Сварочный инвертор как подключить: Сварка на инверторе: подключение, настройка, процесс работы
Содержание
Подключение сварочного инвертора
Каждый сварочный аппарат укомплектован стандартным набором кабелей. Без них просто невозможно выполнение каких-либо работ. Поэтому большое значение имеет правильное подключение сварочного инвертора. Все подобные устройства оборудуются не только двумя рабочими кабелями, но и еще одним, по которому подается питание. Некоторые сложности могут возникнуть с кабелями для подключения электрода и зажима, обеспечивающего соединение с массой. Для них предусмотрены отдельные разъемы с плюсом и минусом. Варианты подключения могут быть разными, в зависимости от используемого материала и условий выполнения работ.
Содержание
Подготовка к работе и подключение
После того как были подготовлены защитная одежда, обувь, сварочная маска и электроды, можно переходить к подключению аппарата. В связи с повышенной мощностью оборудования, необходимо ознакомиться с характеристиками и возможностями сети, используемой в качестве источника питания. Как правило, особых проблем не возникает, поскольку все бытовые инверторы рассчитаны на 220 вольт.
Единственным требованием, связанным с безопасностью, является установка автомата с необходимыми параметрами. Это позволит избежать негативных последствий в случае коротких замыканий и других непредвиденных ситуаций. Далее, сварочный инвертор размещается на рабочем месте с соблюдением определенных правил и технических норм:
- Минимальное расстояние от стен и крупных предметов составляет 2 метра.
- В обязательном порядке делается защитное заземление.
- Поблизости не должно быть воспламеняющихся и взрывоопасных предметов и веществ.
- Для сварочных работ следует использовать металлический стол или просто свободную площадку.
Подготовив рабочее место, можно выполнять подключение сварочного инвертора. Каждый кабель и провод вставляется в нужное гнездо инвертора. В держателе закрепляется электрод, а к металлической заготовке подключается зажим массы. В качестве источника тока может использоваться не только бытовая сеть 220 В, но и промышленная – на 380 В. При отсутствии стационарных сетей, допускается использование бензинового или дизельного генератора.
При отсутствии стационарных сетей, допускается использование бензинового или дизельного генератора.
Соединение с электрической сетью
При подключении сварочного инвертора к домашней сети, нередко возникают проблемы технического характера. Поэтому данная процедура должна выполняться правильно и предельно аккуратно, с учетом особенностей местной электропроводки. Следует учитывать и возможную бесперебойную работу аппарата, с точными интервалами времени, отводимыми на сварку и технические перерывы.
В первую очередь необходимо изучить характеристики и тип розетки, куда выполняется подключение инвертора. Обычно, при работе на максимальном токе, инвертор способен выдать на выходе 140 А. При таких показателях вполне достаточно розетки на 16 А. В старых домах до сих пор стоят изделия на 10 ампер и соответствующая проводка, которая может не выдержать повышенных нагрузок. Следует проверить наличие и состояние предохранительных пробок, автоматов.
Если в качестве защиты установлены так называемые жучки, то при росте нагрузки их наличие может вызвать тяжелые последствия – короткое замыкание, оплавление проводки, возгорание и т. д. Вполне возможно понадобится установка нового автоматического выключателя, с учетом нагрузки, которую добавляет преобразователь.
д. Вполне возможно понадобится установка нового автоматического выключателя, с учетом нагрузки, которую добавляет преобразователь.
В некоторых случаях может возникнуть так называемая просадка сети, когда напряжение падает до 150 В и ниже. Это первый признак недостаточного сечения сетевых проводов. Если напряжение падает ниже минимально допустимого предела, то к такой сети нельзя подключать сварочное оборудование. При использовании в работе удлинителя, смотанный провод нужно размотать на полную длину. В противном случае, в местах скруток может возникнуть индуктивное сопротивление, которое, в свою очередь, приведет к перегреву изоляции, вплоть до ее расплавления. Если намотки все-таки не удается избежать, она не должна быть слишком плотной, чтобы обеспечивалась естественная вентиляция.
Питание инверторной сварки от генератора
Если объект не оборудован стационарной электрической сетью, а сварка все-таки требуется, можно воспользоваться бензиновым или дизельным генератором. Самое главное – правильно рассчитать нагрузку, чтобы оба устройства оптимально сочетались друг с другом.
Самое главное – правильно рассчитать нагрузку, чтобы оба устройства оптимально сочетались друг с другом.
Необходимо учесть, что в любом инверторе имеются катушки, конденсаторы, электронные схемы и другие элементы, которые считаются реактивными потребителями с коэффициентом мощности около 0,7. При расчете полной мощности аппарата, необходимо активную мощность разделить на коэффициент мощности. После предварительных расчетов, совместимость аппаратуры будет выглядеть следующим образом:
- При сварочном токе 160 А можно работать лишь электродами с наибольшим диаметром 4 мм. Величина активной мощности такого инвертора составляет 3,8 кВт, а полная, учитывая коэффициент 0,7, будет примерно 5-5,5 кВт. С учетом 20-процентного запаса мощности, потребуется генератор не менее чем на 6 кВт.
- Сварочный ток 180 А допускает работу электродами 5 мм. Активная и полная мощность составят 4,8 и 7,5 кВт соответственно. Поэтому мощность генератора должна быть не ниже 8-8,5 кВт.
- Если показатель сварочного тока доходит до 200 А, то подобной аппаратуре нужна трехфазная сеть.
 Диаметр электродом увеличивается до 6 мм. Полная мощность инвертора составит 11,5 кВт, а мощность трехфазного генератора – не ниже 15 кВт.
Диаметр электродом увеличивается до 6 мм. Полная мощность инвертора составит 11,5 кВт, а мощность трехфазного генератора – не ниже 15 кВт.
Иногда возникает вопрос о возможности эксплуатации мощного сварочного устройства не в полную силу своих возможностей. Может ли использоваться схема подключения инвертора к генератору с более низкой мощностью? Специалисты не рекомендуют самостоятельно принимать такое решение, дать окончательное заключение может только профессиональный электромеханик.
Необходимо учитывать и наличие дополнительных опций в конкретном оборудовании, требующих кратковременного повышения мощности в момент их использования.
Выбор параметров удлинителя
Часто кабель питания, входящий в комплект инвертора, оказывается слишком коротким и не обеспечивает подсоединения сварки так, чтобы она располагалась возле соединяемых конструкций. Поэтому сварщики вынуждены пользоваться кабелями-удлинителями или переносками. От таких же бытовых устройств они отличаются только повышенной мощностью проводников.
С технической точки зрения удлинитель есть не что иное, как дополнительный участок цепи от инверторного аппарата до источника тока. Поэтому для расчетов вполне подходит известный закон Ома. При одинаковой мощности разных подключаемых потребителей, сечение проводника напрямую зависит от длины переносного кабеля. В качестве материала следует использовать металлы, у которых минимальное удельное сопротивление.
Поэтому все современные проводники изготавливаются из меди. Изоляция никак не влияет на электрические свойства кабеля, однако в процессе эксплуатации она подвергается различным механическим нагрузкам. Ее толщина должна быть как можно выше, в этом случае кабель прослужит значительно дольше.
Выбор сечения производится в зависимости от величины сварочного тока. В качестве исходных данных для расчетов берется длина кабеля и напряжение. Следует учитывать возможное падение напряжения на данном участке, что может вызвать перегрузки в домашней сети. В обязательном порядке создается запас по мощности не менее 10%, исключающий возможность перегрева проводников.
В комплект к сварочному аппарату рекомендуется создавать удлинители разной протяженности, кратной 10 м. Короткие переноски лучше не использовать. При оптимальных размерах переноски она не оказывает заметного влияния на общее состояние цепи и величину ее напряжения. Сечение кабеля, используемого в удлинителе, и сечение домашней проводки должны быть примерно одинаковыми. Применять бытовые переноски для подключения сварочной аппаратуры категорически запрещается.
Как подключить инвертор в режимах разных полярностей
Для силовых кабелей предусмотрены специальные клеммы, обозначаемые плюсом и минусом. Многие начинающие пользователи не задумываются, как подключить сварочный инвертор и соединяют провода без учета полярности и реальных условий работы.
Между тем, разница все же присутствует и зависит она от законов физики, в соответствии с которыми происходит движение электронов. Имея отрицательный заряд, они в любых условиях перемещаются от минуса к плюсу, в том числе и при включении в эту цепочку инвертора. Сварочный аппарат будет работать, независимо от клеммы, к которой подключен электрод. Однако, движение электронов в каждом случае будет происходить в различных направлениях, и это напрямую повлияет на сам рабочий процесс и конечный результат.
Сварочный аппарат будет работать, независимо от клеммы, к которой подключен электрод. Однако, движение электронов в каждом случае будет происходить в различных направлениях, и это напрямую повлияет на сам рабочий процесс и конечный результат.
Схема прямой полярности предполагает соединение плюса с заготовкой (массой), а минуса – с электродом. Между ними образуется дуга, по которой проходит сварочный ток. При таком соединении анод представляет собой деталь, а катодом является электрод. Сварочный шов будет нагреваться сильнее, примерно на 700-1000 градусов больше, чем электрод.
При обратной полярности, наоборот, электроды оказываются подключенными к плюсовой клемме, а свариваемая деталь соединяется с минусом. В этом случае сильнее будет разогреваться электрод.
Основным фактором выбора полярности является толщина соединяемых заготовок. Более массивный металл требует на стыке более сильного прогрева, для лучшего взаимного проникновения расплавленных частиц. Тонкие материалы, наоборот, нельзя сильно прогревать во избежание прожога и неравномерного сварного шва.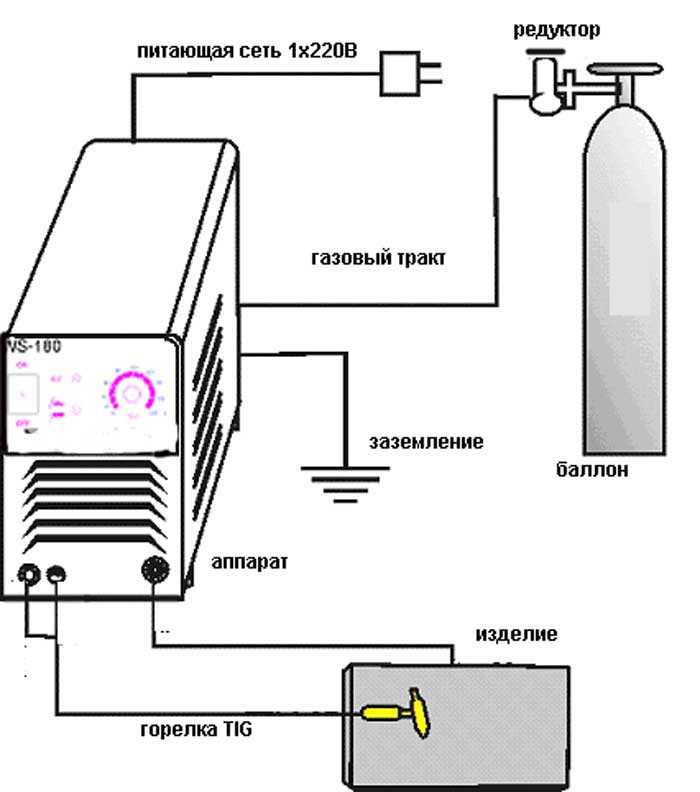
Как правильно подключить сварочный аппарат » сайт для электриков — советы, примеры, схемы
Содержание
- Различие переменного и постоянного тока
- Какие аппараты какой ток вырабатывают
- Разница между сваркой переменным и постоянным током
- Области применения
- Советы по выбору
Но в сварочных агрегатах, генерирующих постоянный и переменный ток, внутри происходят разные физические процессы, определяющие характеристики сварочной дуги. Природа тока при этом тоже отличается.
Что такое полярность?
Говоря о постоянном токе, стоит упомянуть о полярности. Полярность — это направление движения отрицательно заряженных частиц. В физике они всегда движутся от клеммы минуса к клемме плюса. У переменного тока такой четко заданной направленности нет.
У переменного тока такой четко заданной направленности нет.
В сварочных аппаратах, работающих на постоянном токе, сварщик может выбрать, в какое гнездо установить разъем держателя (горелки), а в какой кабель массы. Поскольку электроны всегда движутся от минуса к плюсу, в каждом случае сварочный ток получит определенные свойства.
При прямой полярности (держатель на минус, а масса на плюс) отрицательно заряженные частицы перемещаются от держателя к изделию. Это содействует:
Прямая полярность актуальна для сварки толстых сталей.
Обратная полярность подразумевает подключение держателя к плюсу, а кабеля массы к минусу. Это запускает электроны в обратном порядке — тепло концентрируется не на изделии, а на кончике электрода, снижая тепловложение на изделии. Обратная полярность применяется при сварке тонких листов железа, чтобы избежать прожогов. Но использование обратной полярности ведет к перегреву кончика электрода и его ускоренному плавлению.
Какие аппараты какой ток вырабатывают
Теперь рассмотрим, какие сварочные аппараты вырабатывают переменный или постоянный сварочный ток.
Разница между сваркой переменным и постоянным током
Понимая отличия переменного и постоянного тока, а также особенности сварочных аппаратов, вырабатывающие их, рассмотрим разницу в сварке.
Но трансформаторы с переменным током могут пригодиться и для профессиональных задач. Например, при сварке покрытыми электродами алюминия или ржавого металла, который невозможно очистить. Они лучше инверторов, поскольку постоянное изменение направления движения электронов содействует разрушению оксида алюминия или загрязнений на поверхности. Постоянный ток на такое не способен (только в сочетании с импульсом)
Инверторы лучше подойдут для новичков, чтобы учиться варить. С ними легче работать во всех пространственных положениях, а также сваривать:
Изменение полярности поможет сварить тонкий металл 1-2 мм без прожогов. Но за инверторами требуется более тщательный уход и бережное обращение, иначе частые поломки дорого обойдутся.
