Станок токарный ит 1м характеристики: ИТ-1М – станок токарно-винторезный облегченный: технические характеристики
Содержание
ИТ-1М – станок токарно-винторезный облегченный: технические характеристики
Технические характеристики
Основные характеристики токарного станка ИТ-1М:
- Максимальный диаметр, обрабатываемого изделия зависит от расположения: непосредственно над станиной – 400, над выемкой – 550, над суппортом – 225.
- В выемке максимальная длина обработки – 30 см.
- Параметры диаметра прутка, проходящего в отверстие шпинделя – 36 мм.
- Количество передач, чтобы переключать обороты шпинделя– 12.
- Ограничение длины заготовки – 140 см.
На станке обеспечивается вращение в прямом и обратном направлении. Основной привод агрегата имеет мощность 3 кВт и номинальную частоту вращения 1410 об/мин. Точность обработки – нормальная (Н).
Электрическая схема
На токарном станке ИТ-1М для питания электродвигателей используется трехфазное напряжение 380 В и 220 В. Сигнальная и осветительная цепи запитаны от бортовой сети 12 В.
В состав электрооборудования станка входят следующие компоненты:
- главный электродвигатель,
- автоматический выключатель,
- переключатель реверса главного двигателя,
- пакетный переключатель напряжения главного двигателя,
- пакетный переключатель напряжения двигателя системы СОЖ,
- электродвигатель системы СОЖ,
- выключатель насоса СОЖ.
Помимо этого, на суппорте станка установлена лампа освещения на гибкой стойке с выключателем.
Скачать изображение в полном размере
Назначение и область применения
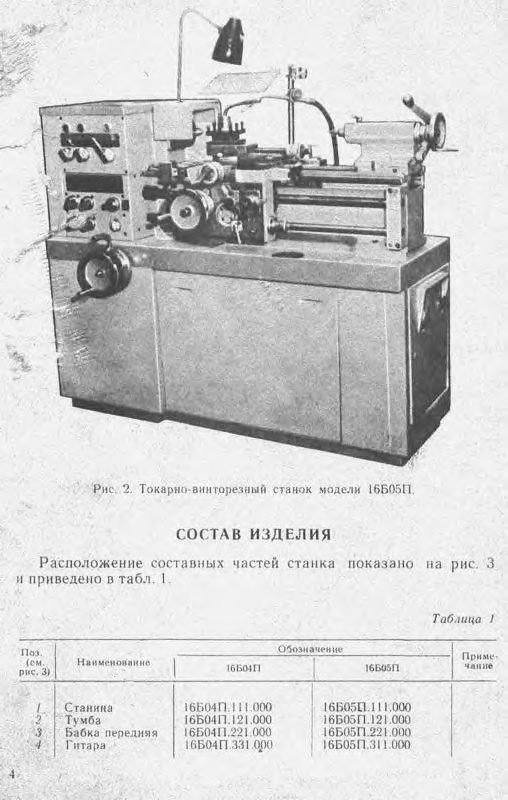
Токарно-винторезный станок ИТ-1М применяется на небольших предприятиях, в домашних мастерских и цехах. При стандартной комплектации выполняет все классические токарные процессы, но может работать и с расширенным функционалом. Работа с изделием производится в патроне, в планшайбе, а также при закреплении на центрах.
Используется данный агрегат на малых производствах, но при этом соответствует все требованиям к профессиональному оборудованию. Станок надежен и требует минимальных затрат на обслуживание. В стандартной комплектации он выполняет следующие функции:
Станок надежен и требует минимальных затрат на обслуживание. В стандартной комплектации он выполняет следующие функции:
- расточка отверстий;
- сверление и обточка поверхностей;
- нарезание резьбы;
- обработка краев заготовки, в том числе точение торцов.
Если использовать на агрегате дополнительные инструменты или оборудование, то функционал значительно расширяется. Мастер может проводить фрезерные операции, шлифовку, расточку корпусных изделий ограниченных размеров.
Применение оборудования
Станок по металлу пригоден для нанесения как внутренней, так и внешней резьбы с любым шагом, выполнения фрезерной обработки, расточки и разрезки металлических изделий. К основным его функциям можно отнести:
- сверление;
- заточка резцов;
- торцовка;
- обточка.
