Сварочный аппарат ресанта как подключить провода: Как подключить кабели в сварочному инвертору
Содержание
как правильно подключить кабели к аппарату и сети 220в – Расходники и комплектующие на Svarka.guru
Каждый сварочный аппарат укомплектован стандартным набором кабелей. Без них просто невозможно выполнение каких-либо работ. Поэтому большое значение имеет правильное подключение сварочного инвертора. Все подобные устройства оборудуются не только двумя рабочими кабелями, но и еще одним, по которому подается питание. Некоторые сложности могут возникнуть с кабелями для подключения электрода и зажима, обеспечивающего соединение с массой. Для них предусмотрены отдельные разъемы с плюсом и минусом. Варианты подключения могут быть разными, в зависимости от используемого материала и условий выполнения работ.
Устройство
Медь из доступных металлов служит лучшим проводником. В сочетании с гибкостью это делает ее идеальным материалом для изготовления основы сварочного провода- токопроводящих жил.
Конструкция состоит из следующих основных частей:
- медная жила, скрученная из большого числа медных проволочек диаметром до 0, 5 мм;
- разделительный слой- тонкая оболочка, предупреждающая слипание жилы и слоя изоляции, может дополняться тальком или другим порошком;
- изолирующее покрытие, состоит из каучука, резины или другого полимера.


На концах предусмотрены контакты для того, чтобы подключаться к инвертору и держателю. Они опрессовываются и пропаиваются для обеспечения наилучшего контакта.
Характеристики
Важнейшая характеристика нужная для провода- его сечение. Оно определяет максимальный ток, проходящий через кабель. Не менее важно и сопротивление, обуславливающее потери электроэнергии на пути от аппарата к электроду. Большое значении имеют механические параметры:
- прочность: способность выдерживать нагрузки;
- упругость: способность возвращаться к начальной форме после деформации
- температурная стойкость: способность сохранять рабочие свойства при изменении температуры;
- способность выдерживать солнечный свет и влажность;
- сопротивляемость грибку и плесени;
Комплект соединительных сварочных проводов, поставляемый вместе с аппаратом, соответствует ему по допустимому сечению и длине.
Особенности намотки обмоток.

Существуют следующие правила намотки обмоток сварочного аппарата:
- Намотка должна производится по изолированному ярму и всегда в одном направлении (например, по часовой стрелке).
- Каждый слой обмотки изолируют слоем хлопчатобумажной изоляции (стеклоткани, электрокартона, кальки), желательно с пропиткой бакелитовым лаком.
- Выводы обмоток залуживают, маркируют, закрепляют хлопчатобумажной тесьмой, а на выводы сетевой обмотки дополнительно надевают хлопчатобумажный кембрик.
- При некачественной изоляции провода, намотку можно производить в два провода, один из которых хлопчатобумажный шнур или хлопчатобумажная нить для рыболовства. После намотки одного слоя обмотку с хлопчатобумажной нитью фиксируют клеем (или лаком) и только после его высыхания наматывают следующий ряд.
Сетевую обмотку на магнитопроводе стержневого типа можно расположить двумя основными способами. Первый способ позволяет получить более “жесткий” режим сварки. Сетевая обмотка при этом состоит из двух одинаковых обмоток W1, W2, расположенных на разных сторонах сердечника, соединенных последовательно и имеющих одинаковое сечение проводов. Для регулировки выходного тока на каждой из обмоток делают отводы, которые попарно замыкаются.
Для регулировки выходного тока на каждой из обмоток делают отводы, которые попарно замыкаются.
Второй способ намотки первичной (сетевой) обмотки представляет намотку провода на одной из сторон сердечника. В этом случае сварочный аппарат имеет крутопадающую характеристику, варит “мягко”, длина дуги меньше влияет на величину сварочного тока, а следовательно, и на качество сварки.
После намотки первичной обмотки сварочного аппарата необходимо проверить на наличие короткозамкнутых витков и правильность выбранного числа витков. Сварочный трансформатор включают в сеть через плавкий предохранитель (4…6 А) и если есть амперметр переменного тока. Если предохранитель сгорает или сильно греется – это явный признак короткозамкнутого витка
В этом случае первичную обмотку необходимо перемотать, обратив особое внимание на качество изоляции
Если сварочный аппарат сильно гудит, а потребляемый ток превышает 2…3 А, то это означает, что число витков первичной обмотки занижено и необходимо подмотать еще некоторое количество витков. Исправный сварочный аппарат должен потреблять ток на холостом ходу не более 1..1,5 А, не греться и сильно не гудеть.
Исправный сварочный аппарат должен потреблять ток на холостом ходу не более 1..1,5 А, не греться и сильно не гудеть.
Вторичную обмотку сварочного аппарата всегда наматывают на двух сторонах сердечника. По первому способу намотки вторичная обмотка состоит из двух одинаковых половин, включенных для повышения устойчивости дуги встречно-параллельно (Рис. 6 б). В этом случае сечение провода можно взять несколько меньше, то есть 15..20 мм2. При намотке вторичной обмотки по второму способу, вначале на свободной от обмоток стороне сердечника наматывается 60…65% от общего числа ее витков.
Эта обмотка служит, в основном, для поджога дуги, а во время сварки, за счет резкого увеличения рассеивания магнитного потока, напряжение на ней падает на 80…90%. Остальное количество витков вторичной обмотки в виде дополнительной сварочной обмотки W2 наматывается поверх первичной. Являясь силовой, она поддерживает в требуемых пределах напряжение сварки, а следовательно, и сварочный ток. Напряжение на ней падает в режиме сварки на 20…25% относительно напряжения холостого хода.
Намотка обмоток сварочного аппарата на сердечнике тороидального типа можно также произвести несколькими способами.
Способы намотки обмоток сварочного аппарата на тороидальном сердечнике.
| 1. Равномерная; | 2. Секционная; |
| а – сетевая обмотка; | б – силовая обмотка |
Переключение обмоток в сварочных аппаратах проще сделать с помощью медных наконечников и клемм. Медные наконечники в домашних условиях можно изготовить из медных трубок подходящего диаметра длиной 25…30 мм, закрепив в них провода опрессовкой или пайкой. При сварке в различных условиях (сильная или слаботочная сеть, длинный или короткий подводящий кабель, его сечение и т.д.) переключением обмоток настраивают сварочный аппарат на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение.
