Св 08га расшифровка: Проволока стальная сварочная | Сварка металлов
Содержание
Расшифруйте Св-08АА, Св-12Х11НМФ
Проволока сварочная СВ-08А — Ковка, сварка, кузнечное дело
Проволока сварочная СВ-08А применяется для автоматической сварки углеродистых сталей под флюсом с пределом текучести 235-285Мпа и для производства электродов с повышенной вязкостью и пластичностью шва, предназначенных для сваривания низколегированной и низкоуглеродистой стали.
Буква «А» в наименовании данной проволоки указывает на повышенную чистоту химического состава металла по содержанию фосфора и серы, «СВ» обозначает – сварочная, а «08» — содержание углерода (C).
Влияние содержания углерода, фосфора, марганца и серы в сварочной проволоке на механические характеристики шва
- Содержание углерода – с уменьшением содержания углерода (С) в сварочной проволоке наплавленный сварочный шов становится пластичнее.
- Содержание серы и фосфора — с уменьшением содержания фосфора (Р) и серы (S) увеличивается надежность сварного шва соединения.
- Содержание марганца – марганец (Мn) упрочняет сварной шов соединения.


Химический состав проволоки сварочной СВ-08А
- Углерод (С) — менее 0,10%.
- Марганец (Mn) — 0,35 — 0,60%.
- Кремний (Si) — менее 0,30%.
- Сера (S) — менее 0,03%.
- Фосфор (P) — менее 0,03%.
- Медь (Cu) — менее 0,25%.
- Хром (Cr) — менее 0,12%.
- Никель (Ni) — менее 0,25%.
Проволока поставляется в мотках, которые упакованы в полиэтилен и бумагу. Поставка может осуществляться также и без упаковки или в большегрузных бухтах весом 1-1,3 тонны. Проволока сварочная СВ-08А изготавливается диаметром от 0.8 до 7.0мм. Для обеспечения хорошего контакта в сварочном аппарате с целью обеспечения минимальных потерь напряжения, проволока с диаметрами 0,8; 1,0; 1,2; 1,4 и 1,6мм производится с медным покрытием толщиной не менее 0,15мм.
Требования, предъявляемые к сварочной проволоке
Основным требованием, предъявляемым к сварочной проволоке, является соответствие состава проволоки составу металла, из которого изготовлены свариваемые детали и конструкции. Температура плавления сварочной проволоки должна практически равняться температуре свариваемого металла, сам процесс плавления должен происходить равномерно, а проволока должна быть чистой и не окисленной.
Температура плавления сварочной проволоки должна практически равняться температуре свариваемого металла, сам процесс плавления должен происходить равномерно, а проволока должна быть чистой и не окисленной.
kovka-svarka.net
Характеристики проволоки сварочной
Св-08, Св-08А, Св-08АА
— автоматическая сварка под флюсом углеродистых сталей с пределом текучести 235-285 МПа, изготовление электродов, предназначенных для сварки низкоуглеродистой и низколегированной стали.
Св-08Г1НМА
— автоматическая сварка под флюсом низколегированных сталей повышенного уровня прочности и хладостойкости Предназначена для однопроходной одно- или двусторонней сварки под флюсом сталей толщиной до 25 мм различного типа легирования и категорий прочности. (К55-К65)
Св-08Г2С
— механизированная сварка в защитных газах конструкций ответственного и общего назначения.
Св-08ГА
— автоматическая сварка под флюсом углеродистых сталей с пределом текучести 235-440 МПа. (конструкций мостов, опор, труб, трубопроводов и котлов, работающих при высоких давлениях и температурах)
(конструкций мостов, опор, труб, трубопроводов и котлов, работающих при высоких давлениях и температурах)
Св-08ГСНТ
— предназначена для механизированной сварки в защитных газах, применяется в судостроении и химическом машиностроении.
Св-08ХМ
— автоматическая сварка под флюсом нефтегазопроводных труб и металлоконструкций ответственного назначения из углеродистых и низколегированных сталей с пределом текучести 235-440 МПа. (конструкций мостов, опор, труб, трубопроводов и котлов, работающих при высоких давлениях и температурах)
Св-10Г2
— автоматическая сварка под флюсом углеродистых сталей с пределом текучести 235-440 МПа.
Св-10ГА
— автоматическая сварка под флюсом углеродистых и низколегированных сталей с пределом текучести 235-440 МПа Св-ЮГН — механизированная сварка под флюсом в судостроении и химическом машиностроении.