Также токарный аппарат может выполнить множество функций, не связанных с резаньем, а описание всех возможностей вряд ли поместиться в одну статью. Однако подробнее ознакомиться с возможностями можно, почитав руководство по эксплуатации. Следует отметить, что этой модели присвоен класс точности «Н», что говорит о повышенном качестве готовой продукции. Но создание деталей всегда сопровождается определёнными рисками, и чтобы обезопасить себя, рекомендуется ознакомиться с правилами работы.
Следует отметить, что этой модели присвоен класс точности «Н», что говорит о повышенном качестве готовой продукции. Но создание деталей всегда сопровождается определёнными рисками, и чтобы обезопасить себя, рекомендуется ознакомиться с правилами работы.
Конструктивные особенности устройства
Основные элементы конструкции рассматриваемого агрегата:
- узел коробки подач;
- упорная тумба;
- шпиндельная бабка;
- электрооборудование;
- стопор патрона;
- станина из чугуна;
- система для охлаждения с отдельным двигателем;
- фартук;
- суппорт;
- подвзадняя бабка;
- редуктор с рукоятками на передней панели, чтобы переключать диапазон частоты вращения шпинделя.
Также в системе имеется электрошкаф, защищающий агрегат от коротких замыканий и перегрузок.
Кинематическая схема
Кинематическая схема токарного станка подобна схемам других универсальных токарно-винторезных станков среднего габарита. Шпиндель получает вращение как напрямую от ведомого шкива, так и от системы переключаемых зубчатых колес. Коробка подач принимает движение от шпиндельного узла через систему сменных зубчатых колес и передает вращение механизму фартука через ходовой винт и ходовой вал.
Шпиндель получает вращение как напрямую от ведомого шкива, так и от системы переключаемых зубчатых колес. Коробка подач принимает движение от шпиндельного узла через систему сменных зубчатых колес и передает вращение механизму фартука через ходовой винт и ходовой вал.
Система шестерен фартука сообщает движение суппорту, обеспечивая его поперечное и продольное перемещение. Также к кинематической схеме станка относятся механизмы ручного перемещения его рабочих органов и устройства механической блокировки.
Скачать изображение в полном размере
Расположение и особенности функционирование органов управления
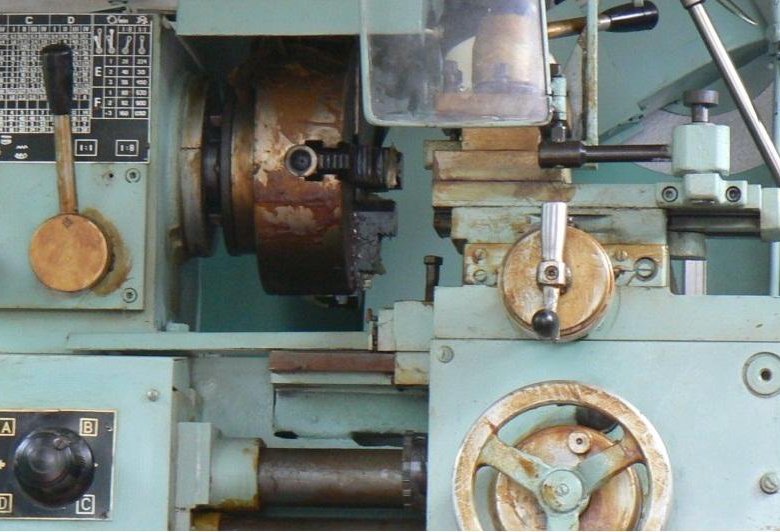
Большинство органов управления станка расположены на его передней бабке.
Главные составляющие
Сверху на передней бабке расположена панель с тумблером. Снизу – рукоятка для подбора скорости шпинделя. Над ним расположены 3 ручки, отвечающие за шаг и тип резьбы, а также величину подачи. Справа от нижнего рычага расположена ручка для управления вращением шпинделя.
Непосредственно под панелью тумблеров располагается рычаг выбора типа резьбы и ручка перебора.
Для управления задней бабкой рычагов меньше:
- рычаг, чтобы управлять пинолю;
- рычаг для ее зажима.
На фартуке станка имеется маховик для позиционирования суппорта и каретки, а также ручка для позиционирования поперечных салазок и ручка ходовой гайки.
Шпиндель
Шпиндель имеет 12 частот вращений. Конец шпинделя фланцевый, конец шпинделя соответствует стандарту 12593-6К.
Диапазон частоты вращения в любом из доступных направлений 18-250 об/мин.
Электрическая схема
Для питания электродвигателей станка используется трехфазное напряжение 380 и 220 В.
