Сварки для алюминия: Сварка алюминия аргонодуговым способом (AC TIG): технология и особенности для новичков
Содержание
материалы для сварки и их применение
Сплавы алюминия находят широкое применение в промышленности в виде отливок, листов, а также профилей сложной формы. При небольшой плотности сплавы алюминия отличаются высоким уровнем прочности, коррозионной стойкости и пластичности. Это достигается благодаря легированию их различными добавками — марганцем (Mn), магнием (Mg), кремнием (Si), хромом (Cr) и никелем (Ni).
Сплавы алюминия можно разделить на две группы:
- деформируемые, которые в свою очередь могут быть неупрочняемыми (сплавы алюминия с марганцем и магнием) и упрочняемые термообработкой (дюралюмины).
- литейные, используются для деталей со сложной конфигурацией.
Для сварки алюминия используются следующие виды сварки:
- ручная дуговая сварка угольными и штучными электродами;
- дуговая сварка в защитных газах неплавящимися электродами — аргонодуговая сварка – позволяет получить наилучшее качество сварного соединения.
 Однако требует высокой квалификации сварщика;
Однако требует высокой квалификации сварщика; - полуавтоматическая дуговая сварка в защитных газах сварочной проволокой;
- газоплазменная и контактная;
- дуговая сварка под флюсом.
 Однако требует высокой квалификации сварщика;
Однако требует высокой квалификации сварщика;Практически при всех вышеуказанных способах сварки используется присадочная проволока или прутки. Наша компания предлагает для сварки алюминия следующие виды проволоки и прутков — ER5183 (AlMg5,5Mn), ER4043 (AlSi5) аналог Св-АК5 и ER5356 (AlMg5) аналог Св-AMr5, для аргонодуговой сварки вольфрамовые (неплавящиеся) электроды марок WP, WL15, WL20, WC20, WZ8, для ручной дуговой сварки – угольные электроды марки CARBON.
Главная проблема при сварке алюминия – это образование на поверхности алюминия или его сплавов оксидной пленки, затрудняющей плавление металла из-за ее тугоплавкости (температура плавления — 2050⁰С), а так же высокая теплопроводность алюминия – из-за чего сложно прогреть место сварки.
Далее давайте рассмотрим более подробно виды сварки, которые применяются для сварки алюминия и материалы для нее применяются:
- pучная дуговая сварка.
 При данном виде сварки используют угольные электроды диаметром 4, 6, 8 и более мм. Штучные прокрытые электроды, соответствующие составу свариваемого сплава;
При данном виде сварки используют угольные электроды диаметром 4, 6, 8 и более мм. Штучные прокрытые электроды, соответствующие составу свариваемого сплава; - aргонодуговая сварка неплавящимся электродом на переменном токе – оптимальный вариант сварки алюминия, в том числе тонколистового. Этот способ обеспечивает минимальную деформацию свариваемой конструкции и высокое качество шва. Но этот вид сварки требует высокой квалификации сварщика. Ручная сварка в защитных газах напоминает газопламенную сварку. Ванна из жидкого металла образуется под неподвижным электродом, затем в нее подают присадочный пруток до его расплавления и заполнения ванны. После чего присадку отводят и электрод быстро перемещают по направлению сварки на нерасплавленные кромки. Далее снова разводят сварочную ванну и процесс повторяют. При вертикальных и горизонтальных сварочных работах необходимо отслеживать объем расплавленного металла и вовремя подавать присадочный материал для охлаждения металла ванны и предотвращения его вытекания.
 Подачу газа прекращают не раньше, чем через 3…5 с после обрыва дуги, что обеспечит сохранность вольфрамового электрода, позволит избежать включения частиц вольфрама в шов (частая причина брака при аргонодуговой сварке алюминия), предотвратит окисление шва в горячем состоянии и появление трещин. Определить рабочее состояние вольфрамового электрода можно по цвету рабочего конца электрода. Если конец электрода серебристо-белого цвета без налипания и трещин — электрод готов для дальнейшей сварки. Не подходит для дальнейшей работы электрод с концом темно-синего или черного цвета;
Подачу газа прекращают не раньше, чем через 3…5 с после обрыва дуги, что обеспечит сохранность вольфрамового электрода, позволит избежать включения частиц вольфрама в шов (частая причина брака при аргонодуговой сварке алюминия), предотвратит окисление шва в горячем состоянии и появление трещин. Определить рабочее состояние вольфрамового электрода можно по цвету рабочего конца электрода. Если конец электрода серебристо-белого цвета без налипания и трещин — электрод готов для дальнейшей сварки. Не подходит для дальнейшей работы электрод с концом темно-синего или черного цвета; - полуавтоматическая и автоматическая сварка алюминия отличается от ручной, автоматической подачей присадочной проволоки в зону сварки. В данном случае функцию электрода берета на себя сварочная проволока;
- газопламенная сварка алюминия производится кислородно-ацетиленовым пламенем при соотношении 02/С2Н2 = 1,1…1,2. Чтобы защитить алюминий от окисления во время данного вида сварки применяют флюсы на основе хлоридов и фторидов натрия, калия и лития.
 По окончании сварочных работ с применением флюсов необходимо очистить поверхность металла от шлака.
По окончании сварочных работ с применением флюсов необходимо очистить поверхность металла от шлака.
Учитывая вышеизложенные особенности при сварке алюминия, не последнюю роль играет выбор качественных сварочных материалов. Наша компания предлагает сварочные материалы для сварки алюминия отличного качества, поставляемые под брендом GWC, приобрести которые можно в розницу в нашем интернет-магазине и оптом отправив запрос менеджерам.
Как сварить алюминий полуавтоматом? — новости и статьи
1. Физико-химические свойства алюминия и его виды
Алюминий является одним из самых востребованных в промышленности металлом и при этом одним из самых трудно свариваемых. Причины сложности сварки алюминия кроются в его физико-химических свойствах. Рассмотрим каждый из факторов отдельно:
Большая теплопроводность. Высокая теплопроводность означает, что для того, чтобы нагреть металл, потребуется значительно больше энергии дуги, т.
