Сварочный аппарат ресанта схема: Электрическая Схема Ресанта Саи 220
| СХЕМА СВАРОЧНОГО ИНВЕРТОРА И ОПИСАНИЕ ПРИНЦИПА РАБОТЫ НА ПРИМЕРЕ СВАРОЧНОГО АППАРАТА РЕСАНТА САИ 140 Основных схем сварочного инвертора Ресанта САИ 140 удалось найти две. Управление у них очень похоже, а вот технологически они отличаются довольно сильно.
принципиальной схемы сварочного инвертора Ресанта 140 выполнен с использованием управляющего трансформатора, а — с использованием оптодрайверов для силовых транзисторов. Есть отличия и в питании управления. Первый с самозапитом, а второй использует отдельный источник питания. Поскольку первый похож на то, что есть у меня, т.е. используется управляющий трансформатор, то с него и начнем.
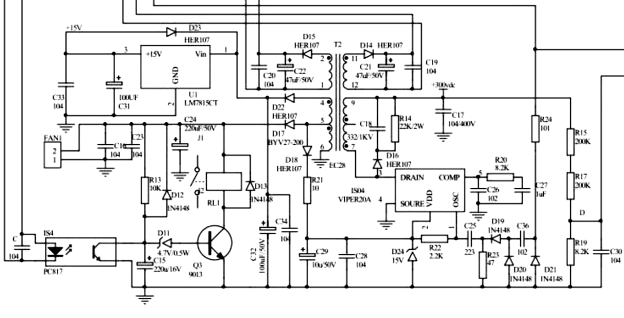
Итак, подаем питание и смотрим что будет происходить. Напряжение 220 вольт проходит фильтр на С3 и L… Пардон, на схеме почему то ЭТО обозначено трансформатором Т1 и доходит конденсаторов С1 и С2. Емкость этих конденсаторов для частоты 50 Гц слишком мала, но вот статику они на корпус спускают отлично и именно по этой причине крайне желательно для трансформатора использовать с заземление, только с реальным, а не иметь розетку в которой есть ни куда не подключенная клемма заземления. Вверху есть точка №1, как раз на левом выводе термистора РТС, а на правом выводе резистора R2 есть точка №2. Эти нумерные точки идут на контакты реле RL1, которое сейчас не включено – мы только что подали напряжение питания и пока что заряжаются конденсаторы С4 и С5 через термистор и R2, разумеется пройдя диодный мост. По мере зарядки конденсаторов напряжение +300VDC начинает увеличиваться и начинает протекать ток через резистор R21 заряжая С18 и С19. Тут следует обратить внимание на используемый операционный усилитель LM324 который уже начинает работать при напряжении питания +3 вольта, т.е. при достижении напряжения на верхнем выводе С19 трех вольт операционный усилитель уже начинает выполнять свои функции. Теперь смотрим очень внимательно не забыв перевести мозг в состояние ВКЛ. Сопротивление R21 меньше суммы сопротивлений R22 и R23 в 20 раз, а емкость С19 больше емкости С20 в 4700 раз, следовательно напряжение на верхнем выводе С20 будет больше напряжения на верхнем выводе на 0,6 вольта – напряжение падения на диоде D24. Как только напряжение на верхнем выводе С19 станет равным 12 вольтам на делителе сформируется напряжение равное 4,9 вольта, а это больше опорного напряжения 4,7 вольта и компаратор U2B сформирует на своем выходе напряжение близкое к нулю, транзистор Q7 открывается и подает питание на контроллер UC3845. Контроллер начинает выдавать управляющие импульсы и силовые транзисторы начинают открываться. Но делают они это на очень короткий промежуток времени, поскольку на контроллере формируется имитация превышения выходного тока все еще открытым транзистором Q8. На обмотке питания управления появляется напряжение и теперь все управление может потреблять гораздо больший ток. Это напряжение стабилизируется импульсным стабилизатором U1 и тут становится наглядной одна проблема – если первоначально напряжение с левого вывода R21 будет идти сразу на всю схему, то запуска у нас не произойдет никогда – вентилятор потребляет слишком много и напряжение не будет увеличиваться на верхнем выводе С19. Тем временем на выходе инвертора появляется напряжение и оно пройдя ограничитель тока засвечивает светодиод ISO1. Транзистор оптрона открывается и резко уменьшает напряжение на выводе 3 компаратора U2A. Поскольку напряжение на инвертирующем входе теперь больше, чем на не инвертирующем компаратор перекидывается в состояние когда на выходе у него ноль. Светодиод LED2 гаснет, а транзистор Q8 закрывается разблокируя усилитель регулирующего напряжения для контроллера UC3845 и контроллер уже формирует импульсы максимальной длительности, поскольку нагрузки еще нет и ток ограничивать не нужно.
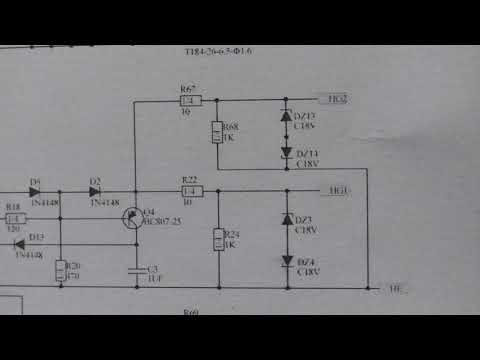
Поэтому рассмотрим лишь оставшиеся узлы. Управление силовыми транзисторами происходит с помощью управляющего трансформатора, вторичные обмотки которого через диоды Шотки идут на затворы силовых транзисторов при наличии управляющего импульса. Как только импульс управления прекращается остаточная магнитная энергия сбрасывается D15…D17, а силовые транзисторы закрываются с помощью транзисторов Q3 и Q5, причем происходит это через конденсаторы С 9 и С 10. Эти конденсаторы позволяют получить больше энергии для закрытия транзисторов и это происходит именно в момент окончания управляющего импульса. При наличии управляющего импульса оба транзистора сварочного инвертора открываются и через первичную обмотку протекает ток, который создает магнитное поле наводящее напряжение на вторичной обмотке.
К сервису данного сварочного инвертора можно отнести защиту от перегрева и залипания электрода, выполненных на одном управляющем элементе – оптроне ISO1. Пока светодиод данного оптрона светится открытый транзистор оптрона формирует почти ноль на выводе 3 U2A. Как только электрод касается свариваемой заготовки напряжение на светодиод еще какое то время поступает за счет накопленной в конденсаторе С34 энергии. Это время и есть время поджига дуги и если дуга не загорелась, т.е. электрод залип, то светодиод оптрона тухнет, тем самым закрывая транзистор оптрона. На выводе 3 компаратора U2A появляется практически напряжение питания и компаратор зажигает LED2 и открывает транзистор Q3, который душит на землю управляющее напряжение и контроллер выдает только очень короткие импульсы управления, которые не позволяют перегрузить силовой каскад – работа то идет практически на короткое замыкание и единственным сопротивление вторичного напряжения является реактивное сопротивление L1 индуктивность которого и выбрана таким образом, чтобы она оказывала влияние только на самые короткие импульсы. принципиальной схемы все того же инвертора Ресанта 140 отличается не большими изменениями в самом управляющем блоке, ну например транзистор подающий питание на UC3845 открывается через стабилитрон. Питание управление организовано от отдельно блока питания, который выдает 4 напряжения: 15 вольт для питания управления, которые стабилизируются дополнительной КРЕНкой, вольт 12 для вентилятора и два напряжения для оптодрайверов силовых транзисторов. Оптодрайверы управляют силовыми транзисторами через дополнительный формирователь отрицательного напряжения, выполненный на R6-D5 и R9-D6. Подача отрицательного напряжения на затворы силовых транзисторов значительно уменьшает время их закрытия, следовательно уменьшается нагрев транзисторов. Софтстарт второго варианта сварочного инвертора тоже организован несколько иначе – пока горит светодиод оптрона транзистор Q3 будет закрыт, но нагреваясь термистор RV2, имеющий отрицательную зависимость сопротивления от температуру увеличивает свое сопротивление и светодиод тухнет, тем самым разблокируя базу Q3 и реле софтстарта включается. Откровенно говоря и в первом варианте схемы инвертора и во втором включение реле происходит довольно медленно и не зависит от состояния схемы управления, что может приводить к подгоранию контактов реле. На последок остается добавить, что я собираю информацию по используемым в сварочных инверторах компонентам и результаты поисков свожу в таблицу с краткими характеристиками. Осциллограмма выходного напряжения без нагрузки. Осциллограмма выходного напряжения инвертора при нагрузке 60 А. Осциллограмма выходного напряжения инвертора Ресанта при сработанной защите. Небольшая подборка принципиальных схем сварочных инверторов РЕСАНТА сложены в АРХИВ. Кроме принципиальных схем сварочных аппаратов приведены несколько пособий по ремонту, несколько фотографий внутренностей инверторов, несколько паспортов. | |
 Для электрода достаточен диаметр от 2-х до 3-х мм.
Для электрода достаточен диаметр от 2-х до 3-х мм.
 Это в свою очередь однозначно переведет компаратор на U2A в состояние, когда на его выходе будет напряжение близкое к напряжению питания, следовательно LED2 будет светится, а транзистор Q8 будет открыт и пока он открыт на выходе U2D будет напряжение близкое к нулю. Это в свою очередь имитирует превышение порога срабатывания компаратора контроллера U1A и если бы он работал, то на выходе у него был бы ноль. Но он не работает, поскольку подающий на него питание транзистор Q7 еще закрыт. Тем временем конденсатор С19 продолжает заряжаться и напряжение на нем увеличивается. Как только оно превысит 5 вольт в дело вступает формирователь опорного напряжения на D25 – он не дает напряжению на выводе 2 U2A и выводе 5 U2B стать выше 4,7 вольта. На выводе 3 U2A напряжение по прежнему больше, чем на выводе 2 и напряжение на выходе компаратора продолжает удерживаться близким к напряжению питания. Напряжение на выводе 6 продолжает увеличиваться, поскольку этот вывод подключен к делителю напряжения на резисторах R49 и R50.
