Станок токарный тв 7: ТВ-7 (ТВ7) Станок токарно-винторезный учебный. Схемы, описание, характеристики
Содержание
ТВ-7М (тв7м) Станок токарно-винторезный настольный. Схемы, описание, характеристики
Сведения о производителе учебного токарно-винторезного станка ТВ-7М
Производителем учебного токарно-винторезного станка тв-7м является Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Производимые этой фирмой станки хорошо известны на российском рынке и ряд стран СНГ, благодаря первым моделям токарно-винторезных станков ТВШ, ТВШ-2, ТВШ-3, ТВ-4, ТВ-6, ТВ-7. Модель ТВ-7М, заслуженно пользуясь репутацией качественного и надежного оборудования. Важная особенность станка — экономичность и низкий уровень эксплуатационных расходов.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
- НС-16 — станок сверлильный настольный Ø 16
- НГФ-110Ш3 — станок фрезерный небольшой мощности 0,6кВт, размер стола 100х400 мм
- НГФ-110Ш4 — станок фрезерный небольшой мощности 0,75кВт, размер стола 100х400 мм
- СНВШ — станок сверлильный настольный Ø 16
- СНВШ-2 — станок сверлильный настольный Ø 16
- ТВ-4 — станок токарно-винторезный учебный Ø 200, РМЦ 350 мм
- ТВ-6 — станок токарно-винторезный учебный Ø 200, РМЦ 350 мм
- ТВ-6М — станок токарно-винторезный учебный Ø 200, РМЦ 350 мм Дубно
- ТВ-7 — станок токарно-винторезный учебный Ø 220, РМЦ 330 мм
- ТВ-7М — станок токарно-винторезный учебный Ø 220 мм, РМЦ 275 мм
- ТВ-9 — станок токарно-винторезный учебный Ø 220 мм, РМЦ 525 мм
- ТВ-11 — станок токарно-винторезный учебный с частотным преобразователем Ø 240, РМЦ 750 мм
ТВ-7М станок токарно-винторезный настольный учебный.
 Назначение, область применения
Назначение, область применения
Токарно-винторезный станок ТВ-7М заменил в производстве устаревшую модель ТВ-7.
Станок ТВ-7М является настольным универсальным токарно-винторезным станком и предназначается для обучения профессии токаря, также выполнения всевозможных токарных работ при массе детали 5 кг, в том числе:
- проточка и расточка цилиндрических и конических поверхностей
- сверление
- отрезка
- нарезка резьб
- подрезка торцов
Принцип работы и особенности конструкции станка
Универсальный токарно-винторезный станок ТВ-7М сконструирован более 35 лет назад и выпускается в настоящее время.
ТВ-7М вновь обрел 6-и ступенчатую коробку скоростей, удаленную у его предшественника — станка ТВ-7 с целью упрощения конструкции.
Шпиндель токарно-винторезного станка ТВ-7М установлен на трех радиально-упорных подшипниках — два в передней и один в задней опорах. Диаметр отверстия для обработки прутка — 18 мм
Диаметр отверстия для обработки прутка — 18 мм
Передний конец шпинделя — резьбовой М45 х 4,5 под промежуточный фланец ГОСТ 3889 исполнение 1. Стандартный патрон Ø100, Ø125 мм с наибольшим диаметром зажимаемой детали Ø90 и Ø110 мм соответственно.
Коробка подач обеспечивает 8 механических подач и 6 размеров метрических резьб без перестановки зубчатых колес гитары.
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками — он прост в эксплуатации, надежен и долговечен.