 к. тепло очень быстро передается от более нагретых зон к менее нагретым зонам и чем больше габариты свариваемой детали, тем критичнее сказывается это свойство, что приводит к необходимости в ряде случаев использовать предварительный подогрев при сварке.
к. тепло очень быстро передается от более нагретых зон к менее нагретым зонам и чем больше габариты свариваемой детали, тем критичнее сказывается это свойство, что приводит к необходимости в ряде случаев использовать предварительный подогрев при сварке.Низкая температура плавления. Данная особенность вкупе с высокой теплопроводностью приводит к тому, что алюминий очень легко перегреть и прожечь, а также привести к вытеканию сварочной ванны.
Наличие оксидной пленки. Оксидная пленка, образующаяся на поверхности алюминия, обладает значительно более высокой температурой плавления, чем сам алюминий, а так же маленькой пластичностью, что в сочетании с большим коэффициентом температурного расширения алюминия может приводить к трещинам.
Самыми распространенными сплавами алюминия, используемыми при сварке являются:
АК 5, АД, АД1, АМц, АМцс, АМг, АМг3, АМг5В, АМг6, АВ, АД31, АДЗЗ, АД35, М40, Д12, ВАД1, В92Ц.
2. Подготовка поверхности алюминия и оборудования перед сваркой
Перед тем, как приступать к сварке алюминия необходимо выполнить мероприятия по подготовке поверхности материала и подстройке сварочного оборудования.
Для подготовки алюминия под сварку производят механическую обработку кромок и околошовной зоны для удаления оксидной пленки. Использование промышленных растворителей необходимо для очистки поверхности алюминия и обезжиривания. Это очень важная часть подготовки, т.к. оксидная пленка алюминия с течением времени способна накапливать в себе большое количество влаги и если не удалить ее перед сваркой, то вероятность образования пор возрастает в несколько раз, а это самым негативным образом влияет на механические свойства сварного шва.
Механическую обработку кромок рекомендуется выполнять шабером или металлическими щетками достаточной жесткости, после чего зачищенные кромки следует снова обезжирить. Оксидная пленка образуется на поверхности алюминия практически мгновенно, но для образования наиболее тугоплавкой пленки требуется 1 — 2 ч.
В условиях полуавтоматической сварки алюминия в среде инертных защитных газов удаление окисной пленки также происходит в результате электрических процессов, происходящих у катода (катодное распыление).
3. Подготовка полуавтомата и его оснастки
После того, как Вы подготовили поверхность алюминия под сварку необходимо проверить, правильно ли настроен и укомплектован сварочный полуавтомат. Для сварки алюминия вместо углекислоты для газовой защиты необходимо использовать инертные газы, такие как аргон (Ar), гелий (He) или их смесь. Выбор газа и их пропорций в смеси влияет на вид валика и глубину проплавления (рис.1).
| Рисунок 1 | ||
Для подготовки непосредственно полуавтомата следует произвести настройку аппарата и замену ряда комплектующих:
— Подготовить механизм подачи. В идеале механизм подачи должен иметь 4 ролика с U-образной канавкой без засечек (рис. 2) чтобы избежать смятия проволоки при подаче.
2) чтобы избежать смятия проволоки при подаче.
| Рисунок 2 | |
— Канал для подачи проволоки следует заменить на тефлоновый (рис. 3) для уменьшения коэффициента трения, а для более стабильной подачи проволоки тефлоновый канал должен быть вплотную подведен к роликам. Для более стабильного токоподвода и большего срока службы мы рекомендуем использовать тефлоновый канал с концом из витой проволоки, который вставляется в горелку (рис.4).
| Рисунок 3 | Рисунок 4 |
— Для сварки алюминия полуавтоматом рекомендуется использовать горелку с длиной кабеля не более 3 м, но если планируется проводить сварку алюминия с кабелем большей длины или очень тонкой и мягкой проволокой, то необходимо использовать горелки типа Push-Pull (рис. 5) или SpoolGun (рис. 6).
5) или SpoolGun (рис. 6).
| Рисунок 5 | Рисунок 6 |
— Из-за более высокого коэффициента теплового расширения алюминия следует использовать наконечник для токоподвода с бОльшим диаметром отверстия, чем диаметр проволоки на 1 размер (рис. 7) .
Рисунок 7 (неправильный подбор наконечников)
Так же стоит отметить, что наличие импульсных режимов в полуавтомате (одинарного и двойного) может значительно повысить качество получаемого соединения за счет улучшенного формирования сварочной ванны, а так же расширяет число пространственных положений ,в которых может производиться сварка алюминия. Наличие в полуавтомате синергетики облегчает задачу по выбору режима сварки.
4. Техника сварки алюминия
Сварка алюминия полуавтоматом требует не только подготовки оборудования. но и подготовки самого сварщика, т.к. техника сварки алюминия обладает рядом особенностей:
но и подготовки самого сварщика, т.к. техника сварки алюминия обладает рядом особенностей:
Сварку алюминия полуавтоматом следует выполнять углом вперед 10 – 15 градусов от нормали. Это позволить обеспечить необходимую газовую защиту шва (Рис. 8) .
Рисунок 8
При сварке вертикальных швов предпочтительнее использовать сварку на подъем для лучшей газовой защиты.
Нужно очень внимательно следить за температурным балансом алюминия, при перегреве чистого алюминия ванна может вытечь, при перегреве АМг может произойти закалка сварного шва. Для предотвращения вытекания шва рекомендуется делать V-образную разделку на обратной стороне детали. При недостаточных же тепловложениях и недостаточной зачистке можно получить большую пористость.
5. Сварочные режимы
Необходимым условием для высокого качества шва так же является использование капельного переноса без коротких замыканий – струйного или импульсного. Токи для струйного переноса указаны в табл. 2.
