Станок токарный вики: HTTP 429 — too many requests, слишком много запросов
Содержание
stanok-kpo.ru — Викиреальность
Логотип
stanok-kpo.ru — сайт компании «Станочный мир», занимающейся продажей станков и КПО.
Содержание
|
Общая информация
Компания «Станочный мир» предлагает продажу металлообрабатывающих станков и кузнечно-прессового оборудования.
На главной странице сайта находится несколько разделов:
1. Токарные станки — компания предлагает продажу токарных станков таких компаний, как РФ, JET, PROMA, DMTG, ZMM BULGARIA HILDING, ZMM VRATSA, STALEX, OPTIMUM и Китай. Также в продаже имеются трубонарезные, токарно-револьверные станки, токарные станки с ЧПУ, настольные токарные станки, токарные обрабатывающие центры и специальные токарные станки.
2. Фрезерные станки — продажа универсально-фрезерных, вертикально-фрезерных и горизонтально-фрезельных станков, фрезерных обрабатывающих центров, продольно-фрезельных, фрезерно-гравировальных станков с ЧПУ, а также фрезельных станков таких компаний, как JET, PROMA, STALEX, OPTIMUM, Китай, Arsenal и других.
3. Сверлильные станки — продажа вертикально-сверлильных станков таких компаний, как JET, PROMA, OPRIMUM, а также продажа радиально-сверлильных станков, магнитных сверлильных станков, сверлильно-фрезерных и настольно-сверлильных станков.
4. Шлифовальные станки — продажа круглошлифовальных, плоскошлифовальных, внутришлифовальных станков, станков для шлифовки коленвалов, плоскошлифовальных и круглошлифовальных станков с ЧПУ.
5. Ленточнопильные станки — продажа ленточнопильных станков таких производителей, как Аллигатор, JET, PROMA, PILOUS, STALEX, SILOMA, UMT, KNUTH, OPTIMUM и других.
6. Отрезные станки — продажа ножовочно-отрезных, абразивно-отрезных и правильно-отрезных станков.
7. Кузнечно-прессовое оборудование — продажа кривошипных, гидравлических, дугостаторных, гаражных, ручных, координатно-пробивных прессов, а также ковочных молотов, пресс-ножниц, аллигаторные и гильотинных ножниц.
8. Гильотинные ножницы — продажа ручных, механических, гидравлических гильотин, а также гильотинных ножниц с ЧПУ.
Также компания предлагает к продаже листогибочное оборудование, трубогибы и профилегибы, вальцы листогибочные, станки для гибки и резки арматуры, зубообрабатывающие станки, расточные станки и многое другое.
Компания предлагает шеф-монтажные и пусконаладочные работы, а также модернизацию, реновацию и капремонт.
Доставка товара осуществляется различными транспортными компаниями.
Выходные данные
Домен stanok-kpo.ru зарегистрирован 25 июня 2015 года на Private Person в зоне .ru.[1]
В подвале сайта присутствует надпись «© 2015—2022 Станочный мир».
В разделе «Контакты» указан адрес организации — г. Москва, Дмитровское шоссе, д. 85, офис 11, номер телефона организации — 8 (800) 775-16-64 и e-mail — [email protected]
Москва, Дмитровское шоссе, д. 85, офис 11, номер телефона организации — 8 (800) 775-16-64 и e-mail — [email protected]
Есть страницы в соцсетях: канал на youtube[2], фейсбук stanok.kpo, твиттер @Stanok_kpo и вконтакте stanok_kpo.
Рейтинги
Показатель ИКС (бывший тематический индекс цитирования сайта от Яндекса) равен 420.[3]
Разное
Сайт доступен по HTTPS.
Примечания
- ↑ https://www.nic.ru/whois/?searchWord=stanok-kpo.ru
- ↑ https://www.youtube.com/channel/UCQiP9CIXEPwABLueIUlSFTw
- ↑ https://webmaster.yandex.ru/sqi/?host=stanok-kpo.ru
Ссылки
- https://stanok-kpo.ru/ — адрес сайта
| ||||||||||||
 ru • albumcards.ru • All Estero • astrologblog.ru • B2Blogger.com • BadFon.ru • Batenka.ru • batumi-today.com • bestkartinki.ru • bitside.org • blackclover.com.ru • bonuscodus.com • borisoglebsk.ru • Careerist.ru • cashkopilka.ru • catalog.tools • centereng.ru • Chechnyatoday.com • citaty.info • Conecsveta.ru • confplatform.ru • cutme.info • dailymoscow.ru • data-vyhoda.ru • Dedushka.org • dirmagazina.ru • doma-prestarelye.ru • do-slez.com • Done-for-us.com • Doska.ws • Drupalogy.ru • E1.ru • expertnews.info • fedleasing.ru • Finversia.ru • fisherman-info.ru • Forset Media • gfx-hub.net • god2019.net • gosuslugi-kabinet.ru • gosuslugi.support • greednews.su • growseeds.org • Hi.ru • hipdir.com • icall.ru • iLabs Group • inetgu.ru • igormylnikov.com • info-laba.ru • inforeviews.ru • internationalwealth.info • iRecommend.ru • inplace.ru • ItalyNews • jobeka.com • jobsavior.com • jobsora.com • Kaur.ru • kod-okpd-2.ru • komkatalog.ru • kompanion.online • Kratko-news.com • lawmix.ru • likespravka.
ru • albumcards.ru • All Estero • astrologblog.ru • B2Blogger.com • BadFon.ru • Batenka.ru • batumi-today.com • bestkartinki.ru • bitside.org • blackclover.com.ru • bonuscodus.com • borisoglebsk.ru • Careerist.ru • cashkopilka.ru • catalog.tools • centereng.ru • Chechnyatoday.com • citaty.info • Conecsveta.ru • confplatform.ru • cutme.info • dailymoscow.ru • data-vyhoda.ru • Dedushka.org • dirmagazina.ru • doma-prestarelye.ru • do-slez.com • Done-for-us.com • Doska.ws • Drupalogy.ru • E1.ru • expertnews.info • fedleasing.ru • Finversia.ru • fisherman-info.ru • Forset Media • gfx-hub.net • god2019.net • gosuslugi-kabinet.ru • gosuslugi.support • greednews.su • growseeds.org • Hi.ru • hipdir.com • icall.ru • iLabs Group • inetgu.ru • igormylnikov.com • info-laba.ru • inforeviews.ru • internationalwealth.info • iRecommend.ru • inplace.ru • ItalyNews • jobeka.com • jobsavior.com • jobsora.com • Kaur.ru • kod-okpd-2.ru • komkatalog.ru • kompanion.online • Kratko-news.com • lawmix.ru • likespravka. ru • litebuh.ru • Look At Me • lotereya-proverka.ru • lovingmoney.ru • Marva • MEGO • metodorf.ru • Mobile-review.com • moddam.ru • moscowadres.ru • most-beauty.ru • Muar.ru • MyRevizor.uz • myteapro.ru • nalogi.online • nasua.ru • neospy.net • Newslab.ru • newtribuna.ru • Nicid.ru • online-snils.ru • orientir-is.ru • otzovikon.com • pchelgid.ru • pensiyaportal.ru • percent-calc.com • pikato.ru • poisk-firm.ru • pravda.ru • pravdaurfo.ru • pravdoryb.info • prazdnoteka.ru • prodgoroda.ru • progov.ru • proguns.ru • promocodess.ru • propistolet.ru • Prostovpn.org • ptichka.spb.ru • radio-top.com • radiopotok.ru • riba-i-ribalka.ru • roskarta.com • ru-geld.de • Rubaltic.ru • rullet.ru • rus-doska.com • sbagry.com • scene.email • sdelairukami.ru • sergievgrad.ru • sinonim.org • sk1.online • smsi.vip • smsint.ru • sonnik.wiki • sova.info • spb.egent.ru • specmahina.ru • spr.ru • srozhdeniem.ru • strah.shop • subme.ru • tbis.ru • tehno-rating.ru • telltrue.ru • thebiggest.ru • This is Media • tisscom.
ru • litebuh.ru • Look At Me • lotereya-proverka.ru • lovingmoney.ru • Marva • MEGO • metodorf.ru • Mobile-review.com • moddam.ru • moscowadres.ru • most-beauty.ru • Muar.ru • MyRevizor.uz • myteapro.ru • nalogi.online • nasua.ru • neospy.net • Newslab.ru • newtribuna.ru • Nicid.ru • online-snils.ru • orientir-is.ru • otzovikon.com • pchelgid.ru • pensiyaportal.ru • percent-calc.com • pikato.ru • poisk-firm.ru • pravda.ru • pravdaurfo.ru • pravdoryb.info • prazdnoteka.ru • prodgoroda.ru • progov.ru • proguns.ru • promocodess.ru • propistolet.ru • Prostovpn.org • ptichka.spb.ru • radio-top.com • radiopotok.ru • riba-i-ribalka.ru • roskarta.com • ru-geld.de • Rubaltic.ru • rullet.ru • rus-doska.com • sbagry.com • scene.email • sdelairukami.ru • sergievgrad.ru • sinonim.org • sk1.online • smsi.vip • smsint.ru • sonnik.wiki • sova.info • spb.egent.ru • specmahina.ru • spr.ru • srozhdeniem.ru • strah.shop • subme.ru • tbis.ru • tehno-rating.ru • telltrue.ru • thebiggest.ru • This is Media • tisscom. ru • TrashExpert.ru • trust-otzyvy.com • ubrains.ru • ugadator.ru • uxprice.com • vashikoshki.ru • Vozrastinfo.ru • vsdelke.ru • visotnaya1.ru • webmastermaksim.ru • work-info.org • Worldometers.info • yell.ru • Yun.complife.info • zachiska.com • Zen-Top.ru • zhkh.club • Актуальные комментарии • БФ «Рейс 9268» • Ветеранские Вести • Выберу.ру • Домашние маски.ру • егрн-документ.рф • За Каддафи • Интерактивный город • Либрариум • Малая Родина • Музей Православного Зодчества • мфц-реутов.рф • Наш Дом • Новости-Н • Нужна помощь • Обозник.ру • Поздравок.ru • полиция-нижний-новгород.рф • полиция-сочи.рф • Портал открытых данных Правительства Москвы • «Репутация» • Русская армия в Великой войне • Русский репортёр • Сайт о железной дороге • сахарово-сайт.рф • События.ру • Соседи • Т—Ж • Фабрикант.ру • ФКТ • Фламп • Фото Кубани • Чат «7 ВЕТРОВ» • Чатовод • Чёрный квадрат Рунета
ru • TrashExpert.ru • trust-otzyvy.com • ubrains.ru • ugadator.ru • uxprice.com • vashikoshki.ru • Vozrastinfo.ru • vsdelke.ru • visotnaya1.ru • webmastermaksim.ru • work-info.org • Worldometers.info • yell.ru • Yun.complife.info • zachiska.com • Zen-Top.ru • zhkh.club • Актуальные комментарии • БФ «Рейс 9268» • Ветеранские Вести • Выберу.ру • Домашние маски.ру • егрн-документ.рф • За Каддафи • Интерактивный город • Либрариум • Малая Родина • Музей Православного Зодчества • мфц-реутов.рф • Наш Дом • Новости-Н • Нужна помощь • Обозник.ру • Поздравок.ru • полиция-нижний-новгород.рф • полиция-сочи.рф • Портал открытых данных Правительства Москвы • «Репутация» • Русская армия в Великой войне • Русский репортёр • Сайт о железной дороге • сахарово-сайт.рф • События.ру • Соседи • Т—Ж • Фабрикант.ру • ФКТ • Фламп • Фото Кубани • Чат «7 ВЕТРОВ» • Чатовод • Чёрный квадрат Рунета ru • 360support.ru • 3d-format.ru • 90is.ru • гбу-жилищник.москва • заказпечати.рф • золотороссии.рф • интернет-на-дачу.рф • инфо-предприятие.рф • к-700.рф • купить-орех.рф • Лаборатория пара • меховойвек.рф • Мир ЧПУ • ремонт-велосипедов.москва • remont_posudomoechnyh_mashin_n1 • россейф.рф • Руконтект • складмск.рф • Сладкий Бутик • Территория информации • тряпкин.рф • шуйские.рф • a-contract.ru • aclon-russia.ru • advertapp.ru • adkom.ru • adidas-yeezy-official.com • aero-control.ru • agastone.ru • amurska.ru • agilie.com • agpgroup.ru • agrg.ru • agro-market24.ru • agrogrunt.ru • air-part.ru • airpesok.ru • aivix.com • ajur-shop.ru • aksatekmetal.ru • allcon.pro • altgroup.ru • amilano.de • ankoli.ru • anrotech.ru • antic-war.ru • anticorprotection.com • Antihlam • antresol24.ru • aplan.ru • arenda-shater.ru • arenda-tentov.ru • art-critic.ru • art-pl.ru • aspectrum.ru • assenizator-mtk.ru • auction-rusenamel.ru • aviapoisk.ru • Avtovoronka.su • azimutpro.ru • backpacks.ru • Balongaz.
