Сварочный аппарат точечный: Аппарат точечной сварки: купить в каталоге точечных аппаратов, цены от производителя
Содержание
Стационарные аппараты точечной сварки
Корзина: пусто
+7 495 476-64-13
8 800 101-19-36
Сортировка:
Без сортировкиПопулярныеНовинкиСначала дешевлеСначала дорожеПо размеру скидкиВысокий рейтингНазванию, по возрастаниюНазванию, по убыванию
Код:
679191
455 235
р.
Код:
696927
Скидка 10%
82 600
р.
74 340
р.
выгода
8 260 р.
или
10%
Код:
696929
Скидка 10%
91 000
р.
81 900
р.
выгода
9 100 р.
или
10%
Код:
696930
Скидка 10%
99 000
р.
89 100
р.
выгода
9 900 р.
или
10%
Код:
696931
Скидка 10%
274 778
р.
247 300
р.
выгода
27 478 р.
или
10%
Код:
696932
Скидка 10%
307 009
р.
276 308
р.
выгода
30 701 р.
или
10%
Код:
696933
Скидка 10%
292 460
р.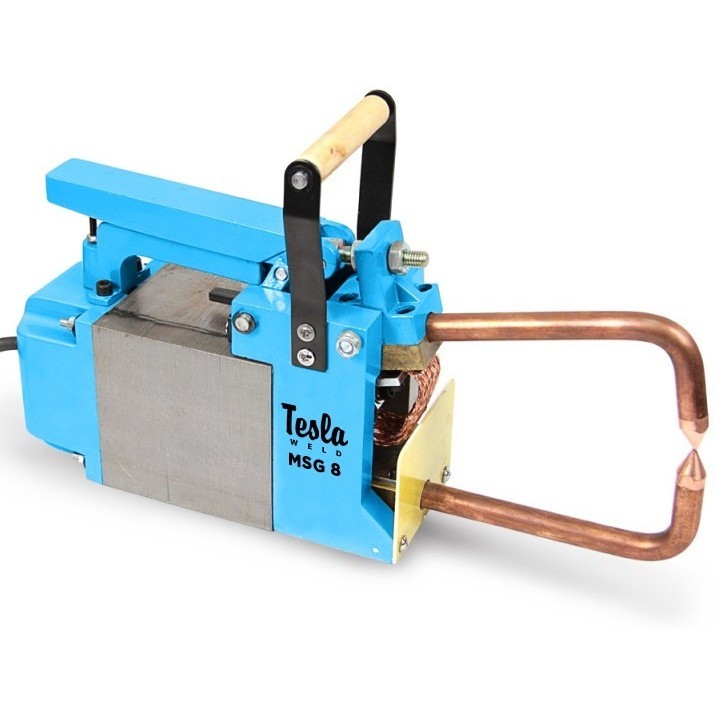
263 214
р.
выгода
29 246 р.
или
10%
Код:
696934
Скидка 10%
320 000
р.
288 000
р.
выгода
32 000 р.
или
10%
Код:
696935
Скидка 10%
370 000
р.
333 000
р.
выгода
37 000 р.
или
10%
Код:
696939
Скидка 10%
876 622
р.
788 960
р.
выгода
87 662 р.
или
10%
Код:
1548974
Скидка 10%
374 268
р.
336 841
р.
выгода
37 427 р.
или
10%
Код:
1548975
Скидка 10%
409 041
р.
368 137
р.
выгода
40 904 р.
или
10%
Код:
1548976
Скидка 10%
435 163
р.
391 647
р.
выгода
43 516 р.
или
10%
Код:
1548977
Скидка 10%
765 836
р.
689 252
р.
выгода
76 584 р.
или
10%
Код:
1548978
Скидка 10%
818 081
р.
736 273
р.
выгода
81 808 р.
или
10%
Код:
1548979
Скидка 10%
939 932
р.
845 939
р.
выгода
93 993 р.
или
10%
Код:
1659386
Скидка 10%
1 063 398
р.
957 058
р.
выгода
106 340 р.
или
10%
Код:
679188
443 232
р.
Код:
679189
494 532
р.
Код:
679190
513 228
р.
Код:
696940
Код:
696936
Код:
696938
Информация о методе точечная сварка
- Главная
- |
- Азбука сварки — Справочный раздел
- |
 org/ListItem»>Другие методы сварки
org/ListItem»>Другие методы сварки
Точечная сварка являются разновидностью контактной сварки. Особенность точечной сварки – сварка по одной или нескольким определенным точкам, что дает возможность простого сваривания тонких металлов. Прочность сварки напрямую зависит от размера и структуры точки сваривания. Это определяется несколькими факторами, включая состояние свариваемых поверхностей, форму и размер используемого электрода, параметры сварочного тока, прикладываемые усилия и другие. От других контактных методов точечную сварку отличают ряд особенностей:
- получение аккуратных и ровных соединений с высокой прочностью,
- экономия времени и расходов за счет меньшего числа расходных материалов,
- возможность работы с деталями различной толщины: от ультратонких деталей до очень толстых,
- высокий уровень автоматизации процесса,
- высокая экологичность и почти полное отсутствие отходов в процессе,
- универсальное применение,
- незначительная деформация свариваемых материалов,
- высокая скорость работы.


Сварные соединения, получаемые методом точечной сварки, сложно диагностировать. Соответственно проверка качества соединений может вызвать некоторые затруднения. На качество также влияет чистота металла. Свариваемые материалы должны быть тщательно очищены. Этот момент может иметь критическое значение в работе.
Автоматизация точечной сварки значительно повысила скорость работы и расширила возможности применения метода в промышленности. Современные сварочные аппараты позволяют сваривания до 600 точек за 1 минуту. В результате метод точечной сварки может применяться в авиастроении, кораблестроении, машиностроении, при производстве техники и оборудования для промышленности и сельского хозяйства, бытовой техники, в строительстве и многих других отраслях.
Точечная сварка имеет в основе простой принцип получения соединения методом сжатия деталей после теплового воздействия электрического тока. В первую очередь необходимо тщательно очистить свариваемые детали от любых возможных загрязнений. После подготовки детали помещаются между контактными электродами.
После подготовки детали помещаются между контактными электродами.
