Строение токарного станка: Устройство токарного станка
Содержание
Устройство токарного станка по металлу: токарно-винторезные, торцовочный
Оглавление:
- Устройство токарного станка
- Конструктивные особенности токарно-винторезных станков
- Устройство торцовочного станка
- Функциональный ряд
- Поговорим о двигателях
- Видео: Устройство токарного станка
Токарный станок
По статистике около 60% всех изделий из металла проходит обработку на токарных станках. Даже простой аппарат способен выполнять массу операций по обработке внутренних и наружных элементов металлической заготовки, превращая их в готовую к использованию деталь.
Устройство токарного станка
Первые токарные аппараты появились в конце XVIII века. Эти устройства позволяли достаточно быстро и качественно обрабатывать металл. В 1794 году появился первый аппарат, схема устройства которого сохранилась в неизменном виде до сегодня.
Схема расположения элементов токарного станка
Перед рассмотрением конструктивных особенностей токарных станков необходимо отметить, что технология их функционирования постоянно меняется, поэтому токарно-революционный аппарат с ЧПУ всего 20 лет назад считался эталоном станка по обработке металлов. Тем не менее, устройство токарного станка по металлу остается неизменным.
Тем не менее, устройство токарного станка по металлу остается неизменным.
Основные элементы токарного станка по металлу:
- Станина — базовый элемент, который является основанием для режущих деталей станка. Качество обработки металлической заготовки напрямую зависит от прочности станины и материала, из которого она изготовлена. Станины из титана или нержавеющей стали считаются самыми надежными. ВторымНаименование элементов токарного станка
по важности параметром станины является ее вес, она должна обладать достаточной массой, чтобы предотвращать вибрацию, искривления траектории и смещения обрабатываемой детали;
- Передняя шпиндельная бабка обеспечивает фиксацию обрабатываемой металлической детали. В современных станках шпиндельная бабка отвечает не только за фиксацию, в ней еще и располагается коробка передач токарного станка.Описание элементов токарного станка
Передняя бабка изготавливается из высокопрочных и долговечных материалов;
- Задняя бабка в зависимости от модели устройства отвечает за удержание обрабатываемой детали в неподвижном состоянии; либо за подачу дополнительного оборудования;
- Суппорт – важнейшая часть токарного станка.
 Эта деталь отвечает за фиксацию режущего элемента. Современные суппорты бывают двух видов: ручные и автоматические. Несложно догадаться, что возможности станка зависят от типа суппорта, поэтому ручные модели часто не обладают большим набором функций. Тем не менее, даже самый простой суппорт способен обеспечить подачу режущей части станка в нескольких плоскостях, что позволяет проводить сложные операции обработки металла;
Эта деталь отвечает за фиксацию режущего элемента. Современные суппорты бывают двух видов: ручные и автоматические. Несложно догадаться, что возможности станка зависят от типа суппорта, поэтому ручные модели часто не обладают большим набором функций. Тем не менее, даже самый простой суппорт способен обеспечить подачу режущей части станка в нескольких плоскостях, что позволяет проводить сложные операции обработки металла;
Конструктивные особенности токарно-винторезных станков
Станки этого класса используются для обработки деталей в форме диска, втулок и валов. Эти устройства производят внутреннее точение цилиндрических, торцевых, фасонных поверхностей. Кроме этого, они способны производить отрезку, сверление и зенкерование металлических деталей. Классический набор функций токарно-винторезных станков дополняется нарезанием всех видов внутренней и наружной резьбы, а также раскаткой поверхности металла. Сфера применения станков: частные мастерские и мелкосерийное производство.
Сфера применения станков: частные мастерские и мелкосерийное производство.
Токарно-винторезный станок
Устройство токарно-винторезного станка:
- Основание – это монолитная часть устройства, изготовленная из высокопрочных материалов: чугуна, нержавеющей или легированной стали. Основание станка выполняет две важных роли: обеспечивает фиксацию коробки передач и обрабатываемой детали;Устройство токарно-винторезного станка
- Станина является главным элементом, на котором располагаются основные узлы станка. Верхняя часть станины содержит направляющие механизмы, по которым перемещаются режущие элементы – суппорт и задняя бабка станка;
- Передняя бабка. Винторезные аппараты отличаются устройством передней бабки от классических моделей тем, что в этой части располагается шпиндель – деталь, передающая заготовке вращающийся момент. Кроме этого, на передней бабке присутствуют дополнительные удерживающие элементы: фланец, коническая шейка и отверстие. Названные детали отвечают за фиксацию и центрирование обрабатываемой детали;
- Гитара отвечает за настройку цепи передач.
 Настраивается она посредством смены зубчатых колес. Современные винторезные станки позволяют устанавливать метрический и модульный шаг резьбы. Гибкие настройки гитары позволяют перевести аппарат в ручное управление, что позволяет выполнять нестандартные виды резьбы;Схема и описание токарно-винторезного станка
Настраивается она посредством смены зубчатых колес. Современные винторезные станки позволяют устанавливать метрический и модульный шаг резьбы. Гибкие настройки гитары позволяют перевести аппарат в ручное управление, что позволяет выполнять нестандартные виды резьбы;Схема и описание токарно-винторезного станка - Фартук отвечает за преобразование вращения винта в поступательное движение суппорта. В зависимости от типа конструкции, винторезные аппараты меняют перемещение ходового винта посредством гаек или зубчато-реечных передач. Суппорт – это режущая часть станка. Этот элемент состоит из каретки продольного перемещения, поперечных салазок и держателей;
- Резцовая каретка применяется для отделки конических поверхностей;
- Задняя бабка отвечает за удержание конца обрабатываемой детали. Задняя бабка состоит из неподвижных и вращающихся элементов, а также осевых элементов, с помощью которых производится обработка центральных частей заготовки. Винторезные станки так устроены, что задняя бабка перемещается только в ручном режиме;Коробка подач токарного станка
- Коробка передач отвечает за изменение скорости перемещения суппорта;
- Поперечные салазки перемещаются вручную.
 Современные винторезные станки оснащены совершенными поперечными салазками, с помощью которых они могут поворачиваться на 40 градусов, что позволяет обрабатывать конические поверхности с высокой точностью.
Современные винторезные станки оснащены совершенными поперечными салазками, с помощью которых они могут поворачиваться на 40 градусов, что позволяет обрабатывать конические поверхности с высокой точностью.
Устройство торцовочного станка
Торцовочный аппарат – простой инструмент с большим потенциалом, без которого в определенных ситуациях не обойтись. Универсальный распилочный инструмент позволяет очень быстро и эффективно производить ровные и точные срезы. У современных моделей даже есть функция среза под углом.
Торцовый станок
Торцовочный аппарат состоит из монолитного основания, фрезеровальной плоскости, на которой устанавливается поворотная рама, режущего элемента (круга) и поворотного механизма, обеспечивающего подвижность станка в вертикальной плоскости. Пильный диск, двигатель и редуктор крепятся к верхней части устройства.
Мы описали «классическую» сборку торцовочного станка. Современные модели могут иметь некоторые нюансы, например, оснащаться защитным кожухом.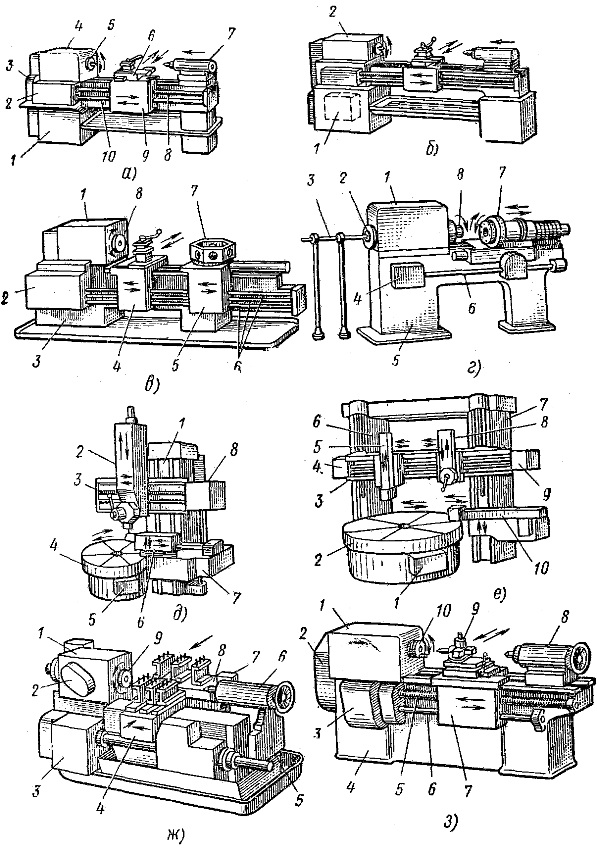 Кожаная накладка на торцовочном станке предотвращает попадание металлической стружки внутрь устройства, а также на пильный диск.