Для профессиональной деятельности или частной мастерской лучше купить сварочные аппараты AC/DC. Переключаясь с переменного на постоянный ток, вы сможете качественно варить любые металлы и наслаждаться приятным шелестом электрической дуги.
Переключаясь с переменного на постоянный ток, вы сможете качественно варить любые металлы и наслаждаться приятным шелестом электрической дуги.
Советы по выбору
Выбирая сварочный аппарат переменного тока, обращайте внимание на следующие характеристики:
Не забудьте про качественную маску для сварки, чтобы хорошо видеть сварочную ванну и защитить при этом глаза. Чтобы швы были прочные даже на переменном токе, важны хорошие электроды. Лучше выбирайте с рутиловым или основным покрытием. Они отлично плавятся и содействуют переносу капли металла. Никогда не покупайте для «переменки» электроды с целлюлозным покрытием.
Ответы на вопросы: преимущества и недостатки аппаратов переменного тока для сварки
ПОДГОТОВКА К ПОДКЛЮЧЕНИЮ
Прежде чем подсоединять сварочный инвертор, следует удостовериться, что проводка в здании пригодна для проведения сварочных работ. Первым делом проведите осмотр розеток.
Если они установлены боле четверти века назад, то большой шанс, что и проводка с тех пор не менялась.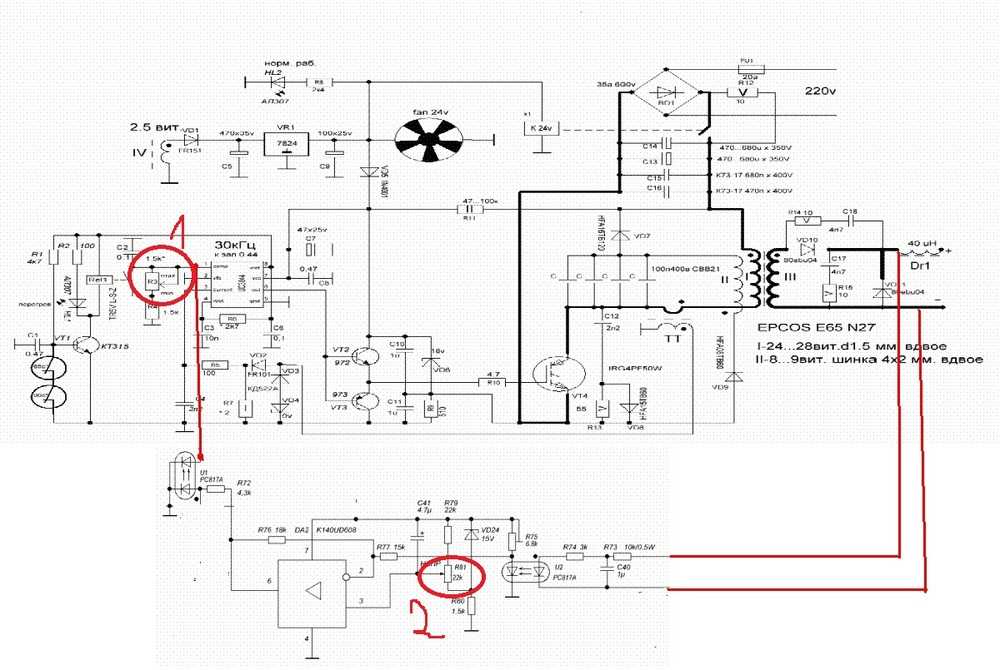 Хорошо, если она выдерживает высокое напряжение, но это, скорее, исключение из правил.
Хорошо, если она выдерживает высокое напряжение, но это, скорее, исключение из правил.
Обычно такая проводка только добавляет трудностей в работе. В таком случае вы не сможете работать с современным инверторным аппаратом, даже используя новейшие сварочные кабели.
Необязательно иметь инженерское образование, чтобы представить последствия подсоединения мощного инвертора к старой розетке.
До начала проведения работ и подключения инвертора нужна обязательная проверка состояния проводки. Не опускайте руки, если выяснится, что ваша проводка может не справиться с такой нагрузкой.
Из этой ситуации можно выйти, используя генератор тока. Как это сделать, описано ниже. Сейчас предлагаем рассмотреть варианты подключения к сети инверторного сварочного аппарата.
После того как были подготовлены защитная одежда, обувь, сварочная маска и электроды, можно переходить к подключению аппарата. В связи с повышенной мощностью оборудования, необходимо ознакомиться с характеристиками и возможностями сети, используемой в качестве источника питания. Как правило, особых проблем не возникает, поскольку все бытовые инверторы рассчитаны на 220 вольт.
Как правило, особых проблем не возникает, поскольку все бытовые инверторы рассчитаны на 220 вольт.
Единственным требованием, связанным с безопасностью, является установка автомата с необходимыми параметрами. Это позволит избежать негативных последствий в случае коротких замыканий и других непредвиденных ситуаций. Далее, сварочный инвертор размещается на рабочем месте с соблюдением определенных правил и технических норм:
- Минимальное расстояние от стен и крупных предметов составляет 2 метра.
- В обязательном порядке делается защитное заземление.
- Поблизости не должно быть воспламеняющихся и взрывоопасных предметов и веществ.
- Для сварочных работ следует использовать металлический стол или просто свободную площадку.
Подготовив рабочее место, можно выполнять подключение сварочного инвертора. Каждый кабель и провод вставляется в нужное гнездо инвертора. В держателе закрепляется электрод, а к металлической заготовке подключается зажим массы. В качестве источника тока может использоваться не только бытовая сеть 220 В, но и промышленная – на 380 В. При отсутствии стационарных сетей, допускается использование бензинового или дизельного генератора.
В качестве источника тока может использоваться не только бытовая сеть 220 В, но и промышленная – на 380 В. При отсутствии стационарных сетей, допускается использование бензинового или дизельного генератора.
Присоединение сварочного аппарата к электросети
Зная устройство и общие принципы работы, для специалиста совсем несложно выполнить подключение сварочного инвертора. Этот процесс должен выполняться в определенной последовательности с соблюдением мер электробезопасности. От этого, в дальнейшем, будет полностью зависеть стабильная и устойчивая работа сварочного оборудования.
Применение сварочных инверторов должно производиться только по их прямому назначению, то есть для производства сварочных работ. Ремонт и обслуживание такого оборудования выполняется лицами, прошедшими специальное обучение. Таким образом, обеспечивается безопасность не только сварочной техники, но и самого сварщика, а также других посторонних лиц.
Прежде всего, нужно выполнить качественное заземление. Сварочные кабели не должны быть изношены или иметь повреждений изоляции. Если электрический контур находится под напряжением, к нему категорически запрещено притрагиваться. В процессе работы обеспечивается обязательная вытяжка образующихся газов. При работе в помещении, оно должно быть хорошо проветриваемым.
Сварочные кабели не должны быть изношены или иметь повреждений изоляции. Если электрический контур находится под напряжением, к нему категорически запрещено притрагиваться. В процессе работы обеспечивается обязательная вытяжка образующихся газов. При работе в помещении, оно должно быть хорошо проветриваемым.
Во время сварки образуется магнитное поле, представляющее опасность для определенных категорий людей. Перед подключением инвертора необходимо выполнить ряд подготовительных работ.
Прежде всего, необходимо подготовить место, где будет установлен сварочный инвертор. Выбор места осуществляется в полном соответствии с инструкциями по эксплуатации.
Непосредственное подключение сварочного инвертора к электрической сети должно производиться электриком. имеющим соответствующую квалификацию.
Частота и величина напряжения электрической сети должна совпадать с соответствующими параметрами инвертора. Для защиты штепсельной розетки используются автоматические выключатели или специальные предохранители.
Подключение сварочных высоковольтных кабелей к инвертору осуществляется при отключенной сети. Одновременно производится подключение держателя электродов и заземляющего кабеля. При этом, должна соблюдаться полярность в соответствии с тем или иным типом электродов. Сварочные кабели не должны быть чрезмерно длинными. Они располагаются на минимальном расстоянии между собой.
Свариваемый материал всегда соединяется с землей для уменьшения электромагнитного излучения. Таким образом, удается избежать травм рабочих и технологического оборудования.
КакИменно. ру как именно решать возникающие проблемы Полная версия сайта
На сегодняшний день можно сказать совершенно уверенно, что инверторые сварочные аппараты на рынке бытовых инструментов планомерно вытесняют свои традиционные трансформаторные аналоги.
Тем не менее для начала работы с инверторным сварочным аппаратом необходимо обладать некоторым минимум знаний. Предлагаем ознакомиться с краткой инструкцией о том, как варить инверторной сваркой.
Для начала необходимо подготовить следующие материалы, инструменты, одежду и дополнительные приспособления:
- сварочный инвертор;
- сварочные кабели;
- защитную одежду и обувь;
- маску сварщика;
- электроды;
- металлическую щетку;
- молоток.
Для того, чтобы соединить детали с помощью ручной дуговой инверторной сварки или просто потренироваться в сварочных работах выполните следующие шаги.
- Обратите внимание на параметры электрической сети. Большинство инверторов чувствительны к значительным отклонениям от номинального напряжения. Например, если вы живете в сельской местности с нестабильным напряжением, или для подключения инверторного сварочного аппарата вы используете переноску длиной от 100 м, то на «просаженной» сети будет сложно получить максимальный сварочный ток.
- Оденьте защитную одежду и подготовьте маску сварщика. Одежда должна быть изготовлена из плотной ткани, которая защитит кожу от сварочных брызг и от интенсивного ультрафиолетового излучения, которое возникает в месте горения электрической дуги.
 Маску отрегулируйте по размеру головы.выходные разъемы
Маску отрегулируйте по размеру головы.выходные разъемы - Присоедините к инвертору сварочные провода. Обратите внимание на полярность подключения. Провод «массу» подсоедините к разъему со знаком ( ), а провод с держателем электрода к разъему ( ). Убедитесь в надежности фиксации наконечников проводов в разъемах.
- Подключите инвертор к электрической сети. При этом учитывайте, что несмотря на более низкую нагрузку на сеть по сравнению с трансформаторными сварочными аппаратами, инвертору требуется немалая мощность. Если максимальная сила сварочного тока вашего инвертора составляет 160-180A, то в режиме полной мощности ему будет необходимо 2,5-3,0 кВт электроэнергии.
- Закрепите держатель массы на свариваемой заготовке. Предварительно зачистите место подсоединения массы, если на нем присутствуют ржавчина, краска или любые иные покрытия, создающие значительное сопротивление для прохождения электрического тока.
- Вставьте электрод в держатель. Выбор подходящего электрода очень важен в процессе сварки.
 Основной показатель – это диаметр электрода. Ориентировочно можно считать, что для сварки металла толщиной 2 мм необходим электрод таким же диаметром, для металла 3 мм – диаметром 3 мм, для 4 мм диаметр электрода должен составлять также 4 мм и так далее.
Основной показатель – это диаметр электрода. Ориентировочно можно считать, что для сварки металла толщиной 2 мм необходим электрод таким же диаметром, для металла 3 мм – диаметром 3 мм, для 4 мм диаметр электрода должен составлять также 4 мм и так далее. - Включите инвертор и выберите необходимый сварочный ток. Здесь также для ориентира можно считать, что для качественно сваривания металла на каждый миллиметр его толщины необходим сварочный ток в 35-40А. С опытом станете замечать, что недостаток силы тока приводит к затруднениям с розжигом дуги, электрод будет «липнуть» к металлу. Избыточный ток будет сопровождаться сильным разбрызгиванием металла и его сквозными прожигами в местах, в которых электрод был передержан.расположение электрода
- Определитесь с местом сварки и опустите сварочную маску. Поднесите конец электрода к предполагаемому месту сварки как бы чиркая по ней. После того как дуга зажглась немного отведите электрод от заготовки на расстояние равное его диаметру.
 Электрод держите под углом 30-60° от вертикали.
Электрод держите под углом 30-60° от вертикали. - Горящей сварочной дугой пройдите по всей длине намеченного сварочного шва, контролируя проплавление металла. После застывания шва обстучите его молотком, чтобы сбить окалину и зачистите металлической щеткой. Проверьте насколько хорошо вам удалось выполнить сварочный шов.
- Если шов получился некачественным и необходимая прочность соединения деталей не получена, то после очистки окалины еще раз проварите место соединения. Используйте зигзагообразные движения торца электрода во время сварки.
В процессе сварки и получения качественного соединения деталей большую роль играет опыт подобных работ. Но сварщиками никто не рождается и потренировавшись некоторое время вы сможете сами с помощью новых навыков решать множество бытовых проблем и создавать полезные конструкции из металла.
