Суппорт на токарном станке: Суппорт токарного станка и его устойчивость к вибрации
Содержание
Суппорт токарного станка
Суппорт
Одним из важнейших достижений машиностроения в начале XIX века стало распространение
металлорежущих станков с суппортами — механическими держателями для резца.
Каким бы простым и, на первый взгляд, незначительным не казался этот придаток
к станку, можно без преувеличения сказать, что его влияние на усовершенствование
и распространение машин было так же велика, как влияние изменений, произведенных
Уаттом в паровой машине. Введение суппорта разом повлекло за собой усовершенствование
и удешевление всех машин, дало толчок к новым усовершенствованиям и изобретениям. Суппорт
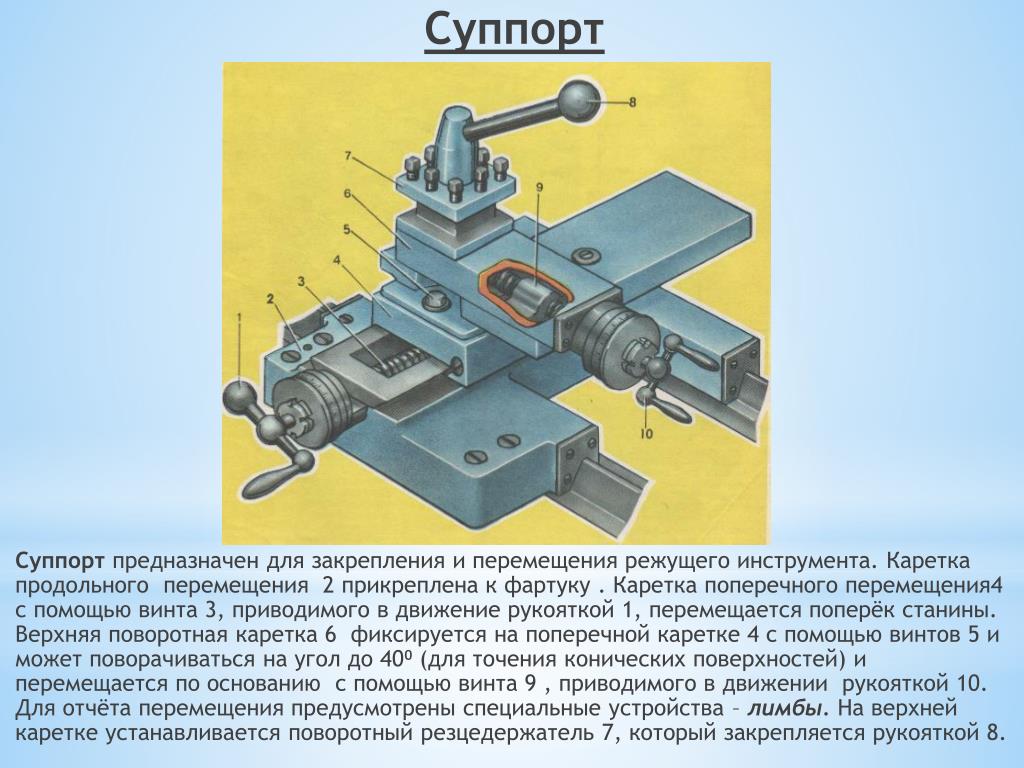
предназначен для перемещения во время обработки режущего инструмента, закрепленного
в резцедержателе. Он состоит из нижних салазок (продольного суппорта) 1,
которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают
перемещение резца вдоль заготовки. На нижних салазках по направляющим 12
На нижних салазках по направляющим 12
перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают
перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных
салазках 3 расположена поворотная плита 4, которая закрепляется гайкой
10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки
13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться
в горизонтальной плоскости относительно поперечных салазок и обеспечивать
перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель
(резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью
рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта
производится от ходового винта 2, от ходового вала, расположенного под
ходовым винтом, или вручную. Включение автоматических подач производится
Включение автоматических подач производится
рукояткой 14.
