Сварочный аппарат как правильно подключить: Подключение сварочного аппарата (схема подключения сварочного аппарата). Как выбрать сварочный аппарат и кабель к нему | Полезные статьи
Содержание
где применяется, принцип работы, как использовать
Сила сварочного тока должна регулироваться, чтобы сварщик мог подбирать оптимальный параметр для конкретных задач. От правильности выбора количества ампер зависит глубина проплавления металла, скорость работы, возможность сварки в определенном пространственном положении. Если у сварочного аппарата нет собственных средств для регулировки силы тока или их недостаточно, задействуют реостат. Рассмотрим, что это такое, где применяется оборудование, как устроено и работает. Обзор в конце статьи покажет проверенные временем сварочные реостаты, которые активно используются на производстве и в частных мастерских.
- Что такое сварочный реостат
- Где применяется балластник
- Устройство и принцип работы
- Как настроить реостат для сварки
- Правила эксплуатации
- Примеры надежных заводских реостатов
- Как сделать реостат своими руками
Сварочный реостат или балластник – это устройство, которое создает сопротивление на пути сварочного тока, за счет чего снижается сила последнего. Благодаря этому можно регулировать рабочий ток на аппаратах, где это не предусмотрено технически или штатных средств не хватает.
Благодаря этому можно регулировать рабочий ток на аппаратах, где это не предусмотрено технически или штатных средств не хватает.
Например, сварочный аппарат имеет минимальный ток 70 А, а нужно проварить листовую сталь сечением 0,8 мм. Если работать с силой 70 А, будут прожоги, а сам процесс наложения шва замедлится, поскольку придется варить, разрывая дугу и давая жидкому металлу остыть.
Реостат решает эту проблему. Он создает дополнительное сопротивление, за счет чего рабочий ток можно снизить до 30-40 А и варить, не прерывая дугу. Это повышает производительность, сокращает количество брака, упрощает последующую обработку изделия после сварки.
Где применяется балластник
Все современные сварочные инверторы способны понижать ток до 10-30 А, чего достаточно для большинства кропотливых задач по сварке. Такой низкий порог возможен благодаря использованию тиристорной и симисторной схемы, где на контакты регулятора поступает сигнал разной длительности. Он открывает полупроводник, а благодаря изменению длины сигнала происходит управление силой токах (вольт-амперной характеристикой – ВАХ). Для регулировки достаточно повернуть круглый переключатель на лицевой панели.
Он открывает полупроводник, а благодаря изменению длины сигнала происходит управление силой токах (вольт-амперной характеристикой – ВАХ). Для регулировки достаточно повернуть круглый переключатель на лицевой панели.
В трансформаторах и сварочных выпрямителях сила тока изменяется другим путем. Например, в трансформаторах количество ампер на выходе зависит от расстояния между первичной и вторичной обмотками, между которыми образуется электромагнитная индукция. Закреплены они на платформах, одна из которых движется при помощи оси с резьбой. На корпусе предусмотрена рукоятка и сварщик крутит ее, чтобы сблизить или развести обмотки. Не всегда конструктивные особенности оборудования позволяют опустить силу тока до нужного значения, вот здесь и используется сварочный реостат.
Еще, когда требуется перейти от сварки пластин толщиной 10 мм к сварке листового металла сечением 1 мм, понадобится уменьшить силу с 300 А до 40-50 А. Для этого придется сделать рукояткой трансформатора 20-30 оборотов на 360⁰. Это займет время. Если часто нужно переходить к сварке металлов разной толщины, реостат повысит производительность, поскольку с ним изменение тока трансформатора происходит за пару секунд. Изначально сварочный аппарат настраивается на максимальный ток, а все регулировка выполняются рубильниками балластника.
Это займет время. Если часто нужно переходить к сварке металлов разной толщины, реостат повысит производительность, поскольку с ним изменение тока трансформатора происходит за пару секунд. Изначально сварочный аппарат настраивается на максимальный ток, а все регулировка выполняются рубильниками балластника.
Активно задействуются реостаты в многопостовой сварке на производствах, где от одного мощного источника тока варят сразу несколько сварщиков. К выходам аппарата подключаются держатели электродов, но поскольку у каждого сварщика свои процессы (толщина металла заготовок, пространственное положение изделия и пр.), им нужно настраивать сварочный ток по-отдельности. Для этого каждому в цепь устанавливается реостат.
Устройство и принцип работы
Заводской сварочный реостат состоит из плат, собранных на нихромовых или константных лентах. Это полупроводники, обеспечивающие прохождение тока с одновременным снижением ампер за счет дополнительного сопротивления. Платы подключаются параллельно и каждая оснащена прерывателем, поэтому может свободно выводиться или добавляться в цепь.
Платы подключаются параллельно и каждая оснащена прерывателем, поэтому может свободно выводиться или добавляться в цепь.
От длины ленты зависит количество ампер, на которые уменьшится ток, если включить эту плату в цепь. Большинство устройств оснащены панелями для регулировки силы тока с шагом 10-20-40-80 А. Иногда может быть отдельная плата на 5 А, чтобы точнее ступенчато понизить или повысить ток. Регуляторы выполнены в виде рычагов на передней панели. Их может быть от 5 до 10, в зависимости от модели. Вся конструкция заключена в корпус с перфорацией для вентиляции. В современных версиях может быть вентилятор для ускоренного охлаждения.
Сбоку или снизу реостата есть две клеммы с диэлектрическими ручками-закрутками для последовательного подключения устройства к источнику. Обычно балластник устанавливают в цепь между сварочным аппаратом и зажимом массы. Размещать оборудование можно на полу или на столе, так, чтобы сварщику было удобно доставать до органов управления.
Как настроить реостат для сварки
Чтобы настроить сварочный реостат:
- Подключите его к источнику тока по последовательной схеме. Убедитесь, что клеммы надежно зафиксированы, иначе это создаст дополнительное сопротивление и скажется на характеристиках тока.
- Включите сварочный аппарат и балластник.
- Вставьте электрод в держатель и подсоедините зажим массы к черновой заготовке.
- Установите на сварочном аппарате максимальную силу тока.
