Сварочные электроды для инвертора как выбрать: Электроды для инверторной сварки:
Содержание
Какой сварочный инвертор выбрать?
Большинство домашних умельцев стремится приобрести сварочный аппарат в личное пользование. И все чаще выбор останавливается на инверторе – компактном оборудовании, привлекающим внимание современным дизайном. Чем же еще, кроме небольших размеров и массы, инвертор отличается от привычного сварочного трансформатора? По каким характеристикам он его опережает, а по каким – отстает? Для определения, что лучше выбрать, трансформатор или инвертор, и какими характеристиками должна обладать оптимальная модель, следует подробнее ознакомиться с различными типами сварочных аппаратов.
Особенности сварочного инвертора
Принцип действии сварочного трансформатора заключается в получении электрического тока от сети и снижении его до определенного значения. При этом сила тока повышается до величины, достаточной для образования электрической дуги между электродом и металлической поверхностью. Тепло от этой дуги и расплавляет металл. Процесс работы инвертора более сложный, в его основе лежит принцип двойного преобразования тока:
- выпрямление переменного тока, поступающего от сети и имеющего частоту колебаний 50 Гц;
- сглаживание помех, присутствующих в выпрямленном токе;
- трансформация полученного выпрямленного тока в переменный с высокой частотой колебаний;
- понижение напряжения высокочастотного тока, приводящее к повышению силы тока до величины 100-250 А, достаточной для ведения сварочных работ;
- выпрямление высокочастотного тока с целью получения требуемых характеристик на выходе.

Наличие электронных устройств в аппарате не только улучшает параметры сварочного тока, но и предоставляет ряд опций, которые отсутствуют в сварочном трансформаторе и значительно облегчают работу новичков. Среди них:
- «Горячий старт» («Hot Start»). Обеспечивает создание мощной пусковой дуги, благодаря автоматическому повышению силы тока при зажигании дуги.
- «Антизалипание» («Anti-Stick»). В момент прихватывания электрода автоматически прекращается поступление на него электрического тока. При разъединении электрода с металлической поверхностью нормальные сварочные режимы восстанавливаются автоматически.
- «Форсаж дуги». Эта функция имеется не во всех моделях. Состоит в автоусилении сварочной дуги при критическом приближении электрода к детали, что сводит к минимуму риск залипания.
Инверторы эффективны при сварке стали различных марок, в том числе нержавеющей, цветных металлов и сплавов, чугуна. Для работы можно применять электроды любого типа.
Как правильно выбрать хороший сварочный инвертор?
При покупке аппарата для дома нет смысла приобретать дорогое профессиональное оборудование, достаточно качественного прибора для бытового применения. Аппараты для РДС сейчас обозначаются аббревиатурой ММА (Manual Metal Arc).
При решении вопроса, какой сварочный инвертор лучше выбрать для использования дома или на даче, следует учитывать:
- Диапазон допустимых напряжений. Если вы собираетесь применять сварочник в местах, которым присущи скачки напряжения, то отдайте предпочтение устройствам, способным функционировать при отклонении напряжений от нормальной величины на 20-30%. Бытовая модель «Интерскол ИСА-160/7,1» способна работать даже при 150В и держать стабильную дугу при использовании электродов D 3 мм. Этот нетребовательный к условиям работы, компактный аппарат имеет наплечный ремень и может применяться для работ на высоте. При низком входном напряжении могут работать «ЗУБР ЗАС-190» и «Ресанта САИ-220», для которой характерно отсутствие деталей из полимеров.
 Но последняя модель вызывает нарекания из-за вероятности легкого сбоя настроек при переноске или прикосновении.
Но последняя модель вызывает нарекания из-за вероятности легкого сбоя настроек при переноске или прикосновении. - Номинальный сварочный ток. Это ток, при котором прибор работает без перегрева. Запас по данной величине должен составлять не менее 50%. Это позволяет производить сварочные мероприятия при значительном снижении напряжения и длине кабелей более 5 м. К тому же производители часто указывают завышенную величину.
- Продолжительность нагрузки. Указывает, какое время аппарат может работать без перерыва, какова продолжительность перерыва. Обозначается буквами ПВ – продолжительность включения.
- Наличие или отсутствие функций – форсажа дуги, антиприлипания и горячего старта.
- Диапазон регулирования сварочного тока. Для выполнения широкого перечня разнообразных работ рекомендуется выбрать инвертор с большим интервалом токов. Величина сварочного тока определяет, электроды какого диаметра можно использовать при работе с данным аппаратом. А от толщины электрода зависит допустимая толщина свариваемого металла.

Таблица величин сварочного тока (А) для электродов различных диаметров и типов
|
Вид покрытия
|
Диаметр электродов, мм
| |||||
|
1,5
|
2,0
|
2,5
|
3,2
|
4
|
5
| |
|
Рутиловое
|
30-60
|
50-80
|
60-110
|
90-140
|
140-200
|
190-250
|
|
Фторо-кальциевое
|
50-75
|
60-100
|
70-120
|
110-160
|
160-220
|
210-260
|
Таблица зависимости толщины свариваемого металла от диаметра электродов
|
Диаметр электродов, мм
|
1,5
|
2,0
|
2,5
|
3,2
|
4,0
|
5,0
|
|
Толщина металла, мм
|
1,5-2
|
1,5-3
|
1,5-5
|
2-12
|
4-20
|
От 10 мм
|
как правильно выбрать.
 Свариваемые металлы и выбор электродов
Свариваемые металлы и выбор электродов
Устройство электрода
Это металлический сердечник с особым покрытием (обмазкой). В процессе сварки сердечник плавится, а обмазка защищает шов от воздействия кислорода.
Технология квадратной волны: основы
Выбор правильного вольфрама становится все более важной проблемой с технологией инвертора, чтобы максимизировать ее преимущества. Технология квадратной волны обеспечивает улучшенные дуговые пуска, более стабильные дуги и контроль баланса. На ранних сварочных аппаратах частота была зафиксирована на уровне 60 герц, так же, как и первоначальная мощность.
Если вы хотите более сильную, более жесткую дугу, вы можете повысить частоту. Редкоземельные вольфрамовые электроды, в то же время пригодны для негативных применений с постоянным током, имеют тенденцию образовывать небольшие узелки, а не гладкий шар при использовании в обычных приложениях.
Обмазка имеет 4 типа покрытия:
- Основное и целлюлозное покрытие используется для сварки на постоянном токе.
- Рутилового обмазка годится для постоянного и переменного тока. Отличается легким поджог и низким разбрызгиванием.
- Кислое покрытие вредит здоровью сварщика, рекомендуется работать в проветриваемом помещении.
- Электроды с рутиловым и кислым покрытием используются аппаратами-инверторами с низким напряжением холостого хода.
Получили признание металлические стержни с основным (УОНИ 13/55) и рутила (МР-3) покрытием. Приобретение этих моделей для домашнего мастера — лучший вариант.
Поскольку электричество идет по пути наименьшего сопротивления, дуга будет блуждать. Существует также большой риск включения вольфрамовых включений в основной материал. Редкоземельные элементы — торий, церий и лантан — добавляются к вольфрама для увеличения его токовой нагрузки, что позволяет ему выдерживать больше тепла и поддерживать точку.
Использование редкоземельного вольфрама имеет смысл с технологией инвертора, поскольку инверторы потребляют больше тепла от вольфрама. С меньшим количеством тепла, сфокусированным на вольфраме, минимизируется действие шариков, и точка может поддерживаться на электроде. Поскольку заостренный электрод обеспечивает узкую, сфокусированную дугу, вы можете усилить управление дугой и более точно направить тепло на сустав. Это помогает контролировать ширину борта, непосредственно влияет на искажения.
С меньшим количеством тепла, сфокусированным на вольфраме, минимизируется действие шариков, и точка может поддерживаться на электроде. Поскольку заостренный электрод обеспечивает узкую, сфокусированную дугу, вы можете усилить управление дугой и более точно направить тепло на сустав. Это помогает контролировать ширину борта, непосредственно влияет на искажения.
Сварочные электроды для работы подбираются сухие и без повреждений. Для сушки используются специальные печи. В бытовых условиях применяют духовку кухонной плиты или хранят пачку электродов для сварки инвертором в теплом, сухом месте. При использовании сухих стержней, у вас не появится вопрос: почему прилипает электрод при сварке инвертором.
VT-metall предлагает услуги:
Однако, нормально, чтобы наконечник электрода слегка рыскал, сохраняя большую часть конуса. Однако, чистый вольфрам все еще будет иметь тенденцию к шарику. В рекомендации редкоземельных вольфрамовых электродов эксперты отрасли предлагают коммерчески доступные сорта. Испытания показали, что церированние и лантанатние электроды уровне торированным электродов с точки зрения их свойств сварки, и их можно использовать практически для каждой сварочной работы.