Виды
С инверторами бытового и полупрофессионального класса, наиболее распространенными в домашних мастерских, в основном используются одножильные провода марки КГ.
В зависимости от назначения и характеристик они бывают:
- КГ-ХЛ, изоляция выполнена из морозоустойчивого каучука, они работают на холоде;
- КГ-Т, изоляция пропитана веществами, предотвращающими рост грибка и плесени, используются во влажном климате
- КОГ, провода повышенной гибкости, для сварки в труднодоступных местах, например, в судостроении.
По числу жил они подразделяются на:
Одножильный
Большая часть инверторных проводов выполняются одножильными.
Один провод соединяет клеммы аппарата с держателем электрода, другой- с зажимом массы на заготовке.
Двужильный
Используются для высокочастотной сварки и работы переменным током. Две жилы имеют собственную изоляцию, снаружи они покрыты еще одним изоляционным слоем. В качестве материала используются сплавы меди и других цветных металлов.
Трехжильный
Такие провода применяются, чтобы подсоединять системы автоматической сварки, соединяющих трубопроводы и большие емкости.
Каждая жила также имеет собственную изоляцию.
Лучшие недорогие генераторы
Чтобы вам было проще подобрать генератор для сварочного аппарата, мы дополнительно расскажем о четырех качественных моделях для дома и гаража. Это не рейтинг, а скорее список отличных генераторов, которые хорошо зарекомендовали себя при работе в различных условиях.
Huter DY6500L
Генератор Huter DY6500L — это отличный помощник в хозяйстве. Его мощность составляет 5 кВт, этого достаточно для питания маломощного инвертора, выдающего до 150 Ампер. Это синхронный генератор, работающий на бензиновом топливе. Для полноценной работы рекомендуется использовать бензин марки не ниже АИ-92. Также эта модель может работать на пропане. Бак емкостью 22 литра.
Huter DY6500L запускается с помощью ручного стартера. Есть встроенная система принудительного охлаждения, она воздушного типа. Вес генератора около 80 кг, что немало. Но два или три человека смогут перенести его в нужное место без особых проблем.
BRIMA LT 8000 B
Также для сварки инвертором мы рекомендуем модель LT 8000 B от известного немецкого бренда BRIMA. Его мощность чуть больше, чем у предыдущего генератора — 6 кВт. Но это его номинальная мощность. А максимальная составляет все 6.5 кВт. Однако, помните, что мы не рекомендуем постоянно использовать генератор а пределе его возможностей. Модель LT 8000 B пригодится тем, у кого аппарат выдает до 180 Ампер сварочного тока.
Это так же бензиновый генератор. Емкость бака — 25 литров. Работает от надежного двигателя типа 190F. Он четырехтактный, оснащен принудительным воздушным охлаждением. Запуск осуществляется с помощью встроенной электроники. Генератор способен без перерыва проработать до 8 часов, затем ему необходим перерыв, чтобы избежать перегрева.
Выбор сечения
Корректно выбранное сечение сварочного кабеля для инвертора позволит работать безопасно и с ожидаемой производительностью. При недостаточном сечении сопротивление провода будет вызывать потери тока на его нагрев, в результате аппарат не сможет развить необходимый сварочный ток и качество шва резко ухудшится. На инверторе в таком случае начнет моргать индикатор, свидетельствующий о перегрузке.
На инверторе в таком случае начнет моргать индикатор, свидетельствующий о перегрузке.
Важно! при продолжительной работе перегревающимся кабелем возможно оплавление изоляции и клеммы соединения. Это часто приводит к выходу оборудования из строя и даже к возгоранию.
Для того, чтобы подсоединить маломощные инверторы переносного типа работающие от сети 220в, используют легкие и гибкие провода сечением до 16 мм2.
Для более производительных устройств потребуется сечением до 50 мм2.
Промышленные изделия
Промышленные образцы генераторов, используемых с целью энергоснабжения мобильного сварного оборудования, могут иметь самые различные исполнения. С точки зрения экономичности и эффективности, оптимальным считается вариант бензинового агрегата того же инверторного типа. Предпочтение в этом случае обычно отдаётся аппаратам от тех же производителей, предназначенным специально для работы с инверторным сварочным оборудованием (рисунок ниже по тексту).
Считается, что именно такое сочетание этих двух составляющих рабочего комплекса позволяет получить достаточно устойчивую дугу и обеспечить требуемые параметры высокочастотного напряжения и импульсного тока. По своему классу и непосредственному назначению все существующие сварочные устройства делятся на следующие виды:
- Чисто промышленные образцы;
- Профессиональные модели;
- Недорогие изделия бытового назначения.
Промышленные и профессиональные модели в основном применяются для изготовления объёмных металлоконструкций и рассчитаны на круглосуточную работу в течение длительных промежутков времени. Для их нормального функционирования потребуются значительные по величине рабочие токи, способные обеспечивать качественную сборку промышленных сооружений. Для этого типа сварочных устройств потребуются бензиновые генераторы, способные выдавать токи величиной до 250-500 Ампер (смотрите фото ниже).
Подводя итоги рассмотрения возможных вариантов выбора генераторного устройства для инвертора, необходимо отметить следующее. Думая над вопросом о том, какой генератор лучше выбрать для сварки, большинство пользователей отдаёт предпочтение малогабаритным бензиновым агрегатам в инверторном исполнении.
Думая над вопросом о том, какой генератор лучше выбрать для сварки, большинство пользователей отдаёт предпочтение малогабаритным бензиновым агрегатам в инверторном исполнении.
Правильное подключение
Правильное соединение гарантирует сварщику производительную и безопасную работу.
Подключение проводов к сварочному аппарату требует соблюдения ряда правил:
- на конце обязательно должна быть клемма, обжатая или пропаянная;
- провод по своему сечению должен соответствовать максимальному рабочему току аппарата плюс запас в 20%
- следует внимательно следить за полярностью подсоединения и соблюдать ее;
- кабель должен лежать в рабочей зоне свободно, без натяжения и петель.
Как подключить сварочный аппарат, если провода не хватает до зоны сварки? Можно нарастить его длину.
