Стол станка фрезерного: Доступ ограничен: проблема с IP
Содержание
Фрезерный стол своими руками: конструкция, изготовление, сборка
В хозяйстве частного домовладения всегда пригодится фрезерный станок. Оборудование незаменимо при изготовлении различных деревянных изделий — от оконных рам до различных небольших поделок. Фрезерный станок представляет собой опорный стол и сам фрезер. Если у хозяина уже есть ручной фрезер, то можно изготовить фрезерный стол своими руками.
Содержание
- Для чего нужен фрезерный стол
- Конструкция фрезерного стола
- Изготовление станины и столешницы
- Станина
- Столешница
- Вариант сборки станка своими руками
- Плита для фрезера
- Фрезер
- Монтажная пластина
- Лифт
- Схема самодельного лифта фрезера
- Поворотный фрезерный стол
- Безопасность при работе на самодельном станке
Для чего нужен фрезерный стол
Стол является основной базой станка. Фрезы — его рабочие органы. С помощью этих деталей при обработке заготовок из древесины выполняют множество операций. На станке в древесине делают продольные пазы, каналы, вертикальные углубления, овальные скосы и многое другое. Стол необходим для точного размещения фрезы — как в горизонтальном, так и в вертикальном направлении.
На станке в древесине делают продольные пазы, каналы, вертикальные углубления, овальные скосы и многое другое. Стол необходим для точного размещения фрезы — как в горизонтальном, так и в вертикальном направлении.
Конструкция фрезерного стола
Рабочий стол станка должен отвечать следующим требованиям:
- Стандартная высота рабочей поверхности колеблется в пределах от 800 до 900 мм. Высота стола может быть иной — по желанию хозяина мастерской.
- Поверхность стола должна обеспечивать беспрепятственное скольжение деревянной заготовки.
- Фрезер должен быть оснащён лифтом, который будет легко перемещать фрезу по вертикали.
- В рабочей зоне нужно установить отсос стружки и пыли.
- Монтажная пластина должна обеспечивать надёжное крепление фрезера. Толщина пластины должна позволять максимально выдвигаться вверх режущему органу.
- Прижимные детали должны быть такими, чтобы руки работника не могли случайно попасть под фрезу.
- Станина станка должна быть устойчивой, и в то же время позволять легко перемещать станок в нужное место.

Изготовление станины и столешницы
В условиях домашней мастерской для изготовления опорной части станка зачастую используют недорогие подсобные материалы. Для этого берут куски МДФ, строительной фанеры, металлический уголок, метизы (болты, винты, шайбы и гайки) и прочее.
Станина
Опорную конструкцию для станка делают из деревянного бруса или сваренного металлопрофиля. Некоторые мастера приспосабливают под станину старый стол или верстак. Самое главное в устройстве станины —устойчивость. Во время работы фрезера могут возникать различные нагрузки вибрационного характера.
Если старая мебель расшатана, то стоит установить дополнительный крепёж. Для этого используют металлический уголок, который крепят в сомнительных узлах конструкции через просверленные отверстия шурупами.
Самой надёжной конструкцией будет станина из стального уголка 40×40 мм. Для этого нужен сварочный аппарат и опыт обращения с ним.
Столешница
Организацию рабочего стола можно «подсмотреть» в видеоматериалах о работе фрезерных станков, опубликованных в интернете. При изготовлении столешницы необходимо следовать требованиям, обеспечивающим лёгкое перемещение деревянной заготовки и режущего органа фрезы, а также надёжную фиксацию обрабатываемой детали относительно фрезы.
Вариант сборки станка своими руками
На обоих боковых торцах стола устанавливают алюминиевый профиль Т-образного сечения для крепления и свободного перемещения параллельного упора в виде планки. Планка по бокам оснащена алюминиевыми креплениями, которые входят в пазы боковых профилей.
В планке делают прямоугольный вырез под выход фрезы. На детали закрепляют направляющий профиль, по которому перемещаются вертикальный и угловой прижим. Прижимы фиксируют прохождение деревянной заготовки через зону фрезерования.
В столешнице прорезают параллельный паз — для перемещения ползуна углового упора. На одной из опор под столешницей устанавливают выключателей с кнопкой аварийной остановки фрезера.
Рабочую площадку часто изготавливают из МДФ и строительной фанеры. Поверхность из такого материала быстро изнашивается. Более надёжная столешница — сделанная из текстолита. Текстолитовая поверхность обладает высокой износостойкостью и низким коэффициентом трения.
Идеальным вариантом для столешницы может быть стальной лист или плоскость из алюминиевого сплава. Так, как площадка должна иметь технологические пазы и отверстия, изготовить своими руками такую деталь будет довольно сложно, а порой и невозможно. Выход может быть найден в использовании деталей старого оборудования.
Плита для фрезера
В центре столешницы вырезают проём для установки рабочей пластины.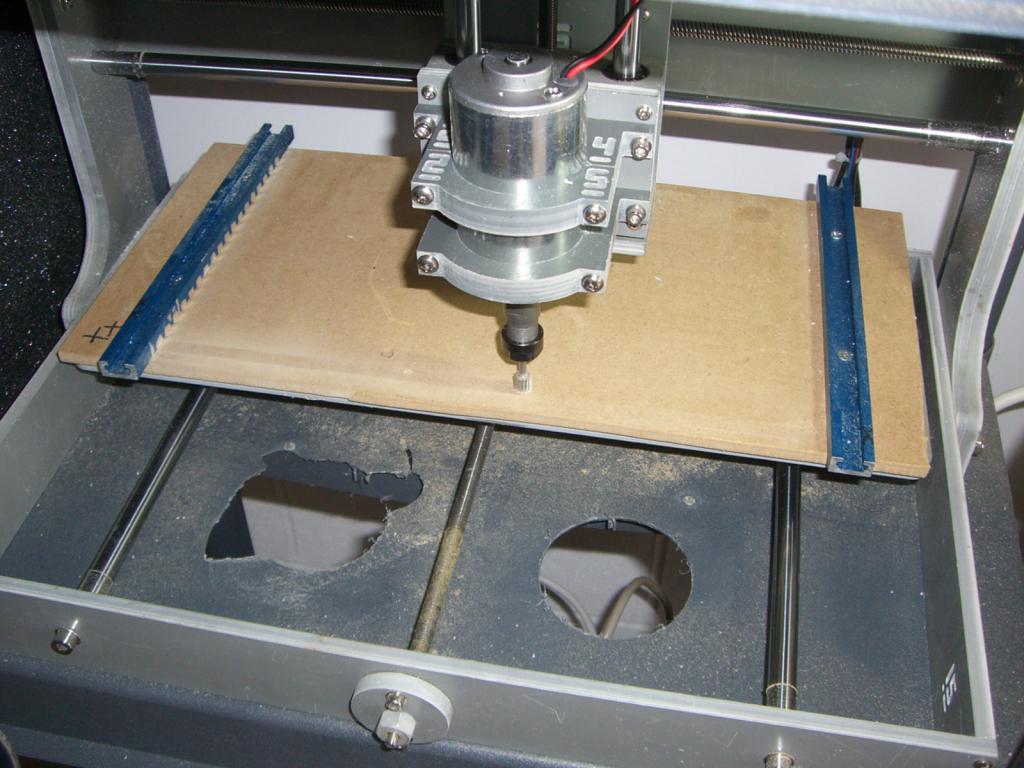 Пластину лучше изготовить из того же текстолита. В плите делают круглое отверстие. Под отверстие делают круглые вставки. Комбинируя вставки, подбирают проходное отверстие по диаметру для нужной фрезы.
