Станок токарный ит 1м характеристики: ИТ-1М Станок токарно-винторезный облегченного типа универсальный. Паспорт, руководство, схемы, описание, характеристики
Содержание
Страница не найдена — Все о ЧПУ
Страница не найдена — Все о ЧПУ
Извините, страница не существует или была удалена…
Самые комментируемые записи
Строим самодельный фрезерный ЧПУ станок
Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт. Откроем секреты сборки станка своими руками.
Идеи изделий на ЧПУ станке
Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль.
Выбор шпинделя для фрезерного станка с ЧПУ
Как выбрать шпиндель для фрезерного станка с ЧПУ ? ИХ классификация, охлаждение, способы фрезеровки, мощность, и другая полезная информация.
Прямо сейчас смотрят
Вопрос-Ответ
Шаговой двигатель для ЧПУ: как определиться с выбором?
Шаговый двигатель понадобится любому человеку, который собрался самостоятельно собрать станок с ЧПУ. Главное – заранее определиться со сферой применения устройства. Наибольших усилий и показателей требует обработка цветных металлов, что отдельно учитывается при выборе шагового двигателя для ЧПУ.
Токарный
Технические характеристики токарного станка 16Б16КП, схемы
Техпараметры, назначение и сфера использования токарного станка 16б16кп, узлы и устройства, габариты рабочей области, правила безопасности.
Вопрос-Ответ
Описание датчиков инструмента для ЧПУ
Датчик инструмента ЧПУ – прибор, обеспечивающий точность и автоматизацию работу станков с числовым программным управлением.
Вопрос-Ответ
Особенности обработки деталей на многоцелевых станках с ЧПУ
Хотите достичь полной автоматизации процесса обработки деталей? Читайте об назначении многоцелевых станков с ЧПУ, особенностях строения и их действии.
Фрезерный
Особенности и самостоятельная сборка трехкоординатного фрезерного станка с ЧПУ
Трехкоординатный фрезерный станок с ЧПУ – для каких целей используется, где применяется и возможность воспроизведения данного устройства своими руками.
Вопрос-Ответ
Пошаговая инструкция сборки станка с ЧПУ своими руками
Если у человека появилось желание собрать станки с ЧПУ своими руками, тот должен иметь определённые навыки, уметь ориентироваться в технической документации, и готовность научиться чему-то у других умельцев.
Гравировальный
Как управлять гравировальным станком с ЧПУ?
Как устроен гравировальный станок с ЧПУ? Как управлять оборудованием? Какие существуют программы? Как выполняется наладка?
Вопрос-Ответ
Способы диагностики станков с ЧПУ
Диагностика станков с ЧПУ – комплекс действий, направленных на выявление и устранение неполадок в работе станков с числовым программным управлением.
Вопрос-Ответ
Профстандарт оператора станка с числовым программным управлением
Знание профстандарта — неотъемлемая часть профессионального специалиста. В нем описаны необходимые знания и качества, которыми должен обладать трудящийся.
В нем описаны необходимые знания и качества, которыми должен обладать трудящийся.
Вопрос-Ответ
Предназначение постпроцессора для станка ЧПУ
Каким образом станок с ЧПУ выполняет передаваемые ему команды? Какой узел оборудования отвечает за это? Ответив на эти вопросы, можно успешно создавать основу для программирования станков и эксплуатировать их с высокой отдачей.
ИТ-1Е Станок токарно-винторезный облегченного типа универсальный. Паспорт, руководство, схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка ИТ-1Е
Универсальные токарно-винторезные станки ИТ-1Е выпускались на предприятии — Ейский станкостроительный завод, ЕСЗ город Ейск Краснодарский край.
Основная продукция завода — Станки токарные гидрокопировальные типа ЕМ-473 и ЕМ-477.
В 90-х в связи с отсутствием заказов на гидрокопировальные станки Ейский станкостроительный завод перешёл на выпуск станков ИТ-1Е для нужд армии.
Станки токарные производства Ейский станкостроительный завод, ЕСЗ
- ИТ-1TЕ станок токарно-винторезный облегченный Ø 400
- ЕМ-473 — станок токарный гидрокопировальный Ø 250 х 710
ИТ-1Е Cтанок токарно-винторезный облегченный универсальный. Назначение, область применения.
Токарно-винторезный станок ИТ-1е выполнен на базе модели ИТ-1М.
Станок специализированный токарно-винторезный облегченный модели ИТ-1Е предназначенный для выполнения разнообразных токарных и винторезных работ в патроне, на планшайбе и в центрах.