Подписка на рассылку
Как правильно подключить кабели к сварочному инвертору
Сварочный аппарат – это оборудование, с помощью которого можно преобразовать ток и напряжение, которые необходимы для получения дуги между электродом и свариваемым металлом. В первую очередь, в процессе качественной работы сварочного аппарата, основным фактором является его мощность. Так, например, для сварки решеток или заборов, достаточно будет электрода до 4 мм, сварочный ток будет колебаться в пределах 180-220 ампер. Существенную роль играет и напряжение холостого хода (Ux.x.). Считается, чем выше напряжение, тем проще разжечь дугу. Зачастую напряжение холостого хода составляет 30-80 В. Так же сварочный аппарат, имеет рычаг регулировки тока, при помощи которого можно увеличить или уменьшить ток. В основном, сварочные аппараты рассчитаны на 220 или 380 В, и это необходимо учитывать при подключении сварочного аппарата. Если у вас однофазный сварочный аппарат, то сварочный кабель подключают к питающему автомату в следующем порядке – одну жилу на фазу, вторую на нейтраль, а третью на защитный ноль. Так же производится и подключение кабелей если у вас трехфазный сварочный инвертор, но с одним условием — используется 5-ти жильный кабель, 3 жилы которого подключаются к клеммам L1, L2 и L3.
В первую очередь, в процессе качественной работы сварочного аппарата, основным фактором является его мощность. Так, например, для сварки решеток или заборов, достаточно будет электрода до 4 мм, сварочный ток будет колебаться в пределах 180-220 ампер. Существенную роль играет и напряжение холостого хода (Ux.x.). Считается, чем выше напряжение, тем проще разжечь дугу. Зачастую напряжение холостого хода составляет 30-80 В. Так же сварочный аппарат, имеет рычаг регулировки тока, при помощи которого можно увеличить или уменьшить ток. В основном, сварочные аппараты рассчитаны на 220 или 380 В, и это необходимо учитывать при подключении сварочного аппарата. Если у вас однофазный сварочный аппарат, то сварочный кабель подключают к питающему автомату в следующем порядке – одну жилу на фазу, вторую на нейтраль, а третью на защитный ноль. Так же производится и подключение кабелей если у вас трехфазный сварочный инвертор, но с одним условием — используется 5-ти жильный кабель, 3 жилы которого подключаются к клеммам L1, L2 и L3.
Удлинить сварочный кабель на инверторе можно, учитывая потери напряжения и, соответственно, силу тока. Чем длинней кабель, тем больший ток нужно устанавливать на выходе. В техдокументации некоторых аппаратов указан категорический запрет на удлинение сварочного кабеля. При подключении кабелей к сварочному аппарату Ресанта нужно это иметь в виду. На практике же работы других аппаратов не заметно ухудшений при удлинении кабелей до 5-6 метров. Это связано с запасом мощности и ресурсом, заложенными производителями в сварочный аппарат. В любом случае, соединения на сварочном кабеле не допускаются. Короткий кабель заменяется более длинным отрезком с соответствующими заделками.
Как выбрать сварочное оборудование
На сегодняшний день, производители предлагают большой выбор сварочного оборудования. И что бы выбрать оптимальный вариант, необходимо, как минимум иметь понятие, какие аппараты бывают, на какие характеристики следует обратить внимание, и что необходимо знать, для правильного подключения приобретенного аппарата.
Ассортимент сварочных аппаратов огромен, но основной выбор состоит из:
• сварочных трансформаторов; • сварочных выпрямителей; • инверторов.
Бытует совсем неверное утверждение, что чем тяжелей и больше аппарат, тем лучше — габариты и вес не определяют его функциональных возможностей. Вес обычного трансформатора не превышает 30 кг, сварочного выпрямителя — 20 кг, а инвертора — 10 кг. Естественно и цены на аппараты будут разные.
Одно из основных условий, на которое необходимо обратить внимание, это параметры при сварочном токе, ПВР (процент времени работы) или ПВ (продолжительность включения). Для отсчета времени ориентируются на интервал 15 минут. Достаточно удобной опцией розжига дуги, обладает большее количество устройств. Что касается аппаратов с выпрямлением сварочного тока, то они производят весьма качественный шов, имеют функции пуска двигателя, заряд аккумулятора, нагревают и рихтуют металл с помощью угольного электрода.
Часто возникает вопрос, можно ли подключать сварочный аппарат через счетчик? Нужно учесть, что новые бытовые счетчики рассчитаны на ток в 40-50 ампер, а это равняется
8 кВт активной мощности. Следовательно, необходимо подбирать сварочный аппарат, который будет потреблять ток менее указанного на счетчике и номинала вводного автоматического выключателя. Если номинальный ток сварочного аппарата будет выбран правильно, то электрический счетчик не пострадает.
Следовательно, необходимо подбирать сварочный аппарат, который будет потреблять ток менее указанного на счетчике и номинала вводного автоматического выключателя. Если номинальный ток сварочного аппарата будет выбран правильно, то электрический счетчик не пострадает.
Кабель для сварочного аппарата (кабель для сварки).
Для продуктивной работы сварочного аппарата, необходимо выбирать сварочный кабель, что бы его площадь сечения, длина и падение напряжения сварочного контура не превышало 2 Вт. Сварочный кабель КГ представляет собой изолированный гибкий токопроводник с одной или несколькими жилами, сплетенными из медных проволок различных диаметров (от 0,18 мм до 0,2 мм). Такой кабель выполняет функцию подвода тока от сварочного аппарата или источника напряжения к приспособлению, с помощью которого удерживается электрод.
Можно ли удлинить сварочный кабель на инверторе
Наращивая длину, нужно понимать, что чем длиннее кабель для подключения сварочного инвертора, тем больше потери и ниже результирующая сила тока.
При необходимости вести сварку на большом удалении от аппарата следует подключать провода большего сечения, чтобы скомпенсировать потери.
При сращивании в единую схему 380в кабелей, оснащенных клеммами с отверстием, их следует зачистить и надежно соединить болтом с гайкой, не забыв проложить шайбы большого диаметра. Место соединения необходимо тщательно заизолировать с учетом того, что провод будут неоднократно протаскивать по металлу и бетону.
Как подключить инвертор, если на кабеле нет опрессованной клеммы? Провода сращивают путем многократного переплетения проволок, составляющих жилу. Потом место соединения следует пропаять и обжать.
В Абакумов, сварщик 5 разряда, Северная верфь: «Я стараюсь не удлинять кабель. По мне так проще подтащить аппарат поближе, чем возиться с оплетением и опрессовкой. К тому же удлиненный чаще цепляется и запутывается, на нем большие потери тока».