Кожаная накладка на торцовочном станке предотвращает попадание металлической стружки внутрь устройства, а также на пильный диск.
Функциональный ряд
Перейдем к рассмотрению функций и видов. Торцовочный аппарат может быть профессиональным или любительским. Заметим, что набор функций профессиональных и любительских моделей отличается незначительно. Разница между моделями состоит в качестве материалов, из которых изготовлено устройство и уровень прочности отдельных элементов. В нашем случае это двигатель, пильный диск и редуктор.
Схема торцовочного станка
Центральной проблемой торцовочных станков является двигатель. Производители часто экономят на качественных материалах и устанавливают мощные двигатели без дополнительной системы охлаждения. Интенсивная эксплуатация станка проводит к быстрой поломке двигателя. Описанная проблема встречается преимущественно в любительских моделях.
Профессиональный инструмент отличается не только качеством обработки металлического изделия, но и длительным сроком службы, поэтому его используют преимущественно в промышленности. Дорогой торцовочный аппарат способен работать больше 8 часов в день без перерывов.
Дорогой торцовочный аппарат способен работать больше 8 часов в день без перерывов.
Поговорим о двигателях
Коллекторный двигатель
На торцевых устройствах устанавливаются коллекторные и асинхронные двигатели. Чем они отличаются? Коллекторный двигатель имеет высокий показатель крутящего момента, но уступает асинхронному двигателю в простоте обслуживания (замена щеток). Второй двигатель отличается долгим сроком службы и меньшим уровнем шума.
Двигатель приводит в движение режущий элемент. Крутящий момент диска обеспечивается двумя типами передачи – за счет ремней или зубьев. Каждый тип передачи имеет ряд достоинств и недостатков: например, зубчатая передача исключает возможность проскальзывания (холостого хода) во время запредельных нагрузок. Ремневой тип передачи крутящего момента меньше нагружает мотор и способствует его долголетию. Однако ремни часто рвутся в неподходящий момент, останавливая работу.
Асинхронный двигатель
Торцовочный аппарат имеет большую ширину реза, который дополнительно ограничивается при работе под углом.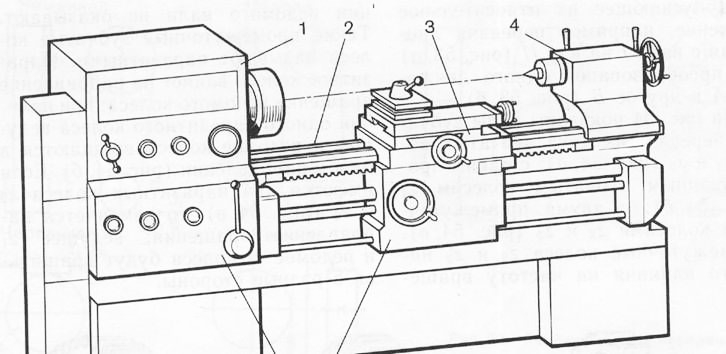 Угол реза увеличивается за счет установки штанги вдоль линии реза.
Угол реза увеличивается за счет установки штанги вдоль линии реза.
Видео: Устройство токарного станка
Похожие статьи
Конспект урока «Устройство токарного станка по дереву»
Цели урока:
- Обучающая: Сформировать представление о назначении, устройстве и принципе действия токарного станка по обработке древесины.
- 2.Коррекционно – развивающие: Комплексное воздействие на учащихся с целью коррекции мышления, речи, памяти, восприятия и внимания; продолжать развивать навыки самоконтроля.
3. Воспитательная: Воспитание сознательной дисциплины, аккуратности и внимательности при выполнении строгания деталей.
Оснащение урока: Токарный станок по дереву, инструменты и приспособления для станка; проектор, компьютер, учебник, рабочая тетрадь.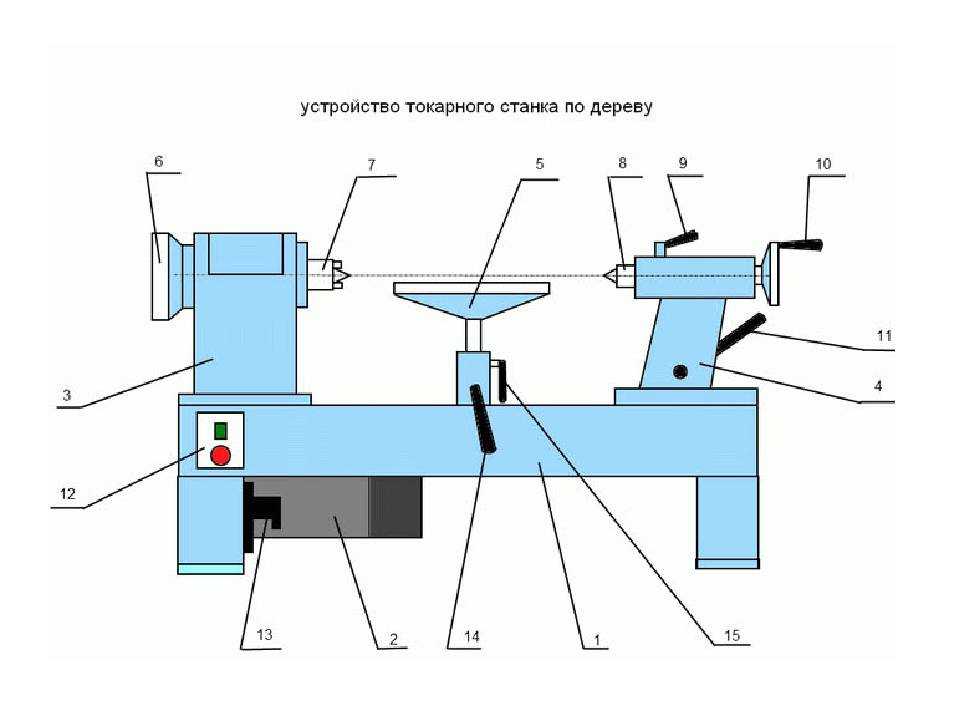 Заготовки.
Заготовки.
Методы обучения: рассказ, беседа, фронтальный опрос, презентация, практическая работа.
Тип урока: комбинированный.
Опорные понятия: Токарный станок по дереву, инструменты для станка, оснастка станка.
Ход урока
1. Организационный момент: Подготовка к уроку. Назначение дежурных. Проверка готовности класса к уроку.
2.Повторение пройденного материала:
— Назовите виды художественных отделок древесины?
— Какие породы деревьев покрывают прозрачными покрытиями? Почему?
— Чем вымыть и как сохранить кисти?
— Рассказать последовательность нанесения краски на поверхность.
Итоги повторения:
Сообщение темы и цели урока
3. Изложение нового материала
- Иллюстрированный рассказ.
Учитель: На предыдущих уроках вы убедились, что изготовить деталь или изделие цилиндрической формы вручную — довольно сложная задача.
Гораздо быстрее и проще сделать это на токарном станке по дереву.
Токарный станок предназначен для обработки заготовок из древесины и других материалов в виде тел вращения. На токарном станке производятся основные операции: точение поверхностей, шлифование поверхностей. Главное, движение (вращательное) осуществляется заготовкой, движение подачи (поступательное) — режущим инструментом.
История токарных станков по дереву уходит в далекую древность. Они использовались для изготовления посуды, деталей столов, стульев и других предметов домашнего обихода.
Различают следующие токарные станки:
— винторезные;
— револьверные;
— карусельные;
— многорезцовые;
-. центровальноотрезные;
На coвpeмeнных промышленных предприятиях применяются
станки различных конструкций и назначений, в том числе: — станки-автоматы;
— станки с числовым программным управление (ЧПУ).
Подробнее с устройством таких станков некоторые из вас, кто выберет профессию станочника деревообрабатывающей промышленности, смогут ознакомиться в ПТУ, колледже или техникуме.
школьные мастерские обычно оборудованы токарными станками моделей ТД-120, СТД-120М, Корвет-76. Далее учитель рассказывает об основных узлах станка Корвет-76.
Устройство токарной машины: 1. Передняя бабка; 5. Электродвигатель; 6. Подручник; 11. Задняя бабка; 16. Станина; 17. Основание
Ручка регулировки частоты вращения шпинделя передней бабки; Шпиндель передней бабки: Центр шпинделя передней бабки с зубцами; Электродвигатель.
Центр задней бабки; Пиноль задней бабки; Маховик перемещения пиноли Кронштейн вращающейся; Ручка фиксации кронштейна вращающегося; Опора подручника; Ручка фиксации опоры подручника; Ручка фиксации подручника; Подручник.
