Стойкость к коррозии высокая: Коррозионная стойкость алюминия
Содержание
Коррозионная и эрозионная стойкость материалов трубопроводной арматуры
Янв 22, 2021
Коррозионная стойкость конструкционных материалов в средах простого химического состава. Коррозионная стойкость материала определяется его способностью противостоять процессу коррозии. Различают химическую и электрохимическую коррозию.
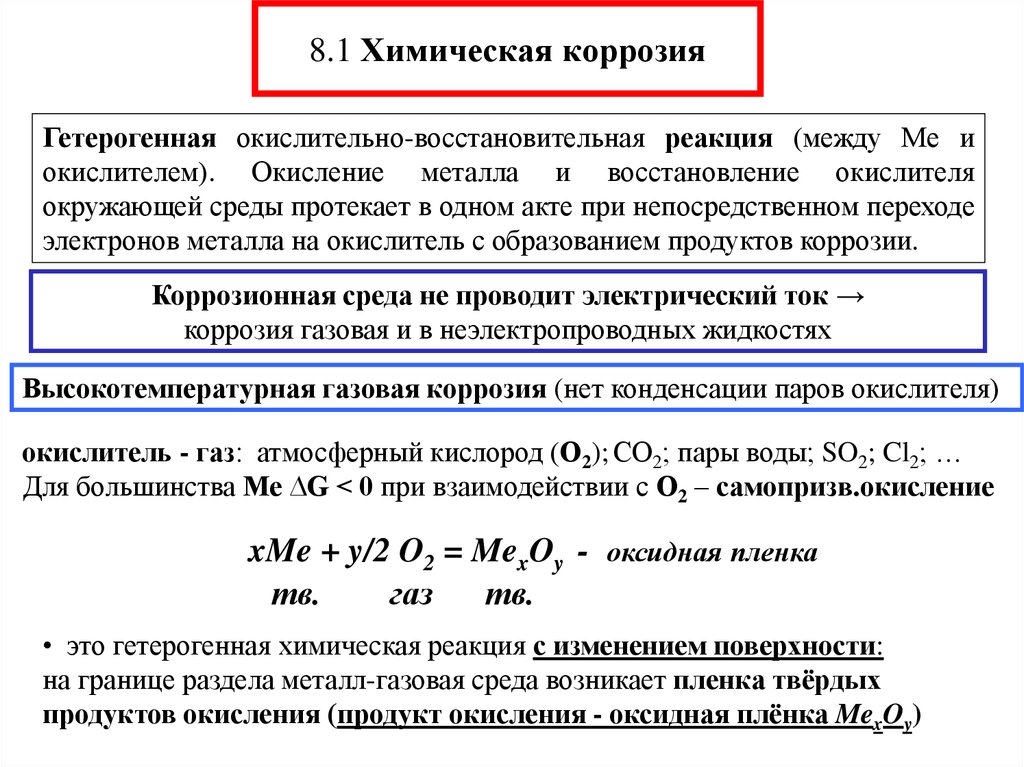
Химическая коррозия имеет место в сухих газах при высокой температуре, в нефтепродуктах и других средах, не проводящих электрического тока; она не зависит от электрического потенциала металла. Во всех других средах (водных растворах солей, кислот, щелочей, в воздухе и других газах, содержащих влагу), являющихся ионными проводниками электрического тока (электролитами), протекает электрохимическая коррозия.
Одновременно с коррозией может происходить пассивация, то есть уменьшение скорости коррозии в результате образования на поверхности металла фазовых или адсорбционных слоев, например оксидов. В зависимости от условий работы арматуры процесс может протекать с преобладанием либо коррозии, либо пассивации.
Детали арматуры могут подвергаться коррозии следующих видов (в зависимости от условий ее протекания): жидкостной, абразивно-жидкостной, газовой, механической, контактной, щелевой, кавитационной.
Жидкостная коррозия происходит в электролитах (в кислотах, щелочах, пресной и морской воде) и в неэлектролитах (нефтепродуктах). Абразивно-жидкостная протекает в условиях химического или электрохимического и абразивного воздействия на металл. Твердые частицы абразивов, движущиеся вместе с жидкостью, удаляют продукты коррозии с поверхности деталей, обнажают металл, и, таким образом, ускоряют процесс его разрушения.
