Станок токарный револьверный: Токарно-револьверные станки с ЧПУ — купить в Москве, цена
Содержание
SSP 2600 CNC Вертикальный токарно-револьверный станок Б/у оборудование
- Описание
- Детальная информация
- Об этом продавце
Максимальный диаметр заготовки [мм] 3000
Максимальная высота заготовки [мм] 2000
Максимальный вес заготовки [кг] 16 000
Диаметр зажимной пластины [мм] 2 600
Максимальная скорость зажимной пластины [мин-1] 120
Мощность привода приводной машины [кВт] 93/120
Максимальный крутящий момент [кНм] 35/55
Регулировка вертикального ползунка — ось Z [мм] 1 200
Быстрый ход осей X и Z [мм. мин-1] 8000
мин-1] 8000
Сечение [мм] 280×280
Максимальная мощность резания [Н] 50 000
Вес машины [кг] 50 000
Техническое описание
Рама машины изготовлена из отливок.
Привод зажимной плиты реализуется с помощью торсионного двигателя, который также обеспечивает позиционирование стола (ось C). Зажимная пластина представляет собой 16-элементный гидростатический и масляно-охлажденный.
Машина оснащена одной опорой. Скользящие направляющие поверхности затвердевают и измельчаются. Направляющие поверхности облицованы скользящим пластиком, боковые направляющие обеспечивают элементы качения.
Что касается механических свойств, то машина достигает стандартной точности в соответствии с действующими стандартами для станков.
Машина представляет собой особый дизайн и предназначена для дополнения систем управления, компонентов и аксессуаров.
Цена по договоренности.
Данное описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в данном объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой станка уточнять детали у продавца.
Свяжитесь с нами для получения дополнительной информации. Информация в данном объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой станка уточнять детали у продавца.
| Ø | 3000 mm |
| Диаметр станины | 2600 mm |
| Высота | 2000 mm |
| Макс. вес обраб. детали | 16000 kg |
| Капитальный ремонт | нет |
| ——————- | |
| Вес | 50000 kg |
| Часы наработки | |
| Часы включения | |
| Состояние | в хорошем состоянии |
| Маркировка CE | ——— |
| Статус |
| Тип клиента | Дилер |
| Активный с | 2019 |
| Предложения онлайн | 75 |
| Последняя активность | 29 марта 2023 г. |
Описание
Максимальный диаметр заготовки [мм] 3000
Максимальная высота заготовки [мм] 2000
Максимальный вес заготовки [кг] 16 000
Диаметр зажимной пластины [мм] 2 600
Максимальная скорость зажимной пластины [мин-1] 120
Мощность привода приводной машины [кВт] 93/120
Максимальный крутящий момент [кНм] 35/55
Регулировка вертикального ползунка — ось Z [мм] 1 200
Быстрый ход осей X и Z [мм.мин-1] 8000
Сечение [мм] 280×280
Максимальная мощность резания [Н] 50 000
Вес машины [кг] 50 000
Техническое описание
Рама машины изготовлена из отливок.
Привод зажимной плиты реализуется с помощью торсионного двигателя, который также обеспечивает позиционирование стола (ось C). Зажимная пластина представляет собой 16-элементный гидростатический и масляно-охлажденный.
Машина оснащена одной опорой. Скользящие направляющие поверхности затвердевают и измельчаются. Направляющие поверхности облицованы скользящим пластиком, боковые направляющие обеспечивают элементы качения.
Скользящие направляющие поверхности затвердевают и измельчаются. Направляющие поверхности облицованы скользящим пластиком, боковые направляющие обеспечивают элементы качения.
Что касается механических свойств, то машина достигает стандартной точности в соответствии с действующими стандартами для станков.
Машина представляет собой особый дизайн и предназначена для дополнения систем управления, компонентов и аксессуаров.
Цена по договоренности.
Данное описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в данном объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой станка уточнять детали у продавца.