ru • 360support.ru • 3d-format.ru • 90is.ru • гбу-жилищник.москва • заказпечати.рф • золотороссии.рф • интернет-на-дачу.рф • инфо-предприятие.рф • к-700.рф • купить-орех.рф • Лаборатория пара • меховойвек.рф • Мир ЧПУ • ремонт-велосипедов.москва • remont_posudomoechnyh_mashin_n1 • россейф.рф • Руконтект • складмск.рф • Сладкий Бутик • Территория информации • тряпкин.рф • шуйские.рф • a-contract.ru • aclon-russia.ru • advertapp.ru • adkom.ru • adidas-yeezy-official.com • aero-control.ru • agastone.ru • amurska.ru • agilie.com • agpgroup.ru • agrg.ru • agro-market24.ru • agrogrunt.ru • air-part.ru • airpesok.ru • aivix.com • ajur-shop.ru • aksatekmetal.ru • allcon.pro • altgroup.ru • amilano.de • ankoli.ru • anrotech.ru • antic-war.ru • anticorprotection.com • Antihlam • antresol24.ru • aplan.ru • arenda-shater.ru • arenda-tentov.ru • art-critic.ru • art-pl.ru • aspectrum.ru • assenizator-mtk.ru • auction-rusenamel.ru • aviapoisk.ru • Avtovoronka.su • azimutpro.ru • backpacks.ru • Balongaz. ru • bazaemail.ru • bazageroev.ru • begeton.com • biospectrum.shop • bkclean.ru • bibus.ru • bio-grunt.ru • blms.ru • bon-invest.ru • boomtorg.ru • bonaparte16.ru • bootslab.ru • Boxpres.ru • bridgescorp.ru • business-mama.ru • businesstg.ru • butik-parfum.ru • bwt.ru • c-tt.shop • cakeup24.ru • cashback-service.su • cavevo.ru • centrattek.ru • cheaptool.ru • chintaka.ru • chistimvse.ru • clego.ru • coatsystems.ru • corpdidi.ru • creativegroup.pro • cs-garant.ru • cvetok58.ru • dariol.ru • detaliurala.ru • dobropost.com • dost-zapchasti.ru • dvapilota.com • east-group.net • eco1.ru • ecodemontaj.ru • ecoraznos.ru • Ecote.ru • eisupport.ru • eks-libris.ru • elka.me • elmagia.ru • ellittattoo.ru • empirehall.com.ua • etiketki24.ru • evasecret.ru • evro-market.ru • expert-rtuti.ru • exportv.ru • fabrica-idey.ru • femalesale.ru • fenix-d.ru • filmebel.ru • filtorg.ru • fivel.ru • flawery.ru • fotobam.ru • fssprus.net • Funlight • g-standard.ru • galereya-novosibirsk.ru • galleryk.ru • gidro-teh.
ru • bazaemail.ru • bazageroev.ru • begeton.com • biospectrum.shop • bkclean.ru • bibus.ru • bio-grunt.ru • blms.ru • bon-invest.ru • boomtorg.ru • bonaparte16.ru • bootslab.ru • Boxpres.ru • bridgescorp.ru • business-mama.ru • businesstg.ru • butik-parfum.ru • bwt.ru • c-tt.shop • cakeup24.ru • cashback-service.su • cavevo.ru • centrattek.ru • cheaptool.ru • chintaka.ru • chistimvse.ru • clego.ru • coatsystems.ru • corpdidi.ru • creativegroup.pro • cs-garant.ru • cvetok58.ru • dariol.ru • detaliurala.ru • dobropost.com • dost-zapchasti.ru • dvapilota.com • east-group.net • eco1.ru • ecodemontaj.ru • ecoraznos.ru • Ecote.ru • eisupport.ru • eks-libris.ru • elka.me • elmagia.ru • ellittattoo.ru • empirehall.com.ua • etiketki24.ru • evasecret.ru • evro-market.ru • expert-rtuti.ru • exportv.ru • fabrica-idey.ru • femalesale.ru • fenix-d.ru • filmebel.ru • filtorg.ru • fivel.ru • flawery.ru • fotobam.ru • fssprus.net • Funlight • g-standard.ru • galereya-novosibirsk.ru • galleryk.ru • gidro-teh. com • giftpack.ru • gk-sk.ru • glassio.su • glazgo-video.ru • glonasss.com • gmash.ru • gofroline.ru • goldadvert.com • goldsnail.ru • Grandemoda.ru • grand-com.ru • grillhousestore.ru • gudzone.ru • handmademart.net • hardcases.ru • hawk.ru.com • help2site.ru • hobbystart.ru • hockeybezgranic.ru • holichtoys.com • horoshomall.ru • hottelecom.net • idealfloristika.ru • ikarm.ru • impod.ru • iney-cleaning.ru • infodesign.ru • inventrade.ru • invest2uk.ru • ip-center.net • isa-access.ru • itecorp.ru • izgotovlenie-pechatey.moscow • izolna.ru • japanwatch.ru • kamerarf.ru • kamindom.ru • kaprom.ru • karbix.ru • kashpo.store • kassopttorg.ru • kasugai.ru • kaup24.ee • kerner.ru • kidburg.ru • kino-party.ru • Kino-tovary.ru • klik-rostov.ru • klimatikum.ru • komandirskie.com • konder.kg • koordinator24.ru • kpi.ru • krohn.ru • led-svetilniki.ru • liftplast.ru • lillashop.com • line56.org • lingvoservice.ru • lisov.ru • lizantan.com • lucky.online • m-logist.ru • magistral58.ru • magos-zavod.
com • giftpack.ru • gk-sk.ru • glassio.su • glazgo-video.ru • glonasss.com • gmash.ru • gofroline.ru • goldadvert.com • goldsnail.ru • Grandemoda.ru • grand-com.ru • grillhousestore.ru • gudzone.ru • handmademart.net • hardcases.ru • hawk.ru.com • help2site.ru • hobbystart.ru • hockeybezgranic.ru • holichtoys.com • horoshomall.ru • hottelecom.net • idealfloristika.ru • ikarm.ru • impod.ru • iney-cleaning.ru • infodesign.ru • inventrade.ru • invest2uk.ru • ip-center.net • isa-access.ru • itecorp.ru • izgotovlenie-pechatey.moscow • izolna.ru • japanwatch.ru • kamerarf.ru • kamindom.ru • kaprom.ru • karbix.ru • kashpo.store • kassopttorg.ru • kasugai.ru • kaup24.ee • kerner.ru • kidburg.ru • kino-party.ru • Kino-tovary.ru • klik-rostov.ru • klimatikum.ru • komandirskie.com • konder.kg • koordinator24.ru • kpi.ru • krohn.ru • led-svetilniki.ru • liftplast.ru • lillashop.com • line56.org • lingvoservice.ru • lisov.ru • lizantan.com • lucky.online • m-logist.ru • magistral58.ru • magos-zavod. ru • maproint.ru • Mastergard.ru • matrasmall.ru • matu.me • maxys.ru • mediarik.ru • megatechnika.ru • melotto-jewelry.ru • metadiv.ru • metall-form.ru • metrcons.ru • mevy.ru • mirkvartir.ru • mirxl.ru • mnogopak.ru • moi-tvoi.ru • moremall.ru • moreon-invest.ru • mos-montage.ru • mosoblreclama.ru • mos-obl-ses.ru • mossharik.ru • mosvodokanal.com • MTFORCE • multicom.ru • muslim-product.ru • NataliGifts • nevozrast.ru • ng-logistic.ru • nike-air-jordan1.com • nlsklad.ru • nottabelle.com • npo-diod.com • nporusgidro.com • numizmat.ru • obzorved.com • obzorytovarov.ru • oceania.ru • odevalo4ka.ru • offshore.su • ok-stanok.ru • okocrm.com • okskie-nozhi.ru • olala-penza.ru • olgapak.ru • omexpro.ru • ops-krasnodar.ru • optaks.ru • optcable.ru • opticspb.ru • optimatest.ru • oscomp.ru • otido-group.ru • otsenka-ikon.com • outsourcing-kadrov.ru • packandgo.ru • pallet-trucks.ru • pansionat-plus.ru • Partner Company • pechati-metro.ru • Penzakonditer.ru • personagrata-spb.ru • plastimet.ru • playprint.
ru • maproint.ru • Mastergard.ru • matrasmall.ru • matu.me • maxys.ru • mediarik.ru • megatechnika.ru • melotto-jewelry.ru • metadiv.ru • metall-form.ru • metrcons.ru • mevy.ru • mirkvartir.ru • mirxl.ru • mnogopak.ru • moi-tvoi.ru • moremall.ru • moreon-invest.ru • mos-montage.ru • mosoblreclama.ru • mos-obl-ses.ru • mossharik.ru • mosvodokanal.com • MTFORCE • multicom.ru • muslim-product.ru • NataliGifts • nevozrast.ru • ng-logistic.ru • nike-air-jordan1.com • nlsklad.ru • nottabelle.com • npo-diod.com • nporusgidro.com • numizmat.ru • obzorved.com • obzorytovarov.ru • oceania.ru • odevalo4ka.ru • offshore.su • ok-stanok.ru • okocrm.com • okskie-nozhi.ru • olala-penza.ru • olgapak.ru • omexpro.ru • ops-krasnodar.ru • optaks.ru • optcable.ru • opticspb.ru • optimatest.ru • oscomp.ru • otido-group.ru • otsenka-ikon.com • outsourcing-kadrov.ru • packandgo.ru • pallet-trucks.ru • pansionat-plus.ru • Partner Company • pechati-metro.ru • Penzakonditer.ru • personagrata-spb.ru • plastimet.ru • playprint. ru • pochinil.ru • podshipniki-optom.ru • podshipnikru.ru • podsnab.ru • pokrovka45.ru • polimertechprom.com • polis812.ru • posterline.biz • post-konverty.ru • pro-dezservice.ru • proflingva.ru • prom-komplect.ru • pselectro.ru • psiholog-dlya-menya.msk.ru • puls-kkm.ru • Raisins • ralzo.ru • redutsb.ru • reverafashion.ru • rospromsnab.com • rosreestr.net • rossertcentr.ru • Royallash.com • rozavam.ru • ru.ecb.bz • rus-bochka.ru • rus-doska.com • safetyarea.ru • santeh-mos.ru • santech-control.ru • satom.ru • satoshop.ru • savial.ru • scanberry.ru • schoolstyle.ru • septolit.ru • service-conditioners.pro • sevenlepestok.ru • shale.msk.ru • shashel.net • shipbox.us • Shop220.ru • sila-syltana.ru • sim-trade.ru • sintsec.ru • sip-store.ru • skazkindom.ru • skgsk.ru • skupka.pro • slamdunk.shop • snegovik.ru • so-spa.ru • sotsignal.ru • souzimport.ru • spb.gruzovaya-telezhka.ru • specialty-coffee.pro • spektr-m.spb.ru • sputnikmarket.ru • stanok-kpo.ru • star-carpet.ru • stillmiracle.
