Сварная балка двутавр: Сварная двутавровая балка — купить сварной двутавр в Москве по низким ценам
Содержание
Сварная балка (двутавр)
Производство сварной балки (двутавра)
Предлагаем изготовление сварной балки (двутавра) на автоматической сварной линии CORIMPEX (Италия).
Технические характеристики выпускаемой продукции:
- Максимальный размер балки 1200х600
- Минимальный размер 200х150
- Толщина стенки 5-30 мм
- Толщина полки 6-50 мм
Основное направление использования сварных двутавровых балок — несущие конструкции современных зданий гражданского и промышленного назначения, возведение мостов.
Основные преимущества сварных балок двутавровых:
- Снижение стоимости изготовления и монтажа
- Увеличение пролётов зданий
- Сокращение времени на монтажные работы.
- Балка двутаврового профиля примерно в 7 раз прочнее и 30 раз жестче балки квадратного профиля аналогичной площади сечения
Что такое сварные двутавровые балки
Изготовление сварной двутавровой балки осуществляется на линиях автоматической резки, сборки и сварки под флюсом. По окончании производства форма установки исправляется и корректируется, что придает ей отличный внешний вид с четкой геометрией. Если вы планируете купить балку двутавр, обращайтесь в компанию «Ярстройналадка». Производственное предприятие изготавливает прочные и надежные элементы несущих конструкций, незаменимые в современном строительстве и полностью соответствующие потребностям заказчика.
По окончании производства форма установки исправляется и корректируется, что придает ей отличный внешний вид с четкой геометрией. Если вы планируете купить балку двутавр, обращайтесь в компанию «Ярстройналадка». Производственное предприятие изготавливает прочные и надежные элементы несущих конструкций, незаменимые в современном строительстве и полностью соответствующие потребностям заказчика.
Дробеметная балка — это металлическая установка, которая качественно очищенная от ржавчины, грязи, окалины. Конструкция изготавливается из листовой стали и по внешнему виду напоминает горячекатаную балку.
Сварные балки выполняют функцию колонн, поддерживая сооружения промышленного, сельскохозяйственного или социального назначения. Параметры металлических конструкций регламентируются ГОСТами 23118-99 и 26020-83. Стоит отметить, что существующие стандарты не исключают возможности производства балки стальной двутавровой на заказ по чертежам клиента.
Типы сварных балок
В зависимости от варианта исполнения сварные балки подразделяются на следующие типы:
- с параллельными гранями;
- широкополочные;
- колонные;
- нормальные;
- для армирования стволов шахт;
- с уклоном граней полок;
- для обустройства путей.
Производство балки сварной двутавровой осуществляется на линии автоматической линии высокой мощности. Процесс предполагает использование в процессе флюсов с последующим исправлением «грибовидности». В результате образуется геометрически точная балка с цельной проваркой и привлекательным внешним видом.
Преимущества двутавровых сварных балок
Производственное объединение «Ярстройналадка» специализируется на изготовлении сварных двутавровых балок с учетом потребностей заказчика. Прочные и надежные конструкции повсеместно используются в строительстве при возведении зданий и сооружений.
Преимущества использования сварных балок очевидны:
- Они снижают общую массу конструкции до 10%, если сравнивать их с горячекатаными устройствами. Это достигается за счет подбора оптимального составного сечения.
- При производстве двутавра возможно в сечении применять разные типы стали для полок и стенок.
- Применение сварных балок минимизирует отходы за счет производства конструкции нужной длины.
- Возможность изготовления несимметричных сечений.
- Производственный процесс оптимизируется в отношении стоимости изготовления и последующего монтажа.
Двутавровая балка представляет собой сварную конструкцию, состоящую из сварных листов. В зависимости от типа силового воздействия, назначения и несущей способности их делят на нормальные, широкополочные, колонные, усиленные и устройства дополнительной серии. Производство балок реализуется на специализированной технологической линии, а также предусматривает подготовку заготовок с их последующим высокоточным позиционированием и сборкой.
Производственное предприятие «Ярстройплощадка» выпускает качественную продукцию на автоматической сварной линии итальянского производства. Технические характеристики реализуемого двутавра:
- Максимальный размер сварной балки — 1200х600;
- Минимальный размер конструкции — 200х150;
- Толщина стенки — 5-30 мм;
- Толщина полки — 6-50 мм.
