Сварочный аппарат для сварки алюминия: Как выбрать сварочный аппарат для алюминия: MMA, MIG/MAG или TIG?
Содержание
как выбрать, особенности + Видео
Даже опытные сварщики, впервые сталкиваясь с соединением алюминия ручным дуговом способом, часто испытывают разочарование от качества шва. Если Вам понадобилось регулярно работать с таким «капризным» металлом, то наша статья поможет подобрать сварочный аппарат для алюминия, которым получится создавать качественные герметичные швы.
Особенности и сложности сварки алюминия
Сварка алюминия может понадобиться для заделки трещины в поддоне картера ДВС или коробки передач. Нередко так ремонтируют размерзшийся блок «рубашки» охлаждения двигателя. Аппараты для сварки алюминия востребованы в химической и пищевой промышленности, изготовлении емкостей, коллекторов, фильтров и других изделий.
Но алюминий и его сплавы AlMn, AlSi, AlMg хуже свариваются за счет главной особенности — наличия тугоплавкого оксидного слоя на поверхности. Температура его плавления составляет 2044 градуса, тогда как метал под ним течет уже после 660 градусов. Это составляет основную проблему, поскольку малая сила тока не способна проплавить наружный слой, и присадочный металл ложится на поверхности. Большая сила тока приводит к сквозным прожогам. Поэтому классические технологии для сварки алюминия не подходят.
Это составляет основную проблему, поскольку малая сила тока не способна проплавить наружный слой, и присадочный металл ложится на поверхности. Большая сила тока приводит к сквозным прожогам. Поэтому классические технологии для сварки алюминия не подходят.
Среди других трудностей в работе с этим металлом следующие:
- Малая разница между температурой плавления и застывания. Алюминий становится текучим при 660 градусах. Но если ему дать остыть всего на 15-20º С, то он уже начинает кристаллизоваться. Требуется аппарат для сварки алюминия, который сможет поддерживать рабочий ток в таком диапазоне, чтобы можно было формировать шов.
- Повышенная теплопроводность. Распространение тепла по алюминию происходит в 5 раз быстрее, чем у малоуглеродистой стали. Сварочная ванная быстро остывает, а деталь может значительно покоробится на большой площади даже от маленького шва.
- Сохранение цвета в расплавленном виде.
 При сварке черных металлов сварщику легко контролировать состояние сварочной ванны и количество подаваемой присадки, поскольку она становится ослепительно белой, в отличие от красного шлака. Алюминий не меняет цвет в жидком виде и сварщику сложнее визуально понимать насколько сформирован шов.
При сварке черных металлов сварщику легко контролировать состояние сварочной ванны и количество подаваемой присадки, поскольку она становится ослепительно белой, в отличие от красного шлака. Алюминий не меняет цвет в жидком виде и сварщику сложнее визуально понимать насколько сформирован шов. - Повышенная усадка. После остывания наплавленные валики металла могут значительно просесть, что образует ямки в шве и потребуется повторная наплавка сверху.
- Взаимодействие с внешней средой. При контакте с окружающим воздухом алюминий испаряет водород, что приводит к крупным порам в структуре шва. Давление воды или другой жидкости такое соединение не выдержит. Необходима защита сварочной ванны от внешних газов.
- Повышенная текучесть. В расплавленном состоянии алюминий похож на воду — направлять жидкий металл горелкой сложнее, особенно при ведении шва в наклонной плоскости. Еще это приводит к ускоренным сквозным прожогам.

Первые швы у начинающих сварщиков на алюминии всегда плохие. Постепенно проблема решается тренировками на практике. Но первостепенное значение здесь играет правильный выбор сварочного аппарата, рассчитанного на соединение алюминия.
Какой аппарат лучше всего подходит для сварки алюминия
Поскольку в продаже существуют покрытые электроды с алюминиевым сердечником, то, кажется, самым дешевым способом сваривать этом металл является ручная дуговая сварка при помощи инвертора. Но в действительности ММА сварка по алюминию позволит лишь соединить две стороны металла наложенными сверху каплями присадки.
Прочный и герметичный шов здесь не получится. Для качественного соединения потребуется сварочный аппарат для сварки алюминия с режимами MIG или TIG. У каждого из них есть свои особенности, что следует учесть при выборе.
Использование аппаратов MIG/MAG для сварки алюминия
МИГ сварка — это применение полуавтоматов, в которых сварочная проволока непрерывно подается по каналу прямо в горелку. Второй кабель с зажимом крепится непосредственно на изделие. Замыкание проволоки о поверхность заготовки приводит к возбуждению электрической дуги. Параллельно газ из сопла изолирует сварочную ванну от внешней среды.
Второй кабель с зажимом крепится непосредственно на изделие. Замыкание проволоки о поверхность заготовки приводит к возбуждению электрической дуги. Параллельно газ из сопла изолирует сварочную ванну от внешней среды.
Плюсы
- высокая скорость сварки;
- хорошая видимость происходящего в сварочной ванне;
- вторая рука сварщика свободна, чтобы поддерживать заготовку или держаться на высоте;
- можно создавать непрерывные длинные швы;
- после окончания процесса нет шлаковой корки.
Минусы
- Дороговизна самого оборудования. Еще есть дополнительные расходы на защитный газ (смесь аргона и углекислоты).