Пластину лучше изготовить из того же текстолита. В плите делают круглое отверстие. Под отверстие делают круглые вставки. Комбинируя вставки, подбирают проходное отверстие по диаметру для нужной фрезы.
Кольцевые вставки, как и сама плита, должны находиться в одном уровне со всей поверхностью рабочего стола. Кольца обеспечивают плотное вхождение фрезы в рабочую зону.
Фрезер
Силовая установка по своей функциональности действует, как обыкновенная дрель. Патрон фрезера зажимает ось фрезы и сообщает ей вращательное движение. Агрегат крепится снизу к рабочей плите. При конструировании стола нужно обязательно учитывать сохранение пространства для помещения устройства под столешницей.
В качестве фрезера приспосабливают компактный электродвигатель. Сделать самодельный электроинструмент под силу опытному мастеру. В некоторых случаях используют электрическую дрель. Чтобы избавиться от такой проблемы, приобретают готовый ручной фрезер. В торговой сети покупателям предлагают широкий ассортимент ручного электроинструмента такого типа.
Ручной фрезер разных производителей имеет примерно одинаковый набор опций и габаритные размеры. Инструмент в основном предназначен для обработки деревянных заготовок.
Фрезерный станок позволяет работнику управлять процессом обработки с помощью двух рук, а при работе с ручным инструментом, руки заняты удержанием самого агрегата. Выгодно ручной фрезер поместить в самодельную конструкцию станка.
Монтажная пластина
Полимерную подошву фрезера снимают и вырезают по её обводу монтажную пластину. Монтажную плиту изготавливают из металлического листа, толщиной не более 6 мм. В рабочей площадке просверливают монтажные отверстия по винты крепления фрезера через монтажную пластину.
Отверстия делают со стороны рабочей поверхности с потаем, чтобы головки винтов не выступали над плоскостью стола.
Лифт
Лифт — устройство для перемещения чего-либо по вертикали. В данном случае это касается фрезерного агрегата. Ручной фрезер оснащён лифтом. Проблема установки лифта становится актуальной при использовании в качестве силовой установки самодельных устройств.
Можно приобрести готовый лифт заводского изготовления. В интернете публикуется много вариантов изготовления самодельных подъёмных устройств. Основной задачей подъёмника является решение точной фиксации фрезы по вертикали. Выступ конусной режущей поверхности фрезы определяет глубину и ширину выборки древесины в заготовке.
Одним из самых популярных вариантов самодельного лифта является перемещение фрезера на вертикальном металлическом стержне с резьбой.
Схема самодельного лифта фрезера
Под столом устанавливают полку, в которую вставляют стержень с фланцевой гайкой. Выше на стержне устанавливают маховик. Вращая его, добиваются нужной высоты фрезы над поверхностью рабочего стола.
Поворотный фрезерный стол
Поворотная модель станка представляет собой сложную конструкцию, обеспечивающую наклон деревянной заготовки по отношению к фрезе. Благодаря этой особенности станка, изготавливают деревянные заготовки сложной формы. В домашних условиях такие столы собрать практически невозможно.
Безопасность при работе на самодельном станке
Для безопасной работы фрезерного станка, следует соблюдать несколько правил техники безопасности:
- Металлическая станина должна быть обязательна заземлена.
- Станок устанавливают в сухом проветриваемом помещении.
- Если станок выполнен полностью из дерева, то заземляют сам корпус фрезера.
Заключение
Фрезерный стол, сделанный своими руками, сэкономит денежные средства хозяина мастерской. Самодельная конструкция учитывает все индивидуальные потребности владельца станка, чем выгодно отличается от уже готовых вариантов.
Стол и салазки консольно-фрезерного станка 6М82
Описание узла «стол — салазки»
Стол является последним элементом в цепи подач и имеет возможность перемещаться в трех направлениях: по направляющим салазок в продольном, вместе с салазками по направляющим консоли в поперечном и вместе с салазками и консолью по направляющим станины в вертикальном направлениях.
Все эти перемещения сблокированы между собой таким образом, что одновременное включение нескольких движений невозможно.
Включение продольного хода стола осуществляется рукояткой 5, имеющей три положения: «подача вправо», «подача влево» и «стоп».
6м82
Общий вид стола и салазок
Величина продольного хода ограничена кулачком 2 (останов хода стола влево) и кулачком 1 (останов хода стола вправо). Чтобы не превысить наибольшего возможного хода стола, указанного в паспорте (700 мм), передвижение кулачков по пазу в процессе их установки ограничено двумя винтами, закрепленными внутри паза. Стол может настраиваться на автоматические циклы.
Основная рукоятка продольного хода механически связана с дублирующей рукояткой продольного хода 11, расположенной снизу салазок и дающей возможность рабочему, находящемуся сбоку станка (сзади стола), включать продольную подачу.
На передней плоскости салазок, с правой стороны, расположена кнопочная станция, на которой находятся кнопки «Шпиндель», «Быстро» и «Стоп». Кнопкой «Стоп» отключаются все движения на станке.
Кнопкой «Стоп» отключаются все движения на станке.
Если рукоятки механических подач (продольной, поперечной или вертикальной) находятся не в нулевом положении, то с включением кнопки «Шпиндель» одновременно включается соответствующая подача.
Для включения подачи без вращения шпинделя, что может понадобиться при наладке станка, необходимо рукоятку включения шпинделя на дверке правого электрошкафа поставить в среднее нулевое положение.
Кнопка «Быстро» включает быстрый ход стола, салазок или консоли при условии, если соответствующие рукоятки включены в нужном направлении. При снятии нажима на кнопку быстрый ход прекращается.
В условиях автоматического цикла кнопка «Быстро» не работает.
Рукоятки 8 и 10 служат для зажима салазок на консоли и дают возможность увеличить жесткость системы при тяжелом силовом режиме на продольной подаче.
Включать поперечный ход при поджатых рукоятках зажима салазок воспрещается.
Ограничительные кулачки 9 предназначены для автоматического отключения поперечной подачи или поперечного быстрого хода в нужном месте. Внутри паза салазок, аналогично столу, имеются ограничивающие винты, не дающие возможности передвижению кулачков за пределы ходов, оговоренных в паспорте станка.
