Станок токарный вики: HTTP 429 — too many requests, слишком много запросов
Содержание
Токарный станок: токарно карусельный станок википедия
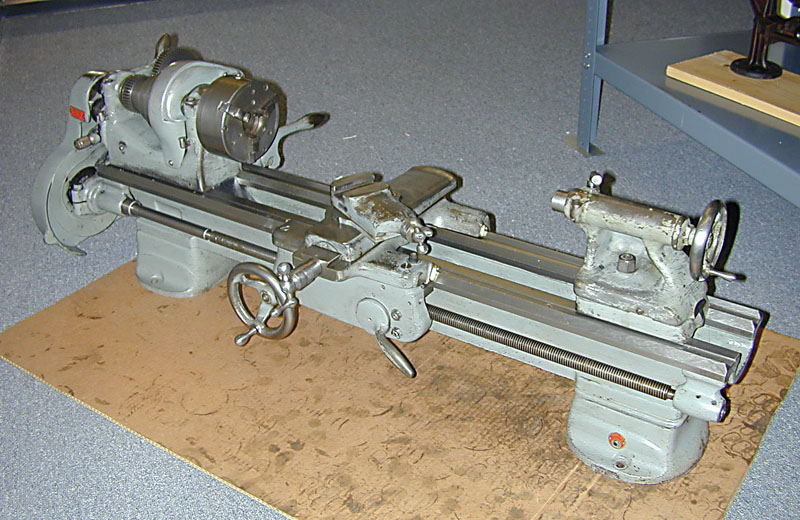
Рассмотрим приспособление токарного станка. В виде примера поймем популярный на производстве токарно-винторезный станок модели 1К62. На рисунке представлена схема прибора токарно-винторезного станка.
Рис.1 — передняя бабка с коробкой скоростей, 2 — гитара сменных колес, 3 — коробка подач, 4 — станина, 5 — передник, 6 — суппорт, 7 — задняя бабка, 8 — шкаф с электрооборудованием.
Для изучения прибора токарного станка рассмотрим главные составляющие сообразно схеме:
Передняя бабка 1 — чугунная коробка, ведущий рабочий орган шпиндель и коробка скоростей. Она работает для укрепления обрабатываемой составной части и передачи ей крупнейшего перемещения — вращения. Более серьезной токарный станок составной частью передней бабки считается шпиндель, являющий собой стальной пустотелый вал. На переднем конце шпинделя нарезана точная резьба на которую возможно навинтить кулачковый или же поводковый патрон или планшайбу. В данном же конце шпинделя имееться коническое отверстие, в которое возможно вставлять передний средина.
В данном же конце шпинделя имееться коническое отверстие, в которое возможно вставлять передний средина.
Гитара 2 — важна для регулирования подачи или же шага нарезаемой резьбы станка путем установки соответ-ствующих сменных зубчатых колес. В прогрессивных станках в основном не применяется.
Коробка подач 3 — это узел станка, который передает вращение от шпинделя к ходовому винту или же ходовому валу. За счет нее случается перемена скорости вращения ходового винта и ходового токарный станок вала, чем достигается движение суппорта с подобранной скоростью в продольном и поперечном инструкциях
Станина 4 — чугунное основа-ние, где размещены главные меха-низмы станка. Верхняя часть станины произведено из двух призматических и двух плоских направляющих, по которым передвигаются задняя бабка и суппорт. Станина закреплена на двух тумбах.
Передник 5 — применяется для переустройства вращательного перемещения ходового вала в продольное или же поперечное перемещение суппорта.
Суппорт 6 — предназначен для движения резцедержателя с резцом в продольном, поперечном и наклонном к оси станка инструкциях. Резцу возможно сообщить перемещение вдоль и наперекор станины как автоматически, что и вручную.
Суппорт произведено из каретки, которая токарный станок перемеща-ется по направляющим станины, фартука, в котором находится механизм переустройства вращательного перемещения ходового вала и хо-дового винта в прямолинейное перемещение суп-порта, механизма поперечных салазок, меха-низма резцовых (верхних) салазок, механизма резцедержателя.
Задняя бабка 7 — важна для установки конца длинных болванок в про-цессе обработки, а еще для укрепления и подачи стержневых инструментов (сверл, зен-керов, разверток).
Шкаф с электрооборудованием 8 — Пуск электродвига-теля, запуск и остановка станка, контроль работы ко-робки скоростей и коробки подач, контроль за механизмом фартука и т. д. ведется соот-ветствующими органами управления (рукоятками, кнопками, маховичками). Помимо прочего дополнительно на станке имеют все шансы использоваться токарном станке: патроны, планшайбы, цанги, токарный станок цент-ры, хомутики, люнеты, оправки (для укрепления болванок).