Св-10НМА
— автоматическая сварка под флюсом низколегированных сталей повышенного уровня прочности и хладостойкости металлоконструкций ответственного назначения. (конструкций мостов, опор, котлов, труб и трубопроводов работающих при высоких давлениях и температурах)
(конструкций мостов, опор, котлов, труб и трубопроводов работающих при высоких давлениях и температурах)
| Низкоуглеродистая | Легированная | Высоколегированная |
| СВ-08 СВ-08А СВ-08АА СВ-08ГА СВ-ЮГА СВ-10Г2 | СВ-08ГС СВ-12ГС СВ-08Г2С СВ-ЮГН СВ-08ГСМТ СВ-15ГСТЮЦА СВ-20ГСТЮА СВ-18ХГС СВ-ЮНМА СВ-08МХ СВ-08ХМ СВ-18ХМА СВ-08ХНМ СВ-08ХМФА СВ-10ХМФТ СВ-08ХГ2С СВ-08ХГСМА СВ-10ХГ2СМА СВ-08ХГСМФА СВ-04Х2МА СВ-13Х2МФТ СВ-08Х3Г2СМ СВ-08ХМНФБА СВ-08ХН2М СВ-10ХН2ГМТ СВ-08ХН2ГМТА СВ-08ХН2ГМЮ СВ-08ХН2Г2СМЮ СВ-06Н3 СВ-10Х5М | СВ-12Х11НМФ СВ-10Х11НВМФ СВ-12Х13 СВ-20Х13 СВ-06Х14 СВ-08Х14ГНТ СВ-10Х17Т СВ-13Х25Т СВ-01Х19Н9 СВ-04Х19Н9 СВ-08Х16Н8М2 СВ-08Х18Н8Г2Б СВ-07Х18Н9ТЮ СВ-06Х19Н9Т СВ-04Х19Н9С2 СВ-08Х19Н9Ф2С2 СВ-05Х19Н9ФЗС2 СВ-07Х19Н10Б СВ-08Х19Н10Г2Б СВ-06Х19Н10М3Т СВ-08Х19Н10М3Б СВ-04Х19Н11М3 СВ-05Х20Н9ФБС СВ-06Х20Н11М3ТБ СВ-10Х20Н15 СВ-07Х25Н12Г2Т СВ-06Х25Н12ТЮ СВ-07Х25Н13 СВ-08Х25Н13БТЮ СВ-13Х25Н18 СВ-08Х20Н9Г7Т СВ-08Х21Н10Г6 СВ-30Х25Н16Г7 СВ-10Х16Н25АМ6 СВ-09Х16Н25М6АФ СВ-01Х23Н28М3Д3Т СВ-30Х15Н35В3Б3Т СВ-08Н50 СВ-05Х15Н60М15 |
Проволока сварочная СВ08А 3.
 0; 4.0; 5.0; 6.0
0; 4.0; 5.0; 6.0
СВ08А (1000 кг) ТУ 14-4-828-77 диаметр от 2,0мм до 6,0мм Сварочная проволока СВ-08А применяется для сварки ацитиленокислородным пламенем углеродистых конструкци
Сварочная проволока это один из неотъемлемых элементов сварочного процесса, необходимая для обеспечения качественной сварки.
Сварочная проволока делится по назначению, способу обработки, составу и алгоритму производства.
Примеры применения сварочной проволоки:
1) сварочная проволока применяется как плавящийся электрод при использовании электродуговой полуавтоматической сварки. При этом сварочная проволока может быть как порошковой так и сплошной, самозащитной или газозащитной. Если сварочная проволока применяется в среде защитных газов, то при сварке можно изменять металлический состав шва, регулируя состав применяемой сварочной проволоки и защитного газа.
2) при использовании аргонодуговой сварки неплавящимся электродом, сварочная проволока применяется в качестве присадки. Использование присадки необходимо для того чтобы усилить шов или заполнить разделку кромок основного металла, при толщине более 3мм. Подаваться проволока может как в ручную так и механизмом подачи.
Подаваться проволока может как в ручную так и механизмом подачи.
Сварочная проволока также может быть газосварочной, нержавеющей алюминиевой, омеднённой и неомеднённой.
Применение различных марок сварочных проволок:
Сварочная проволока СВ-08Г2С применяют для сварки низколегированных и низкоуглеродистых сталей в углекислом газе, в различных газовых смесях и под флюсом.
Стальная нержавеющая сварочная проволока применяется для сварки нержавеющих сталей таких как 08х18н10т, 12х18н9т, 08х18н10 и других. Отрасли в которых применяется данная проволока: изготовление трубопроводов, в нефтехиммашиностроении, в энергетике и пищевой промышленности и т.д.
Алюминиевая сварочная проволока применяется для сварки алюминиевых конструкций и сплавов Al-Mg, Al-Mn.
Омеднённая сварочная проволока применяется для дуговой сварки в газовой среде углеродистых и низкоуглеродистых сталей, судостроительной и конструкционной сталей, а так же стали для сосудов находящихся под высоким давлением.
Примененяется проволока сварочная для изготовления электродов и электродуговой сварки.
krafft.tiu.ru
Проволока ГОСТ 2246 для сварки. Проволока СВ08А
ГОСТ 2246-70 определяет характеристики проволоки для сварки различных марок. Кроме того, она может использоваться для наплавки и для производства электродов.
Проволоку ГОСТ 2246-70 для сварки делят в зависимости от марки стали на:
- проволоку низкоуглеродистую сварочную — марок СВ08, СВ08А, СВ08ГА
- проволоку легированную сварочную — марок СВ08ГС, СВ12ГС, СВ08Г2С, СВ10ГН, СВ08ГСМТ, СВ15ГСТЮЦА (ЭП-439), СВ20ГСТЮА, СВ18ХГС и других
- проволоку высоколегированную сварочную — марок СВ12Х13, СВ12Х11НМФ, СВ10Х11НВМФ, СВ13Х25Т, СВ01Х19Н9, СВ20Х13, СВ06Х14, СВ08Х14ГНТ, СВ10Х17Т и других.
По виду покрытия производится: черная и омедненная сварочная проволока.
Некоторые марки сварочной проволоки, например, проволока СВ08А и СВ08, применяется также для изготовления сварочных электродов разных марок — УОНИ 13/55, МР-3, УОНИ 13/45, АНО-21 и т. д.
д.
