Сварочная проволока марки назначение: Назначение сварочной проволоки
Содержание
Сварочная проволока, проволока св08г2с
| Главная »
Сварочная проволока |
<< ПЕРЕЙТИ К ВЫБОРУ СВАРОЧНОЙ ПРОВОЛОКИ >>
Процесс сварки металлов известен человечеству еще с конца 19 века. Тогда появился старейший способ сварки, который многие из нас использовали собственноручно в гараже или на даче – дуговая сварка неплавящимся электродом.
В 20 веке для сварки активно использовались прутки присадочного металла. Швы, полученные с использованием прутка металла были более прочными на изгиб, удар и растяжение. В последствии при развитии технологии сжатия и сжижения газов, стали более дешевыми баллоны с газом и появилась возможность увеличить скорость и качество сварки. Защитные и инертные газы стали использоваться на самых крупных заводах, цехах, стройках. Газ из баллонов защищал сварочную ванну от образования пузырьков кислорода, от попадания твердых частиц.
Одновременное использование присадочных металлических прутков и защитных газов позволили формировать в металле сварочного шва практически идеальную кристаллическую решетку.
Но для сварки по такой технологии уже не хватало рук одного сварщика – требовалось держать электрод, пруток и шланг от баллона с газом. Потребовалось новое техническое решение. Решением этого казуса стало изобретение технологии полуавтоматической сварки и сварочной проволоки.
Полуавтоматическая сварка – процесс соединения плавлением 2 металлических поверхностей с использованием плавящегося электрода в среде защитных газов. Данный тип процесса получил название MIG/MAG сварка. Для такого процесса используются специальные машины – сварочные полуавтоматы. Вместо присадочного прутка стали использовать электродную сварочную проволоку. Сварочная проволока позволяет использовать крупные мотки проволоки общей длинной в десятки километров, что позволяет свести к минимуму время, на которое сварщик отвлекается меняя прутки или электроды. Так же сварочная проволока – единственный электрод, используемый в стандартный сварочных автоматах и роботах.
Так же сварочная проволока – единственный электрод, используемый в стандартный сварочных автоматах и роботах.
Сварочные полуавтоматы представляют из себя машину, подающую в зону сварки электродную проволоку и защитный газ. Вместо электрода используется сварочная проволока – сварочная дуга идет от нее.
К концу 20 века полуавтоматическая сварка полностью вытеснила ручную сварку. Использование сварочной проволоки и автоматическая ее подача существенно повышали производительность и качество сварочного процесса.
Сегодня разработано несколько типов сварочной проволоки для различных сварочных процессов, для разных типов строительства и производства.
Основные типы проволоки:
Стальная омедненная
Порошковая проволока
Самозащитная проволока
Алюминиевая проволока
Стальная омедненная сварочная проволока – наиболее универсальная электродная проволока. Используется для сварки низколегированных стальных соединений толщиной от 0,8мм.
Таким образом, применение сплошной стальной омедненной проволоки возможно практически в любом предприятии машиностроительной или строительной отрасли.
Один из лучших типов стальной омедненной сварочной проволоки – проволока марки СВ-08Г2С. Она одинаково хорошо подходит как для ремонта кузова или рамы автомобиля, так и для сварки металлоконструкций зданий, стальных опор и высоконагруженных соединений.
Порошковая сварочная проволока
Стальная проволока с полостью внутри, которая заполняется порошковым материалом. В зависимости от назначения и применения закладывается различный химсостав. Порошковые сварочные проволоки различаются по назначению:
— порошковые проволоки для подводной сварки
— порошковые проволоки для вертикальной сварки
— порошковые проволоки для горизонтальной сварки
— порошковые проволоки для низкотемпературной сварки и др.
Самозащитная проволока
Обладает химическим составом, устойчивым от коррозии и в процессе сварочных работ защищает сварочную ванну от образования пузырьков газа. Помимо этого самозащитная проволока позволяет выполнять сварку без использования защитного газа. В некоторых производствах сварка с использованием самозащитной проволоки — единственный доступный и экономически оправданный тип сварки.
В некоторых производствах сварка с использованием самозащитной проволоки — единственный доступный и экономически оправданный тип сварки.
Алюминиевая проволока.