На станке выполняются работы: — обточка, расточка, торцовка сверление и нарезание резьб (метрической, дюймовой, модульной и питчевой).
При наличии специальных приспособлений на станках можно производить фрезерование плоскостей, шпоночных и других пазов, расточку небольших корпусных деталей, наружное и внутреннее шлифование.
Особенности конструкции токарного станка ИТ-1Е
Наличие устройства подачи СОЖ (электропомпа производительностью 22 л/мин.) позволяет применять высокоскоростные режимы обработки с применением современного прогрессивного инструмента.
Станок, благодаря малым габаритам и весу 1,2 т может использоваться как в стационарных условиях и в многоэтажных зданиях, так и в подвижных ремонтных мастерских, судах, вагонах.
Станок устанавливается на фундаментальных болтах или на виброопорах при отсутствии фундамента. Благодаря специальной конструкции исключена необходимость обслуживания с задней стороны станка, что важно при ограниченных производственных площадях (станок можно устанавливать практически вплотную к стене).
На станине станка имеется выемка, закрытая вставкой, позволяющая обрабатывать фланцевые детали D550 мм. длиной 300 мм, что существенно расширяет технологические возможности станка. Закаленные током высокой частоты (ТВЧ) шлифованные направляющие станины обеспечивают долгий срок службы станка без износа и без потери точностных характеристик (по нормам точности станок полностью соответствует классу точности «Н» по ГОСТ18097-88Е.
Достаточно жесткая и виброустойчивая конструкция станка наряду с широким диапазоном чисел оборотов и подач обеспечивает производительную обработку при хорошем качестве поверхности деталей ( при этом массивные внутренние ребра станины поглощают виброколебания происходящие в процессе резания и гасят колебания в самой станине).
Применение двигателя главного привода мощностью 3 кВт.(по заказу от 3- до 5,5 кВт.) позволяет намного снизить энергопотребление станка и существенно снизить затраты на его эксплуатацию (при данном двигателе обеспечивается необходимая мощность резания для съема металла на обрабатываемых деталях до 7 мм на сторону, что вполне достаточно для любых видов обработки на станке). Задняя бабка имеет возможность смещаться поперек оси центров в пределах +_ 10мм, что дает возможность нарезать конические резьбы.
Стандартный набор комплектации станка включает в себя патрон 3-х кулачковый Ø 200мм (по заказу Ø 250мм), люнет подвижный (на каретке), люнет неподвижный (на станине), вращающийся центр задней бабки конус Морзе 5, комплект сменных шестерен, позволяющих перенастроить станок на разные резьбы. Станок по особому заказу может комплектоваться специальными приспособлениями с помощью которых существенно расширяются технологические возможности станка: — фрезерование плоскостей; шпоночных и других пазов; лысок; расточка небольших корпусных деталей; наружное и внутреннее шлифование.
Станок по особому заказу может комплектоваться специальными приспособлениями с помощью которых существенно расширяются технологические возможности станка: — фрезерование плоскостей; шпоночных и других пазов; лысок; расточка небольших корпусных деталей; наружное и внутреннее шлифование.
Все выше перечисленные особенности позволяют выгодно сравнивать станок ИТ-1Е со схожими по характеристикам токарно-винторезными станками.
Класс точности станков — Н по ГОСТ 8—82Е.
Станина станка
Станина станка литой конструкции, коробчатой формы с поперечными ребрами. Для возможности обработки изделий диаметром до 550 мм в станине имеется выемка со вставленным в нее мостиком.
Две призматические и две плоские направляющие подвергнуты термообработке с последующей шлифовкой.
Передняя бабка
В передней бабке размещен шпиндельный узел, звено увеличения шага, реверс резьбы и подачи, а также привод движения сменных зубчатых колес и коробки подач.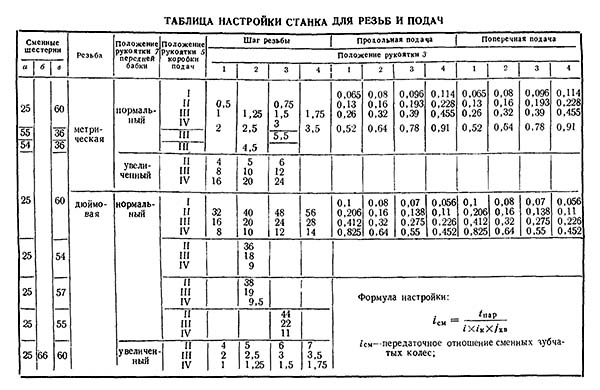
В опорах шпинделя применены: в передней — двухрядный роликоподшипник с регулируемым радиальным зазором, в задней — радиальный шарикоподшипник.