Существуют также специальные кабели-удлинители, имеющие опрессованные и изолированные разъемы. Их тип должен соответствовать разъему вашего аппарата.
Их тип должен соответствовать разъему вашего аппарата.
Важно! Все разъемы перед соединением нужно тщательно зачистить нулевой шкуркой и обезжирить для улучшения контакта.
Заводы-изготовители не оговаривают ограничений на длину кабеля. В каждом случае сварщик сам решает, что лучше- удлинять или почаще перетаскивать инвертор и бензогенератор.
Подготовка к работе и подключение
После того как были подготовлены защитная одежда, обувь, сварочная маска и электроды, можно переходить к подключению аппарата. В связи с повышенной мощностью оборудования, необходимо ознакомиться с характеристиками и возможностями сети, используемой в качестве источника питания. Как правило, особых проблем не возникает, поскольку все бытовые инверторы рассчитаны на 220 вольт.
Единственным требованием, связанным с безопасностью, является установка автомата с необходимыми параметрами. Это позволит избежать негативных последствий в случае коротких замыканий и других непредвиденных ситуаций. Далее, сварочный инвертор размещается на рабочем месте с соблюдением определенных правил и технических норм:
Далее, сварочный инвертор размещается на рабочем месте с соблюдением определенных правил и технических норм:
- Минимальное расстояние от стен и крупных предметов составляет 2 метра.
- В обязательном порядке делается защитное заземление.
- Поблизости не должно быть воспламеняющихся и взрывоопасных предметов и веществ.
- Для сварочных работ следует использовать металлический стол или просто свободную площадку.
Подготовив рабочее место, можно выполнять подключение сварочного инвертора. Каждый кабель и провод вставляется в нужное гнездо инвертора. В держателе закрепляется электрод, а к металлической заготовке подключается зажим массы. В качестве источника тока может использоваться не только бытовая сеть 220 В, но и промышленная – на 380 В. При отсутствии стационарных сетей, допускается использование бензинового или дизельного генератора.
Маркировка сварочных кабелей
Маркировка сварочного провода состоит из нескольких групп букв и цифр. По ней можно понять, какая модель перед нами.
Сначала следует несколько букв, указывающих на тип кабеля.
После типа через тире может следовать указание на климатический класс провода:
Далее идет цифра, обознающаяся число жил- 1, 2 или более. Завершает обозначение сечение кабеля в мм2.
Требования по безопасности
При сварных работах следует соблюдать следующие требования:
- нельзя работать проводами с нарушенной изоляцией и недостаточного сечения;
- провод в рабочей зоне должен размещаться свободно, не цепляясь за руки или ноги сварщика;
- в рабочей зоне должно быть достаточно света для уверенного перемещения сварщика;
- при соединении с аппаратом нужно соблюдать полярность.
Правильно подобранные провода для сварочного инвертора- залог безопасной и производительной работы. Нужно обращать внимание на сечение, длину и климатический класс кабеля. Удлинение кабеля можно проводить в строгом соответствии с требованиями правил.
ВЫБОР УДЛИНИТЕЛЕЙ
Особое внимание нужно уделить применению удлинителей при подключении инверторов к сети. При неправильно выбранном удлинителе снижается КПД сварочного инвертора и падает напряжение.
При неправильно выбранном удлинителе снижается КПД сварочного инвертора и падает напряжение.
Комплектация сварочных аппаратов обычно подразумевает наличие кабеля, длиной около 2,5 м. Для несложных работ этой длины хватит, но в случае частого передвижения или сварки на высоте, ее будет недостаточно.
Длина сварочных проводов: требования, нормы, способы увеличения
СОДЕРЖАНИЕ
- Назначение и конструкция сварочных кабелей
- Требования к сварочным кабелям
- Виды кабелей
- Характеристики и маркировка сварочного кабеля
- Расчет максимальной длины провода
- Для инвертора (220 в и 380 в)
- Пожарная безопасность
- Способы соединения кабелей между собой
Работая со сварочными аппаратами, мастера используют шнуры разной длины. Это зависит от особенностей оборудования. Проблема в том, что зачастую одного кабеля, который входит в комплект, недостаточно при проведении тех или иных работ. Такие трудности испытывают как начинающие, так и опытные мастера.
Такие трудности испытывают как начинающие, так и опытные мастера.
Так какая же длина сварочных кабелей является приемлемой для работы на разном оборудовании? Можно ли соединять их между собой и насколько это безопасно? На эти вопросы мы ответим в данной статье.
Назначение и конструкция сварочных кабелей
Сварочным кабелем запитывают ручные, автоматические и полуавтоматические установки в процессе проведения электродуговой сварки. Такие силовые провода позволяют создать замкнутый контур между источником питания (инвертором, реостатом и т. д.) и держателем электродов и заземляющим зажимом («массе») посредством подачи электрического тока.
Сварочные кабели редко производят из алюминия в связи с его высокой теплопроводностью, которая может стать причиной сильнейшего перегрева жилы и изоляционного слоя – этому в наибольшей степени подвержены «горячие» места близкого контакта с поверхностью сварки. Проводникам из алюминия также не хватает эластичности, из-за чего их не рекомендуется часто разматывать и сматывать.
Эти минусы отсутствуют у медных проводов, что делает более предпочтительной сварку с использованием проводников из меди. Сварочные кабели бывают двух видов: одножильные и многожильные, вторые совмещают в себе основную жилу и нулевую, заземляющую и т. д.
Кабели для сварочных аппаратов обладают следующими ключевыми преимуществами:
- допустимые электрические нагрузки имеют высокое значение (на частотах до 400 Гц для переменного тока – до 0,66 кВ, для постоянного – до 1 кВ).
- увеличенная гибкость;
- стойкость при сдавливании и растягивании;
- устойчивость к воспламенению и горению;
- допустимость использования на открытом участке. Кабели обладают стойкостью к резким температурным перепадам, ультрафиолетовому воздействию, осадкам, агрессивному влиянию химических веществ;
- многообразие видов, различные длины сварочных проводов, что значительно упрощает выбор изделий, подходящих для определенных условий сварки.

Читайте также: «Сварочный позиционер»
Сварочные провода обладают необходимыми техническими свойствами и особенностями конструкции, чтобы устоять перед высокими нагрузками тока и суровым режимом температур, при этом подавать электропитание без перебоев и создавать комфортные условия для быстрой и качественной работы.