Используется для сварки изделий из алюминия. В силу химических и физических характеристик алюминия, в частности – его высокой электро и теплопроводности, сварочная алюминиевая проволока – единственный материал, который можно использовать для сварки. Проволока формирует ровный, прочный и аккуратный сварочный шов, с высокими показателями прочности на удар, растяжение и скручивание.
Сварочная проволока представленная на нашем сайте производится по нашей собственной технологии на металлопрокатном заводе, с проверкой свойств проволоки каждые 250 метров. Наша сварочная проволока имеет следующие сертификаты подтверждения качества и соответствия:
— Сертификатом соответствия выданным системой сертификации Госстандарта России (он же ГОСТ Р)
— Свидетельством Национальной Аттестации Качества Сварки (он же НАКС),
— Сертификатом завода-изготовителя, ISO 9001:2008 (международный стандарт)
Сварочная проволока МИК
| ||||||||||||||||||||
 Стальная сварочная проволока изготавливается по ГОСТ 2246-70 или в соответствии с зарубежными аналогами из специальных марок стали преимущественно СВ-04Х19Н9, СВ-06Х19Н9Т или их аналогов. Сварочная проволока не отличается высокой точностью производства, однако все допуски должны иметь только отрицательные значения. Такие требования обусловлены особенностями применения проволоки. Овальность такой проволоки, как и проволоки общего назначения, не должна превышать 1/2 предельного допуска по диаметру.
Стальная сварочная проволока изготавливается по ГОСТ 2246-70 или в соответствии с зарубежными аналогами из специальных марок стали преимущественно СВ-04Х19Н9, СВ-06Х19Н9Т или их аналогов. Сварочная проволока не отличается высокой точностью производства, однако все допуски должны иметь только отрицательные значения. Такие требования обусловлены особенностями применения проволоки. Овальность такой проволоки, как и проволоки общего назначения, не должна превышать 1/2 предельного допуска по диаметру. Упаковка проволоки производится в мотки. Мотки допускается увязывать в бунты. Мотки или бухты должны быть упакованы в пленку или бумагу и помещены в тару, защищающую от механических повреждений.
Упаковка проволоки производится в мотки. Мотки допускается увязывать в бунты. Мотки или бухты должны быть упакованы в пленку или бумагу и помещены в тару, защищающую от механических повреждений.
Направляющая сварочного кабеля
Что такое сварочный кабель? Кабель сварочный предназначен для использования в аппаратах электродуговой сварки для питания электрода, металлического стержня специальной конструкции, проводящего заряд. Сварочный кабель чрезвычайно прочный и гибкий . Дуговая сварка требует, чтобы человек перемещал электрод по цеху и вдоль свариваемых стыков, поэтому очень важно иметь гибкий сварочный кабель, обеспечивающий легкость перемещения. Большое количество жил и резиновая изоляция повышают гибкость кабеля. Прочный кабель важен в промышленных условиях, где истирание, порезы, ожоги от искр, а также воздействие масла и воды могут быстро привести к износу более слабого кабеля. Сварочный кабель TEMCo представляет собой очень гибкий многожильный провод № 30 из неизолированной меди с изоляцией из высококачественного черного EPDM. Бумажный сепаратор используется для улучшения стираемости. Максимальная рабочая температура проводника составляет 105°С в цепях напряжением не более 600 вольт. Минимальная рабочая температура -50°C. | Индекс Размеры и области применения |
 Заряд, переносимый электродом, необходим для создания электрической дуги, источника тепла, между электродом и свариваемыми металлами.
Заряд, переносимый электродом, необходим для создания электрической дуги, источника тепла, между электродом и свариваемыми металлами. Посмотрите наше руководство ниже, чтобы узнать больше о размерах сварочных кабелей и их применении. Наша полная линейка продуктов также доступна ниже.
Посмотрите наше руководство ниже, чтобы узнать больше о размерах сварочных кабелей и их применении. Наша полная линейка продуктов также доступна ниже.Размеры и области применения
Это руководство предназначено для информирования и поддержки при правильном выборе и использовании сварочного кабеля. Мы всегда рекомендуем вам проконсультироваться с лицензированным и компетентным электриком, который поможет вам с размерами и выбором деталей для вашего конкретного применения.