Помимо прочего дополнительно на станке имеют все шансы использоваться токарном станке: патроны, планшайбы, цанги, токарный станок цент-ры, хомутики, люнеты, оправки (для укрепления болванок).
Вспомогательная информация на нашем веб-сайте:
Ознакомиться с ведущими моделями станков
Приспособление фрезерного станка
Токарный станок 16К20
Паспорта станков
Главные типы станков
Дипломы и рефераты по станкам
Учебники по станкам
Каталог станков вебсайт
На основную
Иные металлорежущие станки:
Универсальный токарно-винторезный станок приобрести;
Токарный станок по металлу приобрести;
Токарный станок с ЧПУ, фрезерный станок с ЧПУ приобрести;
Настольный токарный станок, токарный мини станок приобрести;
Фрезерный станок (вертикально-горизонтальный фрезерный станок; универсальный фрезерный станок) приобрести;
Вертикальный обрабатывающий средина с ЧПУ приобрести;
Сверлильный станок (радиально сверлильный станок; вертикально-сверлильный станок; сверлильно-фрезерный станок) приобрести;
Гидравлические токарный станок гильотинные ножницы, листогибочный гидравлический пресс приобрести;
Многофункциональные станки (токарно-фрезерный станок, токарно-сверлильно-фрезерный станок, настольный токарно-фрезерный станок) приобрести;
Гидравлический пресс (дорновой пресс) приобрести;
Шлифовальный станок приобрести;
Ленточнопильный станок приобрести;
Деревообрабатывающий станок приобрести;
Справочная информация по станкам
Информатор: Xn—80aezpj.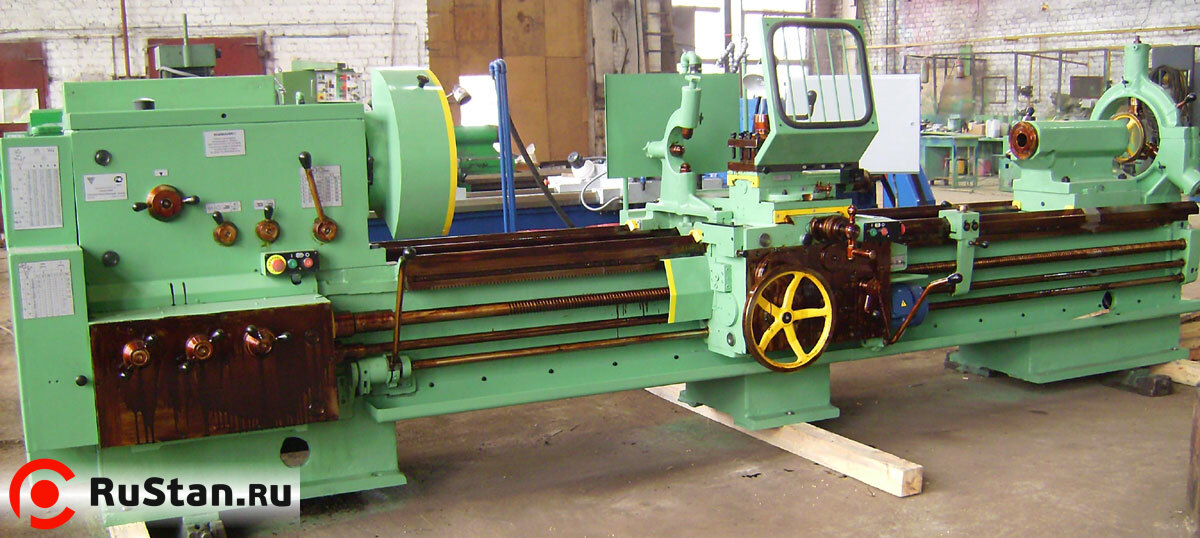 net
net
История
Начало становления знаменитого бренда относится к далеким 30-м годам XX века. В 1937 году стараниями Вальтера
Майера в швейцарском городе Шверценбах было организовано предприятие по ремонту и изготовлению станочного
оборудования. На то время Швейцария считалась европейским центром станкостроительной продукции.
Промышленные и экономические связи с заокеанскими партнерами, с государствами Европы позволили молодой компании
стремительно занять место на рынке станочного оборудования. К началу Второй Мировой войны компания Вальтер Майер
АГ становится одним из лидеров металлообрабатывающего оборудования.
