно управляемых координат равно двум), изменение значений подач, переключение частот вращения шпинделя, индексацию резцовой головки и нарезание резьбы по программе.
Станки могут выпускаться с различными устройствами ЧПУ (УЧПУ), в исполнении для встраивания в гибкие производственные модули (ГПМ), а также в специальном и специализированном исполнении при оснащении наладками по согласованию с заказчиком.
Станки 16А20Ф3 могут комплектоваться съемными инструментальными головками с 6, 8 и 12 — позиционными резцедержателями с горизонтальной осью поворота.
Особенности конструкции:
- высокопрочная станина , выполненная литьем из чугуна марки СЧ20 с термообработанными шлифованными направляющими обеспечивают длительный срок службы и повышенную точность обработки
- привод главного движения , включающий главный двигатель 11 кВт и шпиндельную бабку обеспечивает наибольший крутящий момент до 800 Нм
- высокоточный шпиндель с отверстием 55 мм (по заказу 64 мм), позволяющий обрабатывать детали из пруткового материала зона обработки может быть оснащена как линейной наладкой, так и револьверной головкой
- надежная защита шарико-винтовых пар обеспечивает долговечность работы механизмов перемещения по координатам X и Z станок оснащается системами ЧПУ и электроприводами, как отечественного производства, так и производства зарубежных фирм
Механизм главного движения станка
На станке установлена шпиндельная бабка 16А20Ф3. 025. имеющая три диапазона с соотношением 1,25:1; 1:2; 1:5,8; переключаемые вручную.
025. имеющая три диапазона с соотношением 1,25:1; 1:2; 1:5,8; переключаемые вручную.
Шпиндель станка смонтирован в коническом двухрядном и однорядном подшипниках. Подшипники регулируются на заводе-изготовителе станка и не требуют регулировки в процессе эксплуатации.
Регулировка положения оси шпиндельной бабки на станине производится двумя винтами Смазка шпиндельной бабки осуществляется от станции смазки, смонтированной на основании станка. Для обеспечения возможности резьбонарезания на шпиндельной бабке устанавливается датчик резьбонарезания.
В качестве привода главного движения используется частотнорегулируемый асинхронный электродвигатель с диапазоном регулирования с постоянной мощностью 1500…4500 об/мин (1000…3500 при двигателях постоянного тока производства Болгарии).
Передача вращения от электродвигателя на первый вал шпиндельной бабки осуществляется поликлиновым ремнем 2240Л20 с передаточным отношением 115:257 (160:257 в случае применения электродвигатель постоянного тока производства НРБ).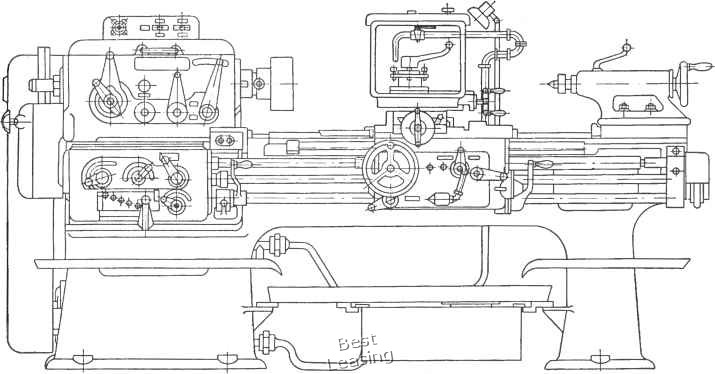
Основание станка представляет собой жесткую отливку. На основании устанавливаются станина, электродвигатель главного движения, станции смазки направляющих каретки и шпиндельной бабки. Используются основания двух типов:
- с окном для схода стружки и проемом для установки транспортера стружкоудаления, который вводится с правой стороны;
- без окна, разделенное по вертикали в средней части сплошной перегородкой, в этом случае средняя часть основания служит сборником для стружки и СОЖ, отсек в нижней правой части основания служит резервуаром СОЖ, сзади с правой стороны основания установлен насос СОЖ.
| Наибольший диаметр изделия, устанавливаемого над станиной, мм | 500 |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 320 |
| Наибольший диаметр обрабатываемого изделия над суппортом, мм | 200 |
| Наибольшая длина устанавливаемого изделия в центрах, мм | 900 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 55 |
| Наибольший ход суппорта поперечный, мм | 210 |
| Наибольший ход суппорта продольный, мм | 905 |
| Количество управляемых координат | 2 |
| Количество одновременно управляемых координат | 2 |
| Диапазон частот вращения шпинделя, мин-1 | 20…2500 |
| Максимальная скорость быстрых перемещений — продольных, мм/мин — поперечных, мм/мин | 7500 4000 |
| Количество позиций инструментальной головки | 8 |
| Мощность привода главного движения, кВт | 11 |
| Суммарная потребляемая мощность, кВт | 13 |
| Габаритные размеры станка, мм | 3700х2260х1650 |
| Масса станка, кг | 4050 |
Назначение, функциональные возможности
16К20 производился Московским станкостроительным заводом «Красный Пролетарий» в период с 1971 по 1986 год. Это одна из наиболее удачных моделей советского станкостроительства, которая стала основой множества модификаций, таких как 16К25, 16К20М, 16К20М и более современных версий с ЧПУ управлением — станок 16К20ФЗ, 16А20Ф3, 16К20Т1.
Это одна из наиболее удачных моделей советского станкостроительства, которая стала основой множества модификаций, таких как 16К25, 16К20М, 16К20М и более современных версий с ЧПУ управлением — станок 16К20ФЗ, 16А20Ф3, 16К20Т1.
Данный агрегат способен выполнять следующие технические операции:
- обточка;
- расточка;
- подрезка торцов;
- сверление;
- развертывание;
- зенкерование;
- нарезание резьб (метрической, модульной, питчевой, дюймовой).
Среди эксплуатационных преимуществ данного агрегата в сравнении с тогдашними аналогами выделим надежность, точность обработки, простоту обслуживания, выносливость и высокую производительность.
Общий вид станка 16К20
Универсальный станок 16К20 обладает следующими характерными особенностями:
- жесткую конструкцию станины, которая имеет коробчатую форму и стоит на основании в виде монолитной плиты, станина укомплектована направляющими из каленой стали;
- возможность фиксации обрабатываемых заготовок в патроне либо в центрах;
- усиленная конструкция резцедержателя, обеспечивающая максимально надежную фиксацию рабочего инструмента;
- установленный на прецизионных подшипниках качения шпиндель;
- оснастка множеством ограничительных и блокирующих механизмов, за счет которых достигается безопасность работы;
- наличие масштабных линеек с визирами, дающих возможность оператору выставить резцовые салазки предельно точно;
- комплектация устройством отключения подачи суппорта.

Советскими предприятиями производились аналоги данной модели, наиболее распространенными из которых являются: ЖА-805, МК6058, КА-280 и 16ВТ20. к меню
Технические характеристики
Рассмотрим основные параметры токарного станка 16К20:
- группа точности (в соответствии с ГОСТ №8-82) — Н;
- максимальные диаметры обработки: над станиной — 400 мм, над суппортом — 220 мм;
- высота центров над направляющими — 215 мм;
- длина обрабатываемых деталей при установке в центрах: от 710 до 2000 мм;
- расстояние от центров до резцедержателя — до 225 мм;
- вес обрабатываемых заготовок: в центре — до 130 кг, в патроне — до 200 кг.
Параметры шпиндельного узла 16К20:
- диаметр отверстия — 52 мм;
- диаметр прутка — 50 мм;
- частота вращения шпинделя — от 12 до 1600 об, на реверсном ходу — от 19 до 1900 об/мин;
- количество скоростей шпинделя: на прямом ходу — 22, на реверсном — 11;
- тип конуса шпинделя — Морзе 6К;
- тип конца шпинделя — 6К;
- фланец шпинделя — Ø170;
- максимальный крутящий момент — 1000 Нм.