2.
| Таблица 2 | ||||||||||||
Диаметр проволоки, мм | Тип защитного газа | Токи струйного переноса, А | ||||||||||
| 0.8 | 100% Аргон | 85-95 | ||||||||||
| 1.0 | 100% Аргон | 105-115 | ||||||||||
| 1.2 | 100% Аргон | 130-140 | ||||||||||
| 1.6 | 100% Аргон | 175-185 | ||||||||||
Таким образом, мы выяснили, что для сварки алюминия полуавтоматом не обязательно иметь очень дорогое оборудование, хоть оно и позволяет добиться наилучшего качества швов. Достаточно правильно подготовить свой полуавтомат и поверхность алюминия, а также подобрать режим сварки, который позволит получить струйный перенос металла.
Достаточно правильно подготовить свой полуавтомат и поверхность алюминия, а также подобрать режим сварки, который позволит получить струйный перенос металла.
5 советов о том, как правильно сваривать алюминий
Что действительно важно при сварке алюминия
Рамы велосипедов или мотоциклов, прицепы для грузовиков, профили рельсовых транспортных средств, материалы для космических все еще достигая стабильности. Кроме того, красиво сваренный алюминиевый шов привлекает внимание.
Благодаря низкой плотности и хорошей прочности алюминий стал неотъемлемой частью современного производства. Помимо всех достоинств, при обработке этого металла есть и некоторые каверзные моменты. Любой, кто когда-либо случайно прожигал дыру в алюминиевом листе, знает, о чем мы говорим. Сварка алюминия требует специальных знаний и навыков. Узнайте больше в этом блоге о том, что важно для сварки алюминия и как правильно сваривать алюминий.
Что делает сварку алюминия такой сложной
Алюминий обладает одним свойством, которое делает сварку этого металла такой сложной: как только алюминий подвергается воздействию окружающего воздуха, он образует тонкий слой оксида алюминия. И именно этот слой придает металлу характерный серебристо-серый цвет. Но это также делает алюминий коррозионно-стойким к воде, кислороду и даже многим химическим веществам. Он защищает алюминий, так сказать. Эта защита должна быть в первую очередь буквально «расколота», потому что, как и сплошная броня, оксидный слой препятствует образованию соединения между дугой и сварочной ванной.
И именно этот слой придает металлу характерный серебристо-серый цвет. Но это также делает алюминий коррозионно-стойким к воде, кислороду и даже многим химическим веществам. Он защищает алюминий, так сказать. Эта защита должна быть в первую очередь буквально «расколота», потому что, как и сплошная броня, оксидный слой препятствует образованию соединения между дугой и сварочной ванной.
Оксидный слой имеет температуру плавления 2050°С, сам алюминий плавится при ок. 660°С. Так что вам пришлось бы приложить к поверхности температуру в три раза выше, чтобы расколоть оксидный слой одной лишь сваркой. При такой высокой подводимой энергии существует большой риск того, что алюминий расплавится, как только разрушится оксидный слой. По этой причине очень важно, чтобы алюминий был подготовлен к процессу сварки: необходимо снять оксидный слой.
Если вы соблюдаете и выполняете следующие 5 пунктов, вы все делаете правильно при сварке алюминия
1. Подготовьте надлежащим образом
Прежде чем добраться до оксидного слоя, с заготовки необходимо удалить любые загрязнения, такие как жир или масло. Для сварки алюминия чистая поверхность заготовки является основным требованием для хорошего результата сварки. Лучше всего использовать ткань из микрофибры, предварительно пропитанную такими растворителями, как бутанол, ацетон или растворитель для краски. Следите за тем, чтобы не осталось грязи, так как она легко пригорает в процессе сварки и ее будет труднее удалить после.
Для сварки алюминия чистая поверхность заготовки является основным требованием для хорошего результата сварки. Лучше всего использовать ткань из микрофибры, предварительно пропитанную такими растворителями, как бутанол, ацетон или растворитель для краски. Следите за тем, чтобы не осталось грязи, так как она легко пригорает в процессе сварки и ее будет труднее удалить после.
После того, как вся консистентная смазка и остатки смазки будут удалены, можно приступить к удалению слоя оксида алюминия . С одной стороны, это хорошо получается кистью или начесом, т.е. е. механически. Щетка оставляет на мягком алюминии царапины, которые часто нежелательны и тоже некрасиво выглядят. Вместо этого мы рекомендуем использовать синтетическое волокно, содержащее частицы, связанные с синтетикой, с помощью которого слой можно удалить сравнительно аккуратно. Поскольку через несколько минут алюминий снова окисляется, в зависимости от условий окружающей среды вам, возможно, придется пройти всю процедуру подготовки несколько раз. Черные, закопченные остатки после сварки на металле указывают на примеси газа, основного материала или сварочной проволоки. Чистота при сварке алюминия очень важна.
Черные, закопченные остатки после сварки на металле указывают на примеси газа, основного материала или сварочной проволоки. Чистота при сварке алюминия очень важна.
С другой стороны, оксидный слой также может быть разрушен в процессе сварки при сварке переменным током, когда происходит смена положительных и отрицательных полуволн. Оксидный слой разрушается положительной полуволной. Глубина сварки, так называемый провар, достигается за счет отрицательной полуволны. Электрод также снова остывает. Это приводит к идеальному сочетанию двух полуволн при сварке переменным током.
В частности, при сварке переменным током необходимо учитывать еще одну вещь: электродом вы привариваете шарик на передней части, так называемую калотту. При этом вы можете проталкивать расплавленный оксидный слой вперед, как комки, чтобы они не попали в сварной шов.
Если вы хотите сваривать более толстые листы алюминия – чуть более 10 мм – мы рекомендуем предварительный нагрев заготовки. Без предварительного нагрева во время сварки в заготовку будет выделяться слишком много тепла, что значительно затруднит формирование сварного шва.
Без предварительного нагрева во время сварки в заготовку будет выделяться слишком много тепла, что значительно затруднит формирование сварного шва.