По окончанию военных действий продукция швейцарской компании уже прочно занимала позиции в сегменте
промышленного станочного оборудования. С началом 50-х годов компания старается выйти со своим предложением на
огромный североамериканский рынок. Плодом длительных переговоров и усилий представителей компании стало открытие
в США первого на североамериканском континенте своей дочерней компании, совместно с американской компанией JET
Equipment & Tools. Значительные финансовые вливания, высокие потребности растущей американской экономики
Значительные финансовые вливания, высокие потребности растущей американской экономики
позволили не только освоить американский рынок металлообрабатывающих станков, но и значительно увеличить
ассортимент продукции.
Стараниями европейских инженеров и американских менеджеров компании Вальтер Майер АГ удалось освоить выпуск на
базе американских предприятий металлообрабатывающих и деревообрабатывающих станков различного назначения. С
заводского конвейера начали сходить большое, среднее и малое станочное оборудование, рассчитанное на
промышленное использование и бытовое применение. Признанием успехов американской компании JET стали награды,
полученные на выставке EXPO 1964 в Нью-Йорке и в Монреале, в 1967 году за лучшие промышленные изделия в сфере
металлообработки.
Нарастив достаточные мощности, получив международное признание, американская компания становится частью
швейцарского концерна Вальтер Майер АГ. Швейцарский гигант Вальтера становится владельцем американской
Швейцарский гигант Вальтера становится владельцем американской
компании JET Equipment & Tools, получив права на торговую марку JET. С 1988 года компания основная часть
промышленного станочного оборудования выпускается под маркой бренда JET, на заводах и предприятиях в Китае и
Гонконге, в Южной Америке и на европейском континенте.
Став частью огромного концерна и большой финансово-экономической монополии компания JET в конце XX
столетия сумела занять доминирующее положение на рынке металлообрабатывающего оборудования. Ежегодно в станах
Европы, в Германии, в Бельгии открываются новые предприятия по ремонту, обслуживанию и выпуску комплектующих для
станочного оборудования марки JET. Большую долю в производстве станочного оборудования занимает продукция,
сделанная на заводах в Тайване.
Получив доступ на международный рынок, компания существенно и качественно расширила ассортимент продукции. С
С
1999 года совместно с компаниями Powermatic и Performax освоен выпуск станок для деревообработки. Уже в 2001
году логотипы компании JET появляются на станочном оборудовании с числовым программным управлением.
На российский рынок компания JET пришла в начале третьего тысячелетия. С 2004 года в России на регулярной
основе работает представительство концерна. Российским рынком, обеспечением спроса на станочное оборудование в
странах СНГ, компания JET осуществляет с помощью партнерской компании ООО «ИТА СПБ», расположенной в
Санкт-Петербурге.
Сегодня большая часть продукции на отечественном рынке под маркой бренда JET, представлена оборудованием и
станками, выпускаемыми предприятиями на Тайване. В России реализацией, обслуживанием и ремонтом станочной
техники известной марки занимается более 250 предприятий, фирм и компаний, от Владивостока, до Калининграда.
На сегодняшний день продукция компании JET занимает лидирующие позиции в станочном оборудовании, среднего
ценового сегмента. Предприятия компании имеются практически во всех уголках земного шара. С 2014 года все
Предприятия компании имеются практически во всех уголках земного шара. С 2014 года все
дочерние предприятия и офисы компании имеют необходимую сертификацию, отвечающую самым современным техническим
требованиями и безопасности.
Что такое швейцарский токарный станок?
Швейцарский токарный станок представляет собой токарный станок, в котором удерживающий механизм или цанга утоплены за направляющей втулкой. Швейцарские токарные станки также широко известны как швейцарские винтовые станки, швейцарские автоматические токарные станки или швейцарские токарные центры. Швейцарский токарный станок отличается от традиционных токарных станков тем, что удерживающий механизм или цанга, которая удерживает прутковую заготовку, не будут подвергаться непосредственному воздействию станины токарного станка и инструмента. Эта конкретная конфигурация обеспечивает этому конкретному станку ряд преимуществ по сравнению с токарными станками традиционного типа.
Преимущества швейцарского станка перед
традиционные токарные станки в значительной степени из-за того, что они используют направляющую
втулка. Целью направляющей втулки является обеспечение дополнительной поддержки
Целью направляющей втулки является обеспечение дополнительной поддержки
исходный материал, когда деталь обрабатывается или точится. Эта направляющая втулка
прилегает близко, но не плотно, чтобы окружить прутковые материалы.