Детальная информация
| Ø | 3000 mm |
| Диаметр станины | 2600 mm |
| Высота | 2000 mm |
Макс. вес обраб. детали вес обраб. детали | 16000 kg |
| Капитальный ремонт | нет |
| ——————- | |
| Вес | 50000 kg |
| Часы наработки | |
| Часы включения | |
| Состояние | в хорошем состоянии |
| Маркировка CE | ——— |
| Статус |
Об этом продавце
| Тип клиента | Дилер |
| Активный с | 2019 |
| Предложения онлайн | 75 |
| Последняя активность | 29 марта 2023 г. |
Станок токарно-револьверный 1341 — ЦЕЛИНГИДРОМАШ ТОО
Общие сведения, назначение, область применения
Станок токарно-револьверный универсальный 1341 с горизонтальной осью револьверной головки предназначен для обтачивания, растачивания, зенкерования, сверления, развертывания и нарезания внутренних и наружных резьб в условиях серийного производства. На нем можно обрабатывать детали как из пруткового материала в цанговом патроне, так и штучные заготовки в трехкулачковом патроне. Обработка деталей из прутка осуществляется в автоматическом цикле, а штучные заготовки в трехкулачковом патроне — в полуавтоматическом цикле.
Станок токарно-револьверный 1341
Основные характеристики токарно-револьверного станка 1341
- Наибольший диаметр заготовки, обрабатываемой над станиной — Ø 400 мм;
- Наибольший диаметр точения заготовки над верхней частью суппорта — Ø 380 мм;
- Расстояние между центрами — нет;
- Число инструментов в револьверной головке — 16;
- Расстояние от торца шпинделя до револьверной головки — 32.
 .630 мм;
.630 мм; - Наибольшая длина подачи прутка — 150 мм;
- Мощность электродвигателя привода шпинделя — 5,5 кВт;
Шпиндель станка 1341 получает 8 скоростей вращения в прямом направлении (60..2000 об/мин) и 2 скорости в обратном направлении (100, 265) через переборные шестерни коробки скоростей. Для управления перебором служат 4 фрикционные муфты типа ЭМ-52, которые управляются автоматически кулачками командоаппарата или с пульта управления станка. Торможение шпинделя осуществляется одновременным включением электромагнитных муфт 1МС и 2МС. Реверсирование шинделя включается реверсированием электродвигателя.
Передний конец шпинделя выполнен по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств) (DIN 55027, ИСО 702-3-75) под поворотную шайбу, с центрирующим коротким конусом:
- Номинальный диаметр конуса D = 106,375 мм, условный размер конца шпинделя — 6
- Стандартный диаметр токарного трехкулачкового патрона по ГОСТ 2675—80 — Ø 200 и Ø 250 мм, исполнение — тип 2 (под поворотную шайбу)
- Диаметр сквозного отверстия в шпинделе — Ø 62 мм;
- Наибольший диаметр обрабатываемого прутка в цанге — Ø 40 мм;
- Внутренний (инструментальный) конус шпинделя — Морзе 5;
- Пределы чисел прямых оборотов шпинделя в минуту (8 скоростей) — 60.
 .2000 об/мин;
.2000 об/мин; - Пределы чисел обратных оборотов шпинделя в минуту (2 скорости) — 100, 265 об/мин;
- Торможение шпинделя двумя фрикционными муфтами.
Коробка подач напрямую соединена с шпинделем без промежуточных шестерен гитары. На выходе коробки подач только ходовой вал, ходовой винт отсутствует, поэтому резьба на станке нарезается с помощью специального копировального устройства.
Механизм коробки подач дает возможность получить 16 ступеней продольных подач (10 из которых повторяются) 01..1,6 мм/об и 16 ступеней поперечных (круговых) подач (11 из которых повторяются) 0,03..0,48 мм/об.
Для управления перебором коробки подач служат 2 фрикционные муфты типа ЭМ-32, которые управляются автоматически кулачками командоаппарата или с пульта управления станка.
Принцип работы токарно-револьверного станка 1341
Заготовка с помощью приспособления крепится в шпинделе и совершает вращательное движение B1 со скоростью резания vрез.
Инструменты, заранее установленные в соответствующих приспособлениях, крепятся в гнёздах револьверной головки и последовательно вступают в работу при поворотах (индексациях) револьверной головки, совершая движения продольной Фs1(П2) или поперечной Фs2 (В2) подачи в соответствии с технологическим процессом обработки детали.