2. Выбор сварочной горелки
Алюминий можно сваривать различными способами, а именно TIG, MIG и плазмой. Сварочный процесс TIG на переменном токе в основном используется для более тонких листов. В частности, стыковые соединения хорошо свариваются с помощью горелки TIG. Например, если вы хотите соединить два алюминиевых листа толщиной 2 мм, вы должны убедиться, что край на обратной стороне сломан. Только тогда будет красивый корень, правильное смачивание металла шва и качественный сварной шов. Более толстые листы предпочтительно обрабатывать с помощью MIG , потому что эти горелки можно использовать для достижения более высокой скорости плавления проволоки. Горелки MIG особенно подходят для угловых сварных швов, чтобы правильно ввести сварочный присадочный материал. Преимущество процесса плазменной сварки на постоянном токе состоит в том, что тепло может направляться в заготовку целенаправленно, но это очень сложный процесс.
Еще один совет: При сварке алюминия с помощью сварочной горелки MIG целесообразно использовать изогнутую шейку горелки с изгибом не менее 22 градусов. Это означает, что у вас всегда есть принудительный контакт, который позволяет проводу работать лучше и обеспечивает хорошую передачу тока.
Алюминий также можно сваривать с использованием лазерного процесса и гибридного процесса лазер-MIG. Однако наиболее широко используемым процессом для сварки алюминия является процесс TIG с переменным током.
3. Специальное оборудование для сварки алюминия
Для процесса сварки MIG/MAG:
Не следует также забывать об оснащении горелки подходящими изнашиваемыми деталями для сварки алюминия. Распространенной ошибкой является использование вкладыша из стали. Однако, если бы проволока была подана, она бы терлась о сталь футеровки и непреднамеренно попадала бы частицы стали в сварочную ванну. Для сварки алюминиевой проволокой мы рекомендуем специальную вкладыш изготовлен из углеродистого ПТФЭ , который благодаря содержанию графита обеспечивает лучшую смазывающую способность. Используемый контактный наконечник должен иметь больший диаметр по сравнению со сваркой других материалов, потому что алюминий, как очень хороший проводник тепла, расширяется больше, чем, например, стальная проволока. С другой стороны, это может привести к проблемам с подачей проволоки или обратному прогоранию. В случае сварки алюминия постоянно присутствует такой прогар, который происходит из-за оксидов на поверхности. Это потому, что они действуют как изолятор, который прерывает прохождение тока от провода к заготовке. Если проволока непрерывно подается через головку горелки, это разрушит быстроизнашивающиеся детали. Еще одна причина, по которой необходимо удалять оксидный слой.
Используемый контактный наконечник должен иметь больший диаметр по сравнению со сваркой других материалов, потому что алюминий, как очень хороший проводник тепла, расширяется больше, чем, например, стальная проволока. С другой стороны, это может привести к проблемам с подачей проволоки или обратному прогоранию. В случае сварки алюминия постоянно присутствует такой прогар, который происходит из-за оксидов на поверхности. Это потому, что они действуют как изолятор, который прерывает прохождение тока от провода к заготовке. Если проволока непрерывно подается через головку горелки, это разрушит быстроизнашивающиеся детали. Еще одна причина, по которой необходимо удалять оксидный слой.
С процессом сварки ВИГ:
При сварке алюминия на переменном токе с помощью процесса ВИГ важно правильно выбрать вольфрамовый электрод , так как оксиды могут не содержаться. По этой причине следует использовать нелегированный зеленый электрод из чистого вольфрама, особенно для сварки алюминиевых сплавов, который обеспечивает хорошую стабильность дуги.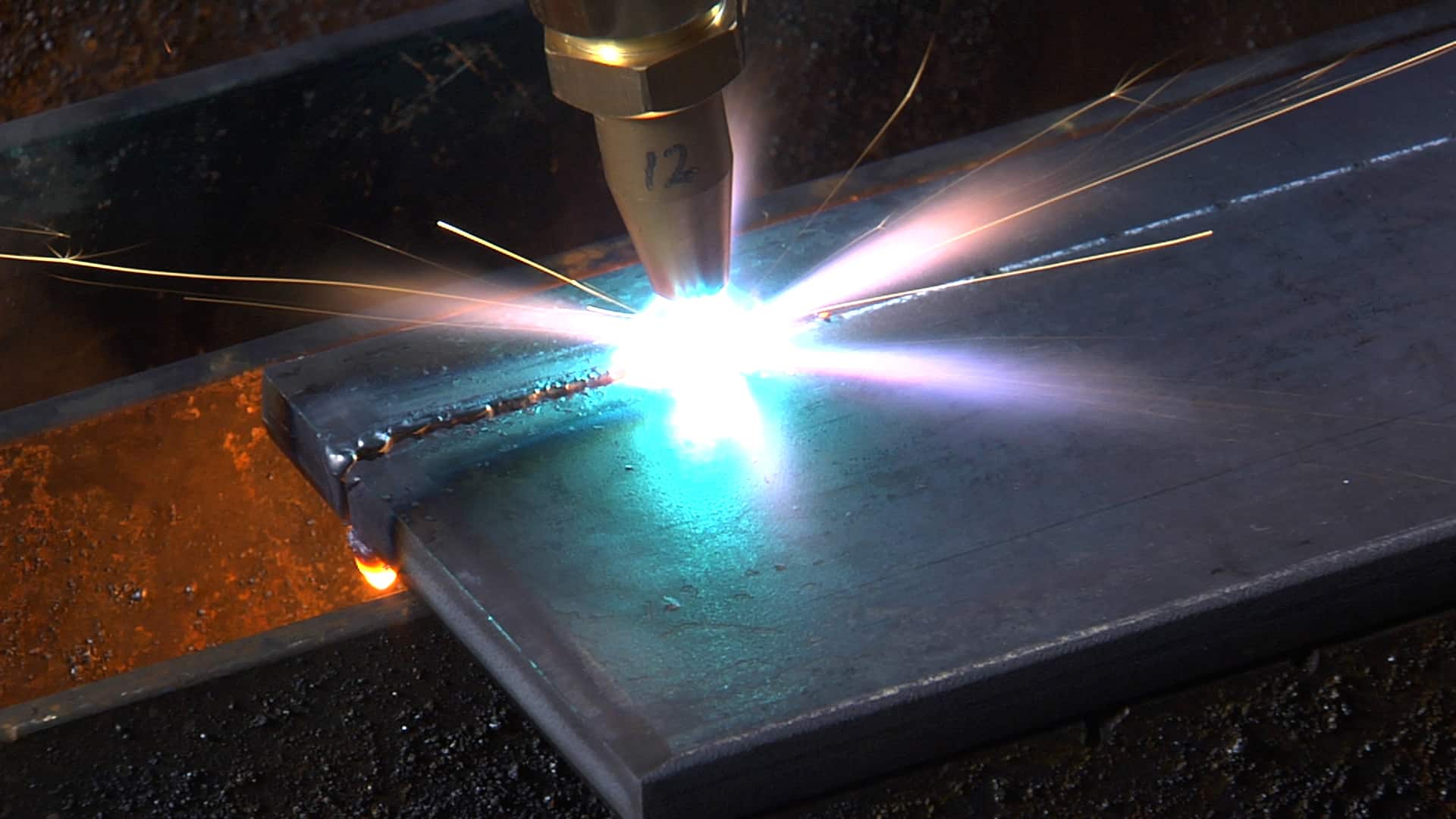 Однако вольфрамовые компоненты электрода могут излучать, что, в свою очередь, может загрязнить основной материал, вызывая накопление небольшого количества остатков в сварном шве. Это видно по маленьким белым точкам, что указывает на ошибку привязки. Вот здесь-то и вступает в действие ранее упомянутая сварка сферического колпака, чтобы гонять оксиды, как комья, вперед. Фиолетовый E3 ® из редкоземельных элементов или смешанных оксидов является альтернативой электродам из чистого вольфрама. Он состоит из вольфрама в качестве материала-носителя и лантана в качестве легирующего элемента. Кроме того, редкоземельные элементы, такие как иттрий, придают E3 ® исключительную стабильность.
