Сварочные выпрямители вд: Выпрямители сварочные ВД
Содержание
Выпрямитель сварочный ВД-413
Новосибирск: +7(383)207-88-58Екатеринбург: +7(343)318-01-83 Челябинск: +7(351)202-01-94 Сургут: +7(346)294-95-91 Волгоград: +7(8442)78-01-43
Сварочное оборудование Полуавтоматическая сварка Автоматическая сварка Аргонодуговая сварка Газовая резка Сварочные агрегаты Сварочные выпрямители Однопостовые для ручной дуговой сварки Многопостовые для ручной дуговой сварки Полуавтоматической и автоматической сварки Инверторы Для пластиковых труб Оснастка для сварки Контактная сварка Электромуфтовая сварка Столы сварщика и ФВУ Перемычки Каталог оборудования Сварочное оборудование Электростанции Компенсаторы Компрессоры Полипропиленовые трубы Счетчики и расходомеры КИП и автоматика Мотопомпы Насосы Оборудование PRESSOL Отопительное оборудование Строительное оборудование Снегоуборочная техника Оборудование Piusi Подъемное оборудование Станочное оборудование Гаражное оборудование | Каталог / Сварочное оборудование / Сварочные выпрямители / Однопостовые для ручной дуговой сварки / ВД–413 Применяется в ручной дуговой сварке и резке сталей электродами основным и целлюлозным покрытием диаметром от 2,0 мм. ВД – 413 отличается от 300-амперных выпрямителей увеличенным диапазоном настройки сварочного тока и большим напряжением холостого хода, что необходимо при удалении сварщика на большое расстояние от источника тока, т.е. при использовании длинных сварочных (или сетевых) проводов. Данные характеристики этого выпрямителя дают возможность вести сварку электродами диаметром 5,0 мм любой марки постоянно.
— Возможность сварки разнообразными электродами, либо основными, либо с целлюлозным покрытием — Использование большой длины сетевых и сварочных проводов — Большой диапазон регулирования тока — Тепловая защита — Легкое зажигание, эластичная и устойчивая дуга
Смотрите также Однопостовые источники для ручной дуговой сварки:
|

Обращаем ваше внимание на то, что вся предоставленная на сайте информация, касающаяся комплектации, технических характеристик, цветовых сочетаний, а также цены носит информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437(2) Гражданского кодекса РФ.
ГлавнаяРемонт и запчастиСделать заказКонтактыВакансии
Общие сведения Выпрямитель типа ВД-306 С У2 предназначен для ручной дуговой Структура условного обозначения ВД-306 С У2: Условия эксплуатации В закрытых помещениях или на открытом воздухе под навесом. Нормативно-технический документ ТУ У 3.12-20732066-035-95 ЕВГИ.435311.003 ТУ Технические характеристики Номинальное напряжение трехфазной питающей сети, В — 380 Конструкция и принцип действия Выпрямитель состоит из корпуса, внутри которого находятся Рисунок   Общий вид и габаритные (максимальные) размеры Центр комплектации «СпецТехноРесурс» |



 ; паспорт.
; паспорт.индуктор — Выбор выпрямителей для сварочного аппарата
Задавать вопрос
спросил
Изменено
5 лет, 3 месяца назад
Просмотрено
3к раз
\$\начало группы\$
У меня есть сварочный аппарат с номинальной мощностью 230 ампер на выходе переменного тока. Выход постоянного тока составляет 140 ампер. Я был немного озадачен, почему это так, но из того, что я могу сказать, они используют отвод более низкого напряжения на выходе трансформатора. Поскольку выходной ток рассчитан на 140 ампер, они, вероятно, выбрали автомобильный выпрямитель вместо генератора, чтобы снизить производственные затраты.
Я намерен установить мостовой выпрямитель, чтобы использовать полную мощность 230 А при сварке постоянным током. Частота переменного тока 60 Гц от сети. Так что время переключения вряд ли будет проблемой. Хотя сварочный аппарат рассчитан на 230 ампер, пиковый выходной ток может быть намного выше. Ближе к 300 ампер. Напряжение, указанное на передней панели устройства, составляет 38 В переменного тока без нагрузки.
