Сварной швеллер: Сварной швеллер своими руками: технология и особенности
Содержание
Сварной швеллер своими руками: технология и особенности
Время чтения: ≈10 минут
Швеллер — один из самых распространенных типов металлических балок. Его отличительная особенность — сечение в виде буквы «п». Швеллера широко используются при сварке металлоконструкций любого масштаба. Надежность конструкции напрямую зависит от качества сварного соединения. Если сварка швеллеров между собой была выполнена с нарушением технологии, то конструкция просто не выдержит тех нагрузок, которые должна выдерживать в теории.
В этой статье мы кратко расскажем, какие технологии используются при сварке швеллеров и как выполняется сварка встык, с накладками, внутрь и со смещением.
Содержание
Используемые технологии
Существует несколько технологий, подходящих для качественной сварки швеллеров. Но мы расскажем о самой, на наш взгляд, удобной и часто используемой.
Электродуговая сварка
Электродуговая технология — неоспоримый лидер. А все потому, что производители предлагают большой ассортимент электродов для работы с самыми разнообразными типами металлов. К тому же, электродуговая сварка может осуществляться в самых труднодоступных местах, в том числе на высоте. Конечно при условии, что сварочный аппарат компактный и его можно повесить на плечо.
К тому же, электродуговая сварка может осуществляться в самых труднодоступных местах, в том числе на высоте. Конечно при условии, что сварочный аппарат компактный и его можно повесить на плечо.
Читайте также: Электродуговая сварка и резка металлов
Для сварки швеллеров мы рекомендуем использовать электроды марки УОНИ. Но с ним непросто работать, если вы новичок. Вам придется много практиковаться прежде чем вы приступите к основной работе. Но, поверьте, результат стоит того. Перед сваркой рекомендуем прокалить электроды в электропечи. Оптимальная температура — 250 градусов. Прокалка нужна для того, чтобы убрать из электродов излишки влаги.
Также перед сваркой необходимо тщательно подготовить металл. Здесь все стандартно: не должно быть грязи, коррозии или следов краски. Рекомендуем установить постоянный ток и обратную полярность. Дуга должна быть короткой. Также учитывайте, что электродуговая сварка не подойдет, если металлоконструкция будет использоваться при экстремально низких температурах (от -40 градусов и ниже).
Распространенные соединения
Сварка встык
Сварка встык швеллера — любимое соединение всех новичков. Оно применяется для практики или для сварки неответственных конструкций. Может выполняться как с лицевой, так и с внутренней стороны. Но при сварке с внутренней стороны нужно следить, чтобы не было непроваров. Также шов можно сформировать только с одной стороны, но при этом необходимо подваривать корень шва.
Если толщина стенок швеллера превышает 6 миллиметров, то необходимо разделать кромки. Разделка может быть V или X-образной. Оптимальный угол — 30 градусов, если толщина не более 12 миллиметров.
Приступим к сварке. Для начала состыкуйте два швеллера стенками друг к другу. Стыковка должна быть максимально точной, лучше делать ее не на глаз, а с помощью специального центратора. Зазор между двумя швеллерами не должен превышать 3 миллиметров. Чтобы заготовки не расходились в разные стороны во время сварки нужно сделать временную прихватку. Прихватка приваривается к обеим деталям с помощью сварных точек.
Шов необходимо вести от середины швеллеров к краям. Примите к сведению, что такое соединение не очень надежное. Чтобы его усилить можно использовать накладки. Далее мы поговорим об этом подробнее.
Сварка с применением накладок
Сварка швеллеров с накладками уже надежнее, чем обычная сварка встык. Это доказывает и тот факт, что зазор между швеллерами может доходить до 8 миллиметров. Саму накладку нужно разместить со стороны сварного соединения. Накладка выбирается исходя из толщины и размера швеллеров. Чем больше и толще швеллера, тем прочнее должна быть накладка. При сварке необходимо проварить две стороны накладки.