Экономическая выгода от использования сварных двутавровых балок очевидна. Они гарантируют надежность строению, обеспечивают оптимальную форму сечений, снижают общий вес конструкции и в целом себестоимость работ.
Они гарантируют надежность строению, обеспечивают оптимальную форму сечений, снижают общий вес конструкции и в целом себестоимость работ.
Производство двутавровой балки
Данный процесс осуществляется в несколько последовательных стадий:
- Создание заготовок. Листы металла обрабатываются на специальном агрегате термической резки, в результате чего получаются необходимые по длине и ширине штрипсы. Современные компании используют установки с ЧПУ, что позволяет производить раскрой несколькими резаками.
- Фрезеровка кромок. Обработка кромок осуществляется на специальном фрезерном станке. Подобные действия позволяют улучшить провар швов между стенкой и полкой двутавровой балки.
- Сборка заготовки. Этот процесс реализуется с помощью специального стана, который способен увеличить производительность в 3 раза. Главное при этом — обеспечить взаимную перпендикулярность и симметрию стенки и полка двутавровой балки. Применение сборочных станов с быстро действенным механизмом технически целесообразно, ведь в результате конструкция отличается уникальной надежностью.
 Сборка балки осуществляется в две стадии: сначала комплектуется Т-образный профиль, затем он кантируется на 180 градусов для возможности выполнения сборки изделия.
Сборка балки осуществляется в две стадии: сначала комплектуется Т-образный профиль, затем он кантируется на 180 градусов для возможности выполнения сборки изделия. - Сварка балки. Вид сборки определяется с учетом конструкции и способа сварки швов. Длинные поясные швы сваривают автоматом под флюсом. Для этого пояса и стенки изделия собирают автоматами на флюсах, затем скрепляют поясные швы. Следующий этап — монтаж ребер жесткости и непосредственно сварка балки. Финальная сборка балки выполняется в специальном кондукторе или с помощью хомутов и прихваток.
- Правка полок готовой конструкции. Этот этап необходим в первую очередь для того, чтобы избавиться от эффекта «грибовидности», который возникает в результате нагрева металла. Внешне это визуализируется как нарушение геометрической формы полок двутавровой балки. Для исправления дефекта изделие пропускают через специальный стан с роликами.
Где купить балку двутавр
Производственное предприятие «Ярстройналадка» предлагает вниманию заказчиков качественную продукцию по доступным ценам. Произвести точный расчет стоимости сварной балки вам помогут наши специалисты. Для этого оставьте заявку на сайте или позвоните по телефону +7 (4852) 59-47-69.
Произвести точный расчет стоимости сварной балки вам помогут наши специалисты. Для этого оставьте заявку на сайте или позвоните по телефону +7 (4852) 59-47-69.
Использование сварных двутавровых балок в строительстве позволит снизить стоимость изготовления, увеличить количество пролетов в здании с сократить время, затрачиваемое на монтаж.
Производство Сварной балки двутавровой | КОМПАНИЯ “СТАЛЬМАСТЕР”
Производство Сварной балки двутавровой | КОМПАНИЯ “СТАЛЬМАСТЕР”
Производственное предприятие «СтальМастер» осуществляет изготовление стальных сварных балок в соответствии с ТУ 0908-135-02494680-03 на автоматизированном оборудовании сваркой под слоем флюса в положении «лодочка», что обеспечивает глубину проплавления, высокое качество сварного соединения и аккуратный внешний вид. Производственные возможности и опыт позволяют выпускать сварную балку двутаврового сечения, таврового, коробчатого, балку переменного сечения. Выпускаются бистальные балки.
Балки двутаврового сечения могут изготавливаться как замещающие по геометрическим характеристикам двутавры горячекатаные (СТО АСЧМ 20-93, ГОСТ 26020-83), так и по индивидуальным размерам.
Основное направление использования сварных двутавровых балок – несущие конструкции современных зданий гражданского и промышленного назначения.