Однако вольфрамовые компоненты электрода могут излучать, что, в свою очередь, может загрязнить основной материал, вызывая накопление небольшого количества остатков в сварном шве. Это видно по маленьким белым точкам, что указывает на ошибку привязки. Вот здесь-то и вступает в действие ранее упомянутая сварка сферического колпака, чтобы гонять оксиды, как комья, вперед. Фиолетовый E3 ® из редкоземельных элементов или смешанных оксидов является альтернативой электродам из чистого вольфрама. Он состоит из вольфрама в качестве материала-носителя и лантана в качестве легирующего элемента. Кроме того, редкоземельные элементы, такие как иттрий, придают E3 ® исключительную стабильность.
4. Проволока и подача проволоки
Поскольку металлический алюминий очень мягкий, для сварки алюминия необходимо использовать не только специальные изнашиваемые детали, но и специальные детали .транспортировочные ролики для подачи проволоки от сварочного аппарата. Они должны иметь U-образный паз, чтобы предотвратить риск деформации. Алюминиевую проволоку трудно транспортировать на расстояние более трех и более метров. Системы push-pull очень подходят для механизированной сварки, при которой сварочная горелка имеет привод и тянет проволоку, а двигатель подачи в сварочном аппарате подает проволоку вперед.
Они должны иметь U-образный паз, чтобы предотвратить риск деформации. Алюминиевую проволоку трудно транспортировать на расстояние более трех и более метров. Системы push-pull очень подходят для механизированной сварки, при которой сварочная горелка имеет привод и тянет проволоку, а двигатель подачи в сварочном аппарате подает проволоку вперед.
В зависимости от основного материала и желаемых свойств соединения выбирается дополнительный материал. Сплавы AlMg обладают более высокой прочностью, чем, например, присадочная проволока AlSi.
5. Правильный защитный газ
Инертные газы – аргон или смеси аргона – используются в качестве защитных газов при сварке алюминия. Чистый аргон используется до толщины листа ок. 12,5 мм. В случае более толстого материала аргон смешивают с гелием, чтобы получить более высокую температурную связь в процессе сварки. Доля гелия в защитном газе варьируется от 25 % до 75 % в зависимости от рекомендации.
Еще одно замечание о газе:
Всегда следует помнить о точке росы защитного газа. Для сварки в основном используется аргон 4.6, который имеет чистоту 99,996 % и, следовательно, точку росы -62 °C. Если ваш поставщик газа соответствует этим требованиям, у вас не будет проблем с газом, поступающим прямо из баллона. Однако влага всегда может попасть через газопровод, например, в процесс сварки, что затем повышает точку росы. Поэтому регулярно проверяйте газовые трубы на наличие конденсата. Если влажность слишком высока, углеводород может попасть в сварной шов и сделать его пористым или иным образом дефектным.
Для сварки в основном используется аргон 4.6, который имеет чистоту 99,996 % и, следовательно, точку росы -62 °C. Если ваш поставщик газа соответствует этим требованиям, у вас не будет проблем с газом, поступающим прямо из баллона. Однако влага всегда может попасть через газопровод, например, в процесс сварки, что затем повышает точку росы. Поэтому регулярно проверяйте газовые трубы на наличие конденсата. Если влажность слишком высока, углеводород может попасть в сварной шов и сделать его пористым или иным образом дефектным.
Наши рекомендации для сварки алюминия
После установки сварочного поста для сварки алюминия мы рекомендуем оставить его настроенным исключительно для сварки алюминия и настроить еще один пост для сварки стали. Конечно, только там, где это возможно. Таким образом, вы можете быстро переключиться со стали на алюминий без необходимости все менять и перенастраивать. Вы просто меняете рабочее место.