Основные узлы электрической схемы:
- основной электродвигатель;
- автоматический выключатель;
- переключатель реверса основного движка;
- пакетный переключатель движка и системы охлаждения;
- выключатель насоса и двигатель системы охлаждения.

Кинетическая схема
Конструкция
Элементы управления.
Для полноценного представления элементов управления агрегата и их расположения, разберём их ниже. Итак, вашему вниманию будут представлены 39 частей:
- Рукояти переключения вращательных частот шпинделя. Располагается на корпусе левой тумбы.
- Рукоять для установки величин подачи, отключение коробки. Находится на корпусе левой тумбы ниже шпиндельной коробки.
- Рукоять для установления типовой резьбы (питчевой, метрической, модульной, дюймовой), а также для осуществления подачи. Находится на корпусе левой тумбы, ниже шпинделя.
- Рукоять для установки шага резьбы и подач. Находится также ниже шпиндельной коробки.
- Табличка обозначения резьб. Находится там же, где и рукояти управления по резьбам.
- Рукоятка для выбора шага резьбы (увеличенный шаг, стандартный). Находится на передней бабке.
- Рукоятка для выбора направления резьбы (левая, правая). Месторасположение — левая бабка.

- Рукоять для переключения частот вращения шпиндельной головки. Находится на передней бабке.
- Табличка с обозначениями.
- Переключатель выбора напряжения. Находится на пульте управления.
- Табличка с обозначениями пульта управления.
- Переключатель установки напряжения. Находится на пульте управления.
- Тумблер отключения или включения двигателя охлаждения. Местонахождение на пульте управления.
- Тумблер автоматический. Находится на пульте управления.
- Винт для зажима кожуха, обеспечивающего ограждение кулачкового патрона. Расположен на кожухе.
- Тумблер выключения освещения. Расположен непосредственно на лампе освещения.
- Винт для зажима штанги с экраном. Находится внизу самого экрана.
- Рукоять для зажимания и поворота резцедержателя. Находится на подвижном суппорте.
- Сопло для подачи охлаждающего элемента, которое регулируется. Местоположение — суппорт.
- Винт для крепления трубки системы охлаждения. Находится также на суппорте.

- Рукоять перемещения каретки в поперечном направлении. Располагается на суппорте.
- Рукоять для перемещения верхней каретки. Имеется на суппорте.
- Винт, который зажимает суппорт.
- Рукоять для закрепления пиноли. Находится на задней бабке.
- Гайка для зажимания задней бабки на самой станине. Находится на правой (задней) бабке.
- Маховик выдвигания пиноли. Расположен он непосредственно на пиноли.
- Винт, с помощью которого осуществляется движение задней бабки в поперечном направлении.
- Рукоять для механического движения поперечных салазок и каретки. Имеется на задней бабке.
- Рукоять для включения гайки, расположенной на ходовом винте.
- Рукоять, которая включает вращение, реверс и тормоз шпинделя. Присутствует на задней бабке.
- Рукоять для закрепления арматуры, относящейся к освещению. Находится на суппорте, у основания арматуры, ведущей к лампе освещения.
- Сигнальная табличка, показывающая включен или выключен ходовой винт.
 Находится на суппорте.
Находится на суппорте. - Кнопка, включающая реечную шестерню. Находится за маховиком на суппорте.
- Маховик, обеспечивающий продольное движение конструкции суппорта.
- Рукоять, отвечающая за реверс, тормоз, вращение шпиндельной головки. Находится на передней бабке.
- Табличка, предупреждающая о высоком напряжении. Имеется внизу левой тумбы.
- Табличка, указывающая на место заземления. Местоположение — передняя тумба, сбоку.
- Кнопка остановки (кнопка «стоп»). Присутствует на пульте управления. Как правило, используется на станках модели ИТ-1ГМ.
- Сигнальная лампа. Находится на пульте управления. Применяется обычно на модели ИТ-1ГМ.
Когда все детали оборудования нам известны, можно приступить к электронике станка.
Инструкция по эксплуатации, паспорт
Инструкция по эксплуатации данного агрегата традиционно включает в себя указания по настройке оборудования, его установке, наладке и использованию. Здесь же имеются все схемы и чертежи, которые касаются токарно-винторезного станка ИТ-1М. Основные правила работы:
Основные правила работы:
- Перед включением станка проверить заземление.
- Проверить смазочную систему и сальник передней бабки.