Внутри паза салазок, аналогично столу, имеются ограничивающие винты, не дающие возможности передвижению кулачков за пределы ходов, оговоренных в паспорте станка.
Продольный ход по паспорту составляет 700 мм. Имеется некоторый запас хода.
Поперечный ход по паспорту составляет: ручной — 260 мм, механический — 240 мм.
Следует указать, что в данном случае нет запаса хода для свободного выбега, так как длина поперечного перемещения салазок ограничена нишами консоли.
Использование станка на механических ходах без ограничения величины перемещения кулачками в установленных пределах ведет к поломке станка; как показывает опыт, чаще всего происходит поломка кронштейна винта поперечного хода.
С левого торца стола, на цапфе винта, смонтирован маховичок для ручных перемещений. Второй маховичок ручных перемещений стола расположен на переднем торце салазок, справа.
Цена делений лимбов — 0,05 мм. За один оборот левого маховичка стол перемещается на 6 мм. За один оборот переднего маховичка — на 4 мм.
Особенности узла «стол —салазки» в универсальном исполнении
Универсальное исполнение салазок дает возможность повернуть стол с верхней частью салазок на угол до 45′.
Для этого верхняя часть салазок выполнена в виде отдельного корпуса с центрированием по нижнему корпусу с помощью специального стального фланца 3.
6м82
Зажим салазок
Поворот верхней части салазок относительно нижней происходит вокруг оси фланца 3; при этом коническое зубчатое колесо 1 обкатывается вокруг зубчатого колеса 2.
Фланец 8 крепится относительно нижней части салазок с помощью четырех винтов и четырех штифтов, что обеспечивает надежное восприятие горизонтальных составляющих усилия фрезерования.
Крепление верхней части салазок относительно нижней происходит четырьмя стержнями 1 с коническими концами, затягивающими штыри 2 в Т-образном пазу.
6м82
Зажим поворотной части салазок
Штыри 2 и винты 1, как правило, используются редко, и поэтому они во избежание ржавления резьбы и конусов должны быть все время смазаны. Крепление можно считать достаточным, если при завертывании винтов приложить к ключу усилие около 50 к/см.
Крепление можно считать достаточным, если при завертывании винтов приложить к ключу усилие около 50 к/см.
Работа механизмов стола
Профиль направляющих стола выполнен в виде ласточкина хвоста. Концевые кронштейны стола, поддерживающие винт, устанавливаются по фактическому расположению винта и фиксируются с помощью контрольных штифтов.
Радиальные подшипники ходового винта выполнены в виде втулок из чугуна марки Ц-2, запрессованных в кронштейны.
Эти втулки должны каждую смену смазываться.
Упорные подшипники смонтированы на разных концах винта, что устраняет возможность работы ходового винта на продольный изгиб. Практически важно иметь предварительный натяг ходового винта гайками с усилием 100 — 125 кг/с, на что необходимо обращать внимание при повторном монтаже.
Если станок работает с тяжелыми, часто повторяющимися нагрузками, то возникает необходимость подтяжки винта.
Для осуществления привода шпинделя делительной головки шейка ходового винта с правой стороны имеет шпонку.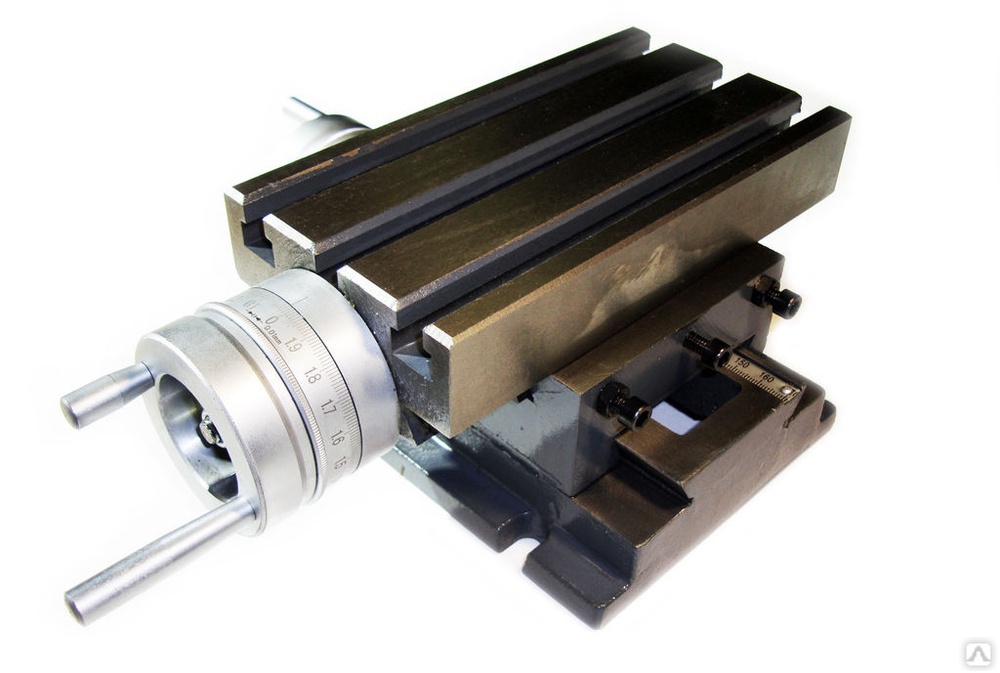 Эта шейка обычно закрыта съемным колпачком.
Эта шейка обычно закрыта съемным колпачком.
6м82
Разрез по ходовому винту
Ходовой винт 1 получает вращение через скользящую шпонку гильзы 7, смонтированной во втулках 4 и 8.
Гильза имеет наружные шлицы, через которые ее вращает кулачковая муфта 6; последняя получает вращение при сцеплении с торцовыми кулачками муфты 5, жестко связанной с коническим зубчатым колесом. Кулачковая муфта 5 имеет зубчатый венец, с которым сцепляется зубчатое колесо привода круглого стола.
Блок конических зубчатых колес 9 имеет верхнее зубчатое колесо со спиральным зубом типа Клингельнберг с передаточным отношением 1: 1. При повторном монтаже необходимо обращать внимание на правильную установку компенсаторов.
Правая из двух гаек ходового винта (гайка 3) неподвижна и зафиксирована двумя штифтами в корпусе салазок, левая гайка 2, упираясь торцом в правую, при повороте ее червяком выбирает люфт в винтовой передаче.
Зажим салазок на консоли происходит за счет подтягивания планки 10 эксцентриком, имеющим эксцентриситет 1 мм. Подтяжка гайки по месту дает возможность компенсировать износ и устанавливать зажим соответственно наиболее удобному угловому положению рукоятки.
Подтяжка гайки по месту дает возможность компенсировать износ и устанавливать зажим соответственно наиболее удобному угловому положению рукоятки.
