Сварочный аппарат для точечной сварки своими руками: Точечная сварка своими руками из аккумулятора и сварочника
Содержание
Аппарат для точечной микро-сварки | Полезное своими руками
Переносный малогабаритный электросварочный аппарат с выносным сварочным пистолетом предназначен для приваривания листовой нержавеющей и обычной стали толщиной 0,08…0,15 мм к массивным стальным деталям, а также для соединения сваркой стальной проволоки диаметром до 0,3 мм.
Аппарат может найти применение во многих отраслях народного хозяйства, например, при изготовлении термопар, для приваривания к металлоконструкциям тензометрических датчиков, предварительно наклеенных на стальную фольгу, и во многих других случаях.
Масса силового блока аппарата — около 8 кг, габариты — 225х135×120 мм.
Электрическая принципиальная схема:Как видно из принципиальной электрической схемы, аппарат состоит из двух основных узлов: электронного реле на тринисторе V9 и мощного сварочного трансформатора Т2. К одному из выводов его низковольтной вторичной обмотки подключен сварочный электрод, второй вывод надежно соединяют с более массивной из двух свариваемых деталей.
Сетевая обмотка сварочного трансформатора подключена к сети через диодный мост V5-V8, в диагональ которого включен тринистор V9 электронного реле.
Маломощный вспомогательный трансформатор Т1 питает цепь управления тринистором (обмотка III) и лампу h2 подсветки места сварки (обмотка II).
Аппарат работает следующим образом:
При замыкании контактов выключателя S1 «Вкл.» напряжение питания 220В поступает на первичную обмотку трансформатора Т1 узла управления тринистором. Конденсатор С1, подключенный через замкнутые контакты переключателя S3 «Импульс» к выпрямительному мосту V1-V4, заряжается. Первичная обмотка сварочного трансформатора Т2 обесточена, так как тринистор V9 закрыт.
При нажатии на кнопку переключателя S3 заряженный конденсатор С1 подключается к управляющему электроду тринистора V9 через переменный резистор R1. Разрядный ток конденсатора открывает тринистор, и напряжение сети поступает на первичную обмотку сварочного трансформатора Т2.
Из-за того, что сваривание двух деталей происходит в результате их сильного разогрева в месте контакта друг с другом, точечную сварку иногда называют контактной.
Если вторичная обмотка сварочного трансформатора соединена со свариваемыми деталями, то в ней возникает мощный импульс тока, который вызывает сильный разогрев металла в точке касания сварочного электрода.
Длительность импульса тока зависит от параметров времязадающей цепи R1C1. При номиналах элементов этой цели, указанных на схеме, максимальная длительность импульса ti (без учета внутреннего сопротивления тринистора) примерно равна 0,1 с.
За это время ток во вторичной обмотке может достигать 300…350 А. Этого вполне достаточно для прочного приваривания к массивным конструкциям деталей из фольги толщиной до 0,15 мм, например из легированной стали 1Х18Н10Т.
Возврат устройства в исходное состояние происходит автоматически по окончании разряда конденсатора С1.
Оптимальный режим сварки устанавливают подстроечным резистором R1 «Режим».
Конструкция силового блока:
Сварочный аппарат состоит из двух частей: силового блока и сварочного пистолета, которые соединяются между собой гибким кабелем с помощью многоконтактного разъема.
На шасси силового блока размещены почти все элементы устройства.
Кожух 1 изготовлен из дюралюминия толщиной 2,5 мм и снабжен ручкой 2 для переноски.
На основании шасси 3 размещены сварочный трансформатор 4 и планки с диодами V1-V8.
К передней панели шасси прикреплен кронштейн 8 с установленными на нем вспомогательным трансформатором 5, конденсатором 6 и тринистором 7.
На передней панели монтируют одну из частей разъема (в прямоугольном отверстии) соединительного кабеля, переменный резистор установки режима, сетевой тумблер, штыревую часть разъема сетевого шнура и зажим для подключения — более массивной из свариваемых деталей.
Конструкция сварочного пистолета
Корпус 7 пистолета изготовлен в виде двух одинаковых по форме частей, выфрезерованных из листового текстолита толщиной 12 мм.
В корпусе смонтированы:
- держатель 3 сварочного электрода 2;
- лампа 8 подсветки с кнопочным выключателем 4 «Подсветка»;
- микропереключатель 6 «Импульс».

Соединительным кабелем 5 служит гибкий двадцатичетырехпроводный кабель в резиновой изоляции наружным диаметром 11 мм и сечением каждого провода 0,75 мм².
Пять проводов кабеля использованы для подключения микропереключателя и лампы подсветки, а остальные девятнадцать запаяны непосредственно в держатель 3 электрода.
Держатель изготавливают из медного бруска прямоугольного или квадратного сечения.
Электродом 2 служит медный пруток диаметром 8 мм. Электрод должен быть надежно зафиксирован в держателе. Вместе с этим должна быть предусмотрена возможность смены электрода.
Для приваривания фольги жало электрода затачивают конусом, переходящим в сферу диаметром 1…1.5 мм. Для сваривания проволоки применяют электрод с плоским рабочим горцем.
Монтаж пистолета начинают с разделки кабеля.
Девятнадцать проводников кабеля тщательно зачищают, скручивают вместе, облуживают и запаивают в отверстие держателя 3 электрода. Оставшиеся пять проводов обрезают до необходимой длины и припаивают к микропереключателю 6 и лампе 8 подсветки.
Второй конец кабеля заводят во вставку штепсельного разъема типа А на 20 контактов (кабельная конструкция, см. фото на вкладке).