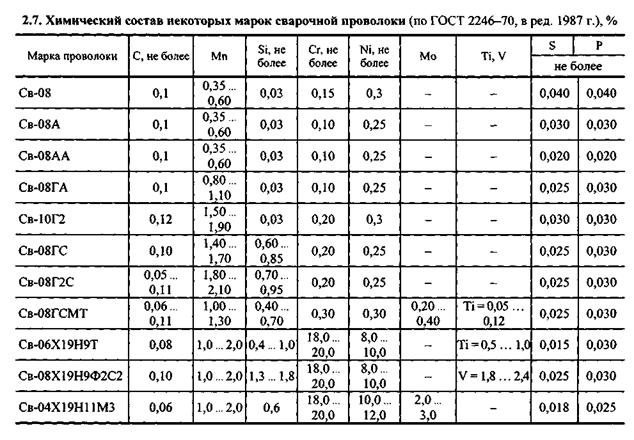
Химсостав приведен в таблице:
Элемент, % Марка стали низкоуглеродистая легированная Св08 Св08А Св08ГА Св08ГС Св08Г2С Св08ХМ С не более Мn Si не более РS Сr не болееNi не болееAl не болееСu не более
| 0,10 | 0,10 | 0,10 | 0,10 | 0,10 | 0,06-0,10 |
| 0,35-0,60 | 0,35-0,60 | 0,80-1,1 | 1,40-1,70 | 1,80-2,10 | 0,35-0,60 |
| 0,03 | 0,03 | 0,06 | 0,60-0,85 | 0,70-0,95 | 0,12-0,30 |
| 0,040 | 0,030 | 0,030 | 0,030 | 0,030 | 0,030 |
| 0,040 | 0,030 | 0,025 | 0,025 | 0,025 | 0,025 |
| 0,15 | 0,12 | 0,10 | 0,20 | 0,20 | 0,9-1,2 |
| 0,30 | 0,25 | 0,25 | 0,25 | 0,25 | 0,30 |
| 0,01 | 0,01 | — | — | — | — |
| 0,25 | 0,25 | 0,25 | 0,25 | 0,25 | 0,25 |
Проволока ГОСТ 2246-70, в зависимости от диаметра и используемой марки стали может поставляться в мотках по 80-100 кг.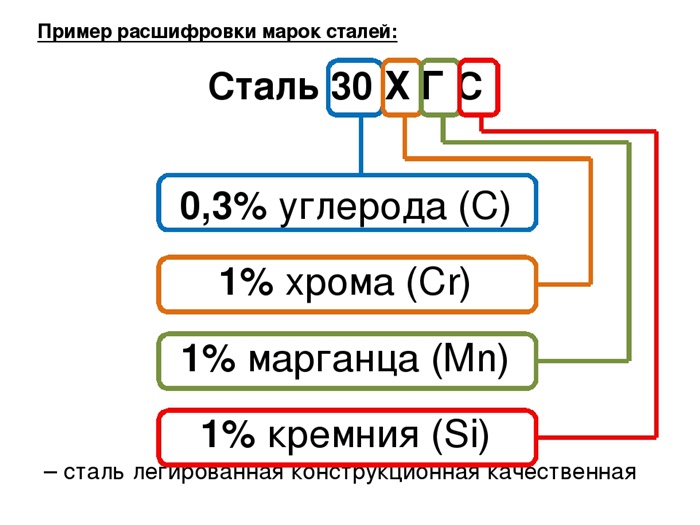 , в больших бухтах по 800-1000 кг., а также на специальных пластиковых катушках или металлических каркасах.
, в больших бухтах по 800-1000 кг., а также на специальных пластиковых катушках или металлических каркасах.
Сварочная проволока обычно упаковывается в ткань или влагостойкую бумагу. Проволока для производства электродов СВ08А и СВ08 в бухтах поставляется без упаковки.
profmetiz.ru
Сварочная проволока для наплавки. Химический состав сварочной проволоки.
Сварочная проволока для наплавки. Химический состав сварочной проволоки. 5.00/5 (100.00%) проголосовало 11
Наплавочная проволока изготавливается согласно ГОСТ 2246-70, предназначена для всех видов наплавки и изготовления электродов. Согласно ГОСТа проволока выпускается диаметрами: 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 6,5; 8,0; 10,0; 12 мм. При изготовлении электродов используют проволоку диаметром от 1,6 до 8,0 мм.
Поставка проволоки заказчику производится в мотках весом не более 40 кг и внутренними диаметрами от 150 до 750 мм. Для удобства установки на сварочный аппарат наплавочная проволока может наматываться на катушки. Мотки наплавочной проволоки должны быть обернуты в водонепроницаемую бумагу. На каждом мотке должна присутствовать бирка с названием предприятия, маркой проволоки и номером партии.
Мотки наплавочной проволоки должны быть обернуты в водонепроницаемую бумагу. На каждом мотке должна присутствовать бирка с названием предприятия, маркой проволоки и номером партии.
Хранят проволоку в сухим помещениях, защищающих от атмосферных осадков, коррозии и грязи. Возможно омеднение проволоки для лучшей защиты от коррозии.
ГОСТ 2246-70 проволока сварочная.
По ГОСТ 2246-70 выпускают 77 различных марок наплавочной проволоки, которые в свою очередь, в зависимости от химического состава, можно разделить на группы:
— низкоуглеродистая наплавочная проволока;
— легированная наплавочная проволока;
— высоколегированная наплавочная проволока.
В таблице 1 ниже представлены некоторые из этих марок.
Маркировка сварочной проволоки.
На примере проволоки Св-08А разберем что означает каждая буква и цифра.
Св-08А
— индекс Св означает, что она сварочная;
— цифры 08 указывают на содержание в проволоке углерода в процентах;
— буква А указывает на содержание в проволоке главных элементов. В высоколегированных проволоках буквой А обозначают азот, в низкоуглеродистых и легированных буква А указывает на повышенную чистоту металла по содержанию серы и фосфора.