ru • pochinil.ru • podshipniki-optom.ru • podshipnikru.ru • podsnab.ru • pokrovka45.ru • polimertechprom.com • polis812.ru • posterline.biz • post-konverty.ru • pro-dezservice.ru • proflingva.ru • prom-komplect.ru • pselectro.ru • psiholog-dlya-menya.msk.ru • puls-kkm.ru • Raisins • ralzo.ru • redutsb.ru • reverafashion.ru • rospromsnab.com • rosreestr.net • rossertcentr.ru • Royallash.com • rozavam.ru • ru.ecb.bz • rus-bochka.ru • rus-doska.com • safetyarea.ru • santeh-mos.ru • santech-control.ru • satom.ru • satoshop.ru • savial.ru • scanberry.ru • schoolstyle.ru • septolit.ru • service-conditioners.pro • sevenlepestok.ru • shale.msk.ru • shashel.net • shipbox.us • Shop220.ru • sila-syltana.ru • sim-trade.ru • sintsec.ru • sip-store.ru • skazkindom.ru • skgsk.ru • skupka.pro • slamdunk.shop • snegovik.ru • so-spa.ru • sotsignal.ru • souzimport.ru • spb.gruzovaya-telezhka.ru • specialty-coffee.pro • spektr-m.spb.ru • sputnikmarket.ru • stanok-kpo.ru • star-carpet.ru • stillmiracle. com • stiralservis.ru • stirkashtor.ru • stmetr.ru • stmwater.ru • stocktan.ru • Strobbs • strunki.ru • studiofloristic.ru • supermarketsveta.ru • svcnet.ru • svetofor-magazin.ru • svetoroom.ru • sistemy48.ru • szma.com • taggerd.su • tankiz.com • tdkarusel.ru • tdsevcable.ru • tea-homenn.ru • tehnomarkt.com • tekhnik.top • teleremont.pro • terrafrigo.ru • tesk.pro • testomes.org • texnogaz.ru • time9.ru • tkaniopt-glamur.ru • tochkastyle.ru • Togiya • topcheese.ru • topkvestov.ru • torgkomplekt.ru • tp-seti.ru • tpsre.ru • truewater.ru • tulavar.com • tvoiaromat.ru • u-mac.ru • ucmsgroup.ru • uniflex.su • v-kip.com • vashklimat.com • ventcub.ru • vesna-trk.ru • villageclub.ru • virginmg.com • vivoz-musora.site • vcentrespb.ru • vodo-proekt.ru • vskrytie-zamok.ru • vzlate.ru • water.ru • win-store.biz • Wool Store • workspace.ru • worldsharik.ru • wp-art.ru • WR Group • www-ugg.ru • xrustalik.ru • yes-upak.ru • zamania.ru • zaovivas.ru • zaryada.net • zavodolymp.ru • zibrof.ru • ziplife.
com • stiralservis.ru • stirkashtor.ru • stmetr.ru • stmwater.ru • stocktan.ru • Strobbs • strunki.ru • studiofloristic.ru • supermarketsveta.ru • svcnet.ru • svetofor-magazin.ru • svetoroom.ru • sistemy48.ru • szma.com • taggerd.su • tankiz.com • tdkarusel.ru • tdsevcable.ru • tea-homenn.ru • tehnomarkt.com • tekhnik.top • teleremont.pro • terrafrigo.ru • tesk.pro • testomes.org • texnogaz.ru • time9.ru • tkaniopt-glamur.ru • tochkastyle.ru • Togiya • topcheese.ru • topkvestov.ru • torgkomplekt.ru • tp-seti.ru • tpsre.ru • truewater.ru • tulavar.com • tvoiaromat.ru • u-mac.ru • ucmsgroup.ru • uniflex.su • v-kip.com • vashklimat.com • ventcub.ru • vesna-trk.ru • villageclub.ru • virginmg.com • vivoz-musora.site • vcentrespb.ru • vodo-proekt.ru • vskrytie-zamok.ru • vzlate.ru • water.ru • win-store.biz • Wool Store • workspace.ru • worldsharik.ru • wp-art.ru • WR Group • www-ugg.ru • xrustalik.ru • yes-upak.ru • zamania.ru • zaovivas.ru • zaryada.net • zavodolymp.ru • zibrof.ru • ziplife. ru • Zupper.ru
ru • Zupper.ru |
История токарного дела
Анна Феоктистова
От ручного труда к машинному.
“
…Сделав несколько кругов, он снял ногу с педали станка, обтер стамеску, кинул ее в кожаный карман, приделанный к станку, и, подойдя к столу, подозвал дочь…
Цитата из романа Л.Н. Толстого «Война и мир», повествование о князе Николае Болконском
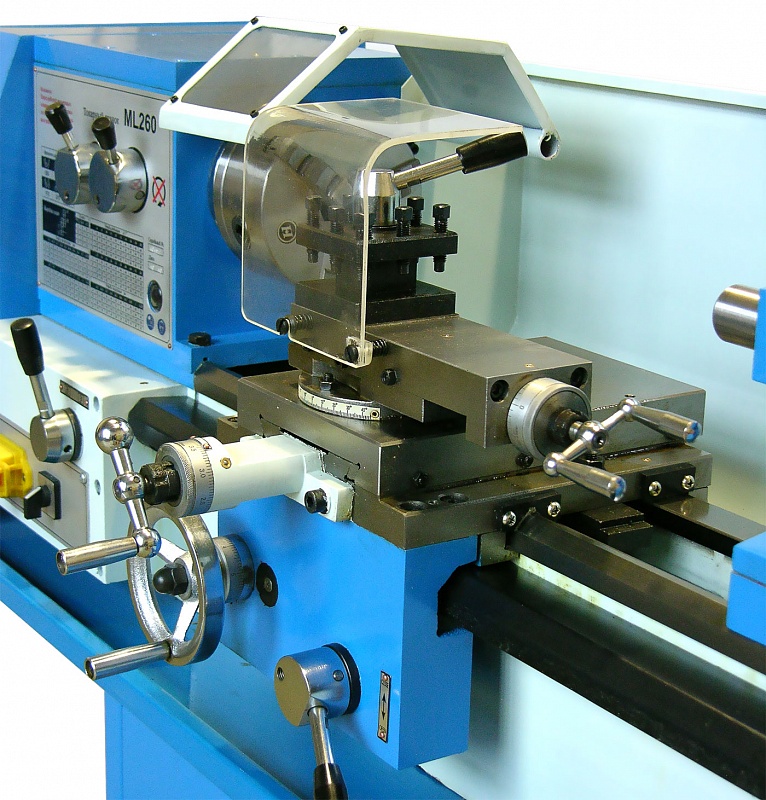
Устройство токарного станка
На токарном станке создаются тела вращения – балясины, конусные ножки, чаши, миски, наши светильники. Поэтому основной принцип работы станка – вращение заготовки вокруг своей оси. Резцом вручную (или автоматически на ЧПУ) снимается лишний материал и придается нужная форма.
1. Станина – каркас, на котором всё держится. Он должен быть прочным и тяжелым. В древние века его делали из дерева, современные станки оснащены чугунной или стальной станиной.
2 и 3. Передняя и задняя бабки. Это центра, между которыми зажимается заготовка. Они расположены на станине. Передняя бабка (или шпиндель) обычно с четырьмя шипами, жестко фиксирует будущее изделие в станке. Она передает вращение на заготовку. Задняя – подпирает заготовку с противоположной стороны. Эти элементы изготавливаются из металла.
Они расположены на станине. Передняя бабка (или шпиндель) обычно с четырьмя шипами, жестко фиксирует будущее изделие в станке. Она передает вращение на заготовку. Задняя – подпирает заготовку с противоположной стороны. Эти элементы изготавливаются из металла.
4. Подручник или резцедержатель. На него опирается резец при работе. В старину делали из дерева, в настоящее время из чугуна. Важное изобретение сделал Нартов в Петровские времена. Он изобрел суппорт – устройство для крепления и перемещения резца вдоль заготовки. Это позволило сделать обработку более точной, а также копировать изделия. Суппорт используется обычно на металлообрабатывающих станках, где нужна высокая точность.
5. Приводной механизм. Главный вопрос — как вращать заготовку? Сейчас это электродвигатель с ременными передачами. История станков повествует о ручном и ножном вращении с помощью тетивы лука или жерди, о водяных колесах, паровых двигателях. И еще множество способов было придумано людьми!
6.![]() Резцы. Для наружной обработки используются плоские и полукруглые стамески из стали. Для внутренней — специальный резец «крючок».
Резцы. Для наружной обработки используются плоские и полукруглые стамески из стали. Для внутренней — специальный резец «крючок».
Что и как вытачивали на Руси
В основном на Руси на токарных станках изготавливали посуду – миски и чашки. В качестве материала использовали дерево или слоновую кость. В процессе археологических раскопок в России находят изделия из кости, датируемые 10 веком. Всё это говорит о раннем освоении токарного дела.
Любопытно, что заготовки закрепляли не продольно волокнам, а поперек. Т.е. волокна дерева не совпадали с осью вращения. Такой способ называется пластинчатым или тангенальным. Известно, что бревно при высыхании растрескивается к центру ствола. Поэтому ствол продольно раскалывали на баклуши (большие куски). И при обработке ядро дерева не использовалось. Так посуда была прочной, долговечной и не растрескивалась.
Сам процесс резания не изменился за многие века. Снаружи заготовка обрабатывается плоской или полукруглой стамеской, а внутри специальным резаком. В простонародье называется «крючок» и выглядит он так же. И если всевозможные плоские стамески сейчас без проблем можно купить в магазине, то «крючок» делает кузнец, как и несколько веков назад. Его использовали и в 13 веке и до сих пор ничего более технологичного не придумали для внутренней обработки. Мы так же используем его в производстве.
В простонародье называется «крючок» и выглядит он так же. И если всевозможные плоские стамески сейчас без проблем можно купить в магазине, то «крючок» делает кузнец, как и несколько веков назад. Его использовали и в 13 веке и до сих пор ничего более технологичного не придумали для внутренней обработки. Мы так же используем его в производстве.