Это в свою очередь однозначно переведет компаратор на U2A в состояние, когда на его выходе будет напряжение близкое к напряжению питания, следовательно LED2 будет светится, а транзистор Q8 будет открыт и пока он открыт на выходе U2D будет напряжение близкое к нулю. Это в свою очередь имитирует превышение порога срабатывания компаратора контроллера U1A и если бы он работал, то на выходе у него был бы ноль. Но он не работает, поскольку подающий на него питание транзистор Q7 еще закрыт. Тем временем конденсатор С19 продолжает заряжаться и напряжение на нем увеличивается. Как только оно превысит 5 вольт в дело вступает формирователь опорного напряжения на D25 – он не дает напряжению на выводе 2 U2A и выводе 5 U2B стать выше 4,7 вольта. На выводе 3 U2A напряжение по прежнему больше, чем на выводе 2 и напряжение на выходе компаратора продолжает удерживаться близким к напряжению питания. Напряжение на выводе 6 продолжает увеличиваться, поскольку этот вывод подключен к делителю напряжения на резисторах R49 и R50. И пока напряжение на 6-м выводе меньше опорного 4,7 вольта компаратор U2B держит на своем выходе напряжение близкое к напряжению питания, а это удерживает транзистор Q7 в закрытом состоянии.
И пока напряжение на 6-м выводе меньше опорного 4,7 вольта компаратор U2B держит на своем выходе напряжение близкое к напряжению питания, а это удерживает транзистор Q7 в закрытом состоянии. Автор схемы учел этот момент и сделал на схеме поправку – только после начала работы стабилизатора напряжения для управления питание подается и на вентилятор и на реле софтстарта и на верхний вывод трансформатора управления. Что до отметки на подсветку LED1, то это исключено – напряжение там не появится пока не запуститься UC3845, а он не запустится, поскольку не будет на него питания. Тем временем конденсатор С13 заряжается до напряжения, превышающее 5 вольт и стабилитрон D19 пропускает ток на базу Q6, тот открывается и включает реле RL1, которое своими контактами шунтирует токоограничивающий термистор и резистор R2.
Автор схемы учел этот момент и сделал на схеме поправку – только после начала работы стабилизатора напряжения для управления питание подается и на вентилятор и на реле софтстарта и на верхний вывод трансформатора управления. Что до отметки на подсветку LED1, то это исключено – напряжение там не появится пока не запуститься UC3845, а он не запустится, поскольку не будет на него питания. Тем временем конденсатор С13 заряжается до напряжения, превышающее 5 вольт и стабилитрон D19 пропускает ток на базу Q6, тот открывается и включает реле RL1, которое своими контактами шунтирует токоограничивающий термистор и резистор R2. При работе, т.е. при сварке регулировка тока производится путем сравнения напряжения с трансформатора тока с напряжением управления, которое формируется усилителем U2D. Подробно о принципе работы UC3845 есть отдельное видео и статья, ссылки в описании.
При работе, т.е. при сварке регулировка тока производится путем сравнения напряжения с трансформатора тока с напряжением управления, которое формируется усилителем U2D. Подробно о принципе работы UC3845 есть отдельное видео и статья, ссылки в описании.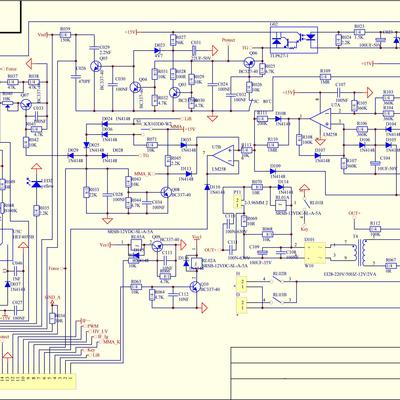 При исчезновении управляющего импульса транзисторы закрываются, а не израсходованная магнитная энергия сбрасывается на шины первичного питания через диоды D2 и D3, тем самым полностью размагничивая магнитопровод трансформатора и подготавливая его с следующему циклу передачи энергии во вторичную обмотку.
При исчезновении управляющего импульса транзисторы закрываются, а не израсходованная магнитная энергия сбрасывается на шины первичного питания через диоды D2 и D3, тем самым полностью размагничивая магнитопровод трансформатора и подготавливая его с следующему циклу передачи энергии во вторичную обмотку. Как только электрод отодрали от заготовки напряжение на выходе инвертора снова появляется и снова загорается светодиод оптрона. Компаратор U2A гасит светодиод LED2 и закрывает транзистор Q8, тем самым переводя контроллер UC3845 в штатный режим работы. Если же происходит перегрев, то срабатывает самовосстанавливающийся термопредохранитель КТ, который разрывает цепь питания оптрона и светодиод гаснет и процессы повторяются – горит светодиод LED2, а на выходе сварочного инвертора очень короткие импульсы, не позволяющие производить сварочные работы и это состояние удерживается пока радиатор не остынет и термопредохранитель не включится.
Как только электрод отодрали от заготовки напряжение на выходе инвертора снова появляется и снова загорается светодиод оптрона. Компаратор U2A гасит светодиод LED2 и закрывает транзистор Q8, тем самым переводя контроллер UC3845 в штатный режим работы. Если же происходит перегрев, то срабатывает самовосстанавливающийся термопредохранитель КТ, который разрывает цепь питания оптрона и светодиод гаснет и процессы повторяются – горит светодиод LED2, а на выходе сварочного инвертора очень короткие импульсы, не позволяющие производить сварочные работы и это состояние удерживается пока радиатор не остынет и термопредохранитель не включится. Величина должна быть порядка 25 вольт.
Величина должна быть порядка 25 вольт. ПОСМОТРЕТЬ МОЖНО ЗДЕСЬ.
ПОСМОТРЕТЬ МОЖНО ЗДЕСЬ.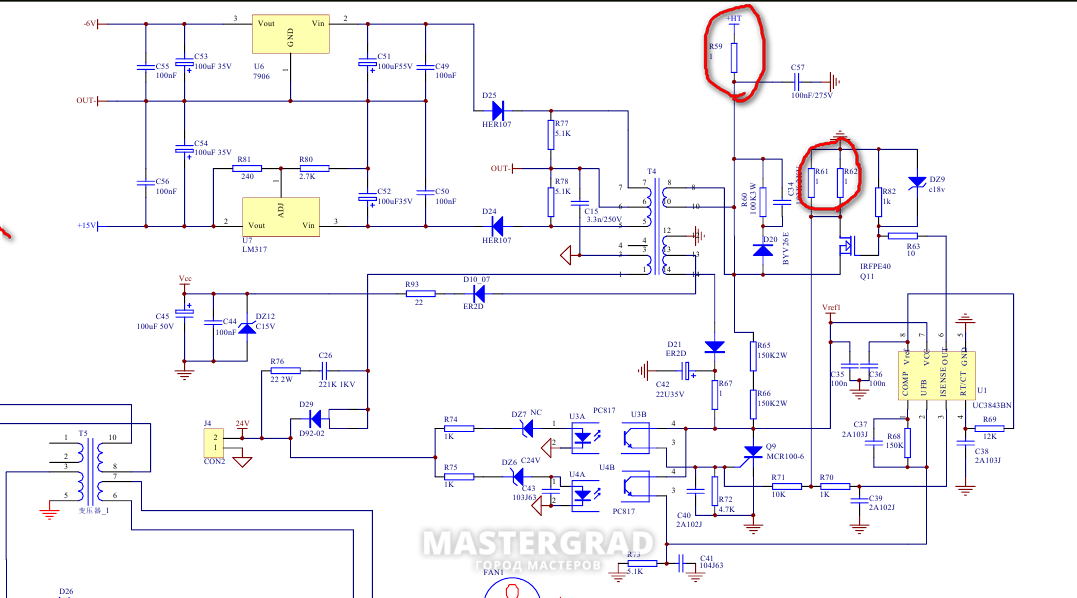 Для неопытного сварщика или ученика вполне хватит. Бытовые сварочных инверторы типа САИ 220 характеризуются простотой в подключении. Воткнул вилку в розетку с 220 вольт и – вперед!
Для неопытного сварщика или ученика вполне хватит. Бытовые сварочных инверторы типа САИ 220 характеризуются простотой в подключении. Воткнул вилку в розетку с 220 вольт и – вперед!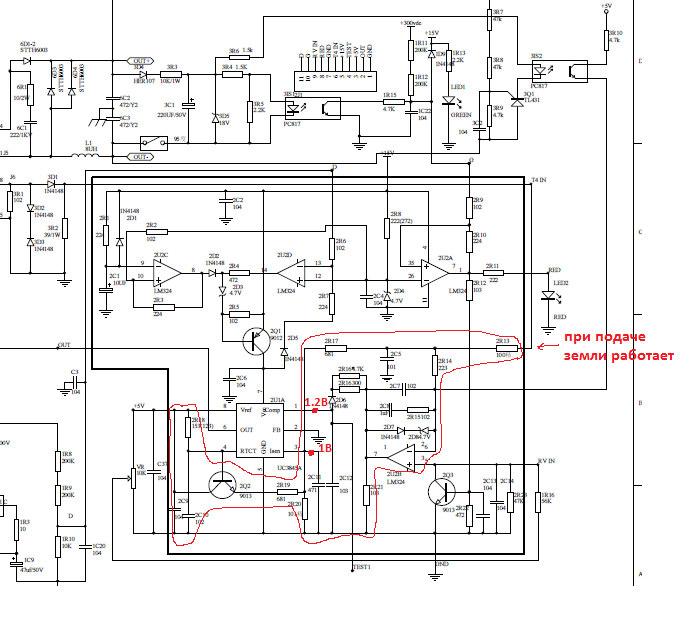 В дальнейшем напряжение подаётся в штатном режиме.