Размер
Для сварочных работ необходимо учитывать следующие характеристики:
Допустимая нагрузка: Допустимая нагрузка относится к максимальному току, который ваш кабель может безопасно выдержать. Для получения дополнительной информации см. раздел о допустимой нагрузке сварочного кабеля.
Длина: Кабель должен быть достаточно длинным, чтобы достать до каждого угла пространства, в котором вы будете выполнять сварку. Вам необходимо помнить, что (1) один кабель подключается от сварочного аппарата к электроду и (2) другой кабель будет подключаться от сварочного аппарата к свариваемой детали (также известному как рабочий зажим или заземляющий провод).
Калибр: Чем длиннее и тоньше сварочный кабель, тем меньше допустимая нагрузка, поэтому, если вам нужен длинный кабель, вы можете выбрать более толстый кабель, чтобы компенсировать длину и предотвратить повреждение вашего аппарата.
Изоляция: Изоляция сварочного кабеля обычно изготавливается из неопрена, EPDM или ПВХ. И неопреновые, и EPDM-куртки гибкие, устойчивые к неблагоприятным погодным условиям, истиранию, влаге и воде. Однако они плохо подходят для воздействия газа или другой жидкости на нефтяной основе. ПВХ менее гибкий, но обладает высокой устойчивостью к порезам и разрывам.
Гибкость: Чем больше количество жил, тем гибче кабель.
Цвет: Возможно, вам понадобятся дополнительные цвета изоляции, чтобы различать разные кабели.
| Манометр | Максимальный ток | Номинальный внешний диаметр (дюймы) | Диаметр проводника (дюймы) | Скрутка проводника |
| 6 AWG | 115 | 0,303 | 0,2 | 260/30 |
| 4 AWG | 150 | 0,331 | 0,228 | 364/30 |
| 2 AWG | 205 | 0,413 | 0,3 | 624/30 |
| 1 AWG | 240 | 0,481 | 0,343 | 767/30 |
| 1/0 | 285 | 0,526 | 0,373 | 975/30 |
| 2/0 | 325 | 0,564 | 0,426 | 1196/30 |
| 3/0 | 380 | 0,621 | 0,465 | 1547/30 |
| 4/0 | 440 | 0,686 | 0,56 | 1950/30 |
Применение
Дуговая сварка: Для сварки требуются два кабеля: один соединяет аппарат с электродом, а другой соединяет аппарат со свариваемой деталью, и эти два кабеля образуют полная схема.
Другое применение: Сварочные кабели прочны и гибки и являются популярным выбором для кабелей развлекательного или сценического освещения, систем освещения и звука, а также фургонов связи. Они также могут использоваться в качестве аккумуляторных кабелей для автомобилей, инверторных кабелей и в качестве более экономичной альтернативы подвесным (или наматываемым) кабелям на подъемниках и кранах.
Это учебное пособие по портативному сварочному аппарату является прекрасным примером того, как вы можете использовать сварочный кабель TEMCo для своих личных проектов. В этом конкретном проекте используется сварочный кабель 1/0 длиной 50 футов для создания соединительного кабеля от аккумуляторов/автомобиля к сварочному аппарату.
Сила тока
Сила тока или сила тока — это максимальное количество электрического тока, которое может безопасно проводить сварочный кабель. Различные сварочные кабели, работающие при одном и том же напряжении, будут иметь разные номинальные значения силы тока в зависимости от нескольких факторов, в том числе: длины кабеля, размера провода (калибра), номинальной температуры изоляции и типа машины, к которой подключены кабели.
Что влияет на допустимую нагрузку сварочного кабеля?
Электрическое сопротивление (в омах) и номинальная температура изоляции: Чем больше ампер проходит через кабель, тем горячее он становится. Чем выше номинальное сопротивление сварочного кабеля, тем меньше ампер вы можете безопасно использовать, не перегревая его. Перегрузка сварочного кабеля приведет к его перегреву, что приведет к повреждению изоляции.
Размер и длина кабеля: Номинальная сила тока уменьшается по мере того, как кабель становится длиннее и тоньше.
Температура окружающей среды: Электрическое сопротивление увеличивается при более высоких температурах. Температура окружающей среды влияет на способность кабеля рассеивать тепло. Несколько кабелей, расположенных слишком близко друг к другу или поверх друг друга, рассеивают меньше тепла.
