Сварочная проволока порошковая: Порошковая проволока для сварки: купить в каталоге самозащитной порошковой проволоки для сварочного полуавтомата, цены от производителя
Содержание
особенности использования и эффективность применения
Друзья! Давайте вместе поддержим Христианский портал!
Узнать подробнее
Содержание:
- Общие сведения
- Сердечник проволоки
- Эффективность применения
- Особенности использования
- Интересное видео
Порошковая сварочная проволока является удачным решением при использовании современных технологий. Порошковая проволока для сварки применяется в тех случаях, когда предстоит монтаж сложных конструкций непростой конфигурации. Большим преимуществом является возможность работать с ней на открытом пространстве, а также проводить сварку без применения газа в труднодоступных местах.
Общие сведения
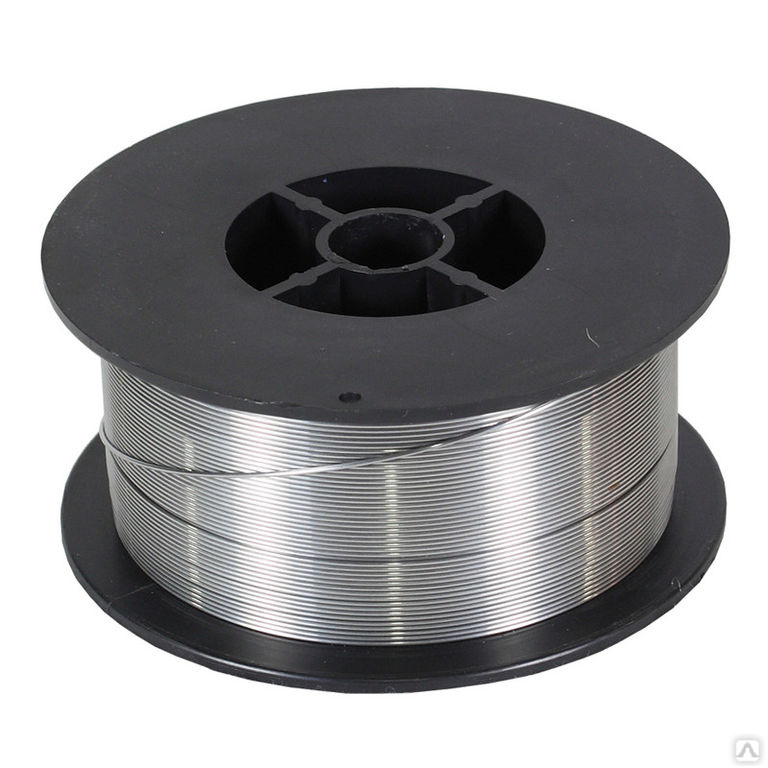
Порошковая проволока для сварки без газа внешне выглядит, как металлическая полая трубка. Внутри нее находится наполнитель, представляющий собой просто флюс или флюс, перемешанный с металлическим порошком. Под стальной оболочкой подразумевается холоднокатаная лента, изготовленная из мягкой стали, содержащей небольшое количество углерода. Размеры ленты выбираются в зависимости от того, какой диаметр должна иметь оболочка.
Внутри нее находится наполнитель, представляющий собой просто флюс или флюс, перемешанный с металлическим порошком. Под стальной оболочкой подразумевается холоднокатаная лента, изготовленная из мягкой стали, содержащей небольшое количество углерода. Размеры ленты выбираются в зависимости от того, какой диаметр должна иметь оболочка.
Такой тип проволоки находит применение при полуавтоматической сварке, во время которой не требуется защита с помощью газа. Самозащитная сварочная проволока может применяться без использования газового баллона, что служит несомненным преимуществом. Это обеспечивается нахождением внутри стальной оболочки флюса, который при начале плавления проволоки постепенно освобождается наружу и образует своеобразное облако, которое обладает такими же защитными свойствами, что и газ.