- Над каждым рычагом реостата подписано, сколько ампер будет на выходе, если включить этот элемент. Исходя из толщины металла и диаметра электрода, определите оптимальную силу, суммируя значения на рычагах. Например, для стали сечением 3 мм понадобится сила 150-200 А. Это можно сделать несколькими комбинациями: 80+80, 80+20+40+10, 80+80+10, 80+80+20 и т. д.
- Выключите нужные рычаги из цепи, чтобы ток шел через другие платы (сопротивление) и имел на выходе установленную силу.

- Наденьте маску и попробуйте поварить короткий шов. Если сила недостаточная, подберите другую комбинацию, чтобы общая сумма ампер была больше на 10-20 А. Когда сварочный ток высокий, измените комбинацию, уменьшив сумму ампер на 10-20 А.
Сварочные устройства подбираются по характеристикам источников тока. Например, для трансформатора на 500 А нужен балластник на 500 А. Если максимальная сила сварочного аппарата 300 А, то и реостат нужно покупать на 300 А. Это позволит выставить на трансформаторе максимальный показатель, а убавлять силу путем включения в цепь плат сопротивления. Если к сварочному аппарату на 500 А подключить балластник на 300 А, тогда обозначения над рубильниками не будут совпадать с фактическими показателями, и правильно регулировать силу тока не получится.
Правила эксплуатации
Чтобы сварочный реостат служил исправно и долго, необходимо предотвращать его перегрев. У каждого устройства есть своя продолжительность нагрузки, т. е. максимальное время непрерывной работы, когда через балластник проходит сварочный ток. Если эта характеристика 60% (обозначается как ПВ 60), варить можно 6 минут из 10. Превышение ПВ ведет к перегреву плат сопротивления и их возможному оплавлению, что выведет аппарат из строя.
е. максимальное время непрерывной работы, когда через балластник проходит сварочный ток. Если эта характеристика 60% (обозначается как ПВ 60), варить можно 6 минут из 10. Превышение ПВ ведет к перегреву плат сопротивления и их возможному оплавлению, что выведет аппарат из строя.
Если вы заметили, что устройство регулярно перегревается, используйте дополнительное принудительное воздушное охлаждение или включите в цепь два реостата. Второй прием пригодится, когда один балластник не справляется или выходная мощность сварочного аппарата явно превышает возможности реостата.
Важно периодически продувать корпус прибора от пыли, что облегчает отдачу тепла. Устройство нельзя использовать в помещениях со скоплением водяного пара или воспламеняющегося газа.
Лучше покупать заводские устройства известных производителей, поскольку они качественно собраны, на них распространяется гарантия и есть много отзывов сварщиков. Заявленные характеристики в таких моделях соответствуют фактическим. Вот несколько хороших балластников для сварки от надежных производителей, проверенных временем.
Вот несколько хороших балластников для сварки от надежных производителей, проверенных временем.
РБ-302
ЭСВА РБ-306
РБ-503
Конечно, лучше использовать надежные заводские версии, но если нужно срочно что-то приварить, а сила тока аппарата высокая, можно сделать сварочный реостат своими руками. Для этого понадобится сталистая пружина из ленты или толстая шина из меди. Подойдет сечение медного проводника 8-12 мм. Намотайте медь на цилиндр витками с расстоянием 1 см друг от друга.
На одном конце предусмотрите отверстие для болтового соединения с кабелем, идущим от сварочного аппарата. На проводе от электрододержателя сделайте зажим, которым будете цепляться за витки пружины. Перестановкой зажима регулируется величина сопротивления. Чем дальше зажим от конца с кабелем, подключенным к сварочному аппарату, тем меньше сила тока.
Для одного-двух швов пружину сопротивления можно положить на землю или бетонный пол. Но для более продолжительного использования лучше сделать диэлектрическое основание, защищающее от передачи тока или нагрева. Пружина может раскаляться до красна и ее соприкосновение с деревом, резиной или пластиком способно привести к возгоранию материалов. Сразу убирать на стеллаж такое приспособление нельзя – необходимо дать время ему остыть. В идеале лучше смастерить защитный кожух из листового железа, но это потребует времени, сил и дополнительных затрат, поэтому проще купить готовый реостат для сварки.
Пружина может раскаляться до красна и ее соприкосновение с деревом, резиной или пластиком способно привести к возгоранию материалов. Сразу убирать на стеллаж такое приспособление нельзя – необходимо дать время ему остыть. В идеале лучше смастерить защитный кожух из листового железа, но это потребует времени, сил и дополнительных затрат, поэтому проще купить готовый реостат для сварки.
Ответы на вопросы: реостат для сварочного аппарата
Какие бывают сварочные реостаты по диапазону сварочного тока?
СкрытьПодробнее
Чаще всего в продаже можно встретить устройства с диапазоном 5-315 А. Для производств, где ведется сварка толстых металлов, выпускают балластники с возможностью регулировки до 515 А.
Какие приборы российских производителей самые надежные и не дорогие?
СкрытьПодробнее
В России хорошие сварочные реостаты по соотношению цены к качеству выпускаются под брендом ЭСВА. Это завод, расположенный в Калининграде. Предлагаются две модели – РБ и одноименная ЭСВА с различными параметрами.
Это завод, расположенный в Калининграде. Предлагаются две модели – РБ и одноименная ЭСВА с различными параметрами.
Сильно дребезжит корпус реостата, что делать?
СкрытьПодробнее
Зачастую посторонние звуки издаются из-за разболтанного крепления кожуха. Затяните все винтовые соединения. Чтобы снизить шум, установите прибор на резиновую подложку.
Где взять сталистую пружину для самодельного сопротивления?
СкрытьПодробнее
Есть готовые версии от старых трансформаторных установок. Они могут оснащаться диэлектрическим сердечником и пластинами для прикручивания к основанию. Но фиксировать на таких витках зажим неудобно, поскольку он сразу прикасается к соседним виткам и контакт может идти через них.
Как правильно подключить сварочный реостат в цепь?