В высоколегированных проволоках буквой А обозначают азот, в низкоуглеродистых и легированных буква А указывает на повышенную чистоту металла по содержанию серы и фосфора.
Если в конце обозначения после буквы присутствуют еще цифры, значит они указывают на процентное содержание данного элемента, например:
Св-10Г2
Значит, что в данном составе проволоки содержится до 2% марганца. Буква Г означает марганец, а цифра рядом с ним его процентное содержание в сотых долях.
Если рядом с элементом отсутствует цифра, это означает, что его содержание в наплавочной проволоке незначительно и составляет менее одного процента.
Если в конце обозначения присутствует сдвоенная буква АА (Св-08АА), это означает о пониженном содержании серы и фосфора по сравнению с проволокой Св-08А.
Химический состав сварочной проволоки.
Таблица 1. Химический состав сварочной проволоки по ГОСТ 2246-70.
| Марка проволоки | Химический состав, % | |||||||||
| Углерод | Кремний | Марганец | Хром | Никель | Молибден | Титан | Сера | Фосфор | Прочие элементы | |
| Не более | ||||||||||
| Низкоуглеродистая проволока | ||||||||||
| Св-08 | 0,10 | 0,03 | 0,35-0,60 | 0,15 | 0,30 | — | — | 0,040 | 0,040 | Алюм.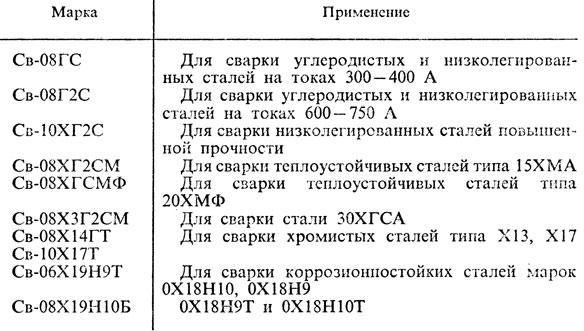 Не более 0,01 Не более 0,01 |
| Св-08А | 0,10 | 0,03 | 0,35-0,60 | 0,12 | 0,25 | — | — | 0,030 | 0,030 | |
| Св-08АА | 0,10 | 0,03 | 0,35-0,60 | 0,10 | 0,25 | — | — | 0,020 | 0,020 | — |
| Св-08ГА | 0,10 | 0,03 | 0,80-1,10 | 0,10 | 0,25 | — | — | 0,025 | 0,030 | — |
| Св-10ГА | 0,12 | 0,03 | 1,10-1,40 | 0,20 | 0,30 | — | — | 0,025 | 0,030 | — |
| Св-10Г2 | 0,12 | 0,03 | 1,50-1,90 | 0,20 | 0,30 | — | — | 0,030 | 0,030 | — |
| Легированная проволока | ||||||||||
| Св-08ГС | 0,10 | 0,60-0,85 | 1,40-1,70 | 0,20 | 0,25 | — | — | 0,025 | 0,030 | — |
| Св-12ГС | 0,14 | 0,60-0,90 | 0,80-1,10 | 0,20 | 0,30 | — | — | 0,025 | 0,030 | — |
| Св-08Г2С | 0,05-0,11 | 0,70-0,95 | 1,80-2,10 | 0,20 | 0,25 | — | — | 0,025 | 0,030 | — |
| Св-15ГСТЮЦА (ЭП-439) | 0,12-0,18 | 0,45-0,85 | 0,60-1,00 | 0,30 | 0,40 | — | 0,05-0,20 | 0,025 | 0,025 | Алюм. 0,20-0,50 0,20-0,50Цирконий 0,05-0,15 Церий не менее 0,4 |
| Св-18ХГС | 0,15-0,22 | 0,90-1,20 | 0,80-1,10 | 0,80-1,10 | 0,30 | — | — | 0,025 | 0,030 | — |
| Высоколегированная проволока | ||||||||||
| Св-12Х13 | 0,09-0,14 | 0,30-0,70 | 0,30-0,70 | 12,00-14,00 | Не более 0,60 | — | — | 0,025 | 0,030 | — |
| Св-06Х19Н9Т | Не более 0,08 | 0,40-1,00 | 1,00-2,00 | 18,00-20,00 | 8,00-10,00 | — | 0,50-1,00 | 0,015 | 0,030 | — |
| Св-07Х19Н10Б | 0,05-0,09 | Не более 0,70 | 1,50-2,00 | 18,50-20,50 | 9,00-10,50 | — | — | 0,018 | 0,025 | Ниобий 1,20-1,50 |
| Св-10Х16Н25АМ6 | 0,08-0,12 | Не более 0,60 | 1,00-2,00 | 15,00-17,00 | 24,00-27,00 | 5,50-7,00 | — | 0,018 | 0,025 | Азот 0,10-0,20 |
Статья оказалась полезной?! Поделись с друзьями!!!
mechanicinfo. ru
ru
Расшифруйте Св-08АА, Св-12Х11НМФ
Св- 08АА -Сварочная проволока, среднее содержание углерода-0,08%, с более пониженным содержанием серы и фосфора
Св-12Х11НМФ Сварочная проволока, среднее содержание углерода-0,12% , с содержанием хрома 11%, никеля, молибдена, ванадия по 1%
Билет №10
Гарячая сварка чугуна.
Назначение и устройство преобразователя.
3. Задача. Объясните причину и ваши действия в том случае, если при зажигании дуги она прилипает к металлу.
Ответы
1.