Газовая коррозия протекает в сухих и влажных газах. Характер и скорость коррозии зависят от содержания влаги, наличия кислот и щелочей и температуры рабочей среды. Коррозия, возникающая при механическом воздействии на детали в агрессивной среде, часто способствует местному разрушению металла.
Коррозия под напряжением характеризуется разрушением материала детали в зоне действия знакопеременных нагрузок, остаточных деформаций или термических напряжений. В результате возникает коррозионное растрескивание, происходящее под действием внутренних и внешних механических напряжений растяжения с образованием транскристаллических или межкристаллических трещин, и коррозионная усталость, возникающая под деиствием циклических растягивающих напряжений.
В результате возникает коррозионное растрескивание, происходящее под действием внутренних и внешних механических напряжений растяжения с образованием транскристаллических или межкристаллических трещин, и коррозионная усталость, возникающая под деиствием циклических растягивающих напряжений.
Контактная коррозия возникает при контакте двух металлов, имеющих в электролитах различные стационарные потенциалы, причем более сильной коррозии подвергается элемент, изготовленный из металла с большей абсолютной величиной отрицательного потенциала. Во избежание контактной коррозии во всех нейтральных водных растворах недопустимы контакты алюминия со сталью, бронзой и титаном, стали с бронзой и титаном и т. д. Не допускается также применение алюминиевой арматуры (шланговые клапаны) в атмосфере, содержащей щелочные примеси.
Щелевая коррозия имеет специфический характер — она возникает в узких щелях между деталями, куда проникает электролит и затруднен доступ кислорода, вследствие чего не обеспечивается пассивация металла. В результате скорость коррозии в щели металлов, стойкость которых в основном обеспечивает пленка оксида (например, на алюминиевых сплавах и нержавеющих сталях), возрастает во много раз.
В результате скорость коррозии в щели металлов, стойкость которых в основном обеспечивает пленка оксида (например, на алюминиевых сплавах и нержавеющих сталях), возрастает во много раз.
Кавитационная коррозия возникает при образовании в коррозионной среде мелких пузырьков, содержащих разреженный газ. Они образуют поток микрогидравлических ударов по поверхности металла, что исключает возможность образования пассивирующей пленки и тем самым ускоряет процесс коррозии (помимо механического разрушения металла).
Одной из основных задач при конструировании арматуры, работающей в коррозионных средах, является обеспечение достаточно надежной работы арматуры, ее долговечности и безотказности. Поскольку основным фактором, ограничивающим срок службы арматуры, является коррозионное воздействие рабочей среды, то наиболее важным является выбор для деталей материалов, достаточно стойких в рассматриваемых средах [1]. Для приближенной оценки коррозионной стойкости металлов может быть использована пятибалльная шкала:
Балл | 1 | 2 | 3 | 4 | 5 |