В пистолете использованы микропереключатель МПЗ-1Т, лампа подсветки СМ-34 на 6 В, 0,25 А с арматурой, снабженной небольшой линзой, кнопка включения лампы подсветки — от настольной лампы.
На лицевую панель шасси силового блока устанавливают ответную часть разъема соединительного кабеля.
Пять соответствующих контактов разъема подключают к тем или иным цепям устройства, а остальные соединяют параллельно и подключают к одному из выводов вторичной обмотки сварочного трансформатора.
В данной конструкции вторичная обмотка выполнена из двух многожильных проводников диаметром 4 мм, наматываемых одновременно. Это позволяет избежать токов выравнивания.
Магнитопровод этого трансформатора набирают из пластин Ш40, толщина набора 70 мм.
Первичная обмотка содержит 300 витков провода ПЭВ-2 0,8. Вторичная обмотка этого трансформатора состоит из 10 витков изолированного провода или шины сечением не менее 20 кв. мм.
мм.
Такого же сечения изготовляют «заземляющий» соединительный проводник вторичной обмотки. Его длину не следует выбирать большей 2…2,5 м.
Трансформатор ТV1 может быть любым, обеспечивающим на вторичных обмотках напряжения 8…10 В (для заряда конденсатора С1) и 3…6 В (для питания лампы).
В данной конструкции был применен магнитопровод от трансформатора детской железной дороги (сечение 10х10, Г-образные пластины). На нем размещают сетевую обмотку I, содержащую 8000 витков провода ПЭВ-2 0,08, обмотку II — 330 витков провода ПЭВ-2 0,3 и обмотку III — 350 витков провода ПЭВ-2 0,2.
Зажим, соединяемый с нижним (по схеме) выводом вторичной обмотки трансформатора ТV2, монтируют на шасси без изоляционных прокладок.
При изготовлении трансформаторов необходимо иметь в виду, что от качества изоляции их обмоток зависит безопасность работающего с аппаратом. Поэтому поверх первичных (сетевых) обмоток трансформаторов следует наложить не менее 4-6 слоев лакоткани или бумаги, пропитанной парафином.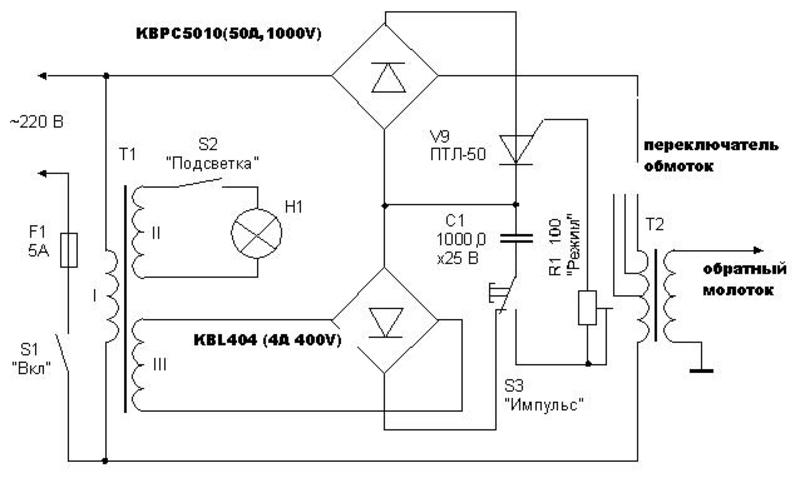
В сварочном аппарате использованы подстроечный резистор ППЗ-11, конденсатор К50-3, сетевой тумблер ТП1-2.
Следует отметить, что применение тринистора ПТЛ-50 обусловлено исключительно желанием обеспечить высокую надежность аппарата и безотказную работу в тяжелых климатических условиях и при больших колебаниях сетевого напряжения. С некоторым ухудшением качества сварки в аппарате могут быть использованы тринисторы серии КУ202 с индексами К, Л, М или Н. При этом необходимо уменьшить сопротивление резистора R1 до 50 Ом, а емкость конденсатор С1 увеличить вдвое.
Правильно собранный аппарат начинает работать сразу, без какого-либо налаживания.
Качество сварного шва (точки) проверяют следующим образом. Полоску стальной фольги шириной 10…12 мм приваривают к очищенной от окалины поверхности стального бруска тремя-пятью точками, а затем отрывают с помощью пассатижей.
В точках сварки на фольге должны остаться отверстия диаметром 0,5…0,8 мм, что свидетельствует о том, что отрыв происходит не по месту сварки, а вокруг него.
Если же фольга отрывается в месте сварки, подбирают сварочный ток подстроечным резистором «Режим».
При подборе тока необходимо учитывать, что качество шва ухудшается при увеличении давления на электрод.
Следует отметить также, что по справочным данным постоянное напряжение, которое необходимо подавать на управляющий электрод тринистора ПТЛ-50 для его открывания, равно 8 В. Однако качество шва значительно улучшается, если это напряжение увеличить до 12…15 В (напряжение заряженного конденсатора С1).
В первую очередь «заземляют» кожух сварочного аппарата и конструкцию, к которой нужно приварить деталь.
Работающий со сварочным аппаратом должен надеть защитные резиновые перчатки и стоять на резиновом коврике.
Включают аппарат, привариваемую деталь прикладывают к конструкции и плотно прижимают жалом сварочного электрода пистолета в том месте, где нужно получить точку сварного шва.
Нажимают на «спусковой крючок» пистолета (на кнопку микропереключателя), через 1. ..1.5 с снимают пистолет с детали и устанавливают жало на следующую точку.
..1.5 с снимают пистолет с детали и устанавливают жало на следующую точку.