Похожие новости
Время чтения: ≈5 минут
Итак, вы приобрели свой первый инверторный сварочный аппарат. Наверняка в комплекте с ним вы найдете инструкцию по эксплуатации.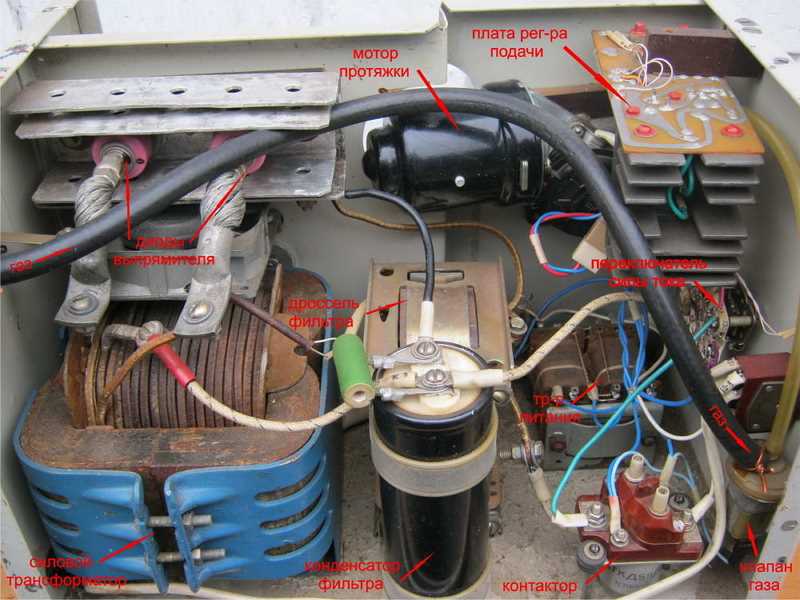 Внимательно изучив ее вы обнаружите, что о правильном включении сказано всего несколько общих фраз. Неужели все так просто? Включить вилку в розетку и все? Увы, но нет.
Внимательно изучив ее вы обнаружите, что о правильном включении сказано всего несколько общих фраз. Неужели все так просто? Включить вилку в розетку и все? Увы, но нет.
Сварочный аппарат инверторного типа — это сложный прибор со своими нюансами и особенностями. Бездумно подключив его в бытовую розетку вы рискуете лишиться самого аппарата или проводки в доме. Так как подключить сварочный инвертор правильно?
В этой статье мы кратко расскажем, как подключить сварочный аппарат к домашней сети 220 Вольт и что стоит учитывать.
Перед тем, как вы узнаете, как правильно подключить сварочный аппарат, вам нужно убедиться, что проводка в доме способна выдержать сварочные работы.
Осмотрите розетки, насколько они старые? Если розетки не менялись более 25 лет, скорее всего и вся проводка в доме тоже старая. Это не критично, если она способна выдерживать большие значения тока. Но зачастую старая проводка не приносит ничего кроме проблем.
У вас вряд ли получится использовать современные сварочные провода вместе с аппаратом, если электроснабжение в доме далеко от идеала.
Не нужно быть электриком, чтобы понять, что будет, если подключить мощный современный сварочник в старые розетки. В лучшем случае вы останетесь без электричества. В худшем случае — все ваши соседи останутся без света, а ваши электроприборы просто выйдут из строя.
Словом, проверьте предварительно, сможет ли ваша проводка выдержать нагрузку. Если вы убедитесь, что не сможет, не отчаивайтесь. Эту проблему можно решить. Об этом мы расскажем позже. А пока ниже представлена схема подключения сварочного аппарата.
Итак, вы проверили свою проводку и оказалось, что подключение сварочного аппарата 220в просто невозможно. Что делать в данной ситуации? Можно использовать сторонний генератор тока.
И вот на этом моменте многие сразу начинают вспоминать, что хранят на даче старый бензиновый генератор, который не раз спасал их от внезапного отключения электричества. С виду применение таких генераторов кажется вполне неплохой идеей, но на практике все иначе. Зачастую все бензиновые генераторы маломощны и не способны длительное время обеспечивать напряжение более 5 кВт.
Как вы понимаете, подключение сварочного инвертора к маломощному бензогенератору просто бессмысленно. Чтобы узнать, какая мощность вам необходима, просто умножьте силу тока, с которой будете варить, на значение напряжения.
В общем, бензогенератор — это выбор для тех, у кого больше нет никакой возможности получить дополнительный источник тока. В идеале необходимо еще перед покупкой инвертора проверить всю проводку и в случае ее непригодности купить сварочник со встроенным генератором. Да, эти модели стоят недешево и очень громоздкие. Но это наиболее удобное решение проблемы.
Питание инверторной сварки от генератора
Если объект не оборудован стационарной электрической сетью, а сварка все-таки требуется, можно воспользоваться бензиновым или дизельным генератором. Самое главное – правильно рассчитать нагрузку, чтобы оба устройства оптимально сочетались друг с другом.
Необходимо учесть, что в любом инверторе имеются катушки, конденсаторы, электронные схемы и другие элементы, которые считаются реактивными потребителями с коэффициентом мощности около 0,7. При расчете полной мощности аппарата, необходимо активную мощность разделить на коэффициент мощности. После предварительных расчетов, совместимость аппаратуры будет выглядеть следующим образом:
При расчете полной мощности аппарата, необходимо активную мощность разделить на коэффициент мощности. После предварительных расчетов, совместимость аппаратуры будет выглядеть следующим образом:
- При сварочном токе 160 А можно работать лишь электродами с наибольшим диаметром 4 мм. Величина активной мощности такого инвертора составляет 3,8 кВт, а полная, учитывая коэффициент 0,7, будет примерно 5-5,5 кВт. С учетом 20-процентного запаса мощности, потребуется генератор не менее чем на 6 кВт.
- Сварочный ток 180 А допускает работу электродами 5 мм. Активная и полная мощность составят 4,8 и 7,5 кВт соответственно. Поэтому мощность генератора должна быть не ниже 8-8,5 кВт.
- Если показатель сварочного тока доходит до 200 А, то подобной аппаратуре нужна трехфазная сеть. Диаметр электродом увеличивается до 6 мм. Полная мощность инвертора составит 11,5 кВт, а мощность трехфазного генератора – не ниже 15 кВт.
Иногда возникает вопрос о возможности эксплуатации мощного сварочного устройства не в полную силу своих возможностей. Может ли использоваться схема подключения инвертора к генератору с более низкой мощностью? Специалисты не рекомендуют самостоятельно принимать такое решение, дать окончательное заключение может только профессиональный электромеханик.
Может ли использоваться схема подключения инвертора к генератору с более низкой мощностью? Специалисты не рекомендуют самостоятельно принимать такое решение, дать окончательное заключение может только профессиональный электромеханик.
Необходимо учитывать и наличие дополнительных опций в конкретном оборудовании, требующих кратковременного повышения мощности в момент их использования.
Если результат проверки проводки неутешительный, подключение инвертора недопустимо. Но всегда есть выход из положения. Можно задействовать электрические генераторы.
У многих есть бензогенераторы, способные выручить при отсутствии электричества. Теоретически их применение может показаться, отличной идеей.
На деле оказывается, что такие генераторы обладают невысокой мощностью, и подавать напряжение более 5КвТ, для них — невыполнимая задача.
Рассмотрим стандартную схему подключения. При сварке электродом 3 мм и током силой в 120А и напряжением 40В, надо умножить 120 на 40. Значит необходимое значение мощности — не менее 4,8 кВт.
Учитывая, что КПД инвертора меньше 100%, для стабильной работы сварочного аппарата потребуется не менее 6 кВт.
Итак, бензиновый генератор можно использовать в случае, когда никакой иной источник тока не доступен. Логичнее проверить проводку еще на этапе планирования покупки инверторного аппарата.
Если она не отвечает требованиям, есть решение приобрести аппарат с уже вмонтированным генератором. Единственными недостатками этих моделей является цена и большие габариты. Но, бывает, иначе проблему не решить.
В случае неактуальности для вас такого варианта, обратите внимание на стабилизатор тока для сварочного инвертора. К нему можно подключить аппарат в условиях относительно стабильной сети.
Выбор параметров удлинителя
Часто кабель питания, входящий в комплект инвертора, оказывается слишком коротким и не обеспечивает подсоединения сварки так, чтобы она располагалась возле соединяемых конструкций. Поэтому сварщики вынуждены пользоваться кабелями-удлинителями или переносками. От таких же бытовых устройств они отличаются только повышенной мощностью проводников.
От таких же бытовых устройств они отличаются только повышенной мощностью проводников.
С технической точки зрения удлинитель есть не что иное, как дополнительный участок цепи от инверторного аппарата до источника тока. Поэтому для расчетов вполне подходит известный закон Ома. При одинаковой мощности разных подключаемых потребителей, сечение проводника напрямую зависит от длины переносного кабеля. В качестве материала следует использовать металлы, у которых минимальное удельное сопротивление.
Поэтому все современные проводники изготавливаются из меди. Изоляция никак не влияет на электрические свойства кабеля, однако в процессе эксплуатации она подвергается различным механическим нагрузкам. Ее толщина должна быть как можно выше, в этом случае кабель прослужит значительно дольше.
Выбор сечения производится в зависимости от величины сварочного тока. В качестве исходных данных для расчетов берется длина кабеля и напряжение. Следует учитывать возможное падение напряжения на данном участке, что может вызвать перегрузки в домашней сети. В обязательном порядке создается запас по мощности не менее 10%, исключающий возможность перегрева проводников.
В обязательном порядке создается запас по мощности не менее 10%, исключающий возможность перегрева проводников.
В комплект к сварочному аппарату рекомендуется создавать удлинители разной протяженности, кратной 10 м. Короткие переноски лучше не использовать. При оптимальных размерах переноски она не оказывает заметного влияния на общее состояние цепи и величину ее напряжения. Сечение кабеля, используемого в удлинителе, и сечение домашней проводки должны быть примерно одинаковыми. Применять бытовые переноски для подключения сварочной аппаратуры категорически запрещается.
Особое внимание нужно уделить применению удлинителей при подключении инверторов к сети. При неправильно выбранном удлинителе снижается КПД сварочного инвертора и падает напряжение.
Комплектация сварочных аппаратов обычно подразумевает наличие кабеля, длиной около 2,5 м. Для несложных работ этой длины хватит, но в случае частого передвижения или сварки на высоте, ее будет недостаточно.
Поэтому совсем не лишним будет узнать про подключение кабелей удлинителей.![]() Ни в коем случае не подключайте их наобум! Потребуется рассчитать точный размер сечения удлиняющего кабеля.
Ни в коем случае не подключайте их наобум! Потребуется рассчитать точный размер сечения удлиняющего кабеля.
Эта величина напрямую связана с максимальной мощностью, которую может выдержать провод.
Используя приведенную выше схему, приведем пример. Сила нужного нам тока при сварке составляет 120А. 16А мы получим при использовании кабеля сечением 2,5 кв.
Гораздо эффективнее купить один кабель необходимой длины, чем подключать друг к другу несколько коротких. Так контактные соединения удлинителя окажутся более долговечными, а возможность потери КПД сварочного инвертора снизится.
Как подключить инвертор в режимах разных полярностей
Сварочный аппарат-инвертор приобрел широкую популярность среди домашних мастеров и малых ремонтных мастерских. Чтобы получить прочный и долговечный шов, мало мощного и исправного аппарата. Необходимы также качественные провода для сварочного инвертора подходящего сечения, типа и длины.
Устройство
Медь из доступных металлов служит лучшим проводником. В сочетании с гибкостью это делает ее идеальным материалом для изготовления основы сварочного провода- токопроводящих жил.
В сочетании с гибкостью это делает ее идеальным материалом для изготовления основы сварочного провода- токопроводящих жил.
Конструкция состоит из следующих основных частей:
- медная жила, скрученная из большого числа медных проволочек диаметром до 0, 5 мм;
- разделительный слой- тонкая оболочка, предупреждающая слипание жилы и слоя изоляции, может дополняться тальком или другим порошком;
- изолирующее покрытие, состоит из каучука, резины или другого полимера.
На концах предусмотрены контакты для того, чтобы подключаться к инвертору и держателю. Они опрессовываются и пропаиваются для обеспечения наилучшего контакта.
Характеристики
Важнейшая характеристика нужная для провода- его сечение. Оно определяет максимальный ток, проходящий через кабель. Не менее важно и сопротивление, обуславливающее потери электроэнергии на пути от аппарата к электроду. Большое значении имеют механические параметры:
- прочность: способность выдерживать нагрузки;
- упругость: способность возвращаться к начальной форме после деформации
- температурная стойкость: способность сохранять рабочие свойства при изменении температуры;
- способность выдерживать солнечный свет и влажность;
- сопротивляемость грибку и плесени;
С инверторами бытового и полупрофессионального класса, наиболее распространенными в домашних мастерских, в основном используются одножильные провода марки КГ.
В зависимости от назначения и характеристик они бывают:
- , изоляция выполнена из морозоустойчивого каучука, они работают на холоде;
- , изоляция пропитана веществами, предотвращающими рост грибка и плесени, используются во влажном климате
- , провода повышенной гибкости, для сварки в труднодоступных местах, например, в судостроении.
Одножильный
Большая часть инверторных проводов выполняются одножильными.
Один провод соединяет клеммы аппарата с держателем электрода, другой- с зажимом массы на заготовке.
Двужильный
Используются для высокочастотной сварки и работы переменным током. Две жилы имеют собственную изоляцию, снаружи они покрыты еще одним изоляционным слоем. В качестве материала используются сплавы меди и других цветных металлов.
Трехжильный
Такие провода применяются, чтобы подсоединять системы автоматической сварки, соединяющих трубопроводы и большие емкости.
Каждая жила также имеет собственную изоляцию.
Выбор сечения
Корректно выбранное сечение сварочного кабеля для инвертора позволит работать безопасно и с ожидаемой производительностью.
При недостаточном сечении сопротивление провода будет вызывать потери тока на его нагрев, в результате аппарат не сможет развить необходимый сварочный ток и качество шва резко ухудшится.
На инверторе в таком случае начнет моргать индикатор, свидетельствующий о перегрузке.
Для более производительных устройств потребуется сечением до 50 мм2.
Правильное соединение гарантирует сварщику производительную и безопасную работу.