В процессе электрический ток проходит через металл деталей от одного электрода к другому. За счет высокой электропроводности сплава, используемого для электродов, обеспечивается минимальное сопротивление тока в месте контакта электрода и детали, в то время как сопротивление между двумя деталями достигает максимального значения.
За счет теплового воздействия силы тока по закону Джоуля-Ленца происходит разогрев и расплавление металла деталей. После этого детали сжимаются с огромным усилием. Место соединения в результате образует сварную точку, диаметр которой может составлять от 4 до 12мм в зависимости от силы воздействующего тока.
Различают мягкий и жесткий режимы точечной сварки. При мягком режиме используется ток небольшой величины при продолжительном сжатии. Жесткий метод напротив предусматривает более высокую силу тока при коротком, но более сильном сжатии. Жесткий режим имеет более высокую производительность и скорость работы по сравнению с мягким. Мягкий режим позволяет работать в сетях с меньшей мощностью и меньше нагружает сеть.
Жесткий режим имеет более высокую производительность и скорость работы по сравнению с мягким. Мягкий режим позволяет работать в сетях с меньшей мощностью и меньше нагружает сеть.
Демистификация технологии контактной точечной сварки
Большинство средств управления контактной сваркой не имеют показаний сварочного тока и усилия. Поэтому хорошей идеей будет приобрести специализированный портативный амперметр и датчик силы для контактной сварки.
Точечная сварка сопротивлением выглядит простой и легкой до тех пор, пока сварные швы не разваливаются, и в этот момент процесс внезапно приобретает совершенно новый уровень важности.
Однако успех точечной сварки не обязательно должен быть неуловимым и таинственным.
В отличие от дуговой сварки, при которой образуется валик, который можно легко осмотреть визуально, точечные сварные швы могут выглядеть нормально, но все равно развалятся, потому что они не проварились должным образом. Однако это не вина процесса. Это может быть признаком того, что ваш аппарат для точечной сварки слишком мал для данного применения или неправильно настроен.
Однако это не вина процесса. Это может быть признаком того, что ваш аппарат для точечной сварки слишком мал для данного применения или неправильно настроен.
Несмотря на то, что для некоторых задач может подойти небольшая легкая машина, вы должны быть полностью информированы, чтобы знать, что вы получаете, прежде чем делать инвестиции.
Точечная сварка сопротивлением уникальна тем, что это высокоскоростной метод соединения металлов без добавления присадочного металла. Когда машина для контактной сварки правильно подобрана и настроена, прочное кованое соединение, называемое самородком, образуется за счет локализованного приложения точно контролируемого тепла, выделяемого сопротивлением металла потоку сварочного тока. Правильная сила зажима также является важной переменной, поскольку она помогает определить сопротивление.
При правильном применении контактная точечная сварка является самым быстрым, прочным и наименее дорогим методом соединения листового металла. Однако, несмотря на то, что точечная сварка используется в производстве уже более 100 лет, она до сих пор недостаточно изучена за пределами автомобильной промышленности.
Несмотря на то, что процесс выглядит простым, вы должны понимать многочисленные переменные и способы корректировки каждой из них для достижения желаемого результата — кованого соединения, которое прочнее основного металла.
Точечная сварка сопротивлением имеет три основных параметра, которые необходимо правильно настроить. Эти переменные можно запомнить как FCT:
1. Сила – усилие ковки
2. Ток – количество используемых сварочных ампер
Точечная сварка сопротивлением выглядит простой и легкой до тех пор, пока сварные швы не разваливаются, и в этот момент процесс внезапно приобретает совершенно новый уровень важности.
3. Время — продолжительность протекания тока
Неполное понимание того, насколько важны эти переменные и как они соотносятся друг с другом, может привести к получению слабых, некрасивых сварных швов. К сожалению, в этих проблемах часто обвиняют сам процесс, что заставляет мастерские заменять более медленные и дорогие методы соединения металлов, такие как дуговая сварка, клинчинг, клепка и клей.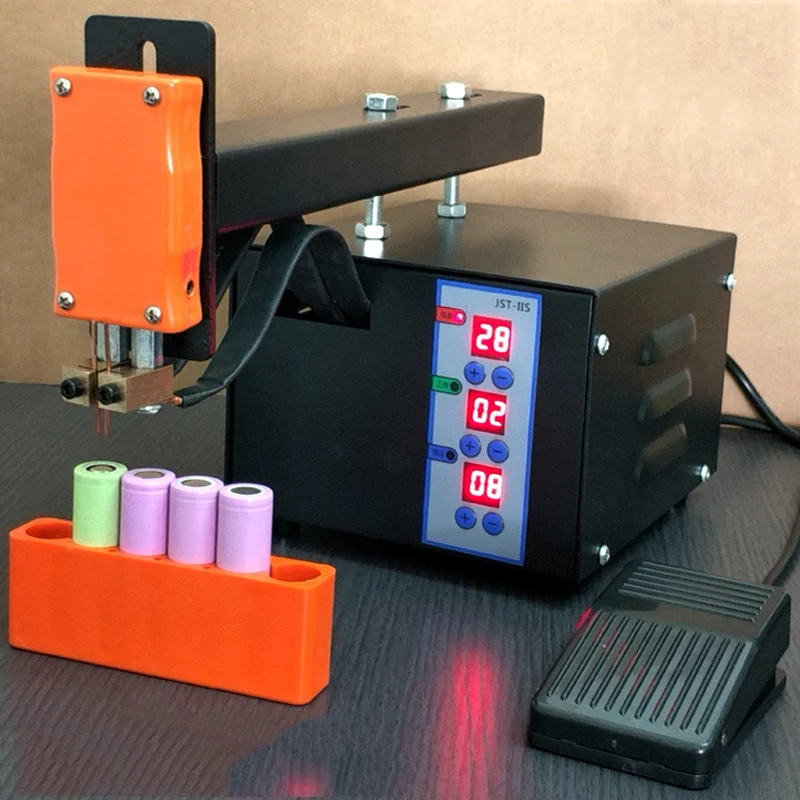
Выбор подходящей машины и системы управления
Выбор подходящей машины для контактной точечной сварки и системы управления может запутать владельца магазина, поскольку доступно очень много марок и диапазонов цен. В дополнение к обычно используемым аппаратам для контактной сварки на переменном токе теперь доступны среднечастотные модели с постоянным током и конденсаторным разрядом.