Шпиндель имеет двенадцать частот вращения.
Конец шпинделя фланцевый с центрирующим коротким конусом под поворотную шайбу по ГОСТ 12593. Условный размер конца шпинделя 6 (D = 106,375 мм).
Бабка задняя
Бабка задняя перемещается по направляющим станины.
Для обточки конических поверхностей с малой конусностью корпус задней бабки смещается в поперечном направлении относительно оси станка в обе стороны по направляющему зубу.
Коробка подач
Коробка подач — стандартой конструкции — 16Б20П.070 получает движение от передней бабки станка через сменные зубчатые колеса и обеспечивает нарезание метрических, дюймовых, модульных и питчевых резьб.
Ограждение патрона используется при работе с выдвижением кулачков за пределы наружного диаметра патрона.
На станке ИТ-1Е предусмотрен прижим, которым закрепляется ограждение при проходном положении.
Смазка станка производится с помощью плунжерного насоса, установленного на корпусе передней бабки.
Габаритные размеры рабочего пространства токарно-винторезного станка ИТ-1Е
Габаритные размеры рабочего пространства станка ИТ-1е
Посадочные и присоединительные базы токарно-винторезного станка ИТ-1Е
Шпиндель токарно-винторезного станка ИТ-1е
Общий вид токарно-винторезного станка ИТ-1Е
Фото токарно-винторезного станка ИТ-1е
Фото токарно-винторезного станка ИТ-1е. Скачать в увеличенном масштабе
Фото токарно-винторезного станка ИТ-1е
Фото токарно-винторезного станка ИТ-1е. Скачать в увеличенном масштабе
Фото токарно-винторезного станка ИТ-1е
Фото токарно-винторезного станка ИТ-1е. Скачать в увеличенном масштабе
Фото токарно-винторезного станка ИТ-1е
Фото токарно-винторезного станка ИТ-1е. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Фото токарно-винторезного станка ИТ-1е
Фото токарно-винторезного станка ИТ-1е. Скачать в увеличенном масштабе
Фото токарно-винторезного станка ИТ-1е
Фото токарно-винторезного станка ИТ-1е. Скачать в увеличенном масштабе
Фото токарно-винторезного станка ИТ-1е
Фото токарно-винторезного станка ИТ-1е. Скачать в увеличенном масштабе
Фото токарно-винторезного станка ИТ-1е
Фото токарно-винторезного станка ИТ-1е. Скачать в увеличенном масштабе
Расположение составных частей токарного станка ИТ-1Е
Кинематическая схема токарно-винторезного станка ИТ-1е
Расположение органов управления токарным станком ИТ-1ГМ
Органы управления облегченным токарно-винторезным станком ИТ-1е
Перечень органов управления токарным станком ИТ-1Е
- Рукоятки переключения частоты вращения шпинделя
- Рукоятка установки величины подач, шага резьбы и отключения механизма коробки
- Рукоятка установки подач или типа резьб (метрическая, дюймовая, модульная, питчевая)
- Рукоятка установки подач и шага резьб
- Блок переключения подач
- Рукоятка переключения шага резьбы: «Стандартный шаг», «Увеличенный шаг»
- Рукоятка установки правой или левой резьб
- Рукоятка перебора (переключения частоты вращения шпинделя)
- Таблица переключения скоростей шпинделя
- * Переключатель установки напряжения
- Переключатель установки напряжения
- * Блок переключения напряжений
- Выключатель электродвигателя охлаждения
- Выключатель автоматический
- Винт зажима кожуха ограждения патрона
- * Выключатель освещения
- Винт зажима штанги экрана
- Рукоятка поворота и зажима резцедержателя
- Регулируемое сопло подачи охлаждающей жидкости
- Винт зажима трубопровода охлаждения
- Рукоятка поперечного перемещения каретки суппорта
- Рукоятка перемещения верхней каретки
- Винт зажима суппорта
- Рукоятка зажима пиноли
- Гайка зажима задней бабки на станине
- Маховик выдвижения пиноли
- Винт поперечного смещения задней бабки
- Рукоятка механического перемещения каретки и поперечных салазок суппорта
- Рукоятка включения гайки ходового винта
- Рукоятка включения вращения, реверсирования и торможения шпинделя
- Рукоятка зажима арматуры освещения
- Кнопка включения реечной шестерни
- Маховик продольного перемещения суппорта
- Рукоятка включения вращения, реверсирования и торможения шпинделя
- * Кнопка «Стоп»
- * Лампа сигнальная)
- Кнопка предварительной подготовки
- * Переключатель установки напряжения
Схема кинематическая токарно-винторезного станка ИТ-1Е
Кинематическая схема токарно-винторезного станка ИТ-1е
Схема кинематическая токарно-винторезного станка ИТ-1Е. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Схема электрическая принципиальная токарного станка ИТ-1Е
Электрическая схема токарно-винторезного станка ИТ-1е
Схема электрическая принципиальная токарно-винторезного станка ИТ-1Е. Скачать в увеличенном масштабе
- Сеть питания: 380 В, 50 Гц
- Автоматический выключатель
- Электродвигатель главного привода
- Электродвигатель охлаждения
- Штепсельное соединение
- Предохранитель
- Трансформатор управления
- Штепсельная лампа наличия напряжения
- Местное освещение
- Кнопка управления «Все Стоп»
- Нулевая защита
- Тепловая защита
- Главный привод Вправо
- Главный привод Влево
- Управление охлаждением
Читайте также: Производители токарных станков в России
Токарно-винторезный универсальный станок ИТ-1М. Видеоролик.