Внутри трубки содержатся мелкие фракции таких элементов, как железо, фосфор, хром. Это гарантирует такие обстоятельства:
- достижение подходящей температуры возле дуги и ванны и стабилизация ее;
- усиление перемешивания расплавленного металла;
- равномерное покрытие шва;
- отсутствие разбрызгивания металла;
- равномерность кипения расплавленного металла.
Также происходит увеличение скорости прохождения процесса. Имеется возможность осуществлять не только сварку, но и наплавку металлов. Порошковая проволока для полуавтоматической сварки находит широкое применение в автомобилестроении и ремонте различных металлических изделий. Особо следует отметить возможность потолочного вида сварочных работ.
Сердечник проволоки
Сердечник проволоки представляет собой комбинацию из различных элементов, минералов, ферросплавов. Их совокупность гарантирует получение соединений с заданными эксплуатационными свойствами. Все добавки, входящие в сердечник, разделяются на следующие виды:
- Раскисляющие. Входят активные компоненты.
- Стабилизирующие. Обеспечивают стабильность горения дуги.
- Газообразующие. Входят компоненты, помогающие образовывать газовое облако вокруг сварочной ванны.
- Легирующие. Содержат легирующие компоненты, придающие металлу нужные качества.
- Шлакообразующие.
- Специальные.
 Как правило — это железный порошок.
Как правило — это железный порошок.
Наиболее часто применяется порошковая самозащитная сварочная проволока, относящаяся к группе «специальные».
Эффективность применения
Проволока порошковая для дуговой сварки завоевала хорошую репутацию благодаря тому, что применяя ее, можно решить многочисленные проблемы и облегчить процессы сваривания и наплавки. С ее помощью такие работы можно осуществлять в полевых условиях и на производственных площадках, находящихся на открытом воздухе. Производительность процесса возрастает в несколько раз. Отсутствует необходимость бороться с последствиями разбрызгивания расплавленного металла.
Качество образуемого соединения является достойным. За счет того, что порошковая сварочная проволока для полуавтоматов обеспечивает хорошее проплавление металла, за один проход можно осуществлять такие соединения, как нахлесточные, угловые и стыковые. Она может использоваться, как для автоматической сварки, так и сварки полуавтоматом. Преимущественно используется для работы с углеродистыми сталями и низколегированными.
К достоинствам относится сопротивление появлению в шве шлаковых включений, а также образованию таких дефектов, как поры. Сварочные работы можно производить в различных положениях.
Особенности использования
Применение порошковой проволоки проводится приблизительно так же, как сварка обычными электродами с использованием флюса. Порошковую проволоку можно держать в руке и подавать ее самостоятельно в зону сварки. Также ее можно заправлять в полуавтомат, чтобы она двигалась с помощью подающего механизма оборудования.
При работе с этим видом расходного элемента рекомендуется устанавливать постоянный ток, а полярность выставлять обратного типа. При работе необходимо следить за длиной вылета порошковой проволоки. Он должен составлять 1,5-2 сантиметра.
Перед началом сварки требуется прогрев проволоки в течение длительного времени. Рекомендуется предварительно делать пробный шов и в зависимости от результатов корректировать устанавливаемый режим.
Интересное видео
Рубрика статьи
Назад
Вперёд
применение, характеристики, особенности, плюсы и минусы
Сварочная проволока – это важная часть любых работ, связанных с металлообработкой. Если речь идет о сварке полуавтоматом, тогда без этого аксессуара сварка невозможна.
Чтобы улучшить качество работ, есть несколько видов проволоки. Она нужна многих видов металла. Проволоку изготавливают из меди, алюминия или стали.
Порошковый значительно выделяется среди остальных. Возможно работать, не используя газ. При этом возможна металлообработка в разных локациях.
В нашей статье поговорим о том, какими могут быть провода на основе порошка. Пойдет речь о том, в чем преимущество работы с таким материалом при металлообработке.