Устройство поперечного суппорта показано на рисунке внизу. По направляющим
продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются
салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в
продольном суппорте 1, а другим — связан с гайкой (состоящей из двух частей
15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая
винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему. выбирается
зазор между ходовым винтом 12 и гайкой 15. Величину перемещения поперечного
суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками
7) поворотная плита 8, вместе с которой поворачиваются верхние салазки
6 и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается
На некоторых станках на поперечных салазках 9 устанавливается
задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые
могут быть выполнены перемещением поперечного суппорта, а также кронштейн
3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей
жидкости.
Поперечный суппорт
На главную
что это такое, для чего предназначен
Первый механизированный суппорт, установленный в 1770 году голландцами в машине для сверления пушечных стволов. Качественно изменил все машины и подвинул к новым изобретениям в металлообработке. В мире техники началась новая эпоха.
Содержание:
- 1 Что это такое?
- 2 Принцип работы
- 3 Как он устроен?
- 4 Регулировки
- 5 Как осуществляется его ремонт?
Что это такое?
Суппорт (supporto (лат.) – поддерживаю) – механический держатель резцовой головки станка (токарного, шлифовального, строгального и др. ), управляющий режущим инструментом в процессе резания и сообщающий величину подачи в пределах точно установленных допусков.
), управляющий режущим инструментом в процессе резания и сообщающий величину подачи в пределах точно установленных допусков.
По степени точности механической подачи и жёсткости суппорта судят о качестве станка.
Принцип работы
Основан на точном перемещении закреплённого в резцедержателе режущего инструмента или обрабатывающего агрегата, или самой заготовки в процессе обработки резанием.
Принцип использования крутящего момента:
- от ходового винта – для нарезания резьбы;
- от ходового вала – для подач режущего инструмента;
- от ходового винта – для нарезания резьбы и, перестроив гитару – для продольной подачи;
- от ручного привода – применяется в операциях, где использование ходового вала и ходового винта не целесообразно (торцевание, снятие фасок, часто – при отрезании детали от заготовки, сверлении и т. д.).
Как он устроен?
Конструкция суппорта состоит из механизмов:
- нижних салазок продольного суппорта;
- поперечных салазок поперечного суппорта с прикрепленной поворотной плитой;
- поворотной плиты с установленным на ней верхним суппортом с резцедержателем;
- фартука.
Продольный суппорт – это салазки (нижние салазки), на которых смонтировано все механизмы агрегата. Привод от ходового вала или ходового винта, посредством коммутирующих устройств, расположенных в фартуке, а также вручную. Нижние салазки суппорта перемещают весь агрегат по направляющим станины.
Поперечный суппорт – механизм, сопряженный с направляющими продольного суппорта. Привод: механический – от винта каретки или вручную. Задаёт направление поворотной плите и верхнему суппорту с резцедержателем.
Поворотная плита закреплена гайкой на поперечных салазках. На поворотной плите установлен механизм верхних салазок (верхнего суппорта).
Верхний суппорт – каретка с салазками (верхние салазки), сопряженными с направляющими поворотной плиты. Поворотная плита предназначена для установки верхнего суппорта под углом к оси поперечных салазок (нарезание конусов).
Резцовая головка (резцедержатель) – установленный на горизонтальной площадке верхних салазок подвижный механизм с четырьмя площадками для крепления режущего инструмента или обрабатывающих агрегатов (напр._2022-03-16_13-37-02.jpg) – шлифовальная головка) или приспособлений для крепления самой заготовки.
– шлифовальная головка) или приспособлений для крепления самой заготовки.
Фартук – основной узел управления всей работы суппорта. На нём смонтированы органы включения – выключения механизмов станка, непосредственно сообщающих величину подачи режущему инструменту.
Механизмы суппорта сообщают режущему инструменту движение в горизонтальной плоскости:
- продольное – вдоль оси заготовки;
- поперечное – под прямым углом относительно оси направляющих станины;
- под заданным углом к продольной оси обрабатываемой детали.
Станки, массой больше 1000 кг, снабжаются устройствами ускоренного перемещения суппорта. Легких станков, как правило, таких устройств лишены, но народные умельцы успешно решают эту проблему самостоятельно.