Технические данные и характеристики станка ИТ-1Е
| Наименование параметра | ИТ-1Е | ИТ-1М | ИТ-1ГМ |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 400 | 400 | 400 |
| Наибольший диаметр заготовки над суппортом, мм | 225 | 225 | 225 |
| Наибольший диаметр заготовки над выемкой в станине, мм | 550 | 550 | 550 |
| Наибольшая длина заготовки (РМЦ), мм | 1000 | 1000, 1400 | 1000, 1400 |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 38 | 38 | 38 |
| Наибольший диаметр прутка, мм | 36 | 36 | 36 |
| Число ступеней частот прямого вращения шпинделя | 14 | 12 | 12 |
| Частота прямого вращения шпинделя, об/мин (скоростей шпинделя) | 20. .1800 (14) .1800 (14) | 18..1250 (12) | 18..1250 (12) |
| Размер внутреннего конуса в шпинделе по ГОСТ 13214-67 | Морзе 5АТ8 | Морзе 5 | Морзе 5 |
| Конец шпинделя по ГОСТ 12593-72 | 6к | 6к | 6к |
| Торможение шпинделя | есть | есть | есть |
| Блокировка рукояток от одновременного включения шпинделя | |||
| Подачи | |||
| Наибольшая длина хода каретки от руки, мм | 900, 1300 | 900, 1300 | |
| Наибольший поперечный ход суппорта, мм | 235 | 235 | |
| Перемещение суппорта на одно деление лимба при продольном движении, мм | |||
| Перемещение суппорта на одно деление лимба при поперечном движении, мм | 0,05 | 0,05 | |
| Наибольший ход верхнего суппорта (резцовые салазки), мм | 135 | 135 | |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 | |
| Число ступеней продольных подач | 50 | 50 | 50 |
| Пределы рабочих подач продольных, мм/об (число ступеней) | 0,05. .6 (50) .6 (50) | 0,05..6 (50) | 0,05..6 (50) |
| Число ступеней поперечных подач | 50 | 50 | 50 |
| Пределы рабочих подач поперечных, мм/об (число ступеней) | 0,025..3 (50) | 0,025..3 (50) | 0,025..3 (50) |
| Скорость быстрых перемещений суппорта, м/мин | нет | нет | нет |
| Количество нарезаемых резьб метрических | |||
| Пределы шагов нарезаемых резьб метрических, мм | 0,25..112 | 0,25..112 | 0,25..112 |
| Пределы шагов нарезаемых резьб дюймовых | 56..1 | 56..1 | 56..1 |
| Пределы шагов нарезаемых резьб модульных | 0,25..56 | 0,25..56 | 0,25..56 |
| Пределы шагов нарезаемых резьб питчевых | 56..1 | 56..1 | 56..1 |
| Выключающие упоры при продольном движении | нет | нет | нет |
| Выключающие упоры при поперечном движении | нет | нет | нет |
| Защита от перегрузки при продольном движении | есть | есть | есть |
| Блокировка рукояток от одновременного включения | есть | есть | есть |
| Задняя бабка | |||
| Наибольшее перемещение пиноли, мм | 90 | 90 | 90 |
| Перемещение бабки поперек оси центров, мм | ± 10 | ± 10 | ± 10 |
| Внутренний конус, мм | Морзе №4 | Морзе №4 | Морзе №4 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 2 | 2 | 2 |
| Электродвигатель главного привода М1, кВт | 3 | 3 | 3 |
| Электродвигатель насоса охлаждения М2, кВт | 0,12 | 0,12 | 0,12 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота) (РМЦ=1000), мм | 2200 х 1000 х 1300 | 2165 х 960 х 1500 | 2165 х 960 х 1500 |
| Масса станка, кг | 1380 | 1140 | 1190 |
Связанные ссылки. Дополнительная информация
Дополнительная информация
Токарный станок it 1M продам на www.bizator.com
Объявления
объявления Товары
товары и услуги Компании
компаний в справочнике
| Поиск |
Бизатор
/
Объявления
/
оборудование и материалы
/
промышленное оборудование
/
механическое оборудование
Тип объявления: продажаОпубликовано: 28.02.2015
| Цена: | 30 000 грн |
| Продавец: | Сергей Петрович |
| Телефоны: | +380976620201 Показать телефон Написать сообщение |
| Адрес: | Украина, Киевская область, Ирпень |
Продам новый токарно-винторезный станок он 1м с
Консервация установлена в кабине автомобиля ЗИЛ-131.