Электронные элементы управления, устанавливаемые на аппарат для контактной сварки, часто имеют другую марку и выбираются отдельно. В дополнение к управлению временем сварки и силой тока большинство современных моделей управления теперь включают в себя цифровые программируемые функции, которые ранее были дорогими опциями, такие как нарастание и пульсация. Некоторые даже предлагают обратную связь и мониторинг процесса сварки в качестве встроенных функций.
КВА Номинальная мощность
Сегодня в США продается много импортных аппаратов для точечной сварки, но лишь немногие из них соответствуют требованиям Альянса производителей контактной сварки для тяжелых условий эксплуатации (RWMA) по силе тока и мощности.
Некоторые аппараты сравниваются по размерам и параметрам в соответствии с их номинальной мощностью в киловольт-амперах (кВА), тепловой номинальной мощностью, которой производители сварочных аппаратов могут манипулировать для увеличения возможностей своих аппаратов, что вызывает путаницу у покупателей.
Промышленные стандарты RWMA требуют, чтобы машина для точечной сварки имела трансформатор с номинальным рабочим циклом 50%. Рабочий цикл измеряет процент времени, в течение которого трансформатор может проводить ток в течение одной минуты интегрирования без перегрева. Это значение используется для того, чтобы гарантировать, что электрические компоненты не превышают свои тепловые возможности. Однако, чтобы сбить с толку покупателя, некоторые производители машин оценивают свои трансформаторы всего на 10%, что более чем вдвое превышает номинальную мощность KVA, указанную на паспортной табличке.
Кроме того, значение KVA часто имеет мало общего с фактическими возможностями аппарата для точечной сварки. Доступный выходной ток вторичной сварки сильно зависит от длины плеча аппарата (глубины горловины), вертикального зазора между плечами и вторичного напряжения трансформатора.
Доступный выходной ток вторичной сварки сильно зависит от длины плеча аппарата (глубины горловины), вертикального зазора между плечами и вторичного напряжения трансформатора.
Как и давление воды, вторичное напряжение трансформатора должно быть достаточно высоким, чтобы вторичная сварочная сила тока выходила из трансформатора и проходила через медные рукава сварщика и электроды для точечной сварки (наконечники).
Трансформаторы для точечной сварки обычно имеют вторичный выход только от 6 до 8 В, и если для вашего сварочного процесса требуется аппарат для глубокой сварки с длинными плечами, вам, вероятно, потребуется трансформатор с более высоким номинальным вторичным напряжением, чтобы преодолеть индуктивность большого вторичная петля.
Когда машина для контактной сварки правильно подобрана и настроена, прочное кованое соединение, называемое самородком, образуется за счет локализованного приложения точно контролируемого тепла, выделяемого сопротивлением металла потоку сварочного тока.
Это особенно важно, если места сварки требуют глубокой загрузки детали в горло машины. Сталь в горловине разрушает магнитное поле между руками и лишает машину доступных сварочных токов.
Да пребудет с вами сила ковки!
Сила ковки при сварке обычно создается с помощью пневматического цилиндра. Например, на машине с коромыслом доступное усилие сварки зависит от отношения длины рычага к расстоянию от пневматического цилиндра или ножного рычажного механизма до точки опоры. Другими словами, если короткие плечи заменить длинными, доступное усилие сварки существенно уменьшится.
Машины с ножным управлением требуют, чтобы оператор нажимал на механическую ножную педаль, чтобы закрыть электроды. Из-за ограниченного усилия оператора эти машины редко создают усилие ковки, необходимое для выполнения наиболее желательных требований к точечной сварке класса А.
Точечная сварка класса А имеет самую высокую прочность и самый привлекательный внешний вид. Эти оптимизированные результаты достигаются путем настройки аппарата на относительно высокую вторичную силу тока, короткое время сварки и надлежащее усилие.
Важно отметить, что сила сварки должна быть в правильном диапазоне. Слишком низкое значение усилия может привести к выдавливанию металла и образованию глубоких вмятин, рваных точечных сварных швов. А слишком высокое значение снижает сопротивление в месте соединения, что снижает прочность и пластичность сварного шва.
Выбор правильного графика сварки
Таблицы, в которых перечислены настройки машин классов A, B и C для металла различной толщины, включены в такие справочники, как «Руководство по контактной сварке» RWMA, пересмотренное 4-е издание.
Несмотря на относительно высокую прочность, сварные швы класса C часто считаются неприемлемыми из-за большой зоны термического влияния (ЗТВ) в результате увеличения времени сварки.
Например, характеристики точечной сварки класса А для двух кусков чистой низкоуглеродистой стали 18-го калибра составляют 10 300 ампер при сварке, 650 фунтов. силы сварки и 8 циклов времени сварки. (Один цикл составляет всего 1/60 секунды, поэтому восемь циклов — это очень быстро. )
)
График сварки класса C для той же комбинации сталей: 6100 ампер, 205 фунтов. силы и целых 42 цикла сварочного тока. Это увеличенное время сварки, превышающее полсекунды, может привести к перегреву электродов, созданию чрезвычайно большой ЗТВ и, в конечном итоге, к перегоранию сварочного трансформатора.
По сравнению со сварным швом класса А предел прочности при сдвиге одиночного точечного сварного шва класса С снижен только с 1820 фунтов. до 1600 фунтов, но изделия выглядят намного лучше с привлекательным сварным швом класса А с малой маркировкой, выполненным с помощью машины для точечной сварки подходящего размера. Кроме того, в условиях производственной линии сварные наггетсы класса А будут неизменно прочными, а срок службы электрода будет намного дольше.
Инвестиции в инструменты для настройки
Загадочность процесса добавляет тот факт, что в большинстве средств управления контактной сваркой отсутствуют показания силы тока и силы сварки. Поэтому, чтобы правильно отрегулировать эти важные переменные, рекомендуется инвестировать в специализированный портативный амперметр и датчик силы для контактной сварки.
Управление сваркой — сердце системы
Каждый раз, когда вы выполняете точечную сварку, ее качество и стабильность зависят от контроля контактной сварки. Старая технология управления может не обеспечивать одинаковое значение времени и тепла для каждого сварного шва. В результате вам нужно будет проводить непрерывные разрушающие испытания прочности сварного шва, чтобы убедиться, что ваш сварочный отдел не производит сварные швы su-par.
