Сварочный инвертор как подключить: Сварка на инверторе: подключение, настройка, процесс работы
Содержание
как правильно подключить кабели к аппарату и сети 220в – Расходники и комплектующие на Svarka.guru
Как правильно подключить инвертор — плюсом на электрод или минусом
Многие из начинающих сварщиков не знают, что инвертором можно варить по-разному. Они так до сих пор и используют, стандартное подключение — плюс на электрод, а минус на металл.
Однако если подключить инвертор по-другому, к минусу электрод, а к плюсу металл, то можно добиться лучшего углубления сварочного шва. Простыми словами, при таком подключении инвертора, основная температура будет приходиться на металл, в результате чего заготовка прогреется лучше.
Ну и, наоборот, при «стандартном» подключении инвертора, когда электрод подсоединяется к плюсу, а металл к минусу, удастся не прожечь тонкую заготовку. Как это работает и в чем смысл? Как правильно подключить инвертор, плюсом на электрод или минусом? Читайте в этом обзоре.
Устройство
Медь из доступных металлов служит лучшим проводником. В сочетании с гибкостью это делает ее идеальным материалом для изготовления основы сварочного провода- токопроводящих жил.
В сочетании с гибкостью это делает ее идеальным материалом для изготовления основы сварочного провода- токопроводящих жил.
Конструкция состоит из следующих основных частей:
- медная жила, скрученная из большого числа медных проволочек диаметром до 0, 5 мм;
- разделительный слой- тонкая оболочка, предупреждающая слипание жилы и слоя изоляции, может дополняться тальком или другим порошком;
- изолирующее покрытие, состоит из каучука, резины или другого полимера.
На концах предусмотрены контакты для того, чтобы подключаться к инвертору и держателю. Они опрессовываются и пропаиваются для обеспечения наилучшего контакта.
Характеристики
Важнейшая характеристика нужная для провода- его сечение. Оно определяет максимальный ток, проходящий через кабель. Не менее важно и сопротивление, обуславливающее потери электроэнергии на пути от аппарата к электроду. Большое значении имеют механические параметры:
- прочность: способность выдерживать нагрузки;
- упругость: способность возвращаться к начальной форме после деформации
- температурная стойкость: способность сохранять рабочие свойства при изменении температуры;
- способность выдерживать солнечный свет и влажность;
- сопротивляемость грибку и плесени;
Комплект соединительных сварочных проводов, поставляемый вместе с аппаратом, соответствует ему по допустимому сечению и длине.
Полярность аккумулятора
Полярностью называют схему расположения токовыводящих элементов на верхней крышке или лицевой стороне аккумулятора. Другими словами, это положение плюса и минуса. Токовыводы также выполнены из свинца, как и пластины внутри.
Прямая и обратная полярности
Существуют две распространенные схемы расположения:
- прямая полярность;
- обратная полярность.
Прямая
В советский период все аккумуляторы отечественного производства были с прямой полярностью. Полюсные выводы располагаются по схеме – плюс (+) слева и минус (-) справа. Аккумуляторы с такой же схемой выпускаются и сейчас в России и на постсоветском пространстве. АКБ иностранного производства, которые сделаны в России, также имеют данную схему расположения выводов.
Обратная
На таких аккумуляторах слева расположен минус, а справа плюс. Данное расположение характерно для АКБ европейского производства и поэтому такую полярность часто называют «европолярностью».
Аккумуляторная батарея
Каких-то особых преимуществ разная схема положения не дает. Она не влияет на конструкцию и эксплуатационные особенности. Проблемы могут возникнуть при установке нового аккумулятора. Другая полярность заставит поменять положение батареи и длины провода может не хватить. Также водитель может просто перепутать контакты, что приведет к замыканию. Поэтому важно уже при покупке определиться с типом АКБ для своего автомобиля.
Виды
С инверторами бытового и полупрофессионального класса, наиболее распространенными в домашних мастерских, в основном используются одножильные провода марки КГ.
В зависимости от назначения и характеристик они бывают:
- КГ-ХЛ, изоляция выполнена из морозоустойчивого каучука, они работают на холоде;
- КГ-Т, изоляция пропитана веществами, предотвращающими рост грибка и плесени, используются во влажном климате
- КОГ, провода повышенной гибкости, для сварки в труднодоступных местах, например, в судостроении.
По числу жил они подразделяются на:
Одножильный
Большая часть инверторных проводов выполняются одножильными.