В тех случаях, когда это необходимо, включают лампу подсветки.
При эксплуатации аппарата на производстве он обязательно должен быть принят местной комиссией по технике безопасности.
В заключение следует указать, что возможности аппарата могут быть значительно расширены. Если использовать, например, омедненный графитовый электрод диаметром 6…8 мм, можно сваривать медные луженые проводники диаметром до 0,3 мм.
Очень хорошо такие проводники привариваются к любым луженым и посеребреным деталям, а также к медной нелуженой фольге. Можно, например, приваривать тонкие проводники к фольге печатной платы без применения флюса.
Хорошие результаты получены при сваривании листов очень тонкой медной фольги. В этом случае необходимо опытным путем подобрать длину и форму жала графитового электрода.
Если необходимо сваривать детали из более толстых листовых металлов, сварочный трансформатор придется заменить более мощным.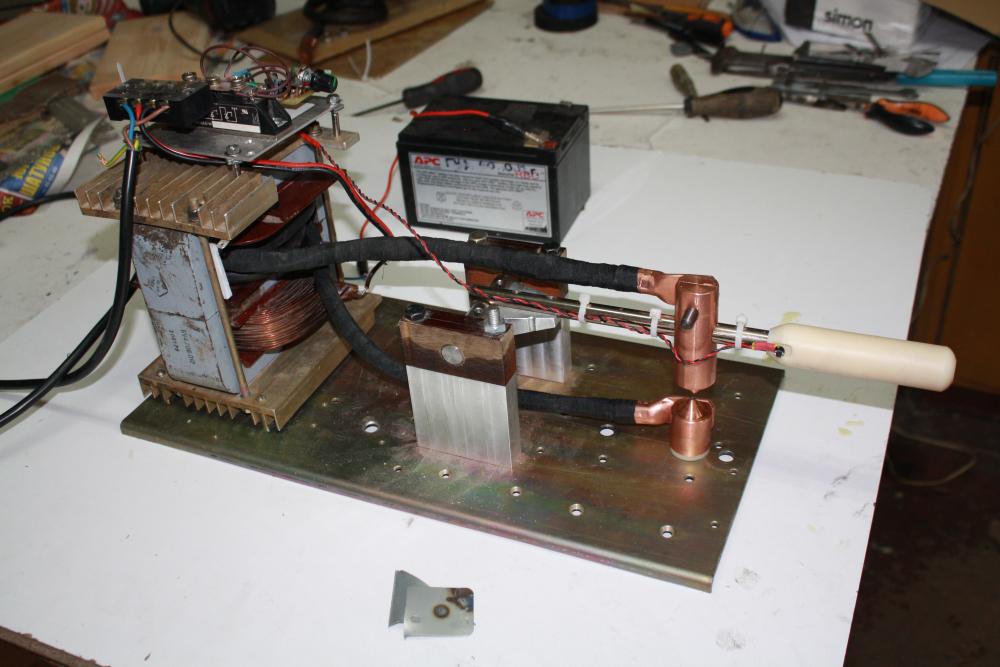 Например, для соединения стальных листов толщиной 0,5…0,7 мм необходим трансформатор сечением магнитопровода не менее 65…70 кв.см.
Например, для соединения стальных листов толщиной 0,5…0,7 мм необходим трансформатор сечением магнитопровода не менее 65…70 кв.см.
Первичная обмотка такого трансформатора должна содержать 160-165 витков провода ПЭТВ диаметром 1,62… 1,7 мм, а вторичная — 4,5 витка медной шины сечением не менее 90 кв.мм (из расчета на сварочный ток 1400…1800 А). Диаметр электрода нужно увеличить до 18…20 мм.
При этом в первичной обмотке трансформатора в момент сварочного импульса протекает ток около 45 А. Поэтому диоды V5-V8 нужно будет заменить более мощными, например ВЛ-50.
Тринистор V9 также должен быть рассчитан на прямой ток не менее 50 А. Опыт, однако, показывает, что для сваривания стальных листов толщиной до 0,5…0,7 мм вполне допустимо использование тринистора ПТЛ-50 без дополнительного радиатора, поскольку сварочный импульс очень короток.
Для того чтобы обеспечить номинальный режим при сваривании металлов различной толщины (от 0,08 до 0,7 мм), в аппарате необходимо предусмотреть более широкое регулирование сварочного тока. Наиболее целесообразно вместо конденсатора С1 использовать набор из трех конденсаторов емкостью по 1000 мкф каждый, коммутируемых переключателем либо последовательно (для тонколистовых металлов), либо параллельно.
Наиболее целесообразно вместо конденсатора С1 использовать набор из трех конденсаторов емкостью по 1000 мкф каждый, коммутируемых переключателем либо последовательно (для тонколистовых металлов), либо параллельно.
Точечная сварка — 110 фото воздействия металлов и их характеристики
Точечная сварка применяется для приваривания мелких деталей, например, это могут быть болты, зажимы, заклепки или для соединения нескольких деталей между собой. В основном аппарат для точечной сварки применяется в строении самолетов, поездов, машин и в других направлениях промышленности.
Название такого вида сварки получилось от того, что элементы соединяются между собой не полностью, а только в определенных точках. Эффективность соединения в этих местах в основном зависит от их размера. Прочность самих точек зависит от качества электродов и материала.
Краткое содержимое статьи:
Принцип работы аппарата
Способов точечной сварки существует несколько, но принцип их всех заключается в одном. Сварка происходит в результате воздействия электродов на материал. Между электродами проходит ток, и детали под горячим воздействием плавятся.
Сварка происходит в результате воздействия электродов на материал. Между электродами проходит ток, и детали под горячим воздействием плавятся.