Обновление системы управления контактной сваркой — это наиболее экономичный способ привести вашу операцию контактной сварки в соответствие со стандартами качества, сварка за сваркой.
Для максимально эффективной точечной сварки рассмотрите возможность установки новой системы управления сваркой со встроенным контролем силы тока и силы электрода для каждого сварного шва в режиме реального времени. Некоторые из этих элементов управления даже позволяют задавать график сварки непосредственно в амперах, в то время как функция программируемого воздуха элемента управления устанавливает желаемое усилие сварки. Кроме того, некоторые из этих современных средств управления работают по замкнутому контуру, чтобы обеспечить однородность сварных швов даже при изменении материала и напряжения в цеховой линии.
Кроме того, некоторые из этих современных средств управления работают по замкнутому контуру, чтобы обеспечить однородность сварных швов даже при изменении материала и напряжения в цеховой линии.
Важность водяного охлаждения
Компоненты аппарата для точечной сварки должны иметь надлежащее водяное охлаждение для обеспечения качественной сварки и длительного срока службы электрода во время производственных циклов. В некоторых магазинах используются небольшие неохлаждаемые рециркуляторы воды радиаторного типа, которые в лучшем случае могут подавать воду с температурой, близкой к комнатной. Эти рециркуляторы могут негативно повлиять на производительность, когда наконечники для точечной сварки разрастаются от тепла и требуют ремонта или замены несколько раз в смену.
Поскольку идеальная температура воды для аппаратов для контактной сварки составляет от 55 до 65 градусов по Фаренгейту (или выше преобладающей точки росы для предотвращения образования конденсата), лучше всего подключать аппарат к автономному охладителю/рециркулятору охлажденной воды. При правильном размере охладители охлаждают электроды и другие компоненты сварочного аппарата, что значительно увеличивает количество сварных швов, выполняемых между зачисткой или заменой электрода.
При правильном размере охладители охлаждают электроды и другие компоненты сварочного аппарата, что значительно увеличивает количество сварных швов, выполняемых между зачисткой или заменой электрода.
Исследования показали, что можно выполнить 8000 сварных швов из низкоуглеродистой стали или 3000 сварных швов из оцинкованной стали без зачистки или замены электродов.
Все еще нужна дополнительная информация?
Обращайтесь к квалифицированному дилеру за помощью в выборе и обслуживании аппаратов для контактной сварки.
Хотите узнать больше? Американское общество сварщиков (AWS) имеет несколько публикаций по контактной сварке, которые можно приобрести. Кроме того, AWS и другие организации предлагают учебные курсы, на которых обучают основам процесса контактной сварки.
Кроме того, AWS предлагает сертификат сертифицированного специалиста по контактной сварке, который присуждается после сдачи экзамена с несколькими вариантами ответов на 100 вопросов на знание процесса контактной сварки.
Глоссарий по точечной сварке — электроды RW
Делиться:
#
А
Аккумулятор
Резервуар для хранения воздуха, установленный на машине контактной сварки, который обеспечивает постоянное давление воздуха независимо от колебаний в системе подачи воздуха.
Аппарат точечной сварки ACME
Известное имя в области машин для точечной сварки. Самые известные и популярные аппараты контактной сварки производства США.
Воздух над маслом
Система, которая преобразует стандартное рабочее давление в высокое сварочное усилие в компактном сварочном пистолете.
Ампер
В сварке сопротивлением электрическая единица измерения, отображающая требуемую интенсивность сварки.
Отжиг
При сварке сопротивлением для медленного охлаждения основных металлов на границе сварки с использованием более низкого вторичного нагрева, чтобы устранить растрескивание и хрупкость в сварном соединении или вблизи него.

Б
Резервный электрод
Обычно используется для «косметических» или «безмаркевых» сварных швов. Большой плоский электрод, который вступает в контакт с внешним основным металлом во время процесса сварки, чтобы обеспечить обратный путь для сварочного тока. Конечным результатом является почти невидимая точечная сварка
Сварка встык
Соединение двух проводов, конец в конец, для создания непрерывного гидравлического соединения
С
Пистолет C
Сварочный пистолет с фиксированным вспомогательным устройством в форме буквы «С». Сила сварки передается непосредственно от подвижного электрода к неподвижному электроду
Колпачковый электрод
Электрод, используемый в производственной среде сварки. Требуется хвостовик
Каскад
При сварке сопротивлением для запуска более одного сварочного трансформатора в одной последовательности сварки с использованием нескольких SCR
Сварной шов по окружности
Сварное соединение по окружности двух или более перекрывающихся основных металлов
Медь класса I
Медь-Цирконий
Медь класса II
Медь-хром, наиболее часто используемый в качестве основного материала электрода для сварки низкоуглеродистой или высокоуглеродистой стали
Медь класса III
Медь-хром-бирилий, используемый в качестве основного материала электрода, где присутствуют высокие усилия сварки
Замкнутый контур обратной связи
Обычно используется при контактной сварке постоянным током на средних частотах.
Метод управления технологическим процессом, при котором вторичный результат отслеживается и управляется в режиме реального времени в течение всей последовательности сварки для получения оптимальных характеристик сварного соединенияУгол проводимости
Функция управления контактной сваркой переменным током. Точный момент времени при определенной амплитуде входящего синусоидального сигнала с частотой 50 или 60 Гц, при котором SCR начинает проводить ток для создания требуемой силы сварочного тока
Постоянный ток
Тип обратной связи с замкнутым контуром, при котором вторичный сварочный ток остается постоянным независимо от изменений сопротивления материала, индуктивных потерь (деталь входит в глубину горловины) или колебаний сетевого напряжения
Расходный материал
Обычно электрод. Компонент «одноразового использования» аппарата для контактной сварки
Косметическая сварка
Точечная сварка, при которой в процессе соединения возникает очень небольшая маркировка или деформация
Токосъемная головка
Сварочная головка сопротивления высочайшего качества, обеспечивающая наиболее постоянный метод передачи сварочного тока от неподвижного элемента к вращающемуся
 Метод управления технологическим процессом, при котором вторичный результат отслеживается и управляется в режиме реального времени в течение всей последовательности сварки для получения оптимальных характеристик сварного соединения
Метод управления технологическим процессом, при котором вторичный результат отслеживается и управляется в режиме реального времени в течение всей последовательности сварки для получения оптимальных характеристик сварного соединенияД
Мембранный сварочный цилиндр
Воздушный цилиндр, используемый в критической точечной сварке сопротивлением и сварке с выступом.