- На первом этапе агрегат включают на холостом ходу без задействования рабочих органов.
- Затем последовательно запускаются для проверки все рабочие органы станка.
- Перед началом работы станок должен быть на холостом ходу не меньше 5 минут.
После прохождения первичной проверки следует прекратить работу главного привода и настроить параметры станка для текущей операции.
Паспорт токарного станка вы можете бесплатно скачать по ссылке Паспорт токарного станка ИТ-1М
Конструкция станка ИТ-1М
Хоть аппаратура и является облегчённой версией, выглядит она очень массивно. С правой стороны расположена тумба, отвечающая за две функции: надёжную опору и размещение охлаждающего насоса. Также здесь имеются два патрубка, один из которых отвечает за слив, а через второй уходят излишки. Устройство для смазки системы включает в себя 4 узла:
- масляный резервуар;
- насос для подачи жидкости;
- фильтр;
- патрон магнитного типа.
Функциональность смазочного механизма зависит от вращения редуктора, при этом он может вращаться в любых направлениях. А находится всё в левой части устройства, под коробкой подач и за двигателем.
Этот токарно-винторезный прибор приводится в действие за счёт коробки с шестерёнками, а регулировка осуществляется двумя рычагами на лицевой стороне. Суппорт состоит из верхней каретки, салазки для различных перемещений и механизм для фиксации резца. Вращение и фиксация также происходят за счёт манипуляций с рукоятками.
Сверху находятся две направляющие, которые прошли термическую обработку и шлифовку. Благодаря этому задняя бабка станка и каретка могут плавно перемещаться, обеспечивая максимум комфорта во время работы. На левой тумбе (над рукоятками управления шпинделя) можно заметить три тумблера, которые отвечают за следующие функции:
- Крайняя правая – регулирует величины подачи и отключает коробку.
- Центральная – устанавливает типовую резьбу и осуществляет подачу.

- Крайняя левая – настраивает шаг резьбы.
В верхней части имеется таблица с обозначениями, а по центру есть два маховика (нижний обеспечивает продольное движение суппорта, а верхний перемещает каретку).
На этом приборе установлены ПВГ провода, сечение которых составляет 2,5 кв. мм. Они предназначены для передачи электроэнергии на стационарных установках. Они должны быть расположены в местах, где отсутствует опасность механических повреждений, а температура окружающей среды должна быть от -50 до +50 градусов.
Эти и многие другие характеристики показывают, что ИТ-1М – надёжный токарный станок, сочетающий надёжность, безопасность и удобство в эксплуатации. Также с его помощью можно выполнить массу технических задач.
Правила и техника безопасности
При работе со станком нужно соблюдать меры предосторожности, чтобы избежать травмирования. Основные правила техники безопасности:
- работать на станке с спецодежде, в очках;
- станок должен стоять на жесткой поверхности, исключающей вибрацию;
- обязательно соблюдать правила пожарной безопасности.

При работе с токарным станком не допускается наличие провисающих частей одежды. Волосы должны быть строго под головным убором.
Проблемы со шпинделем и особенности ремонта
Шпиндель – довольно дорогая деталь, а потому менять его необходимо в крайних случаях. В большинстве вариантов его проще отремонтировать.
- В случае износа шейки ее необходимо заточить, отполировать с использованием пасты ГОИ.
- Проверка размеров конуса выполняется после зачистки наждачной бумагой и шлифовки. Используется специальный калибр.
- При неправильной форме посадочного гнезда, которая чаще всего случается из-за отсутствия регулярной чистки, следует расточить гнездо под переходную втулку, в которой формируется конус стандартной конфигурации.
Перед расточкой необходимо в обязательном порядке провести обкатку подшипников. Их подтягивают, проверяют биение, а затем соответствие нормам точности по ГОСТу.
Токарный станок ИТ-1М относится к надежному оборудованию с высоким уровнем производительности. Они успешно используются в домашних мастерских и небольших цехах. Оборудование в стандартной комплектации выполняет все основные токарные функции, при добавлении дополнительного оборудования функционал станка значительно расширяется.
Они успешно используются в домашних мастерских и небольших цехах. Оборудование в стандартной комплектации выполняет все основные токарные функции, при добавлении дополнительного оборудования функционал станка значительно расширяется.