Конструкция станка 16К20
Параметры подачи:
- длина перемещений: продольного — от 646 до 1935 мм, поперечного — 300 мм;
- скорость перемещений: продольного — 3800, поперечного — 1900 мм/мин;
- диапазон подач: продольных — от 0.05 до 2.9, поперечных — 0.025 до 1.4 мм/об;
- количество подач в обеих направлениях — 42;
- максимальные усилия подачи: продольной — 5584, поперечно — 3530 Н.
Параметры резцовых салазок:
- длина перемещения салазок — 150 мм;
- шаг перемещение на одно деление — 0.05 мм;
- угол поворота — до 90 градусов;
- сечение фиксатора резца — 25*25 мм;
- количество резцов в одной салазке — 4 шт.
Параметры задней бабки:
- тип конуса бабки — Морзе 5;
- максимальное перемещение пиноли — 150 мм;
- шаг перемещения бабки на 1 деление лимба — 0.1;
- величина смещения бабки в поперечном направлении — 15 мм.
На станок установлены 3 электродвигателя: основной — мощностью 11 кВт, мотор насоса подачи СОЖ — 0. 125 кВт и привод быстрой подачи шпинделя — 0.12 кВт. Габариты 16К20 составляют 279*119*150 см, полный вес агрегата — 3010 кг. к меню
125 кВт и привод быстрой подачи шпинделя — 0.12 кВт. Габариты 16К20 составляют 279*119*150 см, полный вес агрегата — 3010 кг. к меню
data-ad-client=»ca-pub-8514915293567855″ data-ad-slot=»5929285318″>
Это интересно: Технология лазерной резки металла — освещаем суть
Описание
Станок токарный 16К20ФЗ, технические характеристики которого указаны выше, оборудован чугунной станиной, подвергающейся шлифовке, что обеспечивает длительный период эксплуатации. В качестве основного привода используется электрический двигатель мощностью 11 кВт. Он гарантирует крутящий момент в пределах до 800 Нм. Это позволяет корректировать обработку заготовки с максимальной точностью до необходимых размеров.
Шпиндель агрегата имеет отверстие диаметром 55 мм с возможностью фиксации штыревых деталей различного диаметра. Специальные револьверные головки используются для проведения особых операций, значительно расширяя возможности токарного оборудования. Этот узел более всего подвержен изнашиванию, поскольку происходит деформация планетарного редуктора в виде выкрашивания зубцов или разрушения эксцентрика. Избежать таких последствий поможет регулярный контроль состояния механизмов и своевременные профилактические работы. Смазка деталей осуществляется при включении оборудования направлено на различные элементы. Программное управление в автоматическом режиме определяет цикл подачи смазочной смеси на узлы оборудования. Имеется возможность запуска этой операции вручную. При этом запрограммированный цикл не нарушается.
Избежать таких последствий поможет регулярный контроль состояния механизмов и своевременные профилактические работы. Смазка деталей осуществляется при включении оборудования направлено на различные элементы. Программное управление в автоматическом режиме определяет цикл подачи смазочной смеси на узлы оборудования. Имеется возможность запуска этой операции вручную. При этом запрограммированный цикл не нарушается.
Токарно-винторезный станок 16К20
Токарно-винторезный станок 16К20 предназначен для выполнения разнообразных токарных работ: обтачивания и растачивания цилиндрических и конических поверхностей, нарезания наружных и внутренних метрических, дюймовых, модульных и питчевых резьб, а также сверления, зенкерования, развертывания,и т.п. Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм – 16 мкм. Однако бывают станки 16К20 без ходового винта. На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом.
На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом.
Станки оснащены механическим фрикционом, приводом быстрых перемещений суппорта, задняя бабка имеет аэростатическую разгрузку, направляющие станины закалены HRCэ 49…57.
Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр D обрабатываемой заготовки (детали) или высота Центров над станиной (равная 0,5 D), наибольшая длина L обрабатываемой заготовки (детали) и масса станка. Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие – до 500 кг (D = 100 – 200 мм), средние – до 4 т (D = 250 – 500 мм), крупные – до 15 т (D = 630 – 1250 мм) и тяжелые – до 400 т (D = 1600 – 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее.
Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее.
Станок токарный патронно-центровой с ЧПУ 16А20Ф3
- Главная →
- Каталог продукции →
- Ремонт и модернизация станков →
- Ремонт и модернизация токарных станков →
Запрос стоимости
Перейти к конфигуратору станка
Станок предназначен для токарной обработки в полуавтоматическом режиме наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем, различной сложности.
| Модель | 16А20Ф3 | |
| Максимальный обрабатываемый диаметр над станиной | мм | 320 |
| Максимальный обрабатываемый диаметр над суппортом | мм | 200 |
| Максимальная длина обработки | мм | 750 |
| Мощность электропривода подачи шпинделя | кВт | 11 |
| Частота вращения шпинделя | об/ мин | 20-2500 |
| Габаритные размеры станка (длина, ширина, высота) | мм | 3700/2260/1650 |
| Вес станка | кг | 4000 |
Станки с ЧПУ типа 16А20Ф3 могут быть поставлены по желанию заказчика с различными приводами и системами ЧПУ в следующей комплектации:
- транспортером для удаления стружки или без него;
- с электромеханическим или ручным патроном для зажима заготовки.

Техническиe характеристики
| Класс точности станка по ГОСТ 8-82 | П |
| Наибольший диаметр изделия, устанавливаемого над станиной | 500 мм |
| Наибольший диаметр обрабатываемого изделия | |
| над станиной | 320 мм |
| над суппортом | 200 мм |
| Наибольшая длина обрабатываемого изделия | 750 мм |
| Наибольшая длина устанавливаемого изделия в центрах | 1000 мм |
| Диаметр цилиндрического отверстия в шпинделе | 55 мм |
| Наибольший ход суппорта | |
| поперечный | 210 мм |
| продольный | 905 мм |
| Максимальная рекомендуемая скорость рабочей подачи | |
| продольной | 2000 мм/мин |
| поперечной | 1000 мм/мин |
| Количество управляемых координат | 2 |
| Количество одновременно управляемых координат | 2 |
| Точность позиционирования | 0,01 мм |
| Повторяемость | 0,003 мм |
| Диапазон частот вращения шпинделя | 20…2500 мин-1 |
| Максимальная скорость быстрых перемещений | |
| продольных | 15 м/мин |
| поперечных | 7,5 м/мин |
| Количество позиций инструментальной головки | 8 |
| Мощность привода главного движения | 11 кВт |
| Суммарная потребляемая мощность | 21,4 кВт |
| Габаритные размеры станка | |
| длина | 3700 мм |
| длина (с транспортером отвода стружки) | 5160 мм |
| ширина | 2260 мм |
| высота | 1650 мм |
| Масса станка (без транспортера отвода стружки) | 4000 кг |
| Род тока питающей сети | Переменный |
| трехфазный | |
| Напряжение | 380 В |
| Частота тока | 50 Гц |
Машиностроительное оборудование производства ООО Ивтехсервис — Станки с ЧПУ, производство станков, ремонт и модернизация металлообрабатывающих станков: токарные станки, фрезерные станки, обрабатывающие центры и расточные станки. Оснастка и запчасти для станков.
Оснастка и запчасти для станков.
Став нашими партнерами, вы оцените:
- высокое качество обслуживания – комплекс предоставляемых нами услуг позволяет разрешить любую технологическую задачу;
- прозрачность условий сотрудничества – работая с нами, вы всегда можете быть уверены в получении отменного конечного результата;
- исключительное качество продукции – на весь предлагаемый компанией товар предоставляются сертификаты и гарантии;
- оптимальное ценовое предложение – у нас выгоднее купить токарный станок по металлу, чем у кого-либо еще, потому что мы располагаем собственной производственной базой;
- индивидуальный подход – ваши задачи будут решаться быстро и тщательно, как наши собственные.
Станки для металлообработки с ЧПУ – то, что определяет технологическую продвинутость вашего производства. Вы можете не только купить новое оборудование, но и модернизировать старое.