В дальнейшем напряжение подаётся в штатном режиме.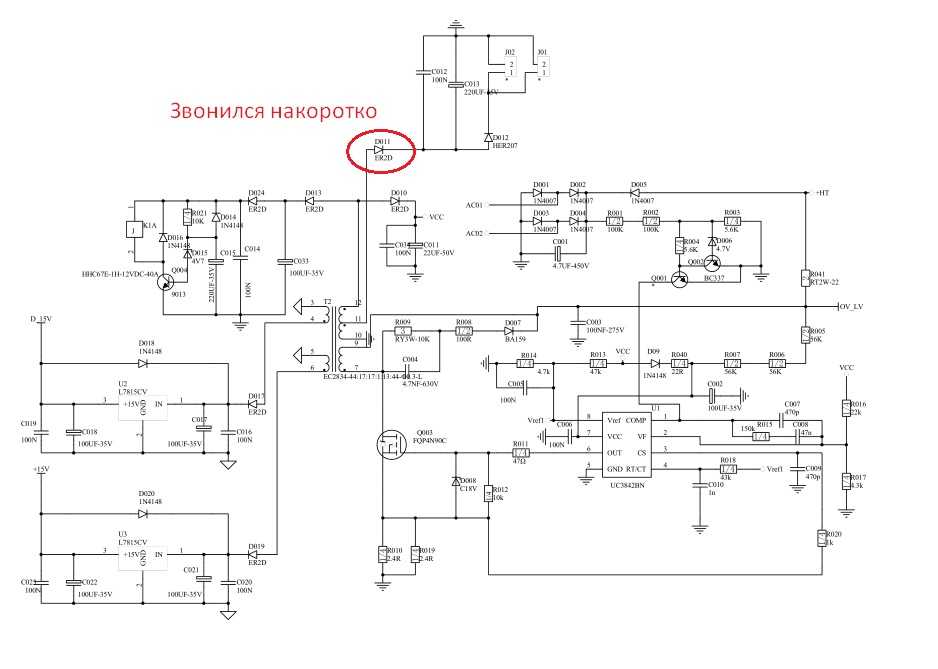
 Он пользуется авторитетом среди домашних умельцев. И выступает в роли азбуки для новичков в сварном деле. Для начала работы требуется обычная розетка в 220 вольт, какими оборудованы наши дома.
Он пользуется авторитетом среди домашних умельцев. И выступает в роли азбуки для новичков в сварном деле. Для начала работы требуется обычная розетка в 220 вольт, какими оборудованы наши дома. Работы вам без дефектов!
Работы вам без дефектов!Ресанта саи 250 схема в Екатеринбурге
Каталог
Сварочный аппарат Ресанта САИ-250 (65/6) схема
в магазин
Сварочный аппарат инверторный «Ресанта» САИ220К, 8 кВт, 10-220 А, + электроды мм: 5 Гарантийный срок, мес.: 12 Напряжение, в: 220 Максимальный ток
Подробнее
Сварочный аппарат РЕСАНТА САИ-250 схема
в магазин
Сварочный аппарат инверторный «Ресанта» САИ220К, 8 кВт, 10-220 А, + электроды./В упаковке шт: 1 мм: 5 Гарантийный срок, мес.: 12 Напряжение, в: 220 Максимальный ток
Подробнее
Сварочный инвертор САИ-250 в кейсе Ресанта схема
в магазин
Сварочный аппарат инверторный «Ресанта» САИ220К, 8 кВт, 10-220 А, + электроды. /В упаковке шт: 1 мм: 5 Гарантийный срок, мес.: 12 Напряжение, в: 220 Максимальный ток
/В упаковке шт: 1 мм: 5 Гарантийный срок, мес.: 12 Напряжение, в: 220 Максимальный ток
Подробнее
Сварочный аппарат инверторный САИ 250 Ресанта схема
10910
29021
в магазин
Сварочный аппарат инверторный Ресанта САИ 250 схема
10050
11520
в магазин
Инверторный сварочный аппарат Ресанта САИ 250 схема
в магазин
Сварочный аппарат инверторный «Ресанта» САИ220К, 8 кВт, 10-220 А, + электроды./В упаковке шт: 1 мм: 5 Гарантийный срок, мес.: 12 Напряжение, в: 220 Максимальный ток
Подробнее
Сварочный инверторный аппарат РЕСАНТА САИ-250 с маской-ХАМЕЛЕОН и КЛЕММОЙ-магнитом схема
10490
12290
в магазин
Сварочный аппарат инверторный «Ресанта» САИ 220, 6.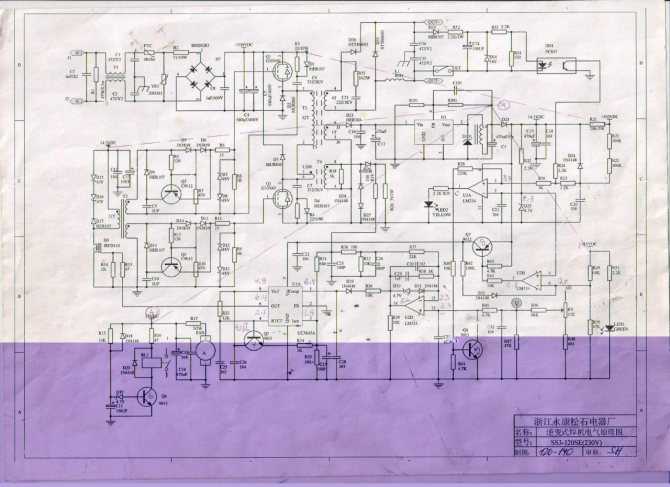 6 кВт, 10-220 А, + электроды мм: 5 Гарантийный срок, мес.: 12 Напряжение, в: 220 Максимальный ток
6 кВт, 10-220 А, + электроды мм: 5 Гарантийный срок, мес.: 12 Напряжение, в: 220 Максимальный ток
Подробнее
Сварочный инвертор Ресанта САИ-250 В КЕЙСЕ + ПОДАРКИ, подарок на день рождения мужчине, мужу, папе схема
12290
17558
в магазин
Сварочный инвертор Ресанта САИ 250 схема
в магазин
Сварочный инвертор Ресанта САИ 250 ПН схема
в магазин
Сварочный аппарат Ресанта САИ-250 схема
в магазин
Сварочный инвертор Ресанта САИ-250 ПРОФ схема
в магазин
Сварочный инвертор Ресанта САИ 250 + ПОДАРКИ, аппарат инверторный, подарок на день рождения, новый год, 23 февраля мужчине, мужу, дедушке схема
10490
14986
в магазин
Сварочный инвертор САИ-250 в кейсе Ресанта схема
в магазин
Сварочный аппарат Ресанта САИ 250 , 250 ампер комплект кабелей схема
10490
22561
в магазин
Сварочный аппарат Ресанта САИ-250, MMA, инверторный (65/6) 250 схема
в магазин
Инверторный сварочный аппарат Ресанта САИ 250 проф схема
в магазин
Сварочный аппарат инверторный САИ 250 РЕСАНТА, ток до 250 А, диаметр электрода 6 мм Ресанта схема
в магазин
Инверторный сварочный аппарат Ресанта САИ 250 схема
в магазин
Сварочный аппарат РЕСАНТА САИ-250 в кейсе схема
в магазин
Сварочный инвертор Ресанта САИ-250 + ПОДАРКИ, инверторный аппарат, подарок на день рождения мужчине, мужу, папе, дедушке схема
10490
14986
в магазин
Сварочный инвертор САИ-250 Ресанта + краги схема
в магазин
Сварочный аппарат инверторный Ресанта САИ 250 65/6 схема
в магазин
Сварочный аппарат РЕСАНТА САИ-250 в кейсе схема
в магазин
Сварочный аппарат инверторный, Ресанта, САИ-250Т Lux, 250 А, электрод Ресанта схема
в магазин
Аппарат сварочный инверторный Ресанта САИ 250 в кейсе схема
в магазин
Сварочный аппарат инверторный Ресанта САИ 250 ПРОФ 65/31 схема
в магазин
РЕСАНТА Сварочный аппарат инверторный САИ 250 в кейсе схема
12290
17206
в магазин
Сварочный аппарат Ресанта САИ 250 ПН: виды, схема, характеристики
Компанию Ресанта можно отнести к одним из наиболее популярных брендов на современном отечественном рынке сварочного оборудования. Такую популярность она заслужила благодаря относительно низкой стоимости, хотя качество оборудования при этом практически не страдает. В ассортименте компании имеется множество удачных моделей различных мощностей. Если вас интересует техника высокой мощности, то сварочный аппарат Ресанта 250 будет одним из лучших вариантов выбора. Это универсальная модель техники, величина тока на которой может составлять до 250 А. Это позволяет легко использовать электроды толщиной в 5 мм и более.
Такую популярность она заслужила благодаря относительно низкой стоимости, хотя качество оборудования при этом практически не страдает. В ассортименте компании имеется множество удачных моделей различных мощностей. Если вас интересует техника высокой мощности, то сварочный аппарат Ресанта 250 будет одним из лучших вариантов выбора. Это универсальная модель техники, величина тока на которой может составлять до 250 А. Это позволяет легко использовать электроды толщиной в 5 мм и более.
Сварочный аппарат Ресанта 250
Данная модель находит применение как среди профессионалов на предприятиях, так и среди новичков. Она обеспечивает хорошие условия работы, как для сваривания тонких заготовок так и для более толстых деталей. Техника рассчитана исключительно на работу со штучными покрытыми электродами, предназначенными для дуговой сварки. Как и другие модели данной серии, сварочный аппарат Ресанта САИ 250 обладает однофазным подключением, что позволяет без проблем подсоединять технику в обыкновенную бытовую розетку.
Несмотря на довольно высокую мощность, которая явно выше среднего уровня современных моделей, инвертору удается сохранить свои компактные размеры. Масса здесь составляет всего около 5 кг, тогда как аналогичные модели могут весить от 10 и более. Такие параметры позволяют использовать технику практически во всех сферах. Аппарат можно встретить на стройке, где соединяются крупные детали металлоконструкций. Также он может работать и в домашних условиях, где нет столь высоких требований, так что можно без проблем эксплуатировать технику в длительных режимах.
Отличительные особенности
Главной особенностью техники является компактность при высоких параметрах. 250 А может выдать далеко не каждый сварочный аппарат. Это совсем не значит, что он пригодится только тем, кто собирается работать при таких параметрах. Это значит, что при работе в 200 А он сможет беспрерывно сваривать значительно дольше, чем аналогичный аппарат с максимальной силой тока в 200 А. Естественно, что при этом у него будут большие затраты электроэнергии.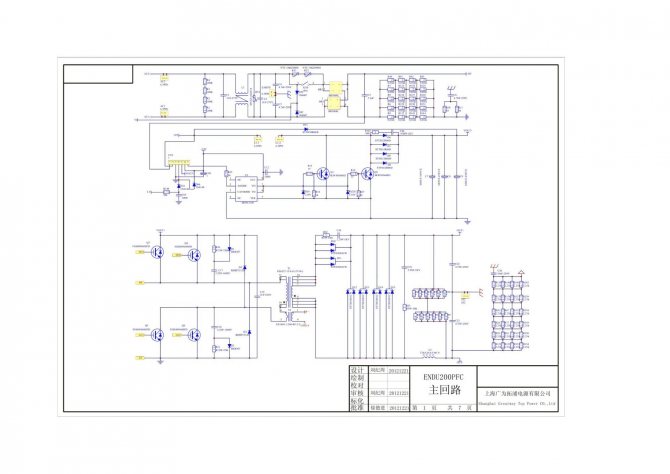
Преимущества
- Относительно низкая стоимость;
- Высокий уровень качества техники, соответственно ее цене;
- Большая мощность, в сравнение со среднестатистическими моделями;
- Компактные габариты и низкий вес;
- Нет проблем с подключением, так как сварочный аппарат Ресанта САИ 250, может подключаться к обыкновенной розетке;
- Здесь имеется отличная встроенная система охлаждения, позволяющая вести работу на максимальных параметрах 70% времени без отдыха;
- Широко развитая сеть магазинов позволяет выполнять гарантийные обязательства и легко подобрать необходимые аксессуары.