Таблица размеров AWG
Размер сварочного кабеля измеряется по стандарту American Wire Gauge (AWG). Размеры AWG будут иметь три номера, например, «2 AWG 625/30». Это означает, что сварочный кабель имеет общую площадь поперечного сечения 2 AWG и состоит из 625 жил проволоки 30 AWG.
Размеры AWG будут иметь три номера, например, «2 AWG 625/30». Это означает, что сварочный кабель имеет общую площадь поперечного сечения 2 AWG и состоит из 625 жил проволоки 30 AWG.
См. приведенную ниже справочную таблицу AWG, где указаны размеры и размеры сварочного кабеля.
| AWG | Диаметр (дюймы) | Диаметр (мм) | Круговой мил |
| 4/0 | 0,4600 | 11.6840 | 211593.92 |
| 3/0 | 0,4096 | 10.4038 | 167767.34 |
| 2/0 | 0,3648 | 9.2659 | 133075.22 |
| 1/0 | 0,3249 | 8.2525 | 105556.98 |
| 1 | 0,2893 | 7.3482 | 83692.09 |
| 2 | 0,2580 | 6.5532 | 66562.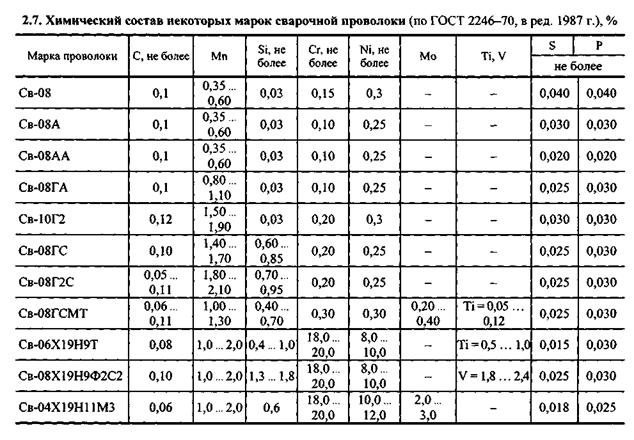 09 09 |
| 3 | 0,2290 | 5.8166 | 52439.49 |
| 4 | 0,2040 | 5.1816 | 41614.80 |
| 5 | 0,1820 | 4.6228 | 33123.05 |
| 6 | 0,1620 | 4.1154 | 26250.70 |
| 7 | 0,1443 | 3,6648 | 20817.56 |
| 8 | 0,1285 | 3,2639 | 16511.78 |
| 9 | 0,1144 | 2,9058 | 13086,98 |
| 10 | 0,1019 | 2,5883 | 10383.31 |
| 11 | 0,0907 | 2.3038 | 8226.25 |
| 12 | 0,0808 | 2.0523 | 6528.45 |
| 13 | 0,0720 | 1,8288 | 5183,85 |
| 14 | 0,0641 | 1. 6281 6281 | 4108.69 |
| 15 | 0,0571 | 1.4503 | 3260.32 |
| 16 | 0,0508 | 1.2903 | 2580,57 |
| 17 | 0,0453 | 1.1506 | 2052.03 |
| 18 | 0,0403 | 1.0236 | 1624.04 |
| 19 | 0,0359 | 0,9119 | 1288,77 |
| 20 | 0,0320 | 0,8128 | 1023,97 |
| 21 | 0,0285 | 0,7239 | 812.23 |
| 22 | 0,0253 | 0,6426 | 640.07 |
| 23 | 0,0226 | 0,5740 | 510,75 |
| 24 | 0,0201 | 0,5105 | 404.00 |
| 25 | 0,0179 | 0,4547 | 320.40 |
| 26 | 0,0159 | 0,4039 | 252,80 |
| 27 | 0,0142 | 0,3607 | 201,63 |
| 28 | 0,0126 | 0,3200 | 158,76 |
| 29 | 0,0113 | 0,2870 | 127,69 |
| 30 | 0,0100 | 0,2540 | 100. 00 00 |
| 31 | 0,0089 | 0,2261 | 79.21 |
| 32 | 0,0080 | 0,2032 | 64.00 |
| 33 | 0,0071 | 0,1803 | 50,41 |
| 34 | 0,0063 | 0,1600 | 39,69 |
| 35 | 0,0056 | 0,1422 | 31,36 |
| 36 | 0,0050 | 0,1270 | 25.00 |
| 37 | 0,0045 | 0,1143 | 20,25 |
| 38 | 0,0040 | 0,1016 | 16.00 |
| 39 | 0,0035 | 0,0889 | 12.25 |
| 40 | 0,0031 | 0,0787 | 9,61 |
Ассортимент продукции
Проводник: Полностью отожженный многожильный провод из неизолированной меди в соответствии с ASTM B-172 9002 5 Куртка: Высококачественный EPDM
Высокая гибкость
Устойчивость к порезам, разрывам, истиранию и влаге.