Сварочная точка получается там, где металлы соприкасаются, зависит она от силы тока. Чем сильней сила тока, тем прочнее будет сварка и тем толще элементы можно соединить.
Материал для сварки можно использовать с толщиной от 0,05 до 0,8 см.
Перед началом работы со сваркой, детали нужно обязательно очистить от всех загрязнений и выбрать подходящий режим, от этого зависит качество в конечном результате работы.
Для проверки качества шва на производстве, разрушают несколько экземпляров. При качественной работе, на одном элементе останется кратер, а на другом ядро сварки. Чтобы легче это понять, посмотрите фото точечной сварки для наглядности.
Если этого не произошло, сварка выполнена не правильно, нужно увеличить время или силу сжатия. Ядро при хорошей работе должно быть в три раза толще более тонкой детали.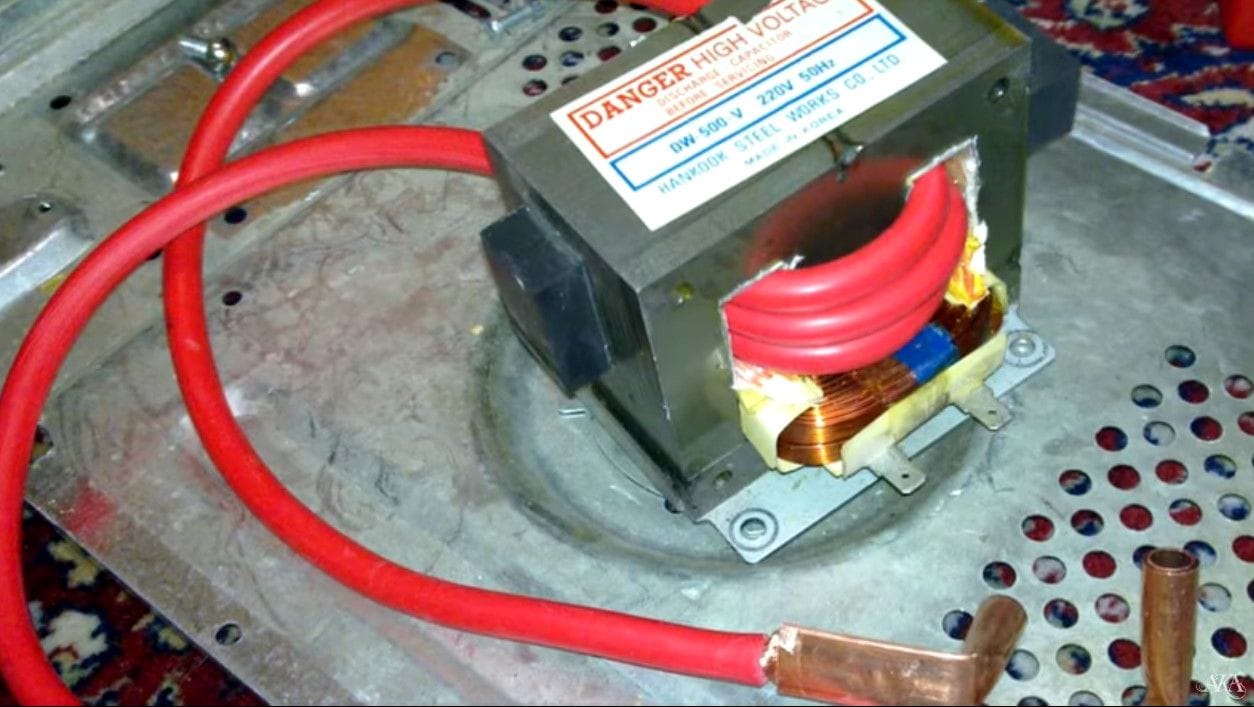
Если размер меньше, то элементы проварены не до конца.
Режимы точечной сварки
В продаже имеется много моделей аппаратов для точечной сварки, у каждой есть свои плюсы и минусы. Также каждая модель аппарата предназначена для определенных материалов, в инструкции точечной сварки каждой модели это указано. Но все модели можно разделить на две большие группы.
Подача жесткого тока с большой плотностью, примерное время сварки 0.3-1.6 секунды. Электрод должен быть толще на 0.4 см, чем сам свариваемый элемент.
Подача мягкого тока с небольшой плотностью, примерное время сварки 3-4 секунды. Электроды могут быть такого же размера, как толщина свариваемого элемента.
Режимы воздействия
Выделяют 2 вида воздействия на металлические элементы:
Двухсторонний. Сваркой соединяются сразу с 2 сторон большие детали, открытые соединения. Делается это с применением щипчиков, которые крепко держат деталь. Шов в результате образуется крепким, но при таком воздействии есть ограничение по размеру щипцов.
Шов в результате образуется крепким, но при таком воздействии есть ограничение по размеру щипцов.
Односторонний. При таком воздействии нет шанса сварки с обеих сторон. Детали могут быть любого размера, ограничений нет.
Для наибольшего качества и прочности при односторонней сварке используют медную пластинку. Но даже при этом, качество шва будет ниже, чем при первом виде точечной сварки.
Чем хороши аппараты точечной сварки
Точечную сварку своими руками может сделать любой человек, для этого не нужно иметь особых знаний, достаточно прочитать инструкцию по эксплуатации и технику безопасности.
Также к преимуществам можно отнести:
- Сварка может проводиться с любыми металлами, даже которые быстро плавятся.
- Шов получается красивый, аккуратный, прочный, качественный в результате.
- Процесс автоматизирован, поэтому высокая производительность.