Недостатки
- Комплектные провода не лучшего качества, но это можно легко заменить покупкой новых;
- Лопасти вентилятора изготавливаются из хрупкого материала, так что нужно избегать попадания в них твердых предметов;
- Аппарат обладает высокими затратами электроэнергии;
- Ручки шкалы регулировки являются очень легкими в движении, что позволяет их запросто сбить во время работы.

Устройство и принцип работы
В данную модель входят следующие технические узлы:
- Первичный выпрямитель;
- Вторичный выпрямитель;
- Радиатор выпрямителя;
- Транформатор;
- Радиатор транзисторов;
- Система охлаждения;
- Реле мягкого пуска;
- Датчик силы тока;
- Стабилизатор интегральный;
- Фильтр помех.
Исходя из такой комплектации, техника обладает следующим принципом работы:
- Ток из розетки по кабелю попадает на первичный выпрямитель, находящийся в начале инвертора. На данном этапе происходит преобразование тока из переменного в постоянный;
- Следующим этапом является снижение напряжения, которое до этого равнялось 220 В. Здесь же ток переходит из постоянного состояния в переменное, но на этот раз его частота становится намного выше.
- Далее электричество поступает на трансформатор, который находится в инверторе. Здесь идет очередное понижение напряжения, чтобы увеличить силу тока.
 Именно этот узел подстраивает значения под заданные режимы сварки.
Именно этот узел подстраивает значения под заданные режимы сварки. - Далее располагается вторичный выпрямитель. Он снова трансформирует ток из переменного в постоянный и происходит точная подгонка параметров.
Виды и технические характеристики
Данная техника выпускается в нескольких разновидностях. Самыми распространенными стали аппарат сварочный инверторный Ресанта САИ 250 Проф и сварочный инвертор Ресанта САИ 250 ПН.
Серия Профессионал имеет следующие характеристики:
| Параметры | Значение параметров |
| Диапазон допустимого напряжения, В | 140-260 |
| Максимальный ток потребления, А | 35 |
| Напряжение х.х, В | 80 |
| Напряжение сварочной дуги, В | 29 |
| Широта диапазона рабочего тока, А | 10-250 |
| Максимальная продолжительность нагрузки при 250 А, % | 70% |
| Максимальный диаметр расходного материала, мм | 6 |
| Класс защиты | IP21 |
| Вес, кг | 5,2 |
Аппарат сварочный инверторный Ресанта САИ 250 Проф
Его ближайшая разновидность сварочный аппарат Ресанта САИ 250 ПН обладает такими параметрами:
| Параметры | Значение параметров |
| Диапазон допустимого напряжения, В | 140-240 |
| Минимальный ток потребления, А | 10 |
Напряжение х. х, В х, В | 80 |
| Напряжение сварочной дуги, В | 29 |
| Широта диапазона рабочего тока, А | 10-250 |
| Максимальная продолжительность нагрузки при 250 А, % | 70% |
| Максимальный диаметр расходного материала, мм | 6 |
| Класс защиты | IP21 |
| Вес, кг | 6,7 |
Сварочный аппарат Ресанта САИ 250 ПН
Режимы
| Режимы настройки | ||||||||
| Толщина заготовки, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 15-17 |
| Диаметр расходного материала, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6 |
| Величина тока, А | 15 | 40 | 79 | 130 | 160 | 175 | 220 | 250 |
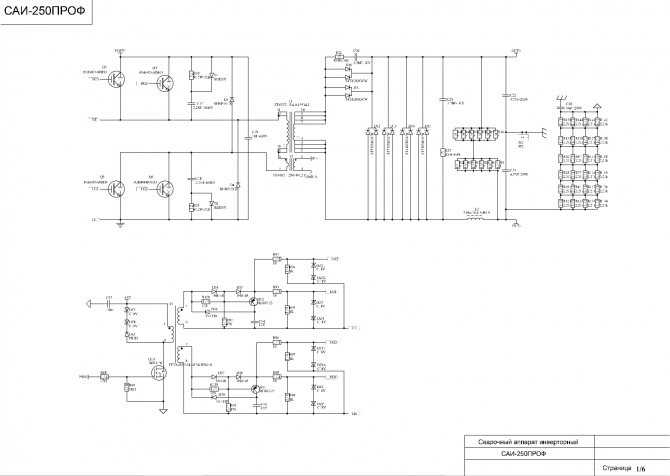
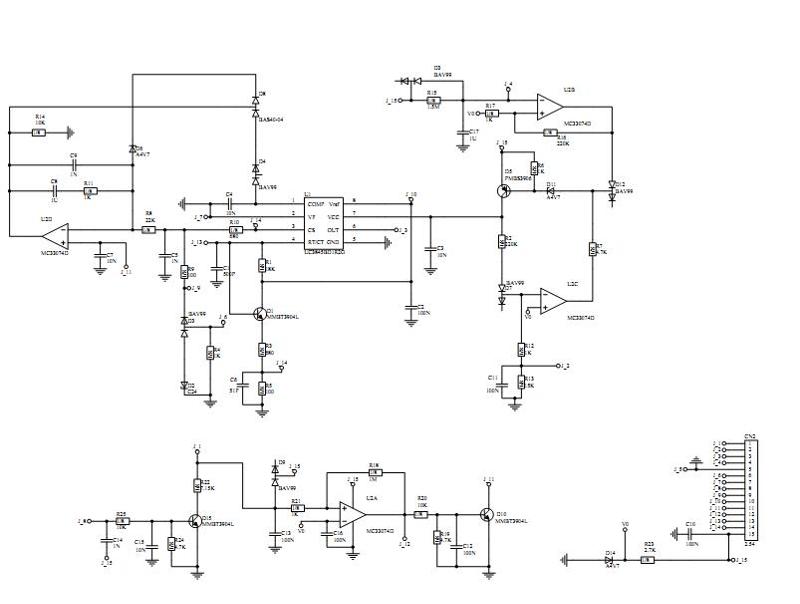
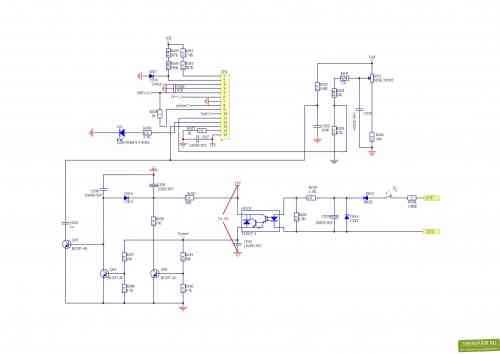
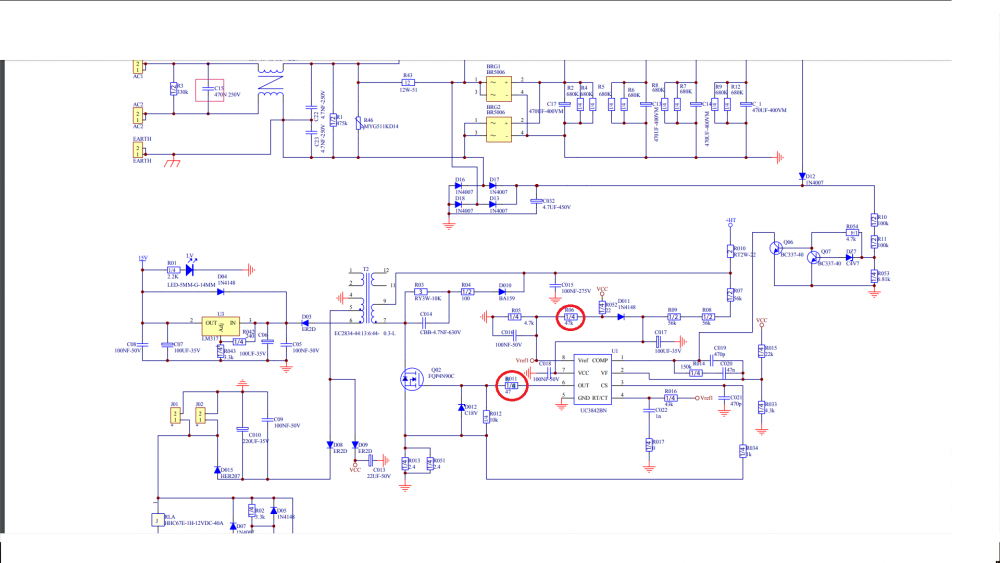
Схема
Схема аппарата будет полезна во время ремонта, а также для более понятного принципа работы. Здесь показаны все основные детали, которые входят в состав аппарата. Благодаря этому, можно узнать, где именно произошла неполадка, на что она влияет и какими аналогами можно заменить поврежденные детали.
Здесь показаны все основные детали, которые входят в состав аппарата. Благодаря этому, можно узнать, где именно произошла неполадка, на что она влияет и какими аналогами можно заменить поврежденные детали.
Схема инвертора Ресанта САИ 250
Инструкция по эксплуатации
Следует знать не только как выбрать сварочный инвертор, но и как им правильно пользоваться. Если ваш выбор пал не такую технику как сварочный аппарат инверторный Ресанта САИ 250, то следует позаботиться о том, чтобы обеспечить ему максимальное охлаждение естественным путем. Дело в том, что это очень мощная модель и здесь чем выше уровень охлаждения, тем лучше. При эксплуатации в закрытом помещении следует устанавливать его рядом с вентиляцией.