Сварная двутавровая балка — это сварная конструкция из листового металлопроката, механические характеристики которой эквивалентны горячекатаной балке по ГОСТ 26020-83 и СТО АЧМС 20-93: 40Б1, 40Б2, 45Б1, 45Б2, 50Б1, 50Б2, 50Б3, 55Б1, 55Б2, 60Б1, 60Б2, 70БС, 70Б1,70Б2, 80Б1, 80Б2, 90Б1, 90Б2, 100Б1, 100Б2, 100Б3, 40Ш1, 40Ш2, 45Ш1, 50Ш1, 50Ш2, 50Ш3, 60Ш1, 60Ш2, 60Ш3, 70Ш1, 70Ш2, 70Ш3, 80Ш1, 80Ш2, 90Ш1, 90Ш2, 100Ш1, 100Ш2, 100Ш3, 100Ш4, 40К1, 40К2, 40К3, 40К4, 40К5.
- Снижение стоимости изготовления и монтажа.
- Увеличение пролётов зданий.
- Минимизация отходов, за счет изготовления балки нужной длины.

- Сокращение времени на изготовление металлоконструкций.
Таким образом, сварная балка имеет огромное количество преимуществ, благодаря чему нашла широкое применение во всех областях строительства.
Технология производства сварных балок очень проста и весьма экономична, поэтому данная балка конкурентоспособна балкам, изготовленным прокатным методом.
В изготовлении сварной балки используется сертифицированный металлопрокат. Качество продукции подтверждается документом о качестве стальных металлоконструкций ГОСТ 23118-78. При отгрузке продукции предоставляется паспорт изделия, включающий в себя сертификат качества на листовой металлопрокат и на все применяемые при производстве материалы.
Для высоко нагруженных двутавров, а также балок с циклическими и переменными нагрузками, подкрановых балок сварные швы выполняются с полным проваром с толщиной стенки до 12 мм, с толщиной стенки выше 12 мм для достижения полного провара со стенки снимается фаска (тип шва Т8 ГОСТ 8713-79) по 1 и 2 категориям в соответствии с ГОСТ23118-99, СП 53-101-98.
Для рядовых сварных двутавров используемых в качестве колонн, а также малонагруженных балок и балок с постоянными нагрузками, поясничные (тавровые) сварные швы выполняются по 2 категории в соответствии с ГОСТ23118-99, СП 53-101-98, тип шва Т3 по ГОСТ 8713-79.
Стыковые швы для всех сварных балок выполняются с разделкой фасок и с полным проваром по 1 и 2 категориям в соответствии с ГОСТ 23118-99, СП 53-101-98.
Аттестованной лабораторией неразрушающего контроля осуществляется ультразвуковой контроль (УЗК) стыковочных и Т-образного швов с последующей выдачей документа о качестве.
Сварные балки, согласно техническому заданию, могут изготавливаться с вырезами и отверстиями, а также перфорацией – перфорированные балки. Перфорированная стенка балки образуется резанием стенки двутавра по зигзагообразной линии с последующим сдвигом половинок и сваркой встык частей двутавров по выступам стенки. Несущая способность таких сквозных двутавров в 1,5 раза выше несущей способности исходного двутавра, т. к. за счет использования перфорированного профиля достигается большая высота конструктивного элемента.
к. за счет использования перфорированного профиля достигается большая высота конструктивного элемента.
Механические параметры данного изделия регламентируются в ГОСТ 23118-99, предельные отклонения по поперечному сечению и форме в ГОСТ 26020-83
Размеры сварной двутавровой балки. ТУ 0908-135-02494680-03.