Испытания показали, что церированние и лантанатние электроды уровне торированным электродов с точки зрения их свойств сварки, и их можно использовать практически для каждой сварочной работы.
Вы должны помнить, что не все марки электродов созданы одинаково. Качественный электрод имеет однородное распределение оксидов вольфрамовой матрицы. Мелкодисперсные и равномерно распределены оксиды оказывают положительное влияние на такие свойства сварки, как стабильность дуги, поведение зажигания, расход и срок службы.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Состав сердечника, при выборе электрода должен быть похожим со свариваемым металлом.
Виды электродов
Производятся специальные изделия для углеродистых, легированных, высоколегированных, нержавеющих, жаростойких сталей. И для работ с алюминием и чугуном.
И для работ с алюминием и чугуном.
Какие электроды лучше для применения в домашних условиях? это:
Различия существуют даже среди редкоземельных вольфрама. В результате процесса деформации при изготовлении электродов оксиды удлиняются и появляются в структуре как линейные фазы. Производители электродов внедрили проверки качества, которые проверяют ряд факторов: химический состав, размер зерна, плотность, диаметр, твердость, длину, прямолинейность и шероховатость.
Если для металла, который требуется для сварки, нужно использовать инвертор, один вольфрам может работать практически для всех приложений. Использование правильного вольфрамового электрода является первым шагом в получении всех преимуществ инверторной технологии.
- УОНИ 13/55;
- МР-3;
- ОК 63.34 электроды для сварки нержавеющей стали;
- ОЗА-1, Озане, Озане-2, ОУР, ОУР-2 электроды для сварки алюминия инвертором;
- Комсомолец-100 для меди.
1) УОНИ 13/55 с основным покрытием для соединения углеродистых и низколегированных сталей, ответственных конструкций. Швы получаются пластичными и устойчивыми к ударным нагрузкам, не боятся низких температур.
Швы получаются пластичными и устойчивыми к ударным нагрузкам, не боятся низких температур.
Эти незатратные электроды имеют различные размеры и длину и состоят либо из чистого вольфрама, или гибрида вольфрама и других редкоземельных элементов и оксидов. В этой статье описываются варианты вольфрама, как выбрать лучший для вашего приложения и надлежащего приготовления вольфрама.
Чистые вольфрамовые электроды содержат 50% вольфрама, имеют высокий расход всех электродов и обычно менее дороги, чем «легированные» аналоги. 2% торированного вольфрамовые электроды содержат минимум 30% вольфрама и 70-20% тория. Они являются наиболее часто используемыми электродами сегодня и являются лучшими для их долговечности и простоты использования. Торий увеличивает эмиссионные качества электрода, улучшает запуск дуги и позволяет повысить пропускную способность тока. Этот электрод работает намного ниже его температуры плавления, что приводит к значительно более низкой скорости потребления и исключает блуждания дуги для большей стабильности.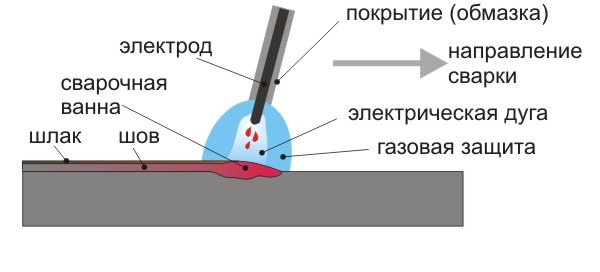
УОНИ 13/55 требовательны к чистоте кромок заготовок. При плохой зачистки появляются сварочные времени.
Электроды УОНИ предназначены для сварки постоянным током на обратной полярности.
2) МР-3 с рутилового обмазкой для работ по углеродистых и низколегированных сталей.
На что обратить непосредственное внимание
Он также имеет более низкий уровень загрязнения сварного шва, чем другие электроды. При производстве торий равномерно распределяется по всему электрода. Эта равномерность позволяет электрода поддерживать заостренный край — идеальную форму электрода для сварки тонкой стали. Однако резкость точки электрода следует делать с большой осторожностью.
Распределение по виду используемого покрытия
2% церированних вольфрамовых электродов содержат минимум 30% вольфрама и от 80 до 20% церия. Благодаря замечательной дуговой сварки при низких энергиях, церидированний вольфрам стал популярным в таких приложениях, как изготовление орбитальных труб и труб, работа тонкого листового металла или рабочие места, где свариваются мелкие и нежные детали. Как и торий, его лучше использовать для сварки углеродистых и нержавеющих сталей, никелевых сплавов и титана, что делает его очевидной заменой для 2% торированного электродов.
Как и торий, его лучше использовать для сварки углеродистых и нержавеющих сталей, никелевых сплавов и титана, что делает его очевидной заменой для 2% торированного электродов.
Процесс возможен на постоянном и переменном токе, стабильная дуга в пространственных положениях и малое разбрызгивание металла — плюсы стержней.
3) ОК 63.34 с рутиловым покрытием выбирают для сварки нержавейки инвертором.
Электроды для сварки: основные виды
Сертифицированный вольфрам имеет несколько иные электрические характеристики, чем торий, но большинство операторов не смогут отличить друг от друга. Не рекомендуется использовать церированние электроды при высоких амперах. В этих ситуациях оксиды быстро мигрируют к теплу на кончике, удаляя содержание оксида и аннулируя его преимущества в процессе.
5% лантанатированних вольфрамовых электродов содержат минимум 80% вольфрама и 30-70% лантана или лантана. Эти электроды имеют замечательный дуговой пуск, низкую скорость выгорания, хорошую стабильность дуги и отличные характеристики воспламенения — многие из тех же преимуществ, что и цериевую электроды. 5% лантанатированних электродов также очень напоминают характеристики проводимости 2%-ного торированного вольфрама, а это значит, что в некоторых случаях он может заменить 2%-ный уровень, не требуя значительных изменений в программе сварки.
5% лантанатированних электродов также очень напоминают характеристики проводимости 2%-ного торированного вольфрама, а это значит, что в некоторых случаях он может заменить 2%-ный уровень, не требуя значительных изменений в программе сварки.
Домашний сварщик получит мелкочешуйчатого шов с плавным переходом к свариваемого металла. Малый объем шлака, демонстрирует плюсы электрода.
4) ОЗАНА. Популярные стержни 2 видов.
ОЗАНА-1 применяется для наплавки и соединения алюминиевых марок — А0-А3. ОЗАНА-2 сваривает сплавы АЛ4, АЛ9, КРАСНЫЙ 11 и другие. Стержни держат стабильную дугу в нижнем и вертикальном положении.
5% лантанированный вольфрамовых электродов идеально подходят, если вы хотите оптимизировать свои возможности сварки. Лантана распределяется равномерно по всей длине электрода при изготовлении. Циркониевые вольфрамовые электроды содержат минимум 10% вольфрама и от 15 до 40% циркония. Циркониевый вольфрамовый электрод создает чрезвычайно устойчивую дугу и сопротивляется вольфрамовом плюет. Его текущая несущая способность равна или больше торированного вольфрама.
Его текущая несущая способность равна или больше торированного вольфрама.
Подготовка вольфрама — свернута, наточен или усеченная?
Вольфрамовые электроды из редкоземельных металлов содержат не указаны добавки редкоземельных оксидов или гибридные комбинации различных оксидов, но производители должны идентифицировать каждую добавку и ее процентную долю на упаковке. Для правильного шлифовки вольфрама используйте шлифовальный круг, специально предназначенный для шлифования вольфрама, и один из которых изготовлен из боразона или алмаза.
ОУР, ОУР-2 спецпокрытие, используются чаще для прошивки отверстий, строгание, резка. Для удаления дефектов сварных швов и обработки кромок и корня шва. Для резки применяется переменный или постоянный ток с обратной и прямой полярностью.
Измельчите вольфрам прямо на колесе против 90-градусного угла, чтобы гарантировать, что шлифовальные метки управляют длиной электрода. Это уменьшает присутствие гребней на вольфраме, которые могут создавать дуги, блуждающие или расплавленные в сваренную лужу, вызывая загрязнения.
Свариваемые металлы и выбор электродов
Как правило, вы хотите измельчить конус на вольфраме на расстояние не более чем в 5 раз от диаметра электрода. Шлифовка вольфрама к конусу облегчает переход дуги и создает более целенаправленную дугу для лучшей производительности сварки. При сварке с более низкими токами на более тонких материалах лучше перемалывать вольфрам до определенной точки. Заостренный вольфрам позволяет сварочного тока передавать в сфокусированной дуге и помогает предотвратить искажение более тонких металлов, таких как алюминий.