Один провод соединяет клеммы аппарата с держателем электрода, другой- с зажимом массы на заготовке.
Двужильный
Используются для высокочастотной сварки и работы переменным током. Две жилы имеют собственную изоляцию, снаружи они покрыты еще одним изоляционным слоем. В качестве материала используются сплавы меди и других цветных металлов.
Трехжильный
Такие провода применяются, чтобы подсоединять системы автоматической сварки, соединяющих трубопроводы и большие емкости.
Каждая жила также имеет собственную изоляцию.
Что это такое?
Во время работ постоянным электротоком процесс электросварки можно осуществить, используя электрический ток с прямой либо обратной полярностью. При выполнении электросварки термин «прямая полярность» значит то, что электрический ток проходит от выпрямителя сварочного устройства на поверхность заготовки с положительным зарядом. Плюсовая клемма устройства для сварки посредством специального электрокабеля соединяется с заготовкой, а на электрод, который подключен к минусовой клемме, через электродержатель проходит отрицательный электрический заряд.
Плюсовая клемма устройства для сварки посредством специального электрокабеля соединяется с заготовкой, а на электрод, который подключен к минусовой клемме, через электродержатель проходит отрицательный электрический заряд.
Особенности процесса электросварки в этом варианте состоят в том, что положительный полюс анода имеет температуру, значительно превышающую показатели катода, который служит отрицательным полюсом. По этой причине использование электрического тока с прямой полярностью широко распространено при выполнении сварочных работ с деталями, имеющими толстые стенки. Кроме того, этот метод применяется и для проведения разрезания металла, а также в случаях, когда для выполнения того или иного процесса необходимо образование большого объема тепловой энергии. Что касается выполнения сварочного процесса с применением электротока обратной полярности, то для осуществления сварочных работ потребуется изменить порядок подключения в противоположном направлении. В этом случае отрицательный заряд клеммы со знаком «-» будет подаваться на рабочую поверхность заготовки, а положительный заряд от клеммы со знаком «+» будет направлен к сварочному электроду.
Особенностью обратной полярности сварочного электротока является то, что весь потенциал тепловой энергии приходится на электродный конец стержня, при этом сама заготовка нагревается гораздо меньше. Такой вариант электросварки позволяет аккуратно совмещать края заготовок, сведя риск их сквозного прожига к минимуму. Электросварка обратной полярности используется для работы с легированными или нержавеющими марками металла, с тонкостенными деталями, а кроме того, подходит и для тех металлов, перегрев которых во время проведения сварочных работ крайне нежелателен. Выполнение сварочного шва электротоком обратной полярности эффективно и для сварки с применением флюса либо среды защитных газов.
Выбор сечения
Корректно выбранное сечение сварочного кабеля для инвертора позволит работать безопасно и с ожидаемой производительностью. При недостаточном сечении сопротивление провода будет вызывать потери тока на его нагрев, в результате аппарат не сможет развить необходимый сварочный ток и качество шва резко ухудшится. На инверторе в таком случае начнет моргать индикатор, свидетельствующий о перегрузке.
На инверторе в таком случае начнет моргать индикатор, свидетельствующий о перегрузке.
Важно! при продолжительной работе перегревающимся кабелем возможно оплавление изоляции и клеммы соединения. Это часто приводит к выходу оборудования из строя и даже к возгоранию.
Для того, чтобы подсоединить маломощные инверторы переносного типа работающие от сети 220в, используют легкие и гибкие провода сечением до 16 мм2.
Для более производительных устройств потребуется сечением до 50 мм2.
Как зажать в держаке
Метод фиксации сварочного кабеля зависит от типа электрододержателя: самодельный или покупной (произведенный компаниями соответствующего профиля).
Типы самодельных держаков и способы их сборки, их основные достоинства и недостатки рассмотрены в статье “Держатель электродов для сварочного аппарата“. В данной статье также представлен метод правильного и надежного подсоединения кабеля к электрододержателю.
Также следует обратить внимание на рекомендации мастера, которые помогут самостоятельно изготовить профессиональный грамотный держатель. Для наглядности представлено видео сборки держака.
Чтобы понять, как подсоединить сварочные кабели к приобретенному держателю, рекомендуем ознакомиться с представленным далее видео. Исполнитель может наглядно ознакомиться с тем, что кабель вместе с металлической прокладкой (пластинкой) вставляется в соответствующее отверстие и надежно фиксируется ключом посредством затягивания винтов.