Горячую сварку можно применять для изделий ограниченных размеров и массы, практически до 2,5 т, так как при большом объеме нагретого металла производить сварку трудно. Горячая сварка чугуна выполняется в такой последовательности: 1. Подготовка к сварке. Раковины и шлаковые включения полностью удаляются обычно механическим способом — вырубкой или сверлением. Трещины, подлежащие заварке, вырубаются с V-образной или чашеобразной разделкой; невырубленным остается притупление в 3 — 6 мм. Если объем металла, подлежащего наплавке, велик и превышает 60 см3, то место, предназначенное к сварке, должно быть заформовано так, чтобы можно было обеспечить заполнение этой части ванны жидким чугуном. Формовку выполняют графитовыми пластинами или формовочным песком, замешанным на жидком стекле. Формовка должна исключить возможность вытекания жидкого металла из ванны. После заварки одной секции и затвердения заваренного участка вставка вынимается. 2. Подогрев изделий производится в печах или специальных нагревательных ямах. Обычно температура нагрева при газовой сварке поддерживается в пределах 450 — 600°С и при дуговой сварке — 700 — 850°С. Подогрев чугунных изделий перед сваркой до таких высоких температур требуется для того, чтобы снизить скорость охлаждения металла шва и придать ему относительно высокие пластические свойства и возможность обработки режущим инструментом; подогрев необходим также после сварки, чтобы происходило равномерное охлаждение всего изделия и не возникали трещины.
Если объем металла, подлежащего наплавке, велик и превышает 60 см3, то место, предназначенное к сварке, должно быть заформовано так, чтобы можно было обеспечить заполнение этой части ванны жидким чугуном. Формовку выполняют графитовыми пластинами или формовочным песком, замешанным на жидком стекле. Формовка должна исключить возможность вытекания жидкого металла из ванны. После заварки одной секции и затвердения заваренного участка вставка вынимается. 2. Подогрев изделий производится в печах или специальных нагревательных ямах. Обычно температура нагрева при газовой сварке поддерживается в пределах 450 — 600°С и при дуговой сварке — 700 — 850°С. Подогрев чугунных изделий перед сваркой до таких высоких температур требуется для того, чтобы снизить скорость охлаждения металла шва и придать ему относительно высокие пластические свойства и возможность обработки режущим инструментом; подогрев необходим также после сварки, чтобы происходило равномерное охлаждение всего изделия и не возникали трещины. Присадочным материалом при горячей сварке служат чугунные прутки марок А и Б. 4. Выполнение сварки. Дуговая сварка чугуна выполняется как угольным электродом с применением чугунного присадочного прутка, так и покрытыми чугунными электродами. Для удаления окислов кремния при сварке угольной дугой используют те же флюсы. При дуговой сварке металл сварочной ванны также поддерживают в жидком состоянии до полного заполнения дефекта или заформованного блока. Это обеспечивает наиболее полное удаление газов и неметаллических включений из металла шва и равномерную структуру в металле шва и околошовном металле.
Присадочным материалом при горячей сварке служат чугунные прутки марок А и Б. 4. Выполнение сварки. Дуговая сварка чугуна выполняется как угольным электродом с применением чугунного присадочного прутка, так и покрытыми чугунными электродами. Для удаления окислов кремния при сварке угольной дугой используют те же флюсы. При дуговой сварке металл сварочной ванны также поддерживают в жидком состоянии до полного заполнения дефекта или заформованного блока. Это обеспечивает наиболее полное удаление газов и неметаллических включений из металла шва и равномерную структуру в металле шва и околошовном металле.
Качество соединения свариваемых частей и температура, от которой оно зависит, определяются формой сварочной ванны. Выпуклая поверхность ванны говорит о плохом соединении. В этом случае сварщик должен увеличить нагрев стенок изделия. Правильный процесс сварки характеризуется вогнутой поверхностью сварочной ванны без подреза; жидкий чугун хорошо смачивает стенки детали. 5. Охлаждение изделий производится с малой скоростью, иногда в течение 3 — 5 суток. Подготовка к охлаждению заключается в том, что после окончания сварки поверхность металла шва засыпается слоем мелкого порошка древесного угля, а все изделие со всех сторон закрывается асбестовыми листами и сухим песком. При дуговой сварке чугуна с подогревом применяют чугунные стержни с покрытием, например, ОМЧ-1. При диаметре чугунного электрода 6 — 8 мм сварочный ток 200 — 400 А. Род тока — любой, при постоянном токе применяют прямую полярность.
Подготовка к охлаждению заключается в том, что после окончания сварки поверхность металла шва засыпается слоем мелкого порошка древесного угля, а все изделие со всех сторон закрывается асбестовыми листами и сухим песком. При дуговой сварке чугуна с подогревом применяют чугунные стержни с покрытием, например, ОМЧ-1. При диаметре чугунного электрода 6 — 8 мм сварочный ток 200 — 400 А. Род тока — любой, при постоянном токе применяют прямую полярность.
2.
Для питания электрической дуги постоянным током выпускаются
передвижные и стационарные сварочные преобразователи. На рис. показано устройство однопостового сварочного преобразователя ПСО-500, выпускаемого серийно нашей промышленностью.
Схема сварочного преобразователя ПСО-500: 1 — корпус, 2 — электродвигатель, 3 — вентилятор, 4 — катушка полюсов, 5 — якорь генератора, 6 — коллектор, 7 — токосъемник, 8 — маховичок для регулирования тока, 9 — сварочные зажимы, 10 — амперметр, 11 — пакетный выключатель, 12 — коробка пускорегулирующей и контрольной аппаратуры преобразователя.
