Сварочный электрод виды: Виды сварочных электродов. Какие марки применять в конкретном случае
Содержание
Виды сварочных электродов
Качество сварочного шва на металлическом изделии во многом зависит от того, насколько правильно были подобраны электроды, которые представляют собой небольшие отрезки специальной сварочной проволоки, покрытой специальным защитным слоем. Сама проволока и покрытие могут изготавливаться из различных материалов, которые лучше будут подходить для сварки тех или иных видов металлов. Некогда применялись металлические непокрытые электроды, которые сегодня превратились в сварочную проволоку, которая используется в полуавтоматах при сварке в защитных газах.
Существует также и другой вид электродов, состоящих из неметаллических элементов. За основу их изготовления берется аморфный уголь (электротехнический). Для того чтобы правильно подобрать электрод для сварки или резки металла, необходимо разобраться в их видах.
Основная классификация сварочных электродов
В зависимости от того, какие элементы входят в состав стержней, они делятся на две больших группы:
- Неметаллические
- Металлические
К первой группе относятся графитовые и угольные электроды, которые не имеют металлического стержня. Они прекрасно подходят для сварки, резки, наплавки металла, так как обладают хорошей проводимостью тока и высокой температурой плавления. Они являются неплавящимися и используются для сварки с применением присадочного материала. Он может подаваться на дугу непосредственно в процессе сварки, а может укладываться на свариваемую область заранее. Их преимущества заключаются в следующем:
Они прекрасно подходят для сварки, резки, наплавки металла, так как обладают хорошей проводимостью тока и высокой температурой плавления. Они являются неплавящимися и используются для сварки с применением присадочного материала. Он может подаваться на дугу непосредственно в процессе сварки, а может укладываться на свариваемую область заранее. Их преимущества заключаются в следующем:
- Возможность многократного использования
- Не возникает прилипания электрода к поверхности металла
Металлические электроды, в свою очередь, состоят из различных металлов и их сплавов. Такие электроды имеют специальные покрытия, которые обеспечивают не только высокое качество шва, но и улучшают его эксплуатационные свойства, а также препятствуют атмосферным воздействиям на сварочную ванну. В состав газообразующего покрытия электрода может входить магнезит, крахмал, пиролюзит, ферромарганец и некоторые другие компоненты. Важно отметить, что металлические электроды могут быть плавящимися и неплавящимися, что влияет на способы и сферу их использования. В зависимости от того, из какого металла изготавливается электрод, определяется и область его применения.
Важно отметить, что металлические электроды могут быть плавящимися и неплавящимися, что влияет на способы и сферу их использования. В зависимости от того, из какого металла изготавливается электрод, определяется и область его применения.
Неплавящиеся и плавящиеся металлические электроды
Неплавящиеся стержни для сварочных аппаратов имеют высокую температуру плавления и используются обычно в среде защитных газов. К ним относятся вольфрамовые электроды с добавлением тория, церия, лантана, иттрия, что улучшает свойства сварки и качество результата. Что касается плавящихся электродов, то их стержни могут изготавливаться из таких металлов, как чугун, медь, алюминий, сталь, бронза, а также сплавы этих металлов в определенных соотношениях.
Критерии выбора электродов
Для настоящего профессионала выбор электрода будет складываться из таких критериев, как коэффициент шлакообразования, необходимая эксплуатационная прочность шва, соответствие электрода роду тока, применяемого для сварки, возможность сварки конкретным электродом в различных положениях, а также некоторые дополнительные параметры, такие как обеспечение для швов антикоррозионных свойств. И это далеко не полный список критериев, на которые обращает внимание опытный специалист. Для бытового же разового использования в выборе электродов лучше положиться на советы компетентных консультантов, которые помогут подобрать оптимальный вид электродов в соответствии с применяемым оборудованием и конкретными задачами, которые требуется решить. Тип требуемого электрода, его толщина, состав стержня и покрытия напрямую зависят от того, какие задачи предстоит решать. Специалисты компании «Сварби» готовы предоставить профессионалам полную техническую информацию по всему широкому ассортименту электродов, а также помогут определиться с выбором тем, кто покупает электроды для бытового использования. Дополнительно вы сможете приобрести любое необходимое оборудование и расходные материалы.
И это далеко не полный список критериев, на которые обращает внимание опытный специалист. Для бытового же разового использования в выборе электродов лучше положиться на советы компетентных консультантов, которые помогут подобрать оптимальный вид электродов в соответствии с применяемым оборудованием и конкретными задачами, которые требуется решить. Тип требуемого электрода, его толщина, состав стержня и покрытия напрямую зависят от того, какие задачи предстоит решать. Специалисты компании «Сварби» готовы предоставить профессионалам полную техническую информацию по всему широкому ассортименту электродов, а также помогут определиться с выбором тем, кто покупает электроды для бытового использования. Дополнительно вы сможете приобрести любое необходимое оборудование и расходные материалы.
Вернуться к списку
Виды сварочных электродов. Классификация обмазки электродов.
Виды сварочных электродов
Сварочный электрод — это специальный металлический стержень, плавящийся при высокой температуре, образуя сварочный шов. Под воздействием электрического тока большой величины, образуется дуга с высокой температурой, которая плавит сердечник электрода. Расплавленный металл заполняет собой пространство между в точке, где образуется дуга.
Под воздействием электрического тока большой величины, образуется дуга с высокой температурой, которая плавит сердечник электрода. Расплавленный металл заполняет собой пространство между в точке, где образуется дуга.