Для проводов контактной сварки вторичным напряжением и источников питания, не превышающих 600 вольт переменного тока.
6 AWG
Скрутка проводника: 259/0,01 дюйма
Номинальный внешний диаметр (дюймы): 0,32
Максимальный ток: 115 9001 1
4 AWG
Скрутка проводника: 364/0,01 дюйма
Номинальный наружный диаметр (дюймы): 0,348
Максимальный ток: 150
2 AWG
Скрутка проводника: 624/0,01 дюйма
Номинальный наружный диаметр (дюйм): 9000 8 0,42
Макс. ток: 205
1 AWG
Скрутка проводника: 780/0,01 дюйма
Номинальный наружный диаметр (дюймы): 0,503
Максимальный ток: 240
1/0
900 07 Скрутка проводника: 988/0,01 дюйма
Номинальная внешняя Диаметр (дюйм): 0,533
Максимальный ток: 285
2/0
Скрутка проводника: 1235/0,01 дюйма
Номинальный наружный диаметр (дюйм): 900 08 0,586
Максимальный ток: 325
3/0 AWG
Скрутка проводника: 1539/0,01 дюйма
Номинальный внешний диаметр (дюймы): 0,675
Максимальный ток: 380
4 AWG
Скрутка проводника: 364/0,01 дюйма
Номинальный внешний диаметр (дюймы): 0,348
Максимальный ток: 150
Выбор сварочных кабелей подходящего размера
Мне нужно заказать сварочный кабель для нашего магазина, но я не уверен, что мне нужен правильный размер. Я видел несколько справочных диаграмм, но хотел бы объяснить, как их использовать.
Я видел несколько справочных диаграмм, но хотел бы объяснить, как их использовать.
Сварочный кабель — это проводник сварочного тока. Он состоит из ряда тонких медных нитей, обернутых в непроводящую прочную оболочку (обычно из синтетического или натурального каучука разных цветов). Тонкие медные жилы придают сварочному кабелю большую гибкость, чем другие типы электрических проводников, а изоляционная оболочка предназначена для того, чтобы выдерживать повторяющиеся движения по шероховатым поверхностям. По мере увеличения уровня тока (измеряемого в силе тока или амперах) необходимо увеличивать диаметр сварочного кабеля и результирующую площадь поперечного сечения медной жилы. Концепция похожа на поток воды через шланг. Шланг большего диаметра необходим для того, чтобы нести больший объем воды. Вы используете меньший шланг для полива своего сада, в то время как пожарная часть использует гораздо больший шланг для тушения пожаров.
«Точность» сварочного кабеля, также известная как допустимая токовая нагрузка или номинальная сила тока, относится к максимальной величине электрического тока, которую кабель может безопасно проводить. Помимо площади поперечного сечения, другими факторами, влияющими на допустимую нагрузку сварочного кабеля, являются его длина, номинальное сопротивление (т. е. номинальное сопротивление), температурные характеристики изоляционного материала и температура окружающей среды. Более короткие кабели могут нести больший ток, чем более длинные кабели того же диаметра. Сварочный кабель часто рассчитан на температуру проводника 75°C (167°F), 90°C (194⁰F) или 105°C (221°F). В то время как медный провод сам по себе может выдерживать высокие температуры, создаваемые более высокими токами, прежде чем получить повреждение, защищающая их изоляция расплавится. Сварочные кабели также часто рассчитаны на температуру окружающей среды 30°C (86°F). Более высокие температуры окружающей среды могут снизить их способность рассеивать тепло в окружающую среду и, таким образом, уменьшить их мощность. Кроме того, несколько кабелей, плотно уложенных вместе, также могут иметь пониженную способность рассеивать тепло.