Однопостовой сварочный преобразователь ПСО-500 состоит из двух машин: из приводного электродвигателя 2 и сварочного генератора ГСО-500 постоянного тока, расположенных в общем корпусе 1. Якорь 5 генератора и ротор двигателя расположены на общем валу, подшипники которого установлены в крышках корпуса преобразователя. На валу между электродвигателем и генератором находится вентилятор 3, предназначенный для охлаждения агрегата во время его работы. Якорь генератора набран из тонких пластин электротехнической стали толщиной до 1 мм и снабжен продольными пазами, в которых уложены изолированные витки обмотки якоря. Концы обмотки якоря припаяны к соответствующим пластинам коллектора 6. На полюсах магнитов насажены катушки 4 с обмотками из изолированной проволоки, которые включаются в электрическую цепь генератора. Генератор работает по принципу электромагнитной индукции. При вращении якоря 5 его обмотка пересекает магнитные силовые линии магнитов, в результате чего в обмотках якоря наводится переменный электрический ток, который с помощью коллектора 6 преобразуется в постоянный; с щеток токосъемника 7 при нагрузке в сварочной цепи ток течет с коллектора к зажимам 9. Пускорегулирующая и контрольная аппаратура преобразователя смонтирована на корпусе / в общей коробке 12. Преобразователь включается пакетным включателем 11. Величина тока возбуждения и режим работы сварочного генератора плавно регулируются реостатом в цепи независимого возбуждения маховичком 8. С помощью перемычки, соединяющей дополнительный зажим с одним из положительных выводов от последовательной обмотки, можно устанавливать сварочный ток до 300 и 500 А. Работа генератора на токах, превышающих верхние пределы (300 и 500 А), не рекомендуется, так как возможен перегрев машины и нарушение системы коммутации. Величина сварочного тока определяется амперметром 10, шунт которого включен в цепь якоря генератора, смонтированного внутри корпуса преобразователя. Перед пуском преобразователя в работу необходимо проверить заземление корпуса; состояние щеток коллектора; надежность контактов во внутренней и внешней цепях; штурвал реостата повернуть против часовой стрелки до упора; проверить, не касаются ли концы сварочных проводов друг друга; установить перемычку на доске зажимов соответственно требуемой величине сварочного тока (300 или 500 А).
Пускорегулирующая и контрольная аппаратура преобразователя смонтирована на корпусе / в общей коробке 12. Преобразователь включается пакетным включателем 11. Величина тока возбуждения и режим работы сварочного генератора плавно регулируются реостатом в цепи независимого возбуждения маховичком 8. С помощью перемычки, соединяющей дополнительный зажим с одним из положительных выводов от последовательной обмотки, можно устанавливать сварочный ток до 300 и 500 А. Работа генератора на токах, превышающих верхние пределы (300 и 500 А), не рекомендуется, так как возможен перегрев машины и нарушение системы коммутации. Величина сварочного тока определяется амперметром 10, шунт которого включен в цепь якоря генератора, смонтированного внутри корпуса преобразователя. Перед пуском преобразователя в работу необходимо проверить заземление корпуса; состояние щеток коллектора; надежность контактов во внутренней и внешней цепях; штурвал реостата повернуть против часовой стрелки до упора; проверить, не касаются ли концы сварочных проводов друг друга; установить перемычку на доске зажимов соответственно требуемой величине сварочного тока (300 или 500 А). Пуск преобразователя осуществляется включением двигателя в сеть (пакетным выключателем). После подсоединения к сети необходимо проверить направление вращения генератора (если смотреть со стороны коллектора, ротор должен вращаться против часовой стрелки) и в случае необходимости поменять местами провода в месте их подключения к питающей сети.
Пуск преобразователя осуществляется включением двигателя в сеть (пакетным выключателем). После подсоединения к сети необходимо проверить направление вращения генератора (если смотреть со стороны коллектора, ротор должен вращаться против часовой стрелки) и в случае необходимости поменять местами провода в месте их подключения к питающей сети.
3. Задача. Объясните причину и ваши действия в том случае, если при зажигании дуги она прилипает к металлу
. Прилипание дуги связано с несоответствием силы тока диаметру электрода. Сила тока мала. Необходимо правильно рассчитать силу тока и установить ее на источнике питания. Если источник питания не позволяет это сделать точно, то силу тока увеличивают опытным путем.
Сталь 15ХСНД — расшифровка и характеристики
Металлопрокат
» Статьи
» Сталь 15ХСНД – расшифровка, химический состав, преимущества, сравнительные характеристики
Содержание
- Расшифровка
- Характеристики и применение
- Обработка стали 15ХСНД
- Заменители отечественного и иностранного производства
- Вид поставки
- Химический состав
- Механические свойства
- Технологические свойства
Показать полностью
Сталь 15ХСНД по праву считается одной из самых востребованных в мире марок стали. Это конструкционная низколегированная хромокремненикелевая сталь, предназначенная для сварных и сборных конструкций с повышенными требованиями к прочности, износоустойчивости, антикоррозионным свойствам и температурному диапазону применения. Эта марка сложнее в производстве и дороже некоторых аналогов, но ее использование приводит к существенной экономии материала, что с лихвой окупает ее более высокую стоимость. Сталь 15ХСНД не является нержавеющей, т.к. содержание легирующих добавок в ее составе значительно ниже, чем у нержавеек. Тем не менее, она значительно превосходит углеродистые стали по устойчивости к коррозии и разрушительному влиянию кислотных сред. Эту сталь можно использовать без защитного покрытия при нормальных условиях эксплуатации.