Дополнительным конструктивным ограничением является то, что на выходе имеется катушка индуктивности, включенная последовательно с ним. Это делается для того, чтобы на заготовку подавался более плавный ток. Это может вызвать сильный скачок напряжения при остановке сварки.
Другое ограничение заключается в том, что я хочу добавить высокочастотный источник тока высокого напряжения параллельно сварочным проводам. Я намереваюсь использовать шунтирующий конденсатор, чтобы попытаться не допустить, чтобы выпрямители видели это, но они все равно могли видеть часть напряжения.
Как выбрать выпрямители для этого устройства? Какой запас прочности я должен выбрать в номинальном пиковом токе выпрямителя? Дешевле вообще найти интегральный блок (4 диода в упаковке) или надо покупать четыре независимых диода.
имитация этой цепи – Схема создана с помощью CircuitLab
- V1 – ток сети
- D1-D4 — это диоды, которые мне нужно добавить
- L1 — токоограничивающая катушка индуктивности на первичной стороне
- L2 дроссель сглаживания тока на выходе
- V2 — высоковольтный ВЧ источник питания. Это известно как «запуск дуги»
- R1 представляет собой сварочные провода и заготовку. Фактический импеданс равен сумме проводов, зажимов и дуги.
.
- дроссель
- высокочастотный
- мост-выпрямитель
\$\конечная группа\$
3
\$\начало группы\$
Вы можете установить так называемый «обратноходовой диод» или «демпфирующий диод» параллельно L2 для предотвращения всплесков обратной ЭДС. Стартер высоковольтной дуги следует подключать через трансформатор, включенный последовательно со сварочными проводами, а не параллельно. Шунтирующий конденсатор не поможет, независимо от того, где вы хотите его установить — он будет иметь бесконечный импеданс для постоянного тока, поэтому вы не сможете включить его последовательно с L2, и он создаст крошечный импеданс (и, следовательно, не будет никакого эффекта), если вы поместите его последовательно с вашим источником HF. Взгляните на эту ссылку для некоторых разъяснений. Еще одна вещь, которую вы можете сделать, чтобы облегчить запуск дуги, это поставить электролитическую крышку (обратите внимание на полярность и напряжение) на выходе выпрямителя (но она должна быть подключена до L2). 4700 мкФ будет достаточным значением емкости, но это может снизить коэффициент мощности вашего сварочного аппарата.
Стартер высоковольтной дуги следует подключать через трансформатор, включенный последовательно со сварочными проводами, а не параллельно. Шунтирующий конденсатор не поможет, независимо от того, где вы хотите его установить — он будет иметь бесконечный импеданс для постоянного тока, поэтому вы не сможете включить его последовательно с L2, и он создаст крошечный импеданс (и, следовательно, не будет никакого эффекта), если вы поместите его последовательно с вашим источником HF. Взгляните на эту ссылку для некоторых разъяснений. Еще одна вещь, которую вы можете сделать, чтобы облегчить запуск дуги, это поставить электролитическую крышку (обратите внимание на полярность и напряжение) на выходе выпрямителя (но она должна быть подключена до L2). 4700 мкФ будет достаточным значением емкости, но это может снизить коэффициент мощности вашего сварочного аппарата.
\$\конечная группа\$
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя электронную почту и пароль
Опубликовать как гость
Электронная почта
Требуется, но никогда не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie
.
История — Патона
Создание завода сварочного оборудования
Создание кафедры сварочного оборудования как одного из элементов института электросварки, который объединил в своей структуре: институт, технологическое и конструкторское бюро и кафедру. В эти годы завод активно осваивал новые технологические участки, обеспечивая выпуск не только отдельных машин, разработанных институтом совместно с КБ, но и некоторых моделей в небольших количествах. Одной из таких моделей был малогабаритный трансформатор СТШ-250, предназначенный для ремонтных работ.
Газопровод Дружба
В первые годы в 1963 году завод изготовил и поставил на трубопрокатный завод в Челябинске специальные машины А850 и А943 для сварки труб большого диаметра, используемых на газопроводах Бухара — Урал и Дружба (Дружба).