Скорость коррозии, мм/год | 0,1 | 0,1. | 1…3 | 3…10 | 10 |
 ..1,0
..1,0
Более точной является десятибалльная шкала (табл. 1).
Таблица 1.
Группа стойкости | Балл коррозионной стойкости | Скорость коррозии, мм/год |
Совершенно стойкие | 1 | 0,001 |
Весьма стойкие | 2 | 0,001…0,005 |
3 | 0,005…0,01 | |
Стойкие | 4 | 0,01…0,05 |
5 | 0,05…0,1 | |
Пониженно стойкие | 6 | 0,1. |
7 | 0.5…1,0 | |
8 | 1…5 | |
Малостойкие | 9 | 5…10 |
Нестойкие | 10 | Свыше 10 |
Примечания. | ||
 ..0,5
..0,5
Возможность изготовления арматуры с высокой коррозионной стойкостью обеспечивают титановые сплавы. Применяется также защитное покрытие толщиной 1…1,7 мм из титанового порошка с эпоксидной смолой.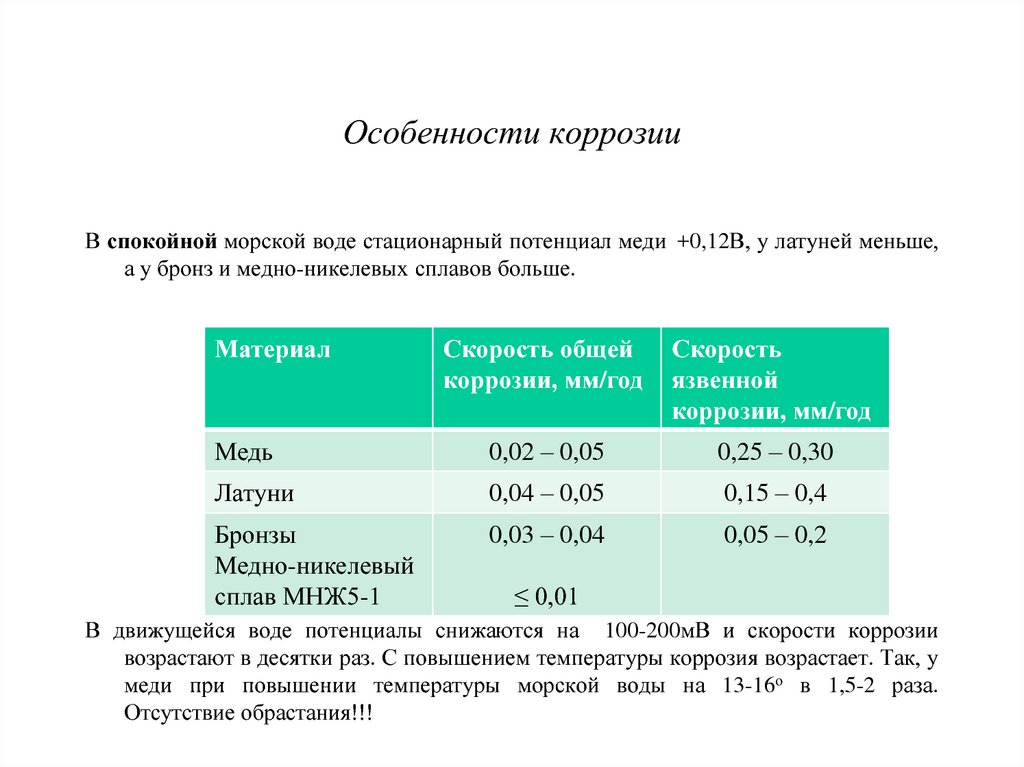 Время затвердевания массы 12…24 ч. Такое покрытие показало высокую коррозионную стойкость в растворах азотной, серной, уксусной, винной и других кислот.
Время затвердевания массы 12…24 ч. Такое покрытие показало высокую коррозионную стойкость в растворах азотной, серной, уксусной, винной и других кислот.
Арматура из неметаллических материалов и чугунная арматура с защитными покрытиями из резины, пластмасс и эмали имеют высокую коррозионную стойкость при качественном ее выполнении, но применяются при давлениях не более 1 МПа и температуре не выше 120°С.
Коррозионная и эрозионная стойкость конструкционных материалов в средах сложного химического состава. Помимо однокомпонентных сред и растворов в технологических процессах химических производств участвуют различные среды, имеющие сложный состав в виде химических соединений, эмульсий, пульп, шламов и т. п., содержащие в ряде случаев кристаллические осадки, абразивные частицы в виде песка и т. д. Температура, давление, скорость рабочей среды при различных технологических процессах и даже на различных участках технологической линии могут быть различны. Все это лишает возможности однозначно решить задачу выбора материала по данным его коррозионной стойкости в основных химических средах для арматуры, работающей на сложных средах. Требуется учет, в частности, эрозионной стойкости, допустимого перепада давлений (табл. 2). Составные химические компоненты среды могут усилить или ослабить ее химическую активность при различных условиях и параметрах. В связи с этим наиболее надежными являются данные о коррозионной стойкости материалов при их работе в конкретных условиях различных производств химической промышленности [1].
Все это лишает возможности однозначно решить задачу выбора материала по данным его коррозионной стойкости в основных химических средах для арматуры, работающей на сложных средах. Требуется учет, в частности, эрозионной стойкости, допустимого перепада давлений (табл. 2). Составные химические компоненты среды могут усилить или ослабить ее химическую активность при различных условиях и параметрах. В связи с этим наиболее надежными являются данные о коррозионной стойкости материалов при их работе в конкретных условиях различных производств химической промышленности [1].
Таблица 2.