Правильное подключение
Правильное соединение гарантирует сварщику производительную и безопасную работу.
Подключение проводов к сварочному аппарату требует соблюдения ряда правил:
- на конце обязательно должна быть клемма, обжатая или пропаянная;
- провод по своему сечению должен соответствовать максимальному рабочему току аппарата плюс запас в 20%
- следует внимательно следить за полярностью подсоединения и соблюдать ее;
- кабель должен лежать в рабочей зоне свободно, без натяжения и петель.
Как подключить сварочный аппарат, если провода не хватает до зоны сварки? Можно нарастить его длину.
Какими пользоваться удлинителями
Длина сетевого провода обычного «сварочника» не превышает 2 м. Поэтому часто в работе используются удлинители. К их выбору нужно подойти также тщательно. Известно, что через медный провод сечением в 1 кв. мм можно «пропустить» ток силой не более 10 А (для алюминиевого – 8 А).
Зная пусковые и рабочие параметры сварочного аппарата, можно высчитать, какое сечение должен иметь провод удлинителя. Лучше взять с небольшим запасом, чтобы обеспечить себе комфортные условия работы. Не стоит покупать на рынке удлинитель подешевле. Под толстым слоем изоляции можно чаще всего обнаружить тонкий проводок. Разумнее обратиться в специализированный магазин и самостоятельно выбрать подходящий по площади сечения провод, да и розетку присмотреть соответствующую. Желательно, чтобы она была изготовлена из термореактивной пластмассы, той, что не плавится при нагревании.
Важно помнить, что провод удлинителя при работе должен быть полностью развернут. Так он лучше охлаждается и не создает дополнительной индуктивной нагрузки
Необходимо позаботиться и о безопасности. Электрические провода не должны иметь повреждений изоляции, лежать на мокром полу и касаться работающих механизмов. Нужно обязательно использовать заземление.
Нередки случаи, когда удлинять приходится и провода на выходе. Делать промежуточные соединения при этом не рекомендуется. Высокие выходные токи могут привести к большим электрическим потерям в таких местах. Руководствуясь максимальными эксплуатационными параметрами аппарата, следует приобрести цельный многожильный медный провод необходимой длины. Сечение лучше выбрать, пользуясь правилом: на каждые 8 А тока – 1 кв. мм площади провода.
Если электросеть «слабая», а варить необходимо, можно попытаться подключить для питания сварочного аппарата бензогенератор. Следует учесть, что его выходное напряжение зависит от величины нагрузки. Можно подсчитать минимальную мощность, которой должен обладать генератор, чтобы обеспечить нормальную работу. Для сварки самым ходовым 3-миллиметровым электродом необходимый ток может достигать 120 А при 40 В напряжения. Таким образом, при КПД генератора 80% его мощность должна быть не ниже 6 кВт.
Можно подсчитать минимальную мощность, которой должен обладать генератор, чтобы обеспечить нормальную работу. Для сварки самым ходовым 3-миллиметровым электродом необходимый ток может достигать 120 А при 40 В напряжения. Таким образом, при КПД генератора 80% его мощность должна быть не ниже 6 кВт.
Справедливости ради нужно отметить, что существуют устройства, совмещающие в себе электрогенератор и сварочный аппарат. Но цена на них высока для домашнего умельца.
Существует множество видов и моделей сварочного оборудования. На даче, в гараже и дома можно воспользоваться любым.
Можно ли удлинить сварочный кабель на инверторе
Наращивая длину, нужно понимать, что чем длиннее кабель для подключения сварочного инвертора, тем больше потери и ниже результирующая сила тока.
При необходимости вести сварку на большом удалении от аппарата следует подключать провода большего сечения, чтобы скомпенсировать потери.
При сращивании в единую схему 380в кабелей, оснащенных клеммами с отверстием, их следует зачистить и надежно соединить болтом с гайкой, не забыв проложить шайбы большого диаметра. Место соединения необходимо тщательно заизолировать с учетом того, что провод будут неоднократно протаскивать по металлу и бетону.
Место соединения необходимо тщательно заизолировать с учетом того, что провод будут неоднократно протаскивать по металлу и бетону.
Как подключить инвертор, если на кабеле нет опрессованной клеммы? Провода сращивают путем многократного переплетения проволок, составляющих жилу. Потом место соединения следует пропаять и обжать.