Станок ТВ-7М отличается от токарных станков и ТВ-9 и ТВ-11 межцентровым расстоянием, РМЦ:
- ТВ-7М — РМЦ 275 мм
- ТВ-9 — РМЦ 525 мм
- ТВ-11 — РМЦ 750 мм
Общий вид токарно-винторезного станка ТВ-7М
Фото токарно-винторезного станка ТВ-7м
Фото токарно-винторезного станка ТВ-7м. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фото токарно-винторезного станка ТВ-7м
Фото токарно-винторезного станка ТВ-7м
Фото токарно-винторезного станка ТВ-7м
Расположение составных частей токарно-винторезного станка ТВ-7М
Расположение составных частей токарного станка ТВ-7М
Спецификация составных частей токарно-винторезного станка ТВ-7М
- Станина
- Передняя бабка
- Задняя бабка
- Суппорт
- Гитара
- Фартук
- Коробка подач
- Электродвигатель
- Переключатель
- Электрошкаф
- Кожух защитный
- Щитки защитные
- Светильник
- Экран защитный
Расположение органов управления токарно-винторезным станком ТВ-7М
Расположение органов управления токарным станком ТВ-7М
Спецификация органов управления токарно-винторезного станка ТВ-7М
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятка изменения направления подач
- Рукоятка установки величины подач и шага резьбы
- Рукоятка включения ходового валика и ходового винта
- Рукоятка ручного перемещения поперечных салазок
- Рукоятка крепления резцовой головки
- Рукоятка ручного перемещения верхних салазок
- Рукоятка крепления пиноли задней бабки
- Рукоятка крепления задней бабки к направляющим станины
- Маховичок перемещения пиноли задней бабки
- Кнопка включения и выключения реечной шестерни
- Рукоятка включения гайки ходового винта
- Рукоятка включения продольной механической подачи
- Маховичок ручного перемещения продольной каретки
- Кнопка аварийного отключения станка
- Рукоятка реверсивного включения электродвигателя
- Пакетный выключатель местного освещения
- Пакетный выключатель сети
Схема кинематическая токарно-винторезного станка ТВ-7М
Кинематическая схема токарного станка ТВ-7М
Схема кинематическая токарно-винторезного станка ТВ-7М. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Управление станком ТВ-7М
Пуск и остановка электродвигателя станка производится рукояткой 17 (см. рис. 2).
При включении рукоятки 17 вверх — вращение двигателя «Вперед», при включении вниз — вращение двигателя «Назад». В среднем положении рукоятки двигатель отключен.
В зависимости от характера выполняемых на станке работ рукоятки и рычаги управления (см. рис. 2) должны находиться в определенных положениях.
I. Положение рукояток и рычагов при работе по нарезанию резьб (механическая подача ходовым винтом):
- На передней бабке — положение рукоятки трензеля 3 в зависимости от направления подачи суппорта (левое или правое).
- На коробке подач — положение рукоятки 4 в зависимости от выбранной величины подачи. Рукоятка 5 «Винт — Вал» в левом положении «Винт».
- На фартуке — рукоятка самохода 14 в нижнем выключенном положении «От себя».
- Рукоятка включения реечной шестерни 12 — в положении «На себя».

- Рукоятка включения маточной гайки 13 — в нижнем крайнем положении.
II. Положение рукояток и рычагов при работе с ходовым валом (механическая подача):
- На передней бабке — положение рукоятки реверса 3 в зависимости от направления подачи суппорта (левое или правое).
- На коробке подач — положение рукоятки 4 в зависимости от выбранной величины подачи. Рукоятка 5 «Винт—Вал» в правом положении «Вал».
- На фартуке — рукоятка самохода 14 во включенном положении «На себя».
- Рукоятка включения маточной гайки 13 — в верхнем положении.
- Рукоятка включения реечной шестерни 12 — в положении «От себя».
III. Положение рукояток и рычагов при ручной продольной подаче:
- На передней бабке — положение рукоятки трензеля 4 в среднем положении.
- На коробке подач — положение рычага «Винт—Вал» безразлично.
- На фартуке — рукоятка самохода в выключенном положении. Рычаг маточной гайки в верхнем положении.

IV. Положение рукояток управления для получений необходимых режимов резания согласно рис. 12.
Механика токарно-винторезного станка ТВ-7М
Механика токарно-винторезного станка ТВ-7М
Конструкция токарно-винторезного станка ТВ-7М
Станина токарно-винторезного станка ТВ-7М — литая, чугунная, коробчатой формы с окнами. Имеет две призматические и две плоские направляющие.
Передняя призматическая и задняя плоская направляющие служат для перемещения суппорта, а задняя призматическая и передняя плоская направляющие служат для перемещения задней бабки.
Передняя бабка токарно-винторезного станка ТВ-7м
Передняя бабка токарно-винторезного станка тв-7м
Чертеж передней бабки токарного станка ТВ-7М
Чертеж передней бабки токарного станка ТВ-7М. Смотреть в увеличенном масштабе
Передняя бабка служит для закрепления или поддержания обрабатываемой детали и сообщения ей вращательного движения.
Передняя бабка крепится на левой части станины. В станке модели ТВ-7М передняя бабка является и коробкой скоростей, поэтому в дальнейшем будет применяться этот термин.
Вращение на входной вал 2 коробки скоростей передается от электродвигателя клиноременной передачей через шкив 1.