Особенностью станка является шпиндель, на который могут навинчиваться следующие детали :
— патрон — применяемый для крепления коротких заготовок;
— трезубец — применяемый для крепления длинных заготовок с поджатием центром задней бабки
— планшайба — применяемая для обработки заготовок небольшой длины и большого диаметра Крепление заготовки к планшайбе производится шурупами.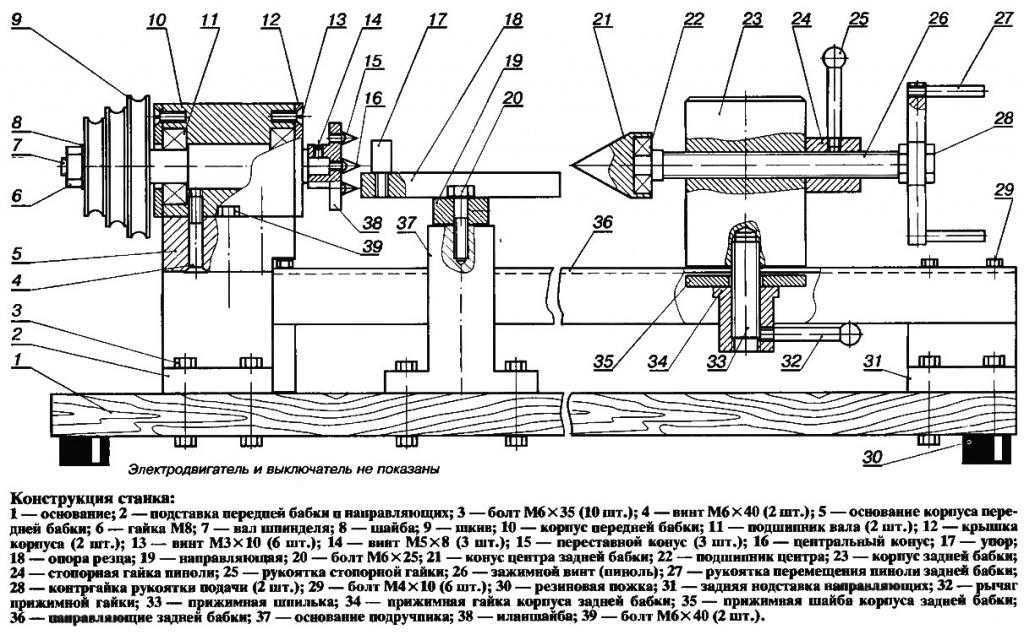
— трёхкулачковый патрон – применяется для крепления коротких заготовок без поджатия центром задней бабки.
Учитель показывает образцы крепления.
Правила крепления: а. в патроне винтом; б. трезубцем с поджатием центром задней бабки.
Крепление (а) и точение (6) заготовки на планшайбе
Надёжно закреплённую в станок болванку подвергают черновой обработке. Черновая обработка болванки на токарном станке заключается в том, чтобы сделать её круглой. Округление болванки делают полукруглой стамеской шириной 30-40 мм.
Как только болванка будет скруглена до заданных размеров, приступают к чистовой обтачке. Чистовая обточка поверхности болванки или изделия производится плоской стамеской – косяком.
Учащимся демонстрируются резцы для работы на токарном станке
Основным режущим инструментом при токарных работах по дереву являются полукруглые и плоские токарные стамески. Токарные стамески длиннее и толще столярных стамесок
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ:
- Не включать станок без разрешения учителя.

- Надежно крепить заднюю бабку станка.
- Перед установкой на станок проверить заготовку, чтобы она не имела трещин.
- Надежно крепить заготовку в специальном приспособлении и центре задней бабки токарного станка.
- Перед работой на токарном станке подготовить рабочее место: убрать все лишнее со станка и вокруг него, подготовить и разложить только нужные инструменты и приспособления.
- Проверить рабочий инструмент. Ручки не должны иметь трещин, должны быть прочно насажены.
- Заправить одежду. Застегнуть все пуговицы. Длинные волосы убрать под берет.
- Перед пуском станка надеть защитные очки.
- В процессе точения периодически останавливать станок и поджимать деталь центром задней бабки (маховиком), устраняя зазоры.
- Периодически, по мере срезания поверхности, при остановках станка подводить подручник к поверхности заготовки на 2-3 мм, проворачивать заготовку вручную на 2-3 оборота и надежно крепить подручник.
4. Практическая работа.
Выполнение заданий:
1. Ознакомьтесь с устройством станка.
2. Убедившись, что станок отключен:
1) переместите заднюю бабку в крайнее правое положение;
2) замерьте:
а) расстояние между центрами;
б) расстояние от линии центров до станины; в) величина вылета пиноли.
3. Заполните таблицу.
Частота вращения
шпинделя
Расстояние между
центрами в мм.
Расстояние от линии
центров до станины
Величина вылета
пиноли в мм.
4. Поупражняйтесь в креплении заготовок на станке (в патроне, центрах, на планшайбе).
5. Текущий инструктаж: Постоянное напоминание о технике безопасности при работе на токарном станке по дереву.
6. Подведение итогов урока:
Повторение и закрепление материала. Контрольные вопросы:
1. К каким машинам относится « Корвет – 76»?
2. Какие изделия можно изготовить на токарном станке?
Какие изделия можно изготовить на токарном станке?
З. Как называются главные части токарного станка по дереву?
4. Расскажите об устройстве передней бабки и её назначении.
5. Для чего нужен подручник и как он устроен?
6. Какие приспособления применяются для закрепления заготовки? Чем определяется их выбор?
Оценка практической работы.
Общий итог урока:
8. Уборка рабочих мест
Просмотр содержимого документа
«Конспект урока «Устройство токарного станка по дереву»»
Государственное общеобразовательное учреждение Тульской области «Суворовская школа для обучающихся воспитанников с ограниченными возможностями здоровья».
Методическая разработка урока по трудовому обучению (столярное дело) в 7 классе.
Тема:
«Токарный станок по дереву: устройство основных частей, название и назначение, правила безопасной работы».
Разработал:
Седов А.В. –
учитель трудового обучения
2015 г.
Цели урока:
Обучающая: Сформировать представление о назначении, устройстве и принципе действия токарного станка по обработке древесины. 2.Коррекционно – развивающие: Комплексное воздействие на учащихся с целью коррекции мышления, речи, памяти, восприятия и внимания; продолжать развивать навыки самоконтроля.
3. Воспитательная: Воспитание сознательной дисциплины, аккуратности и внимательности при выполнении строгания деталей.
Оснащение урока: Токарный станок по дереву, инструменты и приспособления для станка; проектор, компьютер, учебник , рабочая тетрадь. Заготовки.
Методы обучения: рассказ, беседа, фронтальный опрос, презентация, практическая работа.
Тип урока: комбинированный.
Опорные понятия: Токарный станок по дереву, инструменты для станка, оснастка станка.
Ход урока
1. Организационный момент: Подготовка к уроку. Назначение дежурных. Проверка готовности класса к уроку.
2.Повторение пройденного материала:
— Назовите виды художественных отделок древесины?
— Какие породы деревьев покрывают прозрачными покрытиями? Почему?
— Чем вымыть и как сохранить кисти?
— Рассказать последовательность нанесения краски на поверхность.
Итоги повторения:
Сообщение темы и цели урока
3. Изложение нового материала.
Иллюстрированный рассказ.
Учитель: На предыдущих уроках вы убедились, что изготовить деталь или изделие цилиндрической формы вручную — довольно сложная задача.
Гораздо быстрее и проще сделать это на токарном станке по дереву.
Токарный станок предназначен для обработки заготовок из древесины и других материалов в виде тел вращения. На токарном станке производятся основные операции: точение поверхностей, шлифование поверхностей. Главное, движение (вращательное) осуществляется заготовкой, движение подачи (поступательное) — режущим инструментом.
На токарном станке производятся основные операции: точение поверхностей, шлифование поверхностей. Главное, движение (вращательное) осуществляется заготовкой, движение подачи (поступательное) — режущим инструментом.
История токарных станков по дереву уходит в далекую древность. Они использовались для изготовления посуды, деталей столов, стульев и других предметов домашнего обихода.
Различают следующие токарные станки:
— винторезные;
— револьверные;
— карусельные;
— многорезцовые;
-. центровальноотрезные;
На coвpeмeнных промышленных предприятиях применяются
станки различных конструкций и назначений, в том числе: — станки-автоматы;
— станки с числовым программным управление (ЧПУ).
Подробнее с устройством таких станков некоторые из вас, кто выберет профессию станочника деревообрабатывающей промышленности, смогут ознакомиться в ПТУ, колледже или техникуме.