Теперь подробнее. Чтобы выбрать накладку нужно знать примерные размеры швеллеров, которые вы собираетесь варить. Мы рекомендуем делить длину швеллера на 5. Так вы получите рекомендуемую длину накладки. Толщина накладки должна быть такая же, как и толщина швеллера. Всего должно быть две накладки. С внутренней, и с наружной стороны. При этом наружная накладка должна быть длиннее, чем внутренняя.
Соединение внутрь
Иногда швеллера сваривают «полками» внутрь. Техника та же, что и при сварке встык, только зазора либо нет, либо он очень маленький. Сварку внутрь выполнить сложнее, чем встык. Так что такое соединение может стать следующим в вашей учебной практике.
Сварка выполняется следующим образом. Перед сваркой тщательно подготовьте металл. Не используйте болгарку, иначе соединение будет непрочным. Состыкуйте два швеллера горизонтально и симметрично. Закрепите их с помощью струбцин. Желательно сделать шов с разделкой кромок, но иногда допускается небольшой зазор. Сварка выполняется от середины швеллера к его краям.
Главный недостаток такого метода сварки швеллеров — необходимость работы в идеальных условиях. Вы не сможете выполнить сварку в труднодоступных местах. Чтобы шов получился качественным, нужно варить строго в горизонтальном нижнем положении. Если варить в других условиях, то вы просто нерационально потратите время, силы и комплектующие. Логичнее варить встык или с применением накладок.
В целом, такое соединение применяется нечасто. Но если у вас есть возможность варить в нижнем горизонтальном положении, и вы выбираете месту сваркой встык и сваркой внутрь, то рекомендуем выбрать второй вариант. Он все-таки более надежный.
Смещенное соединение
Смещенное соединение швеллеров — это сложная работа, которую выполняет целая команда из сварщиков. Такое соединение необходимо в случаях, когда нужно сварить разные конструкции из швеллеров, и при этом эти швеллера имеют разные размеры.
Сварку нужно начинать с тех мест, где швеллеры наиболее толстые. Необходимо комбинировать разные соединения: и встык, и угловые, и продольные. При этом каждое соединение будет иметь свои нюансы. Соединение встык выполняется просто и без проблем, а вот угловое должны выполнять два сварщика сразу. А при выполнении продольных швов нельзя формировать их до конца швеллера.
Примечание
Все соединения и методы, которые мы описали выше, подходят для сварки большинства конструкций, в которых используются швеллера. При этом вам не обязательно нужно использовать только один метод соединения. Вы можете комбинировать, например, соединение встык и соединение с накладками в разных частях металлоконструкции. Самое главное — рассчитать все нагрузки. Ведь порой в некоторых узлах соединение не должно быть «на века».
При этом вам не обязательно нужно использовать только один метод соединения. Вы можете комбинировать, например, соединение встык и соединение с накладками в разных частях металлоконструкции. Самое главное — рассчитать все нагрузки. Ведь порой в некоторых узлах соединение не должно быть «на века».
Что касается режима сварки, то это очень обширная и непростая тема. Силу тока и прочие параметры нужно выбирать исходя из толщины и типа металла. Если варите электросваркой, то следите за скорость формирования шва. Оптимальная скорость — 20 метров в час.
Вместо заключения
Сварной швеллер не так уж сложно варить, как может показаться на первый взгляд. Самое главное — это правильная стыковка двух швеллеров и соблюдение технологии сварки. При этом совершенно неважно, какой тип соединения или технологию вы выбрали. Следуйте нашим рекомендациям и практикуйтесь. Ведь для качественного выполнения работ нужно не просто владеть теорией, но еще и показать себя в деле. Можете рассказать о своем опыте сварки швеллеров в комментариях ниже. Желаем удачи в работе!
Ведь для качественного выполнения работ нужно не просто владеть теорией, но еще и показать себя в деле. Можете рассказать о своем опыте сварки швеллеров в комментариях ниже. Желаем удачи в работе!
Как вам статья?