Регулировки
Любая пара направляющих работает при оптимально достаточной величине зазора между ними. Превышение этой величины понижает жёсткость сопряжений, отрицательно влияет на качество и точность обработки.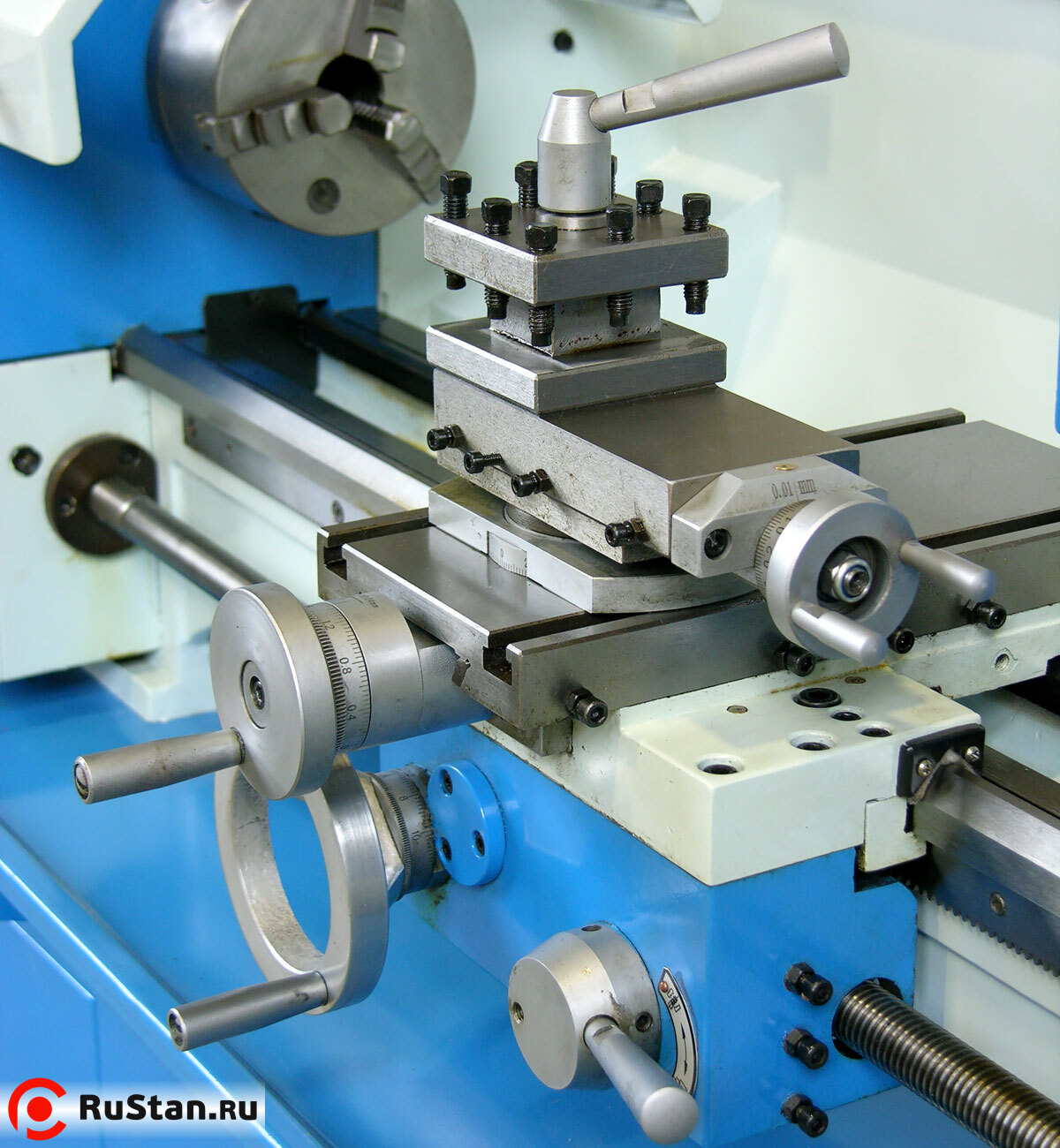
Жёсткость поворотного резцедержателя обеспечивается винтовым зажимом и фиксирующим устройством совместно. Если силы фиксирующего устройства недостаточно, возникает опасность разрушения этого ответственного узла от осевых или радиальных нагрузок.