Содержание статьиПоказать
- Общие данные
- Плюсы работы
- Минусы работы
- Как применять порошковую проволоку
- Подведём итоги
Общие данные
Порошковый кабель считается пустым тоннелем, который выпускают из металла. Внутри неё может быть флюс, который соединен с порошком из металла. С этим видом проводов можно работать, если речь идет о полуавтоматике без использования газа.
Если проволока изготовлена в странах СНГ, она нужна для определённой стали. Речь идет о прочном черном металле и низкоуглеродистой вариантах. Остальных видов меньше.
Кабель может иметь специфику работы, либо быть обыкновенным. Проволока – это примесная материя. С ними можно работать, когда есть металлообработка при любых мастерских видах сварки. Общие провода применяют на заводе и для повседневных целей.
Порошковая проволока работает так, что арка зажигается легко и горит стабильно. При этом кабели плавятся медленно и не происходит их разбрызгивания.
Отделение шлака происходит во внутренней части проволоки. Он легко отделяется, когда нужно очистить поверхность. Для этого важно снизить температуру детали. Соединение получится ровным, если у вас уже был опыт работы со сварочным инвертором.
Плюсы работы
В первую очередь нужно знать, что вы можете работать с полуавтоматом, не работая с газом. Баллон, работающий на газовой установке, не нужен. Проволока предназначена для металлообработки без газа.
Она содержит флюсы в своей внутренней части. Во время сгорания проволоки, он выходит во внешнюю часть аппарата. При этом появляется облако, которое имеет характеристики газовых соединений.
При этой технологии возможна металлообработка в любых локациях, даже в труднодоступных. Не стоит перевозить тяжёлые баллоны. Единственное, что нужно сделать – это заправить проволоку в аппарат и подать его самостоятельно в сварочную ванну.
Вторая рука вам нужна, чтобы направить горелку. Соединение будет видно. Вы сможете наблюдать, как оно формируется.
Вы сможете наблюдать, как оно формируется.
Самозащитные провода, предназначенные для металлообработки, применяют в промышленности в целях наплавки. Использование порошковых проводов помогает в получении металла с аналогичным составом деталей.
Нужно купить проволоку, которая состоит из флюса и порошка из металла. Проволока подбирается исходя из того, какой металл применяется при работе.
Минусы работы
Порошковая проволока имеет недостатки. Они могут быть как важными, так и второстепенными при металлообработке. Но всё же на них нужно обращать внимание.
Мастера отмечают хрупкость проволоки, которая предназначена для арочной металлообработки. Речь идет именно о порошковых видах. Если она заправится в механизм и при этом совершится большое усилие, то она может сломаться.
Еще одним минусом при работе считается ограниченность в размещении. Вы можете проводить металлообработку по вертикали или снизу.
Такое положение вещей объясняется относительным показателем размера ванны при металлообработке. В верхней части металла будет появляться шлак, который собирает свою негативную роль в этом деле.
В верхней части металла будет появляться шлак, который собирает свою негативную роль в этом деле.
Вертикальная металлообработка может быть затруднительной. Вопрос не решится даже тогда, если вы уменьшите показатели силы тока.
Это связано с диаметром порошковых проводов и их выпуском от 2,5 мм. Для того, чтобы такая проволока функционировала правильно, нужно применять высокие показатели тока. Кабель при этом будет расплавляться бесперебойно.
Мастера также говорят о том, что соединения получаются низкого качества. Порошковые кабели имеют пустоту внутри. Флюс невозможно поместить внутрь так, чтобы он пролегал к конструкции плотно.
При есть большие поры. Новички, не имеющие большого опыта в сварочном деле, сталкиваются со значительными трудностями.
Как применять порошковую проволоку
Если вы однажды работали с естественной сваркой при помощи электродов, то новый метод не принесёт для вас трудностей. Присадка из порошка похожа на обычную металлообработку при помощи электродов. При этом используется флюс.
При этом используется флюс.