ООО «Ивтехсервис» работает по техническим заданиям заказчиков. При необходимости мы способны разработать программное обеспечение для ваших станков и произвести то оборудование, которое будет отвечать вашим промышленным целям. ООО «Ивтехсервис»: мы заботимся о вашей прибыли.
ООО «Ивтехсервис»: мы заботимся о вашей прибыли.
3 Электрооборудование агрегата с ЧПУ
Главный двигатель станка имеет мощность 11 киловатт. Он запускается с пульта управления либо при получении команды от программного комплекса. В электрической схеме установки предусмотрено наличие ряда блокировок, которые запрещают:
- запускать двигатель держателя резца в обратном и прямом направлении одновременно;
- включать в авторежиме шпиндельный узел тогда, когда не смонтировано его наружное ограждение;
- запускать основной двигатель в двух направлениях;
- включать в одно и то же время пускатели (магнитные) разжима и зажима детали;
- включать одновременно две электромагнитные муфты в то время, когда производится изменение скорости вращения шпинделя.
Также есть блокировка, которая ограничивает возможность передвижения суппорта и каретки в предельные (недопустимые) положения. Из указанных положений при необходимости каретка выводится оператором вручную при помощи специальных кнопок.
Отметим и тот факт, что вводный автомат станка незамедлительно отключается (автоматически), если на управляющем шкафе открываются двери. При этом шпиндель начинает процесс торможения. Выполнять техническое обслуживание либо наладку агрегата допускается лишь при включении деблокирующей кнопки внутри электрошкафа.
Скорость шпинделя выбирается таким образом:
- кодовые реле воспринимают сигналы о переключении скоростей;
- на выходе релейного дешифратора запускается требуемая муфта, работающая по электромагнитной схеме.
Как только реле отключаются, шпиндель начинает останавливаться. Допускается задавать режим толчкового движения шпиндельного механизма при выключенных реле. Для этого оператору следует нажать кнопку, которая запускает такой режим. При это шпиндель движется только прямо на минимальной скорости.
Поворот держателя резцов на нужную оператору позицию выполняется после того, как реле позиции рабочего инструмента и его смены получают соответствующий сигнал. В данном случае происходит включение гидравлического мотора или же непосредственно электрического двигателя агрегата. Суть механизма поворота базируется на совпадении дух позиций: той, которая устанавливается концевым выключателем станка, и заданной.
В данном случае происходит включение гидравлического мотора или же непосредственно электрического двигателя агрегата. Суть механизма поворота базируется на совпадении дух позиций: той, которая устанавливается концевым выключателем станка, и заданной.
Если указанного совпадения нет, реверс держателя резца блокируется. А после завершения поворотного цикла запускается (автоматически) реле обратной связи. От него на числовую программную систему приходит команда о том, что рабочая программа может быть продолжена в требуемом (заданном) режиме.
Система смазки станка, состоящая из нескольких отдельных агрегатов, запускается при включении оборудования. ЧПУ при длительной эксплуатации токарной установки самостоятельно определяет цикл подачи смазочного состава на узлы станка. При возникновении необходимости запустить механизм смазки вручную оператор пользуется толчковой кнопкой. При этом запрограммированный смазочный цикл не нарушается.
Применение
Паспорт оборудования гласит, что токарный станок марки 16к20 предназначен для проведения следующих типов операций:
- сверловки отверстий;
- обработки торцов деталей, в том числе формовки на них сложного контура, благодаря двухкоординатной системе регулировки положения резца или другого рабочего органа;
- зенкерования;
- нарезания резьбы, как по внешней поверхности заготовки, так и внутри отверстий;
- расточки конических поверхностей, при правильном составлении программы управления гарантируется высокое качество отделки.
Сфера деятельности, в которой рекомендуется использовать токарные станки 16к20ф3 — мелко и среднесерийное производство деталей, компонентов более крупных конструкций. Это обусловлено механикой работы на оборудовании.
Это обусловлено механикой работы на оборудовании.
ЧПУ
При использовании числового программного обеспечения операции по обработке заготовок выполняются при помощи заранее установленных программ. Они дают возможность откорректировать информацию, поданную с операторского пульта, а также использовать кассеты внешней памяти. Итоговые данные выводятся на специальный дисплей, после анализа которых, можно принять решение по настройке последующего процесса.
Автоматизация процесса сопровождается 6-ю, 8-ю или 12-ю позициями, позволяющими менять диаметр обработки или ось поворота по горизонтали. Рабочая головка оборудована диском, на который можно монтировать три осевых и шесть радиальных элементов. Кроме того, она может эксплуатироваться с 8-12 блоками под различный инструмент.
Повысить эффективность станка 16К20Ф3, технические характеристики и описание которого приведены выше, можно дополнительно модернизировать посредством смены кинематической схемы либо установки современной энергосберегающей конструкции. Значительно расширяет функционал рассматриваемого агрегата комплекс ЧПУ. Благодаря нему улучшается точность и скорость обработки деталей, а также режим отделки. Станки с ЧПУ имеют диапазон продольных и поперечных перемещений – 0,005 и 0,01 миллиметров, соответственно.
Значительно расширяет функционал рассматриваемого агрегата комплекс ЧПУ. Благодаря нему улучшается точность и скорость обработки деталей, а также режим отделки. Станки с ЧПУ имеют диапазон продольных и поперечных перемещений – 0,005 и 0,01 миллиметров, соответственно.
Технические характеристики токарного станка 16К20
| Наименование параметра | 16К20 | 16К20П |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | П |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 400 | 400 |
| Высота оси центров над плоскими направляющими станины, мм | 215 | 215 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | 220 |
| Наибольшая длина заготовки, устанавливаемой в центрах (РМЦ), мм | 710, 1000,1400, 2000 | 710, 1000 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 225 | 225 |
| Наибольший диаметр сверла при сверлении стальных деталей, мм | 25 | 25 |
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | 460. .1300 .1300 | 460..1300 |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | 200 | 200 |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 52 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 50 | 50 |
| Частота вращения шпинделя в прямом направлении, об/мин | 12,5..1600 | 12,5..1600 |
| Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 | 19..1900 |
| Количество прямых скоростей шпинделя | 22 | 22 |
| Количество обратных скоростей шпинделя | 11 | 11 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 | Морзе 6 |
| Диаметр фланца шпинделя, мм | 170 | 170 |
| Наибольший крутящий момент на шпинделе, Нм | 1000 | 1000 |
Суппорт. Подачи Подачи | ||
| Наибольшая длина продольного перемещения, мм | 645, 935, 1335, 1935 | 645, 935 |
| Наибольшая длина поперечного перемещения, мм | 300 | 300 |
| Скорость быстрых продольных перемещений, мм/мин | 3800 | 3800 |
| Скорость быстрых поперечных перемещений, мм/мин | 1900 | 1900 |
| Максимально допустимая скорость перемещений при работе по упорам, мм/мин | 250 | 250 |
| Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 | 10 |
| Цена деления лимба продольного перемещения, мм | 1 | 1 |
| Цена деления лимба поперечного перемещения, мм | 0,05 | 0,05 |
| Диапазон продольных подач, мм/об | 0,05..2,8 | 0,05..2,8 |
| Диапазон поперечных подач, мм/об | 0,025..1,4 | 0,025..1,4 |
| Количество подач продольных | 42 | 42 |
| Количество подач поперечных | 42 | 42 |
| Количество нарезаемых резьб – метрических | ||
| Количество нарезаемых резьб – модульных | ||
| Количество нарезаемых резьб – дюймовых | ||
| Количество нарезаемых резьб – питчевых | ||
| Пределы шагов метрических резьб, мм | 0,5. .112 .112 | 0,5..112 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,5 | 56..0,5 |
| Пределы шагов модульных резьб, модуль | 0,5..112 | 0,5..112 |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,5 | 56..0,5 |
| Наибольшее усилие, допускаемое механизмом подач на резце – продольное, Н | 5884 | 5884 |
| Наибольшее усилие, допускаемое механизмом подач на резце – поперечное, Н | 3530 | 3530 |
| Резцовые салазки | ||
| Наибольшее перемещение резцовых салазок, мм | 150 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 25 × 25 | 25 × 25 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 | 25 |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли задней бабки, мм | ||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 150 | 150 |
| Перемещение пиноли на одно деление лимба, мм | 0,1 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 |
| Электрооборудование | ||
| Электродвигатель главного привода, кВт | 11 | 11 |
| Электродвигатель привода быстрых перемещений, кВт | 0,12 | 0,12 |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) РМЦ=1000, мм | 2795 × 1190 × 1500 | 2795 × 1190 × 1500 |
| Масса станка, кг | 3010 | 3010 |
Список литературы
Токарно-винторезные станки 16к20, 16к20п, 16к20г, 16к25. Руководство по эксплуатации, НИИМАШ, 1976
Руководство по эксплуатации, НИИМАШ, 1976
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Головин Г.М., Пешков Е.О. Специальные станки в приборостроении, 1952
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Локтева С.Е. Станки с программным управлением, 1986
Модзелевский А. А., и др. Токарные станки, 1973
Пекелис Г. Д., Гельберг Б.Т. Технология ремонта металлорежущих станков, 1970
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Особенности конструкции
Токарный станок с ЧПУ 16К20Ф3 работает в сложных условиях и с прочными материалами, которые он должен обработать для получения точной и качественной детали. Поэтому серию отличает высокая надежность, прочность и эффективность с огромным функционалом.