школьные мастерские обычно оборудованы токарными станками моделей ТД-120, СТД-120М, Корвет-76 . Далее учитель рассказывает об основных узлах станка Корвет-76 .
Далее учитель рассказывает об основных узлах станка Корвет-76 .
Устройство токарной машины: 1. Передняя бабка; 5. Электродвигатель; 6. Подручник; 11. Задняя бабка; 16. Станина; 17. Основание
Ручка регулировки частоты вращения шпинделя передней бабки; Шпиндель передней бабки: Центр шпинделя передней бабки с зубцами; Электродвигатель.
.
Центр задней бабки; Пиноль задней бабки; Маховик перемещения пиноли Кронштейн вращающейся; Ручка фиксации кронштейна вращающегося; Опора подручника; Ручка фиксации опоры подручника; Ручка фиксации подручника; Подручник.
Особенностью станка является шпиндель, на который могут навинчиваться следующие детали :
— патрон — применяемый для крепления коротких заготовок;
— трезубец — применяемый для крепления длинных заготовок с поджатием центром задней бабки
— планшайба — применяемая для обработки заготовок небольшой длины и большого диаметра Крепление заготовки к планшайбе производится шурупами.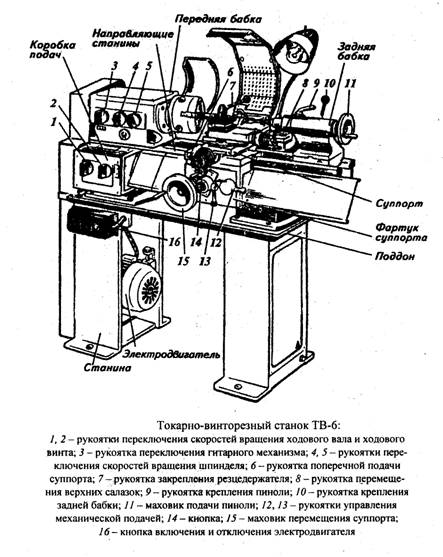
— трёхкулачковый патрон – применяется для крепления коротких заготовок без поджатия центром задней бабки.
Учитель показывает образцы крепления.
Правила крепления: а. в патроне винтом; б. трезубцем с поджатием центром задней бабки.
Крепление (а) и точение (6) заготовки на планшайбе
Надёжно закреплённую в станок болванку подвергают черновой обработке. Черновая обработка болванки на токарном станке заключается в том, чтобы сделать её круглой. Округление болванки делают полукруглой стамеской шириной 30-40 мм.
Как только болванка будет скруглена до заданных размеров, приступают к чистовой обтачке. Чистовая обточка поверхности болванки или изделия производится плоской стамеской – косяком.
Учащимся демонстрируются резцы для работы на токарном станке
Основным режущим инструментом при токарных работах по дереву являются полукруглые и плоские токарные стамески. Токарные стамески длиннее и толще столярных стамесок.
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ:
Не включать станок без разрешения учителя.
Надежно крепить заднюю бабку станка.
Перед установкой на станок проверить заготовку, чтобы она не имела трещин.
Надежно крепить заготовку в специальном приспособлении и центре задней бабки токарного станка.
Перед работой на токарном станке подготовить рабочее место: убрать все лишнее со станка и вокруг него, подготовить и разложить только нужные инструменты и приспособления.
Проверить рабочий инструмент. Ручки не должны иметь трещин, должны быть прочно насажены.
Заправить одежду. Застегнуть все пуговицы. Длинные волосы убрать под берет.
Перед пуском станка надеть защитные очки.
В процессе точения периодически останавливать станок и поджимать деталь центром задней бабки (маховиком), устраняя зазоры.

Периодически, по мере срезания поверхности, при остановках станка подводить подручник к поверхности заготовки на 2-3 мм, проворачивать заготовку вручную на 2-3 оборота и надежно крепить подручник.
4. Практическая работа.
Выполнение заданий:
1. Ознакомьтесь с устройством станка.
2. Убедившись, что станок отключен:
1) переместите заднюю бабку в крайнее правое положение;
2) замерьте:
а) расстояние между центрами;
б) расстояние от линии центров до станины; в) величина вылета пиноли.
3. Заполните таблицу.
Частота вращения шпинделя | Расстояние между центрами в мм. | Расстояние от линии центров до станины | Величина вылета пиноли в мм. |
4. Поупражняйтесь в креплении заготовок на станке (в патроне, центрах, на планшайбе).
Поупражняйтесь в креплении заготовок на станке (в патроне, центрах, на планшайбе).
5. Текущий инструктаж: Постоянное напоминание о технике безопасности при работе на токарном станке по дереву.
6. Подведение итогов урока:
Повторение и закрепление материала. Контрольные вопросы:
1. К каким машинам относится « Корвет – 76»?
2. Какие изделия можно изготовить на токарном станке?
З. Как называются главные части токарного станка по дереву?
4. Расскажите об устройстве передней бабки и её назначении.
5. Для чего нужен подручник и как он устроен?
6. Какие приспособления применяются для закрепления заготовки? Чем определяется их выбор?
Оценка практической работы.
Общий итог урока:
8. Уборка рабочих мест
Устройство и классификация токарно-винторезных станков
Устройство и классификация
Токарно-винторезные станки предназначены для обработки, включая нарезание
резьбы, единичных деталей и малых групп деталей.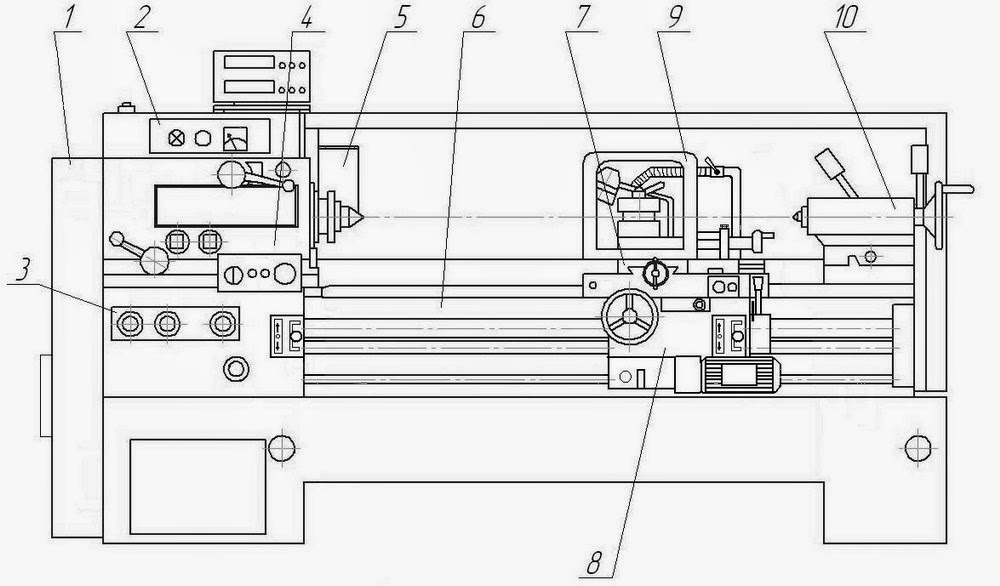 Однако бывают станки без
Однако бывают станки без
ходового винта. На таких станках можно выполнять все виды токарных работ,
кроме нарезания резьбы резцом. Техническими параметрами, по которым классифицируют
токарно-винторезные станки, являются наибольший диаметр D обрабатываемой
заготовки (детали) или высота Центров над станиной (равная 0,5 D), наибольшая
длина L обрабатываемой заготовки (детали) и масса станка. Ряд наибольших
диаметров обработки для токарно-винторезных станков имеет вид: D = 100,
125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее
до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием
между центрами станка. Выпускаемые станки при одном и том же значении D
могут иметь различные значения L.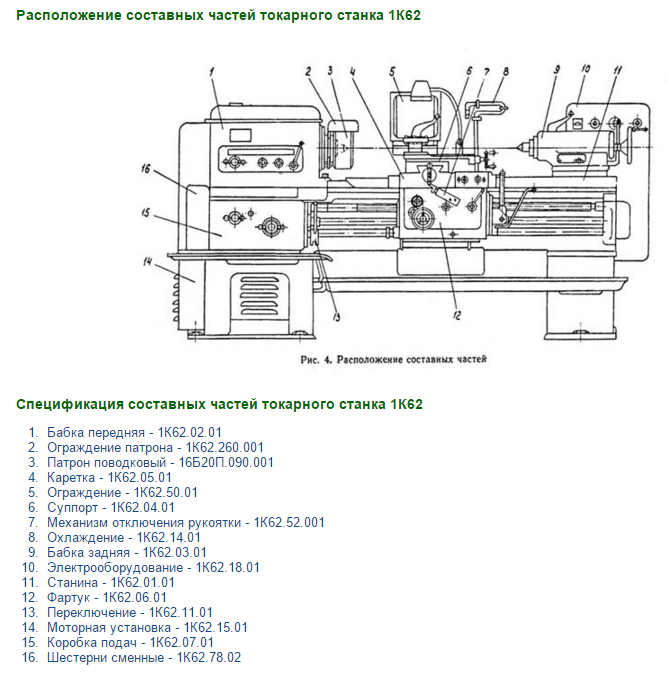 По массе токарные станки делятся на легкие
По массе токарные станки делятся на легкие
— до 500 кг (D = 100 — 200 мм), средние — до 4 т (D = 250 — 500 мм), крупные
— до 15 т (D = 630 — 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм).