Электрод состоит из металлического стержня, покрытого специальным защитным порошком из различных составов, который также называют обмазкой. Данное покрытие плавится вместе со стержнем, выделяя газ, который выступает защитой от проникновения в расплавленный шов кислорода. Также до застывания шва, покрытия электрода становится жидкой массой, которая пленкой покрывает поверхность шва, не пропуская кислород. Если кислород попадает в шов, то это приводит образования в нем полостей, негативно сказывающихся на его качестве. При сварке в влажном помещении, кислород при соприкосновении с металлом может привести к окислению на участках шва, что сказывается на его качестве и полезных характеристиках.
Типы покрытия электродов и их обозначения
Обмазка классифицируется по следующим характеристикам наименованиям:
● Основное («Б»). Обеспечивает максимальную защиту от попадания кислорода в металл. Чаще всего для сварки данными электродами используют постоянный ток с обратной полярностью, так как на переменном токе поддерживать стабильную дугу очень сложно. Больше подходят для сварки изделий из закаленной стали, чтобы избежать появление трещин в швах;
Обеспечивает максимальную защиту от попадания кислорода в металл. Чаще всего для сварки данными электродами используют постоянный ток с обратной полярностью, так как на переменном токе поддерживать стабильную дугу очень сложно. Больше подходят для сварки изделий из закаленной стали, чтобы избежать появление трещин в швах;
● Целлюлозное («Ц). Отличается такая обмазка большими брызгами при сварке, но качественным горением электрической дуги. Не подходит для работы с металлами, в составе которых содержится много легирующих элементов и углерода. Обычно Целлюлозными электродами делают корневые швы;
● Кислое («А»). Данное покрытие одинаково стабильно ведет себя при переменном и постоянном токе. Хорошая дуга и состав обмазки исключают возможность образования пор в швах даже на ржавой поверхности. Однако при горении, покрытие выделяет токсичные отходы и крупные раскаленные брызги;
● Рутиловое («Р). Самое распространенное покрытие, позволяющее варить на ржавчине. Исключается опасность
Исключается опасность
появления трещин на швах. Такие электроды работают при любом токе. Обмазка минимизирует количество раскаленных капель, защищая сварщика о ожогов. Таким образом, рутиловое покрытие является самым универсальным и безопасным.
Это не единственные, но основные категории электронного покрытия, так как выпускается множество марок смешанного типа. Примером могут послужить следующие типы: кисло-рутиловые (АР), рутилово-основные (РБ), рутиловое с добавлением стальной присыпки (РЖ), рутилово-целлюлозное (РЦ).
Самые распространенные среди сварщиков электроды с основным и рутиловым покрытием. Электроды марки УОНИ относятся к категории с основной обмазкой. Они становятся практичными в тех ситуациях, когда необходимо добиться высокого качества навариваемого шва: пластичность, ударная вязкость и прочность. При этом, УОНИ исключают возможность образования трещин и полостей на швах. Профессионалы рекомендуют именно данную марку электродов при сварочных работах в ответственных местах.
Из недостатков УОНИ стоит выделить капризность при хранении. На обмазке не должно быть влаги,жира и ржавчины. Это может привести к образованию ям в швах, которые снижают их прочность. При этом УОНИ электроды предназначены лишь для сварки при постоянном токе с обратной полярностью.
К распространенной марке рутиловых электродов относится МР. Они практичны при работе на деталях с низким содержанием углерода, а для углеродистой лучше применять рутиловые электроды марки АНО. Для МР электродов не имеет значение тип тока. Не помеха для них грязь и ржавчина на месте выполнения сварки. При этом на малых токах розжиг дуги осуществляется без каких-либо проблем.
Другие критерии выбора электродов
Полярность подключения и тип тока. Важно помнить, что существуют электроды для переменного тока, а есть предназначенные исключительно для постоянного. Так инверторный сварочный аппарат работает на постоянном токе, что создает ограничения для ассортимента применимых электродов. Однако инвертор позволяет подключать электроды по двум схемам — прямая о обратная полярность, где плюс и минус меняют местами.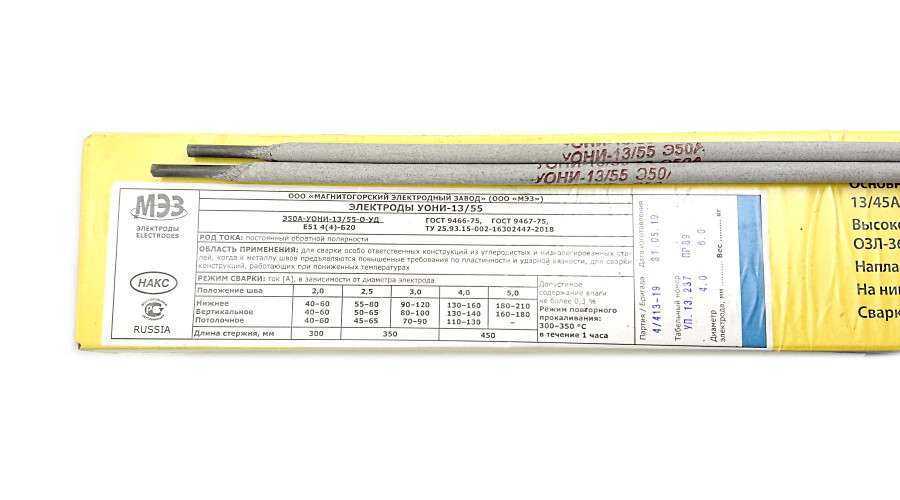 Обратная полярность позволяет уменьшить температуру нагрева поверхности изделия, что применимо для тонких слоев металла.
Обратная полярность позволяет уменьшить температуру нагрева поверхности изделия, что применимо для тонких слоев металла.