Регулирование узла «стол — салазки»
Для регулирования зазора в ходовом винте стола необходимо ослабить контргайку 4. После этого, вращая валик 5, произвести при помощи червячной передачи подтягивание гайки 1.
6м82
Регулирование зазора в ходовом винте
Выборку люфта нужно производить до тех пор, пока люфт ходового винта, проверяемый поворотом маховичка продольного хода, окажется не более 3 — 5′ и пока не произойдет заклинивания винта на всей его длине при перемещении стола вручную.
После проведения регулирования нужно затянуть контргайку 4, в результате чего червячный валик зафиксируется в установленном положении. Ограничение люфта в паре ходовой винт — гайка позволяет работать методом попутного фрезерования.
С целью поддержания условий, необходимых при проведении подобного регулирования, рекомендуется:
- менять по возможности участки работы, добиваясь равномерного износа винта;
- при работе методом попутного фрезерования использовать станок на определенной длине хода.

Регулирование клиньев стола и салазок
Зазор в направляющи выбирается длинным клином (на всю длину салазок). Регулирование этого клина (рис. 45) производится при ослабленных гайках 1 и 3 путем подвертывания отверткой винта 2.
6м82
Регулирование клиньев
После проверки регулирования ручным перемещением стола гайка 1, а затем гайка 3 сильно затягиваются.
Для перемещения салазок в поперечном направлении в станке применены узкие прямоугольные направляющие, зазор в которых регулируется клином 5 с помощью винта 4. Степень регулирования, как и в продольных направляющих, проверяется путем ручного перемещения салазок маховичком.
Винты 7 предназначены для зажима стола на салазках при тяжелом фрезеровании с поперечной подачей.
Смазка стола и салазок
Стол и салазки периодически смазываются от ручного насоса 14, прифланцованного с левого торца салазок. Насос вставляется в пишу салазок, имеющую сверху отверстие с фильтром, через которое заливается масло до уровня, отмеченного на маслоуказателе.
6м82
Смазка салазок
Масло от ручного насоса подается и центр альному распределителю, от него — к двум боковым и дальше поступает к отдельным точкам смазки с помощью следующих трубок:
- 1, 7, 8, 18 — смазка направляющих салазок;
- 4- смазка конических зубчатых колес;
- 3 — смазка гайки ходового винта;
- 17 — смазка направляющих консоли;
- 16 — смазка подшипника конического зубчатого колеса центрального кронштейна;
- 12 — смазка подшипника конического зубчатого колеса;
- 5- смазка подшипника зубчатого колеса привода круглого стола;
- 6 — смазка вилки включения кулачковой муфты;
- 10 — смазка гайки поперечного винта;
- 9 — смазка гильзы ходового винта
6м82
Смазка клина
6м82
Смазка винта поперечной подачи
При очередном ремонте необходимо проверить поступление масла во все указанные 13 точек салазок; те трубки, в которых смазка не обнаружена, должны быть отсоединены от маслораспределителя и продуты. Ручной насос периодической смазки может работать только погруженным в масляную ванну, уровень которой контролируется маслоуказателем.
Ручной насос периодической смазки может работать только погруженным в масляную ванну, уровень которой контролируется маслоуказателем.
Трубка насоса (в масляной ванне) полностью погружена в масло, которое через отверстие с двух сторон и кольцевую выточку попадает в полость 8.
6м82
Разрез ручного насоса смазки
«>
При вытягивании штока 4 за ручку 1 шарик отходит к диафрагме 6 и вся полость трубки 8 за поршнем заполняется маслом.
Пружина 2 давит на кольцо поршня 5 и постепенно выжимает масло через отверстия 7 и фильтр 9 в маслопровод 11, после чего масло, пройдя через подпорный клапан 12, подается в маслораспределитель салазок.
При удовлетворительном состоянии уплотнителей насос за один ход подает приблизительно 8 см\3 масла. Поршень насоса в условиях нормальной работы должен совершать под действием пружины полный ход за время от 0,2 до 1 мин. В условиях нормальной работы станка насос подкачивается три раза в смену; при этом каждый раз необходимо делать примерно восемь качков.
В условиях нормальной работы станка насос подкачивается три раза в смену; при этом каждый раз необходимо делать примерно восемь качков.
Заливка насоса загрязненным маслом не допускается, так как оно засоряет отверстия и фильтр 9, и насос перестает работать. Кроме того, загрязненное масло увеличивает износ трущихся поверхностей.
Насос необходимо промывать 2 — 3 раза в год в бензине. Для промывания насоса следует снять и отвернуть масляную трубку от головки 10, а головку 10 — от трубки 3, вынуть фильтр 9 и тщательно промыть его и все остальные детали в чистом бензине. После этого детали насоса надо протереть тряпкой и поставить на место, предварительно проверив отверстия продувкой воздухом. Редкая промывка и использование загрязненного масла, помимо быстрого засорения насоса, приводят к быстрому его износу.
Во избежание подтеков масла разрешается установка насоса на нитрокраску или бензоупорную смазку.
Кожаную манжетку при порче можно заменить новой, изготовленной из нехромленой кожи, размоченной в горячей воде и отформованной по колпачку.
Самодельный фрезерный стол. Фрезерные столы для ручного фрезера :: SYL.ru
Профессиональные столяры относятся к своему фрезерному столу с большим уважением. И не случайно. Ведь удобный и правильно устроенный верстак – залог высокой производительности и повышения эффективности рабочего процесса. В продаже можно найти модели столов на любой вкус, но зачастую стоимость их настолько велика, что позволить себе такую покупку может далеко не каждый умелец.
Однако каждому под силу изготовить подходящий фрезерный стол самостоятельно, подстроив его под свои личные потребности и привычки. И не обязательно покупать дорогостоящие фирменные изделия или их китайские аналоги. Потрудившись немного, вы не только значительно сэкономите, но главное – в итоге вы получите свой собственный стол, работая за которым, сможете быстрее и намного качественней изготавливать именно те столярные изделия, которые вам требуются.
Производитель не может предугадать нужды каждого потенциального покупателя и закладывает в свои изделия базовые возможности.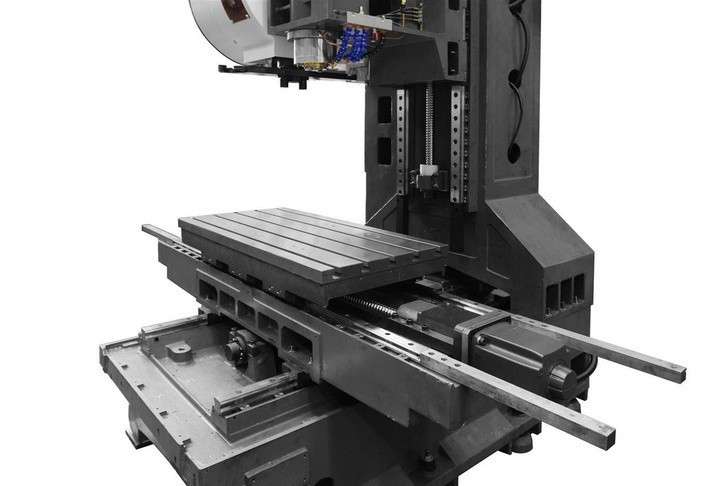 Многие из них могут просто никогда вам не потребоваться, а некоторых, нужных именно вам, может не оказаться в конструкции стола.