Легкие токарные станки применяются в инструментальном производстве, приборостроении,
часовой промышленности, в экспериментальных и опытных цехах предприятий.
Эти станки выпускаются как с механической подачей, так и без нее. На средних
станках производится 70 — 80% общего объема токарных работ. Эти станки
предназначены для чистовой и получистовой обработки, а также для нарезания
резьб разных типов и характеризуются высокой жесткостью, достаточной мощностью
и широким диапазоном частот вращения шпинделя и подач инструмента, что
позволяет обрабатывать детали на экономичных режимах с применением современных
прогрессивных инструментов из твердых сплавов и сверхтвердых материалов.
Средние станки оснащаются различными приспособлениями, расширяющими их
технологические возможности, облегчающими труд рабочего и позволяющими
повысить качество обработки, и имеют достаточно высокий уровень автоматизации.
Крупные и тяжелые токарные станки применяются в основном в тяжелом и энергетическом
машиностроении, а также в других отраслях для обработки валков прокатных
станов, железнодорожных колесных пар, роторов турбин и др.
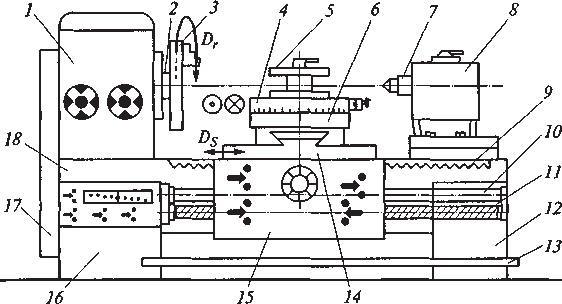
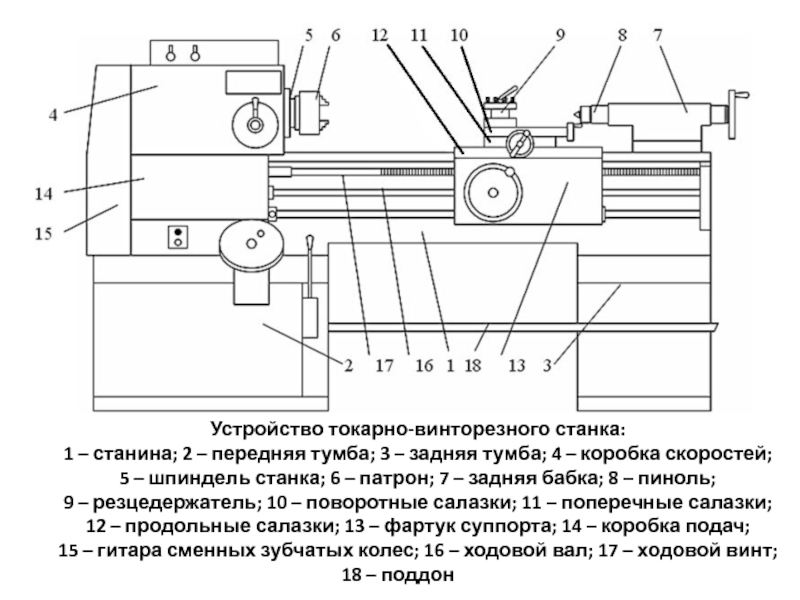
Сборочные единицы (узлы) и механизмы токарно-винторезного станка: 1 —
передняя бабка, 2 — суппорт, 3 — задняя бабка, 4 — станина, 5 и 9 — тумбы,
6 — фартук, 7 — ходовой винт, 8 — ходовой валик, 10 — коробка подач, 11
— гитары сменных шестерен, 12 — электро-пусковая аппаратура, 13 — коробка
скоростей, 14 — шпиндель
Все сборочные единицы (узлы) и механизмы токарно-винторезных станков имеют
одинаковое название, назначение и расположение. Смотри рисунок вверху.
Смотри рисунок вверху.
Типичный токарно-винторезный станок 16К20 завода «Красный пролетарий» показан
на рисунке внизу.
Общий вид и размещение органов управления токарно-винторезного станка
мод. 16К20:
Рукоятки управления: 2 — сблокированная управление, 3,5,6 — установки
подачи или шага нарезаемой резьбы, 7, 12 — управления частотой вращения
шпинделя, 10 — установки нормального и увеличенного шага резьбы и для нарезания
многозаходных резьб, 11 — изменения направления нареза-ния резьбы (лево-
или правозаходной), 17 — перемещения верхних салазок, 18 — фиксации пиноли,
20 — фиксации задней бабки, 21 — штурвал перемещения пиноли, 23 — включения
ускоренных перемещений суппорта, 24 — включения и выключения гайки ходового
винта, 25 — управления изменением направления вращения шпинделя и его остановкой,
26 — включения и выключения подачи, 28 — поперечного перемещения салазок,
29 — включения продольной автоматической подачи, 27 — кнопка включения
и выключения главного электродвигателя, 31 — продольного перемещения салазок;
Узлы станка: 1 — станина, 4 — коробка подач, 8 — кожух ременной передачи
главного привода, 9 — передняя бабка с главным приводом, 13 — электрошкаф,
14 — экран, 15 — защитный щиток, 16 — верхние салазки, 19 — задняя бабка,
22 — суппорт продольного перемещения, 30 — фартук, 32 — ходовой винт, 33
— направляющие станины
На главную
Динамическое взаимодействие процесса резания, заготовки и конструкции станка при наплавке | Дж.
 Мануф. науч. англ.
Мануф. науч. англ.
Пропустить пункт назначения навигации
Научно-исследовательские работы
Мин Уне Джен,
Э. Б. Маграб
Информация об авторе и статье
J. Изготовитель. науч. Eng . август 1996 г., 118(3): 348-358 (11 страниц)
https://doi.org/10.1115/1.2831036
Опубликовано в Интернете: 1 августа 1996 г.
История статьи
Получено:
1 ноября 1993 г.
Пересмотрено:
1 апреля 1996 г.
Онлайн:
17 января 2008 г.
Просмотры
- Содержание артикула
- Рисунки и таблицы
- Видео
- Аудио
- Дополнительные данные
- Экспертная оценка
Делиться
- MailTo
- Твиттер
Иконка Цитировать
Цитировать
Разрешения
Поиск по сайту
Citation
Джен, М. У., и Маграб, Э.Б. (1 августа 1996 г.). «Динамическое взаимодействие процесса резки, заготовки и конструкции токарного станка при наплавке». КАК Я. Дж. Мануф. науч. Eng . август 1996 г.; 118(3): 348–358. https://doi.org/10.1115/1.2831036
У., и Маграб, Э.Б. (1 августа 1996 г.). «Динамическое взаимодействие процесса резки, заготовки и конструкции токарного станка при наплавке». КАК Я. Дж. Мануф. науч. Eng . август 1996 г.; 118(3): 348–358. https://doi.org/10.1115/1.2831036
Скачать файл цитаты:
- Рис (Зотеро)
- Менеджер ссылок
- EasyBib
- Подставки для книг
- Менделей
- Бумаги
- Конечная примечание
- РефВоркс
- Бибтекс
- Процит
- Медларс
панель инструментов поиска
Расширенный поиск
Определено влияние на возникновение вибрации динамического взаимодействия заготовки и способа ее крепления, револьверной головки, станины станка, сил резания и условий резания. Обобщенный модальный анализ используется для решения четырех основных уравнений в частотной области. Установлено, что существуют четыре безразмерные величины, связывающие уравнения, наиболее важной из которых является N 0 , отношение статической жесткости заготовки к поступательной жесткости револьверной головки. Безразмерная критическая глубина резания H c и соответствующий коэффициент частоты вибрации Ω c 2 определяются в зависимости от N 0 для двух подач, нескольких поверхностных скоростей и двух граничных условий заготовки; консольные и прижимно-шарнирные. Показано, что величины H c и Ω c 2 носят колебательный характер в зависимости от N 0 , а возникновение их пиковых значений пропорционально поверхностной скорости заготовки в четвертой степени. Установлено, что для выбранных параметров эффект динамического отклика станины токарного станка заключается в увеличении на 7 процентов значений N 0 , при которых возникают пиковые значения H c . Установлено также, что величина эквивалентного вязкого демпфирования системы и величина действительной части коэффициента силы резания определяют величины H c и Ω c 2 в зависимости от N 0 .