5) Комсомолец-100 с специальным покрытием для сварки и наплавки чистой меди, и для соединения меди со сталью. Перед работой, медные заготовки подогревают до температуры 300-7000С, зависит от толщины изделий.
Рейтинг марок по популярности
- УОНИ-13/55 — капризные стержни для опытных мастеров;
- МР-3 — универсальные электроды, варят ржавый и влажный металл;
- МР-3С — для получения качественного шва;
- АНО — раскупают в России электроды для инверторного сварочного аппарата.
 Рекомендуемая марка для новичков в сварном деле. Стержни без накаливания зажигаются легко, итог работы хороший.
Рекомендуемая марка для новичков в сварном деле. Стержни без накаливания зажигаются легко, итог работы хороший.
Также, профессионалы советуют применять:
В качестве примечания, использование заостренного вольфрама для приложений с более высоким током не рекомендуется, так как более высокий ток может выдувать кончик вольфрама и вызвать загрязнение сварочной ванны. Вместо этого, для приложений с более высоким напряжением, лучше перемалывать ваш вольфрам к усеченного наконечника. Для достижения этой формы сначала измельчите вольфрам к конусу, как описано выше, затем измельчите 0, 01-0, 030 дюйма. плоская земля на конце вольфрама.
В любом случае тип и форма вольфрама, который вы используете, помогают определить качество дуги и эффективность сварки, вы добьетесь. Каждый из шести типов вольфрама, обсуждаемый здесь, приносит с собой определенные преимущества и недостатки.
- электроды ЦЛ-11 для нержавеющей и высоколегированной стали;
- АНО-6 и АНО-4 для малоуглеродистых сталей;
- ОЗС-4, АНО-13/45, УОНИ-21.
 МР-3С для углеродистых сталей;
МР-3С для углеродистых сталей; - ОЗЧ-2 хорошо сваривают сплавы чугуна.
Каждый второй новичок в электросварки думает — каждая модель инверторного прибора требует специальных стержнях. И спрашивают: какие электроды лучше применять для инвертора Ресанта.
Цвет появляется на кончике каждого электрода. Индиана Джонс держит свой хлыст под рукой, и Тор всегда одевает свой молот, чтобы победить своих врагов. Так и с подводными сварщиками. Каждый выбирает лучшие марки своего оборудования, но все они должны использовать три основные предметы для выполнения своих предназначенных сварочных проектов: сварочный аппарат, жала и электроды.
Это оборудование может варьироваться в зависимости от цены, качества и эффективности. И так же, как при сварке поверхности, подводные сварщики должны выбрать правильный угол зажима и диаметр электрода, чтобы сплавить шов. Сухие подводные сварщики проводят свои проекты в сухих условиях, подобных поверхностным сварных швах, поэтому нет необходимости специализироваться на этих трех типах оборудования.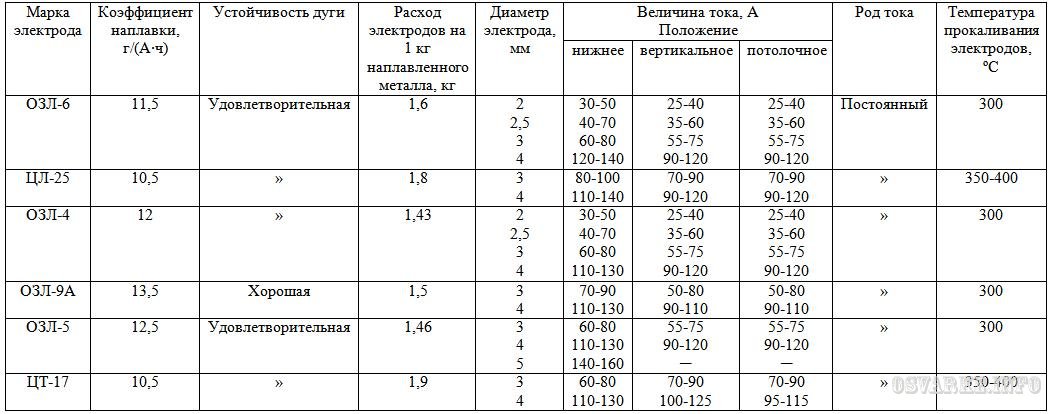
Отвечаю: марки стержней вышеперечисленные подходят для Ресанта и других аппаратов.
Главное — не марка аппарата, а соответствие электрода металла.
Полярность при сварке на постоянном токе
Многие инверторы для ручной дуговой сварки работают с постоянным током. При котором существуют 2 варианта подключения полярности:
В отличие от более стандартного оборудования для дайвинга, такого как шлем, костюм и другие аксессуары, морские компании будут чаще оплачивать счет, а не покупать товары. Тем не менее, важно знать спецификации продукта. Вы можете принять участие в процессе принятия решения о покупке подводного сварочного оборудования.
Стойки, также называемые владельцами электродов служат на одной и той же цели на уровне поверхности или ниже воды: они обеспечивают выход для питания и дают контроль сварщика по их дуге. Верхние жала часто бывают разных форм и размеров в зависимости от силы тока машины и «захват» преимущества сварщика. Подводные сварщики имеют некоторую гибкость с вариантами петель, но большинство из них имеют две характеристики.
Прямая полярность. к быстросъему плюс (+) инвертора подключается масса. Ручка крепится к минусу (-).
Обратная полярность. масса подключается к минусу (-), а владелец электрода к плюсу (+).
При сварке на плюсовом контакте выделяется больше тепла, значит:
- при обратной полярности лучше варить массивные детали;
- на прямой — тонкий металл и высоколегированной стали.
Выбор диаметра электрода и настройка тока
По марке выбрать сварочные электроды для работы на инверторе — это сделать полдела. У новичков еще остаются вопросы:
- по диаметру стержней;
- по настройке силы тока.
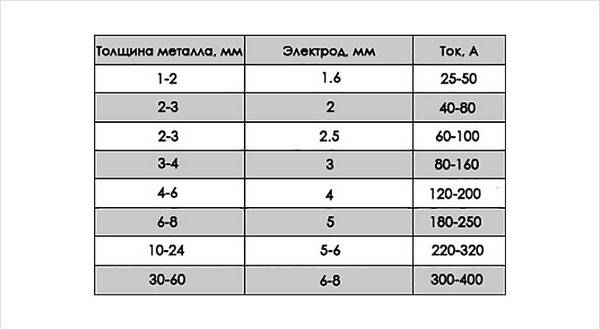
Диаметр подбирается от толщины заготовок. Если толщина до 1,5 мм, то лучше использовать полуавтоматы или аргонодуговой сварки. Сделать выбор диаметра электрода можете по таблице ниже:
Какой ток выставлять для конкретного диаметра электрода? Информацию узнайте на упаковке изделия или из таблицы:
На заметку: сварочный ток подбирается из расчета 20-30 А на 1 мм диаметра электрода. Для стержня диаметром 3 мм, ток выставляется 80-110 А в зависимости от пространственного положения, толщины и количества проходов.
Для стержня диаметром 3 мм, ток выставляется 80-110 А в зависимости от пространственного положения, толщины и количества проходов.
Точных и одинаковых настроек не существует. Каждый мастер методом проб и ошибок выставляет свои параметры тока. Учтите, при больших токах, сварочный ванна получается жидкой и менее управляемой.
Для того чтобы сварочный процесс был удобным и быстрым, а будущее соединение качественным, необходимо четко знать, как выбрать сварочные электроды. Сварочные электроды теряют свои функциональные особенности в случае низкого качества, неправильного хранения, истек срок годности. Прежде чем выбрать электроды для сварки, обратите внимание на то, какие их виды рекомендованные производителем аппарата для сварки.
Сварная конструкция в должной мере выполняет возложенные на нее функции благодаря прочности элементов, из которых она состоит. Наиболее уязвимые части такой конструкции — это ее сварные стыки, швы. В настоящее время различают несколько видов соединений. Это такие как клепка, пайка, электродное и болтовое. Наиболее популярный вид — сварочные электроды. Применяются они довольно длительное время. В связи с этим современные виды обладают свойствами, равноценными основным видом металла. Сварочные электроды — это реальная возможность сварить разнородные материалы, такие как нержавеющую сталь, цветной металл, чугунные изделия. Для этого нужно знать, как выбрать электроды.
Это такие как клепка, пайка, электродное и болтовое. Наиболее популярный вид — сварочные электроды. Применяются они довольно длительное время. В связи с этим современные виды обладают свойствами, равноценными основным видом металла. Сварочные электроды — это реальная возможность сварить разнородные материалы, такие как нержавеющую сталь, цветной металл, чугунные изделия. Для этого нужно знать, как выбрать электроды.