Поддержка этого пруткового материала означает, что функции
направляющая втулка действует так же, как люнет на тележках
традиционных токарных станков.
Токарные станки швейцарского типа, как правило, обеспечивают лучшую точность обработки деталей.
так как токарные операции будут проводиться вплотную к направляющей втулке.
Направляющая втулка придает жесткость токарным деталям благодаря тому, что
очень небольшое количество акций будет выставлено после того, как они покинут
втулку и до тех пор, пока токарные инструменты не будут задействованы.
Направляющая втулка придает прикладу значительную жесткость, и эти
типы машин значительно хорошо адаптированы к удержанию плотного
толерантность.
Еще одним преимуществом токарного станка в швейцарском стиле является то, что
они имеют возможность точить детали малого диаметра. Альтернативно
Альтернативно
они могут точить детали с большим отношением длины к диаметру. болтовня
инструментов также сводится к минимуму благодаря направляющей или инструментальной втулке
сопоставление.
Как работает швейцарский токарный станок
В обычных токарных станках с фиксированной передней бабкой заготовка
будет удерживаться в цанговом патроне или патроне, который будет проходить в
ограждение машины в виде консоли. Другой способ
что он будет поддерживаться на одном конце задней бабкой.
Отличительными факторами швейцарских машин от других типов являются тот факт,
что передняя бабка двигается.
Это означает, что прутковый материал будет проходить через зажимную цангу
расположен в области передней бабки, на которой он будет закреплен.
Затем этот стержень выходит в зону обработки через направляющую втулку, которая
размещает этот стержень радиально во время обработки. Затем эта бабка перемещается
точное движение вперед-назад в направлении z при взятии грифа
вместе с ним.
Токарные инструменты, которые находятся на направляющих группы, соприкасаются
с этой планкой в непосредственной близости от направляющей втулки. Движение бара
обеспечивает подачу, необходимую для резания. Слайды банды будут
носить с собой держатели для фиксированных одноточечных инструментов или любых других
инструменты и может даже поддерживать живые инструменты. Многие из этих машин используют
вспомогательные инструментальные станции и вторичные шпиндели, а в некоторых случаях
башня или более, способная нести дополнительные инструменты.
История токарного станка в швейцарском стиле
Швейцарская автоматика с ЧПУ признана самой современной и новейшей
Однако прежние механические машины использовались более
век. В эпоху 1800-х годов индустриализация усилилась, что
потребовались взаимозаменяемые детали,
изготовлены с точностью. Изобретатели того времени разработали
необходимые технологии для удовлетворения этих требований.
В 1870 году был запатентован цанговый патрон, который позволял использовать
барный инвентарь. Вскоре после этого самый первый из «переездов»
Вскоре после этого самый первый из «переездов»
шпиндельные станки были созданы в Швейцарии. Машины были названы
Винтовые машины швейцарского типа, использовавшиеся в основном в часовом деле.
отрасли.
Примерно в 1960-х годах эти швейцарские машины стали использоваться во многих
других отраслях промышленности, и к 1970-м годам были выпущены первые версии станков с ЧПУ.
Со временем выбор инструментальной области стал включать банду
направляющие и револьверные головки, вторичные шпиндели и приводной инструмент. В 1980-х
Швейцарские станки стали широко использоваться для производства деталей
для электронной и полупроводниковой промышленности.
В 1990-е годы были внесены усовершенствования в конструкцию органов управления и
серводвигатели, что привело к созданию более продвинутых, быстрых и прочных
машины для производства деталей для аэрокосмической и медицинской
приложений сверх обычных механических работ.
Мыслить по-другому на токарных станках с ЧПУ
При сравнении обычного токарного станка с ЧПУ и станка с ЧПУ швейцарского типа
обработка, обработка швейцарского типа предлагает совершенно другой опыт.
Программисты и машинисты, которые переходят от одного типа к другому
необходимо изменить то, как они думают о циклах обработки в многочисленных
способы. Вот некоторые из этих отличий:
1. Негатив становится позитивом
На станках с ЧПУ Swiss типа Движения по оси Z происходят от перемещения заготовки
в отличие от инструмента. Это конкретное изменение влияет на
программирование смещение характер. На обычных токарных станках ложа выдвигается
от площади патрона на заданные длины. Лицо этих частей
является Z нулем, и все, что находится в этой части, будет Z отрицательным.