Установлено, что существуют четыре безразмерные величины, связывающие уравнения, наиболее важной из которых является N 0 , отношение статической жесткости заготовки к поступательной жесткости револьверной головки. Безразмерная критическая глубина резания H c и соответствующий коэффициент частоты вибрации Ω c 2 определяются в зависимости от N 0 для двух подач, нескольких поверхностных скоростей и двух граничных условий заготовки; консольные и прижимно-шарнирные. Показано, что величины H c и Ω c 2 носят колебательный характер в зависимости от N 0 , а возникновение их пиковых значений пропорционально поверхностной скорости заготовки в четвертой степени. Установлено, что для выбранных параметров эффект динамического отклика станины токарного станка заключается в увеличении на 7 процентов значений N 0 , при которых возникают пиковые значения H c . Установлено также, что величина эквивалентного вязкого демпфирования системы и величина действительной части коэффициента силы резания определяют величины H c и Ω c 2 в зависимости от N 0 .
Раздел выпуска:
Исследовательские работы
Темы:
Резка,
болтовня,
Жесткость,
Краевые задачи,
Демпфирование,
Динамический отклик,
Модальный анализ
1.
Al-Shareef
K.J.H.
и
Brandon
J. A.
,
1990
, «
О влиянии изменений проектных параметров на динамические характеристики станочных шпиндельных подшипниковых систем», J.
, International of Machine Tools
. & Производство
, Vol.
30
, №
3
, стр.
431
–
445
.
2.
Будинас Р.Г., 1977, Расширенный анализ прочности и прикладного анализа напряжения , McGraw-Hill Book Co., NY.
3.
Delio
T.
,
Tlusty
J.
и
Smith
S.
,
1992
, «
использование Обнаружение и управление
»,
ASME JOURNAL OF ENGINEERING FOR INDUSTRY
, Vol.
114
, №
2
, стр.
146
–
157
.
4.
Джен, М.У., 1993, «Динамическое взаимодействие процесса резания и заготовки при наплавке», к. т.н. Диссертация, Мэрилендский университет в Колледж-Парке.
т.н. Диссертация, Мэрилендский университет в Колледж-Парке.
5.
Jen
M. U.
и
Magrab
E. B.
,
1993
, «
Натуральные частоты и режим Система
»,
ASME Journal of Vibration and Acoustics
, Vol.
115
, №
2
, стр.
202
–
209
.
6.
Katz
R.
,
Lee
C. W.
,
Ulsoy
A. G.
, and
Scott
A. G.
,
1987
, “
Динамическая устойчивость и реакция балки на подвижную нагрузку, зависящую от прогиба
»,
ASME Journal of Vibration, Acoustics, Stress, and Reliability in Design
, Vol.
109
, стр.
361
–
365
.
7.
Katz
R.
,
LEE
C. W.
,
A. G.
и
. A.
,
988888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888889888888888888888888889
Динамическая реакция вращающегося вала на движущуюся нагрузку
»,
Журнал Звука и Вибрации
, Vol.
122
, №
1
, стр.
131
–
148
.
8.
Лаудербо, Л. К., и Ларсон, В., 1990, «Модель времени и силы с несколькими входами для ортогонального точения», Моделирование станков: точность, динамика и управление , ASME WAM, PED-45 , стр. 149–159.
К., и Ларсон, В., 1990, «Модель времени и силы с несколькими входами для ортогонального точения», Моделирование станков: точность, динамика и управление , ASME WAM, PED-45 , стр. 149–159.
9.
Ли
С.Дж.
, и
Kapoor
S. G.
,
1986
, «
Моделирование динамики процесса резания для конструкции машин
,
ASME Journal of Engineering для промышленности
, вып.
108
, стр.
68
–
74
.
10.
Lin
Z.H.
, и
Hodgson
D.C.
,
1988
, «
Измерение и оценка динамических характеристик станков в процессе производства
»,
International J. of Machine Tools & Manufacture
of Machine Tools & Manufacture
, Vol.
28
, №
2
, стр.
93
–
111
.
11.
Минис, И. Е., 1988, «Прогнозирование вибрации станка при токарной обработке», к.т.н. Диссертация, Мэрилендский университет в Колледж-Парке.
12.
Minis
I. E.
,
Magrab
E. B.
, and
Pandelidis
I. O.
,
1990
, “
Improved Method for the Prediction of Chatter in Turning , Часть 2: Определение параметров процесса резки
»,
ASME JOURNAL OF ENGINEERING FOR INDUSTRY
, Vol.
112
, стр.
21
–
27
.
13.
NAIR
R.
,
DANAI
K.
и
Malkin
S.
,
1992
, «
.
»,
ASME JOURNAL OF ENGINEERING FOR INDUSTRY
, Vol.
114
, №
1
, стр.
1
–
7
.
14.
O¯ta
H.
и
KO¯no
K.
,
1974
, «
на болтовни машинного инструмента или рабочих и временная задержка
»,
ASME JOURNAL OF ENGINEERING FOR INDUSTRY
, Vol.
96
, стр.
1337
–
1756
.
15.
Srinivasan
K.
, and
Nachtigal
C. L.
,
1978
, “
Investigation of the Cutting Process Dynamics in Turning Operations
,”
ASME JOURNAL OF ENGINEERING FOR INDUSTRY
, Том.
100
, стр.
323
–
331
.
16.
Тейлор
С.
,
Кху
B. K.
и
Walton
D.
,
1990
, «
Оптимизация микрокомпьютера с помощью машинного инструмента. Том.
Том.
30
, №
1
, стр.
151
–
159
.
17.
Thomson, W.T., 1965, Теория вибрации и приложения , Прентис Холл, Энглвуд Клиффс, Нью-Джерси.
18.
Трабелси, Х., и Каннати-Асибу, Э., 1990, «Износ инструмента и звуковое излучение при резке металлов», Моделирование станков: точность, динамика и управление , ASME WAM, PED -45, стр. 121–131.
19.
WU
D. W.
и
LIU
C. R.
,
1985
, «
Аналитическая модель динамики резки. Часть 2: Проверка
»,
ASME JOURNAL OF ENGINEERING FOR INDUSTRY
, Vol.
107
, стр.
112
–
118
.
20.
Yoshimura
M.
,
Hamada
T.
,
Yura
K.
, and
Hitomi
K.
,
1983
, “
Оптимизация конструкции станочных конструкций по динамическим характеристикам
»,
Журнал ASME по механизмам, трансмиссиям и автоматизации в проектировании
, Vol.
105
, стр.
88
–
96
.
Этот контент доступен только в формате PDF.
В настоящее время у вас нет доступа к этому содержимому.
25,00 $
Покупка
Товар добавлен в корзину.
Проверить
Продолжить просмотр
Закрыть модальный
Вертикальный токарный станок | MachineMfg
Вертикальные токарные станки обычно можно разделить на одноколонные и двухколонные.
Небольшие вертикальные станки обычно изготавливаются из одинарных стоек, а большие вертикальные станки изготавливаются из двойных стоек.
Основной особенностью конструкции токарно-карусельного станка является то, что его главный вал находится в вертикальном положении.
Основные особенности токарно-карусельного станка: верстак находится в горизонтальной плоскости, а установка и регулировка заготовки удобна.
Рабочий стол поддерживается направляющими с хорошей жесткостью и стабильной резкой.
Имеется несколько держателей инструментов, которые можно быстро заменить.
Точность обработки на вертикальном токарном станке может достигать IT9-IT8, шероховатость поверхности Ra может достигать 3,2-1,6 мкм.
Основным параметром токарно-карусельного станка является максимальный диаметр токарной обработки D.
Содержание
Обзор
Токарно-карусельный станок в основном используется для обработки больших и тяжелых заготовок большого диаметра и малой длины, а также заготовок. которые нелегко зажать на горизонтальных токарных станках.
Когда диаметр поворота удовлетворен, слишком тяжелая заготовка не может быть легко зажата на горизонтальном токарном станке.
Из-за собственного веса он влияет на точность обработки, и вертикальный токарный станок может решить вышеуказанные проблемы.
Характеристики
(1) Введение
Вертикальные токарные станки представляют собой крупногабаритное механическое оборудование, используемое для обработки больших и тяжелых заготовок с большими радиальными размерами и относительно небольшими осевыми размерами и сложными формами.
Такие как различные диски, колеса и втулки с цилиндрической поверхностью, торцевой поверхностью, конической поверхностью, цилиндрическим отверстием, коническим отверстием и так далее.