картридж 4
Кэм.
Станок модели ИТ-1М предназначен для выполнения
разнообразные токарно-винторезные работы в патроне, планшайбе и центрах.
На станке выполняются токарные, расточные, торцевые, сверлильные и нарезные работы.
метрическая, дюймовая, модульная, резьбовая.
Класс точности по ГОСТ 8-Э Н
Технические характеристики станка токарно-винторезного ИТ-1М
Максимальный диаметр обрабатываемой детали свыше
станина 400 мм
Максимальный диаметр заготовки более
суппорт мм 225
Максимальная длина заготовки, мм 1000
Конус в шпинделе Морзе 5 В
Конец шпинделя 6К
Максимальная высота устанавливаемой фрезы, 25 мм
Максимальный диаметр стержня, который проходит через
отверстие в шпинделе, 36 мм
Частота вращения шпинделя, об/мин 28-1250
Число скоростей вращения шпинделя 12
Пределы рабочих подач суппорта, мм продольных/об
0,05 6,0…
Пределы рабочих подач суппорта, крест-мм/об.
0,025 3,0…
Количество продольных подач 50
Количество подач поперечных 50
Шаг резьбы метрический, мм 0,25-112
Шаг резьбы модульный, модуль 0,25-56
Шаг резьбы дюймовый, резьба 1″ 1 56…90 012
Шаг резьбы питтевей, шаг 56 1…
Мощность двигателя главного привода кВт 3,12
Размеры станка, мм 2585 x 960 x 1500
Масса станка, кг 1330
Отправить себе/другуВерсия для печатиПожаловаться
- спам[?]
- неправильная категория[?]
- устаревшее объявление[?]
- нарушение законов[?]
- другое[?]
Добавить в избранное
Что такое cookie?
Файл cookie — это небольшой текстовый файл, который сохраняется на вашем компьютере/мобильном устройстве, когда вы посещаете веб-сайт. Этот текстовый файл может хранить информацию, которая может быть прочитана веб-сайтом, если вы посетите его позже. Некоторые файлы cookie необходимы для правильной работы веб-сайта. Другие файлы cookie полезны для посетителя. Файлы cookie означают, что вам не нужно вводить одну и ту же информацию каждый раз при повторном посещении веб-сайта.
Некоторые файлы cookie необходимы для правильной работы веб-сайта. Другие файлы cookie полезны для посетителя. Файлы cookie означают, что вам не нужно вводить одну и ту же информацию каждый раз при повторном посещении веб-сайта.
Почему мы используем файлы cookie?
Мы используем файлы cookie, чтобы обеспечить вам оптимальный доступ к нашему веб-сайту. Используя файлы cookie, мы можем гарантировать, что одна и та же информация не будет отображаться каждый раз при повторном посещении веб-сайта. Файлы cookie также могут помочь оптимизировать работу веб-сайта. Они облегчают просмотр нашего веб-сайта.
Для защиты ваших персональных данных и предотвращения потери информации или противоправных действий применяются соответствующие организационные и технические меры.
Почему мы используем файлы cookie сторонних поставщиков?
Мы используем файлы cookie сторонних поставщиков, чтобы иметь возможность оценивать статистическую информацию в коллективных формах с помощью аналитических инструментов, таких как Google Analytics. Для этой цели используются как постоянные, так и временные файлы cookie. Постоянные файлы cookie будут храниться на вашем компьютере или мобильном устройстве не более 24 месяцев.