Нужно уделить внимание креплениям, так как недостаточно хорошо закрепленные провода часто являются причинами проблем во время сварки и разнообразных поломок. Перед началом работы нужно убедиться, что техника является работоспособной и не сможет навредить здоровью человека.
Затем определиться с режимом, в котором будет проводиться сварка, чтобы выставить все максимально точно и надежно. Эксплуатировать аппарат на максимальной мощности в течение долгого времени не рекомендуется. На 10 минут времени требуется 7 минут непрерывной работы и 3 минуты отдыха. Во время отдыха ни в коем случае нельзя выключать аппарат, так как система охлаждения отключится вместе с ним.
Настройка параметров происходит благодаря специальным ручкам регулятора. В этой модели на каждый параметр представлена своя ручка. Это весьма удобно, так как в некоторых современных разновидностях инверторов использую один универсальный регулятор и электронный переключатель режимов, которые профессионалы ценят меньше, чем данный тип.
Аналоги
Сварочный аппарат инверторный САИ 250 Ресанта является не единственным в своей серии. Ближайшей к нему моделью является Ресанта 220, которая обладает максимальной величиной тока в 220 А. Среди других марок имеются и более серьезные разновидности, величина которых достигает 285 А. Явным тому примером является сварочный аппарат PIT.
Ближайшей к нему моделью является Ресанта 220, которая обладает максимальной величиной тока в 220 А. Среди других марок имеются и более серьезные разновидности, величина которых достигает 285 А. Явным тому примером является сварочный аппарат PIT.
ac%20сварка%20машина%20контур%20схема техпаспорт и примечания по применению
Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
Реле аромата lr42758
Реферат: lr26550 LR42758 Aromat lr26550 LR68004 Aromat lr44444 Aromat lr26550 техническое описание lr44444 E43149 реле Aromat lR44444
Текст: Нет доступного текста файла
Оригинал
E43149
E43149
Реле аромата LR42758
лр26550
LR42758
Аромат LR26550
LR68004
Аромат LR44444
Спецификация аромата LR26550
лр44444
Реле аромат LR44444
 org/Product»>
org/Product»>а0540
Аннотация: A2730
Текст: Нет доступного текста файла
OCR-сканирование
А0410
А0420
А0430
А0440
А0450
А0460
А0470
А0480
А0490
а0540
А2730
НФК 63210
Резюме: SCR 30A 500V IEC 269 63210 NFC 63210 22×58 63211 32A-100A CB832 20C10x38SC 14X51
Текст: Нет доступного текста файла
Оригинал
CB2258-1N
CB2258-2
CB2258-3
CB2258-3N
NFC 63210
тиристор 30А 500В
МЭК 26963210
NFC 63210 22×58
63211
32А-100А
CB832
20C10x38SC
14х51
микропереключатель
Резюме: vde 0636 iec 269 sba6 660V Protistor neozed siemens diazed gg 350SB1F1-1 vde 0636 микропереключатель 2 контакта
Текст: Нет доступного текста файла
Оригинал
110мм
микропереключатель
VDE 0636 МЭК 269
sba6
660В
Протистор
неозед
Сименс Диазед ГГ
350СБ1Ф1-1
вде 0636
микропереключатель 2 контакта
 org/Product»>
org/Product»>Электрическая схема от 220 В переменного тока до 12 В постоянного тока
Аннотация: Схема светодиодной лампы 220 В Схема светодиодной лампы 230 В в ваттах Схема цепи от 220 В переменного тока до 110 В переменного тока Схема светодиодной лампы Схема лампочки
Текст: Нет доступного текста файла
Оригинал
УЛ508,
Принципиальная схема 220 В переменного тока на 12 В постоянного тока
Схема светодиодной лампы 220В
Светодиодная лампа 230в в ваттах принципиальная схема
Электрическая схема 220 В переменного тока на 110 В переменного тока
схема светодиодная лампа 230в
Схема от 230 В переменного тока до 12 В постоянного тока
500 светодиодная лампа 230в электрическая схема
схема светодиода 230в
схема светодиодной лампочки 230в
Схема светодиодной лампы 24 В
2015 — Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
 org/Product»>
org/Product»>наис AQZ202
Резюме: E43149 MOSFET 400 В MOSFET 400 В 16 А NAIS AQZ102 AQV252G 400 В постоянного тока 18a60 В E1
aqy211
Текст: Нет доступного текста файла
Оригинал
AQZ205
AQZ207
AQZ204
E43149UL508)
АПВ2111В
E1
УЛ1577)
АПВ2121С
наис AQZ202
E43149
МОП-транзистор 400 В
МОП-транзистор 400В 16А
НАИС AQZ102
AQV252G
400 В постоянного тока
18а60в
E1
aqy211
Электрические двухслойные конденсаторы с радиальными выводами, тип
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
Электрические двухслойные конденсаторы с радиальными выводами
NFC 63210
Аннотация: 125C22X58AM
Текст: Нет доступного текста файла
Оригинал
10С14х51СК
12С14х51СК
16С14х51СК
20С14х51СК
25С14х51СК
32С14х51СК
40С14х51СК
50С14х51СК
1/660 В
NFC 63210
125C22X58AM
 org/Product»>
org/Product»>2004 — Преобразователь Yokogawa
Реферат: Регулирующий клапан WIKA Instrument Foxboro
Текст: Нет доступного текста файла
Оригинал
а410608
Резюме: A412402 A411506 V920103 A41200 A410705 A4108510 A410508 A411205 a410908
Текст: Нет доступного текста файла
OCR-сканирование
V920103
LR52082
4КМ08002НО
410506002НО
А410905
А412202
А410906
А412203
А410907
а410608
А412402
А411506
V920103
А41200
А410705
А4108510
А410508
А411205
а410908
сименс 5с*23 К2 400В
Реферат: Siemens 3NA3830 3Nh5030 3Nh4430 FUSE SIEMENS 3nh4030 5SB261 5SE2216 3Nh4030 3NWNS2 3NA3260
Текст: Нет доступного текста файла
Оригинал
16Д27СБ
5Ш211
5Ш212
5Ш213
5Ш222
5Ш223
5Ш224
5Ш3032
5Ш3232
Сименс 5с*23 С2 400В
Сименс 3NA3830
3Нх5030
3Нх4430
ПРЕДОХРАНИТЕЛЬ SIEMENS 3нх4030
5СБ261
5SE2216
3Нх4030
3NWNS2
3NA3260
 org/Product»>
org/Product»>королевский предохранитель
Реферат: 5sb25 SIEMENS NH FUSE
Текст: Нет доступного текста файла
Оригинал
NZ02C
NZ03C
5Ш5002
5Ш5004
5Ш5006
5Ш5010
5Ш5020
5Ш5025
5Ш5035
королевский предохранитель
5сб25
ПРЕДОХРАНИТЕЛЬ SIEMENS NH
2007 — РАМБ36
Реферат: AC127 MULT18X18 YUV400 AC-91 AC123
Текст: Нет доступного текста файла
Оригинал
264/MPEG-4
1080i
1080i/p
РАМБ18×2,
РАМБ36
РАМБ36
AC127
МУЛЬТ18X18
ЮВ400
АС-91
AC123
Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
E63532
 org/Product»>
org/Product»>Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
Предохранители А
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
450/660В
500/660В
550/660В
630/660В
700/660В
400SB2C0-6
450SB2C0-6
500SB2C0-6
550SB2C0-6
Предохранители А
ММФ-06D24DS
Реферат: ebm w2s107-aa01-16 CT3D55F 4124X «японский сервопривод» ebm w2s107-ab05-40 NMB 3110nl-05w-b50 ebm w2s107-aa01-40 CT3B60D3 4124-GX
Текст: Нет доступного текста файла
Оригинал
012P540
012P545
024P540
024П545
0410Н-12
0410Н-12Н
0410Н-12Л
0410Н-5
109-033УЛ
ММФ-06Д24ДС
ebm w2s107-aa01-16
CT3D55F
4124X
«японский сервопривод»
ebm w2s107-ab05-40
НМБ 3110nl-05w-b50
ebm w2s107-aa01-40
CT3B60D3
4124-GX
 org/Product»>
org/Product»>Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
ДЖБВ24-3Р2
Реферат: JBW05-2R0 h321-04 jbw05-20r 4EU20G057 JBW05-3R0 JBW10 JBW75W SVH-21T-P1.1 разъем JBW12-12R
Текст: Нет доступного текста файла
Оригинал
0150 Вт
УЛ60950-1
C-УЛЕН60950-1
EMIFCC-BVCCI-BEN-55011-BEN55022-B
EN61000-3-2
JBW05-2R0
ДЖБВ12-0Р9
JBW15-0R7
ДЖБВ24-0Р5
JBW24-3R2
JBW05-2R0
h321-04
jbw05-20r
4EU20G057
JBW05-3R0
JBW10
JBW75W
Разъем СВХ-21Т-П1.1
ДЖБВ12-12Р
2008 — 150-Ф85НБД
Реферат: 150-F201NBD 150-F317NBD 150-C25NBD 150-F480NBD 150-C25NBR Устройство плавного пуска Allen-Bradley 150-C60NBD 150-C43NBD 150-F108NBD 150-F43NBD
Текст: Нет доступного текста файла
Оригинал
150-SG009C-EN-P
150-Ф85НБД
150-Ф201НБД
150-Ф317НБД
150-С25НБД
150-Ф480НБД
150-C25NBR
Устройство плавного пуска Allen-Bradley 150-C60NBD
150-С43НБД
150-Ф108НБД
150-Ф43НБД
 org/Product»>
org/Product»>трансформатор т201
Реферат: MIP0224SY 2SK1937 M51995AFP mip0224 ZUP-200 ZUP20 0134G d1fl20u Nemic-Lambda CN
Текст: Нет доступного текста файла
OCR-сканирование
1А548-79-01
Р-2-12
Р-13-14
Р-15-16
Р-17-30
ЗУП-200
РКР-9102)
МИЛ-ХДБК-217Ф.
ГЕНРАД-2503.