| Обозначение профиля | Размеры сварной балки в мм | Площадь сечения F, см2 | Масса погонного метра, кг | |||||
| Н | h | B | S | t | Кt (катет сварного шва) | |||
| СД 30Б1 | 300 | 280 | 145 | 5 | 10 | 4 | 43 | 34,1 |
| СД 30Б2 | 300 | 280 | 150 | 6 | 10 | 4 | 46,8 | 37,1 |
| СД 35Б1 | 345 | 325 | 175 | 6 | 10 | 4 | 54,5 | 43,1 |
| СД 40Б1 | 394 | 370 | 200 | 7 | 12 | 5 | 73,9 | 58,5 |
| СД 40Б2 | 398 | 370 | 200 | 8 | 14 | 5 | 85,6 | 67,7 |
| СД 40Ш1 | 383 | 355 | 300 | 8 | 14 | 5 | 112,4 | 94,37 |
| СД 40Ш2 | 397 | 365 | 310 | 10 | 16 | 5 | 135,7 | 104,03 |
| СД 45Б1 | 443 | 415 | 200 | 8 | 14 | 5 | 89,2 | 70,5 |
| СД 45Б2 | 447 | 415 | 200 | 8 | 16 | 5 | 97,2 | 76,8 |
| СД 45Ш1 | 446 | 410 | 310 | 12 | 18 | 6 | 160,8 | 126,9 |
| СД 50Б1 | 493 | 465 | 200 | 8 | 14 | 5 | 93,2 | 74,99 |
| СД 50Б2 | 497 | 465 | 200 | 8 | 16 | 5 | 101,2 | 81,26 |
| СД 50Б3 | 501 | 465 | 200 | 10 | 18 | 5 | 118,5 | 87,54 |
| СД 50Ш1 | 482 | 450 | 300 | 12 | 16 | 5 | 150 | 118,32 |
| СД 50Ш2 | 485 | 445 | 300 | 14 | 20 | 6 | 182,3 | 143,8 |
| СД 50Ш3 | 494 | 450 | 295 | 16 | 22 | 6 | 201,8 | 159,1 |
| СД 50Ш4 | 500 | 450 | 300 | 16 | 25 | 7 | 222 | 175,3 |
| СД 55Б1 | 543 | 515 | 230 | 10 | 14 | 5 | 115,9 | 89,4 |
| СД 55Б2 | 547 | 515 | 230 | 10 | 16 | 5 | 125,1 | 98,7 |
| СД 60Б1 | 597 | 565 | 200 | 10 | 16 | 5 | 120,5 | 95,1 |
| СД 60Б2 | 601 | 565 | 200 | 12 | 18 | 6 | 139,8 | 110,5 |
| СД 60Ш1 | 591 | 555 | 300 | 12 | 18 | 6 | 174,6 | 137,8 |
| СД 60Ш2 | 594 | 550 | 300 | 16 | 22 | 6 | 220 | 173,4 |
| СД 70Б1 | 697 | 665 | 265 | 12 | 16 | 5 | 164,6 | 129,7 |
| СД 70Б2 | 700 | 660 | 260 | 12 | 20 | 6 | 183,2 | 144,5 |
| СД 80Б1 | 791 | 755 | 280 | 14 | 18 | 5 | 206,5 | 162,7 |
| СД 80Б2 | 799 | 755 | 280 | 14 | 22 | 6 | 228,9 | 180,5 |
| СД 90Б1 | 895 | 855 | 300 | 16 | 20 | 5 | 258,8 | 202,34 |
| СД 90Б2 | 909 | 865 | 310 | 16 | 22 | 6 | 274,8 | 212,14 |
| СД 100Б1 | 999 | 955 | 320 | 16 | 22 | 6 | 293,6 | 231,3 |
| СД 100Б2 | 1010 | 960 | 325 | 18 | 25 | 7 | 335,5 | 264,3 |
| СД 100Б3 | 1015 | 955 | 320 | 18 | 30 | 7 | 363,9 | 286,7 |
| СД 100Б4 | 1019 | 955 | 330 | 20 | 32 | 7 | 402,2 | 316,8 |
Чтобы заказать сварную балку, заказчику нужно знать класс прочности металла, марку стали, номер и длину балки (L), а также нужный объём поставки и требования деталированных чертежей конструкций (деталировка к монтажному комплекту КМД).
Сварная двутавровая балка изготавливается из листовой стали по стандарту 19903, классов: С245 (ст3) и С345 (ст 09Г2С). Исходный металлопрокат используется в соответствии с ГОСТ 27772 и ГОСТ 14637, ГОСТ 19281. Протяжённостью сварные балки производятся от 3 до 16м. Номер балки указывает на округлённую величину высоты (Н) двутавра в см. Как и прокатная балка, сварная имеет такие характеристики, как ширина полки (B) и толщина стенки (S).
С целью контроля качества сварного соединения осуществляется УЗК (Ультра-звуковой контроль) стыковочных и T-образного швов.
В технологии производства сварной двутавровой балки используется правильный гидро-механический стан, который предназначен исправлять деформацию (грибовидность полок) возникшую в результате нагрева металла , путем её прокатки через систему роликов.
Все сварные изделия в обязательном порядке проходят пескоструйную обработку на агрегатах очистки металлических конструкции (удаляется ржавчина, грязь, сварочный шлак, масляный налёт), после проведения сварных работ.