В отличие от швейцарских станков токарные инструменты будут
стационарно, так как запас будет продвигаться вперед. Лицо этих частей Z ноль
как обычные токарные станки, но все, что находится за этими гранями, будет Z
положительный. Это различие очень важно иметь в виду при
связь со смещениями по оси Z. Это означает, что бурение проходит через любой
глубже или увеличение длины включает «минусовое» смещение на
на обычных токарных станках, но потребуется плюсовое смещение на швейцарских станках.
2. Машина в сегментах
Порядок, относящийся к сокращениям, которые происходят в цикле, также изменится
со швейцарским типом. На обычных токарных станках стандартно
чистовой и черновой токарные работы, когда станки имеют резьбу или наружный диаметр
канавки для завершения детали. Это не то же самое, когда дело доходит до
к швейцарским типам.
Это связано с тем, что длина направляющей втулки требует, чтобы деталь
необходимо разделить на секции, иначе прутковый материал может
выпадение из направляющей втулки при втягивании приклада.
сегментация обычно будет означать механическую обработку детали на секции около
0,750 дюйма, что является стандартизированной направляющей для площади втулки.
3. Направляющая втулка очень важна
Направляющая втулка известна как центральная часть машин швейцарского типа и
размер имеет жизненно важное значение. Это означает, что с помощью направляющей втулки,
неправильный размер для работы может привести к различной концентричности
ошибки. Направляющая втулка также изготавливается из различных материалов.
Направляющая втулка также изготавливается из различных материалов.
которые включают Meehanite, стальные и карбидные гильзы. Это означает
потенциальные взаимодействия с материалами заготовки являются еще одним очень
важный фактор, который необходимо учитывать.
4. Масло вместо воды
Большинство машин швейцарского типа используют масло для своих
смазочно-охлаждающие жидкости в отличие от воды. Это означает, что смазывающая способность будет
больше. К преимуществам масла относится отсутствие неприятного запаха.
тип роста бактерий и предотвратить появление рук, похожих на чернослив, вызванных
ежедневное воздействие охлаждающих жидкостей на водной основе.
Однако одним из основных недостатков по сравнению с водой является то, что масло не
так же эффективен в рассеивании тепла. Это означает, что швейцарская машинная резка
может быстро нагреться в рабочей зоне. Это значит, что
оснащение этих машин системами пожаротушения является необходимостью, если
вы планируете производство без отключения света.
5. Выдающиеся машинные циклы
Многие новые пользователи станков швейцарского типа вскоре меняют свое мнение о
преимущества этих станков, когда они изготавливают одну деталь за один цикл
для этого обычно требовалось несколько машин или несколько операций.
токарные станки с ЧПУ обычного типа обычно имеют 3 или 4 оси. В то время
Швейцарские типы будут иметь 7 или более осей. Просмотр суммы или работы, которая
может быть выполнено намного быстрее с машиной в меньших рабочих зонах
поразил многих сотрудников магазинов, которые начинают использовать эти типы машин для
самый первый раз.
6. Коррекция прогиба
Целью поддержки заготовки с помощью направляющей втулки является
поддержание точности на протяжении всего процесса обработки на заготовке
кусок.
Физические объекты, на которые действует любая сила, естественным образом
отклонить. Когда дело доходит до обычных токарных станков, при усилиях резания
вызвали слишком большое отклонение, точность, связанная с
порез в большинстве случаев пострадает. Принятое правило с обычным
Принятое правило с обычным
токарных станках заключается в том, что при точении деталей, имеющих отношение длины к диаметру
которые больше 3:1, требуется задняя бабка, чтобы предотвратить
чрезмерное отклонение. Для соотношений, превышающих 6:1, следуйте
требуется отдых или устойчивый отдых, чтобы поддерживать центр
часть.
Если заготовку надежно удерживать за один конец, а затем толкнуть
сбоку на конце, который не поддерживается, заготовка согнется
немного. При проталкивании с такой же силой на более длинных заготовках
заготовка согнется еще больше. Прогиб для заданной силы будет
увеличиваться, когда куб расстояния, который идет от опоры на
сила будет удвоена по длине и в 8 раз больше этого отклонения. Это означает
при приложении боковой силы к концу 2-дюймовой детали обычно
прогибается на 0,001″, а та же самая сила при приложении к концу 4″
часть точного диаметра приведет к отклонению на 0,008″.
На швейцарских станках направляющая втулка поддерживает
заготовка так близко к необходимым инструментам, что отклонение вызвало
от сил резания фактически равна нулю. Это означает, что пользователь может использовать
Это означает, что пользователь может использовать
более тяжелые разрезы, сохраняя при этом точные размеры на этих
части.