СкрытьПодробнее
Устройство подключается последовательно между сварочным аппаратом и зажимом массы.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Товары
Быстрый просмотрРеостат балластный РБ-302 (380 В), СИМЗ
10 380 руб
Быстрый просмотрРеостат балластный РБ-306 (380 В), СИМЗ
16 630 руб
Быстрый просмотрРеостат балластный ЭСВА РБ-306
20 120 руб
Быстрый просмотрРеостат балластный ЭСВА РБ-302
11 700 руб
правила и алгоритм, техника безопасности
Наверняка, после покупки инверторного сварочного аппарата, в коробке вы обнаружите инструкцию по эксплуатации устройства.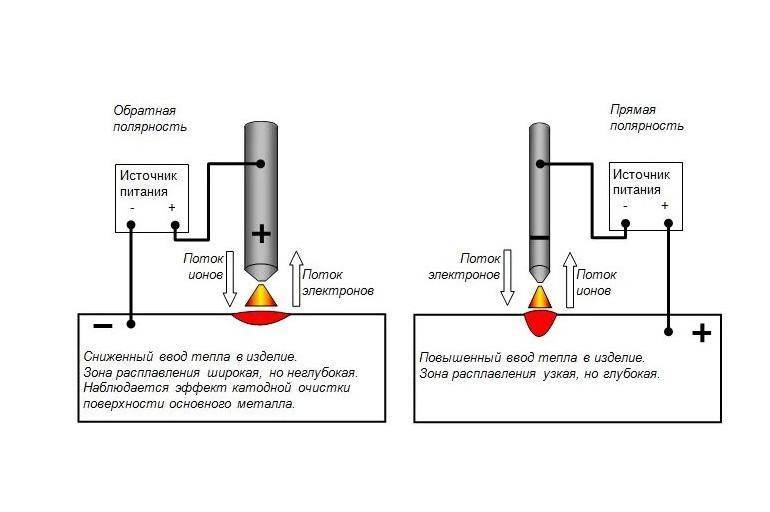 Ознакомившись с ней, вы, скорее всего обратите внимание, что о правильном подсоединении к сети будет сказано вскользь.
Ознакомившись с ней, вы, скорее всего обратите внимание, что о правильном подсоединении к сети будет сказано вскользь.
И напрасно, потому что дело не ограничивается простым вставлением штепселя в розетку.
Опасно беспечно подключать такое сложное оборудование к домашней сети, не учитывая его свойства и нюансы. В итоге запросто можно погубить сам сварочный инвертор или проводку в здании. Что нужно знать о правильном подключении сварочного аппарата?
Ниже вкратце приведем основные моменты, на которые стоит обратить внимание при подключении сварочного инвертора к бытовой розетке 220В.
Содержание статьиПоказать
ПОДГОТОВКА К ПОДКЛЮЧЕНИЮ
Прежде чем подсоединять сварочный инвертор, следует удостовериться, что проводка в здании пригодна для проведения сварочных работ. Первым делом проведите осмотр розеток.
Первым делом проведите осмотр розеток.
Если они установлены боле четверти века назад, то большой шанс, что и проводка с тех пор не менялась. Хорошо, если она выдерживает высокое напряжение, но это, скорее, исключение из правил.
Обычно такая проводка только добавляет трудностей в работе. В таком случае вы не сможете работать с современным инверторным аппаратом, даже используя новейшие сварочные кабели.
Необязательно иметь инженерское образование, чтобы представить последствия подсоединения мощного инвертора к старой розетке.
Вы рискуете обесточить не только рабочее помещение, но и соседские здания, при этом электрические приборы могут прийти в негодность.
До начала проведения работ и подключения инвертора нужна обязательная проверка состояния проводки. Не опускайте руки, если выяснится, что ваша проводка может не справиться с такой нагрузкой.
Из этой ситуации можно выйти, используя генератор тока. Как это сделать, описано ниже.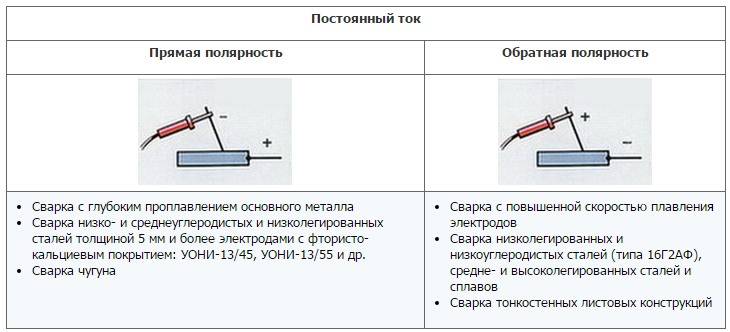 Сейчас предлагаем рассмотреть варианты подключения к сети инверторного сварочного аппарата.
Сейчас предлагаем рассмотреть варианты подключения к сети инверторного сварочного аппарата.
ИСПОЛЬЗОВАНИЕ ГЕНЕРАТОРОВ
Если результат проверки проводки неутешительный, подключение инвертора недопустимо. Но всегда есть выход из положения. Можно задействовать электрические генераторы.
У многих есть бензогенераторы, способные выручить при отсутствии электричества. Теоретически их применение может показаться, отличной идеей.
На деле оказывается, что такие генераторы обладают невысокой мощностью, и подавать напряжение более 5КвТ, для них — невыполнимая задача.
Очевидно, что нет смысла подключать инверторный аппарат к генератору с малой мощностью. Минимально необходимое значение мощности можно узнать, умножив силу варочного тока на значение напряжения.
Рассмотрим стандартную схему подключения. При сварке электродом 3 мм и током силой в 120А и напряжением 40В, надо умножить 120 на 40. Значит необходимое значение мощности — не менее 4,8 кВт.
Учитывая, что КПД инвертора меньше 100%, для стабильной работы сварочного аппарата потребуется не менее 6 кВт.
Итак, бензиновый генератор можно использовать в случае, когда никакой иной источник тока не доступен. Логичнее проверить проводку еще на этапе планирования покупки инверторного аппарата.
Если она не отвечает требованиям, есть решение приобрести аппарат с уже вмонтированным генератором. Единственными недостатками этих моделей является цена и большие габариты. Но, бывает, иначе проблему не решить.
В случае неактуальности для вас такого варианта, обратите внимание на стабилизатор тока для сварочного инвертора. К нему можно подключить аппарат в условиях относительно стабильной сети.