Многие из них могут просто никогда вам не потребоваться, а некоторых, нужных именно вам, может не оказаться в конструкции стола.
Для самостоятельного изготовления фрезерного стола не потребуется ничего сверхъестественного и слишком дорогого. Все, что нужно – электромотор, направляющая конструкция и непосредственно сам стол, устойчивая станина, на которой будет закреплено оборудование и дополнительные приспособления. И, конечно, свой собственный чертеж фрезерного стола.
Для чего нужен фрезерный станок и каково его предназначение
Принцип работы с ручным фрезерным инструментом заключается в том, что фрезер передвигается по поверхности надежно закрепленной заготовки, которую требуется определенным образом обработать. Проблема в том, что это часто бывает не совсем удобно. Поэтому прибегают к хитрости: крепят сам фрезер, а перемещают деталь. Получаемая конструкция и называется «фрезерный стол».
При помощи фрезерных столов можно без особого труда выполнять фигурные отверстия, прорезать пазы, надежно соединять детали, например, стенки ящиков и прочее, выполнять профилирование кромок и многие другие операции, которые доступны только в специализированных столярных мастерских, где есть фрезерные станки.
Используя фрезерные столы для ручного фрезера, вы получаете возможность обрабатывать не только деревянные изделия, но и ДСП, пластмассу, МДФ, выполнять соединения на шипах и шпунтах, делать пазы и шлицы, снимать фаски и декорировать профили.
Помимо того, фрезерные столы могут быть использованы как деревообрабатывающие станки. Для этого в стойке дрели или на верстаке закрепляется инструмент — и станок готов. Поэтому многие фирмы начали выпускать фрезерные столы в широком ассортименте с массой дополнительных аксессуаров к ним. Однако грамотно изготовленный своими руками стол для фрезера ничем не уступает фирменным, а порой даже превосходит их.
Как устроены фрезерные столы
Для работы с ручным фрезером на столе можно использовать обычный верстак или соорудить специальный стол. Отличает такой стол жесткая конструкция с хорошей устойчивостью. Это необходимо, учитывая сильные вибрации, вызываемые работающим фрезером. Поскольку инструмент крепится снизу, то под столешницей не должно быть ничего мешающего работе. Только сам фрезер для фрезерного стола и при необходимости — устройство лифта, обеспечивающего точную и плавную регулировку подъема фрезы.
Только сам фрезер для фрезерного стола и при необходимости — устройство лифта, обеспечивающего точную и плавную регулировку подъема фрезы.
Фрезер крепится к столу при помощи монтажной пластины. Материал для нее должен быть качественным и прочным. Лучше всего использовать текстолит, металл или фанеру. На крепления пластиковой накладки на подошве фрезера обычно присутствуют резьбовые соединения, которые можно использовать для крепления фрезера к столешнице фрезерного стола. На поверхности будущего стола следует выбрать паз под монтажную пластину таким образом, чтобы подошва фрезера оказалась заподлицо. Крепить пластину нужно саморезами с потайными головками, чтобы они не мешали в будущем движению обрабатываемых заготовок.
Сам фрезер крепят к столу также при помощи винтов с потайными головками, присоединяя его к монтажной пластине. Если в подошве инструмента такие отверстия отсутствуют, их необходимо просверлить самостоятельно. В качестве альтернативы возможно использование прижимных устройств, если нет желания сверлить подошву фрезера.
На фрезерном столе обязательно следует установить кнопку включения и выключения фрезера. Крайне желательно также обустроить стол аварийной кнопкой-грибком для безопасности работающего за ним человека. Чтобы крепление обрабатываемых деталей было надежным, устраивают прижимные устройства. Удобно использовать фрезерный поворотный стол. Для измерения обычно в поверхность стола встраивают линейку.
Типы фрезерных столов
Приступая к изготовлению фрезерного стола следует, прежде всего, определиться с местом для него в вашей мастерской. Это зависит от того, какие функции вы планируете использовать. Это может быть боковое расширение пильного станка, то есть агрегатный стол.
Если вы планируете лишь изредка работать на фрезерном столе и использовать его за пределами мастерской, сооружайте портативный стол. Его всегда можно будет убрать или повесить на стену, сэкономив этим место.
Если в мастерской места достаточно, то максимально удобным будет стациоонарный стол для фрезерного станка. Его можно оснастить колесами и передвигать по мере необходимости.
Его можно оснастить колесами и передвигать по мере необходимости.
Как портативный, так и стационарный стол можно убирать на время, но при этом держать их постоянно готовыми для выполнения определенных операций. Для этого их заранее настраивают.
Простая конструкция стола
При желании устройства простой конструкции можно сделать ее небольшой высоты, закрепив потом на обыкновенном столе. Для этого возьмите лист ДСП и простую доску, которую следует закрепить на листе в качестве направляющей. Доска должна быть небольшой толщины и крепиться на болтах.
После этого нужно сделать отверстие для фрезы. В простом исполнении на этом можно и закончить – полученная конструкция позволит выполнять несложные фрезерные операции. Однако, если вы хотите изготовить фрезерный стол для более основательной работы, то придется потратить еще немного времени и сил.
Изготовление станины
Для любого фрезерного станка станина является его каркасом, на который сверху крепится столешница. Основание можно выполнить из любого материала, главное, чтобы оно получилось прочным и устойчивым. Размер станины выбирается индивидуально, исходя из габаритов деталей, которые планируется обрабатывать на станке.
Основание можно выполнить из любого материала, главное, чтобы оно получилось прочным и устойчивым. Размер станины выбирается индивидуально, исходя из габаритов деталей, которые планируется обрабатывать на станке.
При изготовлении станка желательно выполнить его нижнюю часть таким образом, чтобы стоящий перед ним человек не упирался ногами в каркас. Для этого самую нижнюю часть станины углубляют (как у обычной мебели) примерно на 10-20 сантиметров.
Если вы планируете обрабатывать дверные накладки, то будет уместно изготовление стола высотой 85-90 см, глубиной 50-55 см и шириной 150 см.
Для удобства при работе стоя высота стола принимается около 85-90 см. При этом желательно использовать в конструкции стола регулируемые опоры, которые позволяют выровнять фрезерные столы для ручного фрезера при наличии неровностей пола или при необходимости изменить высоту.