Размеры детали в продольном или поперечном направлении получаются автоматически благодаря тому, что величина пути перемещения каждого инструмента ограничивается заранее настроенным на размер обработки соответствующим этому инструменту упору. Настройка режимов резания, при которых работает тот или иной инструмент, осуществляется также автоматически за счёт того, что кулачки, расположенные на барабане командоаппарата, соответствующие каждой позиции револьверной головки, воздействуют на электрические переключатели, которые управляют включением соответствующих частот вращения шпинделя и скоростей подачи (электрические переключатели включают соответствующие комбинации электромагнитных муфт в коробке скоростей и коробке подач для получения заданных частот вращения шпинделя и скоростей продольных или поперечных подач).
Если деталь обрабатывалась из штучной заготовки, то после полной обработки её снимают со станка вручную, устанавливают новую заготовку, и цикл обработки повторяется.
Если в качестве заготовки используется пруток, то после полной обработки деталь отрезают, револьверную головку поворачивают в начальную позицию (в гнезде револьверной головки установлен упор для заготовки) и перемещают револьверный суппорт к шпиндельной бабке до упора. На пульте управления станка переключателем включают механизм зажима и подачи прутка. Пруток автоматически подаётся до упора и зажимается. Далее цикл обработки повторяется.
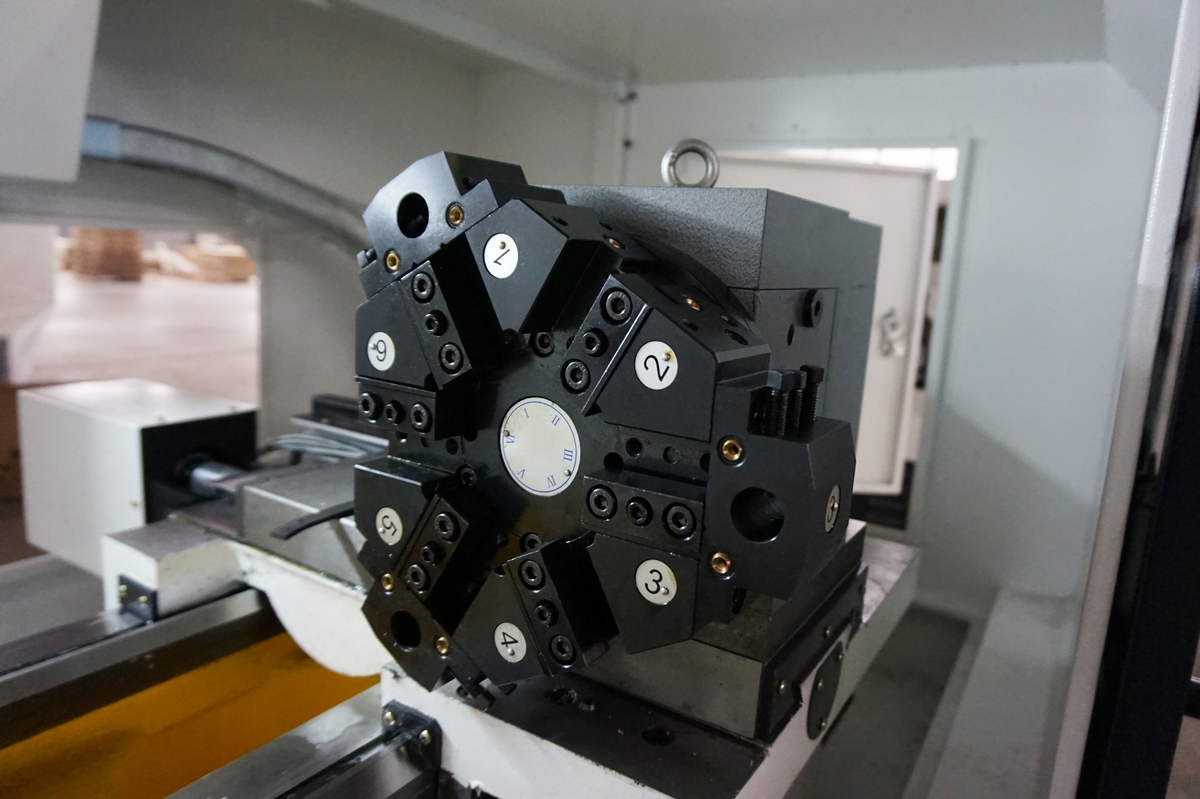
Особенности конструкции токарно-револьверного станка 1341
Токарно-револьверный станок имеет 16-позиционную револьверную головку с горизонтальной осью вращения, параллельной оси шпинделя. Режущий инструмент при помощи специальных принадлежностей крепится в отверстиях револьверной головки.