Детали проточной части арматуры | Материал деталей | Коэффициент эрозионной стойкости относительно стали 12Х18Н10Т | Допускаемый перепад давления, МПа |
Корпус, патрубки, седло, шибер | 25 (25Л) 20 | 0,0055 | 0,022 |
Шток, золотник | 30Х13 | 0,258 | 1,0 |
Шток | 14Х17Н2 | 0,74 | 2,95 |
Уплотнительные поверхности седла и шибера | ХН80СР2 ЦН-6 (Х16Н7С5) | 0,83 0,90 | 3,32 3,6 |
Корпус, патрубки, шток, шибер, седло, защитные рубашки | 12Х18Н10Т | 1,0 | 4,0 |
Уплотнительные поверхности деталей затвора | ЦН-12 (Х16Н9СМ4Г4Б) ЦН-2 (ХЗОК6084) | 1,12 1,44 | 4,5 5,75 |
Корпус, патрубки, шток | ВТ 1-0 | 2,44 | 9,75 |
ЛИТЕРАТУРА:
1. С.В. Сейнов Трубопроводная арматура. Исследования. Производство. Ремонт. – М.: Машиностроение, 2002. — 392 с.
Коррозия под изоляцией и циклически изменяющиеся температуры — Protective Coatings
Решения AkzoNobel по техническому обслуживанию в нефтегазовом даунстриме
Линейка высокотемпературных продуктов для технического обслуживания
Повреждения, вызываемые коррозией под изоляцией (CUI) и циклическими высокими температурами, представляют собой наиболее распространенную и постоянную угрозу для технического состояния нефтегазовых объектов. Именно поэтому наши покрытия предназначаются для обеспечения долговременной устойчивости в подобных неблагоприятных условиях в качестве одного из элементов текущего технического обслуживания
- Обретите уверенность в безопасной эксплуатации вверенного вам объекта
- Сократите простои за счет эффективного нанесения покрытий
- Устраните первопричину коррозии на объекте
Линейка высокотемпературных продуктов для технического обслуживания состоит из трех специализированных покрытий, предназначенных для повышения производительности и снижения затрат на обслуживание высокотемпературного оборудования. Узнайте больше о том, как применяемое в порядке техобслуживания универсальное решение по борьбе с коррозией под изоляцией может круглогодично повышать производительность, из нашей последней статьи (форма для заполнения прилагается).
Intertherm 751CSA
От -196°C (-321°F) до 400°C (751°F)
Известная технология «холодного напыления алюминия» с отличной эффективностью против коррозии под изоляцией и с высокой стойкостью к циклическому изменению температур.
- Высокая стойкость к «тепловым ударам», возникающим в результате циклического изменения температур
- Может наноситься в виде одиночного слоя толщиной 200 мкм (8 мил) с использованием стандартного оборудования
- Подходит для нанесения на стальные подложки, применяемые при температурах до 302 °F (150 °C)
Interbond 2340UPC
От -196°С (-321°F) до 230°C (446°F)
Меньший риск преждевременного разрушения и более высокая производительность, нежели при использовании традиционных решений
- Низкотемпературное отверждение до -5°C (23°F)
- Превосходная устойчивость к избыточному нанесению
- Минимальное время выдержки перед нанесением последующего слоя покрытия
- Подходит для нанесения на стальные подложки, применяемые при температурах до 120°C (250°F)
Intertherm 2205
Up to 230°C (446°F)
Нанесение непосредственно на работающее высокотемпературное оборудование без необходимости отключения
- Нанесение на работающее оборудование при температурах до 205ºC (401ºF)
- Превосходная адгезия к стали, очищенной ручным или электрическим инструментом (подготовка категории St2/SP2)
- Высыхает до готовности к нанесению изоляции за 10 минут (при нанесении при температурах выше 100°C (212°F)
youtube.com/embed/VdJo_NJf930?rel=0″>
Универсальное обслуживание для защиты от коррозии под изоляцией?
Техническое обслуживание — это постоянная проблема в течение всего года, и решения должны обеспечивать устойчивость к меняющимся атмосферным условиям. Как правило, традиционные эпокидно-фенольные покрытия для защиты от коррозии под изоляцией не отвердевают при температурах ниже 10ºC (50ºF), что может привести к проблемам в зимние месяцы и снижению производительности. Традиционные эпоксидно-фенольные покрытия отличаются низкой стойкостью к чрезмерно обильному нанесению, что составляет особую проблему при техобслуживании, так как изменение профиля стали с точечной коррозией приводит к появлению участков с увеличенным слоем толщины сухой пленки покрытия из-за чрезмерно обильного нанесения. Эти подвергает покрытие напряжению и может вызывать растрескивание при высокой температуре.