Столешница для самодельного стола
Поскольку заготовки хорошо скользят по пластику, удачным вариантом будет использование в качестве столешницы для фрезерного стола кухонной панели из ДСП толщиной 26-26 см. Ее глубина 60 см также будет удобна при эксплуатации, а сам материал ДСП прекрасно погасит вибрации, производимые фрезером в процессе работы.
Ее глубина 60 см также будет удобна при эксплуатации, а сам материал ДСП прекрасно погасит вибрации, производимые фрезером в процессе работы.
В крайнем случае, изготавливая столы фрезерных станков, можно использовать плиты ЛДСП или МДФ толщиной от 1,6 см.
Монтажная пластина
Так как кухонная столешница имеет довольно большую толщину, для сохранения амплитуды вылета фрезы крепление фрезера к столу следует производить при помощи монтажной пластины. При своей небольшой толщине она отличается высокой прочностью и надежно удержит инструмент без потери рабочего хода фрезы.
Применяя монтажную пластину из текстолита (стеклотекстолита), следует вырезать прямоугольную заготовку 5-8 мм толщиной и сторонами от 15 до 30 см. В центре пластины вырезать отверстие, соответствующее отверстию в подошве фрезерного инструмента. Пластина крепится к поверхности стола, а уже на нее устанавливается фрезер.
Собираем стол для фрезера
После того как станина будет изготовлена, к ней временно крепится столешница. На заранее подготовленное место устанавливают монтажную пластину и обводят ее контур карандашом. Затем при помощи ручного фрезера с фрезой диаметром 5-9 мм в столешнице следует выбрать посадочное место для нее. Пластина должна лечь в него заподлицо и без перекосов.
На заранее подготовленное место устанавливают монтажную пластину и обводят ее контур карандашом. Затем при помощи ручного фрезера с фрезой диаметром 5-9 мм в столешнице следует выбрать посадочное место для нее. Пластина должна лечь в него заподлицо и без перекосов.
Углы посадочного места необходимо скруглить напильником. Такую же операцию нужно провести и с монтажной пластиной – обработать ее углы таким же радиусом, как и в посадочном месте.
После этого следует произвести сквозное фрезерование столешницы по контурам подошвы фрезера. При этом не требуется особой точности, однако наверняка еще потребуется выбрать дополнительно материал снизу столешницы для пылеуловителя и каких-то других дополнительных приспособлений.
Осталось соединить все детали вместе. Заведя фрезер снизу, закрепляем его на монтажной пластине, затем крепим пластину к столешнице. Прикручиваем столешницу к станине уже окончательно.
Устраиваем верхний прижим
В качестве дополнительной меры безопасности и для удобства фрезерный стол оснащают верхним прижимом – устройством на основе ролика, изготовленным по чертежам. При работе с дверными накладками это особенно актуально, как и при выделке габаритных деталей. Конструкция верхнего прижима проста.
Подходящих размеров шариковый подшипник и выполнит задачу ролика. Подшипник нужно жестко зафиксировать на определенном расстоянии от столешницы, чтобы он обеспечивал надежный прижим обрабатываемой детали сверху.
Привод фрезерного станка
Если ваш выбор остановился на изготовлении простого станка, обратите внимание на электромотор для него. Мощность – основной фактор выбора. Если выборка дерева планируется неглубокая, то мощности в 500 Вт вам вполне хватит. Чтобы станок постоянно не останавливался и оправдал ваши надежды, выбирайте мотор с мощностью от 1100 Вт. Такой привод позволит не только спокойно обрабатывать любую древесину, но и использовать различные фрезы.
Самодельный фрезерный стол можно совершенствовать до бесконечности, в зависимости от ваших требований и желаний. Но самое главное при этом – не забывать о безопасности и обязательно оснастить свой станок средствами ее обеспечения.
Vevor Compound Flighing Machine Worktable 17,7×6,7 2 AXIS Cross Slide Drill Vise
Имея представленные предметы. Вы можете как
170GZTM000000000001V0
, включая детали. Вопросы и ответы Отзывы
Рабочий стол фрезерного станка 6,7 дюйма / 170 мм
Большой рабочий стол, гибкое перемещение и высокая точность
Двухосевая поверхность верстака имеет три Т-образных паза и обеспечивает позиционирование по двум осям (боковое и поперечное) с помощью двух маховиков для точной регулировки. Идеально подходит для сверления, шлифования и фрезерования.
Структура качества премиум -класса
Высокополичия и жесткость
Корректировка в направлении x y
Регулировка сжатия
.0005
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Высокое качество Tough
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Круглосуточный внимательный сервис
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Высокое качество
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24/7
Чугун для тяжелых условий эксплуатации
Изготовлен из качественного чугуна, устойчивого к коррозии и ржавчине, читать далее прочный и обеспечивает долгий срок службы.
Конструкция крепления с Т-образной канавкой
Составной стол, обладающий большой твердостью и жесткостью, имеет высокую поверхность и не поддается легкой деформации. Конструкция с тремя Т-образными пазами может соответствовать различным требованиям к усилию.
Перемещение по 2 осям
Ход по оси X: 210 мм, ход по оси Y: 110 мм. Вы можете отрегулировать оптимальное рабочее положение по мере необходимости.
Регулируемая ручка
Металлическая ручка с хорошей текстурой позволяет легко регулировать направление. С четкой шкалой фрезерный станок будет более точным при использовании.
Качественные болты и гайки
Стол сверлильного станка будет удобнее регулировать затяжку рабочего стола с помощью ряда болтов и гаек.
Широкое применение
Этот фрезерный рабочий стол можно использовать для большинства типов фрезерных, сверлильных и установочных работ, он идеально подходит для всех сверлильных станков, сверлильных и фрезерных станков.
Specifications
Worktable length: 17.7 in / 450 mm
Worktable width: 6.7 in / 170 mm
Transverse travel(X-Route): 8.3 in / 210 mm
Longitudinal travel (Y-маршрут): 4,3 дюйма / 110 мм
Размер монтажного отверстия (поперечный): 6,2 дюйма / 15,7 см
Размер монтажного отверстия (продольный): 5,3 дюйма / 13,5 см
Размер шасси: 10 x 9 в / 26 x 23 CM
- 9000 4000440004. Общая высота: 3,9 дюйма / 100 мм
Вес нетто: 66 фунтов / 30 кг
Размеры изделия (Д x Ш x В): 23 x 13 x 5 дюймов / 58 x 33 x 12,7 см
Содержимое упаковки
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам.
 Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.Почему выбирают ВЕВОР?
- Высокое качество Tough
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Круглосуточный внимательный сервис
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Высокое качество
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24/7
Рабочий стол фрезерного станка 6,7 дюйма / 170 мм
Большой рабочий стол, гибкое движение и высокая точность -осевая поверхность верстака имеет три Т-образных паза и обеспечивает двухосевое (боковое и поперечное) позиционирование с помощью двух маховиков для точной регулировки.