Lathe it 1M — Buy on www.bizator.com
Adverts
business classifieds Products
goods & services Companies
companies in directory
| Search |
Бизатор
/
Объявления
/
оборудование и материалы
/
промышленное оборудование
/
механическое оборудование
Тип объявления: продажаОпубликовано: 28.02.2015
| Цена: | 30 000 грн |
| Продавец: | Сергей Петрович |
| Телефоны: | +380976620201 Show phone Write a message |
| Address: | Ukraine, Kyiv Oblast’, Irpin |
Sell brand new screw-cutting lathe it 1M with
Консервация установлена в кабине автомобиля ЗИЛ-131.
картридж 4
Кэм.
Станок модели ИТ-1М предназначен для выполнения
разнообразные токарно-винторезные работы в патроне, планшайбе и центрах.
На станке выполняются токарные, расточные, торцевые, сверлильные и нарезные работы.
метрическая, дюймовая, модульная, резьбовая.
Класс точности по ГОСТ 8-Э Н
Технические характеристики станка токарно-винторезного ИТ-1М
Максимальный диаметр обрабатываемой детали свыше
станина 400 мм
Максимальный диаметр заготовки более
суппорт мм 225
Максимальная длина заготовки, мм 1000
Конус в шпинделе Морзе 5 В
Конец шпинделя 6К
Максимальная высота устанавливаемой фрезы, 25 мм
Максимальный диаметр стержня, который проходит через
отверстие в шпинделе, 36 мм
Частота вращения шпинделя, об/мин 28-1250
Число скоростей вращения шпинделя 12
Пределы рабочих подач суппорта, мм продольных/об
0,05 6,0…
Пределы рабочих подач суппорта, крест-мм/об.
0,025 3,0…
Количество продольных подач 50
Количество подач поперечных 50
Шаг резьбы метрический, мм 0,25-112
Шаг резьбы модульный, модуль 0,25-56
Шаг резьбы дюймовый, резьба 1″ 1 56…
Шаг резьбы, шаг 56 1…
Мощность двигателя главного привода кВт 3,12
Размеры станка, мм 2585 x 960 x 1500
Вес станка, кг 1330
Версия для печати
Отправить себе/другу
- спам[?]
- неправильная категория[?]
- устаревшее объявление[?]
- нарушение законов[?]
- другое[?]
Добавить в избранное
Что такое cookie?
Файл cookie — это небольшой текстовый файл, который сохраняется на вашем компьютере/мобильном устройстве, когда вы посещаете веб-сайт. Этот текстовый файл может хранить информацию, которая может быть прочитана веб-сайтом, если вы посетите его позже. Некоторые файлы cookie необходимы для правильной работы веб-сайта. Другие файлы cookie полезны для посетителя. Файлы cookie означают, что вам не нужно вводить одну и ту же информацию каждый раз при повторном посещении веб-сайта.
Другие файлы cookie полезны для посетителя. Файлы cookie означают, что вам не нужно вводить одну и ту же информацию каждый раз при повторном посещении веб-сайта.
Почему мы используем файлы cookie?
Мы используем файлы cookie, чтобы обеспечить вам оптимальный доступ к нашему веб-сайту. Используя файлы cookie, мы можем гарантировать, что одна и та же информация не будет отображаться каждый раз при повторном посещении веб-сайта. Файлы cookie также могут помочь оптимизировать работу веб-сайта. Они облегчают просмотр нашего веб-сайта.
Для защиты ваших персональных данных и предотвращения потери информации или противоправных действий применяются соответствующие организационные и технические меры.
Почему мы используем файлы cookie сторонних поставщиков?
Мы используем файлы cookie сторонних поставщиков, чтобы иметь возможность оценивать статистическую информацию в коллективных формах с помощью аналитических инструментов, таких как Google Analytics. Для этой цели используются как постоянные, так и временные файлы cookie. Постоянные файлы cookie будут храниться на вашем компьютере или мобильном устройстве не более 24 месяцев.
Для этой цели используются как постоянные, так и временные файлы cookie. Постоянные файлы cookie будут храниться на вашем компьютере или мобильном устройстве не более 24 месяцев.
Как отключить файлы cookie?
Вы можете просто изменить настройки своего браузера, чтобы отключить все файлы cookie. Просто нажмите «Справка» и выполните поиск «Блокировать файлы cookie». Обратите внимание: если вы деактивируете файлы cookie, веб-сайт может отображаться только частично или не отображаться вовсе.