трансформатор т201
MIP0224SY
2SK1937
M51995AFP
мип0224
ЗУП20
0134G
d1fl20u
Nemic-лямбда CN
4812б
Реферат: sta6013 P-8364 Stancor ppc-22 DSW-612 4190A P-8384 P-8362 GSD-100 stancor трансформатор
Текст: Нет доступного текста файла
Оригинал
ЗВЕЗДА-9006
ЗВЕЗДА-9007
Р-6133
P-6454
СТА-4125Т
P-8638
ТГК130-230
P-8622
ТГК175-230
4812б
sta6013
P-8364
Станкор ППЦ-22
ДСВ-612
4190А
P-8384
P-8362
ГСД-100
станкор трансформатор
Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
OCR-сканирование
О-22К
L78M00AB
Т0-220
GQb623S
Предыдущий
1
2
3
. ..
..
23
24
25
Next
Электрика%20Сварка%20Трансформатор%20Электропроводка%20Технические данные и примечания по применению
Лучшие результаты (6)
Инструменты Техаса
Инструменты Техаса
Инструменты Техаса
Инструменты Техаса
Инструменты Техаса
 org/Product»>
org/Product»>Инструменты Техаса
электрика%20сварка%20трансформатор%20проводка%20схема Листы данных Context Search
| Лист данных по каталогу | MFG и тип | ПДФ | Теги документов |
|---|---|---|---|
2002 — FDC6331 Резюме: fdp047an FDB045AN FQPF*13N06L FQA70N15 fdd5614p FQPF10N20 TO252-DPAK FDC6420 FDG6306P | Оригинал | 2Н7002 2Н7002МТФ БС170 БСС123 BSS138 BSS84 ФДБ045АН08А0 ФДБ2532 ФДБ3632 ФДБ3652 FDC6331 fdp047an FDB045AN ФКПФ*13N06L ФКА70Н15 фдд5614п FQPF10N20 ТО252-ДПАК ФДК6420 ФДГ6306П | |
2002 — транзистор 2203 Реферат: FJL6920 2N4126 bc548 транзистор 2N5086 2N3390 PSpice tip142 FJN13003 KSC5027F аналоговый транзистор 2N5830 PN24 | Оригинал | 2Н3390 2Н3391А 2N3392 2N3393 2Н3415 2Н3416 2Н3417 2Н3702 2Н3703 2Н3859А транзистор 2203 FJL6920 2N4126 BC548 транзистор 2N5086 2N3390 PSpice наконечник 142 ФДЖН13003 KSC5027F аналог транзистор 2N5830 PN24 | |
2002 — 1N914 шт. Резюме: 1N4148 pspice 1N4148 SMA 1N4004 SMB 1N4148 JAN DIODE 352 DIODE 1N4004 ss14 диод 1N4148 smc JAN 1N4148 | Оригинал | 1Н3064 1Н4004 1Н4148 1Н41491Н4150 1Н4151 1Н4152 1Н4154 1Н4305 1Н4448 1N914 1N4148 шт. 1N4148 СМА 1N4004 СМБ 1N4148 ЯНВАРЬ ДИОД 352 ДИОД 1N4004 диод сс14 1Н4148 смк 1N4148 ЯНВАРЯ | |
Реле OMRON G2V-2 12 В Реферат: OMRON G2V-2 6V реле JR2a-DC24V FRL264 Panasonic RELAY Cross Reference NEC OMRON rz-24 реле RA4-24WM-K RA12WN-K TF2SA-12V RA5WN-K | Оригинал | MK3P5-S-AC12 MK3P5-S-AC120 MK3P5-S-AC24 MK3P5-S-AC240 54024У200 G7L-1A-БУБ-JCB-AC200/240 G7L-1A-ТУБ-JCB-AC200/240 54026У200 АС200/240 Реле OMRON G2V-2 12В Реле OMRON G2V-2 6В JR2a-DC24V 264 франка Перекрестная ссылка Panasonic RELAY NEC OMRON реле рз-24 РА4-24ВМ-К РА12ВН-К ТФ2СА-12В РА5ВН-К | |
2011 — Недоступно Резюме: нет абстрактного текста | Оригинал | EX-N15 EX-AR50 | |
2007 — Металлизированный полиэфирный пленочный конденсатор MPP Резюме: рабочие конденсаторы GE конденсатор полиэстер MPP конденсатор 250 В переменного тока MpP | Оригинал | 500 В переменного тока 660 В переменного тока Конденсатор из металлизированной полиэфирной пленки MPP рабочие конденсаторы GE конденсатор полиэстер МПП конденсатор 250 В переменного тока MpP | |
2010 — Недоступно Резюме: нет абстрактного текста | Оригинал | ||
2002 — SNAP12 Реферат: BLM21P221 SNAP-12 SD12 RIN12OMA P802 Параллельный модуль msa FIN09БЛМ21П221СГ 10ГБАСЭ-С | Оригинал | SNAP12 БЛМ21П221 СНАП-12 SD12 РИН12ОМА P802 параллельный модуль msa FIN09 БЛМ21П221СГ 10GBASE-S | |
2002 — Суперсот 6 Реферат: Электротехника Supersot6 | Оригинал | 2Н3903 ФМБ100 FMB5551 ФМБА06 ФМБА14 ФМБА56 ММБТ100 ММБТ2369ММБТ2369А ММБТ3640 Суперсот 6 Суперсот6 электрический | |
2009 г. — недоступно Резюме: нет абстрактного текста | Оригинал | 500 В переменного тока 660 В переменного тока | |
Разъем CX4 Аннотация: X2-10GB-CX4-AS XAUI 10G CX4 Кабель CX4 10GBASE-CX4 | Оригинал | X2-10GB-CX4-АС 10GBASE-CX4 X2-10GB-CX4-АС 10 ГБд 125 гигабодов разъем СХ4 ХАУИ 10G CX4 Кабель CX4 | |
самсунг Аннотация: список | Оригинал | ||
smd диоды s4 1.5w Реферат: PD9002 QR204 A4A smd GENERAL SEMICONDUCTOR SMD DIODES s4 SMD a3a QR217 JANTXV 2N2880 эквивалент 2N5153-QR-EBC a2b 340 | Оригинал | QR209 БС9300 QR216 QR204 МИЛ-ПРФ-19500 smd диоды s4 1.  5w 5wPD9002 QR204 A4A смд ОБЩИЕ ПОЛУПРОВОДНИКОВЫЕ SMD ДИОДЫ s4 СМД а3а QR217 JANTXV 2N2880 эквивалент 2N5153-КР-ЭБК а2б 340 | |
КР204 Реферат: A4A smd smd кодовая маркировка a3a SMD a3a a3a smd MIL-STD-9858A cecc 50000 QR208 smd кодовая маркировка a4a smd диод A4 | Оригинал | QR208, QR209) QR204 БС9300 МИЛ-ПРФ-19500 QR204 A4A смд смд код маркировки а3а СМД а3а а3а смд МИЛ-СТД-9858А сэкк 50000 QR208 смд код маркировки а4а смд диод А4 | |
2000 — smd диоды s4 1.5w Реферат: код маркировки PAD1 SMD U3158 GENERAL SEMICONDUCTOR SMD DIODES s4 PD9002 маркировка smd диода f4 маркировка smd диода GPO 27 lvt 817 код smd маркировка a3a | Оригинал | ИРФ130СМД05Н ИРФН130СМД05 ИРФ130СМД05 ИРФ130СМД05″ ИРФ130СМД05 ИРФ130СМД05ДСГ О276АА) 650пФ smd диоды s4 1.  5w 5wкод маркировки PAD1 SMD U3158 ОБЩИЕ ПОЛУПРОВОДНИКОВЫЕ SMD ДИОДЫ s4 PD9002 маркировка smd диода f4 диод смд маркировка ГПО 27 817 лвт смд код маркировки а3а | |
2013 – Недоступно Резюме: нет абстрактного текста | Оригинал | МКВ22Д512В МКВ24Д512В МКВ22Д512В MKW21D256V MC13242 56-контактный МКВ24Д512ВХА5 | |
2001 — ХТГБ Реферат: HTRB M1042 s200 аналог M-1051 | Оригинал | М1071, М1042, М2006, HTGB HTRB М1042 эквивалент s200 М-1051 | |
2007 — Клапан электромагнитный электропневматический Реферат: DX3-606-BN DX01-651-60 h26WXBG2B9000FC DX1-651-BN DX2-611-BN DX02-651-951M h25WXBBL49C h2EWXBG2B9000FC PS4031011CP | Оригинал | PDE2589TCUK-ca электромагнитный клапан электропневматический DX3-606-БН DX01-651-60 h26WXBG2B9000FC DX1-651-БН DX2-611-БН DX02-651-951M h25WXBBL49C h2EWXBG2B9000FC PS4031011CP | |
Недоступно Резюме: нет абстрактного текста | Оригинал | 10GBASE-ER 1550нм, 0231A324-АС 10 ГБд 1550нм 10GBASE-ER | |
10GBASE-E Реферат: лавинный фотодиод 1550нм чувствительность 10G PIN фотодиод 10G лавинный фотодиод | Оригинал | 10G-XNPK-ER-AS 10GBASE-ER 1550нм, 10G-XNPK-ER-AS 1550нм 10GBASE-ER 10GBASE-E лавинный фотодиод с чувствительностью 1550нм 10G PIN фотодиод Лавинный фотодиод 10G | |