- Минимальные затраты на электроды и другие нужные аксессуары.

Аксессуары
Приобрести аппарат для сварки мало, чтобы с ним работать, необходимо купить дополнительные элементы (иногда они идут в наборе).
- Электроды и консоли, не совсем такие, как у обычной сварки.
- Клещи и пистолет для сварки, нужны при работе с мелкими элементами или в узких местах, куда трудно добраться.
- Редактирование вмятин.
Для приобретения аппарата точечной сварки нужно знать, где будет проводиться работа и с какими металлами. Этого достаточно, чтобы купить нужную модель сварочного аппарата.
Если вы не уверены в своих силах, то не нужно самому приступать к сварке, лучше обратиться к специалисту.
Фото точечной сварки
Также рекомендуем посетить:
- Костюм сварщика
- Типы сварочных аппаратов
- Как залудить паяльник
- Сварочный стол
- Сварочный аппарат своими руками
- Сварочный полуавтомат
- Сварочные провода
- Сварочные электроды
- Плазмотрон
- Как паять
- Сварочный аппарат для дома
- Споттер
- Как запаять радиатор
- Сварочная проволока
- Сварочный трансформатор
- Сварочная горелка
- Сварка полипропиленовых труб
- Газовая сварка
- Сварочный аппарат
- Плазменный сварочный аппарат
- Сварочные работы
- Дуговая сварка
- Как варить алюминий
- Сварочная маска
- Электрододержатель
- Какой сварочный аппарат выбрать
- Холодная сварка
- Сварочный инвертор
- Как сварить металл
- Сварочное оборудование
Аппарат для точечной сварки своими руками
Я разработал аппарат для точечной сварки своими руками, потому что мне нужен был специальный аппарат для точечной сварки для сборки моего солнечного велосипеда Maxun One. Оказалось, что аппарат для точечной сварки строится многими людьми по всему миру, поэтому я опубликовал здесь весь строительный проект.
Оказалось, что аппарат для точечной сварки строится многими людьми по всему миру, поэтому я опубликовал здесь весь строительный проект.
Плата контроллера для точечной сварки
Поскольку электронику было не так просто собрать, я сделал плату контроллера для точечной сварки, которая продается вместе с некоторыми другими деталями.
Панель контроллера двухимпульсной точечной сварки Arduino
Характеристики аппарата для точечной сварки
Аппарат для точечной сварки — одно из немногих устройств, сборка которых дешевле, чем покупка. Уже опубликовано много аппаратов для точечной сварки, сделанных своими руками, этот аппарат имеет несколько уникальных особенностей:
- Его можно использовать для двух видов сварки: встречной и последовательной конфигурации.
- Конструкция очень проста.
- Точная регулировка усилия электрода.
- Имеет прочный электрододержатель, выполненный из зажима заземления радиатора.
- Микроконтроллер Arduino используется для точной установки времени сварки.

- Создает двойной импульс, улучшающий зажим.
- Сила тока может быть уменьшена для сварки чувствительных деталей.
Точечная сварка своими руками, конструкция очень проста (старое изображение без контроллера)
Меры предосторожности при ремонте микроволновой печи
Работа с микроволновой печью чрезвычайно опасна. Вы, как правило, НЕ переживете высокое напряжение, доступной мощности более 1000 Вт достаточно, чтобы убить вас мгновенно, как электрический стул. Сначала прочтите эту статью.
Техника безопасности при ремонте микроволновых печей
Аппарат точечной сварки рядного исполнения
Аппарат точечной сварки оппозитного исполнения
Аппарат точечной сварки оппозитного исполнения Точечный сварщик оппозитного исполнения Держатели твердых электродов
Высокое напряжение!
Обратите внимание: печатная плата напрямую подключена к сети, только низковольтная часть безопасна. Использование на свой страх и риск .
Вопросы
Если у вас есть вопросы, задайте их на instructables.com.
Электрические характеристики
- Сварочный ток: 1100 А или 400 А
- Напряжение в открытом состоянии: 2,6 В
- Сетевой ток во время сварочного импульса: 14 А
- Ток покоя: 1,6 А
- Сила сварки электродом 0,4 кг (4 Н)
- Время предварительной сварки 50 мс
- Пауза 500 мс
- Длительность импульса сварки 100 мс (50 до 250 мс)
- Диаметр наконечника электрода 1,5 мм
- Внешнее расстояние между электродами 5 мм
#1
#2
#3
Автор темы
Автор темы
#4
Автор темы
Автор темы
#5
900 29
Максимальная толщина сварного шва
Легкая переносная точечная сварка пистолеты имеют сварочный ток не менее 4000А, что позволяет сваривать листы низкоуглеродистой стали размером 2 х 1 мм. Аппарат точечной сварки своими руками выдает ток всего 1100 А, что достаточно для сварки небольших электронных деталей. Хотя я видел, что люди сваривают листы 2 х 0,75 мм такими точечными сварочными аппаратами.
Хотя я видел, что люди сваривают листы 2 х 0,75 мм такими точечными сварочными аппаратами.
Параметры сварки выступа батареи
Приваренный выступ батареи
Настройки для никелированных стальных полос толщиной 0,15 мм
Чаще всего используются никелированные стальные полосы толщиной 0,15 мм, они лучше всего свариваются. Возможно, вам придется поэкспериментировать со временем сварки и силой электрода, но начните со следующих значений:
Примечание. Полосы из никелированной стали дешевле, чем полосы из чистого никеля, и имеют более высокое сопротивление, что упрощает сварку.