С входного вала 2 на вал 3 вращение передается зубчатой парой с внутренним зацеплением 4 и 5.
На валу 3 неподвижно закреплены шестерня 6 и блок-шестерня 7.
На валу 8 находятся блок-шестерни 9 и 10, которые перемещаются по шлицам вала при помощи рукояток 1 и 2 (рис. 2). Рукоятка 1 имеет три фиксированных положения, получаемые поворотом вправо и влево.
Рукоятка 2 имеет два положения.
Тройная блочная шестерня 9 имеет возможность находиться в зацеплении с шестерней 6 и блок-шестерней 7 и тем самым передавать, вращение валу 8 (три различные скорости).
Вращение с вала 8 на шпиндель 12 передается через блочные шестерни 10 и 11.
Таким образом, шпиндель имеет 6 ступеней скоростей (см. табл. 5) от 60 до 975 об/мин.
табл. 5) от 60 до 975 об/мин.
Шпиндель передаст вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, которые навинчиваются на его резьбовую часть. При обработке деталей в центрах, в шпиндель вставляется центр.
Движение подач суппорта заимствуется от шпинделя. Вал 13 получает вращение через шестерни 14—15. С вала 13 движение передается шестерне гитары — 17.
В передней бабке смонтировано устройство, позволяющее изменять направление перемещения суппорта — реверсировать подачу. Реверсирование вращения производится перемещением шестерни 15 в левое и правое крайние положения рукояткой 3.
При левом крайнем положении шестерня 15 получит прямое вращение непосредственно от блока шестерен 14, расположенного на шпинделе.
При правом крайнем положении шестерня 15 получит обратное вращение через паразитную шестерню 16, которая находится в постоянном зацеплении со второй ступенью блока шестерен 14.
На лицевой стороне корпуса передней бабки расположен маслоуказатель 18. С обратной стороны имеется пробка 19 для слива масла.
С обратной стороны имеется пробка 19 для слива масла.
Гитара токарно-винторезного станка ТВ-7М
Гитара (рис. 5) служит для передачи вращения от шпинделя передней бабки коробке подач.
В узел гитары входит кронштейн 6, запрессованные в него две оси 5, на которых свободно вращаются шестерни.
Вращение с шестерни 1 сидящей на выходном валу передней бабки, передается на сменную шестерню, а затем через шестерни 2—3—4 передается на входной вал коробки подач.
Коробка подач токарно-винторезного станка ТВ-7М
Движение от шпинделя передней бабки станка через передаточный механизм (гитару) передается валу 1 коробки подач (рис. 6).
При повороте рукоятки 4 (рис. 2), которая имеет три фиксированных положения, блок-шестерня 6 перемещается по шлицам вала 5 и ее венцы поочередно входят в зацепление с шестернями 2, 3, 4, неподвижно сидящими на валу 1 (рис. 6).
Это дает возможность вместе со сменными шестернями гитары получить метрическую резьбу с шагом 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 мм и продольную механическую подачу суппорта 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 мм/об.
Фартук
С помощью фартука (рис. 7) можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу.
Ручная подача осуществляется вращением маховика 1, насаженного на вал-шестерню 4, входящего в зацепление с шестерней 3, сидящей на валике реечной шестерни 2.
Реечная шестерня входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача от ходового валика 10 осуществляется червяком 5, связанным с валиком скользящей шпонкой. Червяк приводит во вращение червячную шестерню 11 и далее через кулачковую муфту и шестерни 13, 3 вращение передается на реечную шестерню. Для включения механической подачи надо рукоятку 6 повернуть на себя, при этом включается кулачковая муфта.
Суппорт токарно-винторезного станка ТВ-7М
Суппорт (рис. 8) предназначен для закрепления и перемещения резца. Суппорт имеет четыре салазки.
Салазка 1 перемещается в продольном направлении по направляющим станины.![]()
Салазка 2 перемешается по поперечным направляющим салазки 1 и служит для поперечного перемещения резца.
Салазка 4, несущая четырехпозиционную резцовую головку, имеет только продольное перемещение по направляющим салазки 3, которая имеет возможность поворачиваться на 40° от среднего положения в ту или иную сторону.
Поперечное перемещение салазки 2 по направляющим нижней салазки 1 производится винтом 6 и гайкой 5.
Винт 6 приводится во вращение от руки рукояткой 12.