Опция автоматизации нового токарного станка для токарно-фрезерной обработки деталей среднего размера одним ударом
Двухшпиндельный токарно-фрезерный центр G320 от немецкого производителя токарных станков Index с двумя нижними револьверными головками и верхней головкой фрезерного шпинделя с осью B. новое дополнение. Вместе с новым G300, в котором используется третья револьверная головка вместо инструментального шпинделя, они дополняют линейку высокопроизводительных центров немецкого производителя для токарной и фрезерной обработки сложных деталей среднего размера за один проход. Единственным агентом по продажам и обслуживанию на рынках Великобритании, Ирландии и Персидского залива является Kingsbury.
Единственным агентом по продажам и обслуживанию на рынках Великобритании, Ирландии и Персидского залива является Kingsbury.
Станок G320, способный обрабатывать детали длиной до 1400 мм, дополняет более крупную модель G420, представленную в 2018 году, успех которой быстро привел к появлению еще более крупного и мощного варианта G520 и его меньшей версии G220. Эти другие размеры станков имеют эквивалентные варианты, в которых используется верхняя револьверная головка, а не шпиндель оси B.
Все четыре типоразмера имеют одинаковую конструкцию, основанную на линейных направляющих больших размеров по осям X и Z и жесткой, механически и термически стабильной моноблочной станине из минерального литья с превосходными характеристиками гашения вибрации. Станки также обеспечивают динамическое перемещение осей и быстрое ускоренное перемещение со скоростью до 50 м/мм для максимальной точности обработки в сочетании с высоким уровнем производительности.
Фрезерный шпиндель G320, расположенный над осевой линией идентичных сдвоенных главного и противошпинделей, имеет угол поворота оси B от -25 до +205 градусов и перемещение по оси Y на 250 мм в дополнение к X / Линейные перемещения по оси Z 620/1400 мм. Таким образом, в сочетании с осями C возможна полная 5-осевая обработка на любом рабочем шпинделе.
Таким образом, в сочетании с осями C возможна полная 5-осевая обработка на любом рабочем шпинделе.
Номинальная мощность инструментального шпинделя составляет 16,6 кВт, 72 Нм, 12 000 об/мин (100 % постоянного тока) или 16 кВт, 45 Нм, 18 000 об/мин (100 % постоянного тока), что обеспечивает достаточную мощность, крутящий момент и скорость для выполнения широкого спектра операций сверления. и фрезерные работы. Он обслуживается фрезами из магазина вместимостью до 111 инструментов (HSK-T63 или Capto C6).
Мощные рабочие шпиндели с частотой вращения 4000 об/мин рассчитаны на 44 кВт / 525 Нм (100 % ПВ), 59 кВт / 715 Нм (40 % ПВ) и предназначены для прутков диаметром до 102 мм и деталей токарно-фрезерных патронов. до 315 мм в диаметре. Револьверные люнеты доступны для наружного точения или глубокого сверления длинных валовых деталей диаметром до 101 мм.
Две револьверные головки с перемещением по оси Y ± 60 мм, расположенные ниже оси вращения заготовки, также помогают обеспечить эффективную обработку. Каждый может иметь либо 12 станций VDI40, либо 15 станций VDI30, и все они активны. Благодаря размеру рабочей зоны, большому расстоянию между основным и контршпинделями, а также способности нижних держателей инструментов проходить под шпинделями, возможна одновременная обработка инструментальным шпинделем и обеими нижними револьверными головками без риска столкновение, даже когда все три работают на одном шпинделе.
Каждый может иметь либо 12 станций VDI40, либо 15 станций VDI30, и все они активны. Благодаря размеру рабочей зоны, большому расстоянию между основным и контршпинделями, а также способности нижних держателей инструментов проходить под шпинделями, возможна одновременная обработка инструментальным шпинделем и обеими нижними револьверными головками без риска столкновение, даже когда все три работают на одном шпинделе.
Токарно-фрезерные обрабатывающие центры могут быть оснащены несколькими вариантами автоматизации, в том числе встроенным 2- или 3-осевым портальным манипулятором. Они предназначены для автоматической загрузки заготовок массой до 20 кг, выгрузки готовых деталей и удаления остатков прутка. 6-осевой роботизированный модуль iXcenter с грузоподъемностью 165 кг и радиусом действия 2660 мм может быть расположен справа от токарного станка и использоваться вместо портального погрузчика или одновременно с ним. Могут быть интегрированы дополнительные решения по автоматизации, такие как конвейеры или роботы-манипуляторы с дополнительными функциями.