Резец для внутренней обработки «крючок»
Процесс внутренней обработки на токарном станке
Сейчас, чтобы обработать заготовку внутри, используются планшайбы и кулачковые патроны. Они позволяют закрепить заготовку с одной стороны и полноценно вырабатывать углубления вовнутрь. В древности такого не было. Поэтому заготовку фиксировали в двух центрах. Обтачивали снаружи, затем внутри насколько это возможно. Оставалась конусовидная бобышка по центру, на которой держалась заготовка. Затем их вручную срезали. Целую деревянную посуду археологи находят редко. Она плохо сохранилась до наших дней. Зато такие бобышки, которые были отходами, прекрасно сохранились. По ним и можно судить о развитии токарного мастерства.
По ним и можно судить о развитии токарного мастерства.
История изобретения токарного станка
Первые токарные работы осуществлялись так: один человек (раб) вращал заготовку, второй (мастер) резаком обтачивал ее. Упоминания о таком способе найдены в Египте и датируются 7 веком до н.э. Материалами для токарной обработки часто служили дерево, слоновая кость или камень.
Позднее появились лучковые станки. Каркас был собран из дерева. Они вращались с помощью тетивы лука. Ее оборачивали вокруг деревянной заготовки. И совершая движения туда-сюда, как если бы вы пилили, заготовку приводили в движение.
Еще позднее в 14-15 веках усовершенствовали станок ножной педалью. Вращение всё так же происходило через тетиву лука или жердь.
Минусом всех этих решений было то, что заготовка сначала вращалась в одну сторону, а потом в другую. И нужно было ждать. Это существенно замедляло и без того небыстрый процесс.
Большим шагом вперед стало изобретение кривошипно-шатунного механизма в первой половине 15 века. Теперь возвратно-поступательное движение педали превращалось во вращательное. Заготовка стала вращаться всегда в одну сторону, пока мастер нажимает на педаль. По такому принципу, кстати, были устроены советские ножные швейные машины.
Теперь возвратно-поступательное движение педали превращалось во вращательное. Заготовка стала вращаться всегда в одну сторону, пока мастер нажимает на педаль. По такому принципу, кстати, были устроены советские ножные швейные машины.
Токарный станок Петра Ⅰ, сконструирован А.К. Нартовым
Фрагмент токарного станка А.К. Нартова
В 17-18 веках в Европе и России токарное дело стало одним из самых модных увлечений светского общества! В том числе Петр Ⅰ был большим поклонником токарного дела, имел свою мастерскую, в которой мог провести весь день. Учителем царя стал Андрей Константинович Нартов – великий ученый, механик и виртуозный токарь. Именно он вывел токарное дело на новый уровень, изобрел копировальный и токарно-винторезный станок. На тот момент аналогов не существовало в мире.
Токарные станки в эпоху научно-технической революции и 20 века
Начиная с середины 16 века для токарных станков по металлу использовалась энергия водяного колеса.
В первой половине 19 века шотландский предприниматель Роберт Дэвидсон изобрел электродвигатель, который в том числе устанавливал и на токарный станок. Но не найдя финансирования, Роберт вернулся к своему бизнесу в области химии.
А в 1889 г. выходец из России Михаил Осипович Доливо-Добровольский изобрел и получил патент на трехфазный асинхронный двигатель. В России применение он нашел только после 1917 года. Эти двигатели и сейчас повсеместно используются в станкостроении.
К середине 20 века стало понятно, что уже недостаточно существующей производительности станков. Так в США в 50-х годах изобретаются первые станки с ЧПУ. В СССР первые токарно-винторезные станки с ЧПУ появились 60-х годах 20 века.
ЧПУ станки преобладали в сфере металлообработки, где необходима высокая точность. Деревообработка не так была развита в промышленных масштабах и по-прежнему использовался ручной труд.
От истории к нашим дням
Машиностроение вырвалось далеко вперед. Часто используются станки с ЧПУ. Но ручной труд
Часто используются станки с ЧПУ. Но ручной труд
по-прежнему остается востребованным.
Станки с ЧПУ используются по дереву, если необходимо сделать наружную обработку. Это быстрее, точнее и позволяет сделать все детали одинаковыми. Например, если речь идет о балясинах.
Внутреннюю обработку чаши проще и быстрее сделать вручную. ЧПУ станок для таких операций дорогостоящий и нецелесообразный. Ведь ему нужно устанавливать пятую ось и прописывать сложный алгоритм работы.
Приведём в пример фабрику «Семёновская Хохлома» в Нижегородской области. По сей день десятки мастеров на фабрике вручную вытачивают из липы чаши, вазы и миски. И делают это настолько мастерски и быстро, что невозможно отвести взгляд!
Список ресурсов
В.В. Данилевский «Нартов», печатное издание 1960 г.
Статья Википедия. Токарный станок
Статья Википедия Асинхронная машина
Статья Википедия. «Дэвидсон, Роберт»
Статья «История токарного станка»
Фотографии станка Нартова
Monday, July 22
Подвесные светильники Хвоя
Какую функцию выполняют, где и как их использовать? Наши советы применимы к большинству подвесных светильников. Поэтому будут полезны всем!
Поэтому будут полезны всем!
Friday, July 5
История создания Хвои
Вкратце о том, как появились светильники Хвоя. Рассказывает основатель проекта, дизайнер Анна Феоктистова.
| К другим заметкам |
| На главную |
| В начало страницы |
| Комментарии |
Токарный станок. Леонардо да Винчи [Настоящая история гения]
Токарный станок. Леонардо да Винчи [Настоящая история гения]
ВикиЧтение
Леонардо да Винчи [Настоящая история гения]
Алферова Марианна Владимировна
Содержание
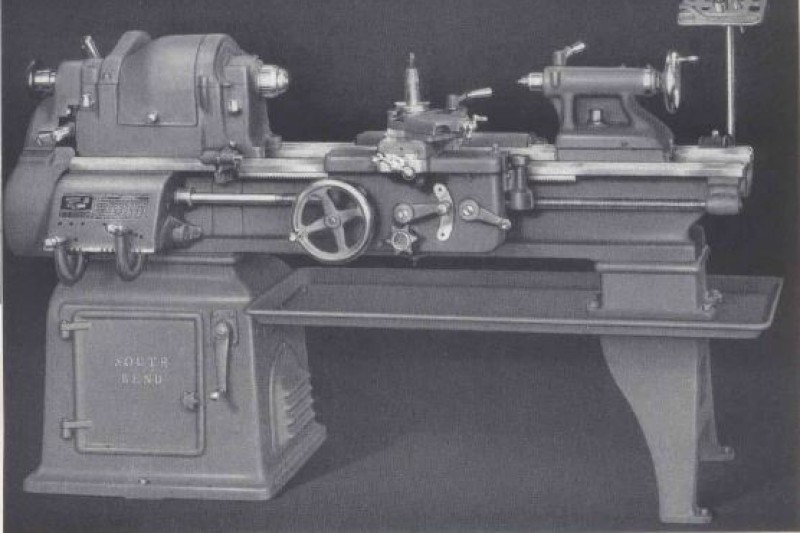
Токарный станок
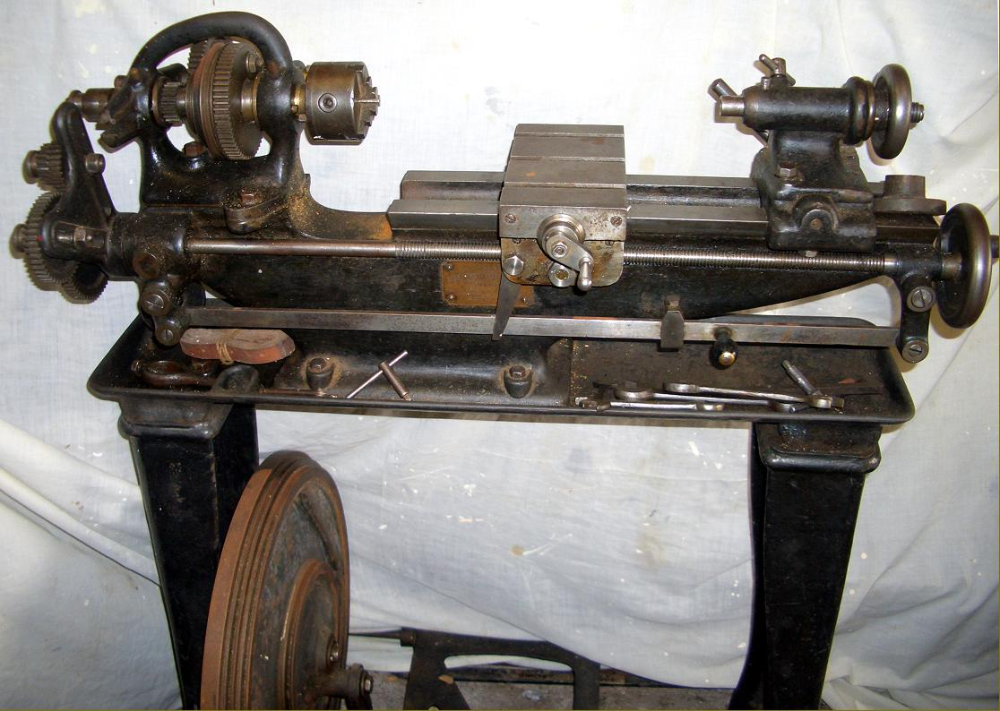
Токарный станок того времени выглядел довольно примитивно. Основание «станка» – деревянная скамейка вместо современной станины. На этой скамейке-станине находилось две бабки, соединенные бруском, служившим опорой для резца. Передняя бабка станка служила для поддержания деталей и передачи движения, задняя – только для того, чтобы поддерживать деталь. Наличие бруска избавляло токаря от необходимости держать резец на весу. Однако резец все равно приходилось держать в руках – таких механизмов, как суппорт, в котором закрепляют резцы в современных токарно-винторезных станках, в то время еще не было. Детали станка изготовлялись из дерева. Над станком свешивалась укрепленная на столбе гибкая жердь, к ее концу прикреплялась веревка. Веревка обвивалась вокруг вала, спускалась вниз и привязывалась к деревянной педали. Нажимая на педаль, токарь приводил во вращение деталь. Когда токарь отпускал педаль, гибкая жердь тянула веревку назад. При этом заготовка вращалась в обратную сторону, так что токарю приходилось попеременно то прижимать, то отодвигать резец. Леонардо решил применить в станке маховое колесо, создающее инерционность движения заготовки, зажатой в центрах, то есть попросту обеспечивающее равномерное вращение заготовки, что очень важно для обработки деталей.
Передняя бабка станка служила для поддержания деталей и передачи движения, задняя – только для того, чтобы поддерживать деталь. Наличие бруска избавляло токаря от необходимости держать резец на весу. Однако резец все равно приходилось держать в руках – таких механизмов, как суппорт, в котором закрепляют резцы в современных токарно-винторезных станках, в то время еще не было. Детали станка изготовлялись из дерева. Над станком свешивалась укрепленная на столбе гибкая жердь, к ее концу прикреплялась веревка. Веревка обвивалась вокруг вала, спускалась вниз и привязывалась к деревянной педали. Нажимая на педаль, токарь приводил во вращение деталь. Когда токарь отпускал педаль, гибкая жердь тянула веревку назад. При этом заготовка вращалась в обратную сторону, так что токарю приходилось попеременно то прижимать, то отодвигать резец. Леонардо решил применить в станке маховое колесо, создающее инерционность движения заготовки, зажатой в центрах, то есть попросту обеспечивающее равномерное вращение заготовки, что очень важно для обработки деталей. К слову, резцы того времени (речь идет об обработке дерева) почти не отличались от современных собратьев.