Добавление токарных станков Swiss Style в ваш цех
Для предприятий, которые обрабатывают сложные и мелкие детали на токарных станках с ЧПУ, эти
компании могут испытать более быстрые машинные циклы и больше прибыли с
Швейцарский станок, который освободит эти станки для более подходящего и
более крупные части. Например, во многих магазинах может быть до 10 условных
Токарные станки с ЧПУ и во многих случаях изготовленные детали могут быть легко
производится на швейцарских станках. В большинстве случаев бизнес может выиграть
от запуска почти всех этих частей на двух швейцарских машинах,
до 10 обычных токарных станков с ЧПУ.
Множество новых швейцарских пользователей теперь работают на токарных станках с фиксированной головкой, которые
являются многофункциональными, которые сверлят и фрезеруют помимо токарной обработки. Что
Самое замечательное в этих швейцарских машинах то, что они знакомы многим из
пользователи, а автономное программное обеспечение для программирования помогает пользователям в
создание программ, адаптированных и предназначенных для операций в Швейцарии.
В большинстве случаев новые пользователи очень довольны
производительности, связанной со швейцарскими машинами, а также постоянство в
деталей, включая превосходное качество обработки поверхности.
В зависимости от размеров производимых деталей и сочетания, связанного с типом работ, выполняемых компанией, один или два швейцарских станка могут не только сократить время цикла, но и устранить необходимость во вторичных компонентах для деталей на меньших концах диапазон. Преимущество этих станков заключается также в том, что они освобождают другое оборудование в цехе для производства более крупных деталей.
Лейт — Kerbal Space Program Wiki
Лейт — самый внутренний из пяти естественных спутников Джула. Хотя Лейти в основном покрыт морями, у него есть множество скалистых песчаных островов. Лейти привязана к Джул. Синхронные орбиты вокруг Лейси невозможны, так как они будут лежать за пределами его SOI, в радиусе 5 186,39.9 метров. Круглый архипелаг, заметный на картах поверхности Луны, предполагает, что Лейси в далеком прошлом подвергся сильному удару.
Для выхода на стабильную орбиту вокруг Лейси с уровня моря требуется дельта-V ≈2900 м/с.
Laythe не имеет аналога в реальном мире. В реальной системе Юпитера спутники Ганимед, Европа и Ио образуют группу с орбитальным резонансом, точно так же, как Тило, Валл и Лейт из KSP. Но в то время как Тайло и Валл имеют определенное сходство со своими реальными аналогами, Лейти очень непохожа на Ио, которая сухая, вулканическая и имеет лишь разреженную атмосферу. Вместо этого жидкий океан и плотная атмосфера Лейси вызывают сравнение с сатурнианским спутником Титаном, но Лейси в 3 раза теплее по абсолютной температуре.
Хотя на поверхности Лейте есть жидкая вода, в его полярных регионах температура ниже нуля градусов по Цельсию даже вне ледяных шапок. Это означает, что океаны Лейси должны содержать другое соединение, которое снижает его точку замерзания, скорее всего, ионное, такое как соль. Образцы поверхности показывают, что на поверхности Лейте много соли. Согласно отчетам EVA, кербалы могут дышать воздухом. Однако воздух имеет странный запах. Следовательно, возможно, что в воздухе также имеются высокие концентрации соли, а также на поверхности, если предположить, что соль представляет собой хлорид натрия.
Однако воздух имеет странный запах. Следовательно, возможно, что в воздухе также имеются высокие концентрации соли, а также на поверхности, если предположить, что соль представляет собой хлорид натрия.
Содержимое
- 1 Описание в игре
- 2 биома
- 2.1 Список биомов
- 3 Атмосфера
- 3.1 Атмосферный полет
- 3.2 Кислород
- 4 Наука
- 5 опорных кадров
- 6 Общая информация
- 7 Галерея
- 7.1 Космическая программа Кербала
- 8 изменений
- 8.1 Космическая программа Кербала
- 8.2 Космическая программа Кербала 2
- 9 Примечания
Описание в игре
| » | Когда Лэйт был впервые обнаружен, он не был занесен в записи, потому что ответственный ученый думал, что смотрит на Кербина. К счастью, эта ошибка была исправлена, когда отважный стажер сообщил ему, что «телескопы так не работают». Вскоре после этого стажер был «повышен в должности» и переведен в программу испытаний экспериментальных ракет». — Астрономическое общество Кербала | ” |

Биомы
У Лейти 10 биомов. Лейти состоит в основном из огромного океана, называемого морем Сагена, с другим океаном, называемым морем Деграсса, и несколькими небольшими биомами пиков, дюн и берегов. У него также есть биом поляков.