Подключение проводов к сварочному аппарату требует соблюдения ряда правил:
- на конце обязательно должна быть клемма, обжатая или пропаянная;
- провод по своему сечению должен соответствовать максимальному рабочему току аппарата плюс запас в 20%
- следует внимательно следить за полярностью подсоединения и соблюдать ее;
- кабель должен лежать в рабочей зоне свободно, без натяжения и петель.

Как подключить сварочный аппарат, если провода не хватает до зоны сварки? Можно нарастить его длину.
Наращивая длину, нужно понимать, что чем длиннее кабель для подключения сварочного инвертора, тем больше потери и ниже результирующая сила тока.
При необходимости вести сварку на большом удалении от аппарата следует подключать провода большего сечения, чтобы скомпенсировать потери.
При сращивании в единую схему 380в кабелей, оснащенных клеммами с отверстием, их следует зачистить и надежно соединить болтом с гайкой, не забыв проложить шайбы большого диаметра. Место соединения необходимо тщательно заизолировать с учетом того, что провод будут неоднократно протаскивать по металлу и бетону.
Как подключить инвертор, если на кабеле нет опрессованной клеммы? Провода сращивают путем многократного переплетения проволок, составляющих жилу. Потом место соединения следует пропаять и обжать.
Заводы-изготовители не оговаривают ограничений на длину кабеля. В каждом случае сварщик сам решает, что лучше- удлинять или почаще перетаскивать инвертор и бензогенератор.
В каждом случае сварщик сам решает, что лучше- удлинять или почаще перетаскивать инвертор и бензогенератор.
Маркировка сварочного провода состоит из нескольких групп букв и цифр. По ней можно понять, какая модель перед нами.
Сначала следует несколько букв, указывающих на тип кабеля.
Далее идет цифра, обознающаяся число жил- 1, 2 или более. Завершает обозначение сечение кабеля в мм2.
При сварных работах следует соблюдать следующие требования:
- нельзя работать проводами с нарушенной изоляцией и недостаточного сечения;
- провод в рабочей зоне должен размещаться свободно, не цепляясь за руки или ноги сварщика;
- в рабочей зоне должно быть достаточно света для уверенного перемещения сварщика;
- при соединении с аппаратом нужно соблюдать полярность.
Правильно подобранные провода для сварочного инвертора- залог безопасной и производительной работы. Нужно обращать внимание на сечение, длину и климатический класс кабеля. Удлинение кабеля можно проводить в строгом соответствии с требованиями правил.
Для силовых кабелей предусмотрены специальные клеммы, обозначаемые плюсом и минусом. Многие начинающие пользователи не задумываются, как подключить сварочный инвертор и соединяют провода без учета полярности и реальных условий работы.
Между тем, разница все же присутствует и зависит она от законов физики, в соответствии с которыми происходит движение электронов. Имея отрицательный заряд, они в любых условиях перемещаются от минуса к плюсу, в том числе и при включении в эту цепочку инвертора. Сварочный аппарат будет работать, независимо от клеммы, к которой подключен электрод.
Схема прямой полярности предполагает соединение плюса с заготовкой (массой), а минуса – с электродом. Между ними образуется дуга, по которой проходит сварочный ток. При таком соединении анод представляет собой деталь, а катодом является электрод. Сварочный шов будет нагреваться сильнее, примерно на 700-1000 градусов больше, чем электрод.
При обратной полярности, наоборот, электроды оказываются подключенными к плюсовой клемме, а свариваемая деталь соединяется с минусом. В этом случае сильнее будет разогреваться электрод.
В этом случае сильнее будет разогреваться электрод.
Основным фактором выбора полярности является толщина соединяемых заготовок. Более массивный металл требует на стыке более сильного прогрева, для лучшего взаимного проникновения расплавленных частиц. Тонкие материалы, наоборот, нельзя сильно прогревать во избежание прожога и неравномерного сварного шва.
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
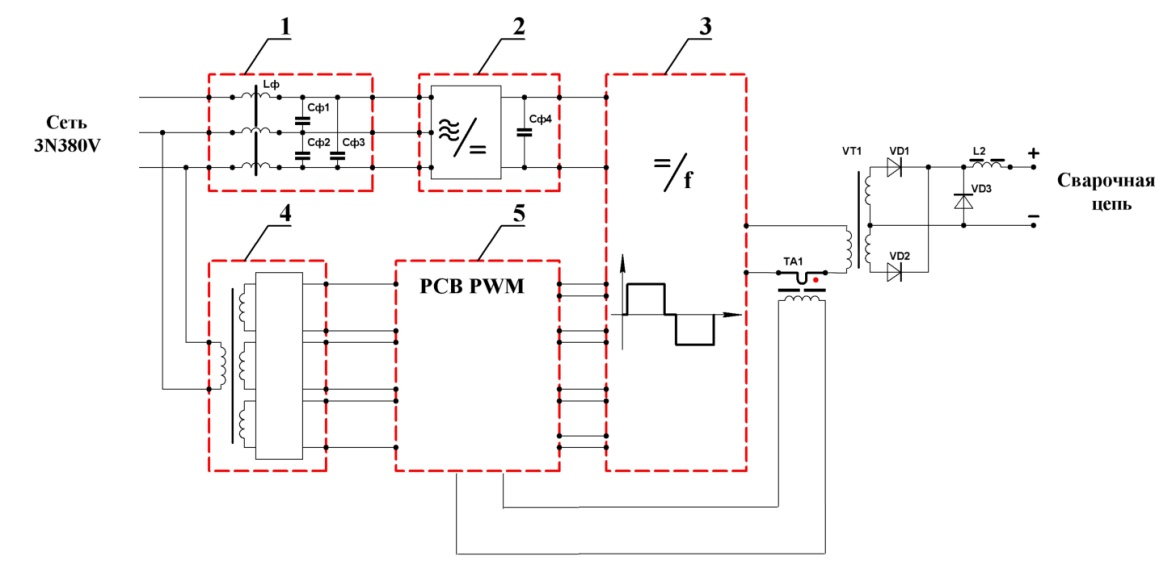
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети.
 Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь. - Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые.
 Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории. Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории. Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
Прямая и обратная полярность при сварке
В литературе по методам сварки и инструкциях к сварочным аппаратам нередко встречаются выражения «прямая и обратная полярность». От выбора полярности зависит процесс сварки, качество шва, расход электрода, глубина проплавления. Начинающим сварщикам важно знать, что означает прямая и обратная полярность, чтобы правильно подбирать режимы сварки в конкретных ситуациях.
В этой статье:
- Дуговая сварка — режимы полярности
- Отличия режимов сварки
- Влияние полярности на сварку
- Сварка полуавтоматом
- Сварка инвертором
- Электрододержатель
- Сварочные электроды
- Выбор инвертора и его эксплуатация
Дуговая сварка — режимы полярности
Для горения электрической дуги, которой осуществляется сварка, требуется источник тока и замыкание полюсов с небольшим воздушным зазором 3-5 мм. Источником тока может быть сварочный инвертор, преобразователь, выпрямитель, генератор. Понятие полярности возможно только у источников постоянного тока, поскольку у трансформаторов, вырабатывающих переменный ток, направление движения электронов меняется до 100 раз в секунду.
Соответственно, заряд тоже меняется с положительного на отрицательный многократно за секунды. При такой «скачке» с хаотичным движением, постоянной полярности быть не может. На постоянном токе отрицательно заряженные электроны движутся от минуса к плюсу. Их направление постоянное, что дает определенные свойства:
На постоянном токе отрицательно заряженные электроны движутся от минуса к плюсу. Их направление постоянное, что дает определенные свойства:
У сварочного аппарата постоянного тока есть два гнезда для подключения кабелей держателя и массы. В держатель вставляется электрод и сварщик манипулирует им, ведя шов. Кабель массы через зажим «крокодил» крепится к изделию.
Если держатель установить в разъем «-«, а кабель массы подключить к «+», получится прямая полярность. При подключении наоборот (держатель к «+», а массу к «-«) полярность будет обратная.
Отличия режимов сварки
Рассмотрим, чем отличается прямая и обратная полярность при сварке. По законам физики постоянный ток течет в одном направлении от минуса к плюсу (движение электронов с отрицательным зарядом). При этом тепло всегда концентрируется на плюсе. Соответственно, где «+», там температура будет выше.
Соответственно, где «+», там температура будет выше.
При сварке на прямой полярности «+» на изделии. Это обеспечивает больший нагрев поверхности и, в то же время, не перегревает электрод. На его кончике пятно тепла будет анодным. Работа дугой с обратной полярностью означает «плюс» на кончике электрода и образование катодного теплового пятна. За счет этого расходник нагревается больше, а изделие меньше. Разница в температуре составляет около 1000º С.
Влияние полярности на сварку
Теперь обсудим, как полярность, а именно локализация нагрева, сказываются на процессе сварки.
Достоинства и недостатки прямой полярности
Концентрация теплового пучка на изделии дает следующие результаты:

Сварка TIG цветных металлов, например меди, ведется на прямой полярности. Лучше всего применять такой режим при работах с металлами сечением от 4 мм и выше. Но тонкие листовые заготовки на прямой полярности будут прожигаться. Еще стороны может сильно «повести» при сварке и потребуется рихтовка деталей. Не получится использовать электроды для переменного тока при сварке постоянным с «плюсом» на держателе. Разбрызгивание металла при таком режиме тоже повышается.
Достоинства и недостатки обратной полярности
Использование обратной полярности дает следующие особенности при сварке:

Обратную полярность лучше использовать при сварке тонких металлов, чтобы электрод не прилипал, но при этом не было прожогов. В случае ведения прерывистой дугой коротких швов тепловложение уменьшается еще больше.
Соединение толстых заготовок 6-10 мм происходит гораздо хуже, поскольку нет нужной глубины проплавления. При «минусе» на держателе легче добиться качественного шва на нержавейке, алюминии, высокоуглеродистой стали или чугуне. Если требуется наплавить присадочный металл под последующую проточку, то на обратной полярности отделение капли происходит гораздо быстрее.
Источник видео: Территория сварки R
Но кончик электрода от повышенного нагрева укорачивается тоже быстро, поэтому будет перерасход по материалам. Если обмазка электрода чувствительна к перегреву, то от удержания длительной непрерывной дуги покрытие может осыпаться, и голый стержень станет не пригодным для сварки. При снижении силы тока до минимального, дуга начинает «скакать» и управлять сварочной ванной становится сложнее, поэтому при сварке тонколистовой стали пригодятся дополнительные функции в инверторе, о которых упомянем ниже.
Если обмазка электрода чувствительна к перегреву, то от удержания длительной непрерывной дуги покрытие может осыпаться, и голый стержень станет не пригодным для сварки. При снижении силы тока до минимального, дуга начинает «скакать» и управлять сварочной ванной становится сложнее, поэтому при сварке тонколистовой стали пригодятся дополнительные функции в инверторе, о которых упомянем ниже.
Сварка полуавтоматом
Если предстоит варить самозащитной порошковой проволокой без газа, то потребуется обратная полярность. В отличие от инвертора, у которого достаточно поменять местами разъемы кабеля держателя и массы, у полуавтомата горелка крепится к рукаву. В нем проложен канал для проволоки, силовой провод, шланг подачи защитного газа и провода управления. Просто в разъем с массой горелку не вставить — не подойдет по форме.
Для смены полярности полуавтомата есть несколько способов, в зависимости от конфигурации оборудования. У одних моделей нужно поменять местами разъемы в нижней части (силовой кабель горелки имеет отдельный выход с гнездом, как у массы). У других — открыть боковую крышку и переподключить кабеля к клеммам (обычно они разных цветов). Потребуется рожковый ключ.
У других — открыть боковую крышку и переподключить кабеля к клеммам (обычно они разных цветов). Потребуется рожковый ключ.
Сварка инвертором
Сварка ведется неотрывной дугой с зазором 3-5 мм. Чем быстрее проводить электрод над одним местом стыка, тем меньше глубина проплавления. При замедлении глубина провара увеличивается. Если предстоит подряд сваривать стыки с разной толщиной сторон, можно выставить силу тока на аппарате для самого большого сечения в конструкции, а глубину провара регулировать скоростью ведения электрода. Только дугу при этом всегда держат на более толстом металле, кратковременно перенося на тонкий, чтобы избежать прожогов.
Сварка на обратной полярности чаще всего применяется для соединения тонких листовых материалов сечением 1-3 мм. Но даже концентрирование теплового пучка на кончике электрода не всегда спасает от прожогов. Чтобы предупредить дефекты шва, используют прерывистую дугу. Ее поджигают касанием об изделие и накладывают короткие швы без отступов. Отрыв кончика электрода от изделия на высоту 2 см приводит к затуханию дуги. Затем кончик снова подносят и он загорается без постукивания. Такие паузы дают дополнительное время для остывания шва и исключают прожоги.
Отрыв кончика электрода от изделия на высоту 2 см приводит к затуханию дуги. Затем кончик снова подносят и он загорается без постукивания. Такие паузы дают дополнительное время для остывания шва и исключают прожоги.
Электрододержатель
Сварочные электроды
Выбор инвертора и его эксплуатация
Чтобы быстро переключать полярность при работе с тонкими и толстыми металлами, у инвертора должны быть надежные разъемы силовых кабелей. Хлипкие тонкие штырьки в разъеме и невысокий бортик для фиксации быстро износятся от частых перестановок. Тогда возникнет люфт, в гнездах кабеля будут болтаться, образуется повышенное сопротивление и перегрев. Сила сварочного тока будет падать, а между разъемом и гнездом даже возможно образование электрической дуги.
Подбирайте надежные инверторы ММА с прочными гнездами, чтобы при смене полярности ничего не изнашивалось и не болталось. Если у Вас уже есть инвертор и его разъемы изношены, их можно заменить на более крепкие, выбрав из каталога соединительных кабельных разъемов.