Сверху салазка 2 имеет углубление, куда входит выступ поворотной части верхнего суппорта; для закрепления поворотной части имеются 2 болта, головки которых входят в Т-образный паз салазки 2.
Верхнюю салазку 4 суппорта можно перемещать по направляющим вручную рукояткой 7, которая вращает винт 8. Направляющие станины, салазок и клиньев от продолжительной работы изнашиваются настолько, что между ними может появиться зазор.
Задняя бабка токарно-винторезного станка ТВ-7М
Задняя бабка служит для поддержания второго конца обрабатываемой детали. Корпус 1 расположен на основании 2, перемещающемся по направляющим станины станка.
Корпус 1 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно переметается пиноль 3.
Пиноль имеет коническое отверстие (конус Морзе 2), в которое вставляется упорный центр или другой инструмент; сверла, развертки, патрон сверлильный и т. д. Перемещение пиноли производится маховичком 4, вращающим винт 5.
Схема электрическая токарно-винторезного станка ТВ-7М
Электрическая схема токарно-винторезного станка ТВ 7м
Система смазки
Перечень точек смазки дан в таблице 7.
Смазка основных узлов станка
Внимательное отношение к смазке станка является гарантией безотказной работы станка и его долговечности.
Для смазки станка следует применять масло индустриальное И-20 Л, ГОСТ 20799—75 и солидол Ж, ГОСТ 1033—79.
Передняя бабка
Шестерни и подшипники передней бабки смазываются разбрызгиванием масла из масляной ванны. Масло заливается при снятой верхней крышке.
Уровень масла в передней бабке должен быть на середине глазка маслоуказателя.
Коробка подач
Для смазки механизма коробки подач в верхней ее части имеется лоток для заливки масла. Из лотка масло на шестерни и трущиеся поверхности подается фитилями. Во время работы станка в корыте постоянно должно находиться небольшое количество масла.
Для слива скопившегося масла в нижней части имеется сливная пробка.
Фартук
Смазка механизма фартука осуществляется вручную через отверстие в нижней каретке суппорта.
Направляющие станины суппорта, задней бабки, ходовые винты и подшипники ходовых винтов смазываются вручную.
Для смазки ходового винта и ходового валика необходимо снять защитные щитки, установленные на корпусе фартука.
Регулирование станка ТВ-7М
Устранение осевого зазора в подшипниках передней опоры шпинделя
Устранение осевого зазора в подшипниках передней опоры шпинделя осуществляется гайкой 1, которая от самоотвинчивания стопорится винтом 2 (рис. 13).
При появлении в процессе работы станка вибрации шпинделя необходимо проверить затяжку гайки 1. Если затяжкой гайки вибрация шпинделя не устраняется, это говорит о том, что износились подшипники передней опоры шпинделя и станок требует ремонта.
Если затяжкой гайки вибрация шпинделя не устраняется, это говорит о том, что износились подшипники передней опоры шпинделя и станок требует ремонта.
Зазор в подшипниках передней опоры шпинделя устраняется шлифовкой торцов компенсационного кольца 3.
Натяжение ремня
Для продления срока службы клиноременной передачи и более полного использования электродвигателя по мощности необходимо следить за натяжением ремня и своевременно подтягивать его.
Для натяжения ремня (1) (рис. 14) клиноременной передачи от электродвигателя (2) к передней бабке необходимо создать натяг ремня винтом 3.
Уход за станком
Переключение рукояток изменения чисел оборотов и реверса подач передней бабки, а также рукояток коробки подач необходимо производить при выключенном двигателе после полной остановки станка. В случае если необходимая пара шестерен или зубчатая муфта не включились, необходимо, взявшись рукой за патрон, провернуть шпиндель и ввести шестерни или муфту в зацепление (при выключенном электродвигателе).
При переключении передач в период неполной остановки шпинделя происходят резкие удары зубчатых муфт и шестерен, вследствие чего они быстро изнашиваются и приходят в негодность.
Перед тем как навернуть патрон на шпиндель, нужно тщательно прочистить резьбу на шпинделе и в патроне.
Загрязнение резьбы вызывает заедание патрона на шпинделе и может вывести шпиндель из строя.
Необходимо тщательно следить за состоянием сальников суппорта, так как со временем в них скапливается мелкая стружка, которая может вызвать задиры на направляющих станины. Сальники необходимо промывать керосином.
За направляющими станины требуется весьма тщательный уход. Ни в коем случае не следует допускать, чтобы при движении суппорта на направляющих оставался грязный след. Слой масла на направляющих станины при движении суппорта должен быть всегда чистым.