По сравнению со стандартными пневмоцилиндрами с поршневыми чашками, мембранные цилиндры обеспечивают чрезвычайно «быстрое отслеживание» из-за отсутствия трения, создаваемого сопротивлением чашки на отверстии цилиндра.
Дифференциальное давление
Давление в верхней части цилиндра (если имеется) минус давление в нижней части цилиндра. В сварке сопротивлением это также будет известно как Net Force или Welding Force 9.0003
Прямой привод
В сварке сопротивлением — способ привода головки для шовной сварки, при котором двигатель, соединенный с редуктором, механически соединен непосредственно с головкой для шовной сварки. Без какой-либо формы устройства обратной связи, поскольку диаметр колеса изменяется из-за износа, скорость сварки изменяется
Прямая сварка
Сварочный ток передается от сварочного трансформатора через вторичную обмотку 1, через электрод 1, через деталь, через электрод 2, через вторичную обмотку 2 и обратно к сварочному трансформатору 9.
0003Рабочий объем
При контактной сварке измерение роста (расширения) сварного шва в точечном сварном шве или смятия выступа(ов) в выступающем сварном шве
Вниз по склону
В управлении сваркой сопротивлением, постепенное «линейное снижение» сварочного тока сразу после времени сварки или времени нагрева
Рабочий цикл
При контактной сварке зависимость времени включения сварочного трансформатора или IGBT от времени отключения относительно производственной среды
 По сравнению со стандартными пневмоцилиндрами с поршневыми чашками, мембранные цилиндры обеспечивают чрезвычайно «быстрое отслеживание» из-за отсутствия трения, создаваемого сопротивлением чашки на отверстии цилиндра
По сравнению со стандартными пневмоцилиндрами с поршневыми чашками, мембранные цилиндры обеспечивают чрезвычайно «быстрое отслеживание» из-за отсутствия трения, создаваемого сопротивлением чашки на отверстии цилиндра 0003
0003Е
Электрод
При контактной сварке «выбрасываемый» компонент, обычно изготовленный из медного сплава RWMA, который контактирует с изделием под действием сварочного усилия.
Изгнание
Также известен как «Прошивка». Во время последовательности сварки расплавленный металл выбрасывается из-за отсутствия сварочного давления, чрезмерного сварочного тока или загрязнения на поверхности сварки электрода(ов)
Ф
Быстрое продолжение
В контактной сварке термин, описывающий способность подвижного электрода реагировать на расширение сварного шва или смятие выступа(ов) во время последовательности сварки
Управление потоком
Устройство, встроенное в пневматическую систему аппарата контактной сварки, используемое для управления скоростью хода воздушного цилиндра для уменьшения удара
Датчик силы
Прибор, используемый для измерения фактического усилия сварки на электродах
Кузнечная сила
В системе с перепадом давления валовая сила или сила ковки, действующие на электроды, когда давление в нижней части цилиндра «сбрасывается» в определенный момент во время последовательности сварки.
Это более высокое усилие обеспечивает целостность сварного соединения.
 Это более высокое усилие обеспечивает целостность сварного соединения
Это более высокое усилие обеспечивает целостность сварного соединенияГ
Г
Полуцикл
При сварке сопротивлением — неисправность электронной схемы управления сваркой (обычно тиристора), приводящая к насыщению сердечника сварочного трансформатора переменного тока, что наиболее заметно по отчетливому хрюканью и отсутствию сварочного тока во время последовательности сварки
Тепловой распад
В сварочном аппарате с низкочастотным преобразователем, таком как SCIAKY, тепловое затухание представляет собой временную функцию управления сваркой, позволяющую рассеивать накопленную в сварочном трансформаторе энергию между импульсами. Отсутствие теплового распада может привести к пропуску зажигания в одном из тиристоров, что приведет к «глухому удару» сварочного трансформатора или, в крайнем случае, к выходу из строя прерывателя 9.0003
Время нагрева
При сварке сопротивлением время нагрева обозначает количество времени, в течение которого сварочный трансформатор находится в состоянии короткого замыкания или проводит ток через основные материалы.
База времени программируется в системе управления сваркой в циклах (1/50 или 1/60 секунды) или миллисекундах. 1 цикл равен 16 миллисекундам при частоте 60 Гц и 20 миллисекундам при частоте 50 ГцВремя удержания
Управляется системой управления сваркой, продолжительность времени после времени нагрева, в течение которого сварочные электроды удерживаются при приложенном сварочном усилии до отпускания. Программируется в циклах. (1 цикл = 1/60 секунды или 16 миллисекунд)
 База времени программируется в системе управления сваркой в циклах (1/50 или 1/60 секунды) или миллисекундах. 1 цикл равен 16 миллисекундам при частоте 60 Гц и 20 миллисекундам при частоте 50 Гц
База времени программируется в системе управления сваркой в циклах (1/50 или 1/60 секунды) или миллисекундах. 1 цикл равен 16 миллисекундам при частоте 60 Гц и 20 миллисекундам при частоте 50 Гця
БТИЗ
Сокращение для биполярного транзистора с изолированным затвором. В среднечастотном инверторном управлении сваркой — устройство, используемое для преобразования выпрямленного первичного напряжения постоянного тока в первичное напряжение переменного тока средней частоты (1 кГц), которое приводит в действие сварочный трансформатор во время последовательности сварки.
Непрямая сварка
Аналогичен прямой сварке, за исключением того, что электрод 1 соприкасается с деталью в месте, отличном от фактического интерфейса сварки.
Этот метод обычно используется как следствие геометрии детали.Инвертор
Также известен как M.F.D.C. (Постоянный ток средней частоты), новейшая технология сварки сопротивлением, где вторичный сварочный ток представляет собой высококонцентрированный чистый постоянный ток, который точно контролируется в режиме реального времени в течение всей последовательности сварки. Инверторная технология более эффективна, чем стандартные системы переменного тока, благодаря высокому коэффициенту мощности, который может значительно снизить эксплуатационные расходы в результате снижения первичного потребления. Сегодня Inverter Technology лидирует в продвижении полного контроля процесса в индустрии контактной сварки.