Помимо площади поперечного сечения, другими факторами, влияющими на допустимую нагрузку сварочного кабеля, являются его длина, номинальное сопротивление (т. е. номинальное сопротивление), температурные характеристики изоляционного материала и температура окружающей среды. Более короткие кабели могут нести больший ток, чем более длинные кабели того же диаметра. Сварочный кабель часто рассчитан на температуру проводника 75°C (167°F), 90°C (194⁰F) или 105°C (221°F). В то время как медный провод сам по себе может выдерживать высокие температуры, создаваемые более высокими токами, прежде чем получить повреждение, защищающая их изоляция расплавится. Сварочные кабели также часто рассчитаны на температуру окружающей среды 30°C (86°F). Более высокие температуры окружающей среды могут снизить их способность рассеивать тепло в окружающую среду и, таким образом, уменьшить их мощность. Кроме того, несколько кабелей, плотно уложенных вместе, также могут иметь пониженную способность рассеивать тепло. Несколько кабелей должны быть немного разведены в стороны.
Несколько кабелей должны быть немного разведены в стороны.
Обратите внимание, что, хотя медь является отличным проводником электричества, она все же обладает определенным сопротивлением потоку электронов через нее. Следовательно, в кабеле будет происходить некоторый резистивный нагрев. Сварочный кабель правильного размера может быть теплым на ощупь после продолжительной сварки. Однако, если диаметр кабеля слишком мал для уровня тока, протекающего через него, то кабель будет перегреваться. Это может привести к потенциальной опасности возгорания, а также к повреждению самого кабеля (и, в конечном счете, к обрыву и выходу кабеля из строя). Пробой изоляционной оболочки также может привести к поражению электрическим током. И наоборот, кабель, размер которого превышает допустимый для данного уровня силы тока, не проводит ток более эффективно, чем кабель надлежащего размера. Однако кабель большего диаметра обычно стоит дороже за фут или метр, чем кабель меньшего диаметра, из-за увеличенного количества медных жил. Таким образом, кабели большого сечения могут оказаться нерентабельными.
Таким образом, кабели большого сечения могут оказаться нерентабельными.
Электрический кабель обычно классифицируется по размеру AWG (American Wire Gauge), где кабель меньшего диаметра имеет больший номер. Рисунок 1. перечислены размеры AWG. Размер манометра (или манометра), превышающий единицу, равен нулю, также выражается как 1/0 (произносится как «один ауток»), два нуля, выражается как 2/0 (произносится как «два аута»), 3/0 и 4/0. Размеры кабеля от № 4 до № 4/0 обычно используются для сварочного кабеля.
Рис. 1: Примеры калибров проволоки
В метрической системе размер сварочного кабеля обычно выражается в квадратных миллиметрах (мм2), представляющих собой площадь поперечного сечения кабеля. На рис. 2 показано сравнение сварочных кабелей размеров AWG и метрических размеров.
Рис. 2. Сравнение размеров кабелей по стандарту AWG и метрических единиц
В метрической системе размер сварочного кабеля обычно выражается в квадратных миллиметрах (мм2), представляющих собой площадь поперечного сечения кабеля. На рис. 2 показано сравнение сварочных кабелей размеров AWG и метрических размеров.
На рис. 2 показано сравнение сварочных кабелей размеров AWG и метрических размеров.
Рис. 3: Пример сварочного контура
Теперь при выборе надлежащего размера кабеля для вашего сварочного оборудования лучше всего выбрать кабель, который может работать с максимальной мощностью сварочного аппарата. Для этого нужно определить три фактора. К ним относятся:
• Общая длина сварочного контура
• Номинальная мощность источника сварочного тока
• Рабочий цикл источника сварочного тока
Сварочный контур представляет собой общий путь, по которому проходит электричество. Он включает в себя источник питания, электродный кабель, электрододержатель (или горелку TIG, или устройство подачи проволоки и пистолет), электрическую дугу, рабочий кабель и рабочий зажим. На рис. 3 показана схема сварки. Для определения правильного размера сварочного кабеля необходимо сложить полные длины кабеля электрода и рабочего кабеля. Кабель электрода подключается либо к электрододержателю, либо к горелке TIG, либо к механизму подачи проволоки. Рабочий трос крепится к рабочему зажиму. Обратите внимание, что последние два элемента часто ошибочно называют «заземляющим кабелем» и «заземляющим зажимом». Однако это неправильная терминология, поскольку «заземляющий» провод применяется только к первичной стороне сварочной цепи (т. е. к входному кабелю питания).