При появлении грязного следа нужно немедленно тщательно промыть керосином направляющие.
Грязный след образуется мельчайшими частицами металла, которые попадают между трущимися поверхностями суппорта и станины и при движении суппорта образуют царапины на направляющих.
Особое внимание необходимо обращать на то, чтобы не перегружать станок. У перегруженного станка во время работы наблюдается повышенный шум, происходит пробуксовывание ремня, перегревание подшипников шпинделя и перегревание электродвигателя.
Пиноль при проточке деталей в центрах следует выдвигать на небольшую величину; это сохранит ее от преждевременного износа, обеспечит более прочное крепление детали.
Рекомендации по изготовлению и использованию держателей для метчиков и плашек и упоров продольного перемещения суппорта при работе на ручных подачах (см. приложение 3).
Ремонт станка
При эксплуатации станка в соответствии с требованиями и рекомендациями, изложенными в соответствующих разделах, и соблюдении рекомендуемого графика плановых ремонтных работ (см. табл. 9) его межремонтный цикл (срок работы до первого капитального ремонта) равен 7 годам при двухсменной работе.
Читайте также: Школьные токарные станки
ТВ-7М (тв7м) Станок токарно-винторезный настольный.
 Видеоролик.
Видеоролик.
Технические характеристики станка ТВ-7М
* Токарно-винторезный станок ТВ-11 заводом больше не выпускается
| Наименование параметра | ТВ-7М | ТВ-9 | ТВ-11* |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 220 | 220 | 240 |
| Наибольший диаметр заготовки над суппортом, мм | 100 | 100 | 110 |
| Высота центров над плоскими направляющими станины, мм | 120 | 120 | 130 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 275 | 525 | 750 |
| Наибольшая длина заготовки в патроне, мм | 250 | 500 | |
| Наибольшая высота держателя резца, мм | 16 х 16 | 16 х 16 | 16 х 16 |
| Наибольшая масса обрабатываемой заготовки, кг | 5 | 10 | |
| Шпиндель | |||
| Резьбовой конец шпинделя, мм | М45 х 4,5 | М45 х 4,5 | М45 х 4,5 |
| Диаметр стандартного патрона, мм | 125 | 125 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 18 | 18 | 18 |
| Конус Морзе шпинделя | №3 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | б/с |
| Частота прямого вращения шпинделя, об/мин | 60, 105, 185, 315, 555, 975 | 60, 105, 185, 315, 555, 975 | 40. .2000 .2000 |
| Торможение шпинделя | нет | нет | |
| Блокировка рукояток | нет | нет | |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | |||
| Перемещение суппорта продольное на одно деление лимба, мм | 0,25 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | |||
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение верхних (резцовых) салазок, мм | 85 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±40° | ±40° | ±40° |
| Число ступеней продольных подач суппорта | 6 | 6 | |
| Пределы продольных рабочих подач суппорта, мм/об | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 | 0,04. .0,31 .0,31 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 6 | 6 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 | 0,8..2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 0,75 | 1,1 / 380 | 1,1 / 380 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1120 х 640 х 680 | 1405 х 620 х 730 | 1600 х 650 х 690 |
| Масса станка, кг | 220 | 230 | 245 |
- Станок токарно-винторезный (учебный) ТВ-7М.