 Этот метод обычно используется как следствие геометрии детали.
Этот метод обычно используется как следствие геометрии детали.Дж
К
Кабель без ключа
Также известен как двухжильный сварочный кабель. Медные токопроводящие тросы, изолированные друг от друга, расположены с чередованием полярности для достижения превосходного баланса электрических сил, который фактически снижает пульсирующую вибрацию или «УДАР».
Привод с накаткой
В сварочном аппарате — способ управления одним или обоими сварочными колесами. Двумя преимуществами накатного привода являются: постоянная скорость колеса независимо от изменения диаметра колеса и непрерывная правка сварного круга с помощью накатного привода.
кВА
Сокращение от киловольт-ампер. В сварке сопротивлением KVA обозначает номинал или размер машины для сварки сопротивлением. На самом деле, KVA — это киловольт-амперная мощность сварочного трансформатора.

л
Ламинированный шунт
Изготовлен из медных пластин, гибкое соединение вторичной обмотки аппарата контактной сварки для размещения подвижного электрода.
Распределение нагрузки
В сварке сопротивлением — способность однофазного управления сваркой управлять более чем одним сварочным трансформатором через более чем одну фазу в одной последовательности сварки.
Продольный сварной шов
Сварное соединение по длине перекрывающихся основных металлов.
НВК
Короткое замыкание на компенсацию сетевого напряжения. Способность управления сваркой компенсировать аномальные колебания мощности питания, которые могут возникнуть во время последовательности сварки.

М
Сварка по военным стандартам
Стандарт сварки сопротивлением, разработанный и опубликованный Вооруженными силами США в качестве основы для обеспечения качества сварных соединений с критическим сопротивлением. Большинство производителей аэрокосмической отрасли придерживаются стандартов и рекомендаций Mil-Spec по контактной сварке
.
Мониторинг
При сварке сопротивлением для наблюдения за фактическими результатами конкретных данных, таких как: вторичный сварочный ток, вторичное сварочное напряжение на электродах, вторичное сопротивление, сила сварки и смещение во время всей последовательности сварки.
Сбор грибов
Происходит, когда сварочные электроды теряют форму в результате воздействия сварочного усилия и сварочного тока. Это неизбежно, и его можно поддерживать, правильно одевая электроды.

Н
НЭК
Сокращение от Национального электротехнического кодекса. Стандарт безопасной установки электропроводки и оборудования.
Носовой тип
В сварке сопротивлением, описание RWMA геометрии сварочного электрода.
Расширение самородка
Рост сварного соединения, который можно измерить во время последовательности сварки.
О
Время выключения
При контактной сварке время выключения обозначает время, в течение которого электроды открываются после последовательности сварки и остаются открытыми до автоматического повторения последовательности сварки. Программируется в циклах. (1 цикл = 1/60 секунды или 16 миллисекунд).
OSHA
Сокращение от Управления по безопасности и гигиене труда. OSHA, финансируемая из федерального бюджета правительством США, устанавливает и регулирует стандарты для рабочей среды, чтобы защитить всех рабочих от производственных травм или смерти, вызванных неисправным оборудованием или халатностью работников.

П
Проход через
В контактной сварке тип машины для многоточечной сварки, которая позволяет детали во время сварки «проходить» или «индексировать» через машину для производственных целей.
Пед Сварщик
См. Пресс-сварщик.
Процент тепла
При сварке сопротивлением — программируемый параметр в управлении сваркой, который используется для увеличения или уменьшения вторичного сварочного тока.
Чередование фаз
Синхронизация трехфазного источника питания с аппаратом контактной сварки. Правильное чередование фаз очень важно для аппаратов контактной сварки с преобразователем частоты.
Обычная медь
Также известен как сплав 110. При сварке сопротивлением медный сплав 110 является основным материалом, используемым для создания вторичного сварочного контура.
Платформа
На пресс-сварочном аппарате основание с Т-образными пазами на верхней и нижней вторичной обмотке, используемое для крепления инструментов для конкретных применений деталей.
ПЛК
Сокращение от Программируемый логический контроллер. Полностью программируемый ЦП, который используется для управления функциями машины в промышленной и автоматизированной среде.
Коэффициент мощности
Коэффициент мощности системы электроснабжения переменного тока определяется как отношение активной мощности к полной мощности и представляет собой число от 0 до 1 включительно. Значение коэффициента мощности заключается в том, что коммунальные предприятия поставляют потребителям вольт-ампер, но выставляют счета за ватты.
Коэффициент мощности ниже 1,0 требует, чтобы коммунальное предприятие генерировало больше, чем минимальное количество вольт-ампер, необходимое для обеспечения реальной мощности (ватт). Это увеличивает затраты на генерацию и передачу. Хорошим коэффициентом мощности считается более 0,85 или 85%. Коммунальные службы могут взимать дополнительную плату с клиентов, у которых коэффициент мощности ниже определенного предела.Пресс-сварщик
Тип аппарата для контактной сварки, в котором сварочный цилиндр напрямую соединен с подвижным электродом, что обеспечивает плавный и управляемый метод создания силы сварки.
Управление технологическим процессом
В контактной сварке для уточнения графика сварки и постоянной проверки результатов с помощью подходящего прибора для мониторинга сварки.
Выступ
Штампованный выступ в металле.
Выступающий сварной шов
При сварке сопротивлением для закрепления или прижигания выступа с использованием подходящего сварочного тока и силы.
Этот процесс обычно используется в тех случаях, когда геометрия детали не позволяет использовать обычную точечную сварку.
Испытание на растяжение
Испытание на разрушение, используемое для проверки прочности сварного соединения. Тест обычно выполняется с помощью Pull Tester, который измеряет и отображает результаты.
Двухтактный
Обычно используется на машине для многоточечной контактной сварки. Конфигурация сварочного трансформатора, которая позволяет детали во время сварки беспрепятственно проходить через машину плавным и продуктивным образом.

 Коэффициент мощности ниже 1,0 требует, чтобы коммунальное предприятие генерировало больше, чем минимальное количество вольт-ампер, необходимое для обеспечения реальной мощности (ватт). Это увеличивает затраты на генерацию и передачу. Хорошим коэффициентом мощности считается более 0,85 или 85%. Коммунальные службы могут взимать дополнительную плату с клиентов, у которых коэффициент мощности ниже определенного предела.