Замыкает технологическую цепочку участок нанесения защитного покрытия:
— производится противокоррозионная защита сварной балки по требованию заказчика;
— согласовывается с потребителем система защиты, марка материала, количество слоев, толщина каждого слоя, общая толщина покрытия, которыми обладает сварная двутавровая балк.
Стоимость изготовления сварной балки — от 15 000 р/т с НДС.
Расчет стоимости изготовления не стандартной сварной балки производится по чертежам КМД (КМ) в зависимости от исходных параметров.
Разработка и продвижение : Студия К.И.Т.
Балки сварные и зубчатые, фермы, колонны
Сварные двутавровые балки являются очень прочным и надежным элементом несущих конструкций и применяются в современных зданиях и сооружениях промышленного, социального и сельскохозяйственного назначения. Популярность двутавров объясняется тем, что при всей простоте конструкции и изготовления они обладают высокой несущей способностью и способны нести большие нагрузки.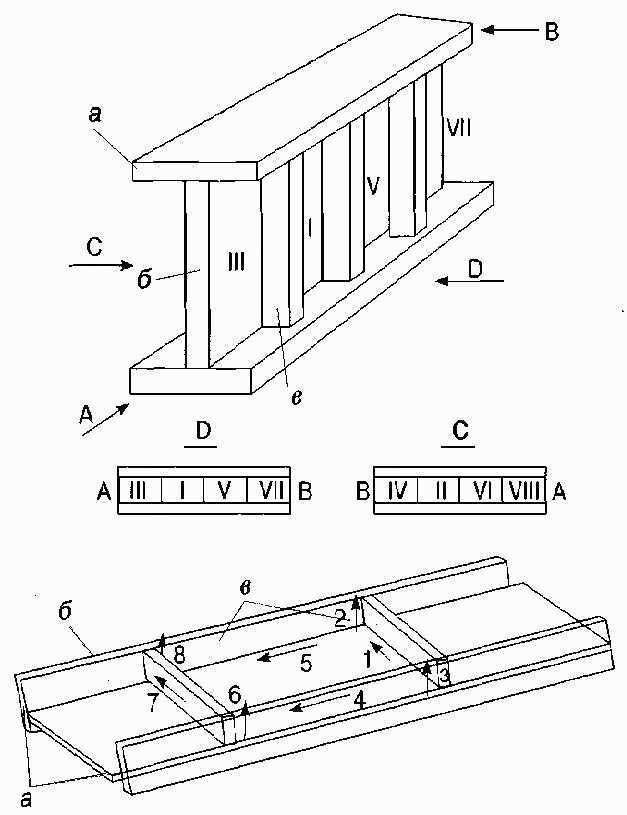
Сварные двутавры изготавливаются в цеху с техническим оснащением высокого уровня. Производственные мощности позволяют выпускать до 2000 тонн сварных балок в месяц.
Широкий ассортимент продукции по сравнению с катаной балкой: включает такие марки стали, как ст.3сп/пс, ст.09Г2С-12, 10 ХСНД, 390, 690. Их длина может быть от 3 до 18 метров. Это уникальные балки со стенкой переменного сечения. Ультразвуковой контроль качества сварных соединений. Принимаем заводские заказы на сварные балки различных типов: по чертежу заказчика, в соответствии с размерами, принятыми для прокатных балок по ГОСТ или ТУ, а также на балки нестандартной конструкции. Понятие «сварная балка» включает в себя широкий спектр изделий, изготовленных по разным технологиям изготовления.
Составные сварные двутавры с параллельными и наклонными сторонами применяются в строительных конструкциях, мостах, путепроводах, гидротехнических сооружениях. В строительных конструкциях балки присутствуют в балочных сетках, предназначенных для восприятия нагрузок и передачи их на колонны и стены. В более сложных балочных сетках основную роль играют составные балки, а в качестве лаг и прогонов используются прокатные двутавровые балки. Составные балки ориентированы по пролету и расположены в сетке балок с определенным шагом между колоннами в перпендикулярном направлении.
В более сложных балочных сетках основную роль играют составные балки, а в качестве лаг и прогонов используются прокатные двутавровые балки. Составные балки ориентированы по пролету и расположены в сетке балок с определенным шагом между колоннами в перпендикулярном направлении.