Немаловажным фактором является отношение диаметра электрода к толщине свариваемого изделия. Чем толще диаметр электрода, тем толще детали можно сварить. Здесь присутствует еще одна величина — сила тока. Для толстых электродов нужен высокий показатель
тока, для тонких — низкий. Но, для разных марок электродов, показатели силы тока могут быть с погрешностями. Основные соотношения можно увидеть в нижеприведенной таблице.
Использование универсальных электродов применительно для определенных металлов, марку которых трудно определить на глаз. Соответственно, когда она известна, применяют либо универсальные, либо конкретные покрытия. Правильный подбор электрода влияет на качество и целостность шва. Из все категорий обмазки, лишь «основная» варит отдельно на постоянном токе. Для остальных применимы оба вида токов.
Электроды для сварщиков – типы, дефекты и их влияние
Если вы интересуетесь сваркой или являетесь профессиональным сварщиком, вы должны иметь представление о сварочных электродах и обо всем, что с ними связано. Таким образом, это руководство может быть полезным для вас, так как здесь мы найдем все возможные ответы на ваши вопросы.
Таким образом, это руководство может быть полезным для вас, так как здесь мы найдем все возможные ответы на ваши вопросы.
Схема
Что вы подразумеваете под сварочными электродами?
Электроды представляют собой металлические проволоки с покрытием. Как правило, они изготавливаются из материалов, имеющих тот же состав, что и свариваемые металлы. Существует ряд факторов, которые необходимо учитывать при выборе правильного электрода для каждого проекта.
Это длины проводов, которые подключены к сварочному аппарату для создания электрической дуги. Ток обычно проходит через проволоку для создания дуги, которая выделяет тепло для плавления и плавления металла, необходимого в процессе сварки.
- SMAW или стержневые электроды обычно являются расходными материалами. Это означает, что они являются важной частью сварки и могут называться сварочными прутьями или присадочными электродами.
- TIG — еще один популярный вариант, который является дополнительным присадочным материалом.
 Это обычно используется для сплавления двух разных частей материала в виде композитов.
Это обычно используется для сплавления двух разных частей материала в виде композитов. - не плавятся, поэтому они не являются расходуемым материалом. Они принимают участие в сварке, когда возникает потребность в сварочном электроде.
- — это еще одна проволока Fed. Его также называют проволокой MIG.
Присадочный стержень
Вольфрамовые электроды TIG
Электроды для сварки MIG
Правильный выбор электродов имеет важное значение для прочности сварки, простоты очистки, минимизации разбрызгивания и качества биения. Электроды необходимо хранить бережно и в защищенном от влаги месте. После удаления упаковки обязательно следуйте указаниям производителя, чтобы избежать каких-либо внешних повреждений.
Что такое покрытые сварочные электроды?
Когда вы подвергаете расплавленный металл воздействию воздуха, он имеет тенденцию поглощать азот и кислород и становиться хрупким. На него неблагоприятно влияет воздействие воздуха. Так, тонкий слой шлакового покрытия необходим для защиты расплавленного металла или затвердевания свариваемого металла от изменений при контакте с атмосферой. Используя электродное покрытие, вы можете легко получить это покрытие.
Используя электродное покрытие, вы можете легко получить это покрытие.
Состав покрытия сварного электрода играет огромную роль в определении характеристик электрода, состава свариваемого металла и его пригодности. Состав покрытия сильно зависит от основных принципов физики, химии и металлургии. Покрытие имеет важное значение, поскольку оно обеспечивает защитный слой металла. Он различными способами предотвращает стабилизацию дуги, повреждение и улучшение сварного шва.
Вот некоторые из наиболее распространенных способов улучшения сварки.
- Стабильная сварочная дуга
- Жесткое и прочное покрытие
- Увеличить скорость утилизации
- Легкое удаление шлака
- Гладкая металлическая поверхность и ровные края
- Контроль проникновения
Металлические дуговые электроды легко классифицировать и сгруппировать как электроды с тонким покрытием или электроды без покрытия и электроды с толстым покрытием или экранированные дуговые электроды. Покрытые электроны являются популярным присадочным металлом, который обычно используется для дуговой сварки. Имеет состав для покрытия электродов, определяющий его пригодность, технические характеристики и наплавленный металл шва.
Покрытые электроны являются популярным присадочным металлом, который обычно используется для дуговой сварки. Имеет состав для покрытия электродов, определяющий его пригодность, технические характеристики и наплавленный металл шва.
Тип электрода, который вы использовали, основан на определенных свойствах, необходимых для наплавки. Некоторые из этих свойств включают высокую прочность на растяжение, пластичность, коррозионную стойкость, тип основного металла для сварки, положение, полярность и текущие требования к процессу.
Понимание классификации
Для сварочных электродов большинство сварочных обществ в Америке приняли серию классификационных номеров Американского общества сварщиков. Это обычно следует большинству сварочных производств.
Проверьте следующую настройку системы идентификации стальных электродов.
- E Обозначает, что электрод предназначен специально для дуговой сварки.
- Первые две или три цифры обозначают предел прочности при растяжении.
 Это сопротивление Материала силам, которые пытаются его разорвать. Он сделан из тысячи фунтов наплавленного металла на квадратный дюйм.
Это сопротивление Материала силам, которые пытаются его разорвать. Он сделан из тысячи фунтов наплавленного металла на квадратный дюйм. - Третья или четвертая цифра обозначает позицию сварки. 0 указывает на то, что классификация не используется, 1 обозначает все положения, 2 — горизонтальные или плоские положения, а 3 — только плоские положения.