В Абакумов, сварщик 5 разряда, Северная верфь: «Я стараюсь не удлинять кабель. По мне так проще подтащить аппарат поближе, чем возиться с оплетением и опрессовкой. К тому же удлиненный чаще цепляется и запутывается, на нем большие потери тока».
Существуют также специальные кабели-удлинители, имеющие опрессованные и изолированные разъемы. Их тип должен соответствовать разъему вашего аппарата.
Важно! Все разъемы перед соединением нужно тщательно зачистить нулевой шкуркой и обезжирить для улучшения контакта.
Заводы-изготовители не оговаривают ограничений на длину кабеля. В каждом случае сварщик сам решает, что лучше- удлинять или почаще перетаскивать инвертор и бензогенератор.
Маркировка сварочных кабелей
Маркировка сварочного провода состоит из нескольких групп букв и цифр. По ней можно понять, какая модель перед нами.
Сначала следует несколько букв, указывающих на тип кабеля.
После типа через тире может следовать указание на климатический класс провода:
Далее идет цифра, обознающаяся число жил- 1, 2 или более. Завершает обозначение сечение кабеля в мм2.
Требования по безопасности
При сварных работах следует соблюдать следующие требования:
- нельзя работать проводами с нарушенной изоляцией и недостаточного сечения;
- провод в рабочей зоне должен размещаться свободно, не цепляясь за руки или ноги сварщика;
- в рабочей зоне должно быть достаточно света для уверенного перемещения сварщика;
- при соединении с аппаратом нужно соблюдать полярность.
Правильно подобранные провода для сварочного инвертора- залог безопасной и производительной работы. Нужно обращать внимание на сечение, длину и климатический класс кабеля. Удлинение кабеля можно проводить в строгом соответствии с требованиями правил.
Удлинение кабеля можно проводить в строгом соответствии с требованиями правил.
Как правильно выбрать генератор для сварочного инвертора
0
На сумму:
0 р.
«Какой генератор подойдет для сварки» — такой вопрос часто возникает у людей, которые решили всерьез заняться сваркой самостоятельно и при этом у них нет возможности подключить сварочный аппарат к сети. Легко растеряться особенно после того, как на странице интернет-магазина перед нами возникает огромный перечень доступных моделей.
Казалось бы, разобраться в этом многообразии очень сложно, особенно если за плечами у тебя — гуманитарное образование. На самом деле, грамотно подобрать генератор для сварочного инвертора может любой из нас, для этого нужно всего лишь знать несколько небольших, но весьма важных нюансов.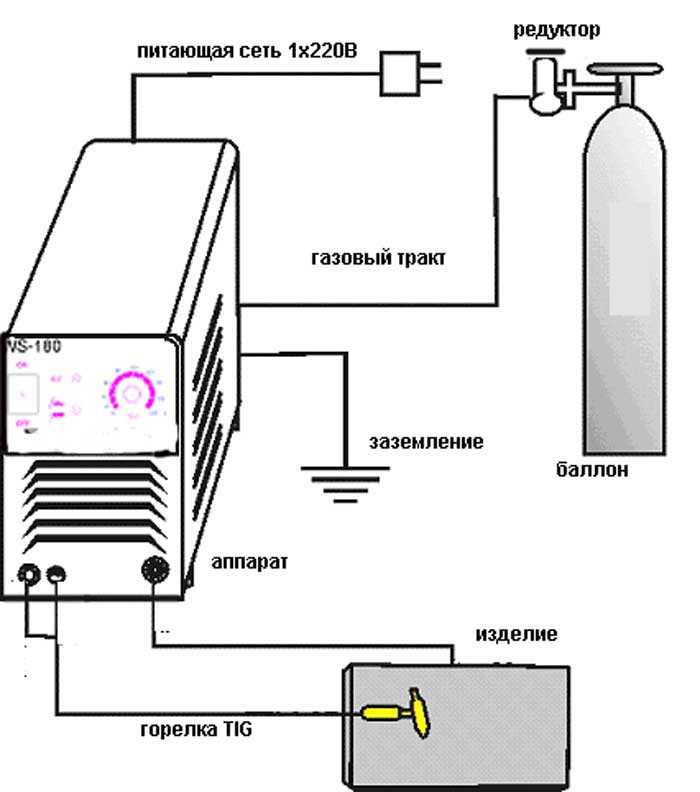 О них и пойдет речь в данной статье.
О них и пойдет речь в данной статье.