методы стыковки и способы их сварки
Содержание:
- Методы стыковки и способы их сварки
- Сварка встык
- Сварка с накладками
- Соединение внутрь
- Смещенное соединение
- Интересное видео
Швеллер — разновидность металлопрокатного изделия, характерной особенностью которого является форма поперечного сечения в виде «П». Его основная характеристика — прочность и устойчивость, что способствует усиленному применению. Во многих конструкциях требуется соединение деталей в форме швеллера. Наилучшим вариантом для этого служит сварка.
Методы стыковки и способы их сварки
Существуют различные варианты, при которых осуществляется стыковка швеллеров. Осуществление выбора происходит в зависимости от требований к монтажу металлических изделий и условий, при которых он производится. Также следует выбрать оптимальный метод для стыковки швеллеров сваркой.
Осуществление выбора происходит в зависимости от требований к монтажу металлических изделий и условий, при которых он производится. Также следует выбрать оптимальный метод для стыковки швеллеров сваркой.
Наибольшее применение находит электродуговая сварка. Этот способ является нетрудным и давно апробированным. При использовании электродуговой сварки становится возможным монтаж деталей в местах, являющихся труднодоступными.
Газовая сварка такого широкого применения не находит вследствие того, что происходит нагрев большой площади, расположенной около шва. Однако, ее можно применить для подготовительных и вспомогательных операций, например, для кромок.
Сварка встык
Сварка встык швеллеров применяется при отсутствии повышенных требований к результату.
Процесс выполняется с каждой из сторон. Для того, чтобы осуществить сварку методом встык, детали устанавливают в горизонтальной плоскости таким образом, чтобы зазор между ними составлял не более трех миллиметров. Использует центратор — устройство, используемое для точного совмещения деталей, и временные прихватки — для надежной фиксации соединения. Направление движения при сварке швеллеров встык — от середины стенок к краям.
Использует центратор — устройство, используемое для точного совмещения деталей, и временные прихватки — для надежной фиксации соединения. Направление движения при сварке швеллеров встык — от середины стенок к краям.
Если шов делают только с одной стороны, то обязательной операцией при этом является подварка корня. Для надежности соединение усиливается накладками.
Сварка с накладками
Сварка швеллеров между собой с использованием накладок позволяет получить монолитное соединение, обладающее очень высокой прочностью.
Перед началом процесса детали можно располагать с зазором до десяти миллиметров между собой. Накладку помещают с той стороны, где будет находиться шов. К наладке предъявляются специфичные требования: ее длина должна не менее, чем в пять раз превышать ширину профиля, а толщина не может быть меньше, чем у стенки швеллера.
Приваривание насадки делают с каждой из ее сторон, обеспечивая ее надежную фиксацию.
Соединение внутрь