Требования к сварочным кабелям
Сварочный кабель должен соответствовать следующим важным требованиям:
- отсутствие дефектов на изоляции, вызванных частыми перегибами, а также сматыванием и разматыванием при переноске;
- стойкость внешней оболочки к воздействию продуктов нефтепереработки, а также к нагрузкам при ударах и разрывах;
- проводник, который подключается к держателю, должен отличаться максимальной гибкостью, чтобы не создавать препятствий для рабочего процесса;
- стойкость к образованию трещин при низких температурах и ультрафиолетовом воздействии;
- достаточные длина и сечение сварочных проводов для избежания перегрева при работе на самом высоком токе, который может выдавать сварочный аппарат.

Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Виды кабелей
По количеству жил все многообразие сварочных кабелей можно разделить на 3 группы:
- Одножильные – тонкие медные проволоки, образующие пучок. Их используют с переносными аппаратами для электродуговой сварки.
- Двужильные – позволяют подключить катод и анод при импульсной сварке высокочастотным током и при нарезании заготовок.
- Трехжильные – позволяют осуществить качественную автоматическую сварку стыков трубопроводов и наложить струйные швы.
Характеристики и маркировка сварочного кабеля
Ассортиментный перечень марок кабелей для сварки ориентирован на различные условия работы. Часть изделий отличаются стойкостью к высоким температурам, другие – к низким, третьи предназначены для работы под водой. Понимание ключевых характеристик, а также допустимых значений длины и сечения сварочных проводов позволит сделать правильный выбор.
Понимание ключевых характеристик, а также допустимых значений длины и сечения сварочных проводов позволит сделать правильный выбор.
Кабель КРТП имеет гибкие многопроволочные медные жилы, его применяют в передвижных аппаратах для ручной сварки. Аббревиатура говорит о тяжести и возможности переноса кабеля, а также указывает на наличие резиновой изоляции («кабель резиновый тяжелый переносной»).
Цифры, следующие за буквами, говорят о количестве проводников и площади сечения. Маркировка имеет несколько звеньев, если проводники отличаются по толщине либо при наличии заземляющего проводника.
Предыдущая марка снимается с производства – на смену ей приходит гибкий кабель для сварки КГ. Цифры в конце названия говорят о числе проводников и сечении. Используемые в аббревиатуре буквы указывают на следующие свойства:
- ХЛ – возможность проводить работы при температурном режиме ниже 60 ?C. Покрытие выполнено из материала, не трескающегося в условиях мороза.

- Т – для создания изоляции использован антисептический материал, стойкий к плесени и грибку. Использовать кабель можно при повышенной влажности и температуре до 55 ?C. По другим данным, температура может достигать 85 ?C.
- Н – проводники имеют негорючую изоляцию, они применимы в условиях повышенной пожароопасности.
Буква П в начале аббревиатуры говорит об отдельной изоляции жилы посредством полимерного материала (к примеру, пленки ПВХ).
Читайте также: «Сварочный стол своими руками»
Провода, с которыми можно работать на высоких частотах, имеют в названии буквенное сочетание ВЧ. Такие кабели отлично подойдут для инверторных сварочных аппаратов.
КОГ – марка особенно гибких кабелей, позволяющих проводить качественные сварочные работы в некомфортных условиях. С их помощью осуществляется подключение держателей электродов к ручным, автоматическим и полуавтоматическим сварочным аппаратам. О типе изделий говорят следующие буквы:
О типе изделий говорят следующие буквы:
- Т – температурный режим от -30 до +50 ?C;
- У – от -50 до +50 ?C;
- ХЛ – от -60 до +50 ?C.
Расчет максимальной длины проводов
Длина сварочных проводов не регулируется никакими стандартами. Со стороны части компаний-производителей этот вопрос носит рекомендательный характер, компетентные мастера могу дать совет на основе собственного опыта. Но в любом случае важно знать об особенностях каждого из типов изделий.
Для инвертора (220 в и 380 в)
Для определения допустимой длины сварочных проводов для инвертора используется следующая формула:
Lmax = Sk / k, где
Sk — максимальная площадь сечения медного провода;
Lmax — максимальное значение длины;
k — коэффициент: если величина тока составляет 200–500 А, он принимает значение 2; если ток ниже 200 А — величина тока делится на 100.
Найденное по формуле число будет являться максимальной длиной кабеля для сварочного аппарата инверторного типа, в которую включается также шнур с клеммой и электродержателем.
На примере инверторного аппарата «Ресанта 190» определим, какая длина сварочного провода будет максимальной для этой модели. Предельный ток составляет 190 А – это ниже 200 А, следовательно, для расчета коэффициента следует разделить величину тока на 100: k = 190/100 = 1,9.
Для сварочных инверторов такого типа используются провода с площадью сечения, равной 16 мм2. Значит, Sk = 16. Подставляем выявленные значения в формулу и получаем: Lmax = 16 / 1,9 = 8,4 м.
Такой расчет позволит избежать сложностей при выборе проводов для инверторного сварочного аппарата.
Пожарная безопасность
По нормам безопасности для предотвращения возможного пожара длина сварочного провода не должна превышать значение в 30–40 м.
Читайте также: «Сварка арматуры»
При сварке с использованием кабеля большей длины падение напряжения в сварной цепи приведет к снижению качества работы. Помимо того, что производить сварку со слишком длинным проводом нерационально, может быть повреждено оборудование и нанесен вред здоровью мастера.
Питающая сеть и мобильные установки должны быть соединены проводами длиной не более 10 м.
Способы соединения кабелей между собой
Чаще всего в комплектацию всех сварочных аппаратов входят наборы проводов длиной не более 2–3 м. Однако в некоторых случаях пользоваться такими шнурами неудобно. Это обусловлено тем, что мастеру зачастую необходимо перемещаться по рабочей площадке вместе с инвертором. Делать этого не придется, если длина сварочных проводов будет достаточной.
Во избежание проблем при проверке инспектором наращивать сварочный провод необходимо в соответствии с нормами пожарной безопасности – максимально допустимая длина может составлять 40 м.
Никаких официальных запретов на увеличение длины жил нет, но при этом повышается сопротивление шнура, что приводит к необходимости работать сварочным аппаратом на максимальных нагрузках. Это негативно сказывается на оборудовании и приводит к быстрому износу.