- Четвертая и пятая цифры обозначают тип электрода, используемого для покрытия электрода. Это также указывает на тип используемого источника питания, будь то обратная или прямая полярность, постоянный или переменный ток.
- Тип покрытия, положение полярности и сварочный ток обозначаются четвертой цифрой классификации.
Например, если вы возьмете номер E6010, это будет означать, что это электрод для дуговой сварки с пределом прочности при растяжении 60 000 фунтов на квадратный дюйм и минимальным напряжением. Его можно использовать в разных положениях, а источник питания постоянного тока и обратной полярности.
Система классификации электродов для дуговых разрядов под флюсом
Понимание системы идентичности твердой углеродистой стали может быть осуществлено следующими способами.
- Буква E в префиксе чаще всего используется для обозначения электрода. Затем следует буква, обозначающая уровень марганца. Это будет H для высокого марганца, M для среднего и L для низкого. После этого он найдет число, указывающее среднее количество углерода, которое выражается либо в пунктах, либо в процентах. Часть состава проволоки полностью идентична проволоке в спецификации на газометалл.
- названа электродная проволока, которая использовалась для дуговой сварки под флюсом. Это «Электроды и флюсы из мягкой стали без покрытия для дуговой сварки под флюсом». В спецификациях будет указан химический состав наплавленного металла и состав проволоки в зависимости от используемого флюса. В его технических характеристиках указан состав электродной проволоки.
 Когда вы используете специальные флюсы для флюса под флюсом на этих электродах и свариваете по разным процедурам, они могут соответствовать механическим свойствам наплавленного металла.
Когда вы используете специальные флюсы для флюса под флюсом на этих электродах и свариваете по разным процедурам, они могут соответствовать механическим свойствам наплавленного металла. - Красные обычно используются для сварки газокислородного газа и наполнителя. Вы найдете его префиксную букву R, а затем G, которая обозначает стержень, который чаще всего используется для газовой сварки. После этих букв вы найдете две цифры, которые могут быть 65, 60 или 45. Это обозначает приблизительную прочность на растяжение, необходимую в 1000 фунтов на квадратный дюйм.
- В случае с цветными присадочными металлами чаще всего встречаются префиксы RB, R или E. После этих букв можно найти химические символы металлов. Чаще всего указываются инициалы элементов. В случае, если используется более одного сплава и включены аналогичные элементы, вы найдете букву суффикса или любое число, добавленное к нему.
- Спецификации Американского общества сварщиков в основном используются для идентификации электродной проволоки и неизолированных сварочных стержней.
 Вы также найдете военные спецификации, такие как типы MIL — E или — R. Федеральные спецификации — тип AMS и QQ — R. Для конкретных присадочных металлов требуется специальная идентификация.
Вы также найдете военные спецификации, такие как типы MIL — E или — R. Федеральные спецификации — тип AMS и QQ — R. Для конкретных присадочных металлов требуется специальная идентификация.
В спецификациях Американского общества сварщиков
Одним из важнейших аспектов стержней и проволоки для сплошных сварочных электродов является состав, указанный в спецификациях. Все спецификации предоставят информацию о пределах состава для различных проводов и необходимости механических свойств.
Медь может отслаиваться вместе с омедненными проводами в механизме подачи. Это может быть огромной проблемой. Это может забить контактные ленты или вкладыши. Таким образом, использование легкого медного покрытия является желательным подходом. Необходимо, чтобы поверхность электродной проволоки была очищена от пыли и других соединений. Вы можете просто использовать белую чистящую ткань, чтобы проверить и потянуть провод по всей длине. Помните, что слишком много пыли не может запилить вкладыши, привести к неустойчивой работе и может снизить способность принимать ток от наконечника.
Прочность или температуру проволоки можно легко проверить с помощью испытательной машины. Провода более высокой прочности лучше проходят через кабели и пистолеты. Однако провода с минимальной прочностью на растяжение должны иметь характеристики 140 000 фунтов на квадратный дюйм.
Вы можете найти различные упаковки электродных проводов. Как правило, они варьируются от небольших катушек, которые используются в сварочных пистолетах, до средних катушек для дуговой сварки металлическим электродом. Катушки с электродами можно размещать на барабанах, входящих в состав сварочного оборудования. Диапазон катушек, которые вы можете найти, составляет сотни фунтов. Вы можете найти электродную проволоку и раздаточные пакеты или барабанные упаковки, где большинство этих проводов правильно уложены в круглые контейнеры и протянуты с помощью автоматического механизма подачи проволоки.
Проверьте следующую таблицу.
| ХАРАКТЕРИСТИКИ ЭЛЕКТРОДОВ | |||||
| Электроды | Позиции | Покрытия | Проходка | Прочность на растяжение (PSI) | Текущий |
| E-6010 | Все | Натрий с высоким содержанием целлюлозы | Глубокий | 60, 000 | DCEP |
| E-6011 | Все | Калий с высоким содержанием целлюлозы | Глубокий | 60, 000 | DCEP AC |
| E-6012 | Все | Высокое содержание титана натрия | Средний | 60, 000 | DCEN AC |
| E-6013 | Все | Высокое содержание калия титана | мелководье | 60, 000 | DCEP DCEN AC |
| E-6018 | Все | Железный порошок с низким содержанием водорода | Мелкий – средний | 70, 000 | DCEP AC |
| E-6024 | Плоский Горизонтальный | Железный порошок с низким содержанием водорода | Мелкий – средний | 70, 000 | DCEN AC |
Какие существуют типы покрытий?