Международные выставки
Завод наладил сотрудничество с Волгоградским тракторным заводом и начал поставки станков А899 для сварки лонжеронов рамы тракторов. В эти годы сварочные аппараты Опытного завода были представлены на международных выставках и ярмарках в Брюсселе, Нью-Йорке, Марселе, Лейпциге и на выставке народного хозяйства СССР.
В эти годы сварочные аппараты Опытного завода были представлены на международных выставках и ярмарках в Брюсселе, Нью-Йорке, Марселе, Лейпциге и на выставке народного хозяйства СССР.
Впервые в истории…
16 октября 1969 года экипаж космического корабля «Союз-6» в составе летчиков В. Кубасова и Г. Шонина впервые в мировой истории произвел сварку на орбите. Были опробованы три метода: электронно-лучевой, плазменно-дуговой и плавкий электрод на уникальной машине «Вулкан» производства Завода сварочного оборудования «ПАТОН». Говорили, что качество сварного шва ничем не хуже, чем у надземного шва.
1972
Расширение нового производственного цеха
В период с 1970 по 1972 год продолжались работы по расширению нового производственного цеха, что позволило значительно расширить номенклатуру производимого сварочного оборудования. В 1972 году завод приступил к выпуску специальной сельскохозяйственной техники.
Судостроительные предприятия
В 1973 году завод начал выпуск специального многофункционального выпрямителя ВМГ 5000 для судостроительных предприятий. В это же время начался процесс производства машин для электрошлаковой сварки (ЭШС) и микроплазменной сварки. Такие машины ранее не выпускались ни одним заводом в СССР.
Знак Качества
В 1975 году завод выпускал спецтехнику АРАКС для франко-советской кооперации. Эксперимент у поверхности Земли между французским островом Кергелена и поселком Согра на севере СССР с использованием ракеты «Эридан». Три изделия завода, такие как выпрямитель ВМГ5000, сварочный полуавтомат А1114М и трансформатор СТШ-250, удостоены Знака качества, удостоверяющего высший стандарт качества в СССР.
Более 50 комплектов сварочного оборудования
Завод быстро завоевал мировую известность благодаря своим техническим возможностям и хорошему и надежному оборудованию. С 1975 по 1980 год завод поставил более 50 комплектов сварочного оборудования в Японию, Швецию, Германию и США. В отличие от них, производители автомобилей, такие как ВАЗ, ЗИЛ и КАМАЗ, стали нашими постоянными клиентами.
С 1975 по 1980 год завод поставил более 50 комплектов сварочного оборудования в Японию, Швецию, Германию и США. В отличие от них, производители автомобилей, такие как ВАЗ, ЗИЛ и КАМАЗ, стали нашими постоянными клиентами.
1978
Завод Зил
Между 1976 и 1919 годами78 завод успешно выпускал технологические линии У851, У901 и УД133. Первый применялся для сварки каркаса на заводе ЗИЛ, второй — для сборки и сварки многослойных стыков труб большого диаметра на Трубном заводе в Харкизске. Комплект УД133 предназначен для сварки узлов серийного трактора Т-150 на Тракторном заводе в Харькове.
На борту ОК «Салют» — 6
В 1979 году завод изготовил уникальный комплекс «Инспаритель» для термического испарения металла и тонкопленочных покрытий нескольких образцов конструкционных материалов на борту космического комплекса «Салют-6» в условиях невесомости и внешней условия вакуума. Этот важный эксперимент еще раз подтвердил достоинства научно-производственного коллектива Е. О. Институт электросварки. Патон, объединяющий ученых, дизайнеров и производственную команду.
О. Институт электросварки. Патон, объединяющий ученых, дизайнеров и производственную команду.
Строительство первой стационарной советской буровой платформы
Объединение «Каспморнефтегазпром» подал заявку в Е.О. Патона для получения технической помощи на строительство стационарной советской нефтяной вышки. Скважины должны были добывать нефть и природный газ с глубины 100 м над уровнем моря у побережья Каспийского моря.
Выксунский металлургический завод
Круг интересов очень быстро расширился. В 1980 объединенная бригада сварочного оборудования и механизации сварочных работ взяла под контроль процесс изготовления многослойных труб и поставила их на Выксунский металлургический завод.