Для сохранения постоянной величины сопротивления жил следует увеличить площадь сечения. Наращивая вдвое длину сварочных проводов, сечение также нужно увеличивать в 2 раза. Когда длина шнура достигает максимально допустимого значения, при этом увеличивается площадь его сечения, в конечном счете сварочный кабель может превзойти по весу непосредственно инвертор.
Наращивая вдвое длину сварочных проводов, сечение также нужно увеличивать в 2 раза. Когда длина шнура достигает максимально допустимого значения, при этом увеличивается площадь его сечения, в конечном счете сварочный кабель может превзойти по весу непосредственно инвертор.
Для проведения сварочных работ с небольшими металлическими изделиями длина в 5–10 м будет достаточной. При необходимости сварочный аппарат можно подключить к электрической сети с помощью удлинителя.
Читайте также: «Оборудование для сварочных работ»
Для соединения сварочных проводов между собой можно воспользоваться одним из следующих способов:
-
Скрутки – самый простой метод, при этом достаточно надежный. Однако на этот способ удлинения кабелей существует запрет согласно правилам устройств электроустановок. Исключительным случаем является включение их в технологии прочих соединений. Но делать скрутки предпочитает большинство специалистов, несмотря на существующий запрет.

Чтобы обеспечить надежный контакт, перед скруткой с концов жил удаляется изоляция, после чего они обрабатываются растворителем и зачищаются с помощью наждачной бумаги.
- Разъем «папа-мама» – его удобство заключается в возможности быстро нарастить длину провода до необходимого значения из нескольких фрагментов. Ассортиментный выбор разъемов различных конструкций и сечений весьма широк.
-
Горячая пайка – к этому способу наращивания длины сварочных проводов прибегают при соединении жил с малым сечением. Проводится зачистка их концов до блеска, лужение, скручивание и обжим с помощью плоскогубцев. Чтобы исключить окисление, поверхность обрабатывается канифолью или флюсом.
Скрутку необходимо нагреть паяльным аппаратом или горелкой – выбор инструмента зависит от площади сечения проводов. Зазоры между проволоками заполняют припоем, который вносится в пламени горелки или на жале паяльного устройства.
 Когда кабель остынет, остатки флюса необходимо смыть.
Когда кабель остынет, остатки флюса необходимо смыть.
Читайте также: «Стыковое сварное соединение»
Стремясь к увеличению длины сварочных проводов, следует помнить об одной важной особенности – изменение сопротивления и напряжения. Применение шнура большей длины приводит к увеличению первого и снижению второго. Ошибка при выборе кабеля способна сделать невозможным проведение сварочных работ, или, что еще хуже, – привести к повреждению инвертора.
Длина сварочных проводов: требования, нормы, способы увеличения
Оцените, пожалуйста, статью
12345
Всего оценок: 5, Средняя: 4
Корпусное заземление аппаратов дуговой сварки.
2 апреля 1993 г.
Г-н С. Дж. Бейсселанс
Региональный менеджер по безопасности
Jacobs Engineering Group, Inc.
P.O. Box 98033
Baton Rouge, Louisiana 70898
Уважаемый г-н Beysselance:
Ваше письмо от 2 июня Роберту Д. Холмсу, региональному директору Управления по охране труда и технике безопасности (OSHA), с запросом интерпретации стандартов OSHA, касающихся заземления рамы при дуговой сварке. машины (1926.351(c)(5)(iv)) было передано в Управление по содействию строительству и морскому соблюдению для ответа. Приносим извинения за задержку с ответом на ваш запрос.
машины (1926.351(c)(5)(iv)) было передано в Управление по содействию строительству и морскому соблюдению для ответа. Приносим извинения за задержку с ответом на ваш запрос.
Как вы знаете, требования OSHA к конструкции заземления рамы аппаратов для дуговой сварки в 29 CFR 1926.351(c)(5) конкретно не касаются агрегатов с приводом от двигателя. При отсутствии конкретных требований к заземлению и в связи с тем, что аппарат для дуговой сварки с приводом от двигателя представляет собой, по сути, портативный генератор, OSHA будет рассматривать соответствие требованиям 1926.404(f)(3) как соответствие требованиям к сварке 1926.351(c)(5).
Если мы можем чем-то помочь, свяжитесь со мной или с г-ном Дейлом Кавано по телефону (202) 219.-8136.
С уважением,
Рой Ф. Гернэм, эсквайр, ЧП
Директор
Управление строительства и мореплавания
Содействие соблюдению
5 августа 1992 г.
МЕМОРАНДУМ ДЛЯ: ПАТРИЦИИ К. КЛАРК
Директор
Управление программ соответствия
ЧЕРЕЗ: ЛЕО КЭРИ
Директор
Управление полевых программ
ТЕМА: Запросы на разъяснение Re: 29 CFR 1910. 254(c)(2)(i)
и 29CFR 1926.351(c)(5)(iv)
254(c)(2)(i)
и 29CFR 1926.351(c)(5)(iv)
Прилагаемый запрос на предметную интерпретацию был получен нашим региональным офисом в Батон-Руж от компании Jacobs Engineering Group, Inc, Батон-Руж, Луизиана.
Этот запрос направлен для вашего рассмотрения и ответа, так как интерпретации могут иметь национальное значение для согласованности правоприменительной деятельности.
Пожалуйста, предоставьте копию вашего ответа Джерри Бейли, помощнику регионального администратора по технической поддержке.
ГИЛБЕРТ Дж. САУЛТЕР
Региональный администратор
Приложения
5 августа 1992 г.
Г-н С. Дж. Бейсселанс
Региональный менеджер по безопасности
Jacobs Engineering Group, Inc.
Почтовый ящик 98033
Батон-Руж, Луизиана 70898
Уважаемый г-н Beysselance:
Это относится к вашему письму от 2 июня 1992 г., адресованному нашему районному отделению в Батон-Руж, относительно разъяснения стандартов безопасности OSHA [29 CFR 1910. 254(c)(2)(i) и 29 CFR 1926(c)(5)(iv)] .
254(c)(2)(i) и 29 CFR 1926(c)(5)(iv)] .
Ваш запрос был передан в Управление программ соответствия, Вашингтон, округ Колумбия, для ответа на этом уровне.
Примите наши извинения за задержку с ответом на ваш запрос.