ВЫБОР УДЛИНИТЕЛЕЙ
Особое внимание нужно уделить применению удлинителей при подключении инверторов к сети. При неправильно выбранном удлинителе снижается КПД сварочного инвертора и падает напряжение.
Комплектация сварочных аппаратов обычно подразумевает наличие кабеля, длиной около 2,5 м. Для несложных работ этой длины хватит, но в случае частого передвижения или сварки на высоте, ее будет недостаточно.
Для несложных работ этой длины хватит, но в случае частого передвижения или сварки на высоте, ее будет недостаточно.
Поэтому совсем не лишним будет узнать про подключение кабелей удлинителей. Ни в коем случае не подключайте их наобум! Потребуется рассчитать точный размер сечения удлиняющего кабеля.
Эта величина напрямую связана с максимальной мощностью, которую может выдержать провод.
Используя приведенную выше схему, приведем пример. Сила нужного нам тока при сварке составляет 120А. 16А мы получим при использовании кабеля сечением 2,5 кв.мм.
Пропорционально, для силы сварочного тока 120А, сечение кабеля удлинителя должно превышать 12 кв.мм. Не забывайте о технике безопасности, помните о заземлении и распутывайте кабели перед началом сварки, для скорейшего остывания.
Гораздо эффективнее купить один кабель необходимой длины, чем подключать друг к другу несколько коротких. Так контактные соединения удлинителя окажутся более долговечными, а возможность потери КПД сварочного инвертора снизится.
ЗАКЛЮЧЕНИЕ
Описанная технология подключения инверторного сварочного аппарата к сети — проста.
Стоит понять важность этих правил, запомнить их и в будущем успешно применять на практике.
При подключении трансформатора, полуавтомата или аппарата 380В последовательность действий та же. Успешной работы!
Установка и техническое обслуживание сварочного аппарата TIG
Настройка сварочного аппарата TIG
Итак, вы только что приобрели новый сварочный аппарат TIG, но не знаете, с чего начать. Шаги, необходимые для настройки нового сварочного аппарата TIG, могут различаться в зависимости от конкретной модели и производителя, но обычно включают следующее:
- Прочтите руководство : Перед запуском внимательно прочитайте и ознакомьтесь с руководством по эксплуатации, предоставленным производитель.

- Выберите правильное оборудование : Убедитесь, что у вас есть все необходимое оборудование, такое как горелка TIG, газовый регулятор, зажим заземления и соответствующий присадочный металл.
- Подключите питание : Подключите сварочный аппарат к соответствующему источнику питания и убедитесь, что он правильно заземлен.
- Установка расходных материалов : Установите вольфрамовый электрод, цангу и корпус цанги в горелку TIG.
- Установка параметров сварки : Отрегулируйте параметры сварки, такие как сила тока, баланс дуги и расход газа, в соответствии с рекомендуемыми настройками для конкретного применения сварки.
- Проверка и регулировка : Проверка сварочного аппарата с помощью бракованного материала, чтобы убедиться, что настройки и оборудование работают правильно. При необходимости отрегулируйте настройки для оптимальной производительности.
Ознакомление с руководством по эксплуатации сварочного аппарата TIG
Ознакомление с руководством перед использованием сварочного аппарата TIG необходимо для того, чтобы убедиться, что вы понимаете, как безопасно и эффективно использовать оборудование, что приведет к повышению качества сварных швов и увеличению срока службы сварочного аппарата.
Руководство содержит важную информацию о безопасности сварщика, в том числе о том, как правильно заземлить сварочный аппарат, как обращаться с горячими материалами и как защитить себя от вредных паров и радиации.