Сварка тонкого металла 1.0-1.5 мм покрытым электродом — это сложная задача для новичка. Справиться с ней без прожогов помогут инверторы РДС с функцией «Антиприлипание». Когда кончик электрода погружается в сварочную ванну, аппарат «чувствует» это и выключает сварочный ток. В результате нет удерживающей силы, Вам не требуется наклонять держатель влево-вправо, чтобы оторвать электрод от поверхности. Обмазка расходника не осыпается при этом.
Функция «Форсаж дуги» тоже помогает при сварке тонкого металла на обратной полярности. Когда электрод вот-вот прилипнет, инвертор автоматически повышает силу тока на 10 А, сохраняя электрическую дугу. Как только Вы восстановили воздушный зазор, аппарат сам понижает силу тока до прежнего значения, исключая прожоги.
Ответы на вопросы: особенности прямой и обратной полярности при сварке
При какой полярности шов более красивый внешне?
СкрытьПодробнее
При обратной. Тепло на кончике электрода выше, быстрее отделение капли, шов получается более чешуйчатым и без наплывов. Такой режим применим для лицевых сторон изделия, если толщину металла можно проплавить на обратной полярности.
Тепло на кончике электрода выше, быстрее отделение капли, шов получается более чешуйчатым и без наплывов. Такой режим применим для лицевых сторон изделия, если толщину металла можно проплавить на обратной полярности.
На каком режиме снижается разбрызгивание металла при работе полуавтоматом?
СкрытьПодробнее
На обратной полярности брызг меньше. Если сварка ведется на лицевой стороне изделия и потом предстоит зачистка всех прилипших капель, лучше переключите полуавтомат на обратную полярность.
Как уменьшить ширину шва при обратной полярности?
СкрытьПодробнее
Чтобы шов был более узким при режиме обратной полярности, требуется быстрее вести электрод.
Электрод при резке становится красным, что делать?
СкрытьПодробнее
Скорее всего, у Вас подключена обратная полярность.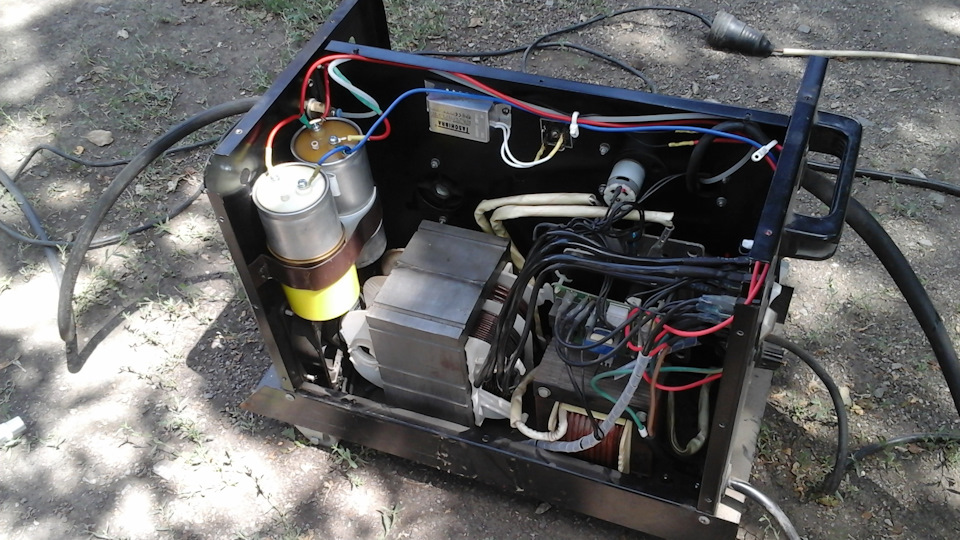 Поменяйте силовые кабеля в гнездах местами. Работа при прямом подключении («+» на изделии), экономит расход электрода на 20-40% и снижает его нагрев.
Поменяйте силовые кабеля в гнездах местами. Работа при прямом подключении («+» на изделии), экономит расход электрода на 20-40% и снижает его нагрев.
На какой полярности варить алюминий полуавтоматом?
СкрытьПодробнее
На обратной. Алюминий имеет низкую температуру плавления и при перегреве потечет. Поэтому тепловой пучек концентрируют на электроде. Но для разрушения оксидной пленки нужен полуавтомат с импульсом (Pulse), иначе глубокого провара не получится.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Какой размер генератора для сварки?
Иногда практичнее выполнять сварочные работы в полевых условиях, а не в комфортных условиях вашего цеха.
Современные генераторы и сварочные аппараты более мощные и портативные, что упрощает сварку в удаленных местах, но какой размер генератора для сварки вам подходит?
Перейти к:
- Генератор размеров для сварщика
- Советы: сварка с помощью генератора
- Генераторы для сварщиков
Как выбрать генератор для сварки
Поскольку сварочные аппараты сложны, а производители используют разные конструкции и компоненты для достижения номинальных уровней мощности (и даже то, как они оценивают мощность, варьируется), я не Не рекомендуется использовать номинальную выходную силу тока для определения размера генератора.
Генератору все равно, сколько ампер может развить сварщик. Важно то, сколько ватт потребляет сварщик для создания сварочной силы тока.
Я проведу вас через расчеты, но для тех, кто торопится, эта таблица даст вам общее приблизительное представление о том, какая мощность генератора вам потребуется для сварки.
Generator Sizing Chart for Welders
| Welder Amperage | Minimum Generator Size | Recommended Generator Size |
|---|---|---|
| Up to 100A | 3000 watts | 4500 watts |
| 120–160A | 4500 watts | 6500 watts |
| 180–200A | 6500 watts | 8000 watts |
| 210–250A | 10000 watts | 13000 watts |
I like this 6250- генератор ватт для питания сварочных аппаратов любого размера на 120 В, а эта более крупная модель для сварочных аппаратов на 240 В до 250 А .
Мощность генератора обычно выражается в ваттах. Вот основная формула, которую мы будем использовать:
Ватт = Вольт x Ампер
Например, это говорит вам о том, что генератор мощностью 4800 Вт, питающий 120-вольтовое устройство, обеспечивает ток 40 ампер (4800 Вт = 120 вольт x 40 ампер), и если он способен Выход 240 вольт, тот же генератор обеспечивает 20 ампер (4800 Вт = 240 вольт x 20 ампер).
Преобразование номинальной выходной мощности в кВА (киловольт-ампер) в ватты путем умножения на 800. Например, мощность генератора 9 кВА, умноженная на 800, преобразуется в 7200 ватт.
Найдите два значения выходной мощности для генератора. Один для постоянной постоянной нагрузки, известной как рабочая, или рабочих ватт .
Большинство генераторов также могут выдерживать кратковременные всплески выходной мощности, возникающие при запуске двигателя (или сварочного аппарата). Обычно на 25-30% выше, чем рабочий показатель, это пусковой или импульсный рейтинг Вт.
В названии модели большинства генераторов указано значение мощности. Вы захотите проверить, представляет ли он рабочие или импульсные мощности, так как это зависит от производителя.
Определение мощности генератора для сварщика начинается с определения максимальной потребляемой сварочным аппаратом мощности. Тогда вы будете знать минимальных ватт , которые необходимы вашему сварочному аппарату для работы на полной мощности .
Реклама
Сколько ватт потребляет ваш сварочный аппарат?
Редко можно найти полную мощность в ваттах для сварочных аппаратов, но некоторые производители предоставляют полезные рекомендации по минимальному размеру генератора.
Руководство пользователя Everlast PowerARC 140STi
Хотя не все производители утруждают себя предоставлением этой информации, вы можете рассчитать мощность в ваттах, используя значения напряжения и силы тока из руководства пользователя или таблички с техническими данными на сварочном аппарате.
Используйте номинальное напряжение производителя
Хотя вы найдете генераторы, рассчитанные на 120 и/или 240 вольт, некоторые производители оценивают свои сварочные аппараты на 110, 115 или 230 вольт.
Для обеспечения точности лучше всего использовать номер производителя, указанный на табличке технических данных как U₁ . Это напряжение они использовали для оценки машины и измерения силы тока.
Получите правильное значение силы тока
В зависимости от сварщика вы можете найти несколько различных значений силы тока или только одно.
Найдите номер I 1max . Это лучший рейтинг для использования, потому что он представляет максимальный номинальный ток питания. Вы можете увидеть, что это называется максимальным потреблением «пускового» или «броскового» тока при запуске.
Руководство пользователя Everlast PowerARC 140STi
Умножьте I 1max Сила тока по номинальному напряжению производителя, чтобы получить максимальных ватт , необходимых для вашего сварочного аппарата.
Используя приведенные выше характеристики сварочного аппарата:
24,2 А x 240 В = 5808 ватт макс.
Число ампер I 1eff представляет собой номинальную тепловую мощность, учитывающую пределы номинального рабочего цикла (время простоя) и накопление тепла для размеров выделенных цепей здания. Без регулировки это слишком мало для расчета максимальной мощности.
Когда производители дают обе оценки, я считаю, что I 1max обычно в 1,7–2,2 раза больше, чем I 1eff .
На некоторых табличках с техническими данными указана только информация I 1 или «рекомендуемый автоматический выключатель», как на Lincoln 140.
Но я видел, как представители Lincoln говорили, что для этого сварочного аппарата требуется как минимум генератор на 3000 Вт. А 3000 ватт, деленные на 120 вольт, дают нам 25 ампер, что, вероятно, ближе к 9. 0007 I 1max рейтинг для этой машины.
0007 I 1max рейтинг для этой машины.
Рекомендуемый размер автоматического выключателя может быть слишком мал для расчета полной рабочей мощности. Правильно работающий автоматический выключатель рассчитан на временную задержку и, вероятно, не сработает из-за кратковременного скачка напряжения в 25 ампер.
Но это вызовет проблемы с генератором с мощностью перенапряжения 2400 Вт.
Наконец, не делайте ошибку, используя цифры выходной силы тока, такие как I 2 или сила тока рабочего цикла.
Реклама
Регулировки, которые следует учитывать
Прежде чем принять решение о том, какого размера генератор использовать для вашего сварочного аппарата, следует рассмотреть еще несколько моментов.
Снижение номинальных характеристик для работы на большой высоте
Разрежение воздуха означает меньшую мощность на больших высотах.
По данным одного из производителей генераторов:
«…плотность воздуха уменьшается с увеличением высоты, что приводит к снижению номинальной мощности двигателя генераторной установки — примерно на 3,5 процента при каждом увеличении на 1000 футов (305 м) (таблица 3). Возможно, потребуется использовать меньше устройств на больших высотах .»
Cummins Onan – Руководство по эксплуатации генератора
Эти генераторы Onan оснащены регулятором регулировки высоты. Для многих моделей генераторов доступны высотные комплекты.
Cummins Onan – Руководство по эксплуатации генератора
Не забывайте о вспомогательном оборудовании
Во время сварки вам может понадобиться включить рабочее освещение, вентиляторы и воздушные компрессоры, что увеличивает общую требуемую мощность.
Точильщики и отрезные пилы могут потреблять до 1800 Вт каждый. Это не проблема, если вы работаете в одиночку. Но в командной ситуации, , мощность генератора в два раза превышает максимальную мощность сварщика, что сведет к минимуму влияние запуска других инструментов на ваш сварной шов.
Но в командной ситуации, , мощность генератора в два раза превышает максимальную мощность сварщика, что сведет к минимуму влияние запуска других инструментов на ваш сварной шов.
Вот требования к питанию для обычных устройств:
| Устройство | Рабочие Вт | Пусковая мощность |
|---|---|---|
| Кофеварка | 1750 | 0 |
| Микроволновая печь 625 Вт | 625 | 800 |
| Одиночная лампа CFL мощностью 60 Вт, эквивалентная | 15 | 0 |
| Радио | 50-200 | 0 |
| Комнатный кондиционер: 10 000 БТЕ | 1500 | 2200 |
| Мелкая бытовая техника | 200 | 1700 |
| 8 дюймов. Настольный шлифовальный станок | 1400 | 2500 |
| Мойка высокого давления: 1 л.с. | 1200 | 3600 |
7-1/4 дюйма. Циркулярная пила Циркулярная пила | 1400 | 2300 |
| Электрическая цепная пила: 14 дюймов. Бар, 2 л.с. | 1100 | 0 |
| 10 дюймов. Настольная пила | 1800 | 4500 |
| Сверло: 3/8 дюйма, 4 А | 440 | 600 |
| Сверло: 1/2 дюйма, 5,4 А | 600 | 900 |
| Переносной обогреватель (керосин, дизельное топливо): 90 000 БТЕ | 500 | 725 |
| Зарядное устройство: 60 А с усилителем 250 А | 1500/5750 | 0 |
| Ноутбук | 65 | 0 |
| Компьютерный ЖК-монитор | 25 | 0 |
| Струйный принтер | 15 | 0 |
| Планшет | 12 | 0 |
| Зарядное устройство для сотового телефона | 10 | 0 |
«Грязные» и «чистые» генераторы для сварщиков
Внутренние источники питания для сварщиков делятся на две отдельные категории конструкции, каждая из которых по-разному обрабатывает входящий ток для создания выходной мощности, пригодной для сварки.
Advertisement
Традиционные сварочные аппараты на основе трансформаторов
Благодаря большим трансформаторам, изготовленным из меди и алюминия, эти тяжелые источники питания преобразуют входной переменный ток в низковольтный/высокоамперный постоянный ток для сварки.
Очень надежные и не чувствительные к грязной энергии, традиционные сварочные аппараты хорошо работают с любым генератором.