Профессиональный аппарат для сварки выступов аккумуляторной батареи
Примечания по точечной сварке
Точечная сварка в конфигурации серии
Оба электрода расположены на одной стороне. Очень важно, чтобы усилие обоих электродов было практически одинаковым; иначе одна сторона будет плохо сварена.
Очень важно, чтобы усилие обоих электродов было практически одинаковым; иначе одна сторона будет плохо сварена.
Точечная сварка встречной конфигурации
Наиболее часто используется; свариваемые детали зажимаются между электродами.
Измерение сварочного тока
Вы можете определить сварочный ток, измерив напряжение на определенном расстоянии от сварочного кабеля.
Рассчитайте сварочный ток следующим образом:
I = U * диаметр [мм2] / (0,0175 * длина [м])
Для измерения сварочного тока к сварочному кабелю присоединяют два провода на расстоянии 44,5 см. Напряжение при коротком замыкании 0,34В; поэтому максимальный сварочный ток = 0,34 В * 25 мм2 / (0,0175 * 0,445 м) = 1100А.
Измерение сварочного тока
Двойной импульс
Двойной импульс улучшает качество сварки. Первый импульс, короткий, размягчит металл. Второй импульс является импульсом сварки. Во время паузы между двумя импульсами детали сближаются и лучше соприкасаются.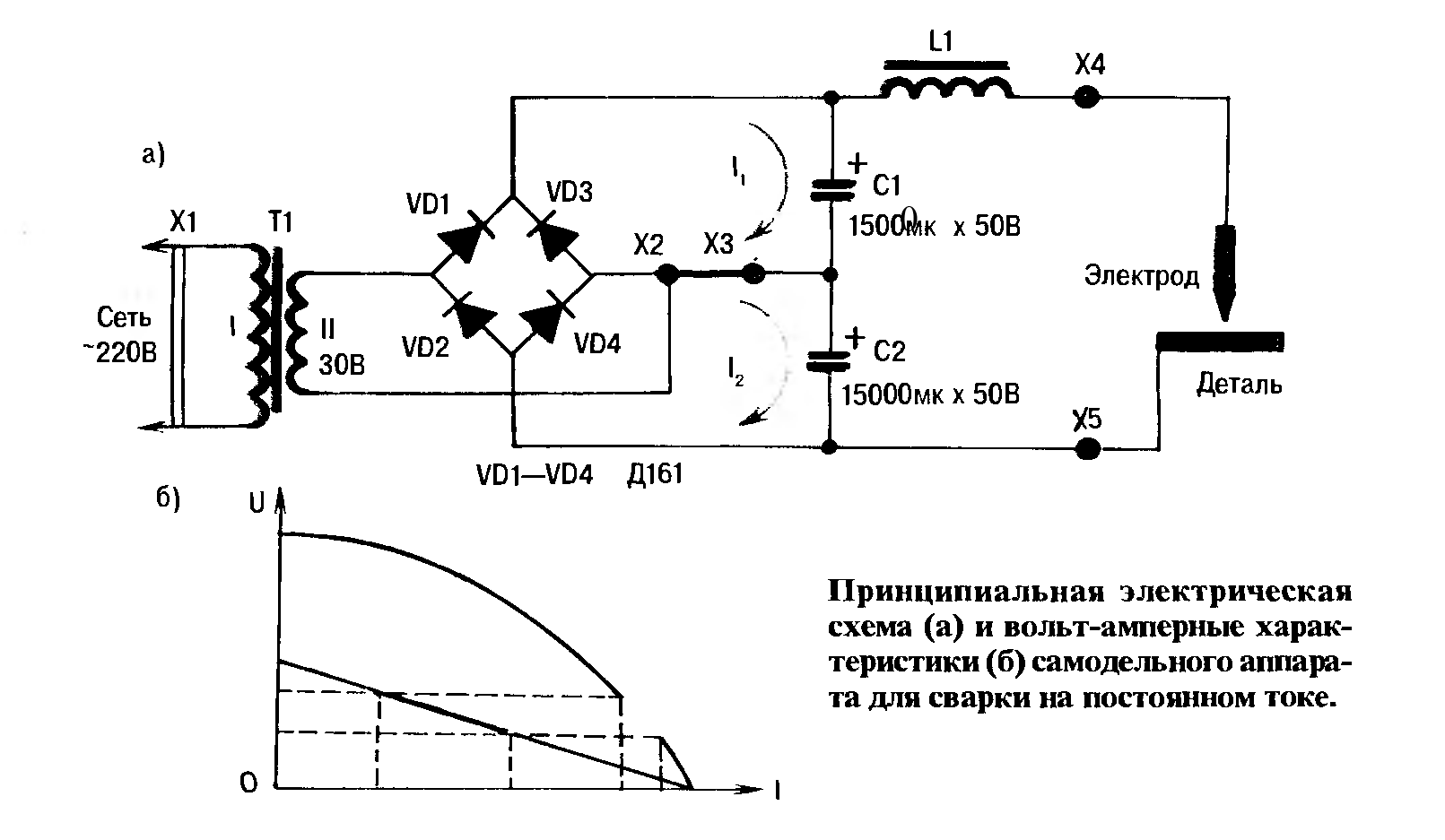
Время сварки
Первый импульс, импульс перед сваркой, составляет 50 мс. Второй импульс, импульс сварки, можно установить поворотным переключателем с шагом 50 мс. Я обнаружил, что время сварки от 50 до 250 мс работает во многих случаях.
Уменьшение сварочного тока
Сварочный ток 1100 А может быть слишком большим, поэтому целесообразно уменьшить ток. Проволочный резистор 27 Ом мощностью 50 Вт, включенный последовательно с сетью, снижает сварочный ток примерно до 400 А. Обратите внимание, что резистор перегружен на 120 %, но импульсная перегрузочная способность проволочного резистора WH50 позволяет это сделать.