Электроды для сварки: основные виды
Правильно выбрать сварочный элемент — это больше половины успеха всего дела. Даже если сварка производится недорогим сварочным инвертором, в результате вы добьетесь отличного и качественного стыка.
Электрод представляет собой стержень из определенного металла, предназначенный для подвода тока к свариваемой детали. При этом наблюдается плавления кромки свариваемых деталей, и шов заполняется металлом. Еще данный вид сварки называется сваркой покрытыми электродами. А покрываются они, в основном, флюсом. При плавке последний образует своеобразную защиту сварного шва по газу.
При выборе исходят из того, какая толщина свариваемой вместе поверхности. По этим показателям рассчитывают необходимое по диаметру элемент.
При толщине свариваемых изделий 1 мм и меньше специалистами используется электрод 1,6 мм. Но эти составляющие в основном поставляются исключительно на заказ. В большинстве случаев при таких работах применяют аргон сварки или полуавтомат. Для того чтобы швы у вас получились красивыми, надежными, главное, делались быстро и без особого усилия, поможет качественный электрод.
Выбирая электрод для ручной работы, или, как их еще представляют, одноразовый электрод, сверяйтесь и согласуйте его данные с химическими данными сварных материалов. Негласно все электроды подразделяются на несколько подвидов, согласно имеющимся характеристиками:
- По диаметру 2-6 мм. Размером самого элемента является размер непосредственно стержня. Диаметр в указанном диапазоне, длиной 300-450 мм. Здесь все зависит от характеристик легирования самого стержня.
 Элементы меньшим диаметром, как это уже упоминалось, готовятся на заказ, их применение не распространено.
Элементы меньшим диаметром, как это уже упоминалось, готовятся на заказ, их применение не распространено. - По маркировке. Маркируются данные элементы и их аналоги в зависимости от покрытия и характеристик свариваемого материала.
- По производителю. Среди производителей разительно выделяется Япония. Эти изделия отличаются высокой ценой, но и отличным качеством и прочностью. Но также на современном рынке есть много разновидностей от отечественного производителя, которые радуют потребителя отличным соотношением цены и качества продукции.
Еще делятся на: плавится электрод и не плавятся / вольфрамовый. К первому указанного типа относятся стальные стержни из проволоки, содержащие подготовленное верхнее покрытие, глину. Оно необходимо для выполнения следующих функциональных особенностей: обеспечение стабильного горения дуги, газошлаковую защиту расплавляется материала, легирования швов исходя из назначения электродов. Для сварки нержавеющих металлов, алюминиевых деталей, различных по химическому составу сталей, чугунных и медных изделий практикуется использование не стального стержня, а сплавленного.
Ко второму типу относятся электроды, которые неизменно используются при аргоновой сварке. И они разные по страховым случаям использования.
Кроме того, электроды для сварки могут квалифицироваться непосредственно по назначению. То есть оборудование:
- углеродистой и низколегированной стали;
- легированной, высокопрочной, теплостойких сталей;
- высоколегированной стали / электрод для нержавейки;
- алюминиевых изделий и сплава;
- медных деталей и сплава / бронза, латунь;
- чугунных материалов и сплава (никелевый ряд)
- ремонт и наплавки;
- разнородной / трудно свариваемой стали.
Распределение по виду используемого покрытия
Заострить внимание следует на видах, которые получили большее распространение. Их два.
Основной электрод. Используется основное покрытие УОНИ13 / 55 С их помощью делают швы с высокими показателями, показателями пластичности и ударной вязкости. Изделия хорошо переносят комнатные и обусловлено низкие температуры, не подвергаются процессам старения и почти не подвержены появлению кристаллизационной трещины.
Изделия хорошо переносят комнатные и обусловлено низкие температуры, не подвергаются процессам старения и почти не подвержены появлению кристаллизационной трещины.
Рекомендации по применению: сварка несущей конструкции, изделия, которое планируется эксплуатировать в условиях низких температур, при периодических и массовых нагрузках. Минусы: если на стыках свариваемой детали есть маслянистые пятна, окалина или ржавчина, влага или если сварена дуга удлиненная, то использование данных электродов приведет к появлению пор. И работать данным электродами получится, если присутствует постоянный ток, обратная полярность.
Электроды, в производстве которых используется рутилового обмазка.
Используются, в большинстве случаев, при работе с конструкциями из малоуглеродистой стали. Самый используемый продукт — МР3. Отличительные свойства таких электродов:
- устойчивое горение с переменным и постоянным током;
- практически полное отсутствие металлических брызг;
- отличное формирование швов в любом положении;
- отделенность шлака;
- отличный вид швов
- независимость от чистоты поверхностей (грязная, ржавая, окисленная).

На что обратить непосредственное внимание
Прежде чем выбирать электроды, в первую очередь обращайте свое внимание на то, что вы собираетесь варить, а именно металл (черные металлы, нержавеющая сталь, чугунные, алюминиевые, медные). В выборе руководствуйтесь типами материалов. В случае сварки ответственных конструкций остановите свой выбор на более качественных, импортных производителей. Например, хорошими рекомендациями в разной области могут похвастаться электроды шведского производства.
Выбирая электроды для работы с углеродными сталями, уделите внимание чистоте поверхностей свариваемых деталей. При наличии ржавчины, влаги, используйте рутиловые электроды — МР3, ОК46.00, ОЗС12. При работе с ответственными конструкциями пользуйтесь электродом с основным покрытием. Также уделяйте внимание тщательной очистке поверхностей.
Правильно рассчитывайте толщину используемого металла, а под нее уже подбирайте электрод (диаметр) и необходимый ток. При соблюдении этих нехитрых правил при сравнительно небольших затратах вы получите высоко профессиональный результат.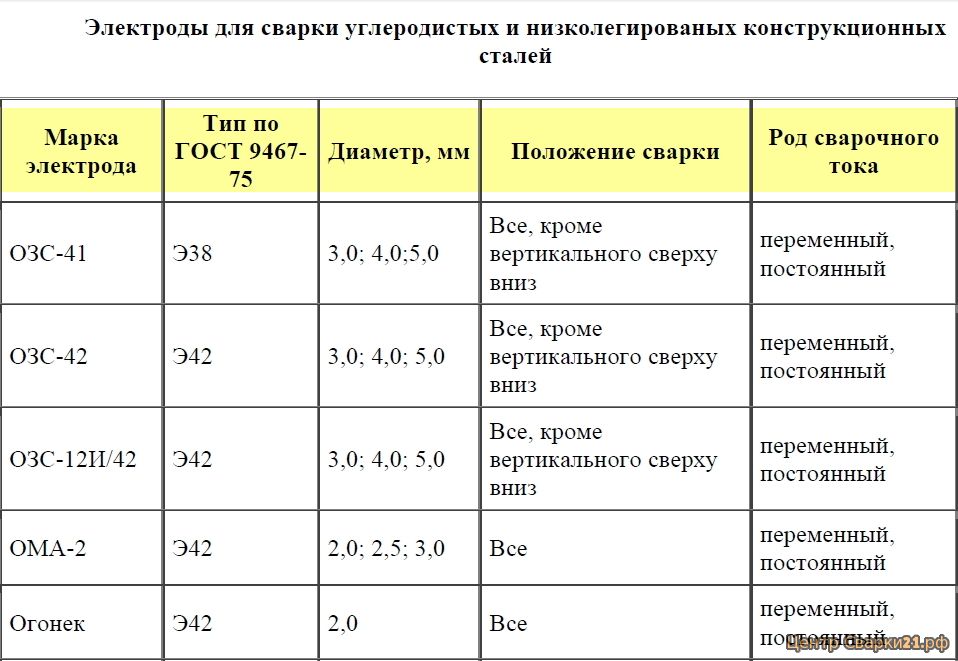
Правильное хранение электродов
Важным и требует соблюдения правилом является следующее — сохраняются электроды строго в специально готовили месте. Покупая продукцию, смотрите на дату изготовления. Просроченный материал не обеспечит удобство в работе и надежность соединений детали.
Храните электроды в специальных пеналах, чтобы избежать пагубного воздействия влаги.
Пенал понадобится вам и для сохраненной транспортировки на место проведения работы. Если вы все-таки не уследили, и сырость оставила свой след, попробуйте просушить электроды или прожарить их. В этом может помочь печка для прожарки. В ней достигается температура до 400 ° С После печи сложите электроды в пенал в горячем виде. Так, тепло сохранится на долгое время.
Вышеизложенное ориентировано на начинающих мастеров в области сварки и содержит информацию об основных видах электродов, советы по их выбору, а также рекомендательную информацию по применению на практике. Покупая материалы и технику отлично зарекомендовавших себя фирм, качественные электроды, вы получите от работы максимум удовольствия и отличные результаты.