Сварочный аппарат на базе трансформатора
Сварочный аппарат инверторного типа
Благодаря технологии, обеспечивающей эффективную сварочную мощность с помощью гораздо меньших трансформаторов, инверторные сварочные аппараты часто весят вдвое меньше, чем традиционные сварочные аппараты. Они обеспечивают очень стабильный выходной сигнал благодаря конденсаторам, сохраняющим высокое напряжение.
Но для этой сложной электроники требуется качественная входная мощность.
Многие генераторы создают чрезмерные колебания напряжения и частоты, известные как «грязная мощность». Он измеряется в процентах от общего гармонического искажения или THD. Грязное питание может быстро вывести из строя чувствительную электронику или сократить срок службы из-за кумулятивных повреждений.
Он измеряется в процентах от общего гармонического искажения или THD. Грязное питание может быстро вывести из строя чувствительную электронику или сократить срок службы из-за кумулятивных повреждений.
Особенно чувствительны старые инверторные сварочные аппараты, использующие технологию полевых транзисторов металл-оксид-полупроводник (MOSFET).
Более новые машины на основе биполярных транзисторов с изолированным затвором (IGBT) работают лучше, но по-прежнему требуют генератора чистой энергии с 5% или менее THD.
Вот видео, показывающее сварочный аппарат Lincoln 180 MIG, работающий от генератора мощностью 7250 Вт:
Генераторы для сварщиков
Компактный и надежный, современный переносной генератор обеспечит питание вашего сварочного аппарата и других инструментов на любой рабочей площадке. и держите свет и холодильник дома включенными во время перебоев в подаче электроэнергии.
и держите свет и холодильник дома включенными во время перебоев в подаче электроэнергии.
Обычные генераторы для сварщиков
Традиционные генераторы общего назначения, представляющие собой генератор переменного тока с электроприводом, производят энергию за один шаг. Вращение генератора со скоростью 3600 об/мин создает 120 вольт с частотой 60 Гц.
Любое изменение этой скорости приводит к колебаниям напряжения и частоты, что приводит к гармоническим искажениям. Конечно, регулятор будет пытаться поддерживать стабильные обороты, но любое значительное изменение нагрузки вызовет кратковременный всплеск вверх или вниз.
В то время как традиционные сварочные аппараты на основе трансформатора хорошо работают с обычными генераторами, их мощность не соответствует стандартам чистоты. Этот тип генератора не должен питать инверторные сварочные аппараты , которым требуется 5% или менее THD.
Предварительный просмотр
Заводские испытания
Дистанционный запуск
Двухтопливный генератор
Генератор
Портативный генератор Westinghouse WGen6000
Портативный генератор Westinghouse WGen9500
Двухтопливный генератор DuroMax XP12000EH
Особенности
Трансформатор 240 В и небольшие сварочные аппараты. Каждое устройство протестировано на заводе, электрический запуск с помощью кнопки, центр обработки данных VFT отображает выходное напряжение, частоту и время службы в часах. Протестировано на заводе, брелок для дистанционного запуска, долговечная чугунная гильза с автоматическим отключением при низком уровне масла и цифровым счетчиком моточасов
Каждое устройство протестировано на заводе, электрический запуск с помощью кнопки, центр обработки данных VFT отображает выходное напряжение, частоту и время службы в часах. Протестировано на заводе, брелок для дистанционного запуска, долговечная чугунная гильза с автоматическим отключением при низком уровне масла и цифровым счетчиком моточасов
Для всех трансформаторных сварочных аппаратов на 120 В и многих на 240 В до 250 А. Работает на газу или пропане. Выбросы одобрены EPA и CARB. Цельнометаллическая конструкция.
Run/Start Watts
6000/7500W
9500/12500W
9500/12000W
Выходные вольты
120/240V
120/240 В
120/240V
(40003
120/240V
120/240 В
120/240V
120/240 В
120/240V
5-20R, (1) готовый переключатель L14-30R 120/240 В, (2) USB
(4) 120 В GFCI 5-20R, (1) готовый переключатель L14-30R 120/240 В с поворотным замком, (1) ) 120/240В 14-50R, (2) порта USB
(2) 120В 20А GFCI, (1) 120В 30А, (1) 240В 30А, (1) 240В 50А
174 фунта.
220 фунтов.
224 фунта.
Объем топливного бака
6,6 гал.
6,6 гал.
8,3 гал.
Время работы при нагрузке 50 % (приблизительно)
13 часов.
12 часов.
8,8 часов
Объем двигателя
Уровень шума
72 DBA
74 DBA
74 DBA
THD
Меньшего 23%
Меньшего 23%
Меньше 12%
Руководство владельца
Загрузка
Загрузка
.
Дополнительная информация
Последняя цена
Последняя цена
Последняя цена
Заводские испытания
Preview
Генератор
Портативный генератор Westinghouse WGen6000
Особенности
Для сварочных аппаратов с трансформатором на 120 В и небольших трансформаторов на 240 В. Каждое устройство протестировано на заводе, кнопочный электрический запуск, центр обработки данных VFT отображает выходное напряжение, частоту и время работы в часах ) 120 В GFCI 5-20R, (1) готовый переключатель L14-30R 120/240 В, (2) USB
Каждое устройство протестировано на заводе, кнопочный электрический запуск, центр обработки данных VFT отображает выходное напряжение, частоту и время работы в часах ) 120 В GFCI 5-20R, (1) готовый переключатель L14-30R 120/240 В, (2) USB
Пуск
Электрический, отдача
Вес
174 фунта.
Объем топливного бака
6,6 галлона.
Время работы при нагрузке 50 % (приблизительно)
13 часов.
Размер двигателя
Уровень шума
72 DBA
THD
Меньшего 23%
Руководство по владельцу
Скачать
больше информации
Последняя цена
Удаленный запуск
Предварительный просмотр
Генератор
Портативный генератор Westinghouse WGen9500
Особенности
Для всех 120-вольтовых и многих 240-вольтовых трансформаторных сварочных аппаратов до 250 А. Протестировано на заводе, брелок для дистанционного запуска, долговечная чугунная гильза с автоматическим отключением при низком уровне масла и цифровым счетчиком моточасов
Запуск/старт Watts
9500/12500W
Выходные вольты
120/240V
Отходы
(4) 120 В GFCI 5-20R, (1) Переключатель переключателя L14-30R 120/240V Twist-Lock, (1) переключатель переключателя L14-30/240V, (1) (1) 120/240 В, 14–50 об/мин, (2) порта USB
Пуск
Электрический, дистанционный, отдача
Вес
220 фунтов.
Объем топливного бака
6,6 гал.
Время работы при нагрузке 50 % (приблизительно)
12 часов.
Объем двигателя
Уровень шума
74 дБА
THD
Менее 23%
Руководство пользователя
Скачать
Дополнительная информация
Последняя цена
Двойное топливо
Предварительный просмотр
Генератор
Двухтопливный генератор DuroMax XP12000EH
Особенности
Для всех сварочных аппаратов с трансформаторами на 120 В и многих трансформаторных сварочных аппаратов на 240 В до 250 А. Работает на газу или пропане. Выбросы одобрены EPA и CARB. Цельнометаллическая конструкция.
Мощность запуска/пуска
9500 / 12000W
Выходные вольты
120 /240 В
Отдел
(2) 120 В 20a GFCI, (1) 120 В 30a, (1) 240V 30a, (1) 240V 50a
Start
Electric, Recoil.
Вес
224 фунта.
Объем топливного бака
8,3 гал.
Время работы при нагрузке 50 % (приблизительно)
8,8 ч
Объем двигателя
Уровень шума
74 дБА0003
Загрузить
Дополнительная информация
Последняя цена
Инверторные генераторы для сварщиков
Оказывается, та же инверторная технология, которая дает сварщикам стабильную мощность, также помогает генераторам производить чистую энергию в три этапа:
- Генерировать высокочастотный переменный ток с генератором переменного тока с приводом от двигателя
- Преобразование переменного тока в постоянный
- Преобразование постоянного тока в более низкий и очень стабильный переменный ток питания
При пуске с высокой энергией переменный ток позволяет инвертору лучше контролировать конечную выходную мощность. В результате получается стабильная синусоида с низким THD (менее 5%), которая идеально подходит как для инверторных, так и для обычных сварочных аппаратов, а также для другой чувствительной электроники.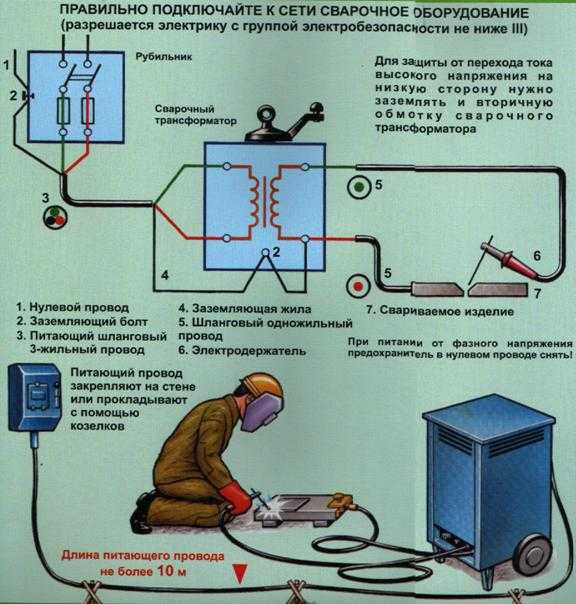
Предварительный просмотр
Ультра-тихий
Банк полного выхода
Digital Smart Lauge
Generator
Generac 7127 IQ3500-3500 WATT Portable Generator
PowerHorse Portable 4000 WATT Generator
Чемпион Power 6250W Genverter Generator
для многих небольших 120-ВВ. Электрический запуск с включенной батареей, готовность к параллельной работе, интеллектуальный датчик отображает мощность и оставшееся время работы.
Для многих небольших сварочных аппаратов на 120 В до 100 А. Чистое, надежное электричество. 100% медная обмотка обеспечивает непрерывную работу без перегрева. Автоматический регулятор напряжения с вольтметром и функцией отключения при низком уровне масла.
Для небольших сварочных аппаратов 120 В до 165 А. Тихая работа чистой мощности. 3 года гарантии. Мониторинг напряжения, частоты и часов работы с помощью Intelligauge
Run/Start Watts
3000 / 3500 Вт
3100 / 4000 Вт
5000 / 6250 Вт
Выходное напряжение
120/240В
120/240В
Розетки
(1) 120В 50А 14-50Р, (1) 120В 30А TT-30R (RV), (2) USB
(8) 20А, 120В, 120В, 120В ) 120/240 В 30 А, (1) 12 В пост. тока
тока
(1) 120/240 В 30 А (L14-30R), (4) УЗО 120 В 20 А (5-20R), (1) 12 В пост. тока
Пуск
Электрический / Отдача Pull Start
Отдача
Отдача
Вес
109 фунтов.
115 фунтов.
121 фунт.
Объем топливного бака
2,6 галлона.
3,9 гал.
4,2 гал.
Время работы при нагрузке 50 % (приблизительно)
8,9 ч.
10,6 ч.
8,4 часа
Размер двигателя
Уровень шума
69 DBA
THD
Меньшего 3%
Меньшего 5%
Меньше 3%
Руко
Дополнительная информация
Последняя цена
Северная цена инструмента
Последняя цена
Ультра-тихий
Предварительный просмотр
Генератор
Портативный инверторный генератор Generac 7127 iQ3500-3500 Вт
Особенности
Для многих небольших сварочных аппаратов 120 В до 100 А. Электрический запуск с включенной батареей, готовность к параллельной работе, интеллектуальный датчик отображает мощность и оставшееся время работы.
Мощность при запуске/пуске
3000 / 3500 Вт
Выходное напряжение
Розетки
(1) 120 В 50 А 14-50R, (1) 120 В 30 А 9TT-30R (RV0), (20 30 А) USB 9TT-30R (RV0)0002 Пуск
Пуск с электроприводом / отдачей
Вес
109 фунтов.
Объем топливного бака
2,6 галлона.
Время работы при нагрузке 50 % (приблизительно)
8,9 ч.
Объем двигателя
Уровень шума
КНИ
Менее 3%
Руководство пользователя
Скачать
Дополнительная информация
Последняя цена
3
Полный аутлет банк
Preview
Генератор
Портативный генератор Powerhorse 4000 Вт
Особенности
Для многих небольших сварочных аппаратов на 120 В до 100 А. Чистое, надежное электричество. 100% медная обмотка обеспечивает непрерывную работу без перегрева. Автоматический регулятор напряжения с вольтметром и функцией отключения при низком уровне масла.
Run/Start Watts
3100/4000W
Выходные вольты
120/240 В
Отдел
(8) 120 В, 20a, (1) 120/240 В 30a, (1) 12 В DC
Start
. Отдача
Отдача
Вес
115 фунтов.
Объем топливного бака
3,9 галлона.
Время работы при нагрузке 50 % (приблизительно)
10,6 ч.
Объем двигателя
Уровень шума
КНИ
Менее 5 %
Руководство пользователя
Скачать
Дополнительная информация
Цена инструмента Northern Tool
3
Цифровой смарт-датчик
Preview
Генератор
Инверторный генератор Champion Power 6250 Вт
Особенности
Для небольших сварочных аппаратов на 120 В до 165 А. Тихая работа чистой мощности. 3 года гарантии. Мониторинг напряжения, частоты и часов работы с Intelligauge
запуск/старт Watts
5000/6250W
Выходные вольты
120/240V
Отдел
(1) 120/240 В 30a (L14-30R), (4) GFCI 120V 20a (5-20V), (4) (4) GFCI 120 В 20a (5-20 (1) 12 В пост. тока
Пуск
Отдача
Вес
121 фунт.