 Паспорт, 1993
Паспорт, 1993 - Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Локтева С.Е. Станки с программным управлением, 1986
- Модзелевский А. А., и др. Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки. Дополнительная информация
Токарный станок тв-7 в Смоленске: 26-товаров: бесплатная доставка, скидка-25% [перейти]
Партнерская программаПомощь
Смоленск
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Здоровье и красота
Здоровье и красота
Текстиль и кожа
Текстиль и кожа
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Мебель и интерьер
Мебель и интерьер
Сельское хозяйство
Сельское хозяйство
Промышленность
Промышленность
Все категории
ВходИзбранное
2 202 860
DMTG C6256B/1500 токарно-винторезный станок Тип станка: токарно-винторезный, Расстояние между
ПОДРОБНЕЕ
6 611 680
Токарно-винторезный станок CU 1250-4000 Тип станка: токарно-винторезный, Расстояние между центрами:
ПОДРОБНЕЕ
2 799 740
Токарно-винторезный станок CU 630RD-4000 Тип станка: токарно-винторезный, Расстояние между
ПОДРОБНЕЕ
2 471 120
Токарно-винторезный станок CU 630RD-2000 Тип станка: токарно-винторезный, Расстояние между
ПОДРОБНЕЕ
2 614 575
Токарно-винторезный станок Proma SPI-2000 Производитель: Proma, Тип станка: токарный, Напряжение:
ПОДРОБНЕЕ
15 444
Задняя бабка с регулировкой высоты центра 90-110мм (WZK100-1) «CNIC» Тип: центр, Производитель: CNIC
ПОДРОБНЕЕ
Задняя бабка с регулировкой высоты центра 68- 95мм (WZ70) «CNIC» Тип: центр, Производитель: CNIC
ПОДРОБНЕЕ
10 703
Задняя бабка к поворотному столу технореал МА320400507 Производитель: ТехноРеал
ПОДРОБНЕЕ
15 000
Задняя бабка к УДГ Д-200
ПОДРОБНЕЕ
2 449 980
Токарно-винторезный станок METAL MASTER ZM 50200 DRO RFS Производитель: Metal Master, Тип станка:
ПОДРОБНЕЕ
2 351 787
Токарно-винторезный станок SPF-2000PH Производитель: Proma, Тип станка: токарно-винторезный,
ПОДРОБНЕЕ
2 546 983
Токарно-винторезный станок SPI-1500 Тип станка: токарно-винторезный, Расстояние между центрами:
ПОДРОБНЕЕ
1 068 330
LY6250B Токарно-винторезный станок РМЦ 1500мм Тип станка: токарно-винторезный, Напряжение: 380 В,
ПОДРОБНЕЕ
3 434 340
Станок токарный винторезный OPTIturn TH 5630D Тип станка: токарно-винторезный, Принцип работы:
ПОДРОБНЕЕ
мСтанки ТВТокарный станок тв
2 223 494
Станок токарный винторезный OPTIturn TH 4210V Тип станка: токарный, Расстояние между центрами: 25
ПОДРОБНЕЕ
1 959 184
Универсальный токарно-винторезный станок KC 50B/2000 с УЦИ Тип станка: токарно-винторезный
ПОДРОБНЕЕ
2 546 983
PROMA SPI-1500 Станок токарно-винторезный Производитель: Proma, Тип станка: токарный, Особенности:
ПОДРОБНЕЕ
1 023 750
Токарно-винторезный станок OPTIturn TM 4010D Тип станка: токарно-винторезный, Расстояние между
ПОДРОБНЕЕ
2 350 810
PROMA SPI-1000 с УЦИ Станок токарно-винторезный Производитель: Proma, Тип станка: токарный
ПОДРОБНЕЕ
14 786
Задняя бабка с регулировкой высоты центра 90-110мм (WZK100-1) «CNIC» Тип: центр, Производитель: CNIC
ПОДРОБНЕЕ
2 597 777
Станок токарный винторезный OPTIturn TH 5615D Тип станка: токарно-винторезный, Принцип работы:
ПОДРОБНЕЕ
985 530