Аппарат электрошлаковой сварки А550 получает еще один Знак качества, который сертифицирован как высший стандарт качества в СССР. Электрошлаковая сварочная машина УШ218 получает золотую медаль на международной ярмарке в Лейпциге. Команда специалистов компании E.O. Патон
Команда специалистов компании E.O. Патон
Институт электросварки и Технологически-конструкторское бюро во главе с директором Института Г.Б. Завод Асоянца удостоен Государственной премии СССР в области науки и техники за внедрение высокоэффективных источников питания плазменно-дугового переплава в промышленное оборудование.
Сварочные аппараты успешно поставляются на различные предприятия, в том числе Зданов Тяжмаш, проволочный завод в Харцызеке, Волгоградскую АЭС, арматурный завод в Куйбышевском. Сварочное оборудование, запасные части, аксессуары, комплекты высокого качества, соответствующие международным стандартам, были экспортированы в Австрию, Венгрию и Канаду.
Остров в море на глубине 113 м
В сентябре 1982 года на рекордной глубине 113 метров была установлена стационарная платформа, на которой было пробурено двенадцать скважин и которая запомнилась в морском владении под названием «28 апреля на Каспийском море». .
Десять тысяч тонн высокопрочного металла было использовано для создания сложной установки стальных прядей конструкции, составленной с истинной изысканностью и точностью с помощью ученых из Института им. Институт электросварки. Патон. Одни только опорные блоки весили 2500 тонн, которые по просьбе конструкторов «Гипроморнефтегаза» разместили на площади почти в четыре тысячи квадратных метров. Новый участок был открыт в развивающемся Каспийском море, богатом нефтяными и газовыми ресурсами. В статье «Остров в море», 19 сентября.82, газета «Башня» Азербайджан.
Институт электросварки. Патон. Одни только опорные блоки весили 2500 тонн, которые по просьбе конструкторов «Гипроморнефтегаза» разместили на площади почти в четыре тысячи квадратных метров. Новый участок был открыт в развивающемся Каспийском море, богатом нефтяными и газовыми ресурсами. В статье «Остров в море», 19 сентября.82, газета «Башня» Азербайджан.
Научно-технические разработки в области сварочной металлургии
3 января 1984 г. способствовали большим достижениям развития ш
я . наука;
w  технология; сварочная металлургия. Научно-технический комплекс Электротехнического института
Э.О. Сварочная компания Патона, имеющая в своей структуре Опытный завод, награждена
Приказ
Октябрьской революции. Это вторая по значимости советская медаль за большие достижения в области развития.
технологии, ш сварки и специальной металлургии.
Впервые в мире…
В июле 1984 года на космической станции «Салют-7» космонавты Светлана Савицкая и Владимир Джанибеков впервые в мире в течение 3 часов 35 минут успешно провели операции резки, сварки, пайки и напыления металлических пластин с помощью переносного электронно-лучевого сварочного аппарата производства кафедры сварочного оборудования ИЭС им. Е. О. Патона.
Е. О. Патона.
Создается межотраслевой научно-технический комплекс
В 1985 году был создан межотраслевой научно-технический комплекс (МНТК), в состав которого вошел отдел сварочного оборудования.
2000
Самые тяжелые времена в истории Завода сварочного оборудования
Это были самые тяжелые годы в истории завода. Распад Советского Союза оказал значительное влияние на промышленность всех союзных республик, в том числе и Украины. Спрос на уникальные сварочные комплекты резко упал. Заводу пришлось сократить производство. Мы были вынуждены отказаться от большого филиала завода. Все оборудование было перевезено на главный завод. Компания продолжила выпуск новых моделей ИЭС Технологического и Конструкторского бюро только для заказчиков из стран СНГ.