К слову, резцы того времени (речь идет об обработке дерева) почти не отличались от современных собратьев.
У Леонардо есть еще одна конструкция станка – небольшой токарный станок опять же с маховиком, где движение от педали передается через кривошип на коленчатый вал.
Для создания новых механизмов требовалась нарезка винтовой резьбы – помните, такие механизмы не раз встречаются в машинах Леонардо. Наружную резьбу на винте в то время выпиливали с помощью напильника. А как выпиливать – намечали с помощью бумажной ленты, которую оборачивали вокруг заготовки. Леонардо рассчитал шаг резьбы как четвертую часть от диаметра стержня и предложил нарезать резьбу на токарном станке. Именно для этого он и занялся созданием механизма, который бы мог обеспечить равномерное вращение заготовке.
Еще одно нововведение да Винчи – плавающая винторезная оправка.
К сожалению, полностью станок Леонардо так и не был построен.
Данный текст является ознакомительным фрагментом.
Печатный станок
Печатный станок
Разумеется, все вы знаете, что печатный станок изобрел Иоганн Гуттенберг. В пятнадцатом веке многие города обзаводятся своими печатными дворами. Появились печатни и во Флоренции – как раз во времена Леонардо, около 1470 года.Но да Винчи не мог пройти мимо
В. САФОНОВ НАРТОВ – ТОКАРНЫЙ МАСТЕР
В. САФОНОВ
НАРТОВ – ТОКАРНЫЙ МАСТЕР
Это будет рассказ об удаче. Немного их случалось на старой Руси! И самая удача вышла относительной.Все же то была удача.Шло время ярой и крутой ломки. Тогда удачи стали чаще, чем были раньше и чем будут еще долго потом. Именно в это время
У каждого свой печатный станок
У каждого свой печатный станок
Почтенного возраста служащий Центральной государственной кассы сидел за барьером, обменивая банкноты, которые время от времени протягивали ему посетители. Человек, стоявший снаружи, просовывал в окошко все новые и новые листы рублевых
Человек, стоявший снаружи, просовывал в окошко все новые и новые листы рублевых
№ 6 А. И. Брайкиной 19 июля 1930 г. Станок Мельничная Дуруханский край[69]
№ 6
А. И. Брайкиной
19 июля 1930 г. Станок Мельничная Дуруханский край[69]
Милость Божия буди с Вами, глубокоуважаемая Александра Ивановна!По милости Божией я благополучно добрался до Назначенного мне места. До октября мой адрес: Н. Туруханск, Туруханский край, станок
№ 8 А. И. Брайкиной 29 сентября 1930 г. Станок Мельничная, Туруханский край[74]
№ 8
А. И. Брайкиной
29 сентября 1930 г. Станок Мельничная, Туруханский край[74]
16/29–IХ-30
Милость Божия буди с Вами, родная моя Александра Ивановна!Всем сердцем соскорблю Вам. Я хорошо понимаю, как сугубо тяжело сознавать себя одинокой, находясь среди людей. Уж лучше
№ 9 А.
 И. Брайкиной 3 декабря 1930 г.[83] Станок Мельничная, Туруханский край[84]
И. Брайкиной 3 декабря 1930 г.[83] Станок Мельничная, Туруханский край[84]
№ 9
А. И. Брайкиной
3 декабря 1930 г.[83] Станок Мельничная, Туруханский край[84]
Канун Введения во храм Пр[есвятой] Богор[одицы]
Милость Божия буди с Вами, родная моя Александра Ивановна!Ваше письмо от 11 сентября я получил с последней летней почтой. Получил и три рубля.
№ 10 А. И. Брайкиной 15 января 1931 г.[85] Станок Мельничная Дуруханский край[86]
№ 10
А. И. Брайкиной
15 января 1931 г.[85] Станок Мельничная Дуруханский край[86]
Милость Божия буди с Вами, родная моя Александра Ивановна!Спасибо Вам великое за Ваше письмо, за сочувствие горю моему Особенно же благодарю Вас за то, что и Вы подвиглись из Коврова на погребение
№ 11 А. И. Брайкиной 2 февраля 1931 г. Станок Мельничная, Туруханский край[89]
№ 11
А. И. Брайкиной
И. Брайкиной
2 февраля 1931 г. Станок Мельничная, Туруханский край[89]
20–I/2-II 31
Милость Божия буди с Вами, родная моя Александра Ивановна!С предшествующей почтой я послал Вам письмо, раньше было послано еще два письма. Сейчас пишу коротенько, за что прошу простить меня.
№ 12 А. И. Брайкиной 15 февраля 1931 г.[91] Станок Мельничная, Туруханский край[92]
№ 12
А. И. Брайкиной
15 февраля 1931 г.[91] Станок Мельничная, Туруханский край[92]
Праздник Сретения Господня
Милость Божия буди с Вами, родная моя Александра Ивановна!В праздник св. Иоанна Златоуста получил я два Ваших письма: одно, писанное в день Казанской ик[оны] Б[ожией]
№ 13 А. И. Брайкиной Не ранее 12 апреля — не позднее 6 мая 1931 г.[96] Станок Мельничная, Туруханский край[97]
№ 13
А. И. Брайкиной
Не ранее 12 апреля — не позднее 6 мая 1931 г. [96] Станок Мельничная, Туруханский край[97]
[96] Станок Мельничная, Туруханский край[97]
Христос воскресе!Сердечно приветствую Вас, родная моя Александра Ивановна, со Светлым праздником и с приближающимся днем ангела Вашего. Сам Господь и Его святая
№ 14 А. И. Брайкиной 14 июля 1931 г. Станок Мельничная, Туруханский край[99]
№ 14
А. И. Брайкиной
14 июля 1931 г. Станок Мельничная, Туруханский край[99]
1/14–VII-31
Милость Божия буди с Вами, родная моя Александра Ивановна!Как рад я, что мое именинное поздравление пришло к Вам ко времени. Хорошо, что я не послушался Вас и не стал ждать нового адреса. Ваше
№ 15 А. И. Брайкиной 17 июля 1931 г.[102] Станок Мельничная, Туруханский край[103]
№ 15
А. И. Брайкиной
17 июля 1931 г.[102] Станок Мельничная, Туруханский край[103]
Канун праздника преп. Сергия
Милость Божия буди с Вами, родная моя Александра Ивановна!Сейчас вечером получил Вашу застрявшую посылочку пасхальную и письмо от 1/14 июня. Спаси Вас Господи. Спешу
Спаси Вас Господи. Спешу
№ 17 А. И. Брайкиной 5 сентября 1931 г. Станок Мельничная, Туруханский край[112]
№ 17
А. И. Брайкиной
5 сентября 1931 г. Станок Мельничная, Туруханский край[112]
23-VIII-31
Отдание Успения Пр[есвятой] Богородицы
Милость Божия буди с Вами, родная моя Александра Ивановна!Вчера получил Ванну посылочку. Спаси Вас Господи. Особенно рад был службе Софии Премудрости
Что такое швейцарский токарный станок?
Швейцарский токарный станок представляет собой токарный станок, в котором удерживающий механизм или цанга утоплены за направляющей втулкой. Швейцарские токарные станки также широко известны как швейцарские винтовые станки, швейцарские автоматические токарные станки или швейцарские токарные центры. Швейцарский токарный станок отличается от традиционных токарных станков тем, что удерживающий механизм или цанга, которая удерживает прутковую заготовку, не будут подвергаться непосредственному воздействию станины токарного станка и инструмента. Эта конкретная конфигурация обеспечивает этому конкретному станку ряд преимуществ по сравнению с токарными станками традиционного типа.
Эта конкретная конфигурация обеспечивает этому конкретному станку ряд преимуществ по сравнению с токарными станками традиционного типа.
Преимущества токарного станка Swiss перед традиционными токарными станками
во многом связаны с тем, что в нем используется направляющая втулка
. Направляющая втулка предназначена для обеспечения дополнительной поддержки материала заготовки
при механической обработке или токарной обработке детали. Эта направляющая втулка
установлена плотно, но не плотно, чтобы окружить прутковые материалы.
Опора этого пруткового материала означает, что функции направляющей втулки
аналогичны функциям люнета на каретках
традиционных токарных станков.
Токарные станки швейцарского типа, как правило, имеют лучшую точность для деталей
, поскольку токарные операции будут выполняться вблизи направляющей втулки.
Направляющая втулка обеспечивает жесткость токарных деталей благодаря тому, что
очень небольшая часть заготовки будет открыта после того, как они покинут втулку
и до того момента, когда будут задействованы токарные инструменты.
Направляющая втулка обеспечивает значительную жесткость ложе, и эти типы станков
хорошо приспособлены для надежного удержания
допуск.
Еще одним преимуществом токарных станков швейцарского типа является то, что
они могут точить детали малого диаметра. В качестве альтернативы
они могут точить детали с большим отношением длины к диаметру. Вибрация
инструмента также сведена к минимуму за счет соприкосновения направляющей или инструментальной втулки
.
Как работает швейцарский токарный станок
В обычных токарных станках с фиксированными передними бабками заготовка
удерживается в цанге или патроне, который либо входит в
Ограждение машины в виде консоли. Другой способ —
, который будет поддерживаться на одном конце задней бабкой. Фактором
, отличающим швейцарские станки от других типов, является то, что
передняя бабка перемещается.
Это означает, что прутковая заготовка будет проходить через зажимную цангу
, расположенную в области передней бабки, на которой она будет закреплена.
Затем этот стержень выходит в зону обработки через направляющую втулку, которая
размещает этот стержень радиально во время обработки. Затем эта передняя бабка перемещается на
точное возвратно-поступательное движение в направлении z, взяв за собой стержень
.
Токарные инструменты, установленные на суппортах группы, вступают в контакт
с этим стержнем в непосредственной близости от направляющей втулки. Движение прутка
обеспечивает подачу, необходимую для резания. Направляющие группы
будут нести держатели для фиксированных одноточечных инструментов или любых других инструментов
и даже могут поддерживать движущиеся инструменты. Многие из этих станков используют
рабочих станций обратной обработки и вторичных шпинделей, а в некоторых случаях
или более, которая может нести дополнительные инструменты.
История швейцарского токарного станка
Швейцарская автоматика с ЧПУ признана современной и новейшей вещью
, однако прежние механические станки использовались уже более
века. В эпоху 1800-х годов индустриализация усилилась, что привело к потребности в взаимозаменяемых деталях, изготовленных с высокой точностью. Изобретатели того времени разработали
В эпоху 1800-х годов индустриализация усилилась, что привело к потребности в взаимозаменяемых деталях, изготовленных с высокой точностью. Изобретатели того времени разработали
необходимых технологий, чтобы удовлетворить эти требования.
В 1870 году был запатентован цанговый патрон, который позволял использовать
прутковый материал. Вскоре после этого в Швейцарии был создан самый первый из «подвижных» станков
шпиндельных бабок. Машины получили название
винтовых машин швейцарского типа, которые применялись в основном в часовом производстве
.