Как правильно выбрать коррозионно-стойкий материал
Как правильно выбрать коррозионно-стойкий материал
Выбор материала является важной частью любого производственного процесса. Выбор правильного материала очень важен, потому что материал определяет химические и механические свойства изготавливаемого компонента, может значительно повлиять на срок службы компонента и обеспечить правильное функционирование детали. Коррозионно-стойкие материалы играют важную роль в производстве из-за их свойств материала и отсутствия реакции на суровые условия окружающей среды и химические вещества.
Например, многие аэрокосмические компоненты изготавливаются с использованием титана, вольфрама и углеродного волокна, поскольку эти материалы очень прочные, но при этом легкие и гибкие. К сожалению, эти материалы могут реагировать друг с другом и со временем вызывать гальваническую коррозию, локальную коррозию, когда происходит обмен ионами между материалами. Здесь коррозионно-стойкие материалы сохраняют целостность деталей в одной из самых строго регулируемых отраслей промышленности в мире.
С экологической точки зрения, экологически чистые солнечные и ветряные источники энергии уязвимы для суровых условий, а коррозионно-стойкие материалы помогают защитить их важные компоненты от повреждений с течением времени. Это помогает производителям безопасно создавать компоненты для альтернативных источников энергии и способствовать более устойчивой экономике. Для инженеров, стремящихся защитить свои детали от коррозионно-активных сред, таких как кислоты и соли, или от ультрафиолетового излучения, вот лучшие коррозионно-стойкие материалы.
Примеры коррозионностойких материалов
1. Нержавеющая сталь
Сплавы из нержавеющей стали
известны своей коррозионной стойкостью, пластичностью и высокой прочностью. Коррозионно-стойкие свойства нержавеющих сталей напрямую связаны с содержанием в них хрома и никеля — большее количество этих элементов коррелирует с повышенной стойкостью.
Большинство сплавов нержавеющей стали, представленных сегодня на рынке, содержат не менее 18% хрома. Когда хром окисляется, он образует защитный слой оксида хрома на поверхности металлической детали, который одновременно предотвращает коррозию и предотвращает попадание кислорода в нижележащую сталь.
Нержавеющая сталь имеет широкий спектр применения: от кухонных приборов, таких как кастрюли и сковородки, до деталей автомобилей и хирургических имплантатов.
Поскольку этот материал имеет высокую температуру плавления и может выдерживать высокое давление, он также хорошо подходит для строительства, машиностроения и производства контейнеров для хранения. Нержавеющие стали 304, 430 и 316 являются наиболее часто используемыми марками нержавеющей стали, а марка 316 используется в суровых морских условиях.
Однако долговечность и высокая коррозионная стойкость нержавеющей стали связаны с высокой ценой, что делает их непомерно дорогими для некоторых производителей. Кроме того, со сплавами нержавеющей стали может быть трудно работать, особенно при сварке, из-за их высокой температуры плавления.
2. Алюминий
Алюминиевые сплавы
нетоксичны, на 100% пригодны для вторичной переработки, имеют высокое отношение прочности к весу, обладают высокой тепло- и электропроводностью и легко поддаются механической обработке. Кроме того, алюминий уникален, потому что это один из немногих материалов, которые обладают естественной коррозионной стойкостью.
Этот материал практически не содержит железа, поэтому не ржавеет, хотя и может окисляться. Когда алюминиевый сплав подвергается воздействию воды и окисляется, процесс, называемый самопассивацией, на поверхности детали образуется пленка оксида алюминия, которая защищает ее от коррозии. Алюминий 5052-х42 более устойчив к коррозии, чем другие разновидности алюминия, и образует яркую гладкую поверхность.
Этот процесс окисления также можно точно контролировать с помощью процесса, называемого анодированием. Кроме того, алюминий уникален тем, что это один из немногих инновационных материалов для аддитивного производства, обладающих естественной коррозионной стойкостью. Анодирование – это недорогая контролируемая отделка, которая широко используется. Этот процесс также позволяет добавлять к детали цвет, что позволяет выполнять дальнейшую настройку для различных вариантов использования.
Алюминий
часто используется в аэрокосмической промышленности, автомобильных кузовных панелях, приложениях, чувствительных к соленой воде, и в других ситуациях, когда требуется материал с высокими эксплуатационными характеристиками. Производителям следует рассмотреть возможность использования алюминия, если им нужен доступный по цене устойчивый к коррозии материал, помня при этом, что изготовление алюминия может быть грязным и хлопотным в работе.