Кроме того, вы можете прочитать подробные инструкции о том, как правильно использовать сварочный аппарат TIG, в том числе о том, как выбрать правильное оборудование, настроить сварочный аппарат и настроить параметры для различных материалов и толщин. Руководство обычно содержит информацию о гарантии и о том, как правильно ухаживать за сварочным аппаратом, чтобы гарантия оставалась в силе. Наконец, вы можете найти руководства по устранению неполадок, которые помогут диагностировать и решать распространенные проблемы, которые могут возникнуть во время использования.
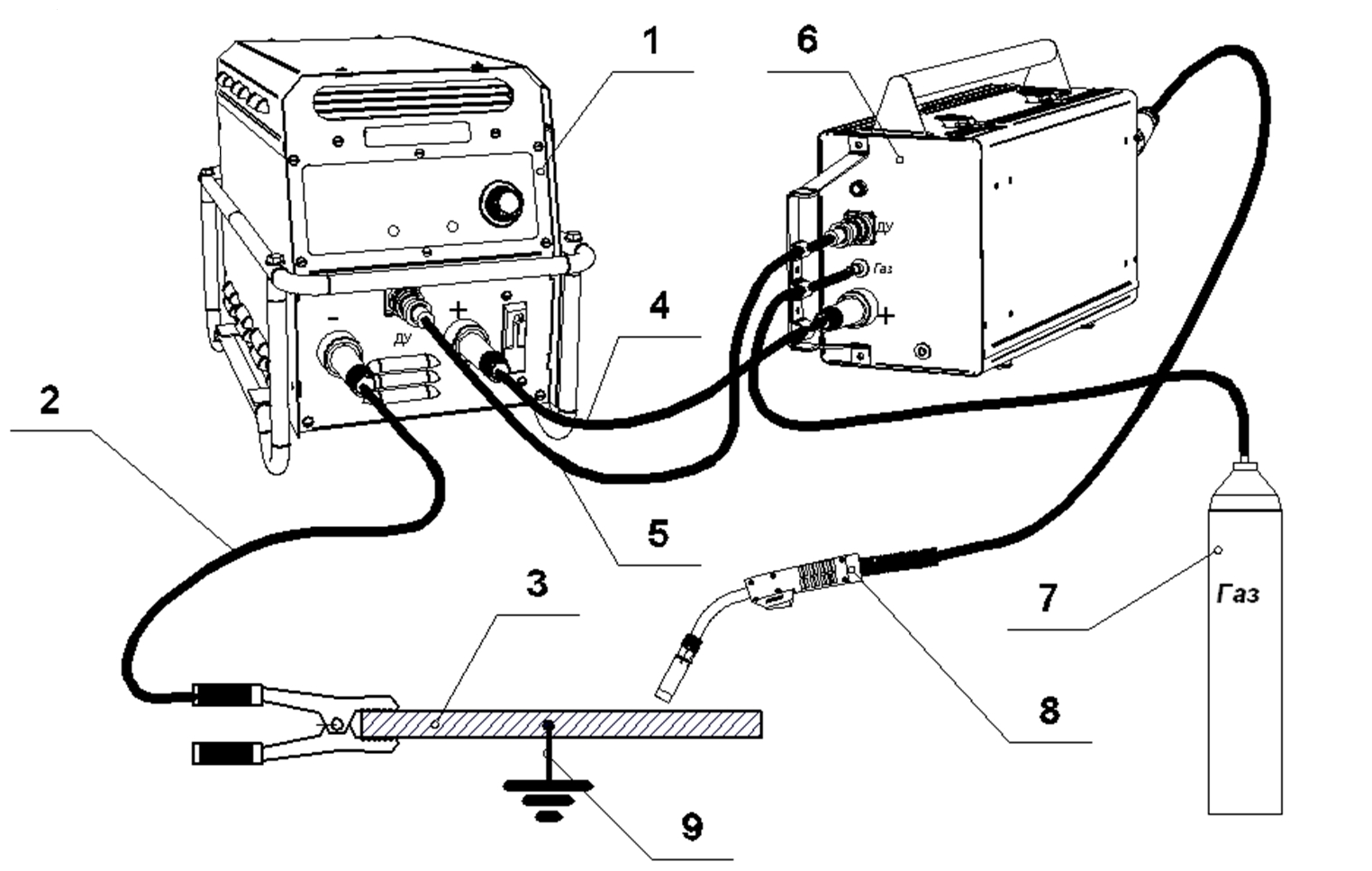
Соединение резака, педали и рабочего зажима
Подключение горелки для сварки ВИГ, ножной педали и рабочего зажима представляет собой относительно простой процесс, включающий подключение необходимых кабелей к соответствующим разъемам на аппарате для сварки ВИГ. Если вы прочитали руководство по эксплуатации, теперь вы должны знать, что такое правильное гнездо и часть вашего сварочного аппарата.
Если вы прочитали руководство по эксплуатации, теперь вы должны знать, что такое правильное гнездо и часть вашего сварочного аппарата.
Сначала подключите сварочную горелку ВИГ к сварочному аппарату, вкрутив кабель питания горелки в гнездо горелки ВИГ сварочного аппарата. При использовании резака с воздушным охлаждением используйте адаптер из комплекта принадлежностей и подключите резак к передней панели аппарата. Также подключите газовый шланг и регулятор. Соединения горелок TIG обычно стандартизированы, так что вы не ошибетесь.
Новейшие сварочные аппараты для сварки TIG поддерживают дистанционное управление силой тока, поэтому вы получаете управление с помощью педали или пальца. Эти дополнения будут иметь специальные разъемы, обычно с 3 или четырьмя контактами, поэтому убедитесь, что вы правильно подключили штекер дистанционного управления.
Подсоедините рабочий зажим к сварочному аппарату, прикрепив зажим к заготовке или к рабочему столу, а затем подключив кабель зажима к гнезду зажима заземления сварочного аппарата.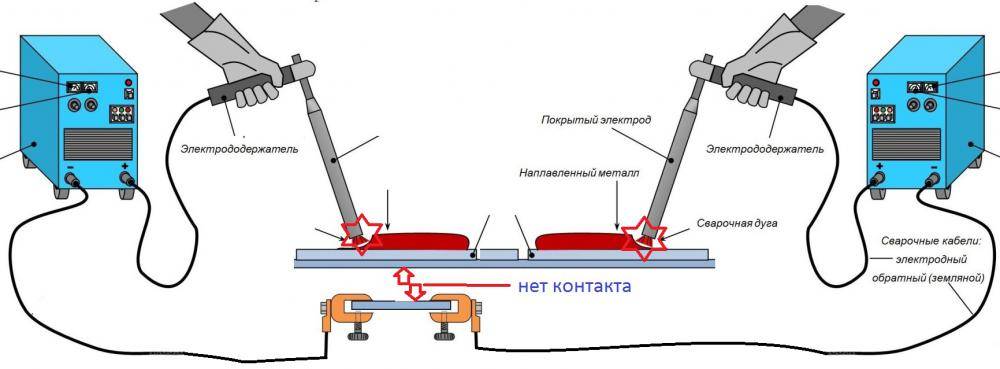 Рабочий зажим обеспечивает заземление сварочной цепи и помогает обеспечить стабильную сварочную дугу.
Рабочий зажим обеспечивает заземление сварочной цепи и помогает обеспечить стабильную сварочную дугу.
Выбор полярности сварочного аппарата TIG
Настройка полярности сварочного аппарата TIG включает подключение кабелей электрода и заготовки к соответствующим клеммам полярности на сварочном аппарате. В сварке TIG используется переменный ток (AC) или постоянный ток (DC), что означает, что электрический ток либо течет в одном направлении от электрода (положительный) к заготовке (отрицательный), либо изменяется в переменном токе, от положительного к отрицательному. терминала.
Чаще всего вы будете использовать TIG на постоянном токе для сварки легированных сталей и нержавеющей стали, и ваш сварочный аппарат обычно настроен на это по умолчанию.
Конечно, если у вас есть сварочный аппарат TIG только на постоянном токе, вам не стоит беспокоиться об этом аспекте. Вместо этого вы можете рассмотреть полярность постоянного тока. Прямая полярность постоянного тока (отрицательный электрод) обычно используется для сварки стали, тогда как обратная полярность постоянного тока (электрод положительный) обычно используется для сварки цветных металлов, таких как сварка TIG алюминия.
Для прямой полярности постоянного тока подключите горелку TIG к отрицательной (-) клемме сварочного аппарата. Для обратной полярности постоянного тока подключите кабель горелки к положительной (+) клемме сварочного аппарата и просто поменяйте местами рабочий зажим. Лучший способ сварки алюминия или других цветных металлов методом TIG — это переключение на переменный ток. Если у вас есть сварочный аппарат TIG переменного/постоянного тока, вы можете переключаться с постоянного тока на переменный ток с помощью кнопки на панели управления вашего сварочного аппарата. В сварочном аппарате MIG вам придется открыть отсек механизма подачи проволоки, но с TIG это намного проще.