Примерно в 1960-х годах эти швейцарские станки начали использоваться во многих
других отраслях промышленности, а к 1970-м годам были выпущены первые версии ЧПУ.
Со временем выбор области инструментов стал включать банду
направляющие и револьверные головки, вторичные шпиндели и приводные инструменты. В 1980-х годах швейцарские станки
начали широко использоваться для производства деталей
для электронной и полупроводниковой промышленности.
В 1990-х годах были внесены усовершенствования в конструкцию органов управления и серводвигателей
, что привело к созданию более совершенных, быстрых и прочных станков
для производства деталей для аэрокосмической и медицинской промышленности
помимо обычных механических работ.
Мыслить по-другому в токарных станках с ЧПУ
Если сравнивать обычную токарную обработку с ЧПУ с обработкой с ЧПУ Swiss-type
, то обработка Swiss-type предлагает совсем другой опыт.
Программисты и операторы, которые переходят с одного типа на другой
, должны изменить свое представление о циклах обработки множеством
способов. Вот некоторые из этих отличий:
1. Негатив становится позитивом
На станках с ЧПУ типа Swiss движения по оси Z происходят от перемещения заготовки
против инструмента. Это конкретное изменение влияет на
природа смещения программирования. На обычных токарных станках припуск выступает на
из площади патрона на заданные длины.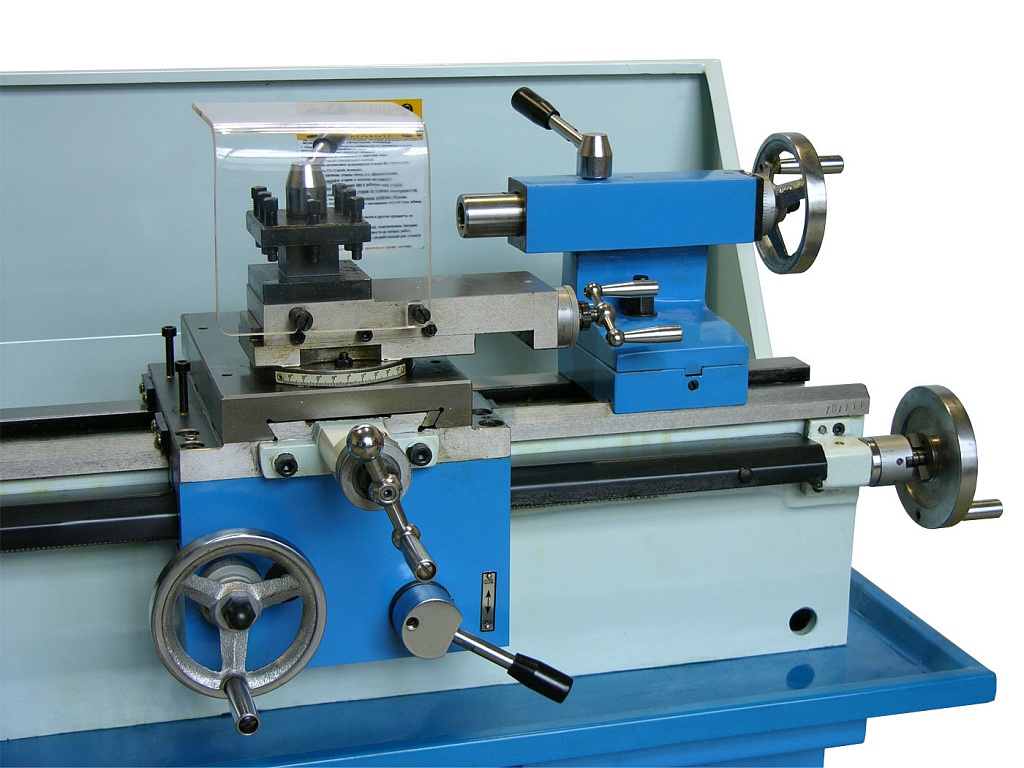 Поверхность этих частей
Поверхность этих частей
равна нулю Z, и все, что находится в этой части, будет Z отрицательным.
В отличие от швейцарских станков, токарные инструменты будут
неподвижны по мере продвижения ложи. Поверхность этих деталей имеет Z ноль
, как у обычных токарных станков, но все, что находится за пределами этих граней, будет Z
положительным. Эту разницу очень важно иметь в виду в 9Связь 0005 со смещениями по оси Z. Это означает, что при сверлении прохода на
глубже или увеличении длины токарной обработки требуется «минусовое» смещение на обычных токарных станках
, но потребуется «плюсовое» смещение на швейцарских станках.
2. Станок в сегментах
Порядок, относящийся к разрезам, которые происходят в цикле, также изменится
на швейцарский тип. На обычных токарных станках стандартом является чистовая токарная обработка
и черновая токарная обработка, когда станки имеют резьбу или наружный диаметр 9.0005 канавок для завершения детали. Это не то же самое, когда речь идет о
Это не то же самое, когда речь идет о
для швейцарских типов.
Это связано с тем, что длина направляющей втулки требует, чтобы часть
была разделена на секции, иначе прутковый материал может
выпасть из направляющей втулки при втягивании материала. Сегментация
обычно означает механическую обработку детали на секции размером около
0,750 дюйма, что является стандартизированным ориентиром для области втулки.
3. Очень важна направляющая втулка
Направляющая втулка известна как центральная часть машин швейцарского типа, и размер
имеет жизненно важное значение. Это означает, что использование направляющей втулки
неправильного размера для данной работы может привести к различным ошибкам концентричности
. Направляющая втулка также изготавливается из различных материалов
, включая механит, сталь и карбидную втулку. Это означает, что потенциальное взаимодействие
с материалами заготовки является еще одним очень важным фактором, который необходимо учитывать.
4. Масло вместо воды
Большинство станков швейцарского типа используют масло для своих смазочно-охлаждающих жидкостей
, а не воду. Это означает, что смазывающая способность будет в
раз выше. Преимущества масла включают отсутствие роста бактерий типа
, вызывающих запах, и предотвращение появления рук, похожих на чернослив, вызванных
воздействием охлаждающих жидкостей на водной основе на ежедневной основе.
Однако одним из основных недостатков по сравнению с водой является то, что масло не так эффективно рассеивает тепло. Это означает, что швейцарская машинная резка
может быстро нагреться в рабочей зоне. Это означает, что
оснащение этих машин системами пожаротушения является необходимостью, если
вы планируете производить без света.
5. Выдающиеся машинные циклы
Многие новые пользователи станков швейцарского типа вскоре меняют свое мнение о преимуществах этих станков
, когда они выполняют одну деталь за один цикл
, для чего обычно требовалось несколько станков или несколько операций. Токарные станки с ЧПУ стандартного типа
Токарные станки с ЧПУ стандартного типа
обычно имеют 3 или 4 оси. В то время как
Типы Swiss будут иметь 7 или более осей. Просмотр количества или работы, которую
можно выполнить намного быстрее с машиной в меньших рабочих зонах,
поразил многих сотрудников цеха, которые начинают использовать эти типы машин для
в самый первый раз.
6. Коррекция прогиба
Цель поддержки заготовки с помощью направляющей втулки состоит в том, чтобы
поддерживать точность на протяжении всего процесса обработки заготовки
.
Физические объекты, на которые действует любая сила, естественным образом
отклонить. Когда дело доходит до обычных токарных станков, когда силы резания
вызывают слишком большое отклонение, в большинстве случаев страдает точность, связанная с резом
. Общепринятым правилом для обычных токарных станков
является то, что при точении деталей, имеющих отношение длины к диаметру
больше 3:1, требуется задняя бабка для предотвращения любого чрезмерного отклонения
. Для передаточных чисел, превышающих 6:1, требуется
Для передаточных чисел, превышающих 6:1, требуется
люнет или устойчивый люнет, чтобы поддерживать центр
.0005 часть.
Если заготовку надежно удерживать за один конец, а затем толкнуть
в сторону за неподдерживаемый конец, заготовка
слегка согнется. При надавливании с такой же силой на более длинные заготовки заготовка
изгибается еще сильнее. Отклонение при заданной силе увеличится в
раз, когда куб расстояния от опоры до силы
будет удвоен по длине и в 8 раз больше этого прогиба. Это означает, что
при приложении боковой силы к концу 2-дюймовой детали обычно будет
.0005 прогибается на 0,001″, в то время как та же самая сила при приложении к концу 4″ детали
точного диаметра приведет к отклонению на 0,008″.
Когда речь идет о швейцарских станках, направляющая втулка будет поддерживать заготовку
так близко к необходимым инструментам, что отклонение, вызванное
от сил резания, фактически равно нулю. Это означает, что пользователь может использовать
более тяжелых резов, сохраняя при этом точные размеры этих
деталей.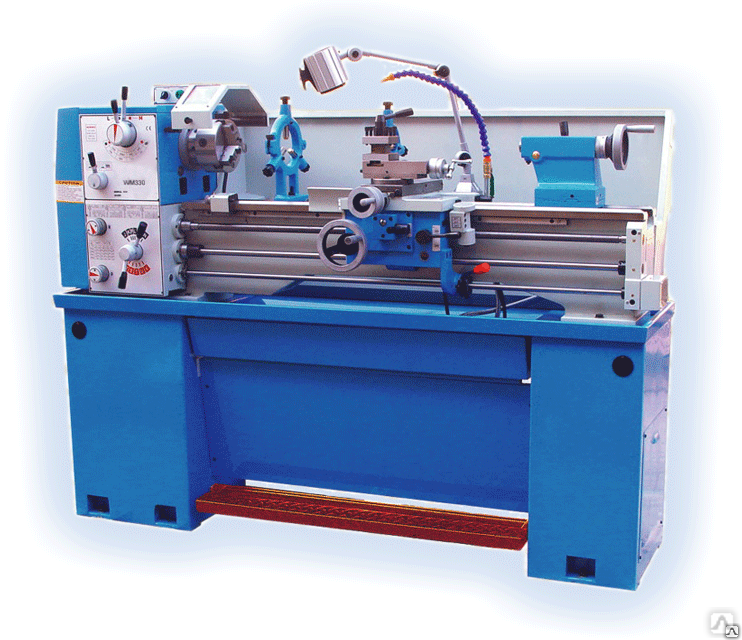
Добавление швейцарских токарных станков в ваш цех
Для предприятий, которые обрабатывают сложные и мелкие детали на токарных станках с ЧПУ, эти
компаний могут получить более быстрые станочные циклы и больше прибыли с помощью швейцарского станка
, который освободит эти токарные станки для более подходящих и
более крупных деталей. Например, во многих цехах может быть до 10 обычных токарных станков с ЧПУ
, и во многих случаях изготавливаемые детали могут быть легко произведены на швейцарских станках
. В большинстве случаев бизнес мог бы выиграть
от запуска почти всех этих деталей на двух швейцарских машинах, противоположных 9.0005 до 10 обычных токарных станков с ЧПУ.
Множество новых швейцарских пользователей теперь работают на токарных станках с фиксированной головкой, которые
являются многофункциональными, сверлят и фрезеруют помимо токарной обработки. Чем
хороши эти швейцарские машины, так это тем, что они знакомы многим из
пользователей, а автономное программное обеспечение для программирования помогает пользователям
создавать программы, адаптированные и предназначенные для операций в Швейцарии.
В большинстве случаев новые пользователи очень довольны
производительности, связанной со швейцарскими машинами, а также постоянство
деталей, включая превосходное качество обработки поверхности.