Также может быть обработан, сфероидален, контурирован, фрезерован и отшлифован с помощью дополнительного устройства.
По сравнению с горизонтальным токарным станком, заготовка зажимается на внутренней стороне зажима горизонтального токарного станка.
Ось вертикального шпинделя токарного станка вертикальна, а столешница находится в горизонтальной плоскости, поэтому зажим и выравнивание заготовки удобны.
Такое расположение снижает нагрузку на шпиндель и подшипники, поэтому вертикальный токарный станок может сохранять точность работы в течение более длительного периода времени.
(2) Структурные характеристики
- Главный редуктор с гидравлическим переключением; скорость стола выбирается ручным поворотным клапаном и осуществляется электрогидравлическим приводом;
- Держатель инструмента вертикальный, гидравлическая система оснащена устройством поддержания давления;
- Механизм зажима балки зажимается пружиной и сбрасывается гидравлическое давление;
- Доступен цифровой дисплей;
- Главный редуктор, опора шпинделя стола и трансмиссия смазываются автоматически;
- Натяжение ремня главного привода, зазор подшипника шпинделя, зазор вертикальной гайки цилиндра и усилие зажима балки регулируются;
- Механизм подачи имеет предохранительное устройство;
- Балка токарно-карусельного станка с неподвижной балкой CJ5710 фиксируется без хода, без держателя бокового резца;
Порядок работы
(1) Работайте серьезно:
- Матовая поверхность заготовки не должна опираться непосредственно на рог, а опирается на рабочую поверхность.
 или спиральный верх. Категорически запрещается использовать рабочую поверхность для других операций, таких как забивание заготовки, сварка заготовки и т.д. скорость не допускается.
или спиральный верх. Категорически запрещается использовать рабочую поверхность для других операций, таких как забивание заготовки, сварка заготовки и т.д. скорость не допускается. - При запуске и остановке верстака верстак можно перемещать только вручную, когда рука включается и выключается. Категорически запрещается использовать голеностоп.
- При вращении стола нельзя поднимать балку и быстро перемещать держатель инструмента.
- При перемещении балки сначала ослабьте зажимное устройство и зажмите его сразу после перемещения. После каждого опускания балки ее следует немного приподнимать, чтобы устранить зазор между винтом и гайкой.
- Не допускается проводить гравитационную резку при длительном выдвижении ползуна прямой и боковой револьверных головок; при использовании вертикальной револьверной головки для обработки, особенно для гравитационной резки, балки должны быть опущены как можно ближе к рабочему положению.
- При выполнении прерывистого резания необходимо уменьшить величину подачи и скорость стола.
- Во время переключения джойстик должен быть переведен в указанное положение. Если шестерни не зацеплены должным образом, их следует отрегулировать встряхиванием после работы. Не допускается форсирование ручки «открывания и остановки» рабочего стола.
(ii) После работы есть два вертикальных держателя инструмента. Вертикальный держатель инструмента должен быть симметрично остановлен на обоих концах балки; для станка с вертикальным резцедержателем вертикальный резцедержатель должен располагаться посередине балки; держатель бокового инструмента должен быть перемещен в самое нижнее положение колонны.
Токарные центры
Токарные центры используются для точного позиционирования заготовки относительно ее точки или оси между токарным патроном или шпинделем передней бабки и шпинделем задней бабки. Токарные центры обеспечивают концентричность работы, позволяя заготовке вращаться/вращаться.
Мертвая точка состоит из рабочей части, цилиндрической части и хвостовика.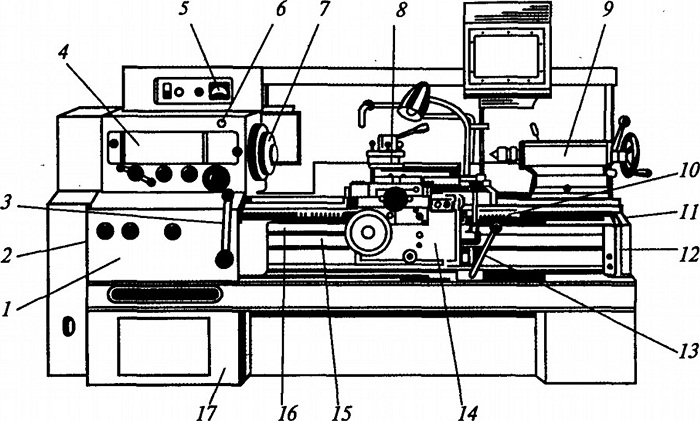 Короткой втулкой выбивают клык из гнезда (чтобы не повредить конус). Рабочая часть конуса может иметь скос, обеспечивающий полную транспортировку торца заготовки. Если гнездо, в котором установлен клык, не имеет перелива, то используется клык с гайкой, с помощью которой можно вытащить банку из гнезда. Для тяжелых токарных станков (с большим сечением стружки) цельные зубья (более жесткая конструкция, меньше вибраций) дают лучшие результаты.
Короткой втулкой выбивают клык из гнезда (чтобы не повредить конус). Рабочая часть конуса может иметь скос, обеспечивающий полную транспортировку торца заготовки. Если гнездо, в котором установлен клык, не имеет перелива, то используется клык с гайкой, с помощью которой можно вытащить банку из гнезда. Для тяжелых токарных станков (с большим сечением стружки) цельные зубья (более жесткая конструкция, меньше вибраций) дают лучшие результаты.
Подвижные центры используются для токарного станка. Речь идет об исключении трения рабочей части клыка о поверхность конической втулки. В целях повышения универсальности поворотных центров, так называемые складные клыки со сменными наконечниками. Подвижные центры используются при высоких скоростях вращения шпинделя токарного станка и для легких работ.
Товаров: 145.
Сортировать по:
Релевантность
Показаны 1-32 из 145 позиций
Активные фильтры
Быстрый просмотр
18,45 зл.
15 без НДС
Конус Морзе: 1
Угол при вершине: 60°
Длина: 80 мм
Вес: 0,10 кг
Список желаний
Сравнивать
Быстрый просмотр
274,29 зл.
223 без НДС
Конус Морзе: 2
Длина: 139 мм
Макс. нагрузка: 140 кг
Макс. скорость: 7000 об/мин
Список желаний
Сравнивать
Быстрый просмотр
19,68 зл.
16 без НДС
Конус Морзе: 2
Угол при вершине: 60°
Длина: 100 мм
Вес: 0,15 кг
Список желаний
Сравнивать
Быстрый просмотр
332,10 зл.
270 без НДС
Конус Морзе: 3
Длина: 176,5 мм
Макс. нагрузка: 400 кг
Макс. скорость: 5000 об/мин
Список желаний
Сравнивать
Быстрый просмотр
28,29 зл.
23 без НДС
Конус Морзе: 3
Угол при вершине: 60°
Длина: 125 мм
Вес: 0,33 кг
Список желаний
Сравнивать
Быстрый просмотр
39,36 зл.
32 без НДС
Конус Морзе: MK4
Угол при вершине: 60°
Длина: 160 мм
Вес: 0,75 кг
Список желаний
Сравнивать
Быстрый просмотр
567,03 зл.
461 без НДС
Конус Морзе: 5
Длина: 273 мм
Макс. нагрузка: 1200 кг
Макс. скорость: 3000 об/мин
Список желаний
Сравнивать
Быстрый просмотр
78,72 зл.
64 без НДС
Конус Морзе: 5
Угол при вершине: 60°
Длина: 200 мм
Вес: 1,86 кг
Список желаний
Сравнивать
Быстрый просмотр
241,08 зл.
196 без НДС
Конус Морзе: 2
Длина: 129 мм
Макс. нагрузка: 200 кг
Макс. скорость: 7000 об/мин
Список желаний
Сравнивать
Быстрый просмотр
20,91 зл.
17 без НДС
Конус Морзе: 1
Угол при вершине: 60°
Длина: 80 мм
Вес: 0,06 кг
Список желаний
Сравнивать
Быстрый просмотр
322,26 зл.
262 без НДС
Конус Морзе: MT3
Длина: 151,5 мм
Максимальная нагрузка: 400 кг
Максимальная скорость: 6300 об/мин
Список желаний
Сравнивать
Быстрый просмотр
28,29 зл.