Это конструкционная низколегированная хромокремненикелевая сталь, предназначенная для сварных и сборных конструкций с повышенными требованиями к прочности, износоустойчивости, антикоррозионным свойствам и температурному диапазону применения. Эта марка сложнее в производстве и дороже некоторых аналогов, но ее использование приводит к существенной экономии материала, что с лихвой окупает ее более высокую стоимость. Сталь 15ХСНД не является нержавеющей, т.к. содержание легирующих добавок в ее составе значительно ниже, чем у нержавеек. Тем не менее, она значительно превосходит углеродистые стали по устойчивости к коррозии и разрушительному влиянию кислотных сред. Эту сталь можно использовать без защитного покрытия при нормальных условиях эксплуатации.
Расшифровка марки
Обозначения марки указывают на химический состав стали. Каждый элемент, влияющий на свойства и характеристики металла в значительной степени, попадает в маркировку. Примеси, содержащиеся в сплаве в малых концентрациях, в маркировке не указываются.
- 15 – цифра указывает на содержание углерода в сотых долях (0,15%). Стали с высоким содержанием углерода самые прочные и твердые, но уступают в показателях пластичности и вязкости. Если углерода в сплаве мало, такой сплав считается «мягким» — он подходит для эксплуатации при высоких динамических (ударных) нагрузках, но отстает по твердости. Варьирование показателя содержания углерода позволяет подобрать сталь по задаче, в зависимости от назначения изделия.
- Х – хром (до 0.9%). Хромистые стали хорошо сопротивляются коррозии, при содержании хрома около 18% становятся нержавеющими. Хром делает сталь еще тверже, практически не влияя на пластичность. Высоколегированные стали, как правило, плохо поддаются обработке, отличаются ограниченной свариваемостью и сложной резкой.
- С – кремний (до 0,7%). Кремний используется в производстве сталей как раскислитель – добавка, препятствующая газообразованию при затвердевании сплава. Он защищает металл от кислотного воздействия и связывает серу, чем повышает качество сплава.

- Н – никель (до 0,6%). Благодаря никелю сталь лучше прокаливается, лучше сопротивляется коррозии, становится прочнее и пластичнее. Это дорогая легирующая добавка, для удешевления стоимости сплава чаще используют хром.
- Д – медь (до 0,4%). Добавляется в строительную сталь, повышает прочность и антикоррозионную устойчивость материала.
Помимо перечисленных, в стали 15ХСНД содержатся также марганец, фосфор, сера, ванадий и другие элементы в незначительных количествах. Содержание вредных примесей – серы и фосфора – согласно ГОСТ 5058—65 не должно превышать 0,04% для каждого элемента.
Характеристики и применение
Основное назначение стали 15ХСНД – сварные металлоконструкции и их элементы. Из стали 15ХСНД производятся детали повышенной прочности для эксплуатации в условиях коррозионного риска, сверхнизких (до -70С) или сверхвысоких (до +450С) температур. Сплав успешно применяется в мостостроении, машиностроении, строительстве, вагоностроении, металлообрабатывающей промышленности и других отраслях. Благодаря свойствам стали 15ХСНД, применение металлопроката приводит к экономии материала до 20% по сравнению с листовой сталью других марок. Ее использование в сборных конструкциях, в масштабных инженерных проектах значительно снижает итоговую стоимость постройки. Тонкий и толстый лист стали 15ХСНД наиболее востребован на рынке. Сплав ценится за сопротивляемость ударным нагрузкам, легкость в обработке, отсутствие склонности к образованию трещин и сравнительную доступность.
Благодаря свойствам стали 15ХСНД, применение металлопроката приводит к экономии материала до 20% по сравнению с листовой сталью других марок. Ее использование в сборных конструкциях, в масштабных инженерных проектах значительно снижает итоговую стоимость постройки. Тонкий и толстый лист стали 15ХСНД наиболее востребован на рынке. Сплав ценится за сопротивляемость ударным нагрузкам, легкость в обработке, отсутствие склонности к образованию трещин и сравнительную доступность.
Сталь 15ХСНД нечувствительна к флокенам, мало склонна к отпускной хрупкости, не ограничена по свариваемости. Сварка осуществляется следующими способами: АДС (флюс и газовая защита), ЭШС, РДС.
Обработка стали 15ХСНД
Сталь 15ХСНД хорошо обрабатывается всеми способами, это один из главных плюсов материала, обеспечивающий ему неизменную широкую популярность во всем мире. Ковка начинается при температуре 1180С, заканчивается при 840С. Резка осуществляется после процедур нормализации и отпуска, с помощью станочного оборудования, желательно – плазменных станков для максимальной точности. Из стали 15ХСНД изготавливают холоднокатаные тонкие листы, допускается гибка и холодная штамповка. Металл сваривается без ограничений, термообработка не требуется ни до, ни после сварочных работ. Сталь можно закаливать при температуре 900С в воде, после чего подвергать отпуску.
Из стали 15ХСНД изготавливают холоднокатаные тонкие листы, допускается гибка и холодная штамповка. Металл сваривается без ограничений, термообработка не требуется ни до, ни после сварочных работ. Сталь можно закаливать при температуре 900С в воде, после чего подвергать отпуску.