Поэтому серию отличает высокая надежность, прочность и эффективность с огромным функционалом.
Основная задача – полуавтоматическая обработка в замкнутом цикле широкого ассортимента деталей и изделий.
В конструкции токарного станка с ЧПУ 16К20Ф3 предусмотрены направляющие, спроектированные таким образом, чтобы меньше подвергать их износу. Система создана таким образом, чтобы все узлы и элементы, работали в полном согласовании друг с другом. В результате получают уникальные по свойствам изделия.
Конструкционные характеристики токарного станка с ЧПУ 16К20Ф3:
- наличие числового программного управления, благодаря которой обеспечивается бесперебойный и правильный процесс производства;
- высокая степень прочности несущих элементов;
- станки оборудуются сигнализаторами, что обеспечивает обратную связь;
- все модели и модификации являются устойчивыми к вибрациям;
- предусмотрены особые системы прогрева гидравлики перед непосредственным запуском оборудования.
 Это уменьшает риски термодеформации.
Это уменьшает риски термодеформации.
Эксплуатация всегда должна соответствовать всем техническим требованиям, с соблюдением очередности этапов производства (черновая и чистовая обработка, дополнительная отделка детали).
В процессе эксплуатации важно соблюдать определенные факторы, которые обеспечивают успешность выполнения задач:
- заготовка должна быть прочно закреплена;
- корректность поставленной задачи;
- в наличии всегда должен быть ассортимент материалов и инструментов;
- торец заготовки оси вращения устанавливается строго перпендикулярно;
- на боковой поверхности обрабатываемого изделия, не должно быть никаких выпирающих частей;
- строгий контроль выполнения всех операций, проведение регулярной заточки инструмента и своевременная замена износившихся частей.
Эти мероприятия позволят эксплуатировать оборудование намного больше времени, чем указывается в его техническом паспорте.
Широкове применение токарный станок с ЧПУ 16К20Ф3 нашел в мелкосерийном производстве, для обработки внутренних и внешних частей заготовки с длиной около 100 и шириной – 40 см.
Основные процессы, выполняемые программным обеспечением:
- создание резьбы;
- плавное переключение скорости работы (вращения) шпинделя;
- определение индексации головки для нарезания резьбы;
- формообразование;
- изменение параметров подачи.
Обеспечить четкое выполнение всех рабочих процессов, позволяет внимательных подход к программированию техники. По сути, программа разрабатывается для каждой задачи отдельно, включает в себя разные этапы обработки и отделки (позиционные этапы, вспомогательные, и прочие переходы).
Технические характеристики станка 16К20Т1
| Наименование параметра | 16К20Т1 | 16К20Т1.01 | 16К20Т1.02 |
|---|---|---|---|
| Основные параметры станка | |||
| Тип системы ЧПУ | НЦ-31 | НЦ-31 | НЦ-31 |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 500 | 500 | 500 |
| Наибольший диаметр обрабатываемого изделия над суппортом, мм | 215 | 215 | 220 |
| Наибольшая длина обрабатываемого изделия, мм | 1000 | 1000 | 1000 |
| Наибольшая длина обработки, мм | 900 | 900 | 905 |
| Наибольший диаметр обрабатываемого прутка, мм | 53 | 53 | 53 |
| Шпиндель | |||
| Мощность двигателя главного движения, кВт | 11 | 11 | 11 |
| Количество рабочих скоростей шпинделя | 24 | 22 | б/с |
| Диаметр отверстия в шпинделе, мм | 55 | 55 | 55 |
| Пределы чисел оборотов шпинделя, об/мин | 10,0…2000 | 12,5…2000 | 22,4…2240 |
| Количество автоматически переключаемых скоростей | 2 | 9 | б/с |
| Диапазон скоростей шпинделя, устанавливаемый вручную, об/мин | Ряд I – 10. .1000Ряд II – 20..2000 .1000Ряд II – 20..2000 | Ряд I – 12,5..200Ряд II – 50..800Ряд III – 125..2000 | Ряд I – 22,4..355Ряд II – 63..900Ряд III – 160..2240 |
| Центр шпинделя передней бабки по ГОСТ 13214-67 | 7032 – 0043 Морзе №6 | 7032 – 0043 Морзе №6 | 7032 – 0043 Морзе №6 |
| Центр пиноли задней бабки по ГОСТ 13214-67 | 7032 – 0045 Морзе №5 | 7032 – 0045 Морзе №5 | 7032 – 0045 Морзе №5 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К | 6К |
| Наибольший крутящий момент на шпинделе, Нм | 1000 | 1000 | 1000 |
| Предельный диаметр сверления по стали/ чугуну, мм | 25/ 28 | 25/ 28 | 25/ 28 |
| Подачи | |||
| Наибольшее перемещение суппорта продольное / поперечное, мм | 900/ 250 | 900/ 250 | 905/ 275 |
| Максимальная скорость продольной/ поперечной рабочей подачи, м/мин | 2,0/ 1,0 | 2,0/ 1,0 | 2,0/ 1,0 |
| Пределы шагов нарезаемых резьб, мм | 0,01. .40,959 .40,959 | 0,01..40,959 | |
| Диапазон скоростей продольных подач, мм/мин | 0,01..2,8 | 0,01..2,8 | 0,01..20,47 |
| Диапазон скоростей поперечных подач, мм/мин | 0,005..1,4 | 0,005..1,4 | 0,005..10,23 |
| Скорость быстрых продольных/ поперечных ходов, м/мин | 6/ 5 | 6/ 5 | 7,5/ 5 |
| Дискретность продольного/ поперечного перемещения | 0,01/ 0,005 | 0,01/ 0,005 | 0,01/ 0,005 |
| Количество позиций на поворотной резцедержке (число инструментов в револьверной головке) | 6 | 6 | 6 |
| Параметры системы ОСУ | |||
| Обозначение системы ОСУ | НЦ-31 | НЦ-31 | НЦ-31 |
| Число координат | 2 | 2 | 2 |
| Количество одновременно управляемых координат | 2 | 2 | 2 |
| Разрешающая способность в продольном направлении (дискретность задания по оси Z), мм | 0,01 | 0,01 | 0,01 |
| Разрешающая способность в поперечном направлении (дискретность задания по оси X), мм | 0,005 | 0,005 | |
| Тип датчика обратной связи | ВЕ-178 | ВЕ-178 | ВЕ-178 |
| Тип резьбонарезного датчика | ВЕ-178 | ВЕ-178 | ВЕ-178 |
Электрооборудование. Привод Привод | |||
| Количество электродвигателей на станке | 5 | 6 | 7 |
| Электродвигатель привода главного движения, кВт | 11 | 11 | 11 |
| Электродвигатель привода продольных подач, кВт | 2,2 | 2,2 | 2,2 |
| Электродвигатель привода поперечных подач, кВт | 1,1 | 1,1 | 1,1 |
| Электродвигатель револьверной головки, кВт | – | 0,18 | 0,37 |
| Электродвигатель станции смазки каретки, кВт | 0,12 | 0,12 | 0,18 |
| Электродвигатель станции смазки шпиндельной бабки, кВт | – | – | 0,27 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 | 0,18 |
| Суммарная мощность электродвигателей, кВт | 14,54 | 14,72 | 16 |
| Суммарная мощность станка, кВт | 24 | 24 | 25 |
| Габариты и масса станка | 3175 х 1700 х 1700 | 3175 х 1700 х 1700 | 3230 х 1700 х 1700 |
| Масса станка с ЧПУ, кг | 3800 | 4100 | 3800 |
Список литературы:
Станок токарный программный с оперативной системой управлением 16К20Т1. Руководство по эксплуатации 16К20Т1.000.000 РЭ
Руководство по эксплуатации 16К20Т1.000.000 РЭ
Грачев Л.Н. Конструкция и наладка станков с программным управлением и роботизированных комплексов, 1986, стр.17
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки., 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
1М63 токарный станок: технические характеристики
Сведения о производителе токарно-винторезного станка 1Д63А
Производителем универсального токарно-винторезного станка 1Д63А является Тбилисский станкостроительный завод им. Кирова
Кирова
Станки, выпускаемые Тбилисским станкостроительным заводом им. Кирова
- 1Д63А
— станок токарно-винторезный универсальный Ø 615 - 1М63Д
— станок токарно-винторезный универсальный Ø 630 - 1М63М
станок токарно-винторезный универсальный Ø 630 - 1М63МФ101
станок токарно-винторезный с УЦИ Ø 630 - 9М14
— станок трубонарезной Ø 630
Описание
В 1930 году на Московском станкостроительном было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200– Догоним И Перегоним
, по главному лозунгу первой пятилетки, где 200 — высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок
немецкой фирмы VDF
. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей — ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
К концу 1932 года было выпущено 25 ДИПов.