Можно работать несколькими способами. Возможна самостоятельная подача проводов, а также удерживание их в руках. Другой вариант состоит в том, что вы помещаете провода в устройство и делаете процесс простым.
В 9 случаях из 10 при работе с порошковыми проводами необходимо использовать статический ток и противоположную полярность. Определенные модели кабеля предполагают использование активного тока.
Это происходит в редких случаях. Так случается, потому что постоянный ток создает прочные сварочные швы. При этом металл не разбрызгивается.
Нужно следить за тем, как вылетает кабель. Показатель должен быть от полутора до двух сантиметров. Точную цифру вы найдете в инструкции к аппарату.
Нужно помнить о том, что горелка должна соответствовать параметрам. Дыра на выходе должна быть большего диаметра, чем провод. Конец светоча должен быть медным или таким, который состоит из медного сплава.
Когда создается соединение, не делайте никаких резких перемещений горелкой. Всё должно происходить плавно и с использованием небольших колебаний. Помните о том, как должна разжигаться проволока.
Всё должно происходить плавно и с использованием небольших колебаний. Помните о том, как должна разжигаться проволока.
Перед тем, как проводить металлообработку, она подогревается в печи или с использованием горелки. Температура на выходе должна быть 250 градусов.
Примесный материал нагревается в течение 120 минут или более. Проволоку не стоит нагревать, если она состоит из органических элементов.
Подведём итоги
Провода, используемые для сварки при помощи полуавтомата, изготавливаются из металла, если речь идет о защитном газе. Они могут быть из флюса, который будет работать по аналогии с газом.
Использование таких проводов приведет к получению некачественных швов. Но иногда порошковые присадки незаменимы в работе.
Но иногда порошковые присадки незаменимы в работе.
Во многих случаях у мастера не получается перемещать габаритное устройство. Если металлообработка производится в трудной локации, тогда порошковые кабели будут незаменимыми.
Несмотря на то, что у этой проволоки есть плюсы и минусы в работе, иногда они не сравнимы с другими материалами. Если у вас был опыт работы с такой проволокой, тогда пишите об этом в комментариях. Желаем успехов в работе!
Порошковая сварочная проволока WESTWARD: углеродистая сталь, E71T-GS, 0,035 дюйма, 10 фунтов — 24D981|24D981
ЗАПАД
- Вещь #
24Д981 - производитель Модель #
24Д981
UNSPSC #
23171510
- Группа каталога №
К4623
- № страницы каталога
2415
2415
Страна происхождения
США.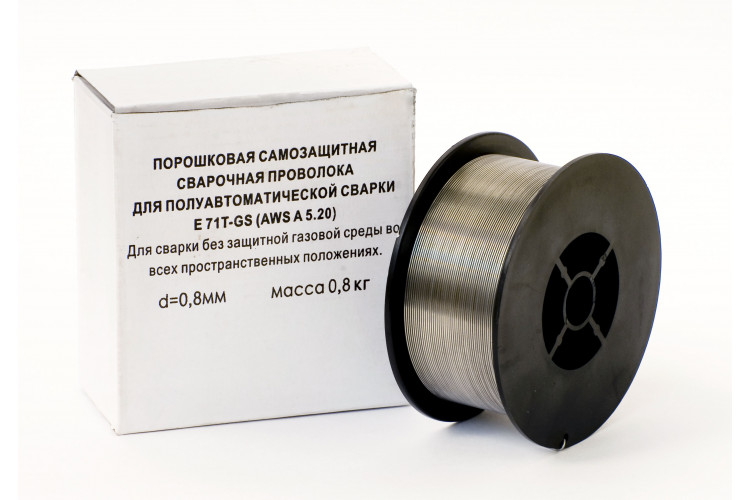
Страна происхождения может быть изменена.