Коэффициент мощности ниже 1,0 требует, чтобы коммунальное предприятие генерировало больше, чем минимальное количество вольт-ампер, необходимое для обеспечения реальной мощности (ватт). Это увеличивает затраты на генерацию и передачу. Хорошим коэффициентом мощности считается более 0,85 или 85%. Коммунальные службы могут взимать дополнительную плату с клиентов, у которых коэффициент мощности ниже определенного предела.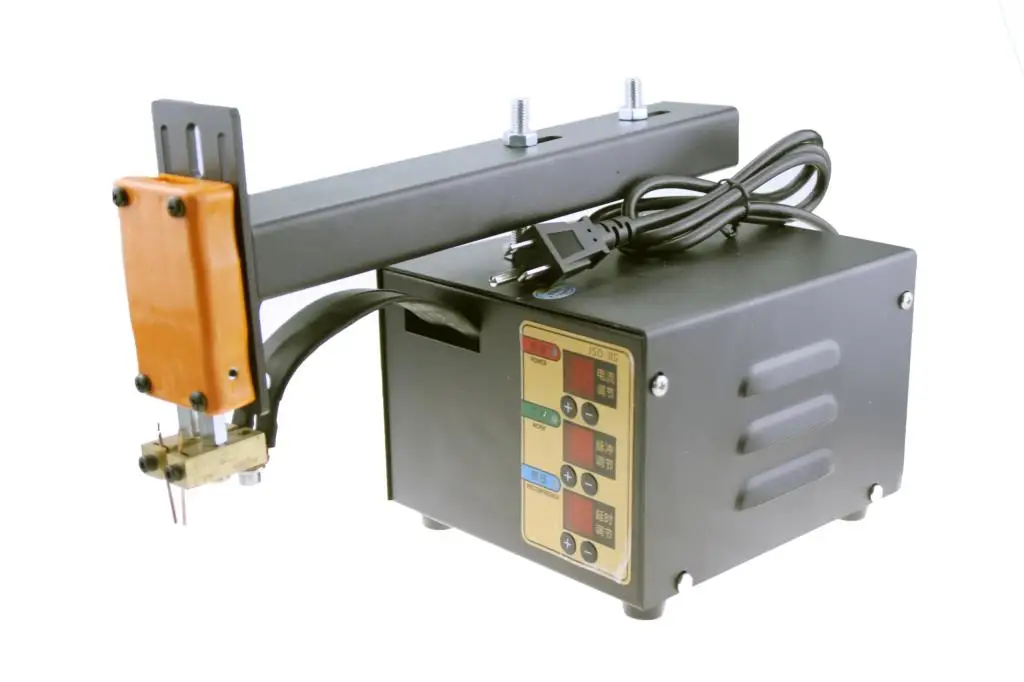 Этот процесс обычно используется в тех случаях, когда геометрия детали не позволяет использовать обычную точечную сварку
Этот процесс обычно используется в тех случаях, когда геометрия детали не позволяет использовать обычную точечную сваркуQ
Время закалки
При контактной сварке время закалки — это промежуток времени между временем нагрева и временем отпуска, также известный как последующий нагрев. База времени программируется в системе управления сваркой в циклах (1/50 или 1/60 секунды) или миллисекундах. 1 цикл равен 16 миллисекундам при частоте 60 Гц и 20 миллисекундам при частоте 50 Гц.

Р
Р.О.Т.Ф.
Короткая для черновой обработки Негабаритная для чистовой обработки. Термин, используемый при заказе кованых медных заготовок для сварных колес. Обработанный наружный диаметр а толщина колеса указана как R.O.T.F. размеры при заказе.
Баран
Механическое звено, которое направляет и передает сварочное усилие от сварочного цилиндра к верхнему электроду или инструменту.
Повторить
В управлении сваркой сопротивлением, чтобы постоянно следовать графику сварки, когда переключатель запуска удерживается замкнутым, когда переключатель повторения находится в положении «включено». См. Время отключения.
Сварка сопротивлением
См. Точечная сварка.
Втягивание
Опция, доступная для большинства аппаратов контактной сварки. Втягивание представляет собой расширенное отверстие для электрода, предназначенное для размещения деталей, геометрия которых слишком велика, чтобы войти в стандартное отверстие для электрода, которое обычно составляет примерно 1/4–3/8 дюйма.
Время нарастания
В инверторном управлении сваркой время нарастания означает время в миллисекундах, необходимое для изменения вторичного сварочного тока от нуля до запрограммированного значения.
Аппарат для точечной сварки коромысла
Тип аппарата для контактной сварки, в котором сварочный цилиндр опосредованно соединен с подвижным электродом через точку опоры.
Роликовый ползун
Прецизионное механическое звено с низкой инерцией, которое направляет и передает сварочное усилие от сварочного цилиндра к верхнему электроду или инструменту.
РВМА
Сокращение от Альянс производителей контактной сварки. Разрабатывает стандарты оборудования для защиты и выгоды покупателей и пользователей оборудования и принадлежностей для контактной сварки. Производственный альянс по сварке сопротивлением поддерживает самые высокие стандарты этики в отрасли сварки сопротивлением.


С
Пистолет-ножницы
Портативная сварочная горелка для сварки сопротивлением, основанная на тех же механических принципах, что и аппарат для точечной сварки с коромыслом.
СКР
Сокращение для выпрямителя с кремниевым управлением. Четырехслойное твердотельное устройство, контролирующее ток. В аппарате для контактной сварки переменным током SCR используется для включения сварочного трансформатора во время нагрева.
Сварной шов
Единая непрерывная цепь сварки сопротивлением. Сварочные электроды обычно имеют форму медных колес, которые индексируют основные металлы с точной скоростью для выполнения очень стабильного сварного соединения.
Вторичная цепь
При сварке сопротивлением — полное электрическое соединение и конструкция, прикрепленная к вторичной обмотке сварочного трансформатора.
Система быстрой регулировки пистолета SEEDORFF
На машине для многоточечной контактной сварки, гениальная система крепления сварочной горелки, которая обеспечивает бесконечную, легкую и быструю регулировку сварочной горелки.