Этот метод применяется для того, чтобы получить усиленный сварной швеллер.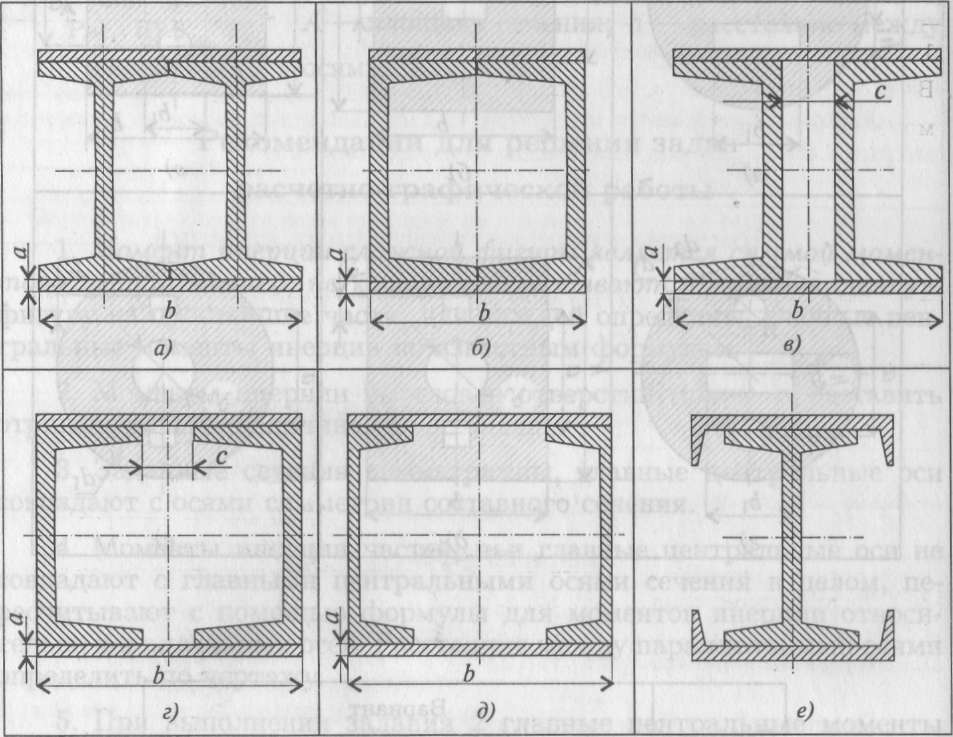 При таком способе происходит сваривание швеллеров таким образом, чтобы получилась своеобразная коробочка.
При таком способе происходит сваривание швеллеров таким образом, чтобы получилась своеобразная коробочка.
Соединение выполняют без зазора или при его небольшом значении. Установленные горизонтально швеллеры соединяют между собой струбцинами. Направление движения сварки — от середины соединения к каждому из его концов.
Смещенное соединение
Сварка швеллеров, имеющих разный размер, производится методом их смещенного соединения. Для осуществления такого соединения придется прибегнуть к помощи нескольких сварщиков.
Начинать сварку необходимо с тех мест, где швеллеры имеют наиболее большой поперечный размер стенок. Если осуществляется сварка встык, то можно применять обычную схему действий. Соединения угловым способом осуществляются двумя рабочими, которые ведут сварочный процесс к середине от краев.
Если свариваются швеллеры из низкоуглеродистой стали, то продольные стыки нельзя доваривать до края на расстояние, соответствующее ширине профиля, а если из легированной, то этот размер увеличивают в два раза.
Интересное видео
Полусварные | Альфа Лаваль
Полусварной | Альфа Лаваль
Поболтай с нами,
на базе LiveChat
Дом
Типы
Полусварной
Применение и преимущества промышленных полусварных РПТО
Промышленные полусварные разборные пластинчатые теплообменники используются, когда прокладки не подходят в качестве одной из технологических сред. Полусварные РПТО также могут выдерживать более высокое расчетное давление по сравнению с полностью разборными пластинчато-рамными теплообменниками.
В полусварном теплообменнике хладагент течет по сварным лазером герметичным пластинчатым каналам, а в противоположном канале жидкий рассол течет по каналам с прокладками.
Применения
Полусварные РПТО используются в холодильной технике:
- Испарители
- Конденсаторы
- Пароохладители
- Каскадные обязанности
- Экономайзеры/переохладители
Преимущества
- Легко модифицируемая площадь теплопередачи для изменения производительности, хладагенты
- Конденсатор/пароохладитель или конденсатор/маслоохладитель в одном блоке
- Доступна специальная версия высокого давления для каскадных режимов CO2
- Специальный уравнительный барабан для затопленных испарителей Nh4
- Может быть оптимизирован с воздушными жидкостными охладителями в системах непрямого охлаждения
Принцип работы
Зона теплопередачи разборного пластинчато-рамного теплообменника состоит из ряда гофрированных пластин, установленных между рамой и прижимными пластинами, которые сохраняют расчетное давление. Для достижения наилучших тепловых характеристик и обеспечения очень близкого температурного приближения жидкости обычно проходят через теплообменник в противотоке.
Для достижения наилучших тепловых характеристик и обеспечения очень близкого температурного приближения жидкости обычно проходят через теплообменник в противотоке.