Подготовка и установка вольфрама
Подготовка и установка вольфрама в горелку TIG требует внимания к деталям и правильной техники, чтобы электрод был чистым, острым и надежно закрепленным в горелке. Во-первых, вам нужно будет выбрать правильный тип и диаметр вольфрама для материалов, которые вы будете сваривать. Обычные типы вольфрама включают чистый вольфрам, торированный вольфрам, цериевый вольфрам и лантанированный вольфрам.
Обычные типы вольфрама включают чистый вольфрам, торированный вольфрам, цериевый вольфрам и лантанированный вольфрам.
Используйте специальное чистящее средство для вольфрама или чистую, сухую безворсовую ткань, чтобы удалить масло, жир или другие загрязнения с вольфрамового электрода.
Это поможет обеспечить чистую, стабильную дугу и предотвратит загрязнение сварного шва. Используйте алмазный шлифовальный круг, чтобы отшлифовать вольфрам до точки, используя специальную шлифовальную машину для вольфрама или настольную шлифовальную машину. Вольфрам должен быть отшлифован до острого и тонкого острия, подходящего для процесса сварки и свариваемых материалов.
После того, как вы подготовили вольфрам, ослабьте заднюю крышку и снимите с горелки сопло и медную цангу. Вставьте вольфрамовый электрод в цангу горелки TIG и затяните корпус цанги на горелке с помощью узла головки горелки. Убедитесь, что вольфрам расположен прямо и по центру горелки, чтобы обеспечить правильное выравнивание с заготовкой.
Проверка и подключение питания
Заключительной частью настройки сварочного аппарата для процесса сварки TIG является проверка и подключение питания. Сварщики могут использовать источник питания 110 или 220 В, поэтому вам следует еще раз проверить руководство. Дома вы, вероятно, используете входную мощность 110 В, и большинство аппаратов совместимы с ней, но сварочные аппараты TIG только на 110 В могут достигать мощности до 140 ампер. Если вы хотите раскрыть максимальную мощность, вам понадобится специальная розетка на 220 В.
Большинство современных аппаратов для сварки TIG представляют собой аппараты с двойным напряжением, что означает, что они могут работать как при 110/220 В. Вам предоставляется адаптер, который позволяет легко переключаться с 110 на 220 В и помогает раскрыть весь потенциал.
Ваша цель — проверить и согласовать напряжение вилки с поддерживаемым напряжением розеток и мощностью сварочного аппарата.
Управление и сварка
После того, как ваша машина правильно настроена, подключена и подготовлена, можно приступать к сварке. Еще раз, обратитесь к руководству по эксплуатации, чтобы получить информацию о начале работы и рекомендуемых настройках относительно толщины материала, который вы собираетесь сваривать. В этой статье мы не будем слишком заострять внимание на настройках сварочного аппарата TIG, так как мы посвящаем более подробный материал в нашем блоге.
Еще раз, обратитесь к руководству по эксплуатации, чтобы получить информацию о начале работы и рекомендуемых настройках относительно толщины материала, который вы собираетесь сваривать. В этой статье мы не будем слишком заострять внимание на настройках сварочного аппарата TIG, так как мы посвящаем более подробный материал в нашем блоге.
То же самое относится к методам сварки TIG и советам. Это то, что вы развиваете с течением времени, потратив достаточно времени, вы можете протестировать сварочный аппарат с помощью бракованного материала, чтобы убедиться, что настройки и сварочное оборудование работают правильно. Отрегулируйте настройки по мере необходимости для оптимальной производительности и продолжайте практиковаться, пока не получите все правильно.
Техническое обслуживание сварочного аппарата TIG
Регулярное техническое обслуживание необходимо для поддержания сварочного аппарата TIG в хорошем рабочем состоянии и предотвращения дорогостоящего ремонта или простоев. Следуя этим шагам и выполняя регулярные задачи по техническому обслуживанию, вы можете обеспечить безопасную, эффективную и стабильную работу вашего сварочного аппарата TIG.
Следуя этим шагам и выполняя регулярные задачи по техническому обслуживанию, вы можете обеспечить безопасную, эффективную и стабильную работу вашего сварочного аппарата TIG.
Подробное и регулярное техническое обслуживание сварочного аппарата TIG включает:
- Очистку сварочного аппарата
- Проверка силового кабеля и вилок
- Проверка системы охлаждения
- Проверка сварочной горелки
- Очистка сварочной горелки
- Замена расходных материалов
Очистка сварочного аппарата TIG
Перед очисткой сварочного аппарата TIG выключите питание и отсоедините его от электрической розетки. Защитные устройства, такие как блокировки и автоматические выключатели, не должны отключаться или шунтироваться. Используйте мягкую сухую ткань для удаления мусора, пыли или грязи с внешних поверхностей сварочного аппарата TIG. Избегайте использования агрессивных химикатов или абразивных чистящих средств, которые могут повредить поверхность сварочного аппарата. Примерно каждые шесть месяцев отключайте питание устройства и продуйте или пропылесосьте внутреннюю часть машины. В тяжелых условиях эксплуатации может потребоваться ежемесячная очистка.
Избегайте использования агрессивных химикатов или абразивных чистящих средств, которые могут повредить поверхность сварочного аппарата. Примерно каждые шесть месяцев отключайте питание устройства и продуйте или пропылесосьте внутреннюю часть машины. В тяжелых условиях эксплуатации может потребоваться ежемесячная очистка.
Регулярно очищайте сварочную горелку TIG, удаляя мусор, пыль или грязь с сопла и других частей горелки. Используйте специальный инструмент для очистки или сжатый воздух, чтобы удалить стойкий мусор.
Регулярные проверки
Следуйте рекомендованному производителем графику технического обслуживания и выполняйте плановые операции по техническому обслуживанию, такие как замена масла, проверка электрических соединений и осмотр печатных плат. Проверьте кабель питания и вилки на наличие признаков износа, повреждений или износа.