Какие моменты нужно обязательно учитывать при выборе генератора
Как и подобает серьезному агрегату, каждый генератор для сварки инвертором обладает огромным количеством различных технических характеристик, среди которых очень просто запутаться новичку. Но для правильного выбора наиболее важны лишь пять из них:
- потребляемая мощность;
- сила тока сварки;
- диаметр используемых электродов;
- совместимость генератора с инверторным оборудованием;
- генератор должен быть синхронным или с технологией Duplex, производителя генераторов Endress (или аналог).
Именно на эти параметры стоит обратить особое внимание, чтобы пользоваться генератором долго и безопасно.
Генераторы по типам различаются на синхронные, инверторные и асинхронные, а также симбиоз асинхронных и синхронных серия Duplex (производителя Endress), для сварки подойдут только синхронные или генераторы серии Duplex. Инверторные, как правило, имеют недостаточную мощность, и не рассчитаны на высокие пусковые нагрузки. Более подробно о типах генераторах вы можете узнать в отдельной статье по ссылке.
Инверторные, как правило, имеют недостаточную мощность, и не рассчитаны на высокие пусковые нагрузки. Более подробно о типах генераторах вы можете узнать в отдельной статье по ссылке.
Мощность генератора для сварки – для чего нужен запас
В большинстве случаев, мощность сварочного инвертора и генератора указывается производителем в техническом паспорте. Поэтому найти эти значения и сравнить их с легкостью сможет даже ребенок. Главное — не путать единицы измерения показателя мощности кВА и кВт, а также заявленную номинальную и максимальную мощность генератора.
Следует помнить, что покупая генератор, нужно выбирать модель, обладающую мощностью на 25-50% больше, чем у имеющегося у вас в наличии инвертора. Объясняется это довольно просто — постоянная эксплуатация генератора на пределе возможностей очень быстро выведет его из строя и не даст возможность задействовать полный потенциал сварочного аппарата.
В случае, если у вас по каким-либо причинам отсутствует информация о мощности вашего сварочного инвертора, ее можно рассчитать самостоятельно, используя простую формулу:
Максимальная сила тока*напряжение дуги/КПД сварочного инвертора — максимальная мощность.
При этом, вам нужно знать только значение максимальной силы тока, так как две остальных составляющих практически всегда являются постоянными (напряжение дуги равняется 25В, а КПД инвертора — 0,85).
К примеру, если у вашего сварочного аппарата максимальная сила тока равняется 180 Ампер, то примерно его мощность равна:
180А*25В/0,85=5294 Вт, а значит, в данном случае, для генератора оптимальным значением будет мощность 5294 Вт + 25% запаса = 6617,5 Вт или если перевести в кВт — 6,6 кВт. В этом случае модель бензинового генератора Huter DY8000LX будет одним из оптимальных вариантов.
Сила тока сварки – с ней нужно считаться
Еще одна приятная новость состоит в том, что вы вполне можете использовать генератор для инверторной сварки, мощность которого меньше, чем у вашего инвертора. Однако, в этом случае, вам придется использовать его с некоторыми ограничениями, а именно — уменьшить силу тока до допустимого значения.
Возьмем, к примеру, случай, если вы решили приобрести модель генератора мощностью в 4 кВт.
Используем ту же формулу, что и при определении мощности, но в обратном порядке:
Мощность*КПД/напряжение дуги = Сила тока или 4000*0,85/25 = 136 А
Таким образом на генераторе мощностью в 4 кВт вы сможете сваривать на своем сварочном инверторе без ощутимой потери качества с силой тока до 130А.
Диаметр электродов – табличка, которую легко запомнить
Еще один из важных нюансов, который стоит учитывать — это соответствие диаметра электрода минимальной мощности генератора. Эти данные являются примерными и умещаются в простенькой таблице:
| Диаметр электрода (мм) | Минимальная мощность генератора (кВт) |
|---|---|
| 2 | 2,5 |
| 3 | 3,5 |
| 4 | 4,5 |
То есть, если вы планируете проводить сварочные работы электродом 4 мм, то минимальная мощность генератора для сварки должна составлять минимум 4,5 кВт и выше.
Какие генераторы подойдут для работы с конкретным сварочным аппаратом
Главные правила выбора генератора для сварки вы прочитали в предыдущих разделах. Используя их, вы уже можете смело приступать к покупке электростанции. Но для того, чтобы вам было проще сориентироваться в ассортименте, давайте поближе рассмотрим наиболее популярные инверторы для бытовых задач и определим какие из генераторов к ним наиболее подходят.