С уважением,
ГИЛБЕРТ Дж. САУЛТЕР
Региональный администратор
МИНИСТЕРСТВО ТРУДА США
БЕЗОПАСНОСТЬ ТРУДА И
УПРАВЛЕНИЕ ЗДРАВООХРАНЕНИЯ
2156 Wooddale Boulevard 9000 5 Suite 200
Батон-Руж, Луизиана 70806-1486
16 июня 1992 г.
МЕМОРАНДУМ ДЛЯ: Гилберта Дж. Солтера
Региональный администратор
ВНИМАНИЕ: Джерри Д. Бейли
АРА/ТС
ТЕМА: Запрос на интерпретацию/разъяснение 29CFR
1910.254(c)(2)(i) и 29 CFR 1926.351(c)(5)(iv)
Re: Jacobs Engineering Group, Inc. Батон-Руж, Луизиана
В недавнем запросе (копия прилагается), полученном от Jacobs Engineering Group, Inc., фирмы из Луизианы, занимающейся как строительными работами, так и подрядными работами по техническому обслуживанию на химических и нефтеперерабатывающих заводах, запрашивались разъяснения относительно заземления рамы или корпуса дуги.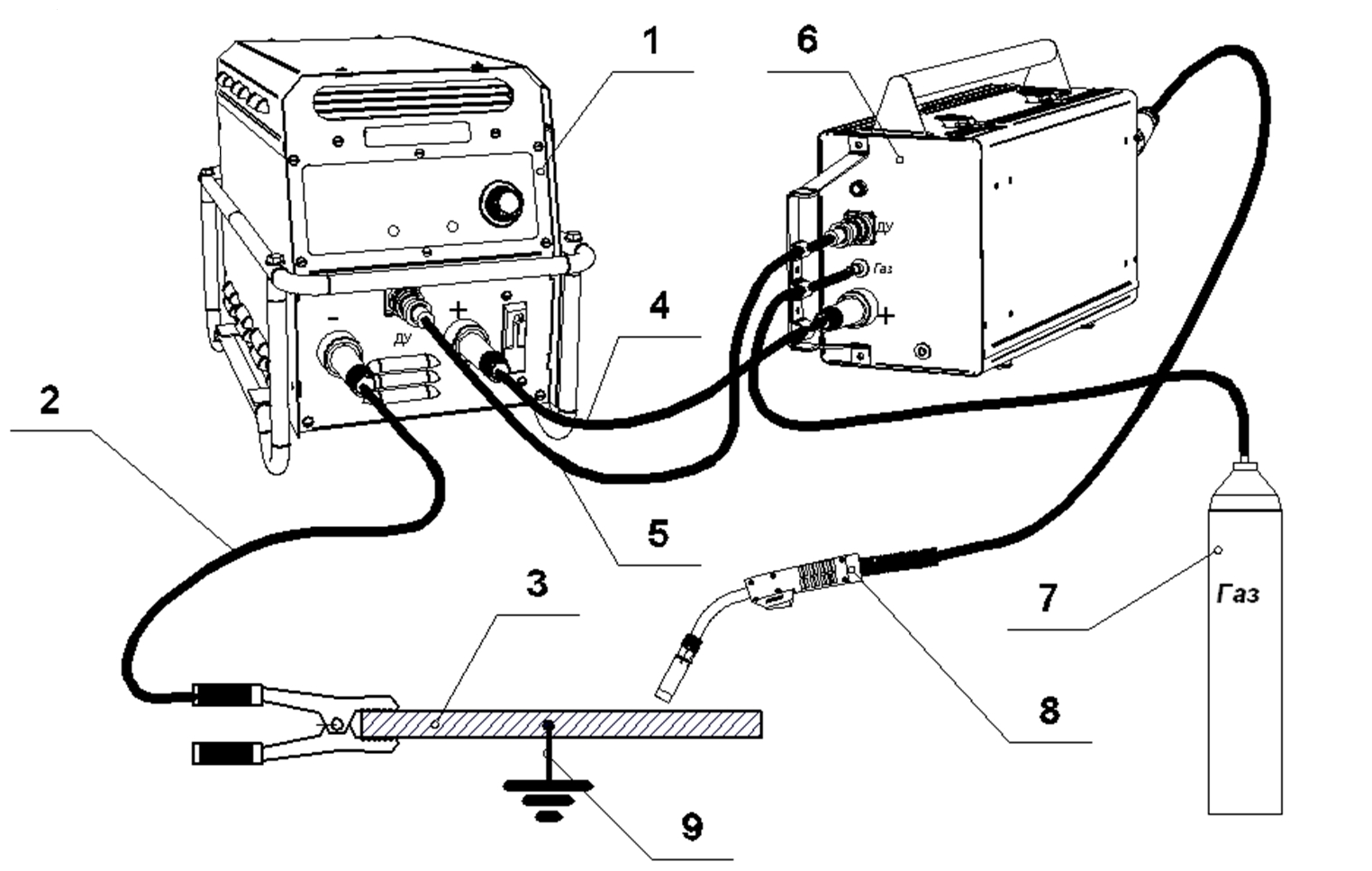 требуются сварочные аппараты. 1910.254(c)(2)(i) требует заземления корпусов сварочных аппаратов, но исключает машины с приводом от двигателя. 1926.351(c)(5)(iv) требует, чтобы рамы всех сварочных и режущих машин были заземлены либо через третий провод в силовом кабеле, либо через отдельный провод, заземленный в источнике тока, но этот параграф кажется применяться к сварочным аппаратам, подключенным к системе электроснабжения, а не к машинам с приводом от двигателя.
требуются сварочные аппараты. 1910.254(c)(2)(i) требует заземления корпусов сварочных аппаратов, но исключает машины с приводом от двигателя. 1926.351(c)(5)(iv) требует, чтобы рамы всех сварочных и режущих машин были заземлены либо через третий провод в силовом кабеле, либо через отдельный провод, заземленный в источнике тока, но этот параграф кажется применяться к сварочным аппаратам, подключенным к системе электроснабжения, а не к машинам с приводом от двигателя.
ANSI/ASC Z 49.1 — 1983, статья 11.4.3 «Заземление корпуса машины» гласит: «… особое внимание следует уделять безопасному заземлению переносных машин в соответствии со статьей 250 NFPA 70 «заземление».