Недоступно Резюме: нет абстрактного текста | Оригинал | DWDM-X2-38 19-АС 19-АС 10 ГБд 100 ГГц | |
Недоступно Резюме: нет абстрактного текста | Оригинал | DWDM-X2-48 51-АС 51-АС 10 ГБд 100 ГГц | |
Недоступно Резюме: нет абстрактного текста | Оригинал | DWDM-X2-58 98-АС 98-АС 10 ГБд 100 ГГц | |
ДВДМ-КСЕНПАК-35 Резюме: нет абстрактного текста | Оригинал | DWDM-КСЕНПАК-35 04-АС 04-АС 10 ГБд 100 ГГц | |
ФТЛС1841Э2-АС Резюме: нет абстрактного текста | Оригинал | 10GBASE-ZR 1550нм, FTLX1841E2-AS 10 ГБд 1550нм | |
 org/Product»>
org/Product»>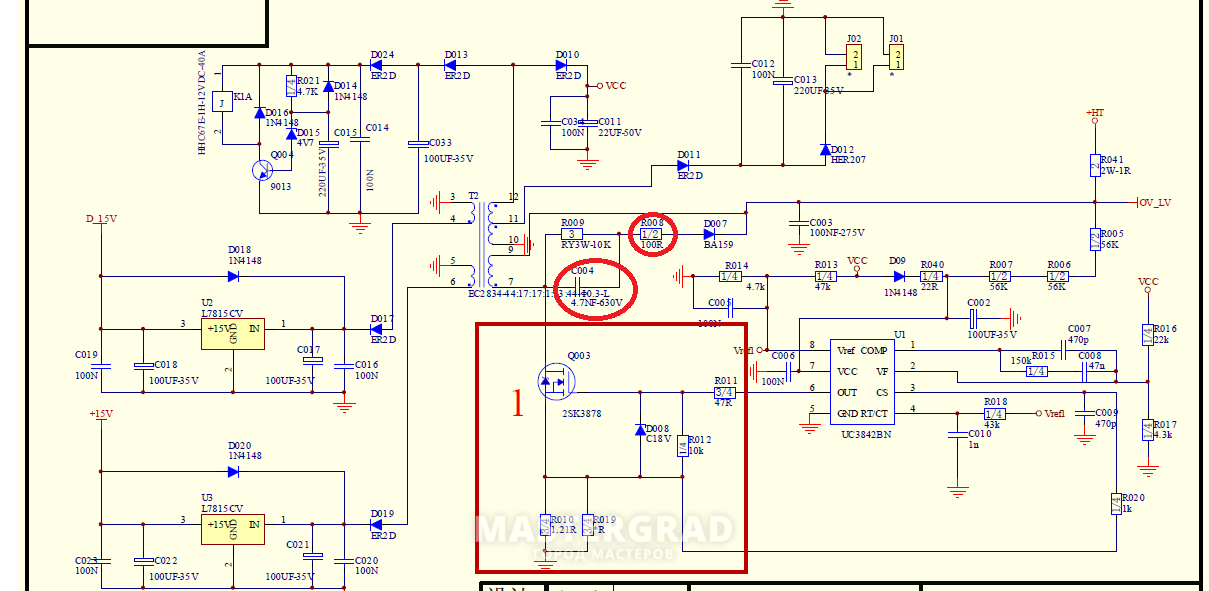 org/Product»>
org/Product»> org/Product»>
org/Product»>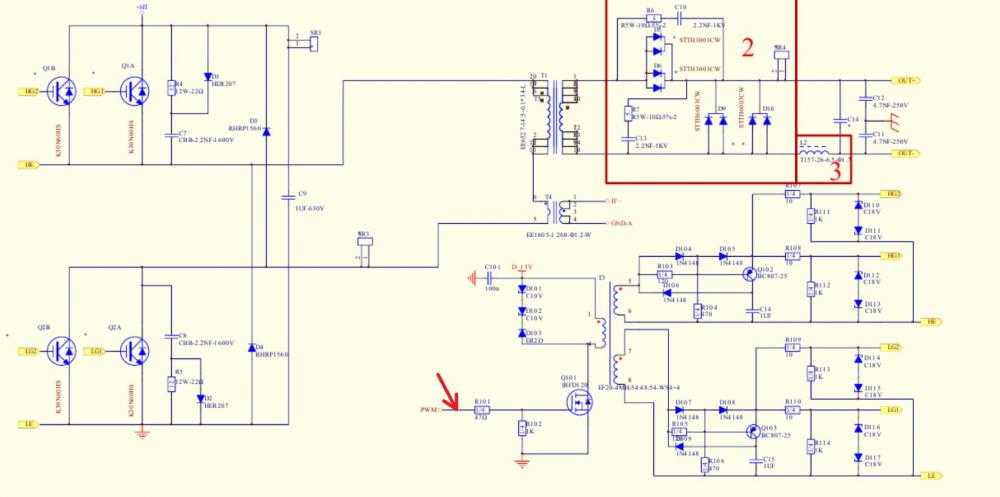 org/Product»>
org/Product»> org/Product»>
org/Product»>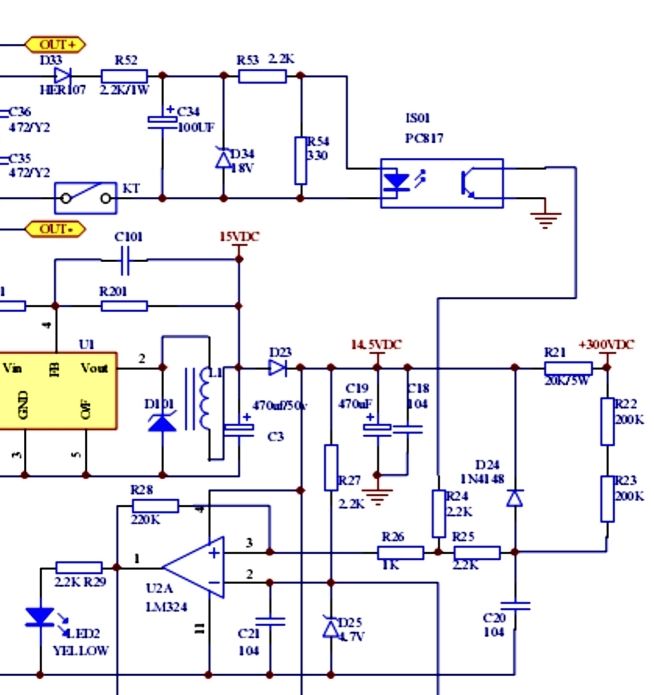 org/Product»>
org/Product»> Предыдущий
1
2
3
. ..
..
23
24
25
Далее
Объяснение настроек сварочного аппарата MIG (с таблицей)
Растущее движение «сделай сам» означает, что сейчас сваркой занимается гораздо больше людей.
Я думаю, это здорово, но есть один недостаток…
Есть много людей со сварочными аппаратами, у которых нет специального образования.
Это означает, что некоторые люди не понимают некоторых мелких деталей, которые сварщики изучают в школе.
Одной из таких деталей является настройка правильных параметров вашего нового сварочного аппарата MIG для выполняемой работы.
Вероятно, вы здесь по этой причине, поэтому я объясню основные настройки MIG и то, как их следует настраивать.
Теперь давайте правильно настроим машину…
Перед настройкой элементов управления MIG
Это больше, чем просто взять аппарат MIG и повернуть регуляторы.
Ваши настройки MIG, как и настройки любого сварочного процесса, сильно зависят от выполняемой вами работы.
Не существует универсального набора настроек, которые всегда применимы. Сварка — это индивидуальное ремесло, и оно зависит от множества переменных.
Какой у вас материал?
Различные материалы имеют разные характеристики, связанные с теплом и электричеством. Очень важно, какой материал вы свариваете. Характеристики мягкой стали сильно отличаются от характеристик алюминия.
Алюминий не плавится при той же температуре, что и мягкая сталь, и не проводит электричество и не удерживает тепло в той же степени, что нержавеющая сталь или титан.
Прежде чем вы сможете начать, вы должны выбрать правильный процесс и позаботиться о механической и технической настройке. Выбор проволоки, защитный газ и настройки машины зависят от материала.
Мягкая сталь, алюминий, нержавеющие или никелевые сплавы чаще всего используются в процессе MIG. Это основной металл, который можно найти дома и в автомобилях.
Насколько толстый металл?
Знайте толщину металла, чтобы знать, достаточно ли у вашего сварщика мощности для выполнения работы, вы можете выбрать правильную электродную проволоку и подходящий защитный газ.
Вы можете спланировать свой подход к проекту в отношении зажима, угла подхода, охлаждения, режима работы вашего сварочного аппарата и других практических решений.
Вы устанавливаете силу тока в зависимости от толщины металла. Поэтому вы должны знать, насколько толстый ваш металл.
Общее практическое правило: вам нужен 1 ампер мощности на каждые 0,001 дюйма стали.
Нержавеющая сталь потребляет на 10-15 процентов меньше тока, а алюминий требует примерно на 25 процентов больше.
Итак, сколько ампер нужно для сварки стали 3/8?
Для низкоуглеродистой стали толщиной 1/8 дюйма и толщиной 0,125 дюйма хорошим стартом будет 125 ампер.
Толщина 3/8 дюйма составляет 0,375 (3 x 0,125), так что вам действительно нужно для этого 375 ампер? Некоторые сварочные аппараты заявляют, что сваривают сталь диаметром 3/8 дюйма только при силе тока 170-200 ампер. Как это возможно?
Во-первых, эти цифры приблизительны. Они только поместили тебя на стадион.
Во-вторых, производители прибегают к небольшому волшебству, чтобы заставить эти цифры рекламировать производительность. Они срезают края шва, чтобы уменьшить толщину. Таким образом, меньший ток может выполнить тот же сварной шов за один проход.
Защитный газ и электродная проволока
Для получения хороших результатов необходимо использовать правильный защитный газ и электрод. Выбор зависит от состава и толщины материала.
Некоторые комбинации проволоки и газа, обычно используемые при сварке MIG:
- Мягкая/углеродистая сталь – проволока ER70s и соотношение аргона и CO2 75/25%
- Нержавеющая сталь – проволока ER308L и 98 % аргона с 2 % CO2
- Алюминий – проволока ER4043 и экранирование из 100 % аргона
Вы выбираете размер провода по силе тока, которая, в свою очередь, зависит от толщины материала. Вот наиболее часто используемые размеры проволоки при сварке MIG.
Обратите внимание, что эти размеры перекрываются в каждом текущем диапазоне. Это дает вам некоторый выбор в отношении того, что лучше всего подходит для вашего сварщика и вашей техники.
- 0,023 – 30-130 А
- 0,030 – 40-145 А
- 0,035 – 50-180 А
- 0,045 – 75-250 А
Рекомендации по оборудованию
Качественное сварочное оборудование упрощает работу. Например, для сварки алюминия сварочным аппаратом MIG лучше установить шпульный пистолет для бесперебойной подачи проволоки. Убедитесь, что ваш баллон с защитным газом полон, а соединения чистые и затянуты.
Некоторые сварочные аппараты MIG автоматизируют большую часть процесса настройки, что упрощает настройку.
Встроенные цифровые меню и входные параметры, такие как тип и толщина материала, автоматически настраивают сварочный аппарат MIG.
Вам все равно нужно будет правильно подключить провод и газ, но некоторые сложные настройки будут выполнены за вас.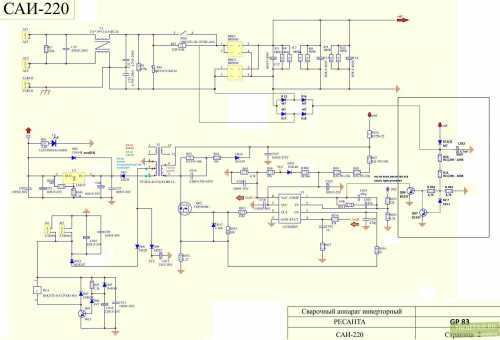
Информацию о некоторых из этих аппаратов см. в нашем Руководстве для сварщиков MIG.