В зависимости от размеров производимых деталей и сочетания, связанного с типом работ, выполняемых компанией, один или два швейцарских станка могут не только сократить время цикла, но и устранить необходимость во вторичных компонентах для деталей на меньших концах диапазон. Преимущество этих станков заключается также в том, что они освобождают другое оборудование в цехе для производства более крупных деталей.
Лейт — Kerbal Space Program Wiki
Лейти — самый внутренний из пяти естественных спутников Джула. Хотя Лейти в основном покрыт морями, у него есть множество скалистых песчаных островов. Лейти привязана к Джул. Синхронные орбиты вокруг Лейси невозможны, так как они будут лежать за пределами его SOI в радиусе 5 186 399 метров. Круглый архипелаг, заметный на картах поверхности Луны, предполагает, что Лейси в далеком прошлом подвергся сильному удару.
Для выхода на стабильную орбиту вокруг Лейси с уровня моря требуется дельта-V ≈2900 м/с.
Laythe не имеет аналога в реальном мире. В реальной системе Юпитера спутники Ганимед, Европа и Ио образуют группу с орбитальным резонансом, точно так же, как Тило, Валл и Лейт из KSP. Но в то время как Тайло и Валл имеют определенное сходство со своими реальными аналогами, Лейти очень непохожа на Ио, которая сухая, вулканическая и имеет лишь разреженную атмосферу. Вместо этого жидкий океан и плотная атмосфера Лейси вызывают сравнение с сатурнианским спутником Титаном, но Лейти в 3 раза теплее по абсолютной температуре.
Хотя на поверхности Лейте есть жидкая вода, в его полярных регионах температура ниже нуля градусов по Цельсию даже вне ледяных шапок. Это означает, что океаны Лейси должны содержать другое соединение, которое снижает его точку замерзания, скорее всего, ионное, такое как соль. Образцы поверхности показывают, что на поверхности Лейте много соли. Согласно отчетам EVA, кербалы могут дышать воздухом.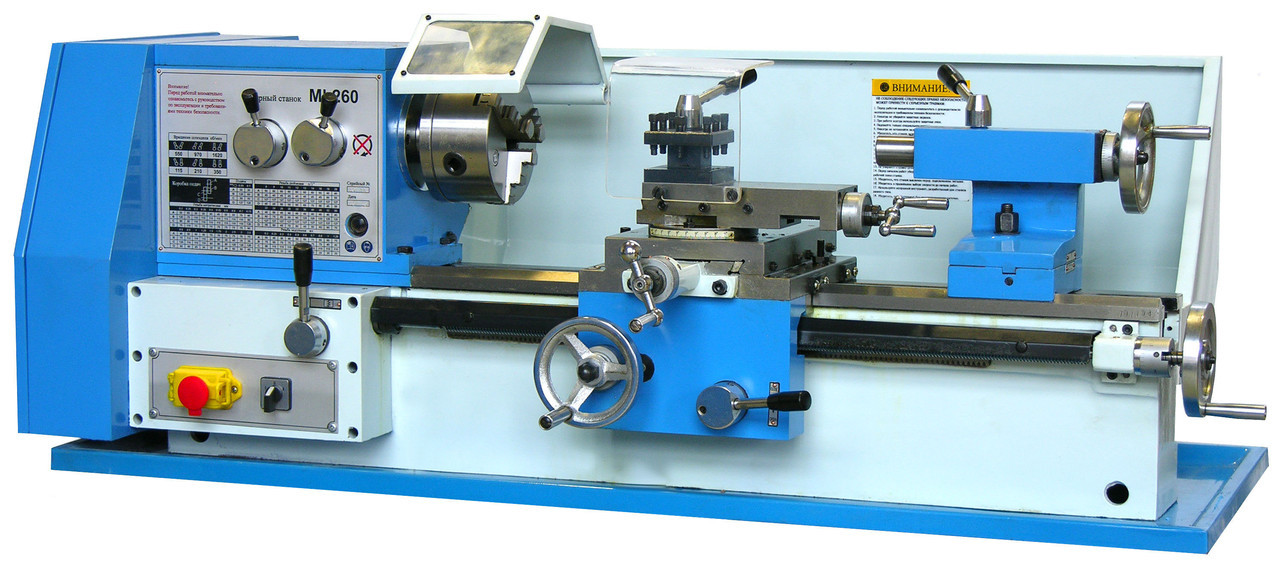 Однако воздух имеет странный запах. Следовательно, возможно, что в воздухе также имеются высокие концентрации соли, а также на поверхности, если предположить, что соль представляет собой хлорид натрия.
Однако воздух имеет странный запах. Следовательно, возможно, что в воздухе также имеются высокие концентрации соли, а также на поверхности, если предположить, что соль представляет собой хлорид натрия.
Содержимое
- 1 Описание в игре
- 2 биома
- 2.1 Список биомов
- 3 Атмосфера
- 3.1 Атмосферный полет
- 3.2 Кислород
- 4 Наука
- 5 опорных кадров
- 6 Общая информация
- 7 Галерея
- 8 изменений
- 9 Примечания
Описание в игре
| » | Когда Лэйт был впервые обнаружен, он не был занесен в записи, потому что ответственный ученый думал, что смотрит на Кербина. К счастью, эта ошибка была исправлена, когда отважный стажер сообщил ему, что «телескопы так не работают». Вскоре после этого стажер был «повышен» и переведен в программу испытаний экспериментальных ракет. | ” |

Биомы
В Лейте 10 биомов. Лейти состоит в основном из огромного океана, называемого морем Сагена, с другим океаном, называемым морем Деграсса, и несколькими небольшими биомами пиков, дюн и берегов. У него также есть биом поляков.
Список биомов
Laythe Внутриигровая карта биома версии 1.2 |
|
Атмосфера
Температура и давление атмосферы Лейси в зависимости от высоты.
Атмосфера Лейти достаточно толстая и теплая, чтобы поддерживать жидкую воду на своей поверхности. Атмосфера имеет массу приблизительно 2,4×10 16 кг, давление на уровне моря 60,795 кПа (0,6 атмосферы) и глубину 50 000 метров. По сравнению с атмосферой Кербина, атмосфера Лейте имеет 1/2 массы и 3/5 тыс. приземного давления. Давление на уровне моря на Лейте эквивалентно давлению на высоте 3287 м на Кербине. Атмосфера содержит кислород, может поддерживать горение и пригодна для дыхания кербалов. Лейти — единственная луна в игре, у которой есть атмосфера.
По сравнению с атмосферой Кербина, атмосфера Лейте имеет 1/2 массы и 3/5 тыс. приземного давления. Давление на уровне моря на Лейте эквивалентно давлению на высоте 3287 м на Кербине. Атмосфера содержит кислород, может поддерживать горение и пригодна для дыхания кербалов. Лейти — единственная луна в игре, у которой есть атмосфера.
Средняя молекулярная масса воздуха Лейте составляет 28,9644 г/моль, а его показатель адиабаты равен 1,40. Эти значения предполагают состав, очень похожий на Кербин, и на Землю — вероятно, азот и кислород.
Как и все другие атмосферы в игре, атмосфера Лейти экспоненциально исчезает с увеличением высоты. Высота шкалы зависит от высоты. Профиль барометрической высоты глобально постоянен и не зависит от температуры. В следующей таблице указано атмосферное давление на различных высотах над уровнем моря.
| Высота (м) | Давление (Па) | Давление (атм) |
|---|---|---|
| 0 | 60 795 | 0,600 |
| 2 500 | 47 153 | 0,465 |
| 5 000 | 34 495 | 0,340 |
| 7 500 | 24 914 | 0,246 |
| 10 000 | 17 786 | 0,176 |
| 15 000 | 9 351 | 0,092 |
| 20 000 | 4 782 | 0,047 |
| 25 000 | 2 671 | 0,026 |
| 30 000 | 1 507 | 0,015 |
| 40 000 | 363,5 | 0,004 |
| 50 000 | 0 | 0,000 |
Изменение температуры с высотой предполагает наличие земной тропосферы, стратосферы и мезосферы.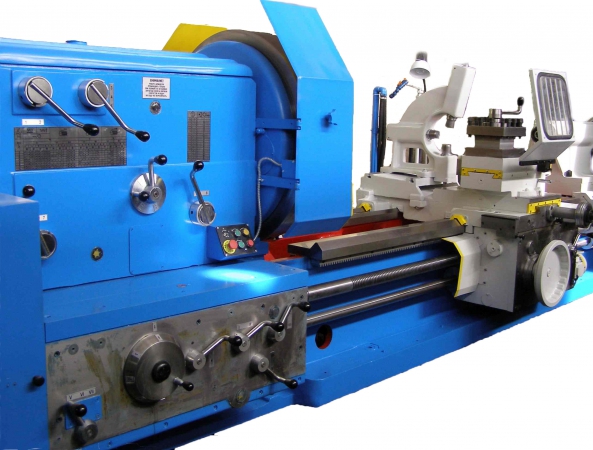 Теплые температуры поверхности быстро уменьшаются по мере увеличения высоты до 5 км. Стратосферная область, где температура повышается с увеличением высоты, охватывает область между высотами от 10 до 22 км.
Теплые температуры поверхности быстро уменьшаются по мере увеличения высоты до 5 км. Стратосферная область, где температура повышается с увеличением высоты, охватывает область между высотами от 10 до 22 км.
Температура воздуха зависит от широты и времени суток. На экваторе температура на уровне моря колеблется от минимальной ночной отметки 9 °C до максимальной дневной отметки 15 °C. Средние широты лишь немногим холоднее экваториальной зоны — на широтах ниже 63° температура на уровне моря никогда не опускается ниже 0 °С. На полюсах температура колеблется от -26°C до -24°C. Средняя глобальная температура на уровне моря составляет примерно 9 °C. Поскольку в Лейте нет осевого наклона, нет сезонных колебаний температуры.
Температура поверхности Лейси выше, чем можно было бы ожидать, учитывая расстояние от Солнца. Это предполагает возможность того, что Лэйт генерирует собственное тепло, вероятно, приливное нагревание. Это также может быть вызвано более высоким уровнем парниковых газов, таких как углекислый газ или закись азота, чем на Кербине.
Полет в атмосфере
Плотность атмосферы Лейси делает ее пригодной для аэродинамического торможения и использования парашютов.
При надлежащем аэродинамическом торможении вблизи Лейси и Джула для достижения Лейси может потребоваться наименьшее значение Δv из всех лун Джула. Другой способ — подойти к Лейте напрямую, используя правильное время и корректируя орбиту на пути к Джулу. Орбитальный период Лейте делает его легкой целью по времени, и по прибытии ему потребуется меньше Δv (всего 2000 м / с). Таким образом, аэродинамическое торможение на Laythe менее экстремально, чем на Jool.
Приземление на более высокие точки поверхности Лейси должно производиться с помощью ретро-ожогов, так как одних парашютов недостаточно, чтобы достаточно снизить скорость корабля для приземления.
Реактивные двигатели работают в атмосфере Лейте из-за присутствия кислорода. Однако эффективность воздухозаборника там ниже.