Используя их, вы уже можете смело приступать к покупке электростанции. Но для того, чтобы вам было проще сориентироваться в ассортименте, давайте поближе рассмотрим наиболее популярные инверторы для бытовых задач и определим какие из генераторов к ним наиболее подходят.
Для инверторов Сварог
Неприхотливые и недорогие инверторы Сварог выделяются среди других брендов длительной пятилетней гарантией. Покупатели также часто отдают им предпочтение из-за низкой цены, поэтому вполне разумным решением представляется покупка бюджетных вариантов генераторов Huter и Fubag.
Сварочный инвертор Сварог REAL ARC 200 (Z238N) прекрасно будет работать в паре с генератором Huter DY6500L. Этот качественный и полезный агрегат может успешно функционировать на природном газе, что значительно повышает экономичность генератора.
Для инверторов Ресанта
Популярный производитель инверторов Ресанта также выпускает продукцию, предназначенную для массового покупателя. Отличительная особенность этого бренда – компактные размеры и малый вес сварочных аппаратов.
Отличительная особенность этого бренда – компактные размеры и малый вес сварочных аппаратов.
Для бытового сварочного инвертора Ресанта САИ-190 можно использовать бензиновый генератор BRIMA LT 8000 B, который, помимо этой цели, при необходимости послужит вам в качестве резервного источника питания на даче или в загородном доме.
Для инверторов Kemppi
Финские инверторы Kemppi достойно зарекомендовали себя при работе в суровых природных условиях и на производстве. Они по праву являются лидером по продажам среди импортных премиальных моделей. Их покупают люди, умеющие ценить настоящее качество и надежность.
К популярной модели сварочного инвертора Kemppi Minarc 150 вы смело можете приобрести генератор Fubag BS 5500, отличающийся очень низким расходом топлива, прочной рамой и надежной защитой от перегрузок.
Для инверторов EWM
Продукция известного немецкого бренда EWM появилась на нашем рынке еще во времена СССР. С тех пор и поныне, инверторы EWM приносят настоящее удовольствие людям, которые на них работают. Такой аппарат нуждается в превосходном генераторе.
Такой аппарат нуждается в превосходном генераторе.
Поэтому для сварочного инвертора EWM Pico 160 достойным партнером видится генератор Fubag BS 7500 A ES, который оснащен мощным двигателем, блоком AVR и комплектуются вместительным топливным баком для длительной работы без дозаправки.
Полезные советы по выбору генератора
Существует еще несколько полезных советов, основанных на рекомендациях профессионалов сварочного дела, которые вам пригодятся при покупке генератора для инверторного сварочного аппарата.
- Генераторы мощностью до 10 кВт выгоднее покупать на бензиновой основе. В этом сегменте они представлены наиболее широко. А более мощные электростанции работают на дизельном топливе.
- Запас мощности бензинового генератора, хотя бы в 15-25%, значительно облегчает поджиг дуги. Для электростанций, работающих на дизельном топливе, желательно иметь больший запас – до 50%.
- Наиболее функциональными являются электростанции, оснащенные чугунными гильзами.
 Минимальный ресурс их работы составляет 1500 моточасов. Алюминиевые блоки выдерживают значительно меньшую нагрузку — до 500 моточасов.
Минимальный ресурс их работы составляет 1500 моточасов. Алюминиевые блоки выдерживают значительно меньшую нагрузку — до 500 моточасов. - Инверторы с аббревиатурой PFC в наименовании имеют в схематехнике встроенный корректор коэффициента мощности, поэтому они могут работать при пониженном напряжении и отлично подходят для работы от генератора, например модель Сварог ARC 160 PFC.
Приведенная в статье информация предназначена для обычных сварочных инверторов, которые часто используются в бытовых условиях.
Для профессионального оборудования (сварочных полуавтоматов и инверторов, предназначенных для аргонодуговой сварки) могут возникнуть определенные проблемы при работе от генератора. Многие производители прямо указывают об этом в руководстве по использованию. Поэтому крайне желательно проконсультироваться со специалистами перед покупкой, во избежание серьезных последствий.
Подобрать генератор для сварочного инвертора вполне можно самостоятельно, используя здравый смысл и наши советы. А для полной уверенности — обращайтесь к консультантам и менеджерам нашего сварочного гипермаркета, которые подскажут вам, какой генератор подойдет для сварки в каждом конкретном случае. Наши специалисты имеют правильные ответы на самые каверзные и сложные вопросы покупателей!