- Серия
Сварной шов
Сварочный ток передается от сварочного трансформатора через вторичную обмотку 1, через электрод 1, через деталь, через последовательную резервную шину, через деталь, через электрод 2, через вторичную обмотку 2 и обратно к сварочному трансформатору. Этот метод производит два одновременных точечных сварных шва.
Хвостовик
В сварке сопротивлением — компонент, используемый для удерживания колпачкового электрода.
Шунт
См. Ламинированный шунт.
Головка подшипника скольжения
В контактной сварке тип головки для шовной сварки, обычно состоящий из медного вала класса III, который вращается в медных подшипниках скольжения класса II. Проводящая смазка используется для минимизации трения и обеспечения плавного вращения вала.
СПЦ
Сокращение для статистического контроля процессов. метод достижения контроля качества в производственных процессах.
Он использует контрольные карты, чтобы определить, находится ли наблюдаемый процесс под контролем.Точечная сварка
Точечная сварка или контактная сварка — это процесс соединения металлов, не требующий присадочной среды. Этот процесс основан исключительно на принципе ЗАКОНА ОМА, где V (напряжение) = I (ток) x R (сопротивление). Большинство неблагородных металлов имеют очень низкое сопротивление (микроомы). Низковольтные вторичные выходы (до 30 В переменного тока в трансформаторе для точечной сварки) в сочетании с низким сопротивлением в основном материале могут генерировать очень высокий ток (килоампер) через границу раздела двух или более металлов, подлежащих сварке. присоединился. Этот высокий «сварочный ток» почти мгновенно превращает металл в жидкость на границе раздела, где электроды контактируют под давлением с основными материалами. Когда сварочный ток отключен, вода, циркулирующая через электроды, все еще находясь под давлением, закрепляет сварной шов.
И это основа сварки сопротивлением, также известной как точечная сварка.Время сжатия
Время, отведенное подвижному электроду для контакта с изделием и развития требуемой силы сварки. Программируется в циклах. (1 цикл = 1/60 секунды или 16 миллисекунд)
Шаговый двигатель
Программируемая функция управления сваркой, которая автоматически увеличивает или уменьшает сварочный ток в запрограммированном количестве шагов в зависимости от скорости износа электрода.
Поверхностное сопротивление
Электрическое сопротивление на поверхности основного металла перед контактной сваркой.
Поворотный электрод
Резервный электрод, используемый на аппарате точечной сварки с коромыслом для изготовления косметических сварных швов.

 Он использует контрольные карты, чтобы определить, находится ли наблюдаемый процесс под контролем.
Он использует контрольные карты, чтобы определить, находится ли наблюдаемый процесс под контролем. И это основа сварки сопротивлением, также известной как точечная сварка.
И это основа сварки сопротивлением, также известной как точечная сварка.Т
Переключатель ответвлений
Грубая механическая регулировка температуры сварочного трансформатора.
Закалка
Также известен как Post Heat. При контактной сварке высокоуглеродистой стали или термически обработанных сплавов цветных металлов — функция управления сваркой, при которой для отжига сварного соединения применяется вторая меньшая плавка.
Время отпуска
Программируемое время, в течение которого применяется отпускной нагрев во время последовательности сварки.
Глубина горла
В машине для контактной сварки глубина шва соответствует физическим размерам работы на сварном соединении и определяется как: беспрепятственный доступ от электродов к машине
Наконечник
См. Электрод
Устройство для обработки наконечников
Инструмент, предназначенный для очистки и восстановления электрода контактной сварки.
Транс-пистолет
Сварочная горелка со встроенным сварочным трансформатором. Также известен как Robot Weld Gun или Roboterpunktschweißung Gewehr.
Передаточное отношение
В трансформаторе для контактной сварки соотношение первичных и вторичных обмоток. Обычно Второстепенное значение равно 1 (т.е. 50:1, 50 ходов основного к 1 ходу вторичного).


У
Расстроен
Термин, используемый при стыковой сварке, когда квадратный конец одной проволоки вдавливается под давлением в квадратный конец другой проволоки во время последовательности сварки. Конечным результатом является сварное соединение с небольшой выпуклостью по окружности провода в месте соединения.
Вверх по склону
При сварке сопротивлением — программируемый параметр в управлении сваркой, который используется для постепенного увеличения сварочного тока до «прожигания» покрытия из оцинкованного, гальванизированного или алюминированного листового металла.
Ш
Охладитель воды
В сварке сопротивлением, программируемая автономная система рециркуляции воды, которая обеспечивает точное водяное охлаждение с регулируемой температурой для аппарата для контактной сварки и электродов/сварочных колес.
Поверхность сварного шва
Физическая область электрода или сварочного круга, соприкасающаяся с изделием. Поверхность сварного шва напрямую влияет на размер и характеристики наггета сварного шва.
Сила сварки
Требуемая физическая сила на электродах, инструментах или колесах для шовной сварки во время последовательности сварки для получения квалифицированного сварного соединения сопротивлением.
Датчик силы сварки
Прибор, используемый для измерения силы сварки на электродах или шовных сварочных кругах.
Сварной зазор
В машине контактной сварки сварочный зазор соответствует физическим размерам работы на сварном соединении и определяется как: свободная область между верхней и нижней вторичной обмоткой.
Сварной самородок
Созданное материальное соединение двух или более отдельных основных металлов, произведенное машиной для контактной сварки.
Время сварки
Запускается автоматически по истечении времени сжатия. Время, отведенное источнику электричества для «короткого замыкания» или «проведения» через стопку свариваемых металлов под действием приложенной силы. Программируется в циклах. (1 цикл = 1/60 секунды или 16 миллисекунд).
Сварочное колесо
Круглый электрод, используемый в сварочном аппарате для сварки швов сопротивлением, для получения однородных линейных сварных швов.
Сварочный кабель
Гибкий проводник с высокой силой тока, используемый для передачи сварочного тока от сварочного трансформатора к сварочной горелке. Сварочные кабели изготовлены из медного каната Hi-Con и могут охлаждаться водой для уменьшения физического размера кабеля.
Контроль сварки
В контактной сварке электронное устройство на базе микропроцессора, отвечающее за управление точной временной последовательностью контактной сварки и величиной сварочного тока
Сварочный ток
В сварке сопротивлением, единица измерения (ампер) интенсивности тепла во время последовательности сварки, необходимой для успешного выполнения сварки.