Список биомов
| Laythe Внутриигровая карта биома версии 1.2 |
|
Атмосфера
Температура и давление атмосферы Лейси в зависимости от высоты.
Атмосфера Лейти достаточно толстая и достаточно теплая, чтобы поддерживать жидкую воду на своей поверхности. Атмосфера имеет массу примерно 2,4×10 16 кг, давление на уровне моря 60,795 кПа (0,6 атмосферы) и глубина 50 000 метров. По сравнению с атмосферой Кербина, атмосфера Лейте имеет 1/2 массы и 3/5 тыс. приземного давления. Давление на уровне моря на Лейте эквивалентно давлению на высоте 3287 м на Кербине. Атмосфера содержит кислород, может поддерживать горение и пригодна для дыхания кербалов. Лейти — единственная луна в игре, у которой есть атмосфера.
Атмосфера имеет массу примерно 2,4×10 16 кг, давление на уровне моря 60,795 кПа (0,6 атмосферы) и глубина 50 000 метров. По сравнению с атмосферой Кербина, атмосфера Лейте имеет 1/2 массы и 3/5 тыс. приземного давления. Давление на уровне моря на Лейте эквивалентно давлению на высоте 3287 м на Кербине. Атмосфера содержит кислород, может поддерживать горение и пригодна для дыхания кербалов. Лейти — единственная луна в игре, у которой есть атмосфера.
Средняя молекулярная масса воздуха Laythe составляет 28,9.644 г/моль, а его показатель адиабаты равен 1,40. Эти значения предполагают состав, очень похожий на Кербин, и на Землю — вероятно, азот и кислород.
Как и все другие атмосферы в игре, атмосфера Лейти экспоненциально исчезает с увеличением высоты. Высота шкалы зависит от высоты. Профиль барометрической высоты глобально постоянен и не зависит от температуры. В следующей таблице указано атмосферное давление на различных высотах над уровнем моря.
| Высота (м) | Давление (Па) | Давление (атм) |
|---|---|---|
| 0 | 60 795 | 0,600 |
| 2 500 | 47 153 | 0,465 |
| 5 000 | 34 495 | 0,340 |
| 7 500 | 24 914 | 0,246 |
| 10 000 | 17 786 | 0,176 |
| 15 000 | 9 351 | 0,092 |
| 20 000 | 4 782 | 0,047 |
| 25 000 | 2 671 | 0,026 |
| 30 000 | 1 507 | 0,015 |
| 40 000 | 363,5 | 0,004 |
| 50 000 | 0 | 0,000 |
Изменение температуры с высотой предполагает наличие земной тропосферы, стратосферы и мезосферы. Теплые температуры поверхности быстро уменьшаются по мере увеличения высоты до 5 км. Стратосферная область, где температура повышается с увеличением высоты, охватывает область между высотами от 10 до 22 км.
Стратосферная область, где температура повышается с увеличением высоты, охватывает область между высотами от 10 до 22 км.
Температура воздуха зависит от широты и времени суток. На экваторе температура на уровне моря колеблется от минимальной ночной отметки 9 °C до максимальной дневной отметки 15 °C. Средние широты лишь немногим холоднее экваториальной зоны — на широтах ниже 63° температура на уровне моря никогда не опускается ниже 0 °С. На полюсах температура колеблется от -26°C до -24°C. Средняя глобальная температура на уровне моря составляет примерно 9 °C. Поскольку в Лейте нет осевого наклона, нет сезонных колебаний температуры.
Температура поверхности Лейси выше, чем можно было бы ожидать, учитывая расстояние от Солнца. Это предполагает возможность того, что Лэйт генерирует собственное тепло, вероятно, приливное нагревание. Это также может быть вызвано более высоким уровнем парниковых газов, таких как углекислый газ или закись азота, чем на Кербине.
Полет в атмосфере
Плотность атмосферы Лейси делает ее пригодной для аэродинамического торможения и использования парашютов.
При надлежащем аэродинамическом торможении вблизи Лейси и Джула для достижения Лейси может потребоваться наименьшее значение Δv из всех лун Джула. Другой способ — подойти к Лейте напрямую, используя правильное время и корректируя орбиту на пути к Джулу. Орбитальный период Лейте делает его легкой целью по времени, и по прибытии ему потребуется меньше Δv (всего 2000 м / с). Таким образом, аэродинамическое торможение на Laythe менее экстремально, чем на Jool.
Приземление на более высокие точки поверхности Лейси должно производиться с помощью ретро-ожогов, так как одних парашютов недостаточно, чтобы достаточно снизить скорость корабля для приземления.