Износ трущихся поверхностей суппортов и станин неравномерен и достигает, порой, сотых и даже десятых долей миллиметра. По этой причине невозможно установить одинаковые зазоры на всех рабочих поверхностях. Винты привода салазок изнашиваются также неравномерно.
Для сохранения рабочего диапазона салазок, регулировку зазоров производят с установкой каретки в место с минимальным износом. Направляющие станины интенсивно изнашиваются ближе к передней бабке. Наибольший износ поперечных салазок в середине их рабочего диапазона. Направляющие верхних салазок износу подвержены меньше, поскольку не так часто бывают в работе.
Как осуществляется его ремонт?
Оптимальные значения зазоров во всём рабочем диапазоне сопряжений достижимы средней тяжести и тяжелых станков достижимы исключительно путем восстановления геометрических параметров на шлифовальном станке и шабрением.
Восстановление и реставрация легкого, пусть и морально устаревшего станка, вполне доступны современному умельцу. Приборы электронного управления освобождают от громоздких шкивов, ремней, зубчатых колес и массивных электродвигателей. Шаговые двигатели решают проблему привода суппортов и ходовых винтов. Геометрию и жесткость суппортов осилит любой инструментальный цех.
Поделиться в социальных сетях
Обзор цифрового штангенциркуля
Harbour Freight – Mini-lathe.com До сих пор такие устройства обычно продавались по цене 50-60 долларов, но в настоящее время HF предлагает эту модель за 39,99 долларов, а последние несколько недель она продается по 19,99 долларов.
По такой цене я не мог отказаться от него и рад сообщить, что он выглядит как инструмент хорошего качества по отличной цене. Как обычно в моем опыте с HF, заказ прибыл довольно долго. Я разместил заказ 30 июля, и он прибыл 12 августа.
Полезно знать, что вы часто можете приобрести продукцию HF по цене ниже той, что в настоящее время рекламируется на веб-сайте, если у вас есть свежий каталог распродаж, рекламирующий более низкую цену. На веб-сайте щелкните ссылку «Заказать из печатного каталога» и введите полный номер товара, включая суффикс, из каталога продажи.
На веб-сайте щелкните ссылку «Заказать из печатного каталога» и введите полный номер товара, включая суффикс, из каталога продажи.
Например, артикул с номером 47257-3HWC по состоянию на 12 августа по-прежнему имеет цену 19,99, в то время как цена на веб-сайте теперь составляет 39,99. Если у вас есть магазин HF в вашем регионе, они, как правило, будут соблюдать более низкую цену продажи из последнего каталога, но обязательно позвоните, чтобы убедиться, что товар есть на складе, прежде чем отправиться в поездку.
Конструкция штангенциркуля основана на полностью изготовленной из нержавеющей стали измерительной раме, которая, за исключением считывания, в основном такая же, как и другие конструкции штангенциркуля, включая губки для проведения внутренних измерений и глубиномер.
Также в комплект входят колесико с накатанной головкой и стопорный винт. Передняя поверхность рамки покрыта черной шкалой с желтыми цифрами, которая обеспечивает приблизительное считывание с точностью до десятых долей дюйма или миллиметра.
Модуль считывания в пластиковом корпусе с 4-1/2 цифровым ЖК-дисплеем. Цифра 1/2 читается с точностью до 0,0005″. Измерение ровно в один дюйм будет отображаться как 1.000. Дисплей имеет хорошую контрастность, а высота цифр составляет около 3/8 дюйма, что позволяет легко читать, даже если ваши глаза уже не так хороши, как раньше (спросите меня об этом).
На передней части корпуса установлены три мягкие резиновые кнопки:
- Синий: дюймы/мм
- Чтение: вкл/выкл
- Желтый: ноль
Отличительной особенностью этого инструмента является то, что вы можете переключать синюю кнопку для мгновенного переключения между показаниями в дюймах и метрических единицах. В дополнение к очевидной полезности возможности чтения непосредственно в любой системе, вы также можете использовать это как удобный калькулятор для преобразования измерения из одной системы в другую.