Для покрытия сварочных электродов используется от 6 до 12 ингредиентов. Они обычно используются для сварки низколегированных и низколегированных сталей.
Они обычно используются для сварки низколегированных и низколегированных сталей.
- Диоксид титана используется, поскольку он способствует образованию быстрозамерзающего, но очень жидкого шлака, что способствует дуговой ионизации.
- обеспечивает газовый экран в сочетании с восстановителем, тогда как распад целлюлозы создает газовый экран вокруг дуги.
- Ферросилиций и ферромарганец могут быть полезны для окисления расплавленного металла сварного шва, а также для добавления марганца и кремния.
- Карбонат металла помогает регулировать основность шлака и обеспечивает необходимую восстановительную атмосферу.
- Фтористый кальций создает газовую защиту для дуговой защиты и текучести, регулируя основность шлака и растворимость оксида металла.
- Камеди и глины придают эластичность материалу с пластиковым покрытием. Он также придает прочность всему покрытию.
- Минеральный силикат обеспечивает прочность и шлаковатость покрытия электродов.
- Оксид марганца или железа помогает регулировать текучесть и свойства шлака, а также стабилизирует дугу.
- Легированные металлы, такие как хром, молибден и никель, обеспечивают отложение большего количества легирующих элементов на свариваемом металле.
Целлюлоза
Существует несколько других типов покрытия, кроме вышеупомянутых. Большинство из них представляют собой комбинацию упомянутых типов. Тем не менее, профессионалы должны сделать комбинацию для любого специального применения, такого как цветные металлы, сварка чугуна и твердые поверхности.
Как хранить?
Электроды должны быть сухими. Помните, что влага может ухудшить характеристики покрытия и вызвать разбрызгивание, трещины и пористость в зоне сварки. Когда вы подвергаете электроды воздействию влажного воздуха более трех часов, обязательно высушите их, нагревая при температуре 500°F не менее двух часов.
После надлежащей сушки электродов выберите подходящий влагонепроницаемый контейнер для их хранения. Если их согнуть, это может привести к потере или поломке жилы. Вы не должны использовать электроды, если их основной провод был оголен.
Если их согнуть, это может привести к потере или поломке жилы. Вы не должны использовать электроды, если их основной провод был оголен.
Однако, если вы проверите классификацию и найдете суффикс R, это означает, что электрод имеет повышенную влагостойкость.
Какие существуют типы электродов?
1. Неизолированные электроды
Составы проволоки используются для создания неизолированных сварочных электродов для конкретных применений. Эти специальные электроды не имеют никаких покрытий, если только они не требуются для волочения проволоки. Эти покрытия дают небольшой стабилизирующий эффект, но кроме этого таких последствий нет. Они в основном используются для сварки марганцевой стали и некоторых других целей, где электроды с покрытием нежелательны.
2. Электроды со светлым покрытием
Электроды со светлым покрытием имеют определенный состав. Легкое покрытие обычно наносится на его поверхность распылением, погружением, промыванием, кистью, протиранием или галтовкой. Такие покрытия повышают паровые характеристики дуги.
Такие покрытия повышают паровые характеристики дуги.
Это покрытие выполняет следующие функции:
- Сокращает или растворяет такие примеси, как фосфор, сера и оксиды.
- Он изменяет поверхностное натяжение расплавленного металла, чтобы убедиться, что конец металла частый и меньший. Это обеспечивает улучшенное и равномерное течение расплавленных металлов.
- Повышает стабильность дуги за счет введения легко ионизированного металла в поток дуги.
- Некоторые легкие покрытия могут образовывать шлак. Это тонкий шлак, и он не будет действовать так же, как экранированный электрод.
- Экранированная дуга или электроды с толстым покрытием
Электроны дуги с толстым покрытием или экранированные имеют определенный состав. Это необходимо соблюдать для покрытия, которое наносится методом экструзии или окунанием.
При производстве электродов используются три основных типа:
- Минеральное покрытие
- Целлюлозное покрытие
- Комбинация целлюлозы и минерального покрытия
Целлюлозные покрытия состоят из растворимого хлопка или различных других форм целлюлозы, которые в некоторых случаях содержат незначительное количество натрия, титана, калия и других материалов.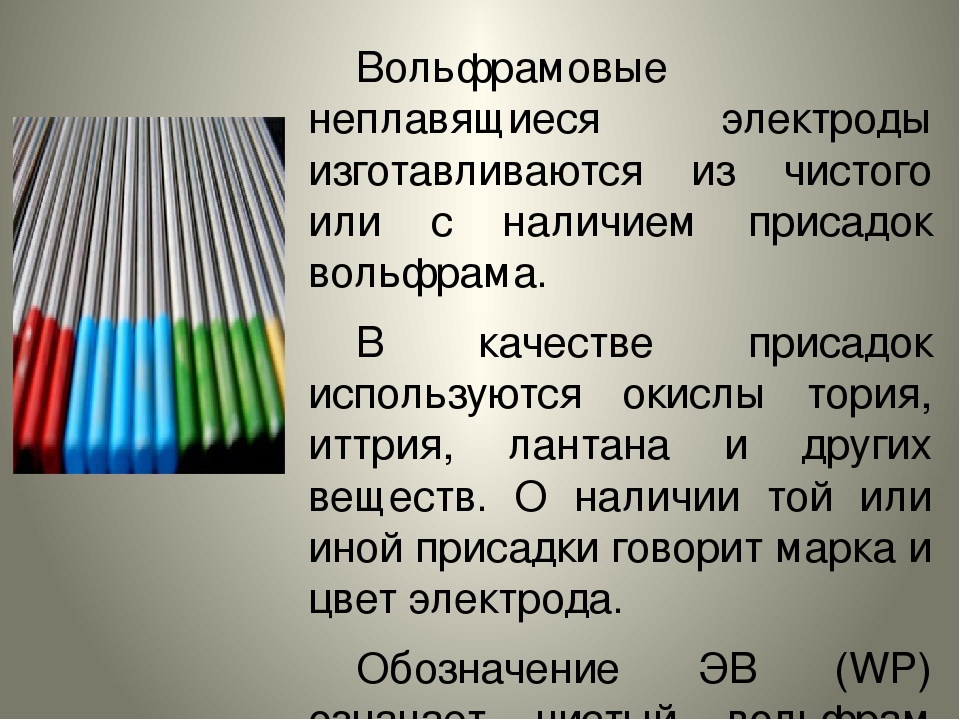 Он может создавать газообразные зоны поперек дуги и зоны сварки для защиты расплавленного металла.