Объем топливного бака
4,2 гал.
Время работы при 50% нагрузке (оценочное)
8,4 часа
Объем двигателя
Уровень шума
69 дБА
THD
Менее 3%
Руководство пользователя
Скачать
Дополнительная информация
Последняя цена
Предварительный просмотр
Компактная мощность
Розетка 40 А
Генератор
Инверторный генератор Champion 8750 Вт
Портативный генератор Powerhorse 13000 Вт
Особенности
Для небольших сварочных аппаратов на 120 В и 240 В, включая инвертор. Цифровой гибридный инверторный генератор чистой энергии. Сертифицирован EPA и соответствует требованиям CARB. Небольшая площадь для вывода.
Для 120В и многих 240В сварочных аппаратов до 250А, включая инвертор. 8 розеток с чистым питанием. Головка генератора со 100% медным покрытием обеспечивает непрерывную работу без перегрева.
Run/Start Watts
7000/8750W
10000/13000W
Выходные вольты
120/240 В
120/240 В
. 4) GFCI 120В 20А (5-20R), (1) 12В пост. тока для автомобилей
4) GFCI 120В 20А (5-20R), (1) 12В пост. тока для автомобилей
(4) 120В 20А, (1) 120В 30А с замком, (1) 120/240В 30А с замком, (1) 120/240В 40А, ( 1) 12 В постоянного тока
Старт
Электрический
Электрический
Вес
155 фунтов.
324 фунта.
Объем топливного бака
4,2 гал.
12,6 гал.
Время работы при нагрузке 50 % (приблизительно)
6 часов.
15 часов.
Размер двигателя
Уровень шума
72 DBA
76,8 DBA
THD
Менее 3%
Менее 5%
Руководство владельца
Скачать
Скачать
Владелец
.0003
Дополнительная информация
Последняя цена
Северная цена инструмента
Компактная мощность
Preview
Генератор
Инверторный генератор Champion 8750 Вт
Особенности
Для 120-вольтовых и небольших 240-вольтовых сварочных аппаратов, включая инвертор. Цифровой гибридный инверторный генератор чистой энергии. Сертифицирован EPA и соответствует требованиям CARB. Небольшая площадь для вывода.
Цифровой гибридный инверторный генератор чистой энергии. Сертифицирован EPA и соответствует требованиям CARB. Небольшая площадь для вывода.
Мощность запуска/пуска
7000/8750 Вт
Выходное напряжение
120/240 В
Розетки
(1) 120/240 В 30 А с замком (L14-30R), (4) GFCI 120 В 20 А (5-20R), (1) 12 В пост.
155 фунтов.
Объем топливного бака
4,2 гал.
Время работы при нагрузке 50 % (приблизительно)
6 часов.
Объем двигателя
Уровень шума
72 дБА
КНИ
Менее 3%
Руководство пользователя
Скачать
Дополнительная информация
Последняя цена
Розетка 40А
Предварительный просмотр
Генератор
Портативный генератор Powerhorse 13000 Вт
Особенности
Для 120 В и многих 240 В сварочных аппаратов до 250 А, включая инвертор. 8 розеток с чистым питанием. Головка генератора со 100% медным покрытием обеспечивает непрерывную работу без перегрева.
Run/Start Watts
10000/13000W
Выходные вольты
120/240 В
Отдел
(4) 120 В 20a, (1) 120 В 30a. 120/240 В 40 А, (1) 12 В пост. тока
Пуск
Электрический
Вес
324 фунта.
Объем топливного бака
12,6 гал.
Время работы при нагрузке 50 % (приблизительно)
15 часов.
Размер двигателя
Уровень шума
76,8 DBA
THD
Менее 5%
Руководство владельца
Скачать
Подробнее
Northern Tool Price
Советы по сварке с Generator
- 9003 9003
. генератор к вашему сварочному аппарату
:
- Знайте потребность вашего сварочного аппарата в мощности для полной работы. На табличке данных умножьте I 1max (макс. амперы) x U₁ (вольты) = максимальная мощность в ваттах.
- Включите ватты для аксессуаров, которые могут вам понадобиться во время сварки: фонари, вентиляторы и т.
 д.
д. - Учтите 3,5% потерь мощности на каждые 1000 футов высоты.
- Выберите генератор, способный производить как минимум на 25-30 % больше мощности, чем вам нужно для достижения наилучших результатов.
- Генераторы меньшего размера могут иметь большие скачки напряжения и частоты. Это тяжело для генератора и сварщика. Это также усложняет сварку.
- Генератор, работающий на 50–60 % мощности, лучше справляется с колебаниями нагрузки, чем генератор, работающий на 90 %+.
- Запуск и остановка: Перед запуском или выключением генератора отключите сварочный аппарат от сети.
- Auto-Idle: Отключите любую функцию экономии топлива, чтобы генератор всегда работал на полной скорости при подключении к сварочному аппарату.
- Топливо: Заправляйте свежим топливом. Вы никогда не захотите, чтобы генератор останавливал работу, когда он подключен к сварочному аппарату, особенно во время сварки валика.

- Техническое обслуживание: Поддерживайте генератор в рабочем состоянии. Не используйте сварочный аппарат на неисправном генераторе.
- Шнуры питания/удлинители: Не используйте шнуры меньшего размера или в плохом состоянии. Вот как определить размер удлинителя сварочного аппарата.
Руководство пользователя Forney Easy Weld 140 FC-i
Будет ли работать сварочный аппарат от генератора мощностью 3000 Вт?
Генератор мощностью 3000 ватт с выходным напряжением 120 вольт может генерировать ток силой 25 ампер (ампер = ватт/вольт). В то время как многие сварочные аппараты на 120 В потребляют больше ампер при запуске на полную мощность, небольшой сварочный аппарат с 9Выход от 0 до 100 ампер должен работать.
Будет ли работать сварочный аппарат от генератора на 5000 Вт?
Да, генератор мощностью 5000 Вт идеально подходит для сварочных аппаратов на 120 В, которые при запуске потребляют менее 40 ампер, включая большинство сварочных аппаратов до 160 ампер. Но большинству машин на 240 В требуется более 5000 Вт для работы на полную мощность.
Но большинству машин на 240 В требуется более 5000 Вт для работы на полную мощность.
Генератор какого размера для работы сварочного аппарата на 140 ампер?
Многие сварочные аппараты, рассчитанные на выходную мощность 140 ампер, при запуске потребляют менее 30 ампер, но некоторым требуется около 40 ампер.
На всякий случай возьмите I 1max (макс. амперы) номинальное значение и умножьте его на напряжение для максимальной мощности. Ожидайте, что для полной работы 140-амперного сварочного аппарата потребуется от 3600 до 4800 Вт.
Заключение
Некоторые из вас изучают, какой размер генератора использовать для существующего сварочного аппарата, а другие имеют генератор и хотят знать, какой размер сварочного аппарата он может использовать.
В любом случае теперь вы можете принять взвешенное решение, исходя из минимальной мощности, необходимой для работы сварочного аппарата на полную мощность.
Несмотря на то, что для питания вашего сварочного аппарата идеально подходит генератор, мощность которого на 30–50 % больше, чем вам нужно, вы можете решить, что вам подходит комбинация сварочный аппарат/генератор, обеспечивающая только 80 % мощности сварочного аппарата.
Вы позвоните в зависимости от ситуации. Выбор генератора для сварки заставляет нас искать баланс между мощностью, ценой и портативностью.
Различия — ВИГ (постоянный ток) и ВИГ (переменный ток)
Сварка ВИГ постоянным током (постоянный ток) — это когда ток течет только в одном направлении. По сравнению со сваркой TIG на переменном токе, протекающий ток не уменьшится до нуля, пока сварка не закончится. В целом инверторы TIG могут выполнять сварку на постоянном токе или на переменном/постоянном токе, при этом очень немногие машины работают только на переменном токе.
Постоянный ток используется для сварки TIG мягкой стали/нержавеющей стали, а переменный ток используется для сварки алюминия.
Полярность
В процессе сварки ВИГ существует три варианта сварочного тока в зависимости от типа соединения. Каждый способ подключения имеет как преимущества, так и недостатки.
Постоянный ток — отрицательный электрод (DCEN)
Этот метод сварки можно использовать для широкого спектра материалов.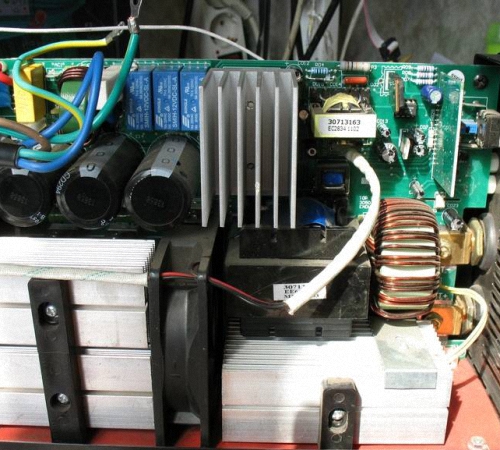 Сварочная горелка TIG подключается к отрицательному выходу сварочного инвертора, а рабочий обратный кабель — к положительному выходу.
Сварочная горелка TIG подключается к отрицательному выходу сварочного инвертора, а рабочий обратный кабель — к положительному выходу.
Когда дуга зажглась, в цепи протекает ток, и распределение тепла в дуге составляет около 33 % на отрицательной стороне дуги (сварочная горелка) и 67 % на положительной стороне дуги ( рабочий элемент).
Этот баланс обеспечивает глубокое проникновение дуги в заготовку и снижает нагрев электрода.
Такое пониженное тепловыделение электрода позволяет проводить больший ток через электроды меньшего размера по сравнению с соединениями с другой полярностью. Этот метод соединения часто называют прямой полярностью, и это наиболее распространенное соединение, используемое при сварке постоянным током.
Постоянный ток — положительный электрод (DCEP)
При сварке в этом режиме сварочная горелка TIG подключается к положительному выводу сварочного инвертора, а рабочий обратный кабель — к отрицательному выводу.
Когда дуга устанавливается, ток течет в цепи, и распределение тепла в дуге составляет около 33% на отрицательной стороне дуги (заготовка) и 67% на положительной стороне дуги (сварочная горелка). ).
Это означает, что электрод подвергается наибольшему нагреву и, следовательно, должен быть намного больше, чем в режиме DCEN, даже при относительно низком токе, чтобы предотвратить перегрев или плавление электрода. Заготовка подвергается более низкому уровню нагрева, поэтому проплавление сварного шва будет неглубоким.
Этот способ подключения часто называют обратной полярностью.
Кроме того, в этом режиме воздействие магнитных сил может привести к нестабильности и явлению, известному как продувка дуги, когда дуга может блуждать между свариваемыми материалами. Это также может произойти в режиме DCEN, но более распространено в режиме DCEP.
Можно задаться вопросом, зачем этот режим при сварке. Причина в том, что некоторые цветные металлы, такие как алюминий, при нормальном воздействии атмосферы образуют оксид на поверхности.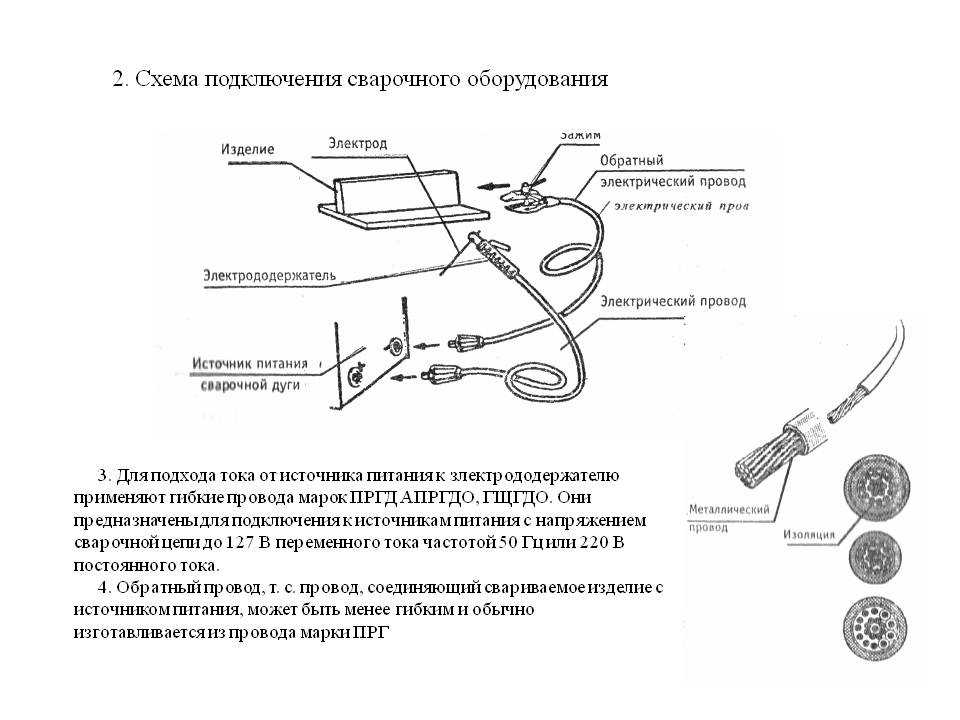 Этот оксид создается из-за реакции кислорода воздуха и материала, похожего на ржавчину на стали. Однако этот оксид очень твердый и имеет более высокую температуру плавления, чем фактический основной материал, и поэтому его необходимо удалить перед проведением сварки.
Этот оксид создается из-за реакции кислорода воздуха и материала, похожего на ржавчину на стали. Однако этот оксид очень твердый и имеет более высокую температуру плавления, чем фактический основной материал, и поэтому его необходимо удалить перед проведением сварки.