Кнопка включения/выключения говорит сама за себя. Индикатор автоматически отключается через несколько минут бездействия. Ну… по крайней мере, так написано на сайте HF.
Ну… по крайней мере, так написано на сайте HF.
Я оставил свой включенным на ночь в первую ночь, и на следующее утро дисплей все еще работал. Любой, у кого есть наручные часы, знает, что ЖК-дисплеи в любом случае потребляют очень мало энергии, так что, по-видимому, это не является большой проблемой. Время покажет.
Мне так понравился этот инструмент, что я купил второй. На новом автовыключение работает корректно. На моем оригинальном он все еще не отключается автоматически, но, как я и предполагал, дисплей потребляет так мало энергии, что он все еще работает от оригинальной батареи спустя почти год.
На новом он даже включается автоматически, если вы сдвинете датчик для измерения.
Кнопка обнуления сбрасывает дисплей на ноль в текущем положении губок штангенциркуля. Обычно вы должны установить ноль, сначала убедившись, что на поверхности челюстей нет пыли или песка, затем закрыть челюсти и установить ноль.
Могут быть ситуации, когда было бы полезно установить нулевую точку относительно предыдущего показания, но на ум сразу не приходит такое использование. Мне кажется, что было бы легко случайно нажать на кнопку установки нуля, а затем пройти процесс повторной установки нуля с закрытыми губками.
Мне кажется, что было бы легко случайно нажать на кнопку установки нуля, а затем пройти процесс повторной установки нуля с закрытыми губками.
Чтобы предотвратить это, если это станет проблемой, вы можете просто взять однолезвийное лезвие и обрезать верхнюю часть кнопки нуля так, чтобы она находилась на одном уровне с поверхностью корпуса считывателя.
Как и другие импортные штангенциркули, которых я купил несколько, этот поставляется в пластиковом футляре с защитной прокладкой из пеноматериала. Также в корпусе находится батарейка кнопочного типа. Я не нашел инструкций, прилагаемых к штангенциркулю, поэтому предположил, что перед использованием необходимо установить батарею.
Оказался запасной, так как уже был установлен аккумулятор. Чтобы получить доступ к батарее, сдвиньте небольшую крышку, расположенную в нижней передней части блока считывания.
Еще одна сдвижная крышка над крышкой аккумуляторного отсека содержит краевой разъем, который может передавать показания штангенциркуля на принтер или другое совместимое устройство.
Harbour Freight Review 2″ Orbita…
Включите JavaScript
Harbour Freight Review 2″ Orbital Sander
Хотя мне очень повезло с импортными циферблатными штангенциркулем, похоже, что в условиях моей мастерской срок их службы составляет около года. Циферблат приводится в движение крошечной рейкой и шестерней, а песок и стружка могут легко застрять в рейке и заклинить суппорт.
Цифровой штангенциркуль использует какой-то линейный энкодер, а не реечную шестерню, поэтому я ожидаю, что он будет невосприимчив к этому конкретному режиму отказа. Надеюсь, у него будет долгая и полезная жизнь.
Еще одна интересная ветка обсуждения в группе 7x была связана с точностью измерения штангенциркуля. Из любопытства я провел несколько измерений цифровыми штангенциркулем HF и сравнил их с показаниями двух разных недорогих штангенциркулей за 15 долларов, а также проверил с помощью моего хорошего микрометра Mitutuyo.
Все показания, полученные мной на различных круглых и плоских заготовках, совпали в пределах 0,001″. Получение непротиворечивых показаний зависит от правильной техники не меньше, если не больше, чем от качества измерительного инструмента. Вот несколько советов:
Получение непротиворечивых показаний зависит от правильной техники не меньше, если не больше, чем от качества измерительного инструмента. Вот несколько советов:
- Убедитесь, что измерительные губки чистые и на них нет пыли или песка
- Периодически проверяйте установку нуля, особенно если вы работаете с жесткими допусками
- Для большинства измерений используйте тонкие кончики губок. Более широкая часть губок удобна для измерения прерывистых поверхностей, таких как сверла или диаметры винтов, но не
- Имеют тенденцию вызывать сдвиг показаний при извлечении из гладкого материала.