Кислород
Как упоминалось ранее, атмосфера Лейси содержит кислород, необходимый для работы реактивных двигателей. Несмотря на то, что концентрация кислорода здесь ниже, чем на Кербине, плюс неизвестные следы газа, скорее всего, озон, этот кислород почти наверняка должен генерироваться где-то на Лейте. Молекулярный кислород чрезвычайно нестабилен по сравнению с другими атмосферными газами и даже способен реагировать сам с собой с образованием озона при определенных условиях. Из-за этого нестабильный молекулярный кислород должен постоянно заменяться, чтобы он оставался в сколь-нибудь значимом количестве в атмосфере. Этот факт, в сочетании с чрезвычайно высокой концентрацией жидкой воды в Лейте, заставляет заманчиво заявить о наличии жизни на Луне. Хотя возможно, что это так, возможно также, что на Луне происходит самоподдерживающийся химический процесс, который постоянно пополняет ее запасы кислорода. [ цитирование требуется ]
Несмотря на то, что концентрация кислорода здесь ниже, чем на Кербине, плюс неизвестные следы газа, скорее всего, озон, этот кислород почти наверняка должен генерироваться где-то на Лейте. Молекулярный кислород чрезвычайно нестабилен по сравнению с другими атмосферными газами и даже способен реагировать сам с собой с образованием озона при определенных условиях. Из-за этого нестабильный молекулярный кислород должен постоянно заменяться, чтобы он оставался в сколь-нибудь значимом количестве в атмосфере. Этот факт, в сочетании с чрезвычайно высокой концентрацией жидкой воды в Лейте, заставляет заманчиво заявить о наличии жизни на Луне. Хотя возможно, что это так, возможно также, что на Луне происходит самоподдерживающийся химический процесс, который постоянно пополняет ее запасы кислорода. [ цитирование требуется ]
Наука
Лейти — самое богатое наукой тело в лунной системе Джулиана. Несмотря на то, что у Тайло немного более высокий научный множитель как для поверхности, так и для орбиты, атмосфера и океаны Лейте позволяют проводить гораздо больше экспериментов, а это означает, что общий результат науки выше.
Система координат
| Искажение времени | Минимальная высота |
|---|---|
| 1× | Любой |
| 5× | 50 000 м (над атмосферой) |
| 10× | 50 000 м (над атмосферой) |
| 50× | 60 000 м |
| 100× | 120 000 м |
| 1 000× | 240 000 м |
| 10 000× | 480 000 м |
| 100 000× | 600 000 м |
Мелочи
- Море Деграсса и море Сагена в Лейте, вероятно, названы в честь Нила Деграсса Тайсона и Карла Сагана, двух известных физиков.
- Laythe кажется очень похожим на то, что случилось с Европой в 2010: Odyssey Two.
- Лейти также может быть отсылкой к планете Дамогран из радио/телевизионного/книжного/киносериала «Автостопом по Галактике», поскольку они почти, но не совсем, совсем не отличаются друг от друга.

- По словам бывшего разработчика NovaSilisko, в более поздних версиях планировалось, что Лейте будет иметь вулканическую активность и высокий уровень радиации, что сделает ее гораздо более враждебной луной [1] [2] .
Галерея
Созданный пользователем большой зонд на низкой орбите вокруг Лейси.
Зонд на поверхности Лейси.
Топографическая карта Лейси, сделанная с помощью ISA MapSat.
Карта рельефа в оттенках серого, нормализованная на уровне моря.
Цветная карта Лейте.
Валл на Лэйт
Тайло на Лейте
Боп на Лейте
План передачи Лейси
Топографическая карта высот Лейте версии 0.18.2, сделанная с помощью подключаемого модуля ISA MapSat.
Северная ледяная шапка Лейси с Солнцем, Валлом и Тайло.
Созданный пользователем реактивный самолет летит в атмосфере Лейси.

Созданный пользователем реактивный космический самолет при возвращении в Лейт.
Прямой путь к Лейте.
Модульная мобильная база, устанавливаемая в Laythe
Лэйти проходит мимо Джул, благодаря чему они выглядят одинакового размера.
Изменения
- 1.10
- Добавлены шейдеры ландшафта низкого, среднего и высокого качества.
- 1,2
- Добавлен биомы
- 1,1
- Атмосфера снижена
6060606060606060606023
- .0225
- 0.17
- Начальная версия
Примечания
- ↑ Forumpost от NovaSilisko
- ↑ Сообщение от NovaSilisko
Мастерская — The RuneScape Wiki
Из RuneScape Wiki, вики для всех вещей RuneScape
Перейти к навигацииПерейти к поиску
Эта статья о домашней мастерской, принадлежащей игроку.
 Чтобы узнать о других значениях, см. Мастерская (значения).
Чтобы узнать о других значениях, см. Мастерская (значения).Не путать с Workbench.
Мастерская в доме, принадлежащем игроку, представляет собой комнату, где игроки могут делать плоские предметы, заводные игрушки и геральдические предметы. Его можно построить на 15 уровне строительства за 10 000 монет. Эта комната в основном используется для выполнения ежедневных задач и ремонта разрушаемого оборудования, такого как снаряжение Курганов, доспехи Торва, доспехи Перникса, доспехи Виртуса или любые другие наборы более высокого уровня.
Материал для некоторых объектов можно купить в магазинах, которыми руководят такие поставщики, как Construction Supplies (управляется оператором лесопилки в Варроке или Прифддинасе) и Keldagrim Stonemason (управляется каменщиком в Keldagrim).
Содержимое
- 1 Горячие точки
- 1.1 Верстаки
- 1.2 Ремонтные столы
- 1.3 Геральдические стенды
- 1.4 Столы для изготовления часов/крафта
- 1,5 Инструментальные магазины
- 2 Стоимость завершения
- 3 История обновлений
Доступно 9 точек доступа:
- Верстак
- Ремонт
- Геральдика
- Часовня
- Инструмент (5)
Верстаки[править | править код]
Верстаки можно использовать для изготовления плоских пакетов.
 Flatpacks можно продать на Большой бирже, использовать для ежедневных испытаний или использовать для оплаты предметов (после выполнения сложных заданий провинции Фременник).
Flatpacks можно продать на Большой бирже, использовать для ежедневных испытаний или использовать для оплаты предметов (после выполнения сложных заданий провинции Фременник).Объект Подробно Уровень Материалы Опыт Цена поставщика GE цена Деревянный верстак 17 Доска ×5
Гвозди ×5145 535 1 580 Дубовый верстак 32 Дубовая доска ×5 300 1 250 1 790 Скамейка на стальном каркасе 46 Дубовая доска ×6
Стальной стержень ×4440 6 908 7 556 Скамья с тисками 62 Скамейка на стальном каркасе
Дубовая доска ×2
Стальной брус ×1750 8 760 9 624 Стол с токарным станком 77 Скамья с тисками
Дубовая доска ×2
Стальной стержень ×11000 10 612 11 692 Ремонтные скамейки[edit | править код]
Ремонтные верстаки можно использовать для починки погнутых стрел и сломанных посохов.
 Точильные камни можно использовать для ремонта сломанных стрел, посохов и для заточки ржавых мечей. Подставки для доспехов можно использовать для ремонта сломанных стрел, посохов, ржавых мечей и поврежденных доспехов, оружия и ожерелий. Существует скидка на стоимость, которую NPC взимают за ремонт различного оборудования, в зависимости от уровня кузнечного дела игрока, с максимальной скидкой в 50% на уровне кузнечного дела 100, которую можно получить, используя плащ кузнечного дела на уровне 9.9.
Точильные камни можно использовать для ремонта сломанных стрел, посохов и для заточки ржавых мечей. Подставки для доспехов можно использовать для ремонта сломанных стрел, посохов, ржавых мечей и поврежденных доспехов, оружия и ожерелий. Существует скидка на стоимость, которую NPC взимают за ремонт различного оборудования, в зависимости от уровня кузнечного дела игрока, с максимальной скидкой в 50% на уровне кузнечного дела 100, которую можно получить, используя плащ кузнечного дела на уровне 9.9.Объект Подробно Уровень Материалы Опыт Цена поставщика GE цена Ремонтный стол 15 Дубовая доска ×2 120 500 716 Точильный камень 35 Дубовая доска ×4
Известняковый кирпич ×1260 1 021 1 912 Стойка для брони 55 Дубовая доска ×8
Известняковый кирпич ×1500 2 021 3 344 Геральдические стенды[edit | править код]
Подставки для геральдики можно использовать для изготовления знамён и перекрашивания стальных и покрытых рунами шлемов и воздушных щитов геральдикой игрока.
 Подставка для плюмажей может использоваться для шлемов, подставка для щитов — для шлемов и щитов, а подставки для знамен — для всех шлемов, щитов и знамен.
Подставка для плюмажей может использоваться для шлемов, подставка для щитов — для шлемов и щитов, а подставки для знамен — для всех шлемов, щитов и знамен.Объект Подробно Уровень Материалы Опыт Цена поставщика GE цена Подставка для сантехники 16 Дубовая доска ×2 120 500 716 Мольберт Щит 41 Дубовая доска ×4 240 1000 1 432 Баннерный мольберт 66 Дубовая доска ×8
Рулон ткани ×2510 3 300 5 604 Столы для изготовления часов/крафта[edit | править код]
Столы для изготовления часов или крафта можно использовать для изготовления заводных игрушек.
 В отличие от других горячих точек, эту горячую точку можно модернизировать, поэтому удаление второстепенных объектов не требуется.
В отличие от других горячих точек, эту горячую точку можно модернизировать, поэтому удаление второстепенных объектов не требуется.Объект Подробно Уровень Материалы Опыт Цена поставщика GE цена Верстак 1 16 Дубовая доска ×4 240 1000 1 432 Верстак 2 25 Верстак 1
Расплавленное стекло ×1100 1 837 2 269 Верстак 3 34 Верстак 2
Расплавленное стекло ×2175 3 511 3 943 Верстак 4 42 Верстак 3
Дубовая доска ×2240 4 011 4 659 Магазины инструментов[править | править код]
Хотя есть 5 точек доступа, они действуют как одна обновляемая точка доступа.
 Когда точка доступа обновляется, в комнату добавляется другой магазин инструментов.
Когда точка доступа обновляется, в комнату добавляется другой магазин инструментов.Объект Подробно Уровень Материалы Опыт Цена поставщика GE цена Магазин инструментов 1 15 Дубовая доска ×2 120 500 716 Магазин инструментов 2 25 Магазин инструментов 1
Дубовая доска ×2120 1000 1 432 Магазин инструментов 3 35 Магазин инструментов 2
Дубовая доска ×2120 1 500 2 148 Магазин инструментов 4 44 Магазин инструментов 3
Дубовая доска ×2120 2000 2 864 Магазин инструментов 5 55 Магазин инструментов 4
Дубовая доска ×2120 2 500 3 580 Чтобы построить эту комнату с объектами самого высокого уровня за один раз, игрокам потребуется:
Уровень 77 Стоимость номера 10 000 Точка доступа Объект Материал Цена* Верстак Стол с токарным станком Дубовая доска ×10
Стальной стержень ×610 612 Ремонт Стойка для брони Дубовая доска ×8
Известняковый кирпич ×12 021 Геральдика Баннерный мольберт Дубовая доска ×8
Рулон ткани ×23 300 Изготовление часов Верстак 4 Дубовая доска ×6
Расплавленное стекло ×34 011 Инструмент Магазин инструментов 5 Дубовая доска ×10 2 500 Общая стоимость (включая стоимость номера) 32 444 * Цена берется как наименьшая между ценой Гранд Биржи и ценой Поставщика.
- .0225