Для этой цели используются как постоянные, так и временные файлы cookie. Постоянные файлы cookie будут храниться на вашем компьютере или мобильном устройстве не более 24 месяцев.
Как отключить файлы cookie?
Вы можете просто изменить настройки своего браузера, чтобы отключить все файлы cookie. Просто нажмите «Справка» и выполните поиск «Блокировать файлы cookie». Обратите внимание: если вы деактивируете файлы cookie, веб-сайт может отображаться только частично или не отображаться вовсе.
Руководство покупателя по вариантам токарных станков
Токарные станки — сложные машины, и для их покупки необходимо взвесить множество вариантов. Мы уже говорили о покупке новых азиатских или старых американских станков (приношу извинения немцам, британцам, швейцарцам и всем другим прекрасным станкостроительным странам 20-го века). Мы также говорили о длине кровати и качелях, и у вас ничего не получится, если у вас нет этих качелей. Теперь поговорим о наборе функций. Если вы покупаете новый, вы будете делать покупки на этих деталях. Если вы покупаете подержанную машину, знание различий поможет вам выбрать хорошую машину для проекта.
Если вы покупаете новый, вы будете делать покупки на этих деталях. Если вы покупаете подержанную машину, знание различий поможет вам выбрать хорошую машину для проекта.
Имперские или метрические?
Прежде всего — имперские или метрические? Если вы покупаете новую машину и проживаете за пределами Северной Америки, ответ, конечно же, метрический. Однако, если вы находитесь в Северной Америке, выбор менее очевиден. Интуиция может заключаться в том, чтобы перейти к метрике, потому что это современно и «очевидно лучше», верно? Ну не так быстро. Большинство запасов, оборудования и инструментов в Северной Америке по-прежнему проще и дешевле найти в имперских размерах. Вы можете перейти на все метрические, но вы будете плыть против течения. В этой башне из слоновой кости много лестниц, так что хорошенько подумайте о том, как сильно вы хотите в ней сидеть.
Наша самая комментируемая статья за все время — это сравнение имперских и метрических систем. Тем не менее, покупателям токарных станков в Северной Америке следует хорошенько подумать об этом.
Следующее заявление шокирует и разозлит многих из вас, но начнем. Для работы на станке практическая разница между двумя системами измерения минимальна. Оба имеют преимущества и недостатки. Прежде чем Metric Squad запустит свои десятичные машины гневных комментариев, позвольте мне объяснить.
Для задач определения размеров в типичном диапазоне деталей машин (например, размером меньше вашей руки) империал проще. Тысячные очень удобны, потому что все является целым числом, а общие допуски на прессовую посадку, зазоры отверстий и т. д. легко выражаются и измеряются. С метрикой вы имеете дело с долями миллиметра, и там много десятичных знаков.
При работе с метизами, например при сверлении отверстий и нарезании резьбы, выборе и измерении крепежа и т. д., метрическая система определенно удобнее. Метрическими размерами сверла легче управлять, чем дурацкой системой «дробь-буква-число», в которую превратился Imperial. Отношения между отверстиями, резьбой и размерами крепежа в метрических единицах логичны и просты в управлении. С Imperial вы прикрепляете диаграмму к стене и много смотрите на нее.
С Imperial вы прикрепляете диаграмму к стене и много смотрите на нее.
Моя личная рекомендация — пользоваться обоими. Любая машина может выполнять и то, и другое, хотя все задачи будут проще в системе, для которой предназначена машина. Выбирайте измерительные инструменты, которые имеют обе системы. Многие лучшие книги по теории и практике механического цеха были написаны до того, как появились метрические системы, поэтому будьте двуязычны в своих системах измерения.
Приведение в действие этих мощных инструментов
Нужны основные сведения о двухфазном и трехфазном питании? Вот статья, в которой рассказывается о том, как мы добрались до
, где были сегодня.
[Источник изображения: Split Phase Power by Charles Esson CC-BY 3.0] Хорошо, а теперь поговорим о мощности. Основные варианты, с которыми вы столкнетесь, это бытовой переменный ток, трехфазный переменный ток и постоянный ток. В бытовой машине переменного тока обычно используются ремни или шестерни для изменения скорости. Вы можете сделать его более гибким, поставив большой реостат перед шнуром питания. Трехфазный переменный ток характерен для больших промышленных машин. Вы можете заменить двигатель или создать трехфазное питание с помощью вращающегося преобразователя (шумного и ограниченного) или частотно-регулируемого привода (привлекательно). VFD — это предпочтительное оружие для одной или двух машин. Если у вас есть целый магазин, заполненный большим трехфазным железом, большой вращающийся преобразователь для здания имеет больше смысла. Однако частотно-регулируемые приводы малы, просты в использовании и обеспечивают переменную скорость. Они сложны и выходят за рамки этой статьи, но знайте, что они существуют.