Заменители отечественного и иностранного производства
Сталь 15ХСНД популярна на рынке и имеет много аналогов, как в России, так и за рубежом. При необходимости замены, выбирается сталь, точно или приблизительно соответствующая исходной по эксплуатационным характеристикам. В России есть, по меньшей мере, пять марок, подходящих на роль заменителя для сплава 15ХСНД. Подробную информацию о точных и приблизительных аналогах смотрите в таблицах ниже.
|
Марка металлопроката
|
Заменитель
|
|
15ХСНД
|
14ХГС
|
|
14СНД
| |
|
15ГФ
| |
|
16Г2АФ
| |
|
16ГС
|
Иностранные аналоги
|
Европа (EN)
|
1.
|
|
Германия (DIN)
|
StE 355,
|
|
США (ASTM)
|
A 633 Gr.C,
|
|
Франция (AFNOR)
|
E 355 R/FP
|
|
Швеция (SIS)
|
2132
|
|
Япония (JIS)
|
QLA 37
|
|
Италия (UNI)
|
Fe E 355 KG,
|
|
Испания (UNE)
|
A 355 KG; DD
|
 0562,
0562,
Вид поставки
Виды поставки материала 15ХСНД
|
В22 — Сортовой и фасонный прокат
|
ГОСТ 8239-89; ГОСТ 26020-83; ГОСТ 9234-74; ГОСТ 8509-93; ГОСТ 8510-86; ГОСТ 8240-97; ГОСТ 8278-83; ГОСТ 8281-80; ГОСТ 8282-83; ГОСТ 2591-2006; ГОСТ 2590-2006; ГОСТ 11474-76; ГОСТ 25577-83; ГОСТ 14635-93; ГОСТ 19425-74; ГОСТ 19771-93; ГОСТ 19772-93; ГОСТ 13229-78; ГОСТ 21026-75; ГОСТ 8283-93;
|
|
В23 — Листы и полосы
|
ГОСТ 103-2006; ГОСТ 82-70; ГОСТ 6713-91; ГОСТ 19903-74; ГОСТ 17066-94;
|
|
В33 — Листы и полосы
|
ГОСТ 19282-73;
|
|
В62 — Трубы стальные и соединительные части к ним
|
ГОСТ 20295-85; ГОСТ 24950-81;
|
Температура критических точек, °С
|
Ac1
|
Ас3
|
Ar3
|
Аr1
|
|
730
|
885
|
803
|
650
|
Химический состав
Химический состав, % (ГОСТ 19281-2014)
|
C, не более
|
Si
|
Mn
|
P
|
S
|
Cr
|
Ni
|
Cu
|
V
|
других
|
|
не более
| |||||||||
|
0,12-0,18
|
0,40-0,70
|
0,40-0,70
|
0,030
|
0,035
|
0,60-0,90
|
0,30-0,60
|
0,20-0,40
|
не более
|
—
|
Механические свойства
|
ГОСТ
|
Состояние
|
Сечение, мм
|
σ0,2, МПа
|
σв, МПа
|
δ5(δ4), %
|
|
не менее
| |||||
|
ГОСТ 19281-89
|
Сортовой и
|
От 5 до 10
|
345
|
490
|
21
|
|
От 10 до 32 вкл.
|
325
|
470
|
21
| ||
|
Лист и
|
До 32 вкл.
|
345
|
490
|
21
| |
|
ГОСТ 17066-94
|
Лист
|
От 2 до 3,9 вкл.
|
—
|
490
|
(17)
|

Механические свойства при испытании на растяжение (ГОСТ 19281-2014)
|
Класс
|
Размеры
|
Марка
|
Механические
| ||
|
Предел
|
Временное
|
Относительное
| |||
|
325
|
До 60,0 включ.
|
15ХСНД
|
325
|
450
|
21
|
|
345
|
До 20,2 включ.
|
345
|
480
| ||
|
До 32,0 включ.
|
490
| ||||

Механические свойства (ГОСТ 6713-91)
|
Марка
|
Толщина
|
Механические
|
Ударная
|
Испытание
| |||||||
|
Временное
|
Предел
|
Относительное
|
1
|
2
|
3
|
1 и 2
|
3
| ||||
|
-40
|
-60
|
-70
|
+20
|
-20
|
1
|
2 и 3
| |||||
|
после
| |||||||||||
|
не менее
| |||||||||||
|
15ХСНД
|
8-32
|
490-685
|
345
|
21
|
29
|
29
|
29
|
29
|
29
|
d = 2a
|
d = 1,5a
|
|
33-50
|
470-670
|
335
|
19
|
—
|
29
|
29
|
29
|
29
|
d = 2a
|
d = 1,5a
| |
Ударная вязкость KC (ГОСТ 19281-89)
|
Состояние
|
Сечение, мм
|
КСU, Дж/см2
| |
|
-40
|
70
| ||
|
КСV
| |||
|
Сортовой
|
От 5 до 10
|
39
|
34
|
|
От 10 до 20 вкл.
|
29
|
29
| |
|
Св. 20 до 32 вкл.
|
29
|
—
| |
|
КСU
| |||
|
Лист и
|
От 5 до 10
|
39
|
29
|
|
От 10 до 32 вкл.
|
29
|
29
| |
Механические свойства при повышенных температурах
|
tисп, °С
|
σ0,2,
|
σв,
|
δ5, %
|
|
20
|
370
|
620
|
20
|
|
200
|
370
|
590
|
610
|
|
300
|
360
|
610
|
11
|
|
400
|
375
|
590
|
14
|
|
500
|
300
|
365
|
17
|
ПРИМЕЧАНИЕ. Лист нормализованный.
Лист нормализованный.
Механические свойства в зависимости от температуры отпуска
|
tотп, °С
|
σ0,2, МПа
|
σв, МПа
|
δ10, %
|
ψ, %
|
КСU, Дж/см2
|
Твердость HB
|
|
200
|
1220
|
1450
|
10
|
56
|
78
|
425
|
|
300
|
1160
|
1370
|
10
|
57
|
—
|
410
|
|
400
|
1080
|
1170
|
11
|
58
|
78
|
360
|
|
500
|
840
|
930
|
15
|
62
|
118
|
275
|
|
600
|
640
|
740
|
20
|
68
|
176
|
220
|
ПРИМЕЧАНИЕ.