Необходимые для каждого перехода числа оборотов шпинделя и величин подач устанавливаются автоматически легко переналаживаемым командоаппаратом, управляющим электромагнитными муфтами коробок скоростей и подач, либо вручную переключателями, расположенными на пульте коробки скоростей и подач.
Вал револьверной головки и жестко сидящий на нем барабан командоаппарата имеют одинаковое число позиций. На каждой позиции барабана установлены два кулачка, управляющие электромагнитными муфтами: один — коробки скоростей, другой — коробки подач.
Коробка скоростей имеет четыре многодисковые электромагнитные муфты типа ЭТМ-122, при помощи которых включается одно из четырех чисел оборотов шпинделя, в каждой из двух позиций. Коробка подач имеет две электромагнитные муфты типа ЭТМ-092, две обгонные муфты и двухвенцовый передвижной зубчатый блок, который обеспечивает получение двух диапазонов подач с четырьмя автоматически переключаемыми подачами в каждом из двух диапазонов. Для включения круговой подачи револьверной головки установлена одна электромагнитная муфта типа ЭГМ-092.
Зажим и подача прутка в цанге, а также зажим штучных заготовок в трехкулачковом патроне производится автоматически гидравлическим механизмом с электрическим управлением. Наибольшее допускаемое колебание диаметра прутка, зажимаемого в цанге, ± 2 мм, а наибольшее колебание штучных заготовок, зажимаемых в патроне, ±3 мм. Управление механизмами однорукояточное. По окончании разжима автоматически начинается подача прутка. Весь цикл зажима, подачи и разжима длится 2—3 сек.
Управление механизмами однорукояточное. По окончании разжима автоматически начинается подача прутка. Весь цикл зажима, подачи и разжима длится 2—3 сек.
Станок имеет автоматическое выключение продольной подачи по жесткому упору, что обеспечивает высокую точность обработки по длине. Поперечная подача также ограничивается жестким упором.
Наличие револьверной головки с горизонтальной осью поворота позволяет использовать станок для расточки внутренних камер и наружной проточки за буртом инструментами, закрепленными в державках револьверной головки.
В отличие от большинства токарно-револьверных станков станок модели 1341 имеет следующие особенности, позволяющие использовать его более эффективно:
- командоаппарат, автоматически включающий при повороте револьверной головки в каждую следующую позицию установленную частоту вращения шпинделя и величину подачи суппорта;
- гидравлический механизм подачи и зажима прутка, позволяющий обрабатывать на станке не только холоднотянутые, но и горячекатаные прутки и штучные заготовки, изготовленные с меньшей точностью;
- копирную линейку для торцового и продольного копирования, позволяющую обрабатывать конические и фасонные поверхности заготовок;
- резьбонарезное устройство, предназначенное для нарезания по копиру наружных и внутренних резьб резцами или гребенками;
- стойки для поддержания трубы с прутком, устанавливаемыми с левого торца станка
Класс точности станка Н.