Вы можете сделать его более гибким, поставив большой реостат перед шнуром питания. Трехфазный переменный ток характерен для больших промышленных машин. Вы можете заменить двигатель или создать трехфазное питание с помощью вращающегося преобразователя (шумного и ограниченного) или частотно-регулируемого привода (привлекательно). VFD — это предпочтительное оружие для одной или двух машин. Если у вас есть целый магазин, заполненный большим трехфазным железом, большой вращающийся преобразователь для здания имеет больше смысла. Однако частотно-регулируемые приводы малы, просты в использовании и обеспечивают переменную скорость. Они сложны и выходят за рамки этой статьи, но знайте, что они существуют.
Для более новых азиатских машин существует замечательная новая опция — бесщеточный двигатель постоянного тока. Эти токарные станки имеют большой крутящий момент для своего размера. Одна лошадиная сила для 10 ампер является типичной, и это много для небольшой машины. Вы также получаете бесплатно бесступенчатую регулировку скорости, что является огромным преимуществом (особенно когда вы впервые изучаете темное искусство подачи и скорости).
Выбор вариантов механической подачи
Прецизионный Mathews PM-1022V автора, демонстрирующий муфту механической подачи и элементы управления полугайкой. Как показано, каретка приводится в движение шпоночным пазом.
Следующее, о чем нужно подумать, это электропитание. Он есть у большинства токарных станков, но бывает во многих формах. Механическая подача ценна, потому что она обеспечивает лучшее качество поверхности и избавляет от утомительных длительных операций. Точно так же выполняется одноточечная нарезка резьбы — трансмиссия синхронизируется для создания правильной спирали для нужной вам резьбы.
Восхитительный крупный план для нарезания резьбы, сделанный Рольфом Р. Бакке на YouTube
Почти на всех станках есть полугайка, которая крепится к ходовому винту для нарезания резьбы. Самые дешевые машины также будут полагаться на это для подачи энергии. Следующий уровень качества будет иметь отдельное сцепление (в дополнение к полугайке) для привода каретки. Обычно это делается с помощью шпоночного паза, который проходит по длине ходового винта. Шпоночная шестерня в каретке отключает питание, не зацепляясь с резьбой ходового винта. Это хороший компромисс, потому что вы не изнашиваете резьбу ходового винта, но машина остается недорогой. Более крупные и высокопроизводительные машины будут иметь специальный карданный вал, идущий параллельно ходовому винту для привода каретки. Вы можете увидеть несколько валов, работающих параллельно, некоторые для передачи мощности, некоторые для различных функций управления. Там, в облаках, сходит с ума с такими, как Monarch и Lodge & Shipley.
Шпоночная шестерня в каретке отключает питание, не зацепляясь с резьбой ходового винта. Это хороший компромисс, потому что вы не изнашиваете резьбу ходового винта, но машина остается недорогой. Более крупные и высокопроизводительные машины будут иметь специальный карданный вал, идущий параллельно ходовому винту для привода каретки. Вы можете увидеть несколько валов, работающих параллельно, некоторые для передачи мощности, некоторые для различных функций управления. Там, в облаках, сходит с ума с такими, как Monarch и Lodge & Shipley.
Настольные станки обычно имеют только продольную силовую подачу (каретку или «ось X», если хотите). Некоторые более дорогие настольные станки теперь также начинают предлагать силовую поперечную подачу, и это очень полезная функция, если вы будете сталкиваться с заготовками большего диаметра. Это также помогает получить плавные операции разделения. Более крупные машины будут иметь усиленную поперечную подачу de rigeur.
Последним элементом силовой подачи является привод ходового винта. Это можно сделать с помощью переключения передач, трансмиссии или их комбинации. Станки начального уровня будут иметь только сменные шестерни, а это означает, что вам нужно физически менять наборы шестерен для каждого желаемого изменения скорости подачи. Это дорога в ад. Ищите быстросменную коробку передач с тремя или более скоростями. У некоторых также есть опция обратной подачи, что приятно, потому что вы можете нарезать левую резьбу. Машины более высокого класса будут иметь такие же сложные трансмиссии, как у трактора, со всевозможными вариантами скорости и направления. Их приятно использовать, но будьте осторожны со сложными коробками передач, если вы занимаетесь реставрационным проектом. Легко недооценить сложность трансмиссии этих зверей, и многие из них заполнены необтаниевыми деталями, которые в прошлые годы злоупотребляли какими-то заклинивающими шестернями.