Идеально подходит для сверления, шлифования и фрезерования.- Структура высшего качества
- Высокая степень полировки и жесткости
- Регулировка по оси X Y
- Регулировка герметичности
Чугун для тяжелых условий эксплуатации
Изготовлен из качественного чугуна, устойчивого к коррозии и ржавчине, более прочный и долговечный время обслуживания.
Конструкция крепления с Т-образной канавкой
Составной стол, обладающий большой твердостью и жесткостью, имеет высокую поверхность и не поддается легкой деформации. Конструкция с тремя Т-образными пазами может соответствовать различным требованиям к усилию.
Перемещение по 2 осям
Ход по оси X: 210 мм, ход по оси Y: 110 мм. Вы можете отрегулировать оптимальное рабочее положение по мере необходимости.
Регулируемая ручка
Металлическая ручка с хорошей текстурой позволяет легко регулировать направление. С четкой шкалой фрезерный станок будет более точным при использовании.
Качественные болты и гайки
Стол сверлильного станка будет удобнее регулировать затяжку рабочего стола с помощью ряда болтов и гаек.
Широкое применение
Этот фрезерный рабочий стол можно использовать для большинства типов фрезерных, сверлильных и установочных работ, он идеально подходит для всех сверлильных станков, сверлильных и фрезерных станков.
Содержимое упаковки
- 1 x Фрезерный опорный стол Рабочий стол
Технические характеристики
- Длина рабочего стола: 17,7 дюйма / 450 мм
- Ширина рабочего стола: 6,7 дюйма / 170 мм, обратный ход
/ 210 мм
- Продольное перемещение (Y-маршрут): 4,3 дюйма / 110 мм
- Размер монтажного отверстия (поперечный): 6,2 дюйма / 15,7 см
- Размер монтажного отверстия (продольный): 5,3 дюйма / 13,5 см
- Размер шасси: 10 x 9 дюймов / 26 x 23 см
- Общая высота: 3,9 дюйма / 100 мм
- Вес нетто: 66 фунтов / 30 кг
- Размеры изделия (Д x Ш x В): 23 x 13 x 5 дюймов / 58 x 33 x 12,7 см
- Ширина рабочего стола
- 6,7 дюйма / 170 мм
- Поперечное перемещение (X-Route)
- 8,3 дюйма / 210 мм
- Продольные перемещения (Y-Route)
- 4,3 мм / 110 мм
- 33 Mountip cm
- Mounting Hole Size (Longitudinal)
- 5. 3 in / 13.5 cm
- Chassis Size
- 10 x 9 in / 26 x 23 cm
- Overall height
- 3.9 in / 100 mm
- Net Weight
- 66 lbs / 30 kg
- Item Dimensions(L x W x H)
- 23 x 13 x 5 in / 58 x 33 x 12.7 cm
Questions and Answers
7 Вопросы
Задайте вопрос
Вопросы
1) Есть ли возможность крепления всего стола к стали или дереву?
2) Шаги на ручках в дюймах или миллиметрах?Ответить
Посмотреть больше
1) Крепится винтами.
2) Миллиметры.Вевор
(0)
(0)
Вопросы
Я живу в Морсвилле, штат Пенсильвания, 19541 Сколько времени займет доставка при покупке поперечной направляющей и бесплатная ли доставка? дата покупки будет понедельник 07.
03.22 спасибо RZответ
Посмотреть больше
Рик. Весь наш продукт доставляется бесплатно.
Вевор
(0)
(0)
Вопросы
Тройники какого размера подходят к этому столу? Вевор их продает?
Ответить
Посмотреть больше
Размер М10.
Вевор
(0)
(0)
Отзывы клиентов
Цена
4. 8Качественный
4,6Функции
4.6Легко использовать
4.6
27 Отзывов
Shawn M.
Т-образный паз Размер: 10 мм Размер верстака: 185 x 100 мм Канал: 3 шт.
Хорошее соотношение цены и качества
Удивительно, но после первой полной разборки и очистки удалось сделать его достаточно затянутым и гладким. Точность удовлетворительная, особенно при небольшом натяжении стопорных винтов.
Это не быстрый фидер, но он делает то, что мне нужно для небольшой работы.Показать больше Показать меньше
0
Craft Fam
Размер Т-образного паза: 10 мм Размер верстака: 185 x 100 мм Канал: 3 шт. , окончательная сборка была плохой, и маховикам нужно поработать, чтобы они работали плавно. Я заменил нижние винты крепления на более длинные и добавил за ними плоские шайбы. В целом хорошая ценность после выполнения дополнительной работы.
Показать больше Показать меньше
0
Аллен
, и качество было то, что я ожидал. Разберите, очистите, удалите заусенцы и отрегулируйте выступы, чтобы добиться плавного хода стола практически без люфта. Будет хорошо работать на сверлильном станке для позиционирования.
Показать больше Показать меньше
0
RAMA
T-Grove Размер: 10 мм Размер рабочей палочки: 450 x 170 мм Канал: 3 Единицы
Хорошие для меня.
составной стол среднего размера для моего хобби-магазина, и в прошлом я купил несколько предметов у Vevor. Я купил таблицу x-y на специальной распродаже по электронной почте. Товар тяжелый, но у Vevor была бесплатная доставка через UPS, который прибыл в течение недели в хорошем состоянии. Все детали хорошо обработаны и работают в разумных пределах. У отливок есть шероховатости, которые требуют некоторой доработки, но они того стоят, чтобы получить очень полезную и довольно точную составную таблицу такого размера, которая продается за значительно большие деньги либо на Amazon, либо на eBay 9.0005См. Подробнее см. Меньше
0
ShadeTree63
Размер T-Grove: 10 мм Размер рабочей баки: 450 x 170 мм . Быстрая доставка, хорошо упаковано, очень хорошо сделано, очень доволен покупкой. Купил бы снова. Прикрепил это к моему сверлильному станку и значительно повысил точность.