Покупая материалы и технику отлично зарекомендовавших себя фирм, качественные электроды, вы получите от работы максимум удовольствия и отличные результаты.
Какие электроды выбрать для сварки инвертором: самые подходящие
Содержание
- Назначения и типы
- Характеристика сварочного оборудования
- Распространенные марки
- Какие электроды выбрать для сварки инвертором: моменты, на которые следует обратить внимание
- В качестве заключения
Назначения и типы
Стержень, который подводит ток к сварному соединению, называется электродом. Вот краткое определение назначения этого важного элемента в процессе сварки. Чтобы быть эффективным, он должен отвечать ряду требований, например: стержень и его покрытие должны плавиться равномерно, сохранять свои технические и физико-химические свойства при хранении и обладать низкой токсичностью при сварке. Если описывать сам процесс с использованием этих расходных материалов, то для получения качественного сварного шва требуется непрерывно горящая дуга, разбрызгивание металла должно быть минимальным, а образующийся в процессе шлак должен легко отделяться от сварного шва. Продолжая краткое описание электродов, в том числе инверторных, поговорим об их классификации по конструкции и о том какие электроды выбрать для сварки инвертором.
Продолжая краткое описание электродов, в том числе инверторных, поговорим об их классификации по конструкции и о том какие электроды выбрать для сварки инвертором.
- Неплавящиеся представляют собой прутки – вольфрамовые или углеродистые. Эти стержни подают только ток, а присадка подается отдельно.
- Расходные материалы для плавки представляют собой металлические стержни с покрытием. Они плавятся в процессе сварки и приводят непосредственно к образованию сварного шва. Покрытие состоит из смеси органических, неорганических и других веществ, которые придают электроду определенные свойства, например, защищают сварной шов от воздействия окружающей среды.
Характеристика сварочного оборудования
Чтобы понять, какие электроды выбрать для сварки инвертором постоянного тока, необходимо знать характеристики и технические подробности этого оборудования. Он состоит из нескольких ключевых элементов: центрального блока управления, трансформатора, высокочастотного преобразователя, сетевого фильтра и силового выпрямителя. Инверторный сварочный аппарат работает в условиях нестабильного напряжения. Он отличается от других машин тем, что имеет электронное устройство, способное преобразовывать входное напряжение в его рабочие характеристики, другими словами, он способен генерировать стабильный постоянный ток.
Инверторный сварочный аппарат работает в условиях нестабильного напряжения. Он отличается от других машин тем, что имеет электронное устройство, способное преобразовывать входное напряжение в его рабочие характеристики, другими словами, он способен генерировать стабильный постоянный ток.
Он широко используется, поскольку устойчив к скачкам напряжения, способен регулировать ток в более широком диапазоне, чем обычное оборудование, и способен создавать устойчивую дугу, в результате чего получается почти идеальный сварной шов. Качество электродов нельзя недооценивать в работе. Их состав и диаметр определяют качество процесса и, в конечном итоге, срок службы сварочного аппарата. Время работы инверторного сварочного аппарата неограниченно, и это необходимо учитывать при выборе расходных материалов. Этот тип оборудования можно использовать даже для сварки необработанных металлов, например, на водопроводных или тепловых сетях в случае аварийной ситуации. Для этой работы необходимы плавящиеся электроды для инверторной сварки, диаметр и состав которых зависит от свариваемого материала.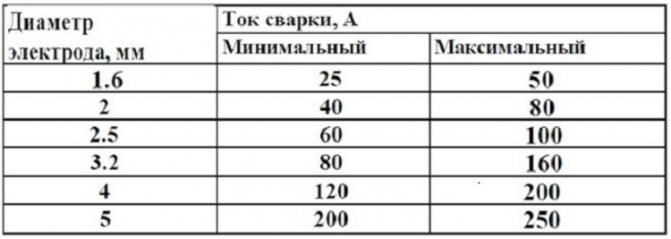
Распространенные марки
Для каждого типа стали требуется определенная марка электрода. Это особенно актуально для материалов с различными покрытиями и примесями. При использовании инверторного сварочного аппарата расходные материалы могут вести себя по-другому — эти характеристики стоит учитывать. Примеры расходных материалов и некоторые их характеристики приведены в таблице ниже.
Перечень электродов по видам стали:
| Марка | Вид | Особенности некоторых расходных материалов |
| 1 группа: УОНИ 13/55, УОНИ 13/45 2 группа: МР-3, МР-3С 3 группа: | Углерод | 1 группа является одним из самых сложных электродов, используемых для создания высококачественных прочных швов в тяжелых конструкциях. Это требует квалификации сварщика и особого внимания к процессу. 2 группа представляет собой электроды для многоцелевого использования и сварки неочищенных и ржавых материалов. Вторые можно использовать для создания сварочных швов с повышенными требованиями к герметизации и сопротивляемости материалов |
| АНО-4 АНО-6 | Легированная | Относятся к легковоспламеняющимся электродам. Обеспечивают стабильное дуговое горение, минимальное разбрызгивание металла, высокое качество швов, и легкое отделение шлака. Популярен среди начинающих сварщиков |
| ЦЛ-11 ОЗЛ-6 | Высоколегированная | Первый предназначены в основном для работы с нержавеющей сталью, второй – для термостойких и литейных деталей |
| ОЗЧ-2 | Чугун | Состав покрытия состоит из компонентов, которые предотвращают образование трещин из-за содержащегося в нем водорода |
| Т-520 | Чугун (наплавка) | Используется, например, для сварки деталей машин, которые работают в условиях быстрого износа |
Какие электроды выбрать для сварки инвертором: моменты, на которые следует обратить внимание
Выбор диаметра электрода определяется толщиной материала. Например, сварка широких стенок требует больше времени и большего количества расходуемого материала. Чем он толще, тем больше время непрерывной работы; в этом случае тонкие электроды будут очень быстро прогорать. Эксперты могут рассчитать время обработки и размер сварного шва. Сварка углов или профильных труб, например, не требует строгих требований к герметичности и поэтому может выполняться с помощью универсального электрода 0,5-2 мм для инверторных сварочных работ. Сложные работы по сварке трасс с более толстыми конструктивными элементами или профильными опорами требуют для сборки элементов большего диаметра.
Например, сварка широких стенок требует больше времени и большего количества расходуемого материала. Чем он толще, тем больше время непрерывной работы; в этом случае тонкие электроды будут очень быстро прогорать. Эксперты могут рассчитать время обработки и размер сварного шва. Сварка углов или профильных труб, например, не требует строгих требований к герметичности и поэтому может выполняться с помощью универсального электрода 0,5-2 мм для инверторных сварочных работ. Сложные работы по сварке трасс с более толстыми конструктивными элементами или профильными опорами требуют для сборки элементов большего диаметра.
Выбор по внешнему виду не менее важен, чем надпись на упаковке. Сухая поверхность элемента, которая должна быть плотной. Исключаются всевозможные бугорки, припухлости и поры. В отдельных случаях допускаются продольные трещины, неровности и заусенцы определенного размера — эти значения следует проверить по ГОСТу.
Они должны быть упакованы в картонные коробки, обмотанные водонепроницаемой бумагой или полиэтиленовой пленкой. На коробке указывается свариваемый материал, значение тока и специальные условия сварки. Электроды должны быть маркированы в соответствии с признанной маркировкой. Потребление также написано. На практике этот параметр весьма условен: для разных материалов и конструкций расход одного и того же расходного материала может быть разным.
На коробке указывается свариваемый материал, значение тока и специальные условия сварки. Электроды должны быть маркированы в соответствии с признанной маркировкой. Потребление также написано. На практике этот параметр весьма условен: для разных материалов и конструкций расход одного и того же расходного материала может быть разным.
В качестве заключения
Соотношение полезного металла и шлака в процессе сварки описывается коэффициентом наплавки, который также зависит от условий хранения электрода. Пропитанные влагой детали можно высушить, но коэффициент наплавки будет значительно ниже. Поэтому важно внимательно проверять упаковку при покупке и хранить расходные материалы в соответствии с правилами. Качество сварного шва должно быть идеальным, особенно когда речь идет о герметизации и внешних соединениях. Правильно подобранный электрод позволяет создать прямой шов с требуемой выпуклостью или вогнутостью. Также важно понимать какие электроды выбрать для сварки инвертором, чтобы гарантировать эффективную сварку в коррозионных металлах. Качество сварного шва также в значительной степени определяется тем, как сходит сварочный шлак. Если электрод инвертора подобран неправильно, шлак будет отлетать вместе со сварным швом, даже если он сварен правильно.
Качество сварного шва также в значительной степени определяется тем, как сходит сварочный шлак. Если электрод инвертора подобран неправильно, шлак будет отлетать вместе со сварным швом, даже если он сварен правильно.