- С помощью регулировочного кольца осторожно двигайте губки до тех пор, пока они не закроются на заготовке. Используйте только достаточное давление, чтобы обеспечить плотное чтение.
- Используйте стопорный винт, чтобы не допустить изменения показаний, когда кулачки выводятся из работы.
- Поднимите губки прямо над заготовкой, следя за тем, чтобы штангенциркуль был перпендикулярен заготовке.
 Слегка повернув штангенциркуль в любую сторону, можно изменить показания.
Слегка повернув штангенциркуль в любую сторону, можно изменить показания. - При измерении внутренних диаметров медленно вращайте штангенциркуль по небольшой дуге, слегка надавливая на винт с накатанной головкой. Это позволит челюстям сесть на истинный размер
- диаметр заготовки. Наблюдайте за показаниями и останавливайтесь, когда они достигают максимального значения.
.
ЭЛЕКТРИЧЕСКИЙ ТОРМОЗНОЙ СУППОРТ-НОВЫЙ
Сравнение товаров
- Запчасти/Сервис
- О
- История
- Шильдики
- Новости
- Выставки и дни открытых дверей
90 028
- Видео
- Специальные предложения
- Каталоги
- Запросить цену
- Контакты
- Расположение/карта
- Задать вопрос
- Пункт поиска дистрибьютора (США)
- Международные дистрибьюторы
Перейти в конец галереи изображений
Перейти к началу галереи изображений
Номер модели
JB-0060
Электромагнитный тормоз для токарных станков Clausing Colchester 8043, Triumph и Harrison M390. Запчасть OEM высокого качества.
Запчасть OEM высокого качества.
Нужна помощь!! Позвоните нам сейчас!! 1-800-323-0972
Технические характеристики
Тип изделия:
СТАНОК
Материал:
S ТАЛЬ, МЕДЬ
Производитель:
COLCHESTER, HARRISON
Состояние:
NEW
Вес:
10.017
Быстрые ссылки
- Главная
- Запчасти/Сервис
- О нас
- История
- Шильдики
- Новости
- Новые продукты
- Выставки и дни открытых дверей
- Видео
- Каталоги
- Запросить цену
- Свяжитесь с нами
- Местоположение/Карта
- Спросите A Question
- Пункт поиска дистрибьюторов (США)
- Международные дистрибьюторы
- Карта сайта
9002 7 Скидки
Категории
- Токарные станки с ЧПУ
- Токарные станки с ЧПУ большого размера
- Clausing Colchester Typhoon
- Clausing CNC MultiTurn
- Фрезерные станки с ЧПУ
- Фрезерные станки с ЧПУ
- Вертикальные обрабатывающие центры
- Storm VMC
- Токарные станки
- Clausing Токарные станки CT Precision Tool Room
- Clausing Токарные станки серии C
- Clausing Colchester Токарные станки с редуктором и регулируемой скоростью
- Токарные станки с редуктором и переменной скоростью Clausing Harrison
- Стандартный большой поворотный станок
- Фрезы
- Горизонтально-вертикальные комбинированные фрезерные станки
- Горизонтальные фрезерные станки
- Стандартная и супер станина Фрезы
- Стандартные коленчатые фрезы
- Универсальные фрезы
90 027 Фрезерные станки с ЧПУ
- Пилы
- Горизонтальные ленточнопильные станки Kalamazoo
- Двухстоечные ленточнопильные станки Kalamazoo
- Горизонтальные торцовочные пилы Kalamazoo
- Вертикальные ленточнопильные станки Kalamazoo
- Холодные пилы Kalamazoo Production
- Шлифовальные станки
- Ручные плоскошлифовальные станки
- Гидравлические плоскошлифовальные станки
- Автоматические плоскошлифовальные станки 9 0028
- Цилиндрические шлифовальные станки OD-ID
- Цилиндрические шлифовальные станки OD-ID
- Сверла
- Клацирование сверлильных станков с регулируемой скоростью
- Призматическая колонна Iberdrill
- Круглая колонна Iberdrill
- Раздел радиальных сверл
- Лазерная маркировка
- Детали
- Стандартные детали
- Детали с ЧПУ
90 003
Clausing Industrial, Inc.