3. Мягкие металлы
Мягкие металлы или красные металлы включают устойчивые к коррозии материалы, такие как медь и ее сплавы, латунь и бронза. Медь пластична, пластична и является отличным проводником тепла и электричества. Эти металлы могут обеспечить коррозионную стойкость на протяжении всего жизненного цикла данного компонента. . Медь не подвергается коррозии со временем; когда он окисляется, он образует зеленый внешний слой, называемый патиной, который защищает деталь от дальнейшей коррозии.
Медь часто является предпочтительным коррозионно-стойким материалом для производителей полупроводниковой промышленности, и она чаще всего встречается в проводах и кабелях. Он используется для изготовления печатных плат, электромагнитов, теплообменников и электродвигателей.
Медь также играет ключевую роль в производстве деталей для систем возобновляемой энергии. Поскольку медь является отличным проводником тепла и электричества, системы, работающие на основе меди, передают энергию более эффективно и с меньшим воздействием на окружающую среду.
4. Полипропилен
Металлы — не единственные доступные коррозионно-стойкие материалы. Полипропилен, один из самых популярных пластиков в обрабатывающей промышленности и особенно распространенный пластик для производства автомобильных деталей. Это также один из самых коррозионностойких пластиков.
Эту термопластичную полимерную смолу называют «сталью пластмассовой промышленности» за ее прочность, способность выдерживать высокие уровни физического давления и устойчивость к широкому спектру агрессивных элементов, таких как масло, растворители, вода, бактерии и т. д. . Полипропилен высокой плотности (HDPE) обладает более высокой прочностью на растяжение и повышенным диапазоном рабочих температур.
Полипропилен можно найти практически во всем: в веревках, ковровых покрытиях, автомобильных аккумуляторах, многоразовых контейнерах, спортивной одежде, лабораторном оборудовании и многом другом.
Однако высокая воспламеняемость и высокий тепловой коэффициент этого материала ограничивают его пригодность для применения при высоких температурах. Кроме того, важно отметить, что полипропилен подвержен окислению, УФ-разложению и воздействию некоторых хлорированных растворителей.
5. Политетрафторэтилен (ПТФЭ)
PTFE, обычно известный под торговой маркой Teflon, представляет собой химически стойкий и коррозионностойкий технический термопласт с самым низким коэффициентом трения среди всех известных твердых материалов. ПТФЭ является гидрофобным, то есть он не впитывает воду и обладает хорошей электроизоляционной способностью как в жаркой, так и во влажной среде.
ПТФЭ наиболее известен своими коммерческими и медицинскими применениями — созданием антипригарных покрытий для кастрюль и сковородок и обеспечением антифрикционного покрытия для медицинских и промышленных применений. Благодаря низкому трению этот материал используется для изготовления подшипников, шестерен, пластин скольжения, уплотнений и других мелких деталей, имеющих решающее значение для промышленного применения. ПТФЭ также часто используется в композитах из углеродного волокна и стекловолокна.
Тем не менее, PTFE имеет свои ограничения. Этот материал трудно соединять, он чувствителен к ползучести, истиранию и излучению. Кроме того, пары, выделяемые ПТФЭ, могут быть токсичными в закрытых помещениях. Прежде чем принимать какие-либо важные решения о материалах, лучше проконсультироваться с опытным партнером-производителем.
Получите консультацию специалиста по выбору материала
Коррозионная стойкость является чрезвычайно желательным свойством, особенно в полупроводниковой, энергетической, аэрокосмической и автомобильной промышленности. Существует широкий выбор коррозионно-стойких материалов, в том числе пять вышеупомянутых, и группы разработчиков должны проявлять должную осмотрительность при выборе материалов, чтобы убедиться, что они соответствуют уникальным требованиям проекта.
Опытный партнер по цифровому производству, такой как Fast Radius, может помочь командам разработчиков ответить на самые сложные вопросы в процессе разработки продукта. Вы должны использовать металл или пластик? Полипропилен так же хорош, как нержавеющая сталь? Наша команда имеет многолетний опыт в области аддитивного и традиционного производства, и мы поможем каждому клиенту выбрать устойчивый к коррозии материал, который защитит его детали в течение длительного времени. Свяжитесь с нами сегодня чтобы начать.
Для получения дополнительной информации о материалах в аддитивном производстве и о том, как выбрать лучший материал для вашего следующего проекта, ознакомьтесь с соответствующими статьями блога в учебном центре Fast Radius.