- Алюминиевая присадочная проволока тонкая и гибкая, поэтому сильно «гуляет» и сварщику труднее направлять ее.
- Если часто требуется чередовать сварку черных металлов и алюминия одним полуавтоматом, то смена стального канала в горелке на тефлоновый занимает много времени.

- Шов от полуавтомата на алюминии неоднородный по ширине. Если он расположен на лицевой стороне заготовки, то нужна последующая механическая зачистка.
Какие функции должны быть у полуавтоматов для алюминия
Соединять алюминий можно не любыми полуавтоматами. Оборудование для сварки должно обладать следующими функциями:
Hot Start. Эта функция называется «Горячий старт», потому что позволяет накладывать качественный шов с первых миллиметров соединения. Для этого на проволоке поддерживается высокий показатель холостого хода (80-90 В), а сила тока сперва подается чуть выше основного.
Для алюминия это полезно быстрым прогревом поверхности и разрушением оксида. Благодаря этому эффекту шов начинает формироваться сразу, без налипания валиков присадки сверху. На профессиональных аппаратах можно настраивать значение регулировки «Горячего старта», чтобы определять насколько он будет «горячим».
Pulse. Эта функция выдает не ровный базовый ток, а содействует его чередованию. В результате получается амплитуда, где происходит нарастание тока до рабочего импульса, а затем пауза со спадом. В момент пикового напряжения плавится оксид, а в период паузы обеспечивается спокойное вплавление присадочного металла с минимальным количеством брызг.
В результате получается амплитуда, где происходит нарастание тока до рабочего импульса, а затем пауза со спадом. В момент пикового напряжения плавится оксид, а в период паузы обеспечивается спокойное вплавление присадочного металла с минимальным количеством брызг.
На профессиональных полуавтоматах можно регулировать как частоту импульса, так и его длину, что позволяет настроить сварку в зависимости от толщины алюминия и вида его сплава. Функция актуальна особенно для тонкого металла, чтобы избежать перегрева поверхности и образования сквозных дыр.
Dable Pulse. Удваивает предыдущий эффект. Кроме амплитуды, чередующей базовый и основной ток, присутствует колебательное нарастание и спад пикового тока. Такая функция еще больше повышает качество сварки алюминия вплоть до капельного переноса металла. Минимальное тепловложение не дает перегреть заготовку и деформировать ее. Швы получаются тонкими, но глубокими, а скорость сварки возрастает.
Использование аппаратов TIG для сварки алюминия
ТИГ сварка алюминия проводится при помощи инвертора, выдающего переменный ток.
В одной руке у сварщика горелка с вольфрамовым электродом. Ее касание о поверхность детали, к которой подключена масса, приводит к образованию электрической дуги. Вольфрам не плавится, поэтому длина электрода не меняется. Для сварки алюминия применяется круглая форма заточки стержня.
Во второй руке сварщика присадочная проволока, подающаяся в сварочную ванну для увеличения высоты шва и придания крепости соединению. Из горелки выходит защитный газ аргон, предотвращающий контакт с внешним воздухом.
Плюсы TIG для сварки алюминия
- шов получается плотным и герметичным;
- не требуется механическая обработка;
- отсутствуют поры в структуре;
- можно выполнять узкие швы 2-3 мм в ширину.
Минусы TIG для сварки алюминия
- повышенный расход средств на присадочную проволоку и газ;
- низкая скорость сварки;
- высокая стоимость оборудования;
- можно создавать только короткие швы;
- игла быстро покрывается брызгами и ее форму нужно править;
- при сварке листового алюминия 1-2 мм толщиной, требуется подложка для предотвращения провалов разогретого металла.

Качество швов, которое можно получить при сварке алюминия при помощи TIG сварки.
Какие функции должны быть у инверторов TIG для алюминия
Хотя любой инвертор можно оснастить вентильной горелкой для ТИГ сварки, но качественно соединить алюминий аргонодуговым методом получится только при наличии следующих функций:
Pulse. Играет такую же роль, что и в полуавтомате. Сокращает тепловложение и не дает прогореть жидкотекучему материалу. Профессиональные аппараты поддерживают настройку волны пульса. Прямоугольная волна дает глубокое проплавление и высокую скорость процесса. Треугольная позволяет легко сваривать тонкие листы алюминия с минимальной передачей тепла. Скругленная волна облегчает контроль сварочной ванны для равномерного провара ответственных соединений. Синусоидальная дает мягкую дугу с широким захватом сварочной ванны, но не глубоким проваром.
Пред и пост газ. Запускает на 2 с предварительную продувку защитного газа, чтобы вытеснить окружающий воздух с места начала сварки. Подает аргон после прерывания дуги в течение 3-10 секунд, давая нормально кристаллизоваться сварочной ванне без вмешательства кислорода.
Подает аргон после прерывания дуги в течение 3-10 секунд, давая нормально кристаллизоваться сварочной ванне без вмешательства кислорода.
Переключение на переменный ток. Вести ТИГ сварку инвертором можно только на переменном токе. Для этого обязательно в характеристиках аппарата должно быть обозначение AC/DC.
MIX TIG. Этот режим чередует воздействие на материал постоянного и переменного тока. Сперва в работу вступает AC, который разрушает своей частотой оксидную пленку. Затем он сменяется на DC, обеспечивающим глубокий провар с равномерным распределением присадочного металла. Эта функция особенно практична, когда требуется соединить алюминий, толщиной 2 и 7 мм между собой.