ANSI C33.2 — 1972, параграф 14.2 «Аппарат для дуговой сварки трансформаторного типа» гласит: «…. Аппарат для дуговой сварки, который не снабжен гибким шнуром или кабелем и не предназначен для подключения к системе электропроводки. должны быть снабжены подходящим соединением с нажимным тросом для присоединения заземляющего проводника».
В статье 630 (C) Национального электротехнического кодекса «Мотор-генераторные дуговые сварочные аппараты» не упоминается заземление корпуса машины.
Поскольку стандарты OSHA сформулированы довольно запутанно, мы были бы признательны за вашу помощь в разъяснении того, когда требуется «заземление корпуса машины» для аппаратов для дуговой сварки. В частности, какие типы переносных сварочных аппаратов требуют заземления, и освобождаются ли от этого требования машины с приводом от двигателя?
Мы надеемся, что вы быстро ответите на технические вопросы, чтобы мы могли дать компетентное руководство нашему полевому персоналу. Если у вас есть вопросы относительно этого запроса, пожалуйста, свяжитесь с W.A. Womack, инспектором по технике безопасности, в районном офисе Батон-Руж.
ROBERT D. HOLMES
Региональный директор
Приложения
2 июня 1992
Уважаемый г-н Холмс,
Я обращаюсь к вам с просьбой о помощи в применении действующих стандартов безопасности OSHA к использованию портативных сварочных аппаратов. В частности, требуется ли заземление рамы портативного сварочного аппарата с приводом от двигателя?
В частности, требуется ли заземление рамы портативного сварочного аппарата с приводом от двигателя?
Стандарт 1910.254(c)(2)(i) требует заземления сварочных аппаратов, но исключает машины с приводом от двигателя. Стандарт 1910.254(d)(3) требует проверки заземления корпусов сварочных аппаратов и требует особого внимания к «заземлению переносных аппаратов». В стандарте 1926.351(c)(5) обсуждается заземление корпусов аппаратов для дуговой сварки, но его формулировка довольно запутанна, и я получил различные интерпретации от нескольких экспертов по электрике. Наконец, у меня есть руководство производителя (прилагается), в котором говорится, что их портативные сварочные аппараты не требуют заземления корпуса аппарата.
Мы очень признательны за помощь в прояснении этого довольно запутанного вопроса. Если какая-либо дополнительная информация будет полезна, пожалуйста, не стесняйтесь звонить мне по телефону 768-5123.
Ваш друг в области безопасности,
C.J. Beysselance
Региональный менеджер по технике безопасности
5 Распространенные причины проблем с подачей проволоки при сварке
Многие сварщики утверждают, что плохая подача проволоки является одной из наиболее распространенных проблем, с которыми они сталкиваются ежедневно. Плохая подача проволоки может привести к увеличению времени простоя, перерасходу расходных материалов и снижению общего качества сварки. Существует множество различных переменных, которые могут привести к проблемам с подачей проволоки. Хотя сварщики часто предполагают, что источником проблемы является присадочный металл, существует множество других проблем, которые также могут быть причиной. Читайте ниже, чтобы узнать о некоторых наиболее распространенных причинах проблем с подачей проволоки при сварке.
Плохая подача проволоки может привести к увеличению времени простоя, перерасходу расходных материалов и снижению общего качества сварки. Существует множество различных переменных, которые могут привести к проблемам с подачей проволоки. Хотя сварщики часто предполагают, что источником проблемы является присадочный металл, существует множество других проблем, которые также могут быть причиной. Читайте ниже, чтобы узнать о некоторых наиболее распространенных причинах проблем с подачей проволоки при сварке.
1. Проблемы с механизмом подачи или оборудованием
Проблемы с устройством подачи или оборудованием, используемым при сварке, часто могут быть причиной проблем с подачей проволоки. Если приводные ролики не двигаются при нажатии на спусковой крючок пистолета, это может быть связано с неисправностью реле механизма подачи или поломкой реле. Если при нажатии на спусковой крючок нет реакции, это может быть из-за обрыва управляющего провода. Если вы используете адаптер для подключения пистолета к механизму подачи, проблемы с подачей проволоки могут быть вызваны плохим соединением адаптера. Неправильная установка направляющей трубки также может вызвать проблемы с подачей проволоки, поскольку она может препятствовать правильной подаче проволоки с приводных роликов в горелку.
Неправильная установка направляющей трубки также может вызвать проблемы с подачей проволоки, поскольку она может препятствовать правильной подаче проволоки с приводных роликов в горелку.
2. Соображения относительно приводного ролика
Использование приводного ролика неправильного размера или типа является распространенной причиной плохой подачи проволоки. Размер приводного ролика должен соответствовать размеру проволоки. Правильный стиль приводного ролика зависит от типа используемой проволоки. Стандартный приводной ролик с V-образной формой лучше всего подходит для сплошной проволоки, а приводной ролик с V-образной накаткой — для порошковой проволоки. Правильное натяжение приводного ролика также важно для обеспечения плавной подачи проволоки. Слишком сильное натяжение может сломать проволоку или привести к ее отслаиванию и повреждению вкладыша.
3. Проблемы с направляющим каналом
Проблемы с направляющим каналом являются одной из наиболее распространенных причин проблем с подачей проволоки. Вы должны убедиться, что вкладыш соответствует длине, размеру и стилю проволоки, которую вы используете. Использование неправильного типа направляющей может привести к плохой подаче проволоки. Вы также должны проверить наличие мусора внутри втулки, так как мусор может нарушить процесс сварки и вызвать проблемы с подачей.
Вы должны убедиться, что вкладыш соответствует длине, размеру и стилю проволоки, которую вы используете. Использование неправильного типа направляющей может привести к плохой подаче проволоки. Вы также должны проверить наличие мусора внутри втулки, так как мусор может нарушить процесс сварки и вызвать проблемы с подачей.
4. Износ контактного наконечника
Со временем контактный наконечник и диффузор могут изнашиваться и загрязняться. Когда контактный наконечник изнашивается, форма отверстия может измениться на более продолговатую. Это изменение формы может привести к плохой подаче проволоки. Небольшие шарики брызг также могут со временем расплавиться внутри контактного наконечника, что может привести к обратному прожогу или плохой подаче проволоки. Если у вас возникли проблемы с подачей проволоки, проверьте контактный наконечник, чтобы убедиться, что он не изношен и на нем нет мусора.
5. Длина горелки
Если ни один из вышеперечисленных факторов не является причиной плохой подачи проволоки, возможно, вы используете неправильную длину горелки.