Он может создавать газообразные зоны поперек дуги и зоны сварки для защиты расплавленного металла.
Минеральное покрытие обычно состоит из оксида металла, силиката натрия, глины и некоторых других неорганических веществ. Может образовывать шлаковые отложения.
3. Функции экранированной дуги или электродов с толстым покрытием
Сварочные электроны способны производить восстановительные газы, защищающие дугу. Это может быть полезно, поскольку предотвращает загрязнение металлом при контакте с азотом или кислородом воздуха. Когда кислород соединяется с расплавленным металлом, он обычно удаляет элементы и приводит к пористости. Азот может вызвать низкую пластичность, хрупкость и плохую коррозионную стойкость при низкой прочности.
Может уменьшать содержание таких примесей, как фосфор, сера и оксид, так что примеси не ухудшают сварочный нагар. Применение некоторых веществ повышает стабильность. Это устраняет флуктуации, и, следовательно, дуга поддерживается правильно, без разбрызгивания.
Имеет силикатное покрытие, которое образует шлак на основном металле и расплавленном сварном шве. Поскольку шлак начинает остывать очень медленно, он позволяет охлаждать металл и замедляет затвердевание, удерживая тепло. Медленный процесс затвердевания в металле исключает любую возможность захвата газа и позволяет примесям плавать на поверхности.
Включая материалы сплава, вы можете изменить физические характеристики. Он обеспечивает улучшенное качество свариваемого металла и увеличивает скорость.
4. Вольфрамовые электроды
Существует три различных типа сварки ВИГ для неплавящихся электродов. Вы можете легко идентифицировать электроны вольфрама по метке или краске. В процессе идентификации может помочь следующее.
Коричневый : Содержит 0,3–0,5% циркония.
Красный : Содержит 2% тория.
Зеленый : Чистый вольфрам.
Желтый : Содержит 1% тория.
Электроды из чистого вольфрама в основном используются при меньших сварочных операциях по сравнению с электродами из легированного вольфрама. Эти электроды имеют меньшую способность проводить ток и меньшую устойчивость к загрязнению.
Эти электроды имеют меньшую способность проводить ток и меньшую устойчивость к загрязнению.
Вольфрамовые электроды содержат от 0,3 до 0,5% циркония. Когда дело доходит до производительности, он обычно находится между торированным вольфрамом и электродами из чистого вольфрама.
Торированный вольфрам считается намного лучше чистых электродов, поскольку они обладают улучшенной стабильностью дуги, более высоким выходом электронов, более длительным сроком службы, лучшей способностью проводить ток и улучшенной устойчивостью к загрязнению.
5. Электроды для дуговой сварки постоянным током
При выборе определенного типа сварочного электрода необходимо следовать рекомендациям производителя. Как правило, электроды с прямым экраном в основном предназначены для прямой или обратной полярности или даже для того и другого. Даже там, где не все, большинство электродов постоянного тока используют переменный ток.
В некоторых типах покрытий используется постоянный ток, например, из цветных металлов, масляной легированной стали и с неизолированными электродами. Вы также найдете рекомендации производителя, в том числе тип основного металла, который подходит для конкретного электрода, конкретных условий и других поправок в случае плохой подгонки.
Вы также найдете рекомендации производителя, в том числе тип основного металла, который подходит для конкретного электрода, конкретных условий и других поправок в случае плохой подгонки.
В большинстве случаев вы получите меньшее проникновение при выборе электродов с прямой полярностью по сравнению с электродами с обратной полярностью. По этой причине он предлагает улучшенную скорость сварки. С обоими типами вы обнаружите превосходное проплавление при манипулировании дугой и условиях сварки.
6. Электроды для дуговой сварки на переменном токе
Электроды с покрытием прекрасно подходят для сварки на переменном или постоянном токе. Переменный ток желателен, когда вам нужно выполнить сварку в ограниченных зонах, или вы используете сильный ток для более толстого участка, так как это уменьшает дугу. Как правило, это приводит к включению шлака, меньшему сплавлению сварного шва и образованию пузырей.
Вы должны использовать процедуры переменного тока и углерода, а также сварку атомарным водородом. Это позволяет обеспечить равномерную скорость сварки и правильный расход электрода.
Это позволяет обеспечить равномерную скорость сварки и правильный расход электрода.
Что такое дефекты электродов и их последствия?
Если вы обнаружите оксиды или элементы, присутствующие в покрытии электрода, вы должны знать, что это напрямую повлияет на стабильность дуги. Когда дело доходит до неизолированных электродов, однородность и состав являются одними из наиболее важных факторов в поддержании стабильности дуги. Толстые электроды или электроды с тонким покрытием устранят любые воздействия дефектной проволоки.