Немедленно заменяйте поврежденные или изношенные кабели или вилки во избежание поражения электрическим током. Кроме того, кабели должны быть сухими, очищенными от масла и смазки и защищенными от горячего металла сварного шва и искр.
Проверьте сварочную горелку TIG на наличие любых признаков повреждения или износа, таких как ослабленные или треснувшие фитинги, поврежденные шланги или изношенные цанги. При необходимости замените изношенные или поврежденные компоненты, чтобы обеспечить безопасную и эффективную сварку. Регулярно проверяйте зажим заземления на наличие признаков износа, повреждений или коррозии. При необходимости замените все изношенные или поврежденные компоненты, чтобы обеспечить надлежащее заземление. Кроме того, кабели должны быть сухими, очищенными от масла и смазки и защищенными от горячего металла и искр.
Замена расходных материалов для сварки TIG
Регулярно заменяйте изношенные или поврежденные расходные материалы, такие как вольфрамовые электроды, газовые линзы и цанги, чтобы обеспечить оптимальные характеристики сварки и минимизировать время простоя.
Если вольфрамовый электрод имеет сколы, трещины или изношен до такой степени, что его невозможно заточить, его необходимо заменить. Если вы заметили блуждание или мерцание дуги, это может быть признаком того, что вольфрамовый электрод или другие расходные материалы изношены и нуждаются в замене.
Если вы заметили блуждание или мерцание дуги, это может быть признаком того, что вольфрамовый электрод или другие расходные материалы изношены и нуждаются в замене.
Если вы заметили неплотные сварные швы, чрезмерное разбрызгивание или другие дефекты наплавленного валика, это может быть признаком того, что газовая линза, цанга или сопло изношены и нуждаются в замене. Если вы заметили утечку газа вокруг сварочной горелки, это может быть признаком того, что газовая линза, цанга или сопло изношены и нуждаются в замене.
Проверка системы охлаждения
Система охлаждения сварочного аппарата TIG является важным компонентом, помогающим регулировать температуру сварочной горелки во время работы. Если вы выполняете сварку TIG в тяжелых условиях, скорее всего, у вас есть система с водяным охлаждением, которая требует некоторого внимания. Система охлаждения обычно расположена на задней панели сварочного аппарата TIG и состоит из резервуара для воды, насоса и радиатора.
Проверьте резервуар для воды, чтобы убедиться, что уровень охлаждающей жидкости находится между минимальной и максимальной отметками. Если уровень охлаждающей жидкости низкий, добавьте в бачок дистиллированную воду или рекомендованную производителем охлаждающую жидкость. Проверьте насос, шланги и радиатор на наличие признаков повреждения или утечек. Убедитесь, что все соединения надежны, и затяните ослабленные фитинги.
Если уровень охлаждающей жидкости низкий, добавьте в бачок дистиллированную воду или рекомендованную производителем охлаждающую жидкость. Проверьте насос, шланги и радиатор на наличие признаков повреждения или утечек. Убедитесь, что все соединения надежны, и затяните ослабленные фитинги.
Во время использования следите за температурой сварочной горелки, чтобы убедиться, что она остается в безопасном рабочем диапазоне. Если резак сильно нагревается, это может быть признаком того, что система охлаждения работает неправильно и нуждается в обслуживании.
Проверка подачи газа
Надлежащее покрытие защитным газом имеет решающее значение для достижения высочайшего качества сварки TIG, поэтому необходимо регулярно проверять и обслуживать систему подачи защитного газа, состоящую из баллонов, регулятора и газовых шлангов. Проверьте газовый баллон, чтобы убедиться, что он надежно прикреплен к регулятору и что клапан закрыт. Ищите любые признаки повреждения или утечек и убедитесь, что срок годности баллона не истек.
Убедитесь, что регулятор надежно прикреплен к газовому баллону и что манометр показывает правильное давление для используемого типа газа. Проверьте расходомер, чтобы убедиться, что он работает правильно, и установите правильный расход для типа выполняемой сварки.
Регулярно проверяйте шланг на наличие утечек, износа и ослабленных соединений. Погрузите напорный шланг в воду, чтобы проверить его на наличие утечек (на наличие утечек укажут пузырьки). Отремонтируйте протекающий или изношенный шланг, вырезав поврежденный участок и соединив его. Не используйте ленту.
Заключительные мысли о настройке и обслуживании аппарата для сварки ВИГ
Правильная настройка и техническое обслуживание аппарата для сварки ВИГ или аппарата для любых других сварочных процессов необходимы для обеспечения оптимальной производительности, безопасности и долговечности аппарата. Важно внимательно прочитать руководство и следовать рекомендуемым процедурам по настройке, очистке и техническому обслуживанию сварочного аппарата TIG.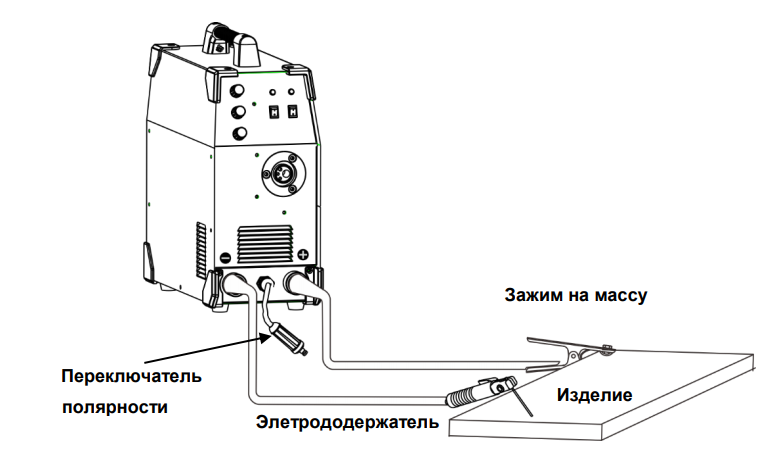
Регулярный осмотр и замена изношенных расходных материалов, очистка сварочного аппарата (особенно при сварке электродом), проверка системы охлаждения и контроль подачи газа являются важными этапами технического обслуживания сварочного аппарата TIG. Следуя этим рекомендациям, сварщики могут продлить срок службы своего вольфрамового сварочного аппарата в среде инертного газа и с легкостью выполнять высококачественные сварные швы.