Уплотнение между пластинами на промышленной полусварочной линии чередуется между лазерной сваркой и прокладками. Канал, сваренный лазером, позволяет использовать жидкости, не совместимые с обычными прокладками, а также допускает более высокое расчетное давление, чем пластинчато-рамные теплообменники с полным уплотнением. Кроме того, уплотнительная система Альфа Лаваль RefTight™ гарантирует одинаковую силу уплотнения по всей прокладке иллюминатора.
Промышленная полусварная линия доступна с различной глубиной прессования и углами шевронного рисунка и различными формами гофра, которые тщательно разработаны и подобраны для достижения оптимальной производительности. CurveFlow™ и область распределения шоколадного узора — это две доступные конструктивные особенности, которые обеспечивают равномерное распределение жидкости по всей пластине. В результате вся поверхность теплопередачи используется полностью, а застойные зоны, которые могут привести к загрязнению, избегаются.
В результате вся поверхность теплопередачи используется полностью, а застойные зоны, которые могут привести к загрязнению, избегаются.
Высокая турбулентность потока между пластинами приводит к увеличению теплопередачи; однако последствием является падение давления. Наши инженеры по тепловому проектированию помогут вам спроектировать и выбрать модель и конфигурацию, которые подходят для ваших потребностей, обеспечивая при этом максимальную тепловую производительность и минимизируя падение давления.
Конфигурации
Промышленная полусварочная линия может быть сконфигурирована различными способами. На анимации показана однопроходная конфигурация полностью разборного пластинчато-рамного теплообменника. Принцип потока полусварного теплообменника такой же. Отличие в том, что каждый второй канал герметизируется не прокладкой, а лазерной сваркой. Возможна также многопроходная обработка с 2 и более проходами с каждой стороны.
Важные характеристики
Важно понимать, что все разборные пластинчатые теплообменники не одинаковы. Выделенные ниже функции являются важными компонентами, которые следует искать в РПТО, и в сочетании эти функции обеспечивают значительные преимущества, такие как снижение общей стоимости владения, более высокая эффективность и повышенная безопасность персонала.
Уплотнительная система RefTight
Что это?
Уплотнительный шов расположен отдельно — вне кольцевой прокладки, что обеспечивает равное усилие уплотнения по всей прокладке отверстия, гарантируя более высокую производительность через сварной канал.
Риски с другими конструкциями
Герметизирующий сварной шов обычно располагается внутри канавки кольцевой прокладки. Это в сочетании с неровной канавкой портового отверстия может привести к напряжению материала прокладки и, в конечном итоге, к ее выходу из строя.
Это в сочетании с неровной канавкой портового отверстия может привести к напряжению материала прокладки и, в конечном итоге, к ее выходу из строя.
Распределительная система — CurveFlow
Что это?
Одной из наиболее важных особенностей пластинчатого теплообменника является то, что площадь распределения обеспечивает полное использование площади теплопередачи и сводит к минимуму загрязнение.
Риски, связанные с другими конструкциями
Неэффективная зона распределения с неравномерным потоком приводит к неравномерному распределению и образованию отложений.
Прокладка ClipGrip
Что это?
Бесклеевая прокладка с превосходным выравниванием, обеспечивающая идеальное уплотнение и простое обслуживание. Крепление к пластине улучшено за счет наличия пяти точек крепления.
Риски с другими конструкциями
Прочие конструкции прокладок, например защелкивающиеся прокладки, имеют только одну точку крепления к пластине. Если эта точка утеряна, функция крепления прокладки отсутствует.
Если эта точка утеряна, функция крепления прокладки отсутствует.
Щелкните здесь для просмотра полного списка важных функций
Загрузки
Технические брошюры
Модель M10-BW
Модель M10 W
Модель MK15- BW
Модель MK15 W
Модель TK20
Модель T20 Вт
Модель MA30
Модель MA30-S
Модель MA30 W
Обслуживание теплообменников
Пластинчатые теплообменники играют важную роль в большинстве областей применения. Если они работают плохо, они могут привести к снижению качества продукции, снижению безопасности и увеличению затрат на электроэнергию. И если они выходят из строя, они могут привести к дорогостоящим простоям и крупным производственным потерям. Поэтому важно выполнять техническое обслуживание, и важно делать это правильно.