А для полной уверенности — обращайтесь к консультантам и менеджерам нашего сварочного гипермаркета, которые подскажут вам, какой генератор подойдет для сварки в каждом конкретном случае. Наши специалисты имеют правильные ответы на самые каверзные и сложные вопросы покупателей!
Спасибо за подписку!
Как пользоваться сварочным аппаратом?
1. Регулировка сварочного аппарата
Для каждого аппарата существуют разные регулировки, но в принципе следующие три параметра: ток дуги, количество газа защиты, количество газа охлаждения. Эти параметры контролируются независимо на панели управления и работают до включения питания.
2. Обращайтесь с предохранителями:
Поскольку в сварочном аппарате имеется много соединений между сварочным аппаратом – подачей оборудования – сварочной горелкой, необходимо соблюдать следующие правила:
– Выполнение редукционного клапана и расходомеров защитных газов, таких как редукционные клапаны при газовой сварке.
– Перед подключением оборудования убедитесь, что машина выключена, а вентили полностью закрыты.
– Электрические соединения должны быть чистыми и затянутыми.
– Удалите всю воду в безопасное место, чтобы вода не попадала на пол и аппарат
– Проводник должен быть расположен в правильном положении, чтобы не воспламениться от дуговой искры, избегая пути сварщика, чтобы чтобы не пинали.
3. Эксплуатация основного сварочного аппарата:
– При включении аппарата поместите горелку подальше от сварочного материала, чтобы они не вызвали неожиданную дугу
– Откройте клапан охлаждающей воды.
– Медленно откройте газовый клапан, чтобы не повредить предохранительный клапан.
– Убедитесь, что сварочная горелка включена и запустите аппарат.
– Когда сварочный аппарат включен, проверьте обратную линию, чтобы убедиться, что линия охлаждающей воды работает правильно.
Затем проверьте подачу аргона, перекрыв газовый вентиль.
— После того, как воздушный клапан был открыт, отрегулируйте поток воздуха, чтобы он соответствовал требуемому потоку воздуха.
После выполнения вышеуказанных шагов проверьте возможность безопасного отключения устройства, прежде чем приступать к наведению дуги.
4. Выключите аппарат:
Сварщик должен знать процесс безопасного отключения, включая следующие этапы:
– Сварочная горелка устанавливается в положение, при котором дуга не возникает.
– Вручную затяните защитный газовый клапан на газовом баллоне.
— Откройте газовый клапан на сварочном аппарате, чтобы выпустить весь газ из трубы.
– Отсоединить охлаждающую жидкость.
– Откройте водяной клапан на машине, чтобы слить все.
– Выключите сварочный аппарат, отключив питание или выключив аппарат.
Практическая сварка алюминия:
Запрос:
– Знать, что такое сварка и сварка алюминия
– Понимать правила сварки.
Сварка применяется в основном для сварки алюминия толщиной 0,8 — 3,2 мм. Большую толщину также можно припаивать TIG, но экономический эффект невелик. Сварщики TIG должны уметь пользоваться фрезерным станком, особенно двумя руками одновременно.
Сварщики TIG должны уметь пользоваться фрезерным станком, особенно двумя руками одновременно.
Подготовка сварочного аппарата:
Сварочные аппараты переменного тока следует использовать, поскольку дуги переменного тока выталкивают оксидный слой на поверхность.
Выбор электродов:
При сварке алюминия следует выбирать циркониевые электроды – вольфрамовые хороши тем, что они меньше загрязняются и устойчивы к более высоким токам, несмотря на более высокую цену.
Подготовьте горелку:
– При сварке слабым током (менее 100 А) используйте сварочную горелку с воздушным охлаждением. В случае использования больших сварочных токов (100 – 250 А) следует использовать сварочные иглы с водяным охлаждением и специальные рукоятки.