Проволока для сварки MIG с флюсовой сердцевиной из низкоуглеродистой стали является самозащитной для сварки общего назначения. Рекомендуется для наружных площадок, где нельзя использовать газовую защиту. Прямая полярность постоянного тока.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
ЗАПАД
- Вещь #
24Д981 - производитель Модель #
24Д981
UNSPSC #
23171510
- Группа каталога №
К4623
- № страницы каталога
2415
2415
Страна происхождения
США.
Страна происхождения может быть изменена.
Проволока для сварки MIG с флюсовой сердцевиной из низкоуглеродистой стали является самозащитной для сварки общего назначения. Рекомендуется для наружных площадок, где нельзя использовать газовую защиту. Прямая полярность постоянного тока.
Flux Core и сварка MIG: в чем разница?
Существует несколько различных методов сварки, и многие люди могут спорить о том, какой из них лучше. Двумя наиболее часто используемыми типами сварки являются MIG и Flux Core. На самом деле, оба эти метода являются действительными, и у них обоих есть свои преимущества и недостатки. Если человек новичок в сварке, может быть трудно понять, какой метод ему следует начать изучать или какой из них будет более подходящим для него. Давайте рассмотрим различные факторы, которые могут помочь вам принять решение, начиная со сравнения этих двух методов.
Проволока, используемая при сварке с флюсовым сердечником и сварке MIG
Прежде всего, в обоих этих методах используется катушка с проволокой для подачи присадочного металла к сварному шву, но основное различие заключается в типе проволоки. Для сварки MIG используется сплошная проволока, тогда как сварочная проволока с флюсовым сердечником имеет трубчатую форму, а внутри трубки находится флюс, отсюда и название. Существует значение потока, в котором также возникает большая разница между этими двумя методами.
Для сварки MIG используется сплошная проволока, тогда как сварочная проволока с флюсовым сердечником имеет трубчатую форму, а внутри трубки находится флюс, отсюда и название. Существует значение потока, в котором также возникает большая разница между этими двумя методами.
Метод защиты воздуха
Во время сварки горячий металл не может контактировать с обычным воздухом, так как это может привести к плохому сварному шву. Для этого при сварке MIG используется защитный газ. Это означает, что к сварочному аппарату MIG будет подключен баллон с защитным газом, который будет подавать газ для защиты сварного шва. Существует несколько различных газов, которые можно использовать для сварки MIG: аргон, смесь аргона и двуокиси углерода, двуокись углерода или трехкомпонентная смесь, содержащая все три вышеуказанных газа. Tri-mix в основном используется для сварки нержавеющей стали.
Что касается флюсового сердечника, то здесь важен сердечник упомянутой выше проволоки. При использовании порошковой проволоки флюс в центре нагревается и выделяет газ, что обеспечивает защиту от наружного воздуха. Это означает, что для сварки не требуется отдельный баллон с газом, что часто делает этот метод сварки более популярным. Хотя существует также форма сварки с флюсовой сердцевиной, в которой используется так называемая флюсовая проволока с двойным экраном, для которой требуется баллон с газом.
При использовании порошковой проволоки флюс в центре нагревается и выделяет газ, что обеспечивает защиту от наружного воздуха. Это означает, что для сварки не требуется отдельный баллон с газом, что часто делает этот метод сварки более популярным. Хотя существует также форма сварки с флюсовой сердцевиной, в которой используется так называемая флюсовая проволока с двойным экраном, для которой требуется баллон с газом.
Прочность сварного шва
Сварщики до скончания веков будут спорить о том, что сварка под флюсом или сварка МИГ обеспечивает более прочный сварной шов. Правда в том, что в конечном итоге они очень похожи. В большинстве случаев оба метода обеспечат прочный сварной шов, который будет держать то, что нужно. Обе проволоки соответствуют стандартам Американского общества сварщиков, что означает, что они обеспечивают прочность на разрыв не менее 70 тысяч фунтов на квадратный дюйм. Конечно, это также зависит от правильной техники, опыта сварщика и от того, правильно ли выполнен сварной шов, чтобы обеспечить достаточную прочность.