И после сварки алюминия
После сварки некоторые алюминиевые сплавы должны пройти процесс закалки, на степень закалки которого можно повлиять.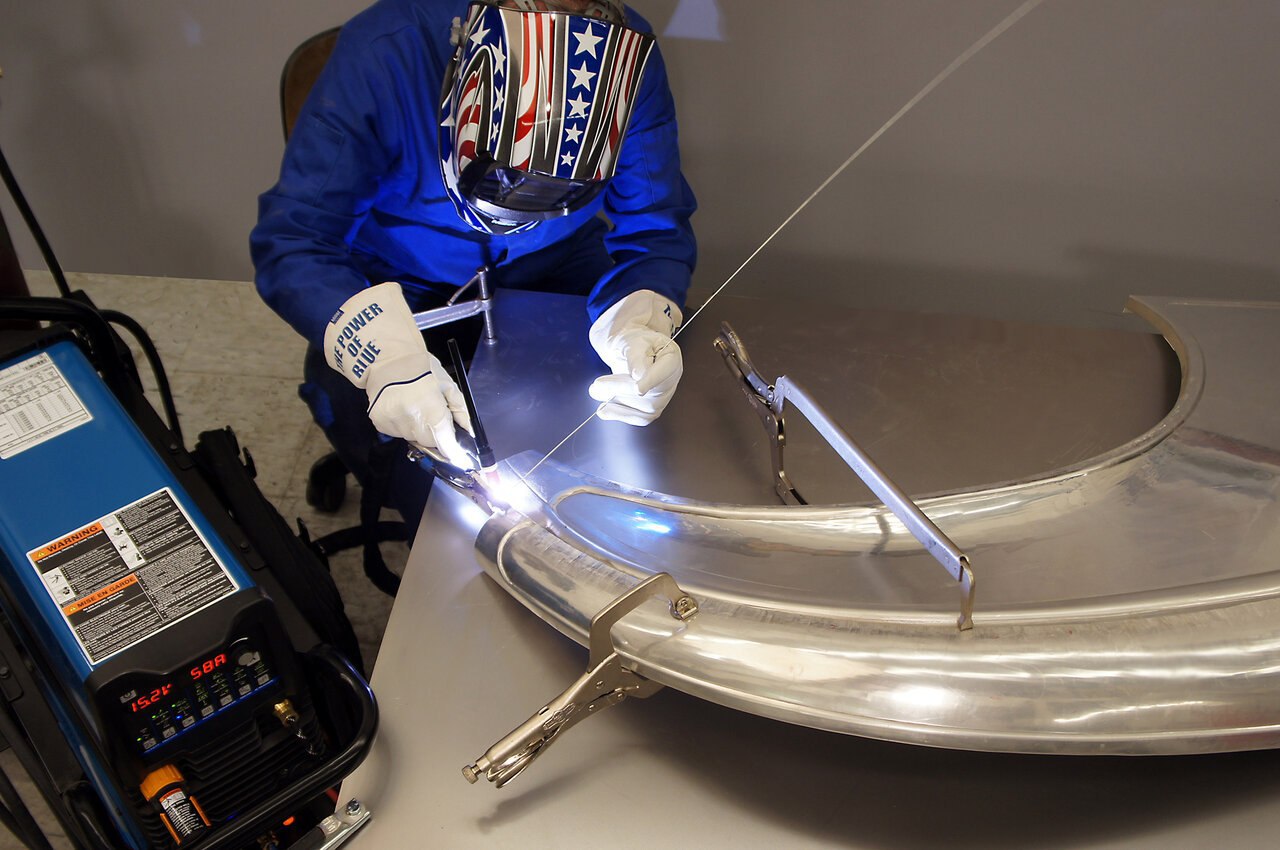 Таким образом, вы можете напрямую влиять на прокаливаемость при выборе алюминиевого сплава. К упрочняемым сплавам относятся AlZnMgCu, AlZnMg, AlMgSi и AlCuMg, тогда как AlMn, AlMgMn, AlMg, AlSi и AlSiCu относятся к неупрочняемым алюминиевым сплавам. В зависимости от состава алюминиевого сплава, введенной температуры и температуры в процессе старения изменяется решетчатая структура этого металла и, следовательно, механические свойства. Чтобы предотвратить преждевременное осаждение растворенных элементов сплава и контролировать их распределение, необходимо обеспечить правильную температуру старения после сварки закаливаемого алюминия. Поскольку температура старения также влияет на уровень прочности, в принципе применимо следующее: достижимая прочность уменьшается с повышением температуры. Это означает, что наибольшая прочность достигается при холодном отверждении, которое обычно происходит при комнатной температуре. Любая диффузия подавляется внезапным охлаждением. На данный момент это лишь небольшая справочная информация по теме аутсорсинга алюминия после сварки.
Таким образом, вы можете напрямую влиять на прокаливаемость при выборе алюминиевого сплава. К упрочняемым сплавам относятся AlZnMgCu, AlZnMg, AlMgSi и AlCuMg, тогда как AlMn, AlMgMn, AlMg, AlSi и AlSiCu относятся к неупрочняемым алюминиевым сплавам. В зависимости от состава алюминиевого сплава, введенной температуры и температуры в процессе старения изменяется решетчатая структура этого металла и, следовательно, механические свойства. Чтобы предотвратить преждевременное осаждение растворенных элементов сплава и контролировать их распределение, необходимо обеспечить правильную температуру старения после сварки закаливаемого алюминия. Поскольку температура старения также влияет на уровень прочности, в принципе применимо следующее: достижимая прочность уменьшается с повышением температуры. Это означает, что наибольшая прочность достигается при холодном отверждении, которое обычно происходит при комнатной температуре. Любая диффузия подавляется внезапным охлаждением. На данный момент это лишь небольшая справочная информация по теме аутсорсинга алюминия после сварки. Если вы хотите узнать больше, вы можете найти хорошую специализированную литературу в Интернете, например, на www.hochschule-technik.de или www.maschinenbau-wissen.de.
Если вы хотите узнать больше, вы можете найти хорошую специализированную литературу в Интернете, например, на www.hochschule-technik.de или www.maschinenbau-wissen.de.
Надо признать, что сварка алюминия немного сложнее, чем сварка стали. Но если вы будете выполнять наши советы и рекомендации, то вскоре станете настоящим специалистом по сварке алюминия.
Вытяжка дыма также является важной проблемой при сварке алюминия. Узнайте больше по этой теме в нашей бесплатной электронной книге:
Какие алюминиевые сплавы лучше всего подходят для сварки?