Щелкните здесь, чтобы узнать больше
Свяжитесь с нами для получения дополнительной информации.

style=полностью сварной — Вертикальный швеллерный приварной дышло для А-образных рам прицепа
Приварной вертикальный швеллерный дышло прицепа — точечная сварка
Приварной вертикальный швеллерный дышло для прицепа (показан с компонентами и в сборе) SH- 410-C
Переходник с вертикальным каналом для приварки дышла для А-образных рам прицепа — полностью сварной — вид сверху
Приварной язычковый переходник с вертикальным каналом для А-образной рамы прицепа — только компоненты SH-410-C
Адаптер с вертикальным каналом приварным к дышлом для А-образной рамы прицепа — точечная сварка — вид сбоку
9 0080 Вертикальный канал Адаптер приварного дышла для А-образных рам прицепа — точечная сварка — вид сверху
Приварное дышло прицепа с вертикальным каналом — точечная сварка
Приварное дышло прицепа с вертикальным каналом — полностью приваренное
Шпунтовая соединительная муфта Shocker Air Trailer — вертикальный швеллер
Shocker Air Trailer Шпунтовая муфта — вертикальный швеллер
Приварные компоненты вертикального швеллера
Аналогичные продукты
Описание
Гарантия
Вопросы и ответы (9)
Отзывы (10)
Часть №
Описание продукта
- Приварной переходник с вертикальным каналом для прицепа для А-образной рамы прицепа
- Преобразуйте раму вашего прицепа в ту, которая принимает сцепки с вертикальным каналом
- Оснащен 6 регулировочными отверстиями – Фактический вертикальный канал составляет 3-1/2″ x 11-3/4″ с 2″ по центральному образцу болтов
- Преобразует типичный 50-градусный язычок прицепа в вертикальный канал
- Внешняя передняя часть имеет ширину 4 дюйма, внешняя задняя часть имеет ширину 11 дюймов.
 Размер спереди назад составляет 7-1/2″.
Размер спереди назад составляет 7-1/2″. - Для установки требуется сварка
- Номинальный вес: Если вы используете 2 болта для крепления сцепки, то это 14 000 фунтов, если вы используете 4 болта, то 20 000 фунтов, что также предполагает, что этот комплект правильно приварен к прицепу, а используемая сцепка может выдержать соответствующие грузоподъемности.
Работает с креплением дышла прицепа Shocker с вертикальными каналами: крепление дышла прицепа для амортизаторной муфты и крепление дышла прицепа для амортизатора
Переходник для крепления дышла прицепа на вертикальном канале для вашего прицепа. язычок для соединения с вертикальным канальным соединителем. Этот сварной шов на вертикальном креплении канала имеет 6 регулировочных отверстий. Схема с шестью отверстиями для болтов прекрасно работает с типичными сцепными устройствами для прицепов с вертикальным каналом. Доступны полностью сварные, точечной сварки или только компоненты. Идеально подходит для модификации трейлера или создания собственного трейлера. Внешняя передняя часть имеет ширину 4 дюйма, внешняя задняя часть имеет ширину 11 дюймов. Размер спереди назад составляет 7-1/2″.
Идеально подходит для модификации трейлера или создания собственного трейлера. Внешняя передняя часть имеет ширину 4 дюйма, внешняя задняя часть имеет ширину 11 дюймов. Размер спереди назад составляет 7-1/2″.
Номинальный вес: если вы используете 2 болта для крепления сцепного устройства прицепа, то это 14 000 фунтов, если вы используете 4 болта, то 20 000 фунтов, что также предполагает, что этот комплект правильно приварен к прицепу, а используемое вами сцепное устройство может выдержать соответствующие грузоподъемности.