Реактивные двигатели работают в атмосфере Лейте из-за присутствия кислорода. Однако эффективность воздухозаборника там ниже.
Кислород
Как упоминалось ранее, атмосфера Лейти содержит кислород, необходимый для работы реактивных двигателей. Несмотря на то, что концентрация кислорода здесь ниже, чем на Кербине, плюс неизвестный следовый газ, скорее всего, озон, этот кислород почти наверняка должен генерироваться где-то на Лейте. Молекулярный кислород чрезвычайно нестабилен по сравнению с другими атмосферными газами и даже способен реагировать сам с собой с образованием озона при определенных условиях. Из-за этого нестабильный молекулярный кислород должен постоянно заменяться, чтобы он оставался в сколь-нибудь значимом количестве в атмосфере. Этот факт, в сочетании с чрезвычайно высокой концентрацией жидкой воды в Лейте, заставляет заманчиво заявить о наличии жизни на Луне. Хотя возможно, что это так, возможно также, что на Луне происходит самоподдерживающийся химический процесс, который постоянно пополняет ее запасы кислорода. [ цитирование требуется ]
Молекулярный кислород чрезвычайно нестабилен по сравнению с другими атмосферными газами и даже способен реагировать сам с собой с образованием озона при определенных условиях. Из-за этого нестабильный молекулярный кислород должен постоянно заменяться, чтобы он оставался в сколь-нибудь значимом количестве в атмосфере. Этот факт, в сочетании с чрезвычайно высокой концентрацией жидкой воды в Лейте, заставляет заманчиво заявить о наличии жизни на Луне. Хотя возможно, что это так, возможно также, что на Луне происходит самоподдерживающийся химический процесс, который постоянно пополняет ее запасы кислорода. [ цитирование требуется ]
Наука
Лейти — самое богатое наукой тело в лунной системе Джулиана. Несмотря на то, что у Тайло немного более высокий научный множитель как для поверхности, так и для орбиты, атмосфера и океаны Лейте позволяют проводить гораздо больше экспериментов, а это означает, что общий результат науки выше.
Система координат
| Искажение времени | Минимальная высота |
|---|---|
| 1× | Любой |
| 5× | 50 000 м (над атмосферой) |
| 10× | 50 000 м (над атмосферой) |
| 50× | 60 000 м |
| 100× | 120 000 м |
| 1 000× | 240 000 м |
| 10 000× | 480 000 м |
| 100 000× | 600 000 м |
Мелочи
- Моря Деграсса и моря Сагена, вероятно, названы в честь Нила Деграсса Тайсона и Карла Сагана, двух известных физиков.
- Laythe очень похож на то, что случилось с Европой в 2010: Odyssey Two.
- Лейти также может быть отсылкой к планете Дамогран из радио/телевизионного/книжного/киносериала «Автостопом по Галактике», поскольку они почти, но не совсем, совсем не отличаются друг от друга.
- По словам бывшего разработчика NovaSilisko, в более поздних версиях планировалось, что Лейте будет иметь вулканическую активность и высокий уровень радиации, что сделает ее гораздо более враждебной луной [1] [2] .
Галерея
Космическая программа Кербала
Большой пользовательский зонд на низкой орбите вокруг Лейси.
Зонд на поверхности Лейси.
Топографическая карта Лейси, сделанная с помощью ISA MapSat.
Карта рельефа в градациях серого, нормализованная на уровне моря.
Цветная карта Лейте.
Валл на Лэйт
Тайло на Лэйт
Боп на Лейте
План передачи Лейси
Топографическая карта высот Лейта версии 0.
 18.2, сделанная с помощью подключаемого модуля ISA MapSat.
18.2, сделанная с помощью подключаемого модуля ISA MapSat.Северная ледяная шапка Лейси с Солнцем, Валлом и Тайло.
Созданный пользователем реактивный самолет летит в атмосфере Лейси.
Созданный пользователем реактивный космический самолет при возвращении в Лейт.
Прямой путь к Лейте.
Модульная мобильная база, устанавливаемая в Laythe
Лэйти проходит мимо Джула, благодаря чему они выглядят одинакового размера.
Изменения
Космическая программа Kerbal
- 1.10
- Добавлены шейдеры ландшафта низкого, среднего и высокого качества
- 1.2
- Добавлены биомы
- 1.1
- Атмосфера снижена
- 0,90
- Добавлены биомы
- 0,17
- 9 0095 Initial Release
Космическая программа Kerbal 2
- 0.