В конце 1990-х годов наблюдается оживление промышленного и строительного производства. Наблюдается значительный рост интереса к источникам питания для различных методов сварки.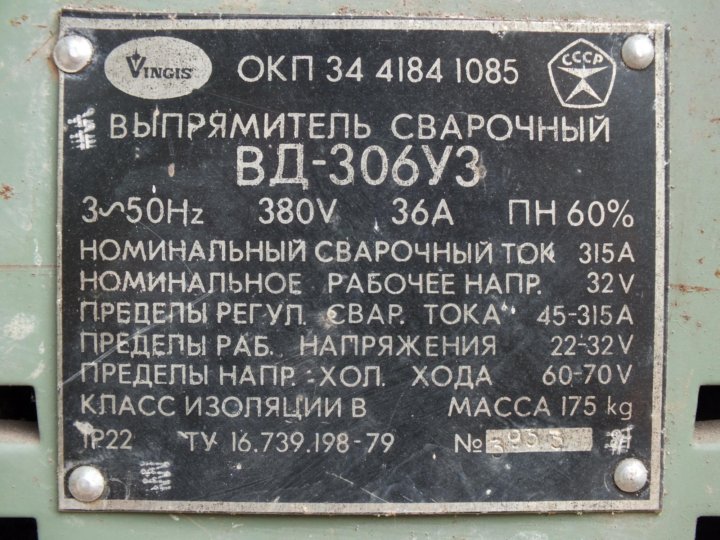 Было принято решение совершенствовать производство трансформаторов, выпрямителей и сварочных полуавтоматов, так как они пользовались наибольшим спросом. Сам завод спроектировал и освоил производство малых серий СТШ.
Было принято решение совершенствовать производство трансформаторов, выпрямителей и сварочных полуавтоматов, так как они пользовались наибольшим спросом. Сам завод спроектировал и освоил производство малых серий СТШ.
трансформаторы 250А, 315А и 400А, выпрямители ВД 250А, 315А и 400А. Модернизированы сварочные полуавтоматы мощностью 180А, 250А, 315А. Многолетний опыт эксплуатации трансформаторов ТСС со стабилизатором СРС показал их надежность в различных областях техники.
Комплект для контактной стыковой сварки
Комплект K805 для контактной стыковой сварки был экспортирован в Финляндию, а комплект для магнитно-импульсной сварки N-126 был экспортирован в Мексику
2010
Совершенствование сварки переменным током
В начале текущего десятилетия в институте завершена разработка дугового стабилизатора горения УСГД. Это устройство эффективно улучшило процесс сварки переменным током, позволив сваривать алюминиевые сплавы небольшой толщины. В качестве источника питания использовался трансформатор.
В качестве источника питания использовался трансформатор.
Команда Завода сварочного оборудования усовершенствовала СТШ
серии трансформаторов, оснастив их стабилизатором дуги СГД. В выпрямитель ВД можно установить два блока для улучшения свечения дуги и предотвращения прилипания электрода при слаботочной сварке основных свариваемых труб и ответственных металлоконструкций. Сварочные полуавтоматы были значительно модернизированы. Их производство разработано в двух вариантах: источник питания, интегрированный с корпусом механизма подачи, или отдельный выпрямитель и механизм подачи.
Проектирование и развитие производства инверторного оборудования
Ключевым моментом этого этапа было внедрение инвертора как источника питания для
мировой рынок. В основном они были предназначены для ручной дуговой сварки. Открытость к новым требованиям
Команда компании сосредоточила свои усилия в области проектирования и освоения мирового рынка.
производство инверторного оборудования.
Три модели инверторов
В 2008 году отдел сварочного оборудования E.O. Патона приступили к выпуску небольшой серии инверторных аппаратов, состоящей из трех моделей мощности: 120А, 160А и 200А для дуговой сварки.
Возобновление сотрудничества
Отдел сварочного оборудования Патона совместно с Опытно-конструкторским бюро технологического проектирования Е.О. Институт электросварки. Патона НАН Украины возобновила сотрудничество с компанией, входящей в структуру нефтяных компаний Азербайджана (SOCAR).
В настоящее время есть реальный шанс для более тесного сотрудничества между Украиной и Азербайджаном в области сварочных технологий. Объединив инженерные и промышленные силы, наши страны добьются высоких показателей в исследовании и освоении нефтегазовых ресурсов Каспия.