Газовая защита:
При сварке алюминия аргон считается лучшим защитным газом. В местах с недостаточным количеством защитного газа сварной шов будет черным из-за проникновения воздуха. Следовательно, сварщики должны поддерживать достаточный поток воздуха, даже когда сварка отключена.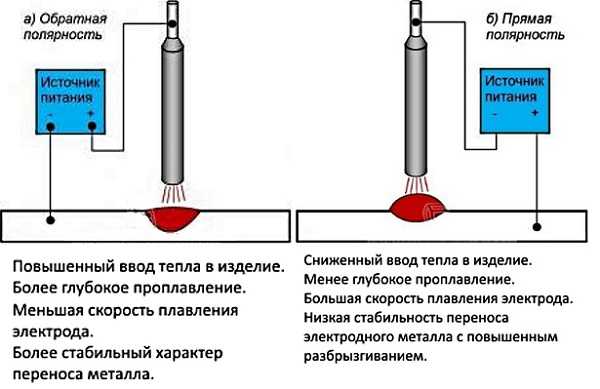
Этап очистки:
Сварщики должны очистить алюминиевую поверхность перед тем, как зажечь дугу, чтобы гарантировать, что сварной шов не смешается с оксидом. Обычно применяются методы очистки щетками из нержавеющей стали или антикоррозионными покрытиями.
Обеспечение безопасности при сварке:
Должна быть полностью обеспечена средствами защиты труда, такими как: длинные рукава, перчатки, головные уборы, защитная маска. Маске нужен хороший цветовой фильтр.
Палка
Некачественная сборка приводит к тому, что припой в процессе сварки отклоняется, не приваривается, что делает качество сварки невысоким. Поэтому перед полной сваркой необходимо проварить несколько точек, следя за тем, чтобы кромки швов при сварке удерживались параллельно.
Поза при пайке и вскрытии:
Лучшая позиция по-прежнему солдатский живот. Это положение удобно для сварщиков, которым легко манипулировать, что обеспечивает экономию средств и хорошее качество сварки.
Настройка сварочного аппарата — Hongky Welding Machine
Перейти к содержимому
hongky
Инструкции по установке сварочного аппарата
Сварочные аппараты, также известные как аппараты для дуговой сварки, доступны во многих различных типах. Каждый тип машины имеет руководство при прикреплении. Но в основном они используются для одной и той же цели, поэтому структура машины аналогична обслуживанию процесса дуговой сварки. Перед использованием машины внимательно прочитайте руководство, чтобы обеспечить безопасность и эффективность при работе с машиной. Правильное использование и техническое обслуживание аппарата помогут вам использовать этот сварочный аппарат долго и эффективно. Пожалуйста, храните это руководство в доступном для оператора месте
Примечания по установке сварочного аппарата
При установке сварочного аппарата необходимо соблюдать дорожку во избежание ожога и повреждения аппарата газом:
– Не устанавливайте сварочные аппараты вблизи легковоспламеняющихся и горючих материалов
– Перемещайте легковоспламеняющиеся предметы, если в неподвижных условиях, накрыть легковоспламеняющиеся предметы огнезащитным составом
– Для предотвращения выделения ядовитых газов необходимо использовать отсасывающее устройство или защитную маску
– При сварке в закрытых помещениях вентиляция должна быть достаточно оборудована или оборудована в маске или респираторе и работать под наблюдением руководителя.
– После того, как машина установлена, она должна подавать тормозное колесо к машине
– Не ставить тяжелые предметы на машину
– Не закрывать вентиляцию машины снова
Шаг 1: Место установки
Соблюдать отследить и выбрать подходящее место для установки
– Установите эту машину и другие машины на расстоянии не менее 30 см от стены
– Поместите устройство во влажную, влажную и влажную среду и держите его подальше от прямых солнечных лучей, ветра и дождя.
– Место установки должно быть сухим и чистым, с небольшим количеством пыли
– В случае наружной установки место установки не должно подвергаться воздействию света, ветра или дождя
– Не допускать попадания влаги в зону вокруг машины
– Место установки должно быть выбрано на высоте менее 1000 м над уровнем моря, при средней температуре 10-40°C
– Источник питания должен быть установлен на твердом и ровном месте
Шаг 2: Контакт с поверхностью
– При контакте с электрическими частями , возгорание или поражение электрическим током
— Не прикасаться к деталям, находящимся под напряжением внутри и снаружи машины
— Источник пайки должен быть заземлен, металлическая основа и зажимы должны быть электрически соединены в соответствии с техническим регламентом
— Перед контактом убедиться, что все детали off
– Не используйте нестандартный кабель
– Обеспечьте строгую безопасность для каждого серийного номера
– После контакта с кабелем необходимо защитить экран
Шаг 3: Связаться с источником сварки
установка сварочного аппарата
Схема подключения, установка аппарата для сварки деталей ARC 250
Убедитесь, что металл соответствует сварочной горелке и сварочному источнику, и убедитесь, что адаптеры горелки затянуты болтами.