Нагреватель или фен в качестве силового сопротивления
Чтобы определить, какое сопротивление необходимо для получения определенного сварочного тока, в качестве резисторов я взял нагреватель и фен. Их можно комбинировать последовательно или параллельно, чтобы получить желаемое сопротивление.
Конструкция для точечной сварки
Фанерная панель
Все детали смонтированы на опалубочной фанерной панели толщиной 15 мм и размером 15см x 18см. Обратите внимание, что силовая плата является старым прототипом и заменена новой печатной платой точечной сварки.
Обратите внимание, что силовая плата является старым прототипом и заменена новой печатной платой точечной сварки.
Сварочный аппарат для контактной точечной сварки своими руками
Трансформатор для микроволновки
Попробуйте достать из неисправной микроволновки трансформатор мощностью 800Вт…1100Вт, чем выше, тем лучше. Обратите внимание, что в некоторых микроволновых печах высокой мощности вместо трансформатора используется электронный инвертор высокого напряжения для снижения веса, вы не можете использовать их:
Модуль питания высокого напряжения для микроволновой печи Panasonic
Отпилите вторичную обмотку с одной стороны ножовкой по металлу. Затем вытолкните обмотку из сердечника с помощью специального деревянного бруска и большого молотка. Магнитный шунт между первичной и вторичной обмотками ограничивает ток и должен быть удален:
Снимите магнитный шунт
Используйте 3 вторичные обмотки. Вы можете приклеить их полиуретановым клеем, увлажнив его, чтобы он вспенился.
Снятие вторичной обмотки с трансформатора СВЧСнятие вторичной обмотки с трансформатора СВЧ
Держатели электродов
Два держателя электродов изготовлены из U-образного алюминиевого профиля шириной 20 мм.
Соединение рычагов электрода
Соедините кронштейны с помощью болта с буртиком 4 мм:
Болт с буртиком 4 мм
Два алюминиевых шарнира рычага и болт с буртиком должны быть изолированы друг от друга во избежание короткого замыкания. Поэтому отверстие под болт в правом шарнире алюминиевого рычага на 2 мм больше диаметра болта, т. е. 6 мм. Изоляция между соединениями рычагов создается печатными платами с эпоксидной смолой размером 80 x 20 мм и 16 x 20 мм.
Трение между руками должно быть очень низким; это создается эпоксидной доской между ними. Также между левым рычагом и фанерной панелью помещается эпоксидная плита 80 х 20 мм вместе с алюминиевой пластиной 80 х 20 мм. Затяните болт таким образом, чтобы трение было небольшим, но зазор не был слишком большим.
Соединение плеч электродов Соединение плеч электродов Соединение плеч электродов Соединение плеч электродов
Держатель электрода
Держатели электродов изготовлены из прямоугольного латунного радиаторного зажима шириной 20 мм. К сожалению, в большинстве стран их не достать, я продаю их ЗДЕСЬ. Посередине просверлите отверстие диаметром 4 мм для крепежного винта. Увеличьте отверстие для сварочного кабеля до 7 мм.
Зажим заземления радиатора
Этот зажим заземления доступен не во всех странах. Но на eBay есть хорошие альтернативы; поиск по «Клеммная шина заземления».
Сварочный кабель
Используйте гибкий сварочный кабель 3AWG / 25 мм 2 длиной 140 см, что позволяет 3 витка. Я проверил, дает ли более толстый кабель более высокий сварочный ток, но это не так. Сварочный ток ограничивается самим трансформатором.
Поскольку сила электрода имеет решающее значение, сварочные кронштейны должны иметь возможность свободно двигаться, не сдерживаясь жесткостью тросов.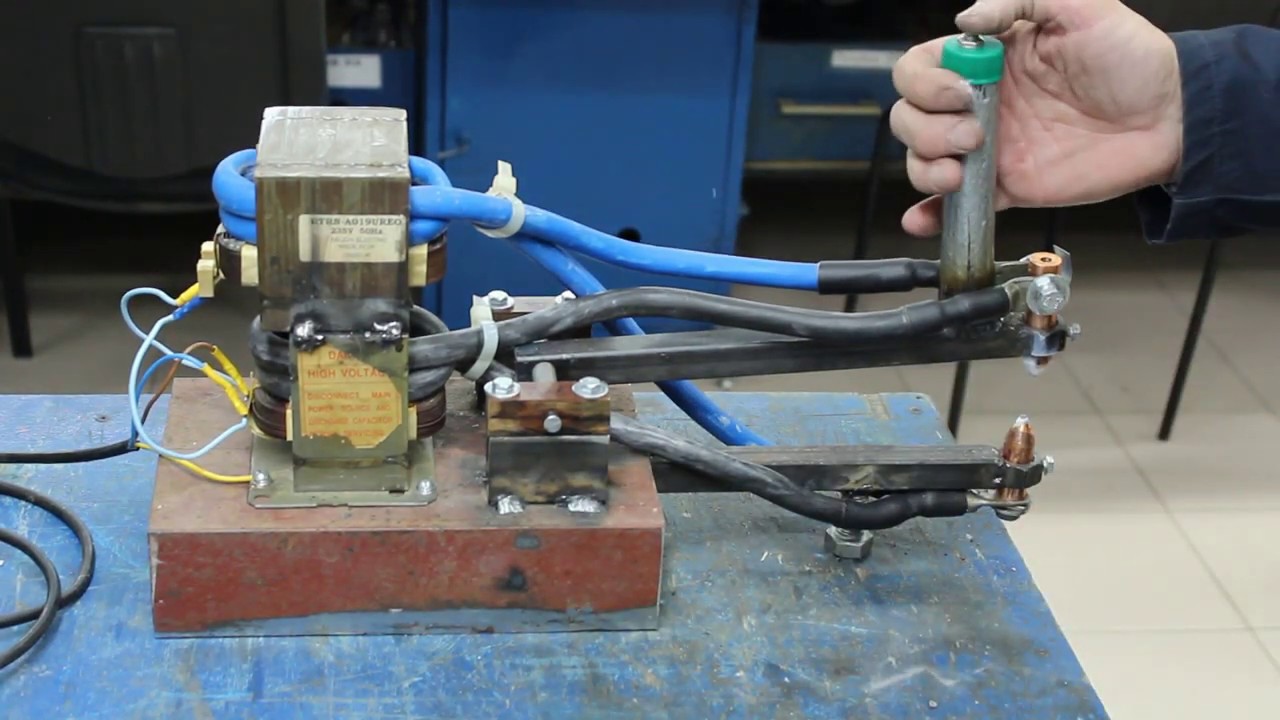 Поэтому тросы имеют большой изгиб. Не используйте сплошной кабель, сварочный кабель является гибким и будет стоить всего около 15 долларов США за метр.
