Сварочный полуавтомат как работает: Сварочный полуавтомат: виды, принципы работы и преимущества — советы по выбору аппарата
Содержание
принцип работы и конструктивные особенности
Полуавтоматическое оборудование пользуется большой популярностью в различных сферах деятельности. Оно позволяет сваривать металлические детали различные по толщине и составу. Прежде чем купить сварочный полуавтомат , важно понимать, какие бывают их разновидности и что учитывать при выборе для своих задач.
Принцип работы
Полуавтомат MIG/MAG работает на основе электродвигателя. Этот элемент при помощи редуктора и гибкого вала, который проходит по шлангу, приводит ролики на газоэлектрической горелке во вращение. Далее присадочная проволока протягивается по шлангу роликами, после чего она подается в зону дуги. Устройства с полуавтоматической подачей проволоки предпочтительны по ряду причин. Они позволяют получить более четкий и качественный шов. Кроме того, полуавтомат обладает широкой спецификой деятельности и высокой скоростью выполняемых задач.
Технологические особенности
Отличаются сварочные полуавтоматы в том числе механизмом подачи проволоки в зону электрической дуги. Существует несколько способов:
Существует несколько способов:
- Толкающий.
- Тянущий.
- Смешанный, тянуще-толкающий.
Самая распространенная первая технология. Она предполагает расположение привода подачи проволоки в корпусе аппарата. При использовании тянущего привода эта деталь расположена в ручке горелки. Тянуще-толкающий способ совмещает в себе обе основные технологии. В таких агрегатах имеются в наличии два привода – в корпусе и в ручке. Работают они одновременно и согласованно. Их применение обуславливается большей длиной рукавов.
Важный элемент сварочного оборудования – электродная проволока. В зависимости от материала изготовления она бывает стальной, стальной омедненной, алюминиевой, а также из нержавеющей стали.
Полуавтоматическая сварка осуществляется как посредством действия постоянного, так и переменного тока. Полуавтоматы дают возможность выполнять сварочные работы в любом пространственном положении шва. Как источник питания в полуавтоматической сварке обычно используются трансформатор, выпрямитель, а также инвентор.
В зависимости от особенностей применения и целей выбирают более современные устройства с дополнительными функциями. Например, для продолжительной работы предназначены полуавтоматы с жидкостным охлаждением. Эта функция незаменима для крупных промышленных предприятий с безостановочным процессом работы. Охлаждение водой позволяет избежать перегрева и быстрой поломки устройств.
Где выбрать сварочный полуавтомат?
Основным критерием выбора сварочного оборудования должен стать круг работ, которые оно будет выполнять. Для крупных предприятий, мастерских с постоянным потоком работы и СТО необходим агрегат высокой мощности.
Одним из важнейших показателей, по которым стоит делать выбор, является затратность в использовании электроэнергии, газа и расходников. Чем меньше ресурсов потребляет аппарат (при условии высокой производительности), тем более выгодным он будет.
В онлайн-магазине https://teslaweld.com вы сможете выбрать нужный сварочный аппарат с учетом производственных потребностей и возможностей. На сайте представлены агрегаты различной мощности для промышленной деятельности, строительства, а также для дома и дачи.
На сайте представлены