В 1934
году на Московском станкостроительном осваивается выпуск тяжелых универсальных токарно-винторезных станков станков ДИП-300(1д63), ДИП-400(1д64), ДИП-500(1д65).
В 1944
году производство этих станков было передано на
Рязанский станкостроительный завод РЗС, основанный в 1944 году, Тбилисский станкостроительный завод им. Кирова и Ейский станкостроительный завод.
В 1956
Рязанский станкостроительный завод выпустил первую промышленную партию станков серии ДИП-300 — модель – РМЦ 1400, 2800.
В 1968
году запущено в производство следующее поколение серии — модель 1м63,1м63Б.
С 1973
года начало серийного выпуска токарных станков:16к30,16к30Ф3,1М63БФ101,16М30Ф3,1П756ДФ3.
Тбилисский станкостроительный завод им. Кирова выпускал станки:1Д63А,1М63Д , 1М63ДФ101.
В 1992
году начало серийного выпуска станка 1М63Н- последней модели серии ДИП-300.
1Д63А Станок токарно-винторезный универсальный. Назначение и область применения
Универсальный токарно-винторезный станок 1Д63А — один из первых станков серии ДИП-300 предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб.
Токарный станок 1Д63А разработан Московским станкостроительным заводом Красный Пролетарий в 1950 году. Конструкторская документация на станок впоследствии была передана на Рязанский станкостроительный завод РСЗ, кде началось производство станков 163 серии и на Тбилисский станкостроительный завод им. Кирова, где с 1968 года стали производиться более совершенные станки 1М63
.
Станок 1Д63А способен обрабатывать относительно крупные заготовки диаметром до 615 мм и длиной 1500 или 3000 мм.
Принцип работы и особенности конструкции станка
Передний конец шпинделя резьбовой М120 х 6, внутренний конус Морзе 5, отверстие в шпинделе 70 мм, диаметр обрабатываемого прутка 68 мм.
Шпиндель станка 1Д63А установлен на двухрядные роликовые подшипники спереди и в коническом роликовом подшипнике сзади. Осевая нагрузка на шпиндель воспринимается шариковым упорным подшипником.
Шпиндель получает 18 ступеней частот прямого и обратного вращения от шестиваловой коробки скоростей в передней бабке станка. Установка нужной скорости осуществляется тремя рукоятками на передней стенке передней бабки.
Пуск, останов и включение ускоренного обратного хода осуществляется фрикционной пластинчатой муфтой. Муфта управляется рукоятками на станине у передней бабки и на фартуке.
На входной вал коробки соростей движение поступает через ременную передачу от асинхронного электродвигателя мощностью 10 кВт.
Коробка подач типа Нортон даёт возможность нарезать (без звена увеличения шага) с помощью ходового винта 1/2″:
- метрические резьбы с шагом от 1 до 14 мм
- дюймовые резьбы от 2 до 28 ниток на один дюйм
- модульные резьбы с модулями от 0,25 до 3,5
без смены шестерён на гитаре.
Коробка подач получает движение от коробки скоростей через гитару — сменные шестерни с приклоном. В переднюю бабку включены механизмы, дающие возможность изменить направление движения суппорта и ускорить это движение (увеличить шаг резьбы) в 4 и в 16 раз.
Для изготовления резьбы повышенной точности ходовой винт может быть подключен через сменные шестерни гитары помимо механизма коробки подач.
По ходовому валику суппорт получает подачи: продольные от 0,15 до 2,65 мм и поперечные от 0,05 до 0,90 мм за один оборот шпинделя.
Фартук суппорта токарного станка 1Д63А снабжен механизмом падающего червяка, который дает возможность автоматического включения подачи от ходового винта при нарезании резьбы в обоих направлениях и одновременно предохраняет станок от поломок в случае перегрузки. Отключение осуществляется с точностью 0,02 мм от упора на станине.
Станок 2733П — где купить, оплата, доставка, гарантия
Цена на вертикальный отделочно-расточной станок 2733П указана на нашем сайте с НДС для стандартного комплекта поставки.
Купить станок 2733П несложно — достаточно позвонить на указанные ниже телефоны в вашем городе.
Продажа алмазно-расточного полуавтомата повышенной точности модели 2733П производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможно другое процентное соотношение и другой порядок оплаты, согласованный со специалистом отдела продаж нашего предприятия. Доставка оборудования производится автомобильным и железнодорожным транспортом компаний-перевозчиков ООО «Деловые Линии», ООО «ПЭК», «Байкал-Сервис», ООО «Желдорэкспедиция» и другими, сторонними перевозчиками посредством транспортно-логистических компаниий, а также транспортом Покупателя или нашей компании. Расходы по транспортировке груза оплачивает Покупатель, если иное не указывается в Договоре поставки. Гарантия на новый вертикальный отделочно-расточный станок 2733П — 12 мес. Предприятие-производитель оставляет за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Читать также: Каким паяльником паять радиодетали
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у менеджеров по продаже станков!