Вы можете заказать изготовление балки сварной или купить готовую продукцию следующих конструкций:
• балка сварная составная из листового железа, полосового проката, уголков, тавров;
• световые балки с гибким полотном;
• балки с гофрированной стенкой;
• зубчатые балки, сваренные из продольно вырезанной определенным образом двутавровой балки;
• балки бистальные из сталей различной прочности, в которых в напряженных зонах поясов двутавровой балки применяется сталь повышенной прочности, а в зонах, воспринимающих нормальные напряжения, — сталь меньшей прочности.
Балки с гибкими стенками проектируются с тонкой (по сравнению со стандартной) стенкой и стержнями жесткости, расположенными на определенном расчетном расстоянии. Работа таких балок напоминает работу стропильного каркаса, в котором растянутые участки стенки двутавра играют роль растянутых диагоналей, а сжатые колонны служат стержнями жесткости, поэтому балка может нести заявленную нагрузку, а использование ее в строительных конструкций позволяет снизить металлоемкость.
Работа таких балок напоминает работу стропильного каркаса, в котором растянутые участки стенки двутавра играют роль растянутых диагоналей, а сжатые колонны служат стержнями жесткости, поэтому балка может нести заявленную нагрузку, а использование ее в строительных конструкций позволяет снизить металлоемкость.
Балки с гофрированной стенкой обладают меньшей металлоемкостью по сравнению с обычными балками, хорошей местной устойчивостью и жесткостью на кручение. Легкие балки с гофрированной стенкой представляют собой двутавровые балки, стенки которых выполнены из фасонного профнастила (с трапециевидными, прямоугольными, волнистыми, треугольными гофрами), соединенными автоматической сваркой сплошным полнопрочным сварным швом с ленточно-железными поясами. Балки с гофрированной стенкой широко применяются в мостостроении, строительстве промышленных и жилых зданий, ангаров, складов. Они хорошо работают на изгиб и используются в качестве лаг, балок перекрытий, козловых балок, а также в качестве элементов колонн и стоек рам, работающих под действием нормальных нагрузок.
Ржавчина в месте сварного соединения стальной балки
спросил
Изменено
1 год, 5 месяцев назад
Просмотрено
2к раз
В моем доме через вход проходит стальная балка длиной 20 футов с двумя двутавровыми балками в качестве опор. Опоры приварены к опорной плите у земли.
На стыках довольно много ржавчины. Я использовал среднюю проволочную щетку, чтобы соскрести часть этого. Должен ли я беспокоиться о структурной целостности этого? Какие профилактические/восстановительные действия следует предпринять?
- балка
- сталь
- опора
- удаление ржавчины
- защита от ржавчины
3
Это похоже на поверхностную ржавчину, поэтому вам нужно ее удалить. Есть много продуктов для удаления ржавчины, таких как морское желе и т. д. но я обнаружил, что белый уксус так же хорош. Смочите участок уксусом, оставьте на 30 минут и вытрите. Может потребоваться второй или третий слой. После этого загрунтуйте участок и покрасьте качественной краской для стали. Структурная целостность не выглядит нарушенной.
Есть много продуктов для удаления ржавчины, таких как морское желе и т. д. но я обнаружил, что белый уксус так же хорош. Смочите участок уксусом, оставьте на 30 минут и вытрите. Может потребоваться второй или третий слой. После этого загрунтуйте участок и покрасьте качественной краской для стали. Структурная целостность не выглядит нарушенной.
1
Я тоже сварщик. Пользователь 142029 абсолютно прав. С суставами все в порядке. Он ржавеет быстрее, потому что это не тот же металл, что и основной материал. Структурная целостность в порядке. Я бы очистил его как можно лучше с помощью проволочного колеса / чашки и опрыскал холодным гальваническим раствором. С днищем мало что можно сделать без снятия.
Интересно, что ваши сварные швы покрылись ржавчиной и выглядят изношенными. Кроме того, следует отметить, что оба фланца имеют локальную деформацию (вздутие), деформация может быть вызвана пакетом ржавчины (слоями ржавой стали) или, что еще хуже, вызвана чрезмерным напряжением.
Я думаю, что нужно нечто большее, чем просто чистка и перекраска, что не остановило бы процесс образования ржавчины. Я бы нанял инженера-строителя, чтобы найти основную причину и определить надлежащие меры по исправлению положения.
3
Сварные швы и сама балка подвержены значительной коррозии. Без дополнительного осмотра невозможно определить степень повреждения металлов и инженерно-строительного воздействия.