23 без НДС
Конус Морзе: 2
Угол при вершине: 60°
Длина: 100 мм
Вес: 0,15 кг
Список желаний
Сравнивать
Быстрый просмотр
371,46 зл.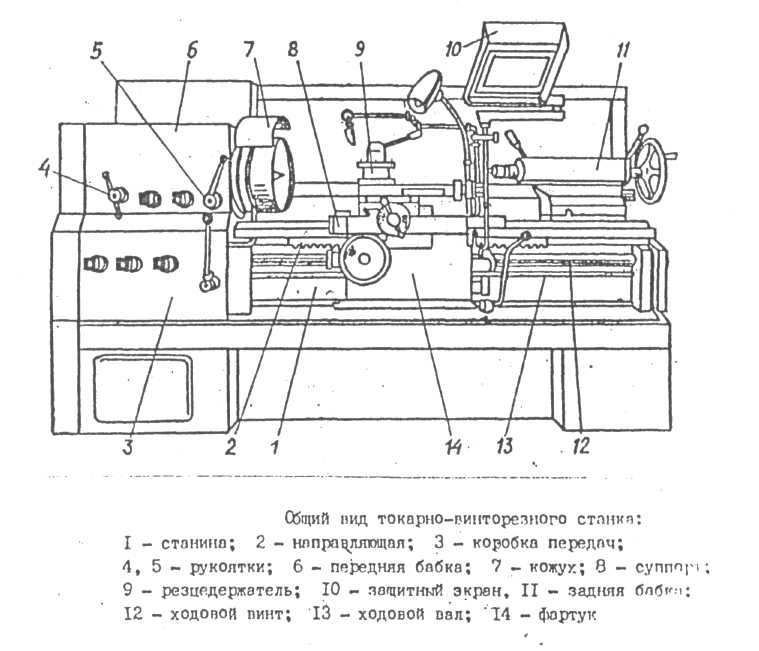
302 без НДС
Конус Морзе: MT4
Длина: 205 мм
Макс. нагрузка: 800 кг
Макс. скорость: 3800 об/мин
Список желаний
Сравнивать
Быстрый просмотр
36,90 зл.
30 без НДС
Конус Морзе: 3
Угол при вершине: 60°
Длина: 125 мм
Вес: 0,33 кг
Список желаний
Сравнивать
Быстрый просмотр
685,11 зл.
557 без НДС
Конус Морзе: 5
Длина: 285,5 мм
Макс. нагрузка: 2000 кг
Макс. скорость: 3000 об/мин
Список желаний
Сравнивать
Быстрый просмотр
49,20 зл.
40 без НДС
Конус Морзе: 4
Угол при вершине: 60°
Длина: 160 мм
Вес: 0,75 кг
Список желаний
Сравнивать
Быстрый просмотр
129,15 зл.
105 без НДС
Конус Морзе: 2
Длина: 130,6 мм
Макс. нагрузка: 40 кг
Макс. скорость: 5000 об/мин
Список желаний
Сравнивать
Быстрый просмотр
83,64 зл.
68 без НДС
Конус Морзе: 5
Угол при вершине: 60°
Длина: 200 мм
Вес: 1,86 кг
Список желаний
Сравнивать
Быстрый просмотр
153,75 зл.
125 без НДС
Конус Морзе: 3
Длина: 161,7 мм
Макс. нагрузка: 80 кг
Макс. скорость: 4500 об/мин
Список желаний
Сравнивать
Быстрый просмотр
43,05 зл.
35 без НДС
Конус Морзе: 1
Угол при вершине: 60°
Длина: 80 мм
Вес: 0,06 кг
Список желаний
Сравнивать
Быстрый просмотр
167,28 зл.
136 без НДС
Конус Морзе: 4
Длина: 195,7 мм
Макс. нагрузка: 125 кг
Макс. скорость: 3500 об/мин
Список желаний
Сравнивать
Быстрый просмотр
44,28 зл.
36 без НДС
Конус Морзе: 2
Угол при вершине: 60°
Длина: 100 мм
Вес: 0,15 кг
Список желаний
Сравнивать
Быстрый просмотр
258,30 зл.
210 без НДС
Конус Морзе: 5
Длина: 245,5 мм
Макс. нагрузка: 150 кг
Макс. скорость: 3000 об/мин
Список желаний
Сравнивать
Быстрый просмотр
56,58 зл.
46 без НДС
Конус Морзе: MT3
Угол при вершине: 60°
Длина: 125 мм
Вес: 0,33 кг
Список желаний
Сравнивать
Быстрый просмотр
94,71 зл.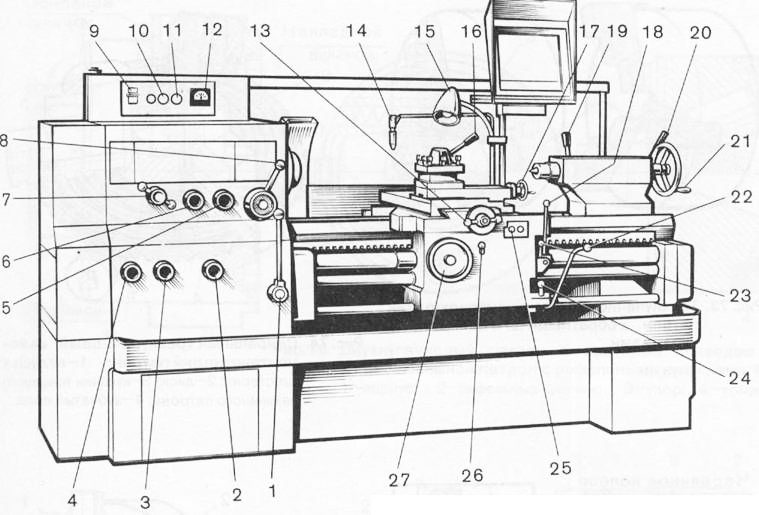
77 без НДС
Конус Морзе: MK2
Длина: 145 мм
Максимальная нагрузка: 150 кг
Максимальная скорость: 5000 об/мин
Список желаний
Сравнивать
Быстрый просмотр
119,31 зл.
97 без НДС
Конус Морзе: 3
Длина: 170 мм
Макс. нагрузка: 200 кг
Макс. скорость: 4200 об/мин
Список желаний
Сравнивать
Быстрый просмотр
82,41 зл.
67 без НДС
Конус Морзе: 4
Угол при вершине: 60°
Длина: 160 мм
Вес: 0,75 кг
Список желаний
Сравнивать
Быстрый просмотр
135,30 зл.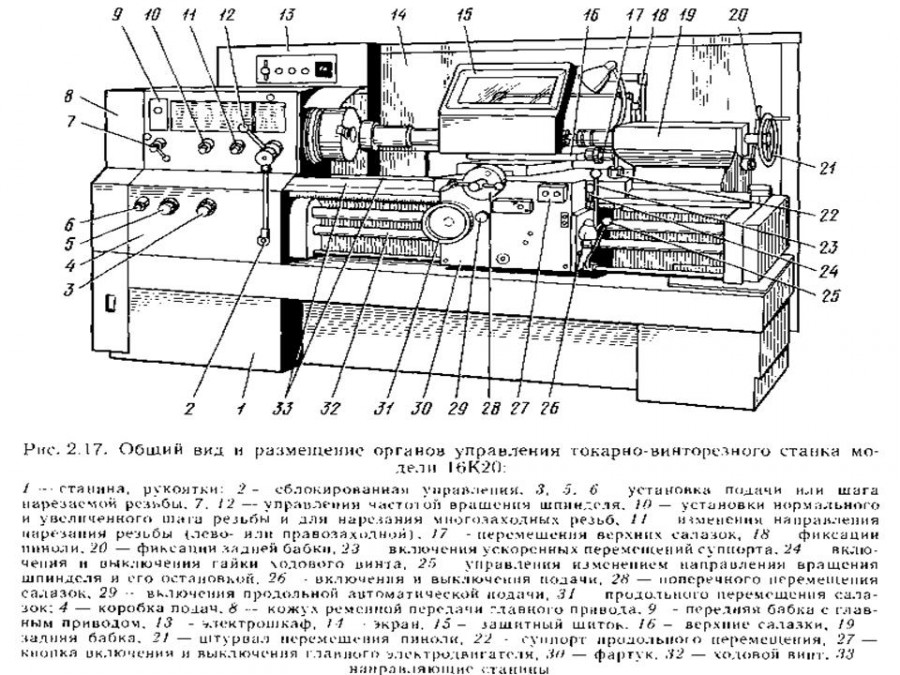
110 без НДС
Конус Морзе: MT4
Длина: 205,7 мм
Макс. нагрузка: 320 кг
Макс. скорость: 3200 об/мин
Список желаний
Сравнивать
Быстрый просмотр
154,98 зл.
126 без НДС
Конус Морзе: 5
Угол при вершине: 60°
Длина: 200 мм
Вес: 1,86 кг
Список желаний
Сравнивать
Быстрый просмотр
246,00 зл.
200 без НДС
Конус Морзе: MT5
Длина: 254 мм
Макс. нагрузка: 630 кг
Макс. скорость: 2000 об/мин
Список желаний
Сравнивать
Быстрый просмотр
63,96 зл.