Рабочий трос крепится к рабочему зажиму. Обратите внимание, что последние два элемента часто ошибочно называют «заземляющим кабелем» и «заземляющим зажимом». Однако это неправильная терминология, поскольку «заземляющий» провод применяется только к первичной стороне сварочной цепи (т. е. к входному кабелю питания).
Рис. 4: Однофазные и трехфазные источники питания
Обратите внимание, что полярность сварки не влияет на размер необходимого кабеля. Не имеет значения, в каком направлении протекает ток через сварочную цепь, будь то постоянный положительный ток (DC+), постоянный отрицательный ток (DC-) или переменный ток (AC). Полярность и направление тока влияют только на характеристики сварки и выбор электрода.
Номинальная выходная мощность источника питания — это просто максимальный уровень тока или силы тока, при котором машина предназначена для использования (обратите внимание, что некоторые источники питания могут производить более высокие токи, чем их номинальная мощность, в течение коротких периодов времени). Этот номинальный выходной уровень обычно указывается в названии машины. Примеры включают «Idealarc® 250» (номинальная мощность 250 А), Power Wave® S350 (номинальная мощность 350 А), Flextec™ 650 (номинальная мощность 650 А) и т. д.
Этот номинальный выходной уровень обычно указывается в названии машины. Примеры включают «Idealarc® 250» (номинальная мощность 250 А), Power Wave® S350 (номинальная мощность 350 А), Flextec™ 650 (номинальная мощность 650 А) и т. д.
Рабочий цикл — это номинальная мощность источника сварочного тока, выраженная в процентах (%). Это процент десятиминутного периода, в течение которого источник питания может работать при заданном уровне выходного тока, прежде чем превысит свой тепловой предел (т. е. обмотки станут слишком горячими) и отключится, если он имеет защиту от тепловой перегрузки. Как правило, по мере снижения уровня выходного сигнала рабочий цикл увеличивается (до 100 % или непрерывного выходного сигнала). И наоборот, по мере увеличения выходных уровней (до достижения максимальной выходной мощности) рабочий цикл уменьшается. Номинальные значения рабочего цикла указаны на паспортной табличке источника питания и/или в руководстве по эксплуатации. Рейтинг рабочего цикла источника сварочного тока обычно зависит от сварочных процессов, в которых он будет использоваться, его предполагаемого использования и от того, работает ли он от однофазного или трехфазного питания. На рис. 4 перечислены некоторые типичные различия между однофазными и трехфазными источниками питания, включая их типичные рабочие циклы.
На рис. 4 перечислены некоторые типичные различия между однофазными и трехфазными источниками питания, включая их типичные рабочие циклы.
Рис. 5: Выбор сварочного кабеля подходящего размера
На рис. 5 приведен пример таблицы для выбора подходящего размера сварочного кабеля. Другие таблицы можно получить у производителей кабелей и в справочниках по сварке. В качестве примера предположим, что у вас есть источник питания на 400 ампер с рабочим циклом 60%, и вам требуется общая общая длина электрода и рабочих кабелей 100 футов. Судя по таблице, правильный размер кабеля для выбора будет кабелем #2/0. Размеры кабелей увеличиваются для большей длины в первую очередь с целью минимизации падения кабеля. Для более высоких уровней тока часто рекомендуются два или более кабеля, которые должны быть подключены параллельно или вместе, чтобы разделить текущую нагрузку.
Рисунок 6: Примеры изношенного и поврежденного сварочного кабеля
Следует также отметить, что в дополнение к правильному выбору размера кабеля очень важно поддерживать сварочный кабель и кабельные соединения в хорошем состоянии.