См. больше См. меньше
0
Просмотреть все отзывы клиентов
Люди, которые просматривали этот товар, также просматривали
▷ Бывшие в употреблении детали, инструменты и аксессуары для фрезерных станков
- Домашняя страница
- Все машины
- Металл
- Станки и аксессуары
- Запчасти и аксессуары для фрезерных станков
Сортировать по:
Актуальность
Показать на карте
ПосмотретьГермания, 70565 Stuttgart
Leiblein Filter Trolley
Детали и аксессуары из фрезерного машины
2010 • 150 кг • 1200 x 500 x 1,300 мм
Германия, 49779 Niedern Запчасти и аксессуары
Год выпуска: неизвестен • 200 кг • 1 200 x 800 x 800 мм
Германия, 73529Schwäbisch Gmünd
Peiseler ZASP 160 NC Ротарие Таблица
Детали и аксессуары из фрезерного машины
2001 • 260 кг • 1150 x 540 x 355 мм
Германия, 72108 Rottenburg-Aergenzingen
SK 40320 SPINDK Детали и аксессуары для фрезерных станков
Год выпуска: неизвестно • 20 кг • 100 x 800 x 100 мм
Италия, 37043 Menà di Castagnaro (VR)
Партия конусов для станков
Детали и аксессуары для фрезерных станков
Год выпуска: неизвестно • 200 кг • 700 x 750 x 500 мм • Требуется кредитная карта
Германия, 40885 Ратинген
WALTER RIL 400 TG
Делительно-поворотный стол
Детали и аксессуары для фрезерных станков
Год выпуска: неизвестно • 50 кг • 650 x 600 x 200 мм
Италия, 37043 Menà di Castagnaro (VR)
Кронштейн-куб
Детали и аксессуары для фрезерных станков
Год выпуска: неизвестно • 500 кг • 1200 x 750 x 500 мм • Требуется кредитная карта
Германия, 49779 Нидерланген
10 держателей инструментов SK 900 900 Фрезерный станок 9004 Запчасти и аксессуары
Год выпуска: неизвестно • 80 кг • 800 x 600 x 600 мм
Германия, 49779 Нидерланген
10 держателей инструментов SK 50
Детали и аксессуары для фрезерных станков
Год выпуска: неизвестно • 80 кг • 800 x 600 x 600 мм
Не нашли то, что ищете?
Подпишитесь на поиск с текущим выбором фильтра и получайте новые товары по электронной почте.
Текущий поиск успешно подписан
Подпишитесь на поиск
Германия, 49779 Нидерланген
10 держателей инструментов BT 50
Детали и аксессуары для фрезерных станков
Год выпуска: неизвестен • 80 кг • 800 x 600 x 600 мм
Германия, 49779 Niederlangen
10 держателей инструментов BT 50
Детали и аксессуары для фрезерных станков
Год выпуска: неизвестен • 80 кг x 600 x 600 мм
Германия, 40885 Ратинген
Сверлильный шаблон и принадлежности для мастерских
Детали и принадлежности для фрезерных станков
Год выпуска: неизвестно • 60 кг • 800 x 500 x 800 мм
Венгрия, 4080 Hajdúnánás
ER25, ER20, ER16 Collets
Детали и аксессуары из мельницы
Год производства: Неизвестный • 70 кг • 500 x 500 x 500 мм
Германия, 73235 WEILHEIM TECK 9000
Детали и аксессуары для фрезерных станков
Год выпуска: неизвестно • 5 кг • 300 x 200 x 100 мм
Германия, 73235 Weilheim Teck
Фрезерный стол
Детали и аксессуары для фрезерных станков
Год выпуска: неизвестно • 70 кг • 900 x 800 x 100 мм
Германия, 49779 Нидерланген
Шкаф для инструментов
Детали и принадлежности для фрезерных станков
Год выпуска кг • 1000 x 400 x 1950 мм
Не нашли то, что ищете?
Подпишитесь на поиск с текущим выбором фильтра и получайте новые товары по электронной почте.
Текущий поиск успешно подписан
Подписаться на поиск
Для этого товара сохранена резервная цена. Если эта цена не будет достигнута в рамках аукциона, ставки принимаются по предварительному заказу.
После окончания аукциона продавец уведомляется о самой высокой ставке и может принять решение о продаже товара по этой цене. Surplex информирует участника, предложившего самую высокую цену, как потенциального покупателя в течение 2 рабочих дней после окончания аукциона, если он выиграл товар. До этого момента клиент привязан к своей заданной ставке.Для этого товара сохранена резервная цена. Если эта цена не будет достигнута в рамках аукциона, ставки принимаются по предварительному заказу.
После окончания аукциона продавец уведомляется о самой высокой ставке и может принять решение о продаже товара по этой цене. Surplex информирует участника, предложившего самую высокую цену, как потенциального покупателя в течение 2 рабочих дней после окончания аукциона, если он выиграл товар. До этого момента клиент привязан к своей заданной ставке.Другой участник торгов сделал идентичную ставку до вас. Если вы увеличите максимальную ставку, у вас будет шанс выиграть этот лот.
Обработка фрезерного стола | Хобби-машинист
liteace
Зарегистрировано
#1
Вот мой небольшой проект по фрезерованию своими руками, он далеко не завершен, у него есть алюминиевый x y стол, я заметил, что на каком-то этапе кто-то перетянул зажимы, и стол немного неровный, какой инструмент / резак лучше всего подходит для восстановления поверхности стола?
Спасибо
jwmay
Зарегистрировано
#2
Картинки?
Я думаю, что обычный совет — не пытаться восстановить поверхность вашего фрезерного стола. Но я не уверен. Однако, если вы просто хотите скользить по большой поверхности, многим, похоже, нравятся летучие резаки.MrWhoopee
H-M Supporter — Золотой участник
#3
Картинки помогут.
liteace
Зарегистрировано
#4
Firebrick43
Подставка H-M — золотой член
#5
У вас есть фрезерный станок, достаточно большой, чтобы сделать на столе?
Если бы не я, я бы соскоблил его вручную. Небольшая накладная пластина 12×18 довольно недорогая.
matthewsx
Поддерживающий H-M — золотой член
#6
Вы измерили, насколько это далеко?
Я бы порекомендовал подождать, пока вы не получите шпиндель для него, и начать использовать его, прежде чем пытаться повысить точность. Проблемы, которые вы видите, могут не иметь значения, если жесткость недостаточно высока.
Джон
Кадиллак
Зарегистрировано
#7
Прикрутите тарелку к столу и обработайте ее мухорезом и посмотрите, как у вас получится. Затем, как только счастливый отвинтить тарелку и сделать свой стол.
liteace
Зарегистрировано
#8
Спасибо за инфу, спрашивал в автомастерской, он может выковырять, сказал лучше делать на своей базе тогда 100% получится, еще вопрос. какую фрезу вы бы порекомендовали для этой работы
jwmay
Зарегистрировано
#9
Firebrick43
Подставка H-M — золотой член
#10
liteace сказал:
Спасибо за инфу, спрашивал в мастерской, он может выковырять, сказал лучше делать на своей базе тогда 100% получишь, еще вопрос. какую фрезу вы бы порекомендовали для этой работы
Нажмите, чтобы развернуть…
По моему мнению, он по большей части не прав. Большинство мельниц, которые не являются мельницами с постелью, не могут даже дотянуться до всей своей кровати, чтобы полностью ее размолоть. Кроме того, каждая коленная мельница, с которой я работал, имеет по крайней мере несколько тысяч наклонов по оси X, крайних по отношению к другой, что приводит к выпуклому столу. Если бы у него была станина с станиной/порталом, то использование станка было бы стандартной практикой.
Кроме того, на других фотографиях вы используете большой буровой двигатель.