Для уточнения цены обращайтесь по телефону: +7 7172 21 25 37, Галина Алексеевна Карпунова
LevinLathe.com: ТОЧНЫЕ ТОКАРНЫЕ СТАНКИ
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
© .Все права защищены | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||




 Эти машины можно заказать как
Эти машины можно заказать как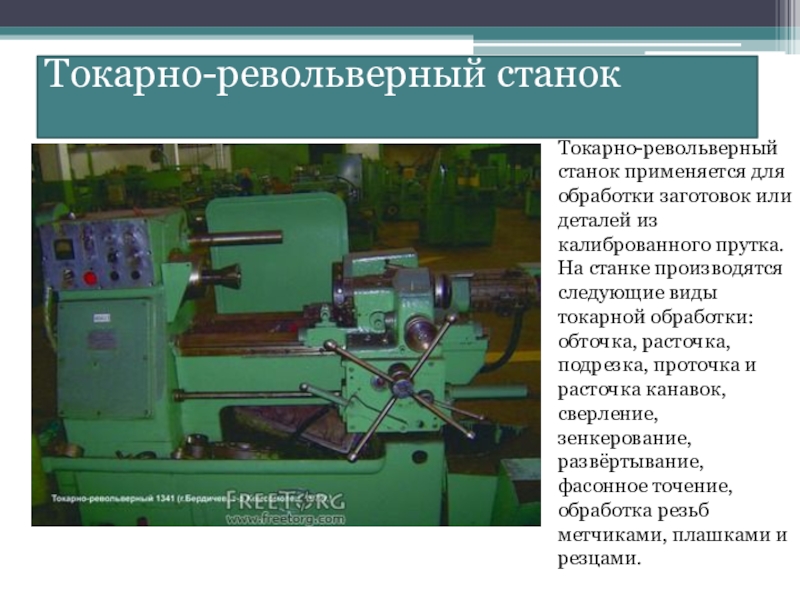

 с. с компенсацией падения ИК-излучения. Все
с. с компенсацией падения ИК-излучения. Все
Прецизионные модульные вертикальные револьверные станки VBT от Bourn & Koch
Модульный вертикальный токарно-револьверный станок VBT серии Bourn & Koch устанавливает стандарт вертикального точения. Наши станки с ЧПУ серии VBT используются во многих отраслях промышленности для точного изготовления заготовок среднего и большого размера. VBT разработан для обеспечения точности мирового уровня во многих отраслях промышленности.
Наши станки с ЧПУ серии VBT используются во многих отраслях промышленности для точного изготовления заготовок среднего и большого размера. VBT разработан для обеспечения точности мирового уровня во многих отраслях промышленности.
Наш VBT представляет собой вертикальный револьверный токарный станок с ЧПУ, спроектированный на основе общего основания, поперечной балки и колонны. Благодаря более чем 40-летнему опыту изготовления станков и 2500-летнему опыту совместной разработки американских станков в наших архивах, серия VBT представляет собой станки с ЧПУ, спроектированные, спроектированные и построенные с учетом высокой точности. Основанный на конструкции Bullard Dyn-Au-Turn и Motch VNC, VBT представляет собой вертикальный токарный центр, спроектированный по проверенным временем и проверенным конструкциям. Компоненты каждой базы VBT обрабатываются в Bourn & Koch, что гарантирует не только соблюдение наших допусков, но и их превышение.
Bourn & Koch производит нашу серию VBT в трех размерах от 1000VBT до 2500VBT.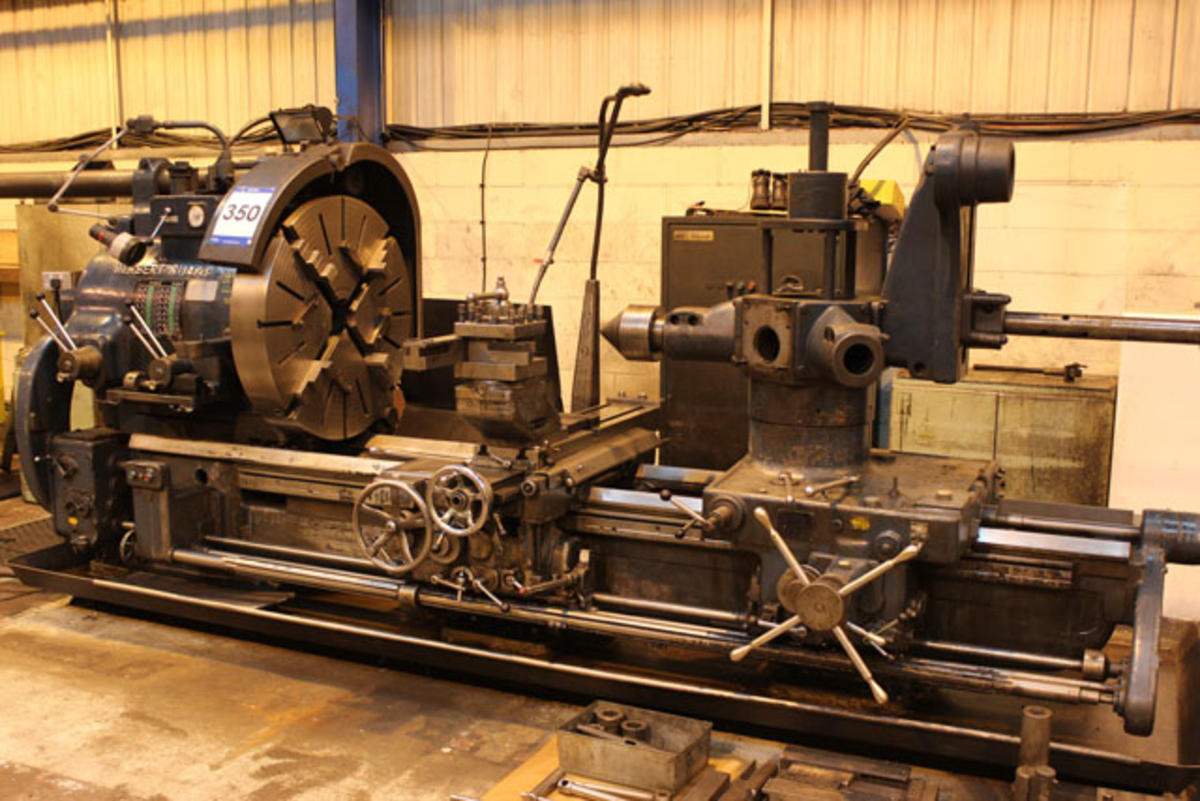 Каждая машина управляется ЧПУ с сервоприводом на прецизионных линейных роликовых направляющих, опорными поверхностями с ручным шабрением и точными шарико-винтовыми парами для легкого достижения высоких допусков. Наш диалоговый человеко-машинный интерфейс направляет оператора в процессе обработки, сокращая необходимость специальной подготовки для работы на станке. Каждый станок с ЧПУ VBT создан производителями прецизионных станков с многолетним опытом.