Точный токарно-винторезный станок OPTIturn TH 3610D с УЦИ Тип станка: токарно-винторезный,
ПОДРОБНЕЕ
2 065 350
Универсальный токарно-винторезный станок METAL MASTER Z51200 DRO RFS Производитель: Metal Master,
ПОДРОБНЕЕ
674 925
Универсальный токарно-винторезный станок METAL MASTER X3270 (220V) с УЦИ Производитель: Metal
ПОДРОБНЕЕ
2 368 360
Токарно-винторезный станок CU 630-3000 Тип станка: токарно-винторезный, Расстояние между центрами:
ПОДРОБНЕЕ
Токарный станок тв-7
Показать главу | Архив Собственный
Показывать
Глава
|
Наш собственный архив
Хотя мы сделали все возможное, чтобы основные функции этого сайта были доступны без JavaScript, он будет работать лучше, если он включен.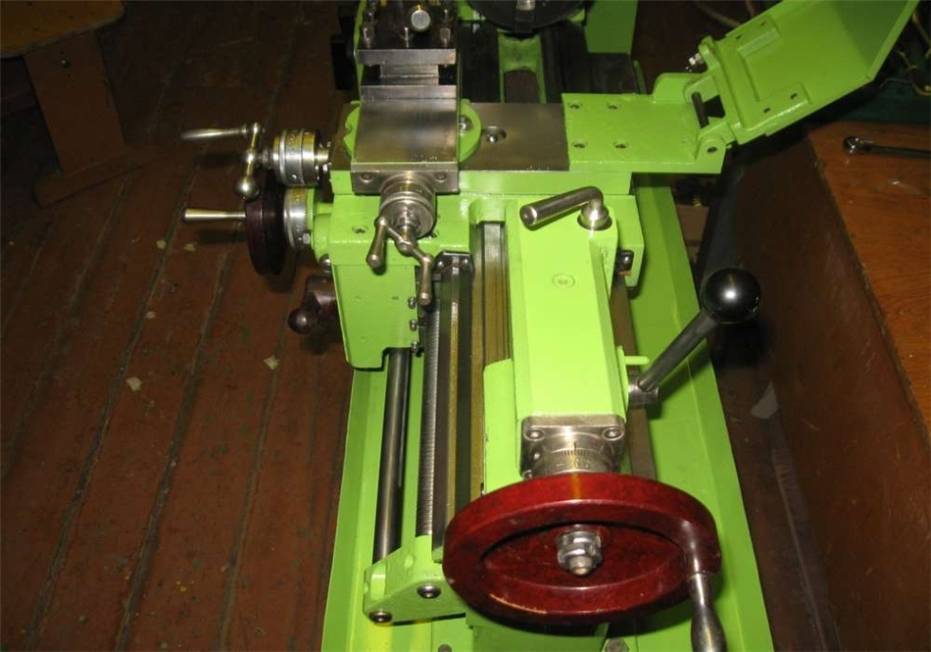 Пожалуйста, включите его!
Пожалуйста, включите его!
Эта работа может иметь содержание для взрослых. Если вы продолжите, вы согласитесь, что хотите видеть такой контент.
Если вы принимаете файлы cookie с нашего сайта и выбираете «Продолжить», вас больше не будут спрашивать во время этого сеанса (то есть, пока вы не закроете браузер). Если вы войдете в систему, вы сможете сохранить свои предпочтения, и вас больше никогда не будут спрашивать.
Теги
- Графические изображения насилия
- Стив Харрингтон/Эдди Мансон
- Стив Харрингтон и Нэнси Уилер
- Робин Бакли и Стив Харрингтон
- Стив Харрингтон и Максин Мэйфилд
- Стив Харрингтон
- Эдди Мансон
- Нэнси Уилер
- Дастин Хендерсон
- Робин Бакли
- Максин Ма x» Мэйфилд
- Лукас Синклер
- Эрика Синклер
- Джейсон Карвер
- Скотт Кларк
- Одиннадцать | Джейн Хоппер
- Агент Стинсон (Очень странные дела)
- Альтернативная вселенная — Canon Divergence
- Петля времени
- Fix-It
- Тоска со счастливым концом
- Временная смерть персонажа
- Посттравматическое стрессовое расстройство — посттравматическое стрессовое расстройство
- неоправданное использование чеховского пистолета
- Slow Burn 9001 0
- нужно застрять во временной петле для Стива Харрингтона осознать что-то о себе
- Защитник Стив Харрингтон
- Прошлое Стив Харрингтон/Нэнси Уилер
- Музыка 80-х
- Чувство вины выжившего
- Эдди Мансон жив (в конечном итоге)
- Жуткий ужас
- Боль/Комфорт
- Хорошая няня Стив Харрингтон
- Ссылки на Dungeons & Dragons
- Подразумеваемый/упоминаемый самоповреждение
- врожденный экзистенциальный страх повторения одного и того же дня Снова и снова
- У Стива Харрингтона есть бисексуал Пробуждение
- Подразумеваемое/упомянутое жестокое обращение с детьми
- кто-то должен дать Стиву и Эдди передышку
- что кто-то не я
- Становится хуже, прежде чем станет лучше
- Podfic
- Формат аудио: MP3
- Формат аудио: потоковое
- Продолжительность Podfic: 7-10 часов
Резюме
«На этот раз сделай это правильно.
 На этот раз Эдди не будет истекать кровью на его руках, на чьих-либо руках. На этот раз Стив сделает это правильно .»
На этот раз Эдди не будет истекать кровью на его руках, на чьих-либо руках. На этот раз Стив сделает это правильно .»— или Стив переживает день, когда они снова и снова пытаются убить векну, а Эдди просто не может перестать умирать. Стив считает это совершенно неприемлемым.
Podfic токарного станка от palmviolet.