Регулировка баланса. Позволяет устанавливать частоту автоматической смены полярности напряжения, что при положительном значении продлевает срок службы вольфрамового электрода и повышает глубину провара, а при отрицательном показателе снижает тепловложение и защищает от прожогов и деформаций.
Изучив требования к аппаратам для сварки алюминия, Вы без проблем сможете подобрать сварочное оборудование для своей автомастерской, цеха или гаража.
Видео подборка по сварке алюминия
Если вы заметили ошибку, не рабочее видео или ссылку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Поделиться:
Аппарат для сварки алюминия в Ногинске
Каталог
Аппарат TIG сварки алюминия TSS PRO TIG/MMA-200P AC/DC
38220
в магазин
Аппарат TIG сварки алюминия TSS PRO TIG/MMA-300P AC/DC
72010
в магазин
Аппарат TIG сварки алюминия TSS TOP TIG/MMA-315P AC/DC 018095
59020
в магазин
Аппарат для сварки алюминия ТСС PRO TIG/MMA 200P AC/DC Digital
49949
в магазин
Аппарат tig сварки для алюминия ТСС TOP TIG/MMA-315P AC/DC
72224
в магазин
Аппарат аргонодуговой сварки АВРОРА Система 200 AC/DC ПУЛЬС (2 поколение) TIG+MMA сварка алюминия для
55370
62000
в магазин
Аппарат для сварки алюминия ТСС PRO TIG/MMA 400P AC/DC Digital
110482
в магазин
Аппарат TIG сварки алюминия TSS PRO TIG 400P AC/DC Digital для
107496
в магазин
Аппарат аргонодуговой сварки UNO TIG 200 AC/DC для алюминия
45992
в магазин
Аппарат для сварки алюминия ТСС PRO TIG/MMA 200P AC/DC Digital 030078
65750
в магазин
Аппарат TIG сварки алюминия TSS PRO TIG 400P AC/DC Digital для
107496
в магазин
Аппарат TIG сварки алюминия TSS PRO TIG/MMA-300P AC/DC для
86760
в магазин
Аппарат TIG сварки алюминия TSS PRO TIG 400P AC/DC Digital для
107496
в магазин
Аппарат для сварки алюминия PRO TIG/MMA 400P AC/DC Digital
110482
в магазин
Аппарат аргоннодуговой сварки START 205 modelTIG AC/DC TIG PULSE (MMA/TIG) для алюминия
58340
62000
в магазин
Аппарат TIG сварки алюминия TSS PRO 400P AC/DC Digital для
110482
в магазин
Аппарат аргонодуговой сварки AuroraPRO INTER AC/DC — сварочный инвертор АврораПро INTER TIG AC/DC Pulse на 220В MMA+TIG для сварки алюминия — 54880
56000
в магазин
Аппарат TIG сварки алюминия TSS PRO TIG/MMA 200P AC/DC Digital для
54612
в магазин
Аппарат TIG сварки алюминия TSS PRO TIG 400P AC/DC Digital для
107496
в магазин
Аппарат TIG сварки алюминия TSS PRO TIG 400P AC/DC Digital для
107496
в магазин
Аппарат TIG сварки алюминия TSS PRO 400P AC/DC Digital 030079 для
107496
в магазин
Аппарат TIG сварки алюминия TSS PRO TIG/MMA-200P AC/DC
38220
в магазин
Аппарат TIG сварки алюминия TSS PRO TIG/MMA-300P AC/DC
72010
в магазин
Аппарат TIG сварки алюминия TSS TOP TIG/MMA-315P AC/DC 018095
59020
в магазин
Аппарат для сварки алюминия ТСС PRO TIG/MMA 200P AC/DC Digital
49949
в магазин
Аппарат tig сварки для алюминия ТСС TOP TIG/MMA-315P AC/DC
72224
в магазин
Сварка алюминия TIG: советы и методы
Последнее обновление:
Партнерский отказ от ответственности: этот пост может содержать ссылки, которые принесут нам комиссию бесплатно для вас. Это помогает сохранить Weldguru бесплатным ресурсом для наших читателей.
TIG алюминиевая сварка
TIG сварка алюминия требует наличия защитного газа (обычно аргона), вольфрамового неплавящегося электрода и чистой поверхности для удаления любых оксидных отложений.
Оксид имеет более высокую температуру плавления, чем сам алюминий, поэтому перед сваркой его необходимо удалить.
Сварочный аппарат должен быть либо предназначен для сварки TIG (подобно этим), либо иметь необходимые принадлежности.
Регулирование тока ступни имеет важное значение, поскольку в начале сварки происходит накопление тепла, что требует меньшего количества тепла от электрода к концу сварного шва.
Для достижения наилучших результатов используйте переменный ток высокой частоты (при высокой частоте вольфрамовый электрод не должен соприкасаться с алюминием, что снижает риск загрязнения).
Постоянный ток используется в качестве ограниченной альтернативы, но приводит к более высокому уровню нагрева электрода и плохой очистке от окислов.
Сопло горелки также должно быть выбрано для использования с алюминием. При изменении диаметра электрода можно использовать более широкий диапазон подвода тепла при различной толщине металла.