Вообще говоря, современные инверторные сварочные аппараты предлагают возможность использования целого ряда электродов. Качественные сварные швы легче получить, если знать какие электроды выбрать для сварки инвертором.
Отличия электродуговой сварки (7018 и 6013)
24 июня 2020 г.
автор: ИМС
Свяжитесь с нами
Время считывания: 2 м 24 с
Сварка стержнем — это абсолютный вид искусства, на освоение которого уходят годы. Как и любой вид искусства, сварка стержнем включает в себя различные методы и оборудование, которые необходимо изучить, прежде чем приступать к какой-либо профессиональной работе. В этой статье обсуждение будет сосредоточено на двух наиболее распространенных сварочных электродах, используемых в мире профессиональной сварки, 6013 и 7018.
Для получения дополнительной информации о сварке прочитайте наше руководство по сварке для начинающих, в котором рассматриваются различные методы сварки, материалы, сварочные инструменты и оборудование.
Понимание характеристик, связанных с электродами для сварки электродами 6013 и 7018
Буквы и цифры на сварочном стержне обозначают характеристики и то, сколько килограммов на квадратный дюйм (KSI) прочности на растяжение будет создавать электрод. Первый и второй наборы напечатанных номеров на сварочной палке означают разные характеристики, которые определяют тип применения, используемого электродами.
Как только вы узнаете разницу между этими числами, легко заказать то, что вам нужно. Следуйте нашему простому руководству, чтобы наклеить номера сварочных электродов, чтобы сделать это проще.
Первые два номера сварочных палочек
Наиболее распространенные электродные стержни начинаются с 60 или 70. Эти цифры соответствуют тому, сколько килограммов на квадратный дюйм (KSI) прочности на растяжение будет создавать электрод. 60 означает 60 000 фунтов, а 70 — 70 000 фунтов. Во многих случаях это означает, что сам сварной шов прочнее, чем сплавляемые материалы.
Эти цифры соответствуют тому, сколько килограммов на квадратный дюйм (KSI) прочности на растяжение будет создавать электрод. 60 означает 60 000 фунтов, а 70 — 70 000 фунтов. Во многих случаях это означает, что сам сварной шов прочнее, чем сплавляемые материалы.
Если вы выполняете сварку для простого домашнего объекта, вам, скорее всего, понадобится электрод с меньшим номером. Но если вы свариваете металл для крупномасштабного проекта, такого как строительная площадка, вам может понадобиться электрод с более высоким номером.
Последние две цифры
Как только вы узнаете, сколько KSI вам нужно, вы можете посмотреть на второй набор цифр, соответствующий флюсовому покрытию стержня. Более высокие числа означают, что стержень имеет большее покрытие. У стержня 7018 больше покрытия, а у стержня 6013 меньше.
Третий номер
Помимо того, что третья цифра является частью шкалы покрытия, она также обозначает одно из трех возможных положений электрода. Цифра 1 указывает на всепозиционный электрод, который является наиболее гибким. Цифра 2 означает плоскую или горизонтальную, а 4 означает плоскую, горизонтальную, вертикальную вниз и над головой.
Цифра 1 указывает на всепозиционный электрод, который является наиболее гибким. Цифра 2 означает плоскую или горизонтальную, а 4 означает плоскую, горизонтальную, вертикальную вниз и над головой.
Что означает буква «Е» на моем сварочном электроде?
Если на вашем сварочном стержне появится буква «Е», ее можно проигнорировать. «Е» относится к «электроду», что является другим названием сварочной палочки. Нет никакой разницы между удилищами с буквой «Е» или без нее. Имеет значение только четырехзначное число.
6013 Сварочные стержни
Сварочные стержни Industrial 6013 используются для переменного и постоянного тока, где максимальная прочность на растяжение составляет 60 000 фунтов на квадратный дюйм. Электрод 6013 лучше всего использовать для легкого и среднего проплавления тонких или листовых металлических деталей. Электроды 6013 обычно используются в производстве корпусов грузовиков, металлической мебели, резервуаров для хранения, сельскохозяйственных приспособлений или там, где эстетика имеет большое значение.
7018 Сварочные стержни
Сварочные электроды Premium 7018 предназначены для сварки низко-, средне- и высокоуглеродистых сталей, а также высокопрочных низколегированных сталей. Этот стержень даст вам разумный контроль над дугой и сведет к минимуму беспорядок после сварки. Сварочные стержни 7018 легко ударяются, вызывают небольшое разбрызгивание, создают плавный поток в ванне и легко отделяют шлак. Одним из наиболее значительных преимуществ сварочной проволоки 7018 является то, что сварку можно выполнять, удерживая электрод в любом положении. Сварочные палочки 7018 идеально подходят для высокопрочных конструкций из низколегированной стали, а также для низко-, средне- и высокоуглеродистых сталей.
Сварочные палочки 6013 или 7018 — что выбрать?
Тип сварочного электрода, который вы выберете, будет зависеть от области применения и вашего уровня опыта. Многие новички научатся использовать 6013 на своих уроках сварки. Если строительный проект не требует более высокого значения KSI, 6013 является широко используемым и надежным вариантом.
Если строительный проект не требует более высокого значения KSI, 6013 является широко используемым и надежным вариантом.
Во многих случаях 7018 является отраслевым стандартом. В дополнение к более высокому KSI и покрытию, это также вариант с низким содержанием водорода, а это означает, что он с меньшей вероятностью приведет к растрескиванию важных инфраструктурных проектов, таких как строительство мостов. Тем не менее, отсутствие водорода в стержне означает, что вам нужно держать его в печи для стержня, чтобы он не поглощал влагу, которая может ослабить стержень.
Обратитесь в IMS за прецизионными сварочными инструментами и оборудованием сегодня
Как только вы узнаете, какой тип сварочного электрода вам нужен для вашего проекта, посетите сайт Industrial Metal Supply. Мы продаем сварочные палки различных размеров и опций, включая сварочные аппараты премиум-класса, инструменты, шлемы и защитные очки, которые идеально подходят для выполнения большинства проектов.
Предыдущий пост: Правильный выбор металлической решетки для гриля
Next Post: Различные марки стали
Показанные категории
Профилактика ржавчины Основы Metal Как серия металлические формы Руководства по отрасли Металлы
Другие категории
Свяжитесь с нас
Как предотвратить сварочный стержень. случаться! В какой-то момент вашей карьеры сварщика это ошибка новичка, которая может случиться с каждым. Но задумывались ли вы когда-нибудь о причине прилипания сварочного стержня к металлу?
Вот кратко почему…
Стержень для дуговой сварки прилипает к основному металлу из-за низких значений силы тока (низкий ток). Хотя это может быть ГЛАВНОЙ причиной, другие включают проблемы с флюсом, использование сварочных аппаратов с низким OCV или неправильную технику сварки. Точно так же важно использовать правильный размер электрода для различных задач сварки. Практика — это «ключ», чтобы предотвратить это.
Многие люди думают, что дуговая сварка металлическим электродом (SMAW) или «стержневая» сварка получила свое название из-за формы электрода, похожей на палку. Но он называется « сварка стержнем » так много новичков приклеивают сварочный стержень к основному металлу, как ученики. Иногда это делают даже профессионалы. Так что если вы думаете, что вы одиноки, не волнуйтесь, это не так!
В этой статье я подробно расскажу о правильной технике сварки, чтобы предотвратить прилипание электрода к металлу.
Итак, приступим.
Как зажечь дугу: простой способ
Сварка электродом считается самым популярным и простым способом соединения двух металлических деталей. Если вы новичок в сварке, нет ничего более раздражающего в этом мире, чем попытка отломить стержень от металла после прикрепления к нему. Поэтому важно научиться правильно зажигать дугу, чтобы сэкономить время и избежать ненужного расхода материалов.
Теперь есть два способа зажечь дугу.
- Техника старта с нуля (Самый простой способ для новичка)
- Метод постукивания (Высокие шансы застрять в металле).
Для быстрого старта я рекомендую попрактиковаться в Технике начала с нуля (также известной как метод перетаскивания), которая похожа на зажигание спички. Ниже приведены шаги, чтобы практиковать это для себя.
Чтобы зажечь дугу в первый раз,
- Решите, в каком направлении вам нужно двигаться, и выберите начальную точку.
- Держите стержень (около 1 см) выше, примерно в дюйме от начальной точки, наклонив его в направлении, в котором будет происходить сварка.
- Аккуратно поскребите конец стержня по основному металлу. Не тыкать!
- Как только вы увидите дугу, быстро вернитесь в исходное положение и подождите, пока лужа не начнет сваривать стык.