Оксид алюминия или алюминий, оксид кремния, кремний и сульфат железа считаются очень нестабильными. Принимая во внимание, что оксид кальция, оксид марганца и оксид железа обладают способностью стабилизировать сварной шов.
Если содержание серы или фосфора превышает 0,04%, это может повлиять на свариваемый металл, поскольку они переходят от электрода к расплавленному металлу. Фосфор может привести к ломкости, росту зерен и морозостойкости.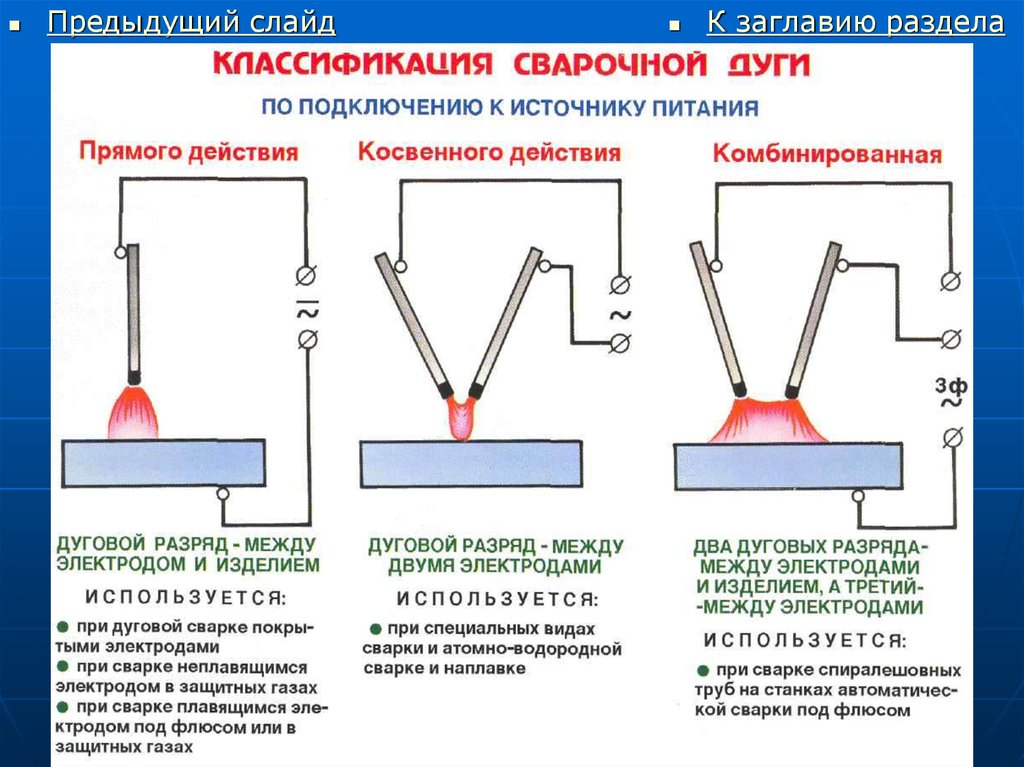 Такие дефекты могут улучшить величину. Сера обычно действует как шлак и вызывает хрупкость. Марганец может способствовать правильному формированию сварных швов.
Такие дефекты могут улучшить величину. Сера обычно действует как шлак и вызывает хрупкость. Марганец может способствовать правильному формированию сварных швов.
Понимание скорости осаждения
Различные электроды имеют различную скорость осаждения из-за состава покрытия. Железный порошок при использовании в электродах в покрытии будет иметь более высокую скорость осаждения. Процент в покрытии составляет где-то между 10 и 50%.
Процент связан со спецификациями требований Американского общества сварщиков. Однако европейский метод немного отличается.
- 30 % железного порошка по стандарту США может дать 100–110 % осаждения по европейской формуле.
- 50% мощность железа по стандарту США может производить 150% осаждение по европейской формуле.
Неплавящиеся электроды
Типы
Вы найдете два разных типа электронов для сварки неплавящимся электродом.
- Одним из них является угольный электрод, который представляет собой металлический электрод без наполнителя, который обычно используется для резки или дуговой сварки.
 Он состоит из угольно-графитовых стержней, которые могут не иметь или могут быть покрыты медью или любым другим покрытием.
Он состоит из угольно-графитовых стержней, которые могут не иметь или могут быть покрыты медью или любым другим покрытием. - Вольфрамовый электрод — это еще один тип, который не является присадочным металлом. Они чаще всего используются для резки или дуговой сварки. Он в основном сделан из вольфрама.
1. Угольные электроды
Американское общество сварщиков не предоставляет спецификаций для угольных сварочных электродов. Однако существуют военные технические условия под названием «Электроды режущие и сварочные углерод-графитовые без покрытия и с медным покрытием».
Данная конкретная спецификация предлагает систему классификации в зависимости от трех различных марок, таких как непокрытая, омедненная и обычная. Вы получите информацию о диаметре, потребности в соответствии с допуском размера и информацию о длине. Вы также сможете понять выборку, обеспечение качества и другие тесты. Некоторые из наиболее распространенных применений включают сварку двойным углеродом, углеродную дуговую сварку, воздушную углеродную резку и углеродную резку.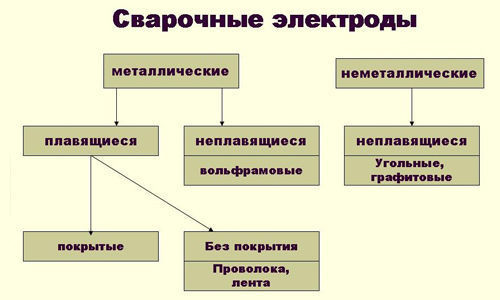
2. Стержневые электроды
- Вы сможете различать стержневые сварочные электроды следующими способами.