Оксид можно удалить шлифовкой, щеткой или химической очисткой, но как только процесс очистки прекращается, оксид начинает формироваться снова. Поэтому в идеале его нужно было бы зачистить во время сварки. Этот эффект возникает, когда ток протекает в режиме DCEP, когда поток электронов разрушает и удаляет оксид. Поэтому можно предположить, что DCEP будет идеальным режимом для сварки этих материалов с оксидным покрытием такого типа. К сожалению, из-за того, что электрод подвергается воздействию высоких уровней тепла в этом режиме, размер электродов должен быть большим, а проплавление дуги будет низким.
Решением для этих типов материалов будет дуга глубокого проникновения в режиме DCEN плюс очистка в режиме DCEP. Для получения этих преимуществ используется режим сварки переменным током.
Для получения этих преимуществ используется режим сварки переменным током.
Сварка переменным током (AC)
При сварке в режиме переменного тока ток, подаваемый сварочным инвертором , работает либо с положительными и отрицательными элементами, либо с полупериодами. Это означает, что ток течет в одну сторону, а затем в другую в разное время, поэтому используется термин переменный ток. Сочетание одного положительного элемента и одного отрицательного элемента называется одним циклом.
Количество циклов, выполненных за одну секунду, называется частотой. В Великобритании частота переменного тока, подаваемого в сеть, составляет 50 циклов в секунду и обозначается как 50 Гц (Гц)
Это означает, что ток изменяется 100 раз в секунду. Количество циклов в секунду (частота) в стандартной машине определяется частотой сети, которая в Великобритании составляет 50 Гц.
Стоит отметить, что по мере увеличения частоты магнитные эффекты усиливаются, и такие устройства, как трансформаторы, становятся все более эффективными. Кроме того, увеличение частоты сварочного тока делает дугу более жесткой, повышает стабильность дуги и приводит к более контролируемым условиям сварки.
Кроме того, увеличение частоты сварочного тока делает дугу более жесткой, повышает стабильность дуги и приводит к более контролируемым условиям сварки.
Однако это теоретически, так как при сварке в режиме TIG на дугу влияют другие факторы.
На синусоиду переменного тока может влиять оксидное покрытие некоторых материалов, которое действует как выпрямитель, ограничивающий поток электронов. Это известно как выпрямление дуги, и его эффект приводит к обрезанию или искажению положительного полупериода. Последствия для зоны сварки — неустойчивые условия дуги, отсутствие очищающего действия и возможное повреждение вольфрама.
Дуговое выпрямление положительного полупериода
Волны переменного тока (AC)
Синусоидальная волна
Синусоидальная волна состоит из положительного элемента, нарастающего до своего максимума от нуля до падения до нуля (часто упоминается как как холм).
При пересечении нуля и изменении направления тока в сторону своего максимального отрицательного значения, прежде чем затем подняться до нуля (что часто называют впадиной), один цикл завершается.
Многие сварочные аппараты TIG старого типа были только аппаратами с синусоидальным типом волны. С развитием современных сварочных инверторов со все более сложной электроникой произошли изменения в управлении и формировании формы волны переменного тока, используемой для сварки.
Прямоугольная волна
С развитием сварочных инверторов TIG переменного/постоянного тока, включающих больше электроники, было разработано поколение аппаратов прямоугольной формы. Благодаря этому электронному управлению переход с положительного на отрицательный и наоборот может быть выполнен почти мгновенно, что приводит к более эффективному току в каждом полупериоде из-за более длительного периода на максимуме.
Эффективное использование накопленной энергии магнитного поля создает волны, форма которых очень близка к квадратной. Органы управления первых электронных источников питания позволяли управлять «прямоугольной волной». Система позволит контролировать положительные (очистка) и отрицательные (проникновение) полупериоды.
Условие баланса должно быть равным + положительные и отрицательные полупериоды, что обеспечивает стабильное состояние сварки.
Проблемы, с которыми можно столкнуться, заключаются в том, что если очистка произошла менее чем за время положительного полупериода, часть положительного полупериода не будет продуктивной, а также может увеличить вероятность повреждения электрода из-за перегрева. Однако этот тип машины также должен иметь контроль баланса, который позволяет изменять время положительного полупериода в пределах времени цикла.
Максимальное проникновение
Этого можно добиться, поместив орган управления в положение, которое позволит провести больше времени в отрицательном полупериоде по сравнению с положительным полупериодом. Это позволит использовать более высокий ток с электродами меньшего размера, так как больше
тепла находится в положительном направлении (работа). Повышение температуры также приводит к более глубокому проплавлению при сварке с той же скоростью перемещения, что и в сбалансированном состоянии.
Уменьшенная зона термического влияния и меньшая деформация благодаря более узкой дуге.
Максимальная очистка
Этого можно добиться, установив регулятор в положение, которое позволит проводить больше времени в положительном полупериоде по сравнению с отрицательным полупериодом. Это позволит использовать очень активный ток очистки. Следует отметить, что существует оптимальное время очистки, по истечении которого дальнейшая очистка не будет выполняться и вероятность повреждения электрода выше. Воздействие на дугу заключается в обеспечении более широкой чистой сварочной ванны с неглубоким проплавлением.
Что такое обратная полярность при сварке? — Полное руководство
Последнее обновление
При включении сварочного аппарата образуется электрическая цепь. Он имеет отрицательный и положительный полюс. Полярность играет важную роль при сварке. Это связано с тем, что выбор правильной полярности влияет на качество, долговечность и прочность сварного шва.
Это связано с тем, что выбор правильной полярности влияет на качество, долговечность и прочность сварного шва.
Если вы используете неправильную полярность, это вызовет много брызг, плохой провар, и ваша сварочная дуга не будет регулироваться.
Давайте теперь подробнее остановимся на обратной полярности, чтобы вы могли лучше понять.
Обратная полярность
Это состояние, при котором анод становится положительным, а работа отрицательным. Ток идет от минуса к плюсу. Поэтому на аноде выделяется большое количество тепла, обычно ⅔ всего тепла.
Обычно это делается, если вы свариваете более тонкие листы. Проплавление сварного шва будет минимальным, поскольку для работы выделяется меньше тепла.
Изображение предоставлено: Данил Евский, Shutterstock
Полярность
Вы, вероятно, знакомы с переменным током (AC) и постоянным током (DC) на вашем сварочном аппарате и электродах. По сути, эти два термина обозначают полярность электрического тока, формируемого сварочным аппаратом. Он проходит через анод.
Он проходит через анод.
Термины «обратный» и «прямой» используются при сварке. Вы также можете передать их как «электрод-положительная» и «электрод-отрицательная» полярность соответственно. Первые более понятны, и мы будем использовать их больше в этой статье.
Электрическая цепь имеет положительный и отрицательный полюс. Это то, что известно как полярность. Постоянный или постоянный ток течет в одном направлении, что приводит к постоянной полярности. Переменный ток или переменный ток частично течет в одном направлении и меняет направление на другой половине. Он меняет свою полярность 120 раз в секунду при электрическом токе частотой 60 Гц.
Как сварщик, вы должны понимать, что означает полярность. Кроме того, определите, как это влияет на процесс сварки. За несколькими исключениями, положительный электрод (обратная полярность) вызывает более глубокое проникновение.
Прямая полярность (отрицательный электрод) вызывает более быстрое расплавление анода и, следовательно, высокую скорость осаждения. Состояние может измениться из-за воздействия различных химических веществ в покрытии.
Состояние может измениться из-за воздействия различных химических веществ в покрытии.
Несколько типов защищенных анодов работают с любой полярностью, хотя некоторые работают с одной полярностью. Использование сварочного аппарата с трансформатором переменного тока требует разработки анода, который будет работать на любой полярности. Это из-за постоянных изменений полярности цепи переменного тока.
Хотя переменный ток не имеет полярности, аноды переменного тока обычно лучше всего работают с определенной полярностью, если используется питание постоянного тока. Крышка на аноде указывает на лучшую полярность, и все производители указывают рекомендуемую полярность на контейнере с анодом.
При сварке любым металлическим электродом необходимо соблюдать правильную полярность для достижения правильного провара, ровного внешнего вида валика и наилучших результатов сварки. Неправильная полярность приводит к плохому проплавлению, большому разбрызгиванию, неправильной форме валика, перегреву, трудностям в регулировке дуги и быстрому прогоранию анода.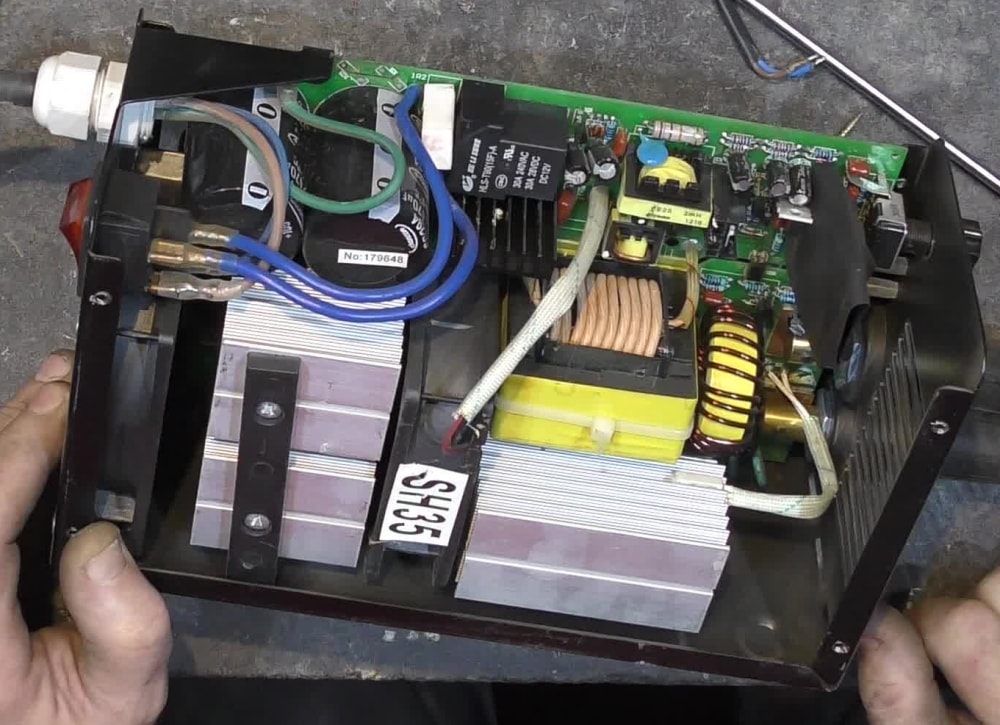
Концы многих машин четко обозначены. Кроме того, они рассказывают вам, как вы можете настроить их для любой полярности. На некоторых машинах есть кнопка для изменения полярности. На других устройствах следует поменять клеммы кабеля.
Если у вас есть какие-либо вопросы о том, используете ли вы правильную полярность или какая полярность установлена на устройстве постоянного тока, вы можете выполнить два теста. Для начала используйте угольный анод постоянного тока, который будет работать только при отрицательной полярности.
Второй вариант — использование анода Fleetweld 5P, который лучше работает с положительной полярностью, чем с отрицательной.
Давайте теперь рассмотрим различия между прямой и обратной полярностью, чтобы вы лучше их поняли.
Основные различия между обратной и прямой полярностью при сварке
ОБРАТНАЯ ПОЛЯРНОСТЬ
- Анод присоединяется к положительному концу, а основной металл присоединяется к отрицательному концу источника питания.

- Здесь электроны отрываются от поверхности родительской пластины и ударяются о кончик анода.
- На кончике анода выделяется ⅔ всего тепла дуги. Остальное производится рядом с родительской пластиной.
- Незавершенное плавление основной пластины может иметь место из-за меньшего выделения тепла вблизи базовой пластины.
- Имеет высокую скорость осаждения присадочного металла, поскольку большая часть тепла выделяется на кончике анода.
- Здесь стабильность дуги и напряжение в значительной степени зависят от коэффициента излучения рабочего материала.
- Очистка дуги отличная.
- Дефекты включения сведены к минимуму благодаря отличному очищающему действию дуги.
- При использовании постоянного тока с обратной полярностью деформация и ЗТВ минимальны.
- DCRP подходит для сварки тонких листов.
- Вы можете соединять металлы с низкой температурой оттаивания (например, медь и алюминий) через DCRP.
ПРЯМАЯ ПОЛЯРНОСТЬ
- Основные металлы соединены с положительным полюсом, а анод прикреплен к отрицательному полюсу источника питания
- Когда разность потенциалов достаточна, электроны высвобождаются из наконечника анода.
 Затем они ударяются о поверхность материнской пластины.
Затем они ударяются о поверхность материнской пластины. - ⅔ всего тепла дуги производится вблизи основной пластины. Остальное генерируется на кончике анода.
- Вы можете легко добиться правильного плавления основного металла. Следовательно, это исключает непровары и непровары.
- Скорость осаждения присадочного металла низкая в случае расходуемых анодов.
- Напряжение и стабильность дуги не зависят от коэффициента излучения рабочего материала.
- Плохая очистка от оксидов (дуговая очистка).
- Могут быть дефекты включения, если вы не протерли поверхность основной пластины перед сваркой.
- Постоянный ток Прямая полярность может привести к сильному искривлению и расширению ЗТВ в свариваемом компоненте.
- DCSP не подходит для сварки узких листов.
- Вы можете соединять металлы с высокой температурой оттаивания (например, титан и нержавеющая сталь) с помощью DCSP.
Понимание обратной полярности при сварке
На источнике питания это место, где основной металл соединяется с отрицательным концом.