Это требует времени, чтобы освоить. Главное, что нужно помнить, это попытаться сбалансировать скорость движения, угол и длину дуги после удара по дуге. Точно так же, если вы вытянете удилище слишком далеко, вы потеряете дугу.
Если вам не удалось зажечь дугу после нескольких попыток, это приведет к скоплению материала на кончике электрода. Разумнее всего будет просто заменить его новым электродом и продолжить практику. Вы можете повторно использовать предыдущий стержень, потерев наконечник о шероховатую поверхность после остывания.
Почему сварочный пруток прилипает к основному металлу?
Всегда неприятно, когда вы пытаетесь снять этот идеальный сварной шов, но он просто испорчен брызгами вокруг из-за того, что стержень прилипал к металлу. Итак, вот 6 причин, почему именно это продолжает происходить.
1. Настройки низкого тока
Как я упоминал ранее, сварочный пруток прилипает к металлу в основном из-за низкого значения подаваемого тока. Это означает, что силы тока достаточно, чтобы расплавить кончик электрода, но недостаточно, чтобы зажечь дугу.
Это означает, что силы тока достаточно, чтобы расплавить кончик электрода, но недостаточно, чтобы зажечь дугу.
2. Низкое напряжение холостого хода
Зажечь дугу становится довольно сложно, если OCV (напряжение холостого хода) вашего аппарата слишком низкое. При низком OCV дуга продолжает исчезать, и вы, скорее всего, залипнете электродом, пытаясь снова зажечь дугу. Более низкое значение OCV может возникать из-за соединения с высоким сопротивлением между землей и вашей заготовкой.
3. Плохое качество флюса
Плохое покрытие флюса также может привести к проблемам прилипания. Имейте в виду, что температура плавления флюса всегда ниже, чем у основного металла. Это означает, что еще до того, как основной металл начнет плавиться, флюс уже находится в жидком состоянии. Если ваше флюсовое покрытие плохое, оно может отвалиться от стержня и образовать расплавленный комок, из-за которого сварочный стержень прилипнет к основному металлу.
4. Короткая длина дуги
Длина дуги — это не что иное, как расстояние между кончиком электрода и поверхностью основного металла. Другими словами, это просто длина электрической дуги. Если поднести электрод слишком близко к основному металлу, он приклеится к основному металлу. Точно так же, если вы отодвинете электрод слишком далеко, ваша дуга погаснет. Таким образом, крайне важно поддерживать определенную оптимальную длину дуги.
Другими словами, это просто длина электрической дуги. Если поднести электрод слишком близко к основному металлу, он приклеится к основному металлу. Точно так же, если вы отодвинете электрод слишком далеко, ваша дуга погаснет. Таким образом, крайне важно поддерживать определенную оптимальную длину дуги.
5. Грязная металлическая поверхность
Если поверхность основного металла слишком ржавая, становится трудно зажечь дугу. Даже если вам удастся поддерживать дугу, сварочный электрод будет время от времени прилипать к основному металлу. Мы можем объяснить это с помощью закона Ома, согласно которому
Напряжение (В) = Ток (А) X Сопротивление (Ом)
Другими словами, поскольку напряжение является постоянным, увеличение сопротивления вызовет пропорциональное уменьшение Текущий. Ржавая поверхность увеличивает сопротивление нашей цепи и, следовательно, уменьшает количество протекающего тока. И, как я уже говорил вам ранее, более низкое значение силы тока является основной причиной проблем с залипанием электрода.
6. Неправильный выбор электрода
Сварочные электроды бывают различных типов, каждый из которых имеет свои области применения и преимущества. Некоторые стержни работают только на постоянном токе, в то время как другие могут работать как на переменном, так и на постоянном токе.
Выбор толстого стержня для сварки тонких листов также может вызвать проблемы с залипанием электрода. Допустим, вы используете 5/64-дюймовый стержень E6013 с правильным значением силы тока, но ваш присадочный стержень продолжает прилипать к основному металлу. Одним из способов решения этой проблемы может быть переход на более тонкий 1/16-дюймовый стержень E6013.
Как новичок, вы много раз сталкиваетесь с проблемами прилипания сварочного электрода, и это должно быть очень неприятно для вас.
Что делать, если сварочный стержень прилип к металлу?
Не нужно паниковать, если сварочный стержень прилип к металлу. С кем не бывает. Просто дайте ему хороший рывок, чтобы освободить его. Не получится, если электрод плотно приклеится к металлу. В этом случае необходимо немедленно отключить сварочный аппарат и отломить стержень от металла. Много раз, когда вы дергаете стержень, поток на конце стержня падает с него.
Не получится, если электрод плотно приклеится к металлу. В этом случае необходимо немедленно отключить сварочный аппарат и отломить стержень от металла. Много раз, когда вы дергаете стержень, поток на конце стержня падает с него.
Теперь, если вы используете этот стержень с голым металлическим наконечником во второй раз, скорее всего, вы снова его воткнете. Чтобы предотвратить это, отрежьте стержень до места, где флюс отвалился, используя пару плоскогубцев, и вы снова готовы к работе.
Теперь пришло время узнать несколько полезных советов по сварке электродом, которые помогут вам предотвратить проблемы с прилипанием сварочного электрода.
Оставайтесь на борту.
Советы, как избежать прилипания сварочного электрода к металлу
Мы обсудили причины, по которым это происходит. Теперь поговорим о том, как этого не допустить.
1. Выберите правильные текущие настройки
Убедитесь, что вы используете правильное значение силы тока. Различные типы электродных стержней предназначены для работы при различных значениях силы тока. Например, 6010, 6011, 6012 и 6013 могут работать при низком значении тока. С другой стороны, стержням типа 7018 и 7024 требуется высокое значение силы тока для зажигания дуги.
Например, 6010, 6011, 6012 и 6013 могут работать при низком значении тока. С другой стороны, стержням типа 7018 и 7024 требуется высокое значение силы тока для зажигания дуги.
Следующая диаграмма силы тока для электродуговой сварки подробно показывает оптимальный диапазон постоянного тока для электродов различных типов и толщины.
Stick Welding DC Таблица силы тока для различных электродных стержней
Как видите, значение силы тока также зависит от толщины стержня. Если электрод толстый, для его расплавления требуется более высокий ток. Поэтому идеальные настройки силы тока должны определяться типом электрода и характером сварного шва.
Иногда, когда сопротивление вашей цепи немного велико, вы можете немного увеличить ток выше диапазона, чтобы убедиться, что стержень не прилипает к металлу. Кроме того, помните, когда кончик электрода светится, это означает, что приложенный ток слишком велик. Поэтому постарайтесь обратиться к диапазону ампер производителя используемого вами стержня.
Я хотел бы поделиться отличным инструментом, который я видел на днях на веб-сайте мельников. Он называется Сварочный калькулятор . Когда вы укажете материал и тип стержня, он автоматически предоставит вам правильные параметры для использования.
2. Содержите электрод и поверхность в чистоте при использовании стержня соответствующего размера
Перед началом работы убедитесь, что ваши электроды не изношены и не заржавели. Попробуйте стереть флюс со стержня пальцами. Если флюс легко падает со стержня, качество плохое, и электрод будет более липким. Избегайте использования этих стержней низкого качества.
Поскольку стержни большего размера обеспечивают наибольшую скорость наплавки, если сварной шов должен иметь хорошую консистенцию, используйте стержень большего размера. Точно так же вы должны решить, какой размер электрода вам нужно использовать в зависимости от характера сварного шва.
Перед сваркой обязательно удалите с поверхности металла ржавчину, влагу, масло и любые другие загрязнения. Хотя в подобных ситуациях сварка стержнем более снисходительна, это убережет вас от неожиданных неприятностей.
Хотя в подобных ситуациях сварка стержнем более снисходительна, это убережет вас от неожиданных неприятностей.
3. Обеспечьте надежное заземление
Если основной металл имеет плохое соединение с землей, это может привести к увеличению общего сопротивления цепи. Высокое сопротивление приведет к низкому напряжению холостого хода, что затруднит зажигание дуги. Убедитесь, что у вас надежное заземление. Ищите любые трещины в заземляющем проводе. Если клеммные соединения слишком заржавели, отрежьте провод с обоих концов и выполните новые соединения.
Важно помнить, что вы также должны убедиться, что все провода для сварки электродов правильно подключены в зависимости от области применения, для которой вы их используете. Вы можете узнать больше об этом в этой статье, которую я написал.
4. Соблюдайте правильную технику зажигания дуги
При зажигании дуги чаще возникают проблемы с залипанием электрода. Требуются недели или месяцы практики, чтобы научиться правильному зажиганию дуги. Два наиболее часто используемых метода зажигания дуги называются методом перетаскивания (также называемым методом зажигания) и методом постукивания, которые мы обсуждали ранее.