Каждая машина управляется ЧПУ с сервоприводом на прецизионных линейных роликовых направляющих, опорными поверхностями с ручным шабрением и точными шарико-винтовыми парами для легкого достижения высоких допусков. Наш диалоговый человеко-машинный интерфейс направляет оператора в процессе обработки, сокращая необходимость специальной подготовки для работы на станке. Каждый станок с ЧПУ VBT создан производителями прецизионных станков с многолетним опытом.
- Основание изготовлено из прочной стальной сварной конструкции со снятыми напряжениями и специально нанесенным бетонным полимером для дополнительного демпфирования и устранения вибрации.
- Колонна представляет собой сварную стальную конструкцию для тяжелых условий эксплуатации с ослабленным напряжением и специально нанесенным бетонным полимером для дополнительного демпфирования и устранения вибрации. Колонна поддерживает вертикальные и поперечные салазки и выдерживает максимальную нагрузку.
- Поперечные салазки позиционируются прецизионной шарико-винтовой передачей.
 Поперечные салазки оснащены как ускоренным ходом, так и подачей в любом направлении.
Поперечные салазки оснащены как ускоренным ходом, так и подачей в любом направлении. - В колонне предусмотрены прецизионные направляющие для установки поперечных салазок на закаленные и отшлифованные предварительно нагруженные прецизионные линейные роликовые направляющие.
Bourn & Koch 1000VBT
Bourn & Koch 1000 VBT предназначен для вертикальной токарной обработки больших объемов. VBT является частью нашей модульной платформы VBX. Вертикальный револьверный станок 1000 VBT основан на конструкции вертикальных револьверных станков Motch и Bullard и включает в себя новые технологии и возможности для создания качественного станка американского производства.
Bourn & Koch 1500VBT
Bourn & Koch 1500 VBT предназначен для вертикального точения большой мощности. VBT является частью нашей модульной платформы VBX. Вертикальный револьверный станок 1500 VBT основан на конструкции вертикальных револьверных станков Motch и Bullard и включает в себя новые технологии и возможности для создания качественного станка американского производства.