Это можно сделать с помощью переключения передач, трансмиссии или их комбинации. Станки начального уровня будут иметь только сменные шестерни, а это означает, что вам нужно физически менять наборы шестерен для каждого желаемого изменения скорости подачи. Это дорога в ад. Ищите быстросменную коробку передач с тремя или более скоростями. У некоторых также есть опция обратной подачи, что приятно, потому что вы можете нарезать левую резьбу. Машины более высокого класса будут иметь такие же сложные трансмиссии, как у трактора, со всевозможными вариантами скорости и направления. Их приятно использовать, но будьте осторожны со сложными коробками передач, если вы занимаетесь реставрационным проектом. Легко недооценить сложность трансмиссии этих зверей, и многие из них заполнены необтаниевыми деталями, которые в прошлые годы злоупотребляли какими-то заклинивающими шестернями.
Стойки для инструментов
Теперь поговорим о стойках для инструментов. В наши дни более дешевые машины будут иметь четырехстороннюю стойку для инструментов, которая держит один режущий инструмент и три предмета, чтобы разрезать вашу руку, когда вы проходите мимо них. Высота инструмента устанавливается с помощью регулировочных шайб и множества матов.
Высота инструмента устанавливается с помощью регулировочных шайб и множества матов.
За немного больше денег вы обычно можете получить быстросменный резцедержатель. На них высота инструмента устанавливается с помощью винта с накатанной головкой на держателе инструмента, и настройка постоянно «сохраняется» с каждым инструментом . Все QCTP в значительной степени основаны на дизайне Aloris прошлых лет. У более дешевых будет поршневой замок, у лучших — клиновой замок. Оба в порядке. Давайте внесем ясность в этот момент: получите сообщение о быстром изменении инструмента. Это изменит вашу жизнь (и заставит вас пристраститься к держателям инструментов). Просто убедитесь, что это стандартный размер, например AXA или BXA. В противном случае вы потратите целое состояние на держатели для инструментов, и поверьте мне, у вас никогда не будет достаточно держателей для инструментов. Я добавляю пару в счет с каждым заказом, который размещаю у таких поставщиков, как MSC Direct или LittleMachineShop, и этого всегда недостаточно.
Действительно старые станки имеют «фонарные» стойки для инструментов, которые используют изогнутый клин для установки высоты и угла инструмента. Пуристы любят их за старомодную эстетику, но они не очень жесткие, и вам лучше не торопиться при их настройке.
Патроны, упоры и другие аксессуары
Последнее, на что следует обратить внимание, это то, какие аксессуары поставляются со станком. Если у вас есть только один патрон, сделайте его независимым четырехкулачковым. Это легко самый универсальный. Трехкулачковые спиральные патроны — это удобно (и очень удобно), но вы будет нуждаться в независимом четырехкулачковом для действительно точной работы. Вам также нужна лицевая панель для всех вещей странной формы. Экзотические варианты включают цанговый патрон, 4-кулачковый спиральный патрон и шестикулачковый патрон. Это очень дорогие новые машины, но старые проектные машины часто поставляются с такими замечательными вещами. Купите все эти дополнительные патроны новыми, если вы сделаны из денег или потому, что вы ненавидите меня и хотите присылать мне фотографии хороших вещей, которых я не могу иметь.
Также стоит отметить остатки. Любая машина должна быть оснащена люнетом, который используется для поддержки конца длинной детали, когда задняя бабка мешает. Реже используется дополнительный упор, который перемещается на каретке и оказывает противодавление на заднюю сторону того места, где инструмент режет. Это полезно при работе с длинными тонкими заготовками, где заготовка прогибается под давлением резания. Новые машины поставляются с обоими упорами, а старые подержанные машины могут не поставляться. Их может быть трудно найти для винтажной машины постфактум, поэтому постарайтесь, по крайней мере, убедиться, что у вас есть люнет.
Тщательно взвесьте эти варианты
Если вы покупаете токарный станок (а так и должно быть), вы быстро обнаружите, что каждый станок отличается по одному из этих векторов. Есть много вариантов, даже в рамках одной марки и размера, поэтому внимательно изучите. При покупке новых рекомендую скачивать руководства к машинам, чтобы точно знать, какие у них есть функции.