Алюминий и его сплавы чрезвычайно популярны для широкого спектра применений. Тем не менее, существует распространенное заблуждение, что алюминий не может быть эффективно соединен с помощью обычных процессов сварки, как стальные сплавы.
Многие люди думают, что у них нет другого выбора, кроме как соединить алюминиевые детали с помощью механических застежек, таких как заклепки, но на самом деле все сложнее.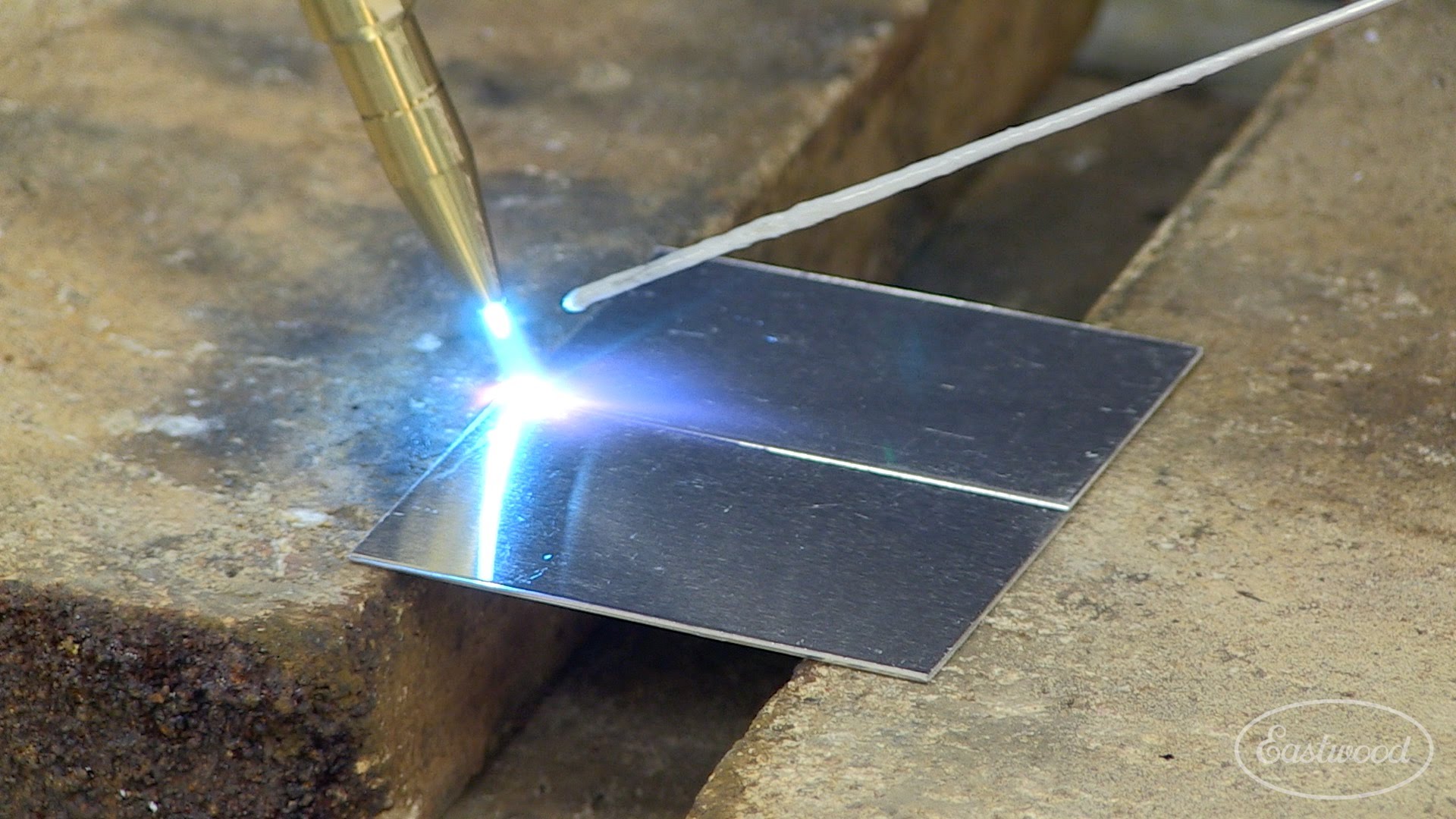 Есть некоторые нюансы, когда речь идет о сварке алюминия.
Есть некоторые нюансы, когда речь идет о сварке алюминия.
В этой статье вы получите общее представление о том, насколько поддаются сварке алюминий и его сплавы. Вы также узнаете о методах сварки и о шести лучших алюминиевых сплавах для сварки. Эта информация поможет вам определить, можно ли сваривать алюминиевое изделие.
Содержание
Насколько поддается сварке алюминий?
Квадратные алюминиевые профили, вваренные в раму
Вообще говоря, свариваемость алюминия (свариваемость) варьируется в зависимости от серии сплавов. Он может варьироваться от «очень хорошо» до «не поддается сварке обычными методами дуговой сварки». Тем не менее, большинство алюминиевых сплавов можно сваривать в правильных условиях и при соблюдении надлежащих мер предосторожности.
Из-за его физических и химических свойств методы сварки алюминия отличаются от других металлов. Таким образом, эту практику должны выполнять только профессионалы, специально обученные сварке алюминия.
В частности, два свойства усложняют сварку алюминия.
- Оксидный слой на его поверхности
- Теплопроводность алюминия
Давайте поговорим о каждом из этих свойств.
Оксидный слой
Одной из мер предосторожности, которую должны соблюдать сварщики при работе с алюминием, является подготовка или очистка поверхности, которую они собираются сваривать. Алюминий естественным образом образует на своей поверхности слой оксида, что вызывает проблемы.
Этот оксидный слой устойчив к коррозии — желательное качество в большинстве случаев — но материал твердый. Его температура плавления почти в три раза выше, чем у алюминия. Таким образом, если оксид алюминия не будет полностью удален, он может создать загрязнения в соединении, что приведет к пористости и трещинам.