- Материалы: Сварочные электроды в основном изготавливаются из высокоуглеродистой стали, чугуна, специальных сплавов, не содержащей железа и низкоуглеродистой стали.
- Размер: Некоторые из наиболее распространенных размеров: 5/6, 1/4, 7/32, 3/16, 1/8, 5/6, 1/16 и 3/32. Необходимо, чтобы сердечник был немного узким по сравнению со свариваемыми материалами.
- Прочность: Обычно ориентируется на прочность на растяжение. Каждая сварка будет прочнее свариваемых металлов. Следовательно, материал электрода также должен быть прочнее.
- Смесь железного порошка: Присутствие во флюсе улучшает состав расплавленного металла в сварном шве.
- Положения сварки: Вы можете использовать различные электроды для различных положений сварки.
- Мягкая дуга Обозначение: Это определенно выбор для металлов или более тонких металлов, которые в большинстве случаев не имеют надлежащего зазора и идеальной посадки.

Заключение
Сварочные прутки или сварочные электроды в основном изготавливаются из составов и материалов, которые почти аналогичны свариваемым металлам. Однако выбор сварочного электрода будет полностью зависеть от ряда факторов для каждого проекта.
Выбор электродов сильно зависит от качества валика, простоты очистки, минимального разбрызгивания и прочности сварки. Электроды для сварки MIG или дуговой сварки являются расходными материалами, поскольку они являются частью процесса. Электроды TIG не участвуют в процессе и не плавятся; следовательно, они не являются расходными материалами.
Различные типы электродов, используемых при орбитальной сварке TIG
Вольфрамовые электроды классифицируются в соответствии с их химическим составом. Для получения дополнительной информации см. стандарт ANSI/AWS A5.12-9.2. Электрод всегда изготавливается из вольфрама, либо чистого, либо содержащего различные сплавы или оксиды. Ниже приведен список различных типов вольфрамовых электродов, используемых при орбитальной сварке TIG / GTAW. Это поможет вам выбрать правильный вольфрам, когда дело доходит до сварки TIG.
Это поможет вам выбрать правильный вольфрам, когда дело доходит до сварки TIG.
Чистый вольфрам (зеленый):
Этот тип электрода с ограниченной плотностью тока в основном используется с переменным током для сварки алюминиевых сплавов, так как маленький шарик, который образуется на конце электрода, очень чистый и позволяет дуге оставаться стабильной. Электроды из чистого вольфрама не рекомендуются для сварки на постоянном токе, так как они дают плохие результаты в отношении зажигания и стабильности дуги. Еще одно неудобство заключается в том, что этот тип электрода может создавать вольфрамовые включения.
ПРЕИМУЩЕСТВО
Основным преимуществом этого типа электродов является низкая цена покупки.
Цирконий-вольфрам (белый от 0,7% до 0,9% и коричневый от 0,15 до 0,50%):
Это наиболее распространенный эталонный электрод для сварки алюминия переменным током (AC).
ПРЕИМУЩЕСТВА
Легкий поджиг и стабильность дуги, высокая допустимая плотность тока, снижение риска по вольфрамовым включениям.
Ториево-вольфрамовый (желтый 1 %, красный 2 % и фиолетовый 3 %):
Этот тип электрода, безусловно, наиболее известен и чаще всего используется в мире ручной сварки в среде защитного газа / TIG. Они имеют более высокую допустимую плотность тока и лучшую излучательную способность электронов. Они ограничивают температуру электрода, что позволяет избежать риска загрязнения сварного шва вольфрамовыми включениями (несмешивающийся элемент). Ториево-вольфрамовые электроды в основном используются при постоянном токе. При использовании на переменном токе удерживать маленький шарик на конце электрода будет очень сложно, что объясняет, почему они редко используются на переменном токе.
НЕУДОБСТВО
Торий-вольфрам имеет очень низкий уровень радиоактивных оксидов, поэтому его используют все меньше и меньше — и по гигиене, и по соображениям безопасности. Вы должны защитить себя во время заточки электрода.
Церий-вольфрам (серый от 1,8% до 2,2%):
Первоначально представленный в США в начале восьмидесятых годов, этот тип электродов занимает долю рынка по сравнению с ториевыми электродами, поскольку они не содержат радиоактивных оксидов. . Они могут пропускать ту же плотность тока, что и электроды из чистого вольфрама, имеют хороший срок службы и обеспечивают хороший зажигание дуги и сравнимую стабильность дуги.
. Они могут пропускать ту же плотность тока, что и электроды из чистого вольфрама, имеют хороший срок службы и обеспечивают хороший зажигание дуги и сравнимую стабильность дуги.
ADVANTAGE
Это универсальное решение, поскольку его можно использовать как с постоянным, так и с переменным током, и они часто используются для всех видов автоматической сварки TIG.
Lanthanium -Tungsten (от 0,8% до 1,2%, золото от 1,3% до 1,7% и 1,8% до 2,2%):
.
ADVANTAGE
Lanthanium-Tungsten очень универсален и работает как с постоянным током, так и с переменным током, и широко используется для всех автоматических сварок TIG / GTAW. Он не связан с радиоактивным риском.
НЕУДОБСТВО
Менее эффективен, чем торий-вольфрам.
Церий-лантан-вольфрам (розовый)
В настоящее время сварщики предпочитают использовать цериевые или лантановые электроды или их смесь, которые не представляют радиоактивного риска.