В руках опытного сварщика сварка TIG выглядит лучше и герметизирует лучше, чем сварка алюминия MIG. Сварка алюминия MIG предпочтительнее для более толстых кусков металла.
Новые алюминиевые сплавы, такие как HTS-2000, предлагают более дешевый метод сварки алюминия. Его можно использовать с любым источником тепла.
Сварка ВИГ на переменном токе
- Форма наконечника электрода для сварки ВИГ на переменном токе «Шар»
- Этот «шар» = от 1 до 1½ диаметра вольфрама
- может регулироваться различными способами, включая AMPtrol на самой горелке, управление с помощью педали и просто с помощью настроек аппарата.
 Пульты дистанционного управления позволяют пользователю начать горячую сварку и уменьшать силу тока по мере продвижения сварки.
Пульты дистанционного управления позволяют пользователю начать горячую сварку и уменьшать силу тока по мере продвижения сварки. - Приведенный выше блок с воздушным охлаждением просто использует поток газа для охлаждения резака. Поэтому необходимо соблюдать осторожность, чтобы не перегреть внутренние детали горелки, особенно при использовании высоких токов. Эти горелки обычно меньше и дешевле.
- Устройство с водяным охлаждением работает так же, как автомобильный радиатор. Вода проходит через горелку и циркулирует через охладитель с помощью насоса. Эти устройства могут работать при более высокой силе тока и для более длительного использования.
- Небольшой передний угол позволяет пользователю видеть лужу, особенно при добавлении наполнителя.
- Наполнитель можно погрузить в ванну или поместить в шов и перемещать вперед и назад.
Сила тока при сварке TIG
Подробнее : Что лучше для сварки: переменный или постоянный ток?
Алюминиевые сплавы
Многие алюминиевые сплавы были разработаны для сварки алюминия методом TIG.
Наиболее часто для сварки алюминия используется либо чистый алюминий 1xxx, либо алюминиево-марганцевый сплав 3003.
Ремонт или изготовление алюминия осуществляется с помощью пайки алюминия (более низкая стоимость, более прочные сварные швы) с использованием припоя HTS-2000.
Идентифицируются по 4-значной системе, где первая цифра указывает на сплав металла с алюминием:
- 1xxx – 99% чистый алюминий, без сплава
- 2xxx – алюминиево-медный сплав
- 3ххх – алюминиево-марганцевый сплав
- 4ххх – алюминиево-кремниевый сплав
- 5xxx – алюминиево-магниевый сплав
- 6xxx – сплав магния, кремния и алюминия
- 7xxx – сплав цинка и алюминия
- 8xxx – олово или другой металл и алюминий
Рекомендуемые присадочные металлы
Присадочные металлы для сварки TIG алюминия должны быть высокого качества и не содержать загрязнений.
Рекомендуемые присадочные металлы для различных алюминиевых сплавов:
| Основной металл | Рекомендуемый присадочный металл (1) | |
|---|---|---|
| Для максимальной прочности после сварки | Для максимального удлинения | |
| ЕС 1100 | 1100 1100, 4043 | ЕС 1260 1100, 4043 |
| 2219 3003 3004 5005 | 2319 5183, 5356 5554, 5356 5183, 4043, 5356 | (2) 1100, 4043 5183, 4043 5183, 4043 |
| 5051 5052 5083 5086 | 5356 5356, 5183 5183, 5356 5183, 5356 | 5183, 4043 5183, 4043, 5356 5183, 5356 5183, 5356 |
| 5050 5052 5083 5086 | 5356, 5183 5554, 5356 5356, 5554 5556 | 5183, 5356, 5654 5356 5554, 5356 5183, 5356 |
| 6061 6063 7005 7039 | 4043, 5183 4043, 5183 5356, 5183 5356, 5183 | 5356 (3) 5356 (3) 5183, 5356 5183, 5356 |
Примечания:
(1) Рекомендации даны для листа с состоянием «0».
(2) Присадочный металл не оказывает заметного влияния на пластичность сварных соединений этих основных металлов. Удлинение этих неблагородных металлов обычно ниже, чем у других перечисленных сплавов.
(3) Для сварных соединений 6061 и 6063, требующих максимальной электропроводности, используйте присадочный металл 4043. Однако, если требуются и прочность, и проводимость, используйте присадочный металл 5356 и увеличьте усиление сварного шва, чтобы компенсировать более низкую проводимость 5356.