Теплопроводность
Следует также помнить, что алюминий имеет гораздо более высокую теплопроводность, чем сталь. И хотя его температура плавления ниже, чем у стали, вам нужно приложить больше тепловой энергии к сварному шву.
Одним из способов борьбы с высокой теплопроводностью в некоторых соединениях является предварительный нагрев алюминия. Опытные сварщики делают это, чтобы предотвратить прожоги на более тонких алюминиевых участках и на более толстых материалах, чтобы обеспечить достаточное проплавление сварного шва.
Методы сварки алюминия
Человек, использующий сварочный аппарат TIG для изготовления алюминиевой рамы
Лучший метод сварки конкретного алюминиевого изделия зависит от различных факторов. Это может быть толщина материала, назначение детали и свариваемые сплавы.
Вообще говоря, двумя наиболее распространенными методами сварки алюминия являются сварка в среде инертного газа (MIG) и сварка вольфрамовым электродом в среде инертного газа (TIG). Для этих процедур обученный специалист должен подобрать соответствующий состав присадочного металла. Они будут принимать во внимание различные факторы, такие как:
- Свариваемость основного металла
- Требования к механическим свойствам
- Коррозионная стойкость
- Анодирующие покрытия
Существуют таблицы, помогающие выбрать соответствующие присадочные металлы для многих алюминиевых сплавов.
Сварка трением с перемешиванием (FSW) — это еще один тип сварки, который можно использовать в некоторых случаях для создания очень высокопрочных сварных швов. В отличие от методов дуговой сварки, которые мы упоминали, он включает использование высокоскоростного вращающегося цилиндрического инструмента для размягчения и смешивания алюминия.
К сожалению, СТП может не подходить для всех случаев, так как требует специальной настройки оборудования и позволяет сваривать только стыковые соединения.
Для сварки алюминия можно использовать несколько других методов сварки, например лазерную сварку (LBW). Однако в большинстве отраслей они менее распространены.
Свариваемость различных серий сплавов
Квадратные экструдированные алюминиевые трубы
Хотя свариваемость различных алюминиевых сплавов различается, вы можете определенно увидеть закономерности в их свариваемости, которые различаются в зависимости от их основных легирующих элементов или серии марок.
Сплавы серий 2XXX и 7XXX обладают очень высокой прочностью и часто используются в аэрокосмической и авиационной промышленности. Но эти сплавы иногда называют «несвариваемыми».
Большинство сплавов этой серии чрезвычайно склонны к горячему растрескиванию из-за содержания в них меди или цинка. Однако термин «несвариваемый» вводит в заблуждение, поскольку некоторые из этих сплавов действительно можно сваривать. Но сварщик должен принять особые меры предосторожности, чтобы обеспечить хорошее качество сварки.
Сплавы, принадлежащие к серии 6XXX, обладают хорошей свариваемостью, если используются соответствующие методы для предотвращения их склонности к растрескиванию. Они не такие прочные, как сплавы 2ХХХ и 7ХХХ, но обладают другими превосходными физическими свойствами. Сплавы серии 6XXX часто используются в сварочных работах, несмотря на трудности.
Сплавы серии 4XXX обычно используются в качестве присадочного материала для сварки других алюминиевых сплавов, включая сплавы серии 6XXX. Содержание в них кремния значительно снижает их температуру плавления и позволяет им улавливать некоторые легирующие компоненты других термообрабатываемых сплавов.
Содержание в них кремния значительно снижает их температуру плавления и позволяет им улавливать некоторые легирующие компоненты других термообрабатываемых сплавов.
Наконец, оставшиеся сплавы серий 1XXX, 3XXX и 5XXX обычно демонстрируют свариваемость от хорошей до отличной, хотя только сплавы серии 5XXX обычно используются для применений, требующих структурной целостности.
6 Распространенные алюминиевые сплавы для сварки
В следующей таблице показаны некоторые наиболее часто свариваемые алюминиевые сплавы.
| Обозначение сплава | Преимущества | Недостатки | Общие приложения |
|---|---|---|---|
| 3003 | Очень популярный сплав общего назначения. Отличная формуемость и свариваемость | Не особенно сильный. | Обработка листового металла, штамповка, топливные баки, кухонная утварь, электроника. |
| 5052 | Прочнее, чем 3003. Хорошая свариваемость и отличная коррозионная стойкость. | Не подлежит термообработке. | Сосуды под давлением, резервуары, гидравлические трубки, приборы, морское оборудование. |
| 5083 | Высокая эффективность сварки и очень высокая прочность соединения. Хорошая коррозионная стойкость. | Не подлежит термообработке. | Буровые установки, резервуары и морские компоненты, криогенные установки. |
| 5454 | Прочность от средней до высокой, отличная свариваемость. | Не рекомендуется для облицовки. | Применение в условиях высоких температур, например, для перевозки автоцистерн с горячим асфальтом и самосвальных кузовов, а также для хранения некоторых емкостей для хранения химикатов, таких как перекись водорода. |
| 6061 | Хороший универсальный сплав. | Не лучший рейтинг в какой-либо конкретной области. | Конструкционные и сварные узлы, вагоны, трубопроводы, самолеты, автозапчасти. |
| 6063 | Средняя прочность и хорошая коррозионная стойкость, свариваемость и обрабатываемость. | Плохая обрабатываемость. | Прессованные детали, такие как трубчатые перила, мебель, архитектурное, медицинское оборудование. |
Вывод: можно ли сваривать мой алюминиевый продукт?
Роботизированный сварочный аппарат
Если процесс формовки требует сварки вашего алюминиевого изделия, велика вероятность, что вы сможете это сделать! За некоторыми исключениями, такими как многие представители серий 2XXX и 7XXX, алюминиевые изделия можно соединять с помощью соответствующих методов сварки.
В дополнение к ручной сварке вы также можете использовать роботизированную сварку для своего проекта. Роботизированная сварка обеспечивает более высокую точность сварки, согласованность и большую производительность.