Оценить это должен компетентный (и лицензированный) инженер, знакомый со свойствами металла.
Коммерческие инженерные рентгеновские аппараты, которые могут оценивать структурную целостность многих металлов. Возможно, его можно использовать для дальнейшего изучения того, что происходит под поверхностью.
Они должны были перекрасить балку или любые части, где они удалили оцинкованную краску вместе со сварными швами на балке. Все стальные балки оцинкованы и окрашены, чтобы предотвратить образование ржавчины. .. Чтобы решить эту проблему, я бы порекомендовал сделать хорошую очистку, чтобы удалить всю ржавчину и окисление в меру своих возможностей, а затем пойти в местный магазин товаров для дома и купить промышленные оцинковка и покраска всех частей, где образовалась ржавчина, чтобы предотвратить ее в будущем… -Металлург и сварщик
.. Чтобы решить эту проблему, я бы порекомендовал сделать хорошую очистку, чтобы удалить всю ржавчину и окисление в меру своих возможностей, а затем пойти в местный магазин товаров для дома и купить промышленные оцинковка и покраска всех частей, где образовалась ржавчина, чтобы предотвратить ее в будущем… -Металлург и сварщик
Полностью косметический, не ослабнет из-за будущей ржавчины. Единственная коррозия в доме вызывается водой при мытье полов и брызгах на голую сталь. Равномерный серый цвет стальной балки указывает на то, что она имеет грунтовку с высоким содержанием цинка. Прокатная окалина будет почти черной и не такой однородной по цвету. Когда сварка была сделана, цинк, прилегающий к сварке, выгорел (обычный); Это подтверждается близлежащими белыми или светло-серыми областями, которые в основном представляют собой оксид цинка из обожженного покрытия. Сам сварной шов и большая часть ЗТВ (зоны термического влияния) представляли собой оголенную сталь и начинали ржаветь в первый раз, когда они были влажными или мокрыми. Два вертикальных края балки были достаточно повреждены, чтобы удалить богатую цинком краску, и также ржавеют. Если вы хотите, чтобы он хорошо выглядел, проволочной щеткой удалите ржавчину, обработайте морским желе (фосфатное конверсионное покрытие) и покрасьте. (Извинения @JACK). Вы можете немного улучшить внешний вид, используя шлифовальную машину для очистки побитых вертикальных краев балки перед обработкой и покраской.
Два вертикальных края балки были достаточно повреждены, чтобы удалить богатую цинком краску, и также ржавеют. Если вы хотите, чтобы он хорошо выглядел, проволочной щеткой удалите ржавчину, обработайте морским желе (фосфатное конверсионное покрытие) и покрасьте. (Извинения @JACK). Вы можете немного улучшить внешний вид, используя шлифовальную машину для очистки побитых вертикальных краев балки перед обработкой и покраской.
1
Ржавчина на фото выглядит легкой и ремонтопригодной.
Худшей проблемой является возможность образования ржавчины на нижней стороне опорной плиты.
Нельзя отремонтировать днище, не сняв балку. Вы даже не знаете, сколько там ржавчины (и сколько металла осталось).
С другой стороны, вы можете в первую очередь найти источник влаги, который вызывает коррозию. Используются ли химические вещества, похожие на отбеливатели, для уборки вокруг?
Влажность также может вызвать множество других проблем.
Деформационные выпуклости на полках, скорее всего, являются артефактом процедуры установки (балка забивается в нужное место) и не вызывают особого беспокойства.
Опорная плита, кажется, залита цементным раствором, это нормально, это предотвратит проникновение воды и кислорода снизу. Не беспокойтесь об этом. Ваша цель — сохранить его запечатанным. Он не должен подвергаться коррозии.
Сами сварные швы в порядке, коррозия проявляется слабо и только на поверхности.
Выпуклости на стали образовались от ударных повреждений, на что указывало большинство
Если вы хотите улучшить это, найдите местного сварщика, который восстановит форму балки и зачистит сварной шов.
Причина, по которой я предлагаю вам нанять сварщика, заключается в том, что у него будут нужные инструменты (шлифовальные машины, карандашные шлифовальные машины для обработки углов), поскольку все это не должно занимать у них больше часа, включая очистку, забудьте обо всех структурных инженерная чушь.