Подготовьте заготовку
Для получения отличных результатов сварки, которые воспроизводятся, ваш металл должен быть готов к работе.
Подготовка металлоконструкций включает:
- очистку
- удаление накипи
- шлифовка
- обезжиривание
- зажим
Настройки не обеспечивают хороших сварных швов; они просто делают возможным хороший сварной шов. Но только если вы сделаете все остальное.
Три вещи, которые следует помнить при подготовке шва:
- Чистый шов, чистый шов
- Настройки для грязного металла не применяются к чистому металлу
- Чем меньше воспламеняется масло или краска, тем меньше нужно думать
Настройки сварки MIG для малоуглеродистой стали
Теперь… давайте сделаем некоторые настройки…
Для простоты я буду придерживаться настроек для малоуглеродистой стали по большей части, потому что это самый свариваемый металл на планете. .
.
Я буду упоминать алюминий или другие материалы всякий раз, когда это уместно.
Какие настройки MIG наиболее важны?
Хотя у вашего сварочного аппарата может быть хороший выбор регулировок, важно понимать, что большинство из них предназначены для тонкой настройки.
Три основных параметра определяют остальные. Эти основные настройки:
- Уровень напряжения
- Скорость подачи проволоки (WFS)
- Тип и скорость защитного газа
Вы хотите создать правильный температурный режим в месте сварки, чтобы получить плавную дугу, исключить разбрызгивание и максимально увеличить проплавление.
Эти настройки также определяют тип переноса для напыления металла. Подробнее о типах передачи MIG читайте здесь.
1. Уровень напряжения
Источник питания MIG представляет собой систему постоянного напряжения. Как только оно установлено на заданном уровне, напряжение не будет сильно отклоняться. Напряжение определяет длину дуги, а также высоту и ширину валика.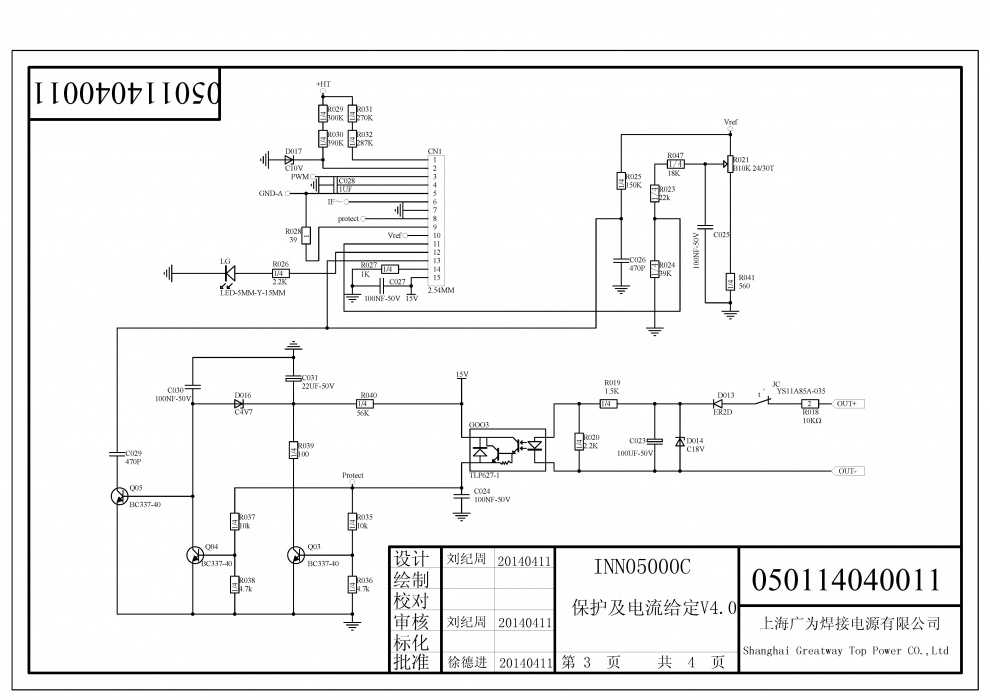
Точная настройка напряжения — это процесс проб и ошибок. Проверяется путем осмотра борта на наличие дефектов. Я включил таблицу ниже, чтобы помочь вам выбрать напряжение, осмотрев шарик.
2. Скорость подачи проволоки
Скорость подачи проволоки (WFS) влияет на уровень нагрева. Измеряется в дюймах в минуту (IPM). Если скорость подачи мала, область сварки может стать слишком холодной для хорошего проплавления.
Более высокая скорость подачи обеспечивает лучший контакт между проволокой и сварочной ванной. Увеличение текущего уровня и выделение слишком большого количества тепла приводит к разбрызгиванию.
Уровень напряжения и скорость подачи должны быть сбалансированы друг с другом.
Если повсюду летят искры и брызги размером с сварочную проволоку или больше, возможна одна из двух ситуаций:
- Слишком много WFS для настройки напряжения
- Слишком низкое напряжение для настройки WFS.
Если дуга снова загорается внутри наконечника, возможна одна из двух ситуаций:
- Слишком высокое напряжение для настройки WFS
- Foo small WFS для настройки напряжения».

Есть еще один критический фактор для скорости подачи проволоки: расстояние, на которое электродная проволока выступает из контактного наконечника горелки MIG.
Это расстояние называется вылетом электрода (ESO) и является ограничивающим фактором. Вам необходимо поддерживать постоянное расстояние над изделием во время сварки, иначе вы не сможете получить стабильные результаты от своих настроек. Выработайте привычку часто проверять расстояние ESO.
3. Тип и расход газа
Расход, объем и тип защитного газа определяют тип переноса в сочетании с напряжением и скоростью подачи проволоки.
Чем выше концентрация гелия или аргона, тем горячее дуга. Весь смысл защитного газа заключается в том, чтобы защитить дугу и сварочную ванну от кислорода. Природа потока сжатого газа подразумевает экспериментирование и анализ. Другими словами, методом проб и ошибок.
См. также : Настройка давления газа для сварки MIG
Газ измеряется в кубических футах в минуту (куб. футов в минуту), и на результаты влияют сквозняки, ветерок или температура баллона.
футов в минуту), и на результаты влияют сквозняки, ветерок или температура баллона.
Возможно, когда все будет спокойно, 5 кубических футов в минуту будет достаточно для надлежащей защиты сварного шва. Но оставьте дверь открытой, и сквозняк может сдуть газ с такой скоростью, поэтому вам нужно, например, перейти на 35 CFM.
Однако, если давление газа на сварном шве слишком велико, вы можете втягивать кислород в плазму дуги и загрязнять валик, вызывая пористость.
Таблица настроек сварки MIG — скорость и напряжение проволоки
Таблица настроек MIG на основе выбора проволоки — Загрузите полноразмерный PDF-файл для печати здесь.
Существует множество таблиц настроек сварки MIG, доступных от производителей, и все они различаются.
Вот таблица настроек, которую я составил. Это общее руководство для начала работы. Помните, что это всего лишь руководство.
Всегда проверяйте настройки на куске металла. Возможно, вам придется набрать их, в зависимости от вашей настройки.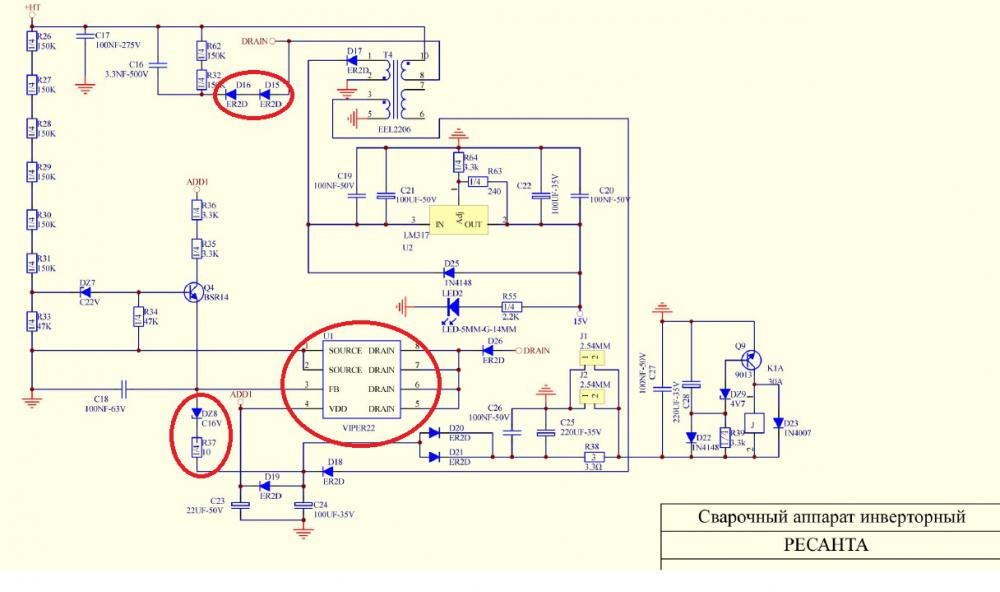
Что сварной шов говорит вам о ваших настройках MIG
Внешний вид вашего сварного шва даст вам знать, если вам нужно отрегулировать ваши настройки
Еще один способ проверить ваши настройки MIG – это осмотреть сварной шов. Он скажет вам, что ему нужно. Вам просто нужно обратить внимание…
- Обычный валик : Хорошее проникновение в основание, плоский профиль, подходящая ширина, хорошо завязывается на концах.
- Установлен слишком низкий ток : Узкий, возможно выпуклый валик с плохой врезкой на концах.
- Слишком высокий ток : Плохое начало дуги, слишком широкий валик, прожоги, большое количество брызг и плохое проплавление.
- Слишком быстрое движение : Слишком быстрое движение рукой по дуге приводит к узкому выпуклому валику, неадекватной врезке на концах, плохому проникновению и непостоянному валику.
- Слишком медленное движение : Слишком медленное движение добавляет слишком много тепла, что приводит к слишком широкому буртику и плохому проникновению.