Если Вам необходимо купить Вертикальный отделочно-расточной станок 2733П звоните по телефонам:
в Москве в Санкт-Петербурге в Минске +375 (17) 246-40-09 в Екатеринбурге в Новосибирске в Челябинске в Тюмени +7 (3452) 514-886
в Нижнем Новгороде в Самаре в Перми в Ростове-на-Дону в Воронеже в Красноярске
в Нур-Султане;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Вертикальный отделочно-расточной станок 2733П звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Общий вид токарно-винторезного станка 1Д63А
Фото токарно-винторезного станка 1Д63А
Фото передней бабки токарно-винторезного станка 1Д63А
Фото передней бабки токарно-винторезного станка 1Д63А
Фото передней бабки токарно-винторезного станка 1Д63А
Расположение органов управления токарно-винторезным станком 1Д63А
Расположение органов управления токарно-винторезным станком 1Д63А
Спецификация органов управления токарно-винторезным станком 1Д63А
- Рукоятка для установки числа оборотов шпинделя
- Рукоятка для установки числа оборотов шпинделя
- Рукоятка для реверсирования хода суппорта
- Рукоятка для увеличения шага резьбы
- Рукоятка для установки числа оборотов шпинделя
- Рукоятка для установки резьб Витворта и метрических
- Рукоятка для установки шага резьбы
- Рукоятка переключения подач (конуса Нортона)
- Рукоятка для установки резьб метрических и модульных
- Рукоятка для включения ходового винта или валика
- Рукоятка для включения и реверсирования станка
- Рукоятка для реверсирования хода суппорта при обточке
- Маховик для ручного продольного перемещения суппорта
- Рукоятка для выключения подачи и включения после автоматической установки
- Рукоятка для переключения продольной и поперечной подачи и блокировки маточной гайки ходового винта
- Рукоятка для включения маточной гайки ходового винта
- Рукоятка для включения и реверсирования станка
- Рукоятка для поперечной подачи суппорта вручную
- Рукоятка для закрепления резцовой головки
- Рукоятка для подачи резцовых салазок
- Рукоятка для закрепления пиноли задней бабки
- Кнопочная станция
Коробки скоростей и подачи
Коробка скоростей находится в левой части основы устройства. На ее фрикционное колесо передается вращение от электрического двигателя, благодаря чему в коробке активируются шестерни. Всего 22 скорости, выбор которых осуществляется последовательным их переключением.
На ее фрикционное колесо передается вращение от электрического двигателя, благодаря чему в коробке активируются шестерни. Всего 22 скорости, выбор которых осуществляется последовательным их переключением.
Частоты механизмов основного вала выбираются при помощи зубчатых колес, изготовленных из высококачественной стали, прошедшей термообработку. Шестерни установлены на специальных стальных валиках, вращающихся на роликовых и шариковых подшипниках. В коробке установлены два устройства, повышающие шаг резьбы и реверсирующие движение резцедержателя.
Коробка подач имеет двухосную компоновку, за счет чего повышается эффективность ее работы. Ее регулировка осуществляется при помощи рукояток-переключателей и шестерней. Только при включении шпинделя напрямую, с использованием отдельного комплекта шестерней, разрешается нарезать специальные, отличающиеся особой точностью, резьбы.
Схема электрическая принципиальная токарно-винторезного станка 1Д63А
Электрическая схема токарно-винторезного станка 1Д63А
На станке установлены 2-а электродвигателя:
- Электродвигатель главного привода 1М, трехфазный асинхронный, с короткозамкнутым ротором мощность 10 кВт, 1450 об/мин, тип А61-4
- Электродвигатель насоса охлаждения 2М, мощность 0,125 кВт, 2800 об/мин, насос П-22
Технические характеристики токарно-винторезных станков 1Д63А
| Наименование параметра | 1Д63А |
| Основные параметры | |
| Класс точности по ГОСТ 8-82 | Н |
| Наибольший диаметр заготовки над станиной, мм | 615 |
| Наибольший диаметр заготовки над суппортом, мм | 345 |
| Высота центров, мм | 300 |
| Наибольшая длина заготовки (РМЦ), мм | 1500, 3000 |
| Наибольшая длина обточки, мм | 1310, 2810 |
| Наибольшие размеры резца, мм | 30 х 30 |
| Высота от опорной поверхности резца до линии центров, мм | 32,5 |
| Наибольшее расстояние от линии центров до кромки резцедержателя, мм | 325 |
| Шпидель | |
| Диаметр сквозного отверстия в шпинделе, мм | 70 |
| Наибольший диаметр прутка, мм | 68 |
| Число ступеней частот прямого вращения шпинделя | 18 |
| Частота прямого вращения шпинделя, об/мин | 14. .750 .750 |
| Число ступеней частот обратного вращения шпинделя | 18 |
| Частота обратного вращения шпинделя, об/мин | 22..945 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 |
| Конец шпинделя | М120 х 6 |
| Торможение шпинделя | есть |
| Подачи | |
| Наибольшая длина хода каретки от руки, мм | 1510, 3010 |
| Наибольшая длина хода каретки по валику, мм | 1310, 2810 |
| Наибольшая длина хода каретки по винту, мм | 1310, 2810 |
| Число ступеней продольных подач | 26 |
| Пределы рабочих подач продольных, мм/об | 0,15..2,65 |
| Число ступеней поперечных подач | 26 |
| Пределы рабочих подач поперечных, мм/об | 0,05..0,9 |
| Поперечное перемещение на одно деление лимба, мм | 0,05 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет |
| Количество нарезаемых резьб метрических | |
| Пределы шагов нарезаемых резьб метрических, мм | 1. .224 .224 |
| Количество нарезаемых резьб дюймовых | |
| Пределы шагов нарезаемых резьб дюймовых | 2..28 |
| Количество нарезаемых резьб модульных | |
| Пределы шагов нарезаемых резьб модульных | 0,25п.. 56п |
| Количество нарезаемых резьб питчевых | нет |
| Пределы шагов нарезаемых резьб питчевых | нет |
| Задняя бабка | |
| Конус | Морзе 5 |
| Наиболшее перемещение пиноли, мм | 205 |
| Поперечное смещение, мм | ±15 |
| Электрооборудование | |
| Количество электродвигателей на станке | 2 |
| Мощность электродвигателя главного привода, кВт | 10 |
| Мощность электродвигателя насоса охлаждения, кВт | 0,12 |
| Насос охлаждения (помпа) | ПА-22 |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота), мм | 3610 х 1690 х 1275 5110 х 1690 х 1275 |
| Масса станка, кг | 3920 |
Растачивание тонкого типа
Это последний этап шлифования отверстий, которое делается очень прочными инструментами – алмазными или из твердосплавных материалов. Алмазно-расточной станок предназначается для расточки текстолитовых заготовок, цветных металлов, каучуковых, эбонитовых и других синтоматериалов. К числу подобных деталей принадлежат гильзы, шатуны, втулки, вкладыши, проем для пальца в поршнях, головки блока, и многое аналогичное. Такое растачивание выполняется при маленьких впадинах, скоростным процессом резания, что обеспечивает самую маленькую шероховатость отполированных деталей.
Алмазно-расточной станок предназначается для расточки текстолитовых заготовок, цветных металлов, каучуковых, эбонитовых и других синтоматериалов. К числу подобных деталей принадлежат гильзы, шатуны, втулки, вкладыши, проем для пальца в поршнях, головки блока, и многое аналогичное. Такое растачивание выполняется при маленьких впадинах, скоростным процессом резания, что обеспечивает самую маленькую шероховатость отполированных деталей.
Алмазный вид растачивания обеспечивает отсутствие эффекта шаржирования (т.е. абразивные частицы выполняют мягкую обработку слоя поверхности заготовок). Данный эффект рождается в процессе хонингования, шлифовке и доводке будущей запчасти. Он понижает устойчивость к изнашиванию запасных частей.
Пол Клаусинг начал свой станкостроительный бизнес на улицах Лилиан и Кеота в городе Оттумва, штат Айова, США, в 1931 году, а год спустя к нему присоединился его брат Отто. |
 Их ранние продукты включали составную опору скольжения, изготовленную для компании Duro вместе с различными другими принадлежностями для токарных станков и станков. Также предлагался небольшой токарный станок по дереву, продаваемый Sears, Roebuck, но продажи во время серьезной рецессии были небольшими и редкими. Однако к 1935 было накоплено достаточно ресурсов, чтобы начать проектирование токарного станка по металлу, и к 1937 году возникла необходимость в первом расширении первоначального (и крошечного) завода. Дальнейшее расширение было добавлено в 1940 году, что предвосхищало значительное увеличение производства, которое потребовалось бы для военных действий, и, наконец, в 1946 году была построена совершенно новая фабрика на Ричмонд-стрит, 235, на мелиорированных землях вдоль берегов Де-Мойна. Река.