Специальное оборудование для дуговой сварки и электрошлакового переплава
До 2013 года завод выпускал оборудование для дуговой сварки и электрошлакового переплава по спецзаказам. В 2013 году увеличилось производство классических и различных источников питания. Значительно увеличилось количество выпускаемых инверторов для дуговой сварки. Возрождение производства, благодаря индивидуальным заказам высокопроизводительных источников тока, применяемых при сварке и электрошлаковом переплаве. Аппараты имели мощность 3000А, 6000А и 10000А. Возобновление производства трех типов сварочных тракторов с погружением сварочной дуги в стержневой электрод (порошок) на максимальном токе 1000А. Именно поэтому завод спроектировал, разработал и изготовил блок питания трансформатора УВО на ток от 630А до 1200А.
В 2013 году увеличилось производство классических и различных источников питания. Значительно увеличилось количество выпускаемых инверторов для дуговой сварки. Возрождение производства, благодаря индивидуальным заказам высокопроизводительных источников тока, применяемых при сварке и электрошлаковом переплаве. Аппараты имели мощность 3000А, 6000А и 10000А. Возобновление производства трех типов сварочных тракторов с погружением сварочной дуги в стержневой электрод (порошок) на максимальном токе 1000А. Именно поэтому завод спроектировал, разработал и изготовил блок питания трансформатора УВО на ток от 630А до 1200А.
Заводы металлоконструкций и строительные компании возобновили свои проекты по всей стране, где применялась дуговая сварка. Именно поэтому в 2013 году завод освоил выпуск многофункциональных выпрямителей на 630А и 1200А. Значительно вырос выпуск инверторного оборудования, используемого в ремонтных мастерских.
Уникальные наборы для Харьковского предприятия Турбоатом
В 2014 году завод завершил изготовление четырех уникальных комплектов для сварки роторов турбин на предприятии ПАО «Турбоатом» в Харькове..jpg) Эти установки разработаны конструкторско-технологическим бюро института в тесном сотрудничестве с нашим отделом и успешно внедрены в ПАО «Турбоатом». Отдел сварочного оборудования Е.О. Патоновский институт электросварки продолжает традиции школы Патона, укрепляя сотрудничество с промышленностью. До сих пор нашим девизом является «Надежность, качество, традиции», что помогает нам создавать доверие в наших отношениях с клиентами.
Эти установки разработаны конструкторско-технологическим бюро института в тесном сотрудничестве с нашим отделом и успешно внедрены в ПАО «Турбоатом». Отдел сварочного оборудования Е.О. Патоновский институт электросварки продолжает традиции школы Патона, укрепляя сотрудничество с промышленностью. До сих пор нашим девизом является «Надежность, качество, традиции», что помогает нам создавать доверие в наших отношениях с клиентами.
В испытаниях оборудования, проходивших на заводе сварочного оборудования имени Патона, приняли участие представители ОАО «Турбоатом» и Президент Национальной академии наук Украины Борис Патон. По предложению приемочной комиссии представленное устройство может быть использовано для сварки под флюсом в узких разделках как паровых турбин, так и элементов различной конфигурации.
Реализации для бирманских верфей
В начале мая 2015 года Отдел сварочного оборудования «Патон» совместно с Опытно-конструкторским бюро технологического проектирования им. Е.О. Институт электросварки. Патона НАН Украины заключили договор с Государственной компанией «Укрспецэкспорт» на разработку и производство сварочного оборудования в условиях тропического климата с повышенной эффективностью и надежностью. Сварочные выпрямители ВС-650СР с фидерами БП 608 и инверторные устройства ВДИ-200 ПРО прошли испытания и отправлены в эксплуатацию на одну из верфей Юго-Восточной Азии (Бирма/Республика Мьянма). Этот опыт был непростым, но можно с удовлетворением сказать, что у Завода сварочного оборудования имени Патона очень большие отечественные производственные мощности, но за счет повышения надежности оборудования появилась перспектива расширения рынка сбыта продукции для разных климатических зон.