Для жителей Калифорнии: Опора 65 Предупреждение
Гарантия
На этот продукт распространяется гарантия производителя Shocker Hitch и гарантия Shocker Hitch .
Вопросы и ответы клиентов
0 голосов
К
Если я просверлю свои собственные отверстия в соединителе, смогу ли я использовать его в качестве болтового крепления для моей алюминиевой рамы Stealt. ..
..Подробнее
На этот вопрос пока нет ответов.
0 голосов
В
Предлагаете ли вы услуги по установке в вашем регионе?А
К сожалению, в настоящее время мы не предлагаем услуги по установке в нашем магазине. Однако, если вы обратитесь к одному из местных дилеров прицепов, они могут помочь вам установить его. Вот ссылка на наш дилерский локатор https://shockerhitch.com/dealers/
0 голосов
К
Полностью сварная версия монтируется только одним способом или ее можно установить любым способом?А
В некоторых случаях вертикальный монтажный канал может быть установлен в перевернутом виде. У нас также есть прихваточная версия, которую можно использовать, чтобы установить ее на ваш прицеп, а затем приварить.
0 голосов
В
Привет, можно ли заказать без отверстий для домкрата, только сплошную верхнюю пластину? Спасибо!А
Привет, Крис, к сожалению, в адаптере уже есть отверстия для домкрата.

0 голосов
К
Какой диаметр отверстия для домкрата?А
Приварной адаптер с вертикальным каналом имеет отверстие и три болта, что является стандартным для большинства домкратов с центральным креплением для кемперов.
Диаметр отверстия составляет 2 3/8 дюйма.0 голосов
К
Каков максимальный вес язычка при использовании 2 5/16 ball air rideA
При использовании сцепного устройства с дышлом Shockerhitch этого должно хватить как минимум на 2000 фунтов, поскольку шокерное сцепное устройство с креплением на язычок рассчитано.
0 голосов
К
Каков максимальный вес язычка при использовании 2 5/16 ball air rideА
При использовании сцепного устройства Shockerhitch с креплением на дышло, при использовании двух болтов и двух болтов общая масса прицепа составляет 1400 фунтов, а при использовании 4 болтов для крепления общая масса составляет 2000 фунтов.

0 голосов
К
Ограничение по весу или максимальные ограничения на этот предмет??А
Если вы используете 2 болта, то 14 000 фунтов, если используете 4 болта, то 20 000 фунтов, что также предполагает, что этот комплект правильно приварен к прицепу. Вы также захотите использовать муфту, рассчитанную на эту мощность.
0 голосов
К
Каковы рекомендации по максимальной грузоподъемности для этого предмета? Я заказываю деталь перед сваркой……Подробнее
А
Если вы используете 2 болта, то 14 000 фунтов, если используете 4 болта, то 20 000 фунтов, что также предполагает, что этот комплект правильно приварен к прицепу.
Если я просверлю свои собственные отверстия в соединителе, смогу ли я использовать его в качестве болтового крепления для моего закрытого прицепа-невидимки с алюминиевой рамой?
Предлагаете ли вы услуги по установке в вашем регионе?
Полностью сварная версия монтируется только одним способом или ее можно установить любым способом?
Привет, можно ли заказать без отверстий для домкрата, только сплошную верхнюю пластину? Спасибо!
Какой диаметр отверстия для домкрата?
Каков максимальный вес языка при использовании этого с 2 5/16 Ball Air Ride?
Каков максимальный вес языка при использовании этого с 2 5/16 Ball Air Ride?
Ограничение по весу или максимальные ограничения на этот предмет??
Каковы рекомендации по максимальной грузоподъемности для этого предмета? Я заказываю изделие в предварительно сваренном виде, и мне требуется точечная сварка для соединения с рамой прицепа. Спасибо
Вам также может понравиться…
- Дополнительная скидка 7% на
Shocker Air Trailer Mount Connection 20 000 фунтов для шара 2-5/16″
От: 613,79 долл.