Их ранние продукты включали составную опору скольжения, изготовленную для компании Duro вместе с различными другими принадлежностями для токарных станков и станков. Также предлагался небольшой токарный станок по дереву, продаваемый Sears, Roebuck, но продажи во время серьезной рецессии были небольшими и редкими. Однако к 1935 было накоплено достаточно ресурсов, чтобы начать проектирование токарного станка по металлу, и к 1937 году возникла необходимость в первом расширении первоначального (и крошечного) завода. Дальнейшее расширение было добавлено в 1940 году, что предвосхищало значительное увеличение производства, которое потребовалось бы для военных действий, и, наконец, в 1946 году была построена совершенно новая фабрика на Ричмонд-стрит, 235, на мелиорированных землях вдоль берегов Де-Мойна. Река.  Серия 200 была совершенно новой конструкцией, представленной очень поздно в 1948 году, с первая поставка была отправлена 31 марта 1949 г. Первоначальный токарный станок Серии 100 претерпел ряд довольно быстрых изменений и был выпущен в трех модификациях, которые мы будем называть — неофициально и только для идентификации — Мк.1, Мк.2 и Мк 3.
Серия 200 была совершенно новой конструкцией, представленной очень поздно в 1948 году, с первая поставка была отправлена 31 марта 1949 г. Первоначальный токарный станок Серии 100 претерпел ряд довольно быстрых изменений и был выпущен в трех модификациях, которые мы будем называть — неофициально и только для идентификации — Мк.1, Мк.2 и Мк 3. Технические характеристики токарного станка TRAK
Токарные станки TRAK Toolroom
Токарные станки TRAK Toolroom
Информация для запроса
1440EX | 1630RX | 1630HS-RX | 1845RX | 2470RX | 3075RX | 30120RX | |
|---|---|---|---|---|---|---|---|
Модель ЧПУ ProtoTRAK | ЭЛКС | РЛС | РЛС | РЛС | РЛС | РЛС | РЛС |
Емкость | |||||||
| Высота центров | 7″ | 8″ | 8″ | 9″ | 12″ | 15″ | 16,5″ |
| Расстояние между центрами | 40″ | 30″ | 30″ | 45″ | 70″ | 74,80″ | 118″ |
| Качели над кроватью | 14″ | 16″ | 16″ | 18,1″ | 24″ | 30″ | 33″ |
| Поворотные крылья седла | 14″ | 16″ | 16″ | 17″ | 24″ | 28″ | 33″ |
| Поворотный суппорт | 7″ | 8,6″ | 8,6″ | 9,13″ | 14,5″ | 19″ | 21,2″ |
| Поперечный ход | 8″ | 8,5″ | 8,5″ | 10,6″ | 12,5″ | 16,1″ | 20,5″ |
| Инструментальная секция макс. | 3/4″ | 3/4″ | 3/4″ | 1″ | 1″ | 1,5″ | 1,5″ |
| Объем резервуара охлаждающей жидкости | 3 галлона | 8 галлонов | 8 галлонов | 13 галлонов | 15 галлонов | 47 галлонов | 48 галлонов |
| Масляный насос — смазка направляющих | — | 2 л | 2 л | 2 л | 2 л | 2,3 л | 2 л |
| Смазка передней бабки | — | 1,5 галлона | 1,5 галлона | 1,85 галлона | 5,3 галлона 6,3 галлона с опциональным масляным радиатором | 6 галлонов | 8,5 галлона |
| Быстрые скорости | 100 дюймов в минуту по оси Z 100 дюймов в минуту по оси X | 400 дюймов в минуту по оси Z 200 дюймов в минуту по оси X | 400 дюймов в минуту по оси Z 200 дюймов в минуту по оси X | 400 дюймов в минуту по оси Z 200 дюймов в минуту по оси X | 400 дюймов в минуту по оси Z 200 дюймов в минуту по оси X | 400 дюймов в минуту по оси Z 200 дюймов в минуту по оси X | 400 дюймов в минуту по оси Z 200 дюймов в минуту по оси X |
Кровать | |||||||
| Ширина кровати | 8,1″ | 12,6″ | 12,6″ | 13,4″ | 14,57″ | 18″ | 19,69″ |
| Высота кровати | 10,6″ | 12,6″ | 12,6″ | 12,4″ | 15″ | 15,75″ | 18,7″ |
Передняя бабка | |||||||
| Нос шпинделя | Д1-4 | Д1-6 | А2-4 | Д1-6 | Д1-8 | А2-11 | А2-11 |
| Сквозное отверстие шпинделя | 1,56″ | 2,12″ | 1,57″ | 2,36″ | 4,09″ | 6,69″ | 6,30″ |
| Конус шпинделя | МТ#5 | МТ#6 | МТ#5 | МТ#6 | МТ#8 | Не MT конус | МТ#8 |
| Коническая переходная втулка | 3 | н/д | н/д | МТ#4 | МТ#5 | МТ#6 | МТ#5 |
| Диаметр шпинделя на переднем подшипнике | 2,36″ | 3,15″ | 2,56″ | 3,35″ | 5,51″ | 8,66″ | 7,87″ |
| Количество подшипников | 2 | 2 | 5 | 2 | 2 | 2 | 2 |
| Количество скоростей или диапазонов | 12 | 1 | 1 | 2 | 2 | 2 | 2 |
| Диапазон скорости вращения шпинделя, об/мин | 60-2400 | 150-2500 | 150-4000 | 80-850, 250-2500 | 40-670, 100-1800 | 30-300, 100-1000 | 20-415, 40-1300 |
| ID шпинделя Резьба (конец шпинделя) | н/д | Шаг M56 x 2 мм | Шаг M56 x 2 мм | н/д | н/д | М185 х 3,0 | н/д |
Задняя бабка | |||||||
| Перо для путешествий | 5″ | 5,75″ | 5,75″ | 6″ | 8,5″ | 8″ | 8″ |
| Диаметр пиноли | 1,575″ | 2,36″ | 2,36″ | 2,56″ | 3,5″ | 4,875″ | 4,13″ |
| Коническое отверстие пиноли | МТ#3 | МТ#4 | МТ#4 | МТ#4 | МТ#5 | МТ#6 | МТ#6 |
Двигатель шпинделя | |||||||
| Мощность | 5 л. с. | 7,5 л.с. | 7,5 л.с. | 10 л.с. | 15 л.с. | 30 л.с. | 30 л.с. |
Требования к электропитанию — машина | |||||||
| Напряжение | Управление: 110 В Машина: 200–240 В | от 200 В до 240 В | от 200 В до 240 В | от 200 В до 240 В | от 200 В до 240 В | 480 В +/- 10 % (от 432 В до 528 В) | 480 В +/- 10 % (от 432 В до 528 В) |
| Ампер Ток полной нагрузки | Управление: 8A Машина: 15A | 44А | 44А | 54А | 73А | 71. 6А | 62А |
| Фаза/Гц | Управление: 1/60 Станок: 3/60 | 3/60 | 3/60 | 3/60 | 3/60 | 3/60 | 3/60 |
Размеры | |||||||
| Нетто (Д x Ш x В), фунты. | 73″ x 44″ x 57″ 1800 фунтов | 82″ x 45″ x 72″ 2750 фунтов | 82″ x 45″ x 72″ 2750 фунтов | 88″ x 55″ x 70″ 3285 фунтов | 129″ x 84″ x 79″ 6500 фунтов | 170″ x 82″ x 77″ 15 430 фунтов | 212,6″ x 86,61″ x 79,53″ 18 920 фунтов |
| Транспортировка (Д x Ш x В), фунты. | 78″ x 49″ x 67″ 2200 фунтов | 87″ x 45″ x 70″ 3420 фунтов | 87″ x 45″ x 70″ 3420 фунтов | 91″ x 52″ x 79″ 3800 фунтов | 134″ x 65″ x 79″ 6900 фунтов | 225″ x 89″ x 88″ 16 530 фунтов | 222,44″ x 90,55″ x 110,23″ 19 270 фунтов |
Прочее | |||||||
| Двигатель насоса охлаждающей жидкости HP* | 1/8 л.с. | 1/8 л.с. | 1/8 л.с. | 1/8 л.с. | 1/8 л.с. | 3/4 л.с. | 1/4 л.с. |
| Тормоз двигателя шпинделя | Магнитный | Динамический | Динамический | Динамический | Динамический | Динамический | Динамический |
| Твердость поверхности пути | 400-450 НВ | 400-450 НВ | 400-450 НВ | 480-560 НВ | 480-560 НВ | 480-560 НВ | 480-560 НВ |
| Смазка передней бабки | Смазка для разбрызгивания | Масляная ванна | Смазка | Масляная ванна | Масляная ванна | Масляная ванна | Масляная ванна |
Опции | |||||||
| Набор инструментов | 3/4″ | 3/4″ | 3/4″ | 3/4″ или 1″ | 1″ | 1-1/4″ | 1-1/4″ |
| Патрон | 6″, Д1-4 | 8″, D1-6 | 6″, А2-4 | 8″, D1-6 | 12″, D1-8 | 20″, А2-11 | 20″, А2-11 |
| 5C Цанговый доводчик | Д1-4 | Д1-6 | А2-4 | Д1-6 | н/д | н/д | н/д |
| Опция башни | н/д | 3/4″, 8-позиционный 3/4″, 4-позиционный | 3/4″, 8-позиционный 3/4″, 4-позиционный | 3/4″ или 1″, 8-позиционный 3/4″ или 1″, 4-позиционный | 1″, 8-позиционный 1″, 4-позиционный | 1″, 8-позиционный | 1″, 8-позиционный |
* Насосы охлаждающей жидкости являются дополнительным оборудованием.