Готовы создавать детали с помощью Fast Radius?
Начните предложение
Самые стойкие к коррозии металлы
Для большинства проектов ни один фактор не определяет выбор металла для любого применения. Вам может понадобиться что-то легко формируемое, но при этом прочное, красиво выглядящее или недорогое. Одна тема, которая часто возникает, особенно для проектов, которые будут находиться в суровых условиях, таких как соленая вода, — это коррозионная стойкость.
Полезно знать, какие металлы наиболее устойчивы к коррозии, потому что этот атрибут может перевесить другие соображения . Давайте посмотрим на коррозионную стойкость некоторых популярных металлов, включая некоторые конкретные марки, которые вам следует проверить.
Разрушение коррозионностойких металлов
Некоторые металлы и металлические сплавы, конечно, более устойчивы к коррозии, чем другие. Для каждого вида металла существуют разные марки (иногда сотни) с разной коррозионной стойкостью.
В следующем рейтинге, от наименее к наиболее стойкому, делается попытка немного глубже изучить эти различия в сортах:
- Углеродистая сталь
- Оцинкованная сталь
- Алюминий
- Нержавеющая сталь
- Красные металлы
Наименее стойкий: углеродистая сталь
Это довольно ясно — просто посмотрите на материал.
Хотя углеродистая сталь (также известная как мягкая или обычная сталь) является наиболее используемым и наиболее доступным из всех металлов, сама по себе она является плохим примером коррозионной стойкости. Есть причина, по которой мост Золотые Ворота проходит через вечный цикл перекраски .
В морской среде , а также в большинстве других сред, подверженных воздействию влаги и погодных условий, углеродистая сталь должна иметь защитное покрытие. Иначе заржавеет через несколько дней.
Незначительная стойкость: оцинкованная сталь
Слой цинка с покрытием между элементами и внутренней частью придает оцинкованной стали определенную степень коррозионной стойкости.
Чем выше номер марки, тем толще цинк слой и выше сопротивление. Таким образом, оцинкованная сталь G30 имеет более тонкий слой цинка, чем оцинкованная сталь G90.
Слабостойкий: алюминий
Чудо-металл, алюминий обладает способностью создавать собственное антикоррозионное покрытие . Процесс называется самопассивированием, и он происходит по мере окисления металла. Итак, там, где углеродистая сталь ржавеет и крошится, алюминий сияет.
Анодирование алюминия представляет собой процесс, который:
Ускоряет образование стойкого покрытия
Укрепляет металл
Создает полированную поверхность
Среди марок алюминия 5052-х42 выделяется своей коррозионной стойкостью. Он также красивый, с яркой гладкой поверхностью. Вдобавок ко всему, он имеет довольно хорошую прочность.
Высокая стойкость: нержавеющая сталь
Существует множество марок нержавеющей стали. Важно знать, что их антикоррозионные свойства связаны с содержанием в них хрома. Больше хрома означает большее сопротивление. Для наружного использования наиболее часто назначаются марки:
нержавеющая сталь 304
нержавеющая сталь 316
430 нержавеющая сталь
Нержавеющая сталь марки 316 предназначена для использования в суровых морских условиях . Его прозвище «морской сорт» не просто так. Он содержит 18% хрома, но содержит больше никеля, чем 304, и добавляет 2-3% молибдена. Это делает его более устойчивым к соли.
Марка 304 очень долговечна, но не так устойчива к коррозии, как 316. Нержавеющая сталь марки 430 стоит меньше, чем 304 или 316, но ее коррозионная стойкость невысока. Все три легко доступны, так что идите 316, если можете.
Наиболее стойкие: красные металлы
В эту категорию входят медь и ее сплавы, латунь и бронза. Это дорогие металлы. Они по крайней мере так же устойчивы к коррозии, как нержавеющая сталь, но красота стоит денег .
Когда они окисляются, красные металлы просто не подвергаются коррозии, но становятся немного зелеными от воздействия кислорода. Это кажется небольшой ценой за 1000 лет стойкости к коррозии, но первоначальная цена этих металлов наличными может заставить задуматься.
Все еще не уверены? Спросите у эксперта
Если вам кажется, что это обсуждение упростило выбор металла, вы молодец!
Для тех, кто все еще робеет в выборе материалов, лучше всего встретиться с профилегибочным станком и получить более длинную версию.