Ресурсы
- https://www.millerwelds.com/resources/article-library/safety-and-scheduled-maintenance-protect-your-welding-assets
- https://www.migatronic.com/en/support/service/6-tips-to-easy-maintenance-of-your-wedding-equipment/
- https://www.millerwelds.com/resources/welding-guides/tig-welding-guide/tig-welding-setup
- https://bakersgas.com/blogs/weld-my-world/5-tips-on-how-to-maintain-welding-equipment
- https://www.mig-welding.co.uk/tig-setup.htm
Безопасная настройка сварочного аппарата для новых сварщиков — Baker’s Gas & Welding Supplies, Inc.

перейти к содержанию
Во время курортного сезона многие сварщики приобретут новые сварочные аппараты и сварочные материалы для своих магазинов и домашних сварочных работ, но если вы новичок в сварке, вам нужно потратить некоторое время на то, чтобы убедиться, что ваш сварочный аппарат безопасен в использовании. Правильная настройка вашего сварочного аппарата не займет много времени, но она будет иметь огромное значение для вашей личной безопасности, долговечности вашего аппарата и вашей эффективности как сварщика.
К счастью, новый сварочный аппарат не будет сильно изнашиваться, и вам не придется беспокоиться о проверке шлангов защитного газа на наличие утечек. Вот некоторые ключевые процедуры безопасности для нового сварочного аппарата:
Рабочая зона для нового сварщика
Новый сварочный аппарат должен быть установлен в месте с хорошей вентиляцией, особенно если это аппарат для сварки электродом, и никто не будет подвергаться опасности обгорания. ультрафиолетовыми лучами машины. Хотя есть вентиляционные установки, которые вы можете приобрести для небольшого закрытого помещения, вы можете решить большинство своих проблем, открыв дверь гаража и сварив за экраном или сварив снаружи, если нет ветра, который испортит ваш защитный газ.
ультрафиолетовыми лучами машины. Хотя есть вентиляционные установки, которые вы можете приобрести для небольшого закрытого помещения, вы можете решить большинство своих проблем, открыв дверь гаража и сварив за экраном или сварив снаружи, если нет ветра, который испортит ваш защитный газ.
Сварщики также могут испускать искры, которые могут быть опасны для людей или могут воспламенить коробку или кучу опилок. Иногда искра в куче опилок могла тлеть часами, прежде чем зажечься. Если у вас в гараже или магазине есть картон и дерево, вы можете столкнуться с огромным пожаром. Чем меньше их вокруг, тем лучше.
Идеальная рабочая зона также должна быть сухой, так как вода проводит электричество и может нанести смертельный удар током. Даже сильное потоотделение может вызвать проблемы во время сварки, если вы находитесь в более теплом климате. Ваша электрическая розетка должна быть должным образом заземлена и способна выдерживать ток, выдаваемый вашей машиной.
Если вы не уверены в заземлении в вашем магазине или если ваша розетка находится на старой стороне, попросите профессионального электрика проверить это. Скачок напряжения может привести к проблемам для вас и вашей машины.
Скачок напряжения может привести к проблемам для вас и вашей машины.
Настройка нового сварочного аппарата
Каждый производитель сварочного аппарата скажет вам, что первым делом необходимо прочитать руководство по эксплуатации. Не оставляйте ничего на волю случая. Вашей самой большой проблемой будет соответствие силы тока толщине металла. Если вы работаете со сварочным аппаратом MIG, вам также нужно подумать о защитном газе и расходе проволоки.
Если вы работаете с защитным газом для сварки MIG или TIG, газовые баллоны должны быть закреплены перед началом работы. Они должны быть закреплены либо на тележке, либо в надежном месте на стене. Дважды проверяйте свои фитинги, и по мере старения вашего сварщика периодически проводите тесты шланга на наличие защитного газа.
Еще одним важным элементом безопасности является прочное металлическое основание, которое крепится к заготовке. Это важно не только для безопасности, у вас также будет более гладкий сварной шов, который не прыгает и не искрит во время работы.
Как обслуживать сварочный аппарат
Сварочный аппарат необходимо держать на плоской, сухой поверхности, где он не будет перекатываться и не будет поврежден. Ни в коем случае нельзя снимать боковую панель сварочного аппарата. Если вы это сделаете, убедитесь, что вы следуете инструкциям производителя, который всегда советует вам отключить машину. Не выключайте его, если вам нужно проверить внутренний компонент.
Одна из лучших инвестиций, которые вы можете сделать для своего сварочного аппарата, — это приобрести чехол, который предотвратит скопление в нем пыли, пока он не используется. Тем не менее, вы также можете поддерживать свой сварочный аппарат в идеальном состоянии, сверяясь с руководством по регулярному техническому обслуживанию, такому как удаление мусора сжатым воздухом или замена масла в машинах с приводом от двигателя.
Безопасность при сварке
Вы не должны настраивать сварочный аппарат, если у вас нет надлежащего защитного снаряжения для сварки без риска обжечься или подвергнуть кожу воздействию вредных ультрафиолетовых лучей. Сварщики всегда должны носить огнестойкую одежду. Синтетика особенно опасна, так как легко воспламеняется.
Сварщики всегда должны носить огнестойкую одежду. Синтетика особенно опасна, так как легко воспламеняется.
Большинство сварщиков носят как минимум хлопчатобумажную рубашку, но вам также следует обратить внимание на сварочный фартук или огнестойкую куртку. Есть как тяжелые кожаные куртки, так и более легкие куртки в зависимости от вашего климата.
Сварочные перчатки также обеспечивают необходимую защиту рук во время работы, не теряя необходимой гибкости. Сверхпрочные перчатки для сварки стержнем защитят вас от искр и брызг, которые могут обжечь руки во время сварки. С другой стороны, тонкие и гибкие перчатки для сварки TIG позволяют подавать проволоку, не подвергая руки воздействию тепла, УФ-лучей или искр.
Посмотреть все >
Miller 220 против ESAB 205 — Печально известный синий против желтого
Печально известный Miller 220 против ESAB 205! Ознакомьтесь с некоторыми ключевыми функциями вместе с нами и дайте нам знать, что вы думаете.