TRAK TRL 30120RX Токарный станок для инструментального цеха
1440EX | 1630RX | 1630HS-RX | 1845RX | 2470RX | 3075RX | 30120RX | |
|---|---|---|---|---|---|---|---|
Модель ЧПУ ProtoTRAK | ЭЛКС | РЛС | РЛС | РЛС | РЛС | РЛС | РЛС |
Емкость | |||||||
| Высота центров | 7″ | 8″ | 8″ | 9″ | 12″ | 15″ | 16,5″ |
| Расстояние между центрами | 40″ | 30″ | 30″ | 45″ | 70″ | 74,80″ | 118″ |
| Качели над кроватью | 14″ | 16″ | 16″ | 18,1″ | 24″ | 30″ | 33″ |
| Поворотные крылья седла | 14″ | 16″ | 16″ | 17″ | 24″ | 28″ | 33″ |
| Поворотная поперечная направляющая | 7″ | 8,6″ | 8,6″ | 9,13″ | 14,5″ | 19″ | 21,2″ |
| Поперечный ход | 8″ | 8,5″ | 8,5″ | 10,6″ | 12,5″ | 16,1″ | 20,5″ |
| Инструментальная секция макс. | 3/4″ | 3/4″ | 3/4″ | 1″ | 1″ | 1,5″ | 1,5″ |
| Объем резервуара охлаждающей жидкости | 3 галлона | 8 галлонов | 8 галлонов | 13 галлонов | 15 галлонов | 47 галлонов | 48 галлонов |
| Масляный насос — смазка направляющих | — | 2 л | 2 л | 2 л | 2 л | 2,3 л | 2 л |
| Смазка передней бабки | — | 1,5 галлона | 1,5 галлона | 1,85 галлона | 5,3 галлона 6,3 галлона с опциональным масляным радиатором | 6 галлонов | 8,5 галлона |
| Быстрые скорости | 100 дюймов в минуту по оси Z 100 дюймов в минуту по оси X | 400 дюймов в минуту по оси Z 200 дюймов в минуту по оси X | 400 дюймов в минуту по оси Z 200 дюймов в минуту по оси X | 400 дюймов в минуту по оси Z 200 дюймов в минуту по оси X | 400 дюймов в минуту по оси Z 200 дюймов в минуту по оси X | 400 дюймов в минуту по оси Z 200 дюймов в минуту по оси X | 400 дюймов в минуту по оси Z 200 дюймов в минуту по оси X |
Кровать | |||||||
| Ширина кровати | 8,1″ | 12,6″ | 12,6″ | 13,4″ | 14,57″ | 18″ | 19,69″ |
| Высота кровати | 10,6″ | 12,6″ | 12,6″ | 12,4″ | 15″ | 15,75″ | 18,7″ |
Передняя бабка | |||||||
| Нос шпинделя | Д1-4 | Д1-6 | А2-4 | Д1-6 | Д1-8 | А2-11 | А2-11 |
| Сквозное отверстие шпинделя | 1,56″ | 2,12″ | 1,57″ | 2,36″ | 4,09″ | 6,69″ | 6,30″ |
| Конус шпинделя | МТ#5 | МТ#6 | МТ#5 | МТ#6 | МТ#8 | Не MT конус | МТ#8 |
| Коническая переходная втулка | 3 | н/д | н/д | МТ#4 | МТ#5 | МТ#6 | МТ#5 |
| Диаметр шпинделя на переднем подшипнике | 2,36″ | 3,15″ | 2,56″ | 3,35″ | 5,51″ | 8,66″ | 7,87″ |
| Количество подшипников | 2 | 2 | 5 | 2 | 2 | 2 | 2 |
| Количество скоростей или диапазонов | 12 | 1 | 1 | 2 | 2 | 2 | 2 |
| Диапазон скорости вращения шпинделя, об/мин | 60-2400 | 150-2500 | 150-4000 | 80-850, 250-2500 | 40-670, 100-1800 | 30-300, 100-1000 | 20-415, 40-1300 |
| ID шпинделя Резьба (конец шпинделя) | н/д | Шаг M56 x 2 мм | M56 x 2 мм Шаг | н/д | н/д | М185 х 3,0 | н/д |
Задняя бабка | |||||||
| Перо для путешествий | 5″ | 5,75″ | 5,75″ | 6″ | 8,5″ | 8″ | 8″ |
| Диаметр пиноли | 1,575″ | 2,36″ | 2,36″ | 2,56″ | 3,5″ | 4,875″ | 4,13″ |
| Коническое отверстие пиноли | МТ#3 | МТ#4 | МТ#4 | МТ#4 | МТ#5 | МТ#6 | МТ#6 |
Двигатель шпинделя | |||||||
| Мощность | 5 л. с. | 7,5 л.с. | 7,5 л.с. | 10 л.с. | 15 л.с. | 30 л.с. | 30 л.с. |
Требования к электропитанию — машина | |||||||
| Напряжение | Управление: 110 В Машина: 200–240 В | от 200 В до 240 В | от 200 В до 240 В | от 200 В до 240 В | от 200 В до 240 В | 480 В +/- 10 % (от 432 В до 528 В) | 480 В +/- 10 % (от 432 В до 528 В) |
| Ампер Ток полной нагрузки | Управление: 8A Машина: 15A | 44А | 44А | 54А | 73А | 71. 6А | 62А |
| Фаза/Гц | Управление: 1/60 Станок: 3/60 | 3/60 | 3/60 | 3/60 | 3/60 | 3/60 | 3/60 |
Размеры | |||||||
| Нетто (Д x Ш x В), фунты. | 73″ x 44″ x 57″ 1800 фунтов | 82″ x 45″ x 72″ 2750 фунтов | 82″ x 45″ x 72″ 2750 фунтов | 88″ x 55″ x 70″ 3285 фунтов | 129″ x 84″ x 79″ 6500 фунтов | 170″ x 82″ x 77″ 15 430 фунтов | 212,6″ x 86,61″ x 79,53″ 18 920 фунтов |
Транспортировка (Д x Ш x В), фунты. |