Источник: (1) Lincoln Electric
Диаграмма усилителей пробы
Утоимость стержня для стержня для вольфрамового вольфера /8″ 1/16″ 0,030″ – 0,045″ 20 – 85
3/32″ – 1/4″ 3/32″ 1/16″ – 3/32″ 50 – 180
3/16″ – 3 /8″ 1/8″ 3/32″ – 1/8″ 171 – 250
5/16″ – 1/2″ 5/32″ 1/8″ – 3/16″ 200 – 320
Примечания
- Отломите вольфрам и дайте ему скататься в шарик, когда начнется сварка, или прикрепите медную пластину к шарику
- Алюминий в расплавленном состоянии приобретает зеркальный цвет
- Алюминий требует большей силы тока, чем сталь той же толщины из-за рассеивания тепла
- Обязательно определите тип алюминиевого основания перед сваркой
- Некоторый алюминий не поддается сварке методом TIG сварки алюминия
- Добавьте больше наполнителя к алюминиевым сварным швам
Преимущества и недостатки сварки TIG алюминия
Преимущества
- Присадочная проволока может потребоваться или не понадобиться
- Полярность переменного тока для алюминия и магния
- Высококачественные сварные швы
- Сварка во всех положениях
- Может использоваться на различных металлах
- Отлично подходит для очень тонких материалов
- Возможна сварка плавлением
- Без шлака
- Без брызг
- Высокая эффективность
Недостатки
- Отсутствие портативности (баллон с защитным газом и шланги)
- Не подходит для сварки на открытом воздухе – защитный газ чувствителен к ветру и сквознякам
- Требуется чистый основной материал
- Низкая скорость осаждения
- Требуется высокий навык оператора
- Часто Медленно
Подробнее : Сварка GTAW
Методы очистки металла
Общие методы очистки алюминиевых поверхностей для сварки . Недавно была разработана новая технология, позволяющая сварщикам изготавливать или ремонтировать алюминий прочнее, чем при сварке ВИГ, используя более простой процесс. Теперь все, что вам нужно, это источник тепла, такой как мап-газ или пропан, турбонаконечник и прут для пайки. Эта процедура подходит для алюминия или любого из алюминиевых сплавов. Сварка алюминия электродами – сможете ли вы это сделать? Зарегистрируйтесь и присоединитесь к более чем 10 000 других учащихся и получайте бесплатные статьи и советы по сварке, отправленные прямо на ваш почтовый ящик. Сварщик использует газовую вольфрамовую дугу на алюминиевой раме. Автоматизированная система хранения и поиска на заднем плане подает листы и пластины для лазерной резки. Детали переходят к гибке, затем к остальной операции. Коллаж в рамке висит на стене рядом со столом, который занимает Мэтт Марти, президент CMC of Georgia и внук основателя компании. Сегодня компания, насчитывающая 60 сотрудников, производит различные изделия, в том числе детали для коммерческих косилок (вспомните поля для гольфа и дерновые фермы), а также упаковочное оборудование и специальные детали для нефтяных месторождений. Тем не менее, нестандартные кабины по-прежнему составляют значительную часть доходов CMC. «Мы вписываемся в меньший сегмент бизнеса заказных такси», — сказал Марти, добавив, что его заказы на хлеб с маслом включают от пяти до восьми такси в месяц. В следующий раз, когда вы сядете в самолет, проверьте транспортные средства — на предмет топлива, обработки багажа, защиты от обледенения и других специальных целей — проносящихся по взлетно-посадочной полосе. Есть большая вероятность, что некоторые из кабин на этих автомобилях были изготовлены CMC. Ниша CMC находится в нишевом оборудовании. Специальные автомобили, которые компания производила в 1940-х и 1950-х годах, требовали тщательного планирования, как и продукты, входящие в нынешний набор работ производителя. Но то, как сегодня изготавливаются продукты — с автоматизацией вырубки, упрощенной формовкой и невероятно подробным планированием процесса сварки — вероятно, заставило бы основателя компании закружиться в голове. Когда дед Марти основал Chicago Manufacturing Co. (CMC) в 1910, в городе было больше лошадей, чем автомобилей. В первые десятилетия существования мастерской сотрудники производили автомобильные водонагреватели (передовые технологии начала 1900-х годов). К середине 1950-х годов компания уже была признанным игроком на рынке кабин для специальных автомобилей. В юности Марти вспоминал, как наблюдал за мастерами из листового металла, которые наносили линии резки, вырезали детали по размеру, пробивали однопозиционным пуансоном, а затем формовали на механическом тормозе. «Они также могли выполнять много работы с радиусом», — вспоминает Марти, добавляя, что мастерская производила множество сложных контуров и конусов, и все они были задокументированы необычным способом. — Все инженерные чертежи были нарисованы в натуральную величину на больших столах в офисе, — сказал Марти. Это были не типичные чертежи с изометрическими видами. «Все три вида были наложены друг на друга, нарисованы разными цветами на одном листе бумаги». Марти покачал головой и усмехнулся. «Их было так трудно читать, и я так и не понял их», — сказал он, добавив, что те, кто работал с ними, конечно, могли их понять. Для тех, кто научился их читать, рисунки давали полное представление о том, что могло быть очень сложной работой — возможно, предвестником некоторых обширных подделок, с которыми сегодня работают сотрудники компании. Эти уникальные отпечатки в натуральную величину сегодня, конечно, не используются. На протяжении десятилетий CMC использовала программное обеспечение для проектирования, такое как ProE и SolidWorks. Сегодня компания использует TruTops для своих систем вырубки TRUMPF и листогибочных прессов, моделируя тормозные программы в автономном режиме. Источники сварочного тока OTC DAIHEN компании могут хранить 100 отдельных настроек сварки, настраивая напряжение и силу тока для различных работ. CMC внедрила оцифровку производства металлов, от штамповки до сварки, но сердце операции по-прежнему заключается в сварке и сборке, где сложные изготовления требуют чрезвычайного внимания к деталям. Инженер-сварщик Джейсон Смит, сертифицированный инспектор по сварке и преподаватель (CWI/CWE), был нанят в сентябре 2021 года, чтобы активизировать деятельность CMC по сварке алюминия. Он указал на алюминиевую заготовку, усеянную травлением, изготовленную с помощью твердотельного лазера TRUMPF мощностью 8 кВт, установленного компанией в 2021 году. (Слева направо) Мэтт Марти, президент, и Джейсон Смит, инженер по сварке, возглавляют усилия CMC по расширению производственного потенциала по производству и сварке алюминия. В настоящее время цех сертифицирован по EN 15085-2, европейскому стандарту сварки железнодорожных транспортных средств и их компонентов. «Если бы нам пришлось выкладывать все это вручную, — сказал Смит, указывая на места сварки, выгравированные лазером, — это был бы кошмар». В 1981 году CMC открыла предприятие в Виндере, штат Джорджия, к северо-западу от Атланты. Шесть лет спустя CMC закрыла свой офис в Чикаго и перевела все в Джорджию. Отец Марти умер в 1989 году, после чего Марти возглавил бизнес, теперь известный как CMC of Georgia. Также в 2007 году CMC инвестировала средства в свою автоматизированную систему хранения и поиска STOPA, которая питала два лазера TRUMPF. Использование этой технологии в компании в последние годы расширилось, особенно после инвестиций в твердотельный лазер мощностью 8 кВт. Новый станок обладает такой большой мощностью, что компании больше не нужно запускать лазер на ночь, а опережающее сокращение не так важно, как раньше. Живой инвентарь остается самым большим преимуществом системы; с помощью нескольких щелчков мыши магазин может увидеть, какой материал у него есть и что он должен заказать. Прогуливаясь по цеху, Марти указал на дополнительные незавершенные работы (НЗП), явные признаки проблем в цепочке поставок, с которыми за последние несколько лет столкнулись слишком многие производители. У CMC не было проблем с получением сырья, но получение некоторых закупленных компонентов и расходных материалов было проблемой. Однако самые серьезные проблемы связаны с задержкой заказов. CMC начинает производство, а затем притормаживает, узнав, что другие компании в цепочке поставок не могут получить нужные им детали. Тем не менее, Марти не собирается сокращать незавершенное производство, по крайней мере, на данном этапе, потому что это позволяет магазину быстро реагировать, когда покупатели дают добро на отгрузку. «Мы хотим, чтобы клиенты были довольны, поэтому у нас больше запасов, — объяснил Марти. Он сказал это, указывая на стеллажи с сырьем возле системы STOPA. Чтобы гарантировать, что она может реагировать на потребительский спрос, CMC также перевозит больше сырья. STOPA доставляет вырезанные заготовки на разгрузочный стол, расположенный рядом с формовочным цехом, который включает в себя два листогибочных пресса TRUMPF в комплекте с толкателями листа и большой открытой высотой для больших фланцев. Многие детали выходят из штамповки не только с протравленными местами сварки, но и с протравленной идентификацией деталей. Взгляните на сварку, покраску и сборку, и вы поймете, почему так важна идентификация деталей. CMC изготавливает отдельные детали и узлы, но львиная доля ее доходов приходится на крупные сборки, включающие сотни компонентов и (буквально) тысячи мест сварки. Твердотельный лазер мощностью 8 кВт режет 0,25 дюйма. материал, предназначенный для индивидуальной сборки кабины. Вернувшись в конференц-зал приемной, инженер по сварке Джейсон Смит указывает на стопку бумаг и открывает страницу с сотнями обозначений алюминиевых приварных шпилек. И это всего лишь одна страница посреди толстой стопки. «Этот продукт является CPC2, который требует 100% визуального осмотра. Каждый сварной шов должен быть осмотрен визуально, а сварных швов буквально тысячи». CPC2 относится к классификации работ, которая диктует требования к неразрушающему контролю (NDE), как описано в EN 15085-3, европейском стандарте для сварки железнодорожных транспортных средств и компонентов. С момента прихода в CMC в прошлом году Смит помог компании пройти сертификацию по стандарту EN 15085 — редкое достижение среди североамериканских производителей. Стандарт поднимает требования к непрерывности сварки на новый уровень. Например, чтобы приступить к новой работе, изготовленной в соответствии со стандартом EN, сварщик должен пройти тест, чтобы доказать, что он или она может выполнить конкретные требования к сварке для данной работы. «Чтобы сохранить свою квалификацию сварщика, они должны каждые шесть месяцев проходить тест, применимый к этой квалификации сварщика», — сказал Смит. «Затем каждые два года они должны повторно проводить первоначальное испытание сварки, чтобы обновить квалификацию сварщика. «Если для работы требуется сварка встык GMAW-P, то сварщик должен выполнить сварку, провести визуальный контроль, рентгенографический контроль, испытание на излом и в конце провести испытание на изгиб», — продолжил Смит. «Если это угловой шов, вы проводите испытание на разрыв углового шва и вырезаете из него образцы для макротравления». Процедуры сварки чрезвычайно подробны. Вместо указания диапазонов, скажем, допустимых скоростей перемещения, напряжения и силы тока, Smith выполняет расчет (как указано в стандарте EN) для каждого типа сварки, включая выбор процесса (например, импульсная газовая дуговая сварка металлическим электродом, GMAW-P или дуговая сварка вольфрамовым электродом в среде защитного газа, GTAW), напряжение, сила тока и скорость перемещения. Сегодня Смит носит разные шляпы, и одна из них учитель. «Тренировки лежат в основе моего позвоночника, — сказал он. (Смит несколько лет работал инструктором по сварке в Техническом колледже Северной Джорджии.) В течение дня Смит работает со сварщиками, наблюдая и совершенствуя их технику, которая становится все более важной по мере того, как сварка становится все более сложной. Смит указал на одну работу, связанную с алюминием 6061-T6, диаметром 2 дюйма. квадратная трубка с диаметром 0,25 дюйма. Стенка приваривается к 0,080-дм., алюминиевой обшивке 5052-х42. Используя GMAW-P, сварщик уложил валик стрингера вертикально вверх — и все это без намека на прожог. Установка включает в себя опорную пластину из нержавеющей стали, используемую в качестве радиатора, но во многом успех зависит от техники сварки. Скорость перемещения сварщика должна быть чрезвычайно постоянной, наряду с вылетом, углом горелки и зазором — непростая задача при сварке вертикально вверх. Даже минутное переплетение может привести к тому, что тепло превысит допустимые пределы, и сварочный аппарат в конечном итоге проплавится. Помимо обучения, Смит выступает в качестве координатора по коммуникациям, особенно для некоторых из более сложных сборок компании, помогая интерпретировать чертежи и проводя персонал через 3D-CAD-представления, которые теперь доступны на компьютерных рабочих станциях на полу. Все это выливается в еще одну роль, которую играет Смит: поиск эффективных способов сокращения общего времени изготовления, особенно для работ, сертифицированных по железнодорожному стандарту EN. Этот стандарт требует, чтобы алюминиевый материал был сертифицирован и отделен; Знаки «только алюминий» можно найти на различном оборудовании по всему заводу. Кроме того, персонал по контролю качества должен проверять и подписывать на различных этапах изготовления, что определяет размер партии, получаемой в результате резки и гибки. Раньше в цехе «капельно» подавались детали для контроля качества (КК) по мере их изготовления. В конце концов, у него было гибкое оборудование для резки и гибки, которое позволяло быстро перенастраивать, а меньшие размеры партии означали лучший поток, верно? Не обязательно, особенно с учетом ресурсов контроля качества. Для работы EN персонал по качеству должен убедиться, что каждая деталь вырезана и согнута в пределах допуска. Сюда входят допуски для конкретных деталей, а также допуски, влияющие на взаимосвязь деталей «родитель-потомок» в более крупных сборках. Оператор лазера наблюдает за системой резки мощностью 8 кВт, расположенной рядом с автоматизированной системой хранения и поиска STOPA компании. «Теперь весь материал, необходимый [для сборки], нарезан и готов до изготовления, поэтому [в отделе контроля качества] нет времени задержки», — сказал Смит, добавив, что одно только это помогло сократить производство на несколько недель для некоторых железных дорог. изделия для кабины. Марти прошел мимо системы STOPA и посмотрел на башни. «Да, у нас было неудачное время для этого», — вспоминая деловой климат в период с 2007 по 2009 год.. Магазин установил систему в 2007 году, и в 2008 году наблюдался умеренный рост, прежде чем в 2009 году было достигнуто дно. «В октябре 2008 года у нас все было хорошо, но затем, в 2009 году, все закрылось». Однако Марти добавил, что не жалеет о вложенных средствах. У компании были деньги, чтобы пережить Великую рецессию, а автоматизация помогла компании быстро восстановить бизнес в последующие годы. Соединения удалены Только сварочные поверхности Полная часть Масло, жир, влага и пыль (используйте любой из перечисленных методов
) – Протрите слабым щелочным раствором и высушите. 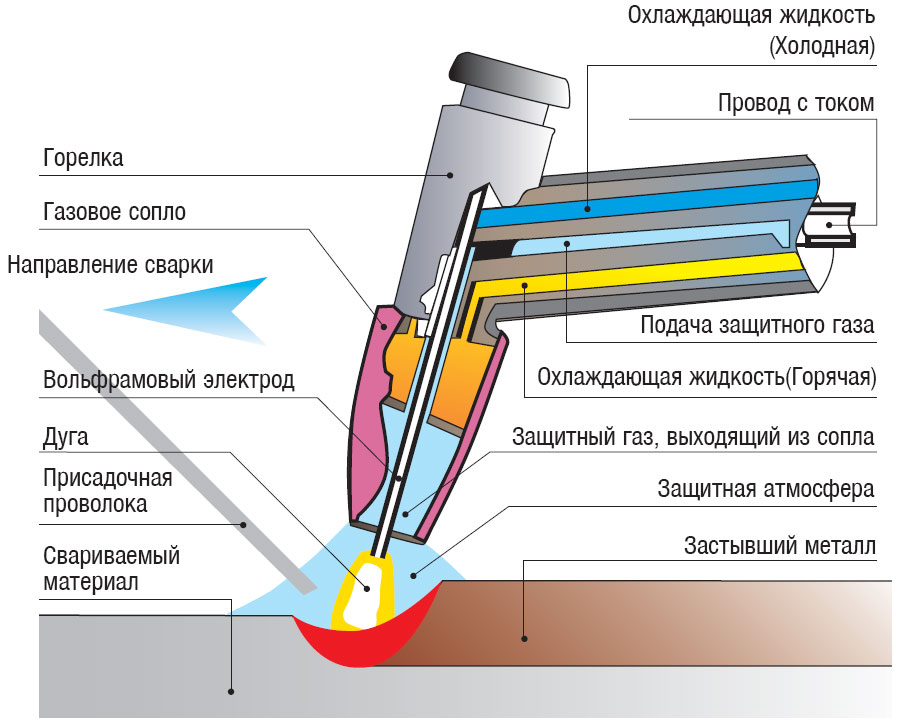
– Протрите углеводородным растворителем, таким как ацетон или спирт.
– Протрите фирменными растворителями.
– Опустите края, используя любой из вышеперечисленных способов. – Обезжиривание паром
– Обезжиривание распылением
– Обезжиривание паром
– Погружение в щелочной растворитель
– Погружение в патентованные растворители Оксиды
(используйте любой метод
в списке) – Опустите кромку в сильный щелочной раствор, затем в воду, затем в азотную кислоту. Закончите промывкой водой и высушите
– Протрите запатентованными раскислителями
– Удалить механически, например, проволочной щеткой, напильником или шлифованием. В критических случаях зачистите все соединения и прилегающие поверхности непосредственно перед сваркой – Погрузить в сильный щелочной раствор, затем в воду, затем в азотную кислоту.
– Промыть водой и высушить
– Погрузить в запатентованные растворы Прутки для пайки — альтернатива сварке алюминия методом ВИГ

Читает по теме
Хотите узнать больше о сварке бесплатно?
Вывод сварки алюминия на новый уровень
 Производитель работает уже более века, и коллаж показывает ручную работу компании на протяжении многих лет. На одном изображении показана изготовленная на заказ кабина крана 1940-х годов. На тот момент производитель уже работал в бизнесе более 30 лет.
Производитель работает уже более века, и коллаж показывает ручную работу компании на протяжении многих лет. На одном изображении показана изготовленная на заказ кабина крана 1940-х годов. На тот момент производитель уже работал в бизнесе более 30 лет. Другие кабины предназначены для транспортных средств, предназначенных для станций технического обслуживания железных дорог, специальных вилочных погрузчиков, горнодобывающей промышленности, охраны и строительства.
Другие кабины предназначены для транспортных средств, предназначенных для станций технического обслуживания железных дорог, специальных вилочных погрузчиков, горнодобывающей промышленности, охраны и строительства. Ранние автомобили для 3D CAD


 Эти заготовки должны были стать изготовленными «оболочками» специальных кабин для железнодорожных транспортных средств. Их нужно было отправить компании на юго-востоке, которая, в свою очередь, отправит их конечному потребителю в Европе.
Эти заготовки должны были стать изготовленными «оболочками» специальных кабин для железнодорожных транспортных средств. Их нужно было отправить компании на юго-востоке, которая, в свою очередь, отправит их конечному потребителю в Европе. Переезд в Джорджию, Автоматизация
 В 2007 году магазин переехал на завод в Токкоа, небольшой городок недалеко от дальнего северо-восточного угла штата. Этот шаг был стратегическим по нескольким причинам. Во-первых, хотя этот регион живописен и находится посреди гор Северной Джорджии, он также имеет долгую историю производства. 115 000 кв. футов. Завод, на который переехал CMC, ранее был занят производителем мусороуборочного оборудования. Во-вторых, завод предоставил CMC открытую компоновку и место для мостового крана, необходимое для увеличения производственных мощностей. Рабочие на заводе Winder слишком долго ждали, когда крупные изделия будут перемещены с одной станции на другую. Сегодня работа идет по простой схеме: сырье поступает на дальний конец завода, а готовая продукция готовится к отгрузке на ближнем конце, рядом с офисом. Четыре 20-тонных крана и 18 стреловых кранов помогают всем выполнять работу в пути.
В 2007 году магазин переехал на завод в Токкоа, небольшой городок недалеко от дальнего северо-восточного угла штата. Этот шаг был стратегическим по нескольким причинам. Во-первых, хотя этот регион живописен и находится посреди гор Северной Джорджии, он также имеет долгую историю производства. 115 000 кв. футов. Завод, на который переехал CMC, ранее был занят производителем мусороуборочного оборудования. Во-вторых, завод предоставил CMC открытую компоновку и место для мостового крана, необходимое для увеличения производственных мощностей. Рабочие на заводе Winder слишком долго ждали, когда крупные изделия будут перемещены с одной станции на другую. Сегодня работа идет по простой схеме: сырье поступает на дальний конец завода, а готовая продукция готовится к отгрузке на ближнем конце, рядом с офисом. Четыре 20-тонных крана и 18 стреловых кранов помогают всем выполнять работу в пути. «Мы не хотели, чтобы наш материал хранился повсюду, — сказал Марти, — не зная, что у нас есть, и не имея возможности прорваться вперед. Мы можем резать и хранить детали в STOPA, а также извлекать их по мере необходимости».
«Мы не хотели, чтобы наш материал хранился повсюду, — сказал Марти, — не зная, что у нас есть, и не имея возможности прорваться вперед. Мы можем резать и хранить детали в STOPA, а также извлекать их по мере необходимости». Американские горки по цепочке поставок


Новый фокус на сварке алюминия

 Он добавил, что требования к испытаниям сварки варьируются в зависимости от требований к работе, но все они гарантируют, что «сварщики несут ответственность за свою технику и способности».
Он добавил, что требования к испытаниям сварки варьируются в зависимости от требований к работе, но все они гарантируют, что «сварщики несут ответственность за свою технику и способности».


Ниша будущего