Поэтому тросы имеют большой изгиб. Не используйте сплошной кабель, сварочный кабель является гибким и будет стоить всего около 15 долларов США за метр.
Электроды для точечной сварки
Важно использовать чистый медный стержень. Нет латунной или электрической проволоки, которая подвергается мягкому отжигу. Используйте квадратный стержень того же размера, что и прорезь держателя электрода, или подпилите стержень до соответствующего размера. Я использую наконечник диаметром 1,5 мм. Для простоты вы можете подпилить кончик электрода квадратным, а не круглым. Я продаю подходящие медные стержни ЗДЕСЬ.
Электроды для точечной сварки Держатель электрода для точечной сварки
Периодически очищайте наконечники сварочных электродов наждачной бумагой.
Пружинные зажимы
Усилие электрода является таким же важным параметром, как и другие параметры сварки, такие как сварочный ток и длительность импульса. Здесь мы используем два небольших пружинных зажима. Отрегулируйте усилие электрода, сдвинув положение пружинного зажима, и измерьте усилие с помощью кухонных весов:
Отрегулируйте усилие электрода, сдвинув положение пружинного зажима, и измерьте усилие с помощью кухонных весов:
Регулировка усилия сварочного электрода
Полностью вдавите новые пружинные зажимы пару раз. Вы можете изменить усилие зажима, согнув весна. См. здесь, как установить пружинный зажим:
Переустановите пружинный зажим
Рычаг управления
Я использовал нейлоновую пластину толщиной 5 мм, которую выпилил лобзиком. Можно использовать и другие пластиковые материалы, но они могут издавать звуковой сигнал на алюминии.
Рычаг управления
Рычаг управления
Корпус
Корпус изготовлен из полистирола толщиной 2 мм. дешево
аккуман126
1 мВт
Я сделал учебник по сборке дешевого аппарата для точечной сварки.
https://www.youtube.com/watch?v=VSGhcC35Z6Q&t=16s
Что вы об этом скажете?
вращающиеся магниты
модератор
Пожалуйста, не создавайте несколько тем по этому поводу. Я разрешаю этот пост, потому что он находится в правильном разделе (остальные были удалены).
Мне нравится, как хорошо сделано видео. Это 6-минутное видео о сборке очень простого аппарата точечной сварки, одноимпульсного, без регулировки времени. В качестве источника питания используется большой конденсатор емкостью один фарад, который необходимо перезаряжать между сварными швами от любого источника 12 В.
Поскольку архитектура включения/выключения полевого транзистора в этой части разбросана, я бы даже рекомендовал посмотреть это видео перед остальными, даже если вам нравятся функции других аппаратов для точечной сварки для вашего типа работ. ..
Алан Б
100 ГВт
Прежде всего, добро пожаловать в ES.
Хорошее видео и простой проект.
Технические комментарии:
1) Энергия показанного здесь одноимпульсного сварочного аппарата регулируется путем изменения зарядного напряжения цоколя (в пределах его номинальных значений). Так что это в некотором смысле регулируется. Регулировка важна для получения хорошего сварного шва.
Регулировка важна для получения хорошего сварного шва.
2) Для аккумуляторов обычно используется двухимпульсная сварка, а не одноимпульсная.
3) Главный риск успеха — большой конденсатор. Многие из доступных конденсаторов являются поддельными или неадекватно рассчитанными для данного применения и не могут удовлетворить потребности в токе и энергии сварочного импульса.
4) Статический контроль рекомендуется при работе с полевыми транзисторами, чтобы не повредить чувствительные устройства.
Дополнительную информацию о конденсаторах и сварке двойным и одинарным импульсом можно найти на сайте ES и в других местах в Интернете.
аккуман126
1 мВт
Часть II показывает, как загружать колпачок и первый тест.
Нужно немного потренироваться, но теперь я готов собрать свой литий-ионный аккумулятор на 700 Втч с помощью моего нового аппарата для точечной сварки.
Вчера заказал 60 аккумуляторов Panasonic NCR18650B, надеюсь скоро прибудут.
Оставайтесь с нами!
[youtube]o6OafhgeK_U[/youtube]
https://www.youtube.com/watch?v=o6OafhgeK_U
аккуман126
1 мВт
Я получил свой новый батарейный отсек для моих литий-ионных элементов.
https://www.