Е.О. Институт электросварки. Патона НАН Украины заключили договор с Государственной компанией «Укрспецэкспорт» на разработку и производство сварочного оборудования в условиях тропического климата с повышенной эффективностью и надежностью. Сварочные выпрямители ВС-650СР с фидерами БП 608 и инверторные устройства ВДИ-200 ПРО прошли испытания и отправлены в эксплуатацию на одну из верфей Юго-Восточной Азии (Бирма/Республика Мьянма). Этот опыт был непростым, но можно с удовлетворением сказать, что у Завода сварочного оборудования имени Патона очень большие отечественные производственные мощности, но за счет повышения надежности оборудования появилась перспектива расширения рынка сбыта продукции для разных климатических зон.
Электрошлаковая сварка металла толщиной до 200 мм.
В январе 2016 г. Отдел сварочного оборудования «Патон» совместно с Опытно-конструкторским бюро технологического проектирования им. Е.О. Институт электросварки. Патон подписал контракт с Инженерным управлением на разработку и производство специализированного оборудования для электрошлаковой сварки металла толщиной до 450 мм. В конце апреля Завод сварочного оборудования имени Патона на основе исследований и опыта выполнил инновационный заказ по модернизации специализированного оборудования для электрошлаковой сварки металла толщиной до 200 мм.
В конце апреля Завод сварочного оборудования имени Патона на основе исследований и опыта выполнил инновационный заказ по модернизации специализированного оборудования для электрошлаковой сварки металла толщиной до 200 мм.
Специалисты разработали и провели множество испытаний сварочного оборудования: сварочные аппараты АШ215 дополнены выпрямителем ВДУ-1202П.
Аппарат сварочный АШ215 с собственным источником питания предназначен для выполнения соединений методом вертикальной, наклонной и криволинейной электрошлаковой сварки (с радиусом закругления R > 4000 мм и вертикальным углом ± 25°), соединений листовых металлоконструкций с формирование одностороннего принудительного соединения. В качестве источника питания сварочного аппарата АШ215 используются два универсальных дуговых выпрямителя типа ВДУ 1202П.
Сварочный аппарат АШ215 с собственным источником питания в комплекте с выпрямителем ВДУ — 1202п, который с успехом может быть использован для сварки резервуаров и металлопродукции.
Электрошлаковая сварка металла толщиной до 450 мм.
В 2016 г. Отдел сварочного оборудования «Патон» совместно с Опытно-конструкторским бюро технологического проекта Е.О. Институт электросварки. Патона НАН Украины подписали договор с Департаментом машиностроения на разработку и производство специализированного сварочного оборудования для электрошлаковой сварки металла толщиной до 450 мм.
В ходе реализации проекта специалисты отдела сварочного оборудования Управления Патона и
Разработан опытно-технологический проект, проведены испытания ряда специализированных устройств.
Сварочное оборудование типа: Сварочное оборудование А-535, дополненное трансформатором ТШС 100-3.
Универсальная рельсосварочная машина А-535 предназначена для электрошлаковой сварки в один проход стали толщиной от 50 мм до 450 мм. Устройство обеспечивает возможность выполнения вертикальной и кольцевой сварки с стыковыми, угловыми и тавровыми соединениями. Сварку ведут одновременно одним, двумя или тремя электродами с двусторонним принудительным формированием шва. Использование трех электродов дает возможность значительно улучшить параметры трехфазной сварки и тем самым добиться сбалансированной нагрузки на электросеть, с высоким коэффициентом мощности и модификацией химического состава сварных швов.
Использование трех электродов дает возможность значительно улучшить параметры трехфазной сварки и тем самым добиться сбалансированной нагрузки на электросеть, с высоким коэффициентом мощности и модификацией химического состава сварных швов.
Универсальный сварочный трактор А-535 комплектуется сварочным трансформатором ТШС 1000-3 в качестве источника питания. С успехом может применяться для сварки резервуаров и стальных изделий. Этот проект начался с возобновления производства специализированного электрошлакового сварочного оборудования на Заводе сварочного оборудования имени Патона, которое пользуется повышенным спросом у крупнейших промышленных компаний.
Настоящее и будущее
Настоящее и будущее
Многолетний опыт производства уникальных комплектов и источников питания для
различные режимы сварки поддерживают оптимизм коллектива завода в отношении перспектив на будущее, поскольку
промышленное производство, которое возможно без сварки. Машины Патона всегда оценят
клиентов не только в Украине, но и во всем мире.