Серия
- Часть 1 из [Podfic] СТАНОК: существует не так уж много параллельных вселенных, которые нас интересуют
- Язык:
- Английский
- Слов:
- 458
- Глав:
- 13/13
- Престижность:
- 237
- Закладки:
- 72
- просмотров:
- 6651
Коды аварийных сигналов
mori seiki — Google Такие
AlleBilderVideosShoppingMapsNewsBücher
suchoptionen
Alarmas EX ALL MoriSeiki | PDF | Числовое управление — Scribd
www. scribd.com › документ › Alarmas-EX-ALL-M…
scribd.com › документ › Alarmas-EX-ALL-M…
Bewertung 3,7
(6)
тревога активирована. EX0453, АВАРИЙНЫЙ СИГНАЛ МЕЛЬНИЧНОГО ШПИНДЕЛЯ, ALM0453, A12.3, Активирован аварийный сигнал усилителя фрезерного станка. EX0456, ВРЕМЯ ИНДЕКС ШПИНДЕЛЯ ВВЕРХ, …
Аварийный сигнал Plc (аварийный сигнал, начинающийся с «Ex») — mori seiki NL1500/500 …
www.manualslib.com › … › Руководство по обслуживанию
mori seiki NL1500/500 Manual Online: аварийное сообщение, Nc Alarm, Plc Alarm (сигнал тревоги, начинающийся с «Ex»). 1-1 Nc Nc Alarm Nc 2 Nc Plc Plc 1 1-2 Plc Plc Alarm …
Список кодов сигналов тревоги Fanuc [Полное руководство] — CNCCookbook
www.cnccookbook.com › fanuc-alarm-code-list
Bewertung 5,0
(5)
Этот удобный справочный список кодов аварийных сигналов Fanuc поможет вам диагностировать источник аварийного сигнала, объяснив, что означает каждый код аварийного сигнала.
список кодов аварийных сигналов? — CNC Zone
www. cnczone.com › форумы › 12102-alarm-code-list
cnczone.com › форумы › 12102-alarm-code-list
20.03.2018 · Мне нужен список кодов аварийных сигналов для mori seiki mv 40-m с контроллером fanuc mf-m7. Может ли кто-нибудь помочь? Похожие темы: SCM / Xilog g code & m code list?
Нужна помощь! Аварийные сигналы Mori
SL-253 Код аварийного сигнала ex0099
Mori seiki Lathe 101 Alarm code…Процесс очистки
Mori APC alarm
Weitere Ergebnisse von www.cnczone.com
[PDF] SEIKI — SEICOS Е10/ 16/18/ 21 IN РУКОВОДСТВО ПО СТРОИТЕЛЬСТВУ
www.cnc-multiservice.de › приложение › загрузить › 41-NC+Maint
Аварийные сигналы, относящиеся к абсолютному импульсному кодировщику (APC) . … Руководство. Ручка. ПМС-РБ5/6. СВЯЗЬ В/В. ВКЛ ВЫКЛ. Управление… Завершение инициализации FANUC BUS.
CHANGE ERR) E60 IOP ERROR 20 Список кодов аварийных сигналов для hitachi seiki
dokumen.tips › Документы
Если вы ищете электронную книгу Mori seiki cl 20 с кодом ошибки в формате pdf, то вы попали на правильный веб-сайт. Мы представили полную версию …
Мы представили полную версию …
Ähnliche Fragen
Что такое код тревоги Fanuc?
Что такое код ошибки 6 на Fanuc?
Что такое аварийный код 24 на Fanuc?
Что такое ошибка LSI на шпинделе 749 s?
Список общих сигналов ЧПУ FANUC
www.mroelectric.com › блог › fanuc-alarms
30.08.2021 · Код аварийного сигнала FANUC, также называемый кодом отказа или ошибки FANUC, показывает, как система ЧПУ указывает на наличие проблемы. Это сообщение об ошибке может …
Список кодов аварийных сигналов сервоусилителя FANUC — Tri Star C N C Services
www.tristarcnc.com › AlarmCodes › Сервоприводы
Ниже приведен список аварийных сигналов и неисправностей сервоусилителя FANUC с кратким описанием краткое описание источника каждого кода ошибки.
Коды аварийных сигналов Yasnac MX2 — ЧПУ Helman
www.helmancnc.com › yasnac-mx2-alarm-codes
Программирование Mori Seiki NMV G-коды и M-коды полные списки для программистов станков с ЧПУ, которые работают на Mori Se ики обрабатывающие центры.