Два наиболее часто используемых метода зажигания дуги называются методом перетаскивания (также называемым методом зажигания) и методом постукивания, которые мы обсуждали ранее.
5. Используйте подходящую длину дуги
После того, как вам удалось поддерживать стабильную дугу, постарайтесь поддерживать соответствующее расстояние между кончиком стержня и основным металлом. Старайтесь держать расстояние коротким, но следите за тем, чтобы не касаться металла. Кроме того, не увеличивайте длину дуги слишком сильно, иначе металл будет разбрызгиваться повсюду.
Общее эмпирическое правило: длина дуги никогда не должна превышать диаметр металлического сердечника электрода.
6. Держите угол и скорость перемещения на соответствующем уровне
Я уверен, что вы уже знаете основные положения сварки. Вам нужно будет убедиться, что вы находитесь в удобном положении, чтобы сохранить целостность сварного шва до последнего момента.
Например: если вы держите жало (держатель сварочного электрода) в правой руке, поставьте левый локоть на верстак и воспользуйтесь этим, чтобы стабилизировать электрод. Таким образом, вы можете без проблем поддерживать скорость движения и угол на одном уровне.
Таким образом, вы можете без проблем поддерживать скорость движения и угол на одном уровне.
Если вы увеличите скорость движения, это уменьшит проходку, а если вы снизите скорость, то обеспечите поверхностное глубокое проникновение. Поэтому старайтесь соблюдать баланс между ними для качественной обработки сварного шва.
7. Выберите подходящий электрод
Толстые электроды трудно держать, и они с большей вероятностью прилипают. Если вы новичок, я бы посоветовал начать с тонкого сварочного электрода 6013, так как с ним довольно легко обращаться. По мере накопления опыта вы можете продвигаться к E7018 и E7024.
8. Храните сварочные электроды в сухом месте
Если вы используете только электроды E6013 или E6011, вам не нужно особо беспокоиться об их хранении. Любой электрод, название которого имеет две последние цифры 10, 11, 12 или 13 (например, E6013, E6012 и т. д.), можно хранить в сухом футляре при комнатной температуре. Но в случае со стержнями E7018 или E7024 вам следует проявить особую осторожность, чтобы сохранить их качество. Храните их в сухих печах, где вы можете поддерживать температуру 200-400 градусов по Фаренгейту.
Храните их в сухих печах, где вы можете поддерживать температуру 200-400 градусов по Фаренгейту.
Подводя итоги
Как я упоминал выше, наиболее распространенной причиной проблем с залипанием сварочного электрода является низкое значение силы тока. Выполнение вышеупомянутых простых приемов очень поможет вам в вашем опыте сварки.
Но имейте в виду, что практика – это то, что делает сварку электродом идеальной. Так что, ребята, ТРЕНИРУЙТЕСЬ! УПРАЖНЯТЬСЯ! и ПРАКТИКА!
Сварочный аппарат ECO 200 | ПАТОН Сварочный инвертор MMA 200 Amp
- Методы сварки: MMA
- Сварочный ток: 25А-200А, питание 230В
- Гарантия: 5 лет, также для предприятий
- Рабочий цикл: 40% при 200А, 100% при 126А
- , Anti-Startick9-900 -Force
- Описание: Высококачественный сварочный аппарат ММА с номинальным сварочным током 200А, способный сваривать легкоплавкими электродами до 5 мм включительно.
 Современный цифровой дисплей позволяет установить точный сварочный ток, на котором вы хотите работать.
Современный цифровой дисплей позволяет установить точный сварочный ток, на котором вы хотите работать.
Сварочный аппарат Патон ЭКО 200 Инвертор в комплекте предназначен для эффективной сварки покрытыми электродами ММА на постоянном токе (DC). Сварочный аппарат серии ЭКО предназначен для пользователей, которым требуется функциональный аппарат с компактным дизайном и его полным номинальным током 200А.
Серия этих устройств предназначена для самых требовательных пользователей, ищущих разумный компромисс между мобильностью и функциональностью устройства, с номинальным током 200 А при скважности не менее 40 %, что оптимально для большинства бытовых задач (фермы, приусадебные растения и т. д.). Эти машины имеют программируемое управление током. Сварочные аппараты этой серии просты в использовании, так как все современные дополнительные функции, такие как Hot-Start, Arc-Force, Anti-Stick установлены на оптимальные значения для типичных сварочных работ. Позволяет работать с любым электродом: от Ф1,6 мм до Ф5 мм включительно.
Позволяет работать с любым электродом: от Ф1,6 мм до Ф5 мм включительно.
Особенности и преимущества:
Высокое качество сварных швов и безопасность инвертора для электродуговой сварки обеспечиваются дополнительными функциями, работающими в автоматическом режиме:
попадание посторонних частиц размером более 12,5 мм и от вертикально падающих капель дождя. Сварочный агрегат допускается к эксплуатации на открытом воздухе. Внутренние электрические и электронные элементы сварочного аппарата защищены от влаги, но не защищены от капель атмосферного конденсата. Устанавливайте сварочный аппарат так, чтобы не загораживать и не закрывать вентиляционные отверстия на передней и задней панелях аппарата. Не допускать попадания металлических частиц (например, при шлифовке сварного шва), засасываемых в сварочный аппарат вентилятором аппарата.
Горячий старт Функция: обеспечивает максимальное качество начала сварки, первоклассное зажигание – в момент зажигания дуги за короткое время рабочий сварочный ток увеличивается от установленного рабочего уровня до оптимальный уровень. В некоторых случаях (при работе со слабой сетью или генератором) этот уровень можно установить вручную при наличии подходящего переключателя (как в серии «Профессионал»). Понижение «Горячего пуска» для снижения энергопотребления в слабой сети или увеличение его в сильной сети значительно облегчает розжиг.
В некоторых случаях (при работе со слабой сетью или генератором) этот уровень можно установить вручную при наличии подходящего переключателя (как в серии «Профессионал»). Понижение «Горячего пуска» для снижения энергопотребления в слабой сети или увеличение его в сильной сети значительно облегчает розжиг.
Функция форсирования дуги: используется для улучшения стабильности горения короткой дуги и предотвращения «залипания» электрода. При отделении капли металла от электрода ток автоматически увеличивается до определенного уровня при наличии подходящего переключателя (как в серии «Профессионал»). Снижая «силу электрической дуги» для снижения энергопотребления в слабой сети или увеличивая ее в сильной сети, стабильность горения дуги еще больше улучшается.
Функция защиты от прилипания: позволяет сварщику легко отделить электрод от изделия. В случае короткого замыкания (при его наличии) автоматически снижается сварочный ток после короткого перерыва. Как только электрод отделяется от компонента, источник автоматически восстанавливает свою функцию. Если электрод прилипал к заготовке, сварочный ток уменьшается в течение 0,6…0,8 с после прилипания. Временное снижение сварочного тока облегчает сварщику отклеивание застрявшего электрода. После отделения электрода от изделия процесс сварки можно без проблем возобновить.
Как только электрод отделяется от компонента, источник автоматически восстанавливает свою функцию. Если электрод прилипал к заготовке, сварочный ток уменьшается в течение 0,6…0,8 с после прилипания. Временное снижение сварочного тока облегчает сварщику отклеивание застрявшего электрода. После отделения электрода от изделия процесс сварки можно без проблем возобновить.
Благодаря прочной и компактной конструкции сварочные аппараты серии ECO идеально подходят для наружного и полупромышленного применения. Все модели ММА ПАТОН™ имеют модуль защиты от неправильного напряжения питания (перенапряжения или падения напряжения). Применение инверторного блока, рассчитывающего на кГц частоты, влияет на габариты трансформатора в силовом блоке, что значительно уменьшает массу и габариты самого устройства.
Сварочный аппарат Патон ЭКО-200 Инвертор имеют систему стабилизации, поэтому могут питаться от агрегата, а также работают на полном номинальном токе с удлинителем длиной 120 м и диаметром 2,5 мм.
| Electrode diameter (mm) | Set welding current (A) | Minimum power of the generator (kVA) |
| Ф 2 | No more than 80А | 2.6 |
| Ф 3 | No more than 120А | 4.1 |
| Ф 4 | No more than 160А | 5.5 |
| Ф 5 | No more than 200А | 6,9 |
Выходное напряжение электрогенератора должно находиться в диапазоне 170 – 260 В. Изготовитель рекомендует использовать генераторную установку с системой АРН, отвечающей за стабилизацию напряжения. Стоит отметить, что параметры сварки полностью соответствуют реальным параметрам работы сварщика, что определяется использованием качественных электронных компонентов с тщательным контролем на каждом этапе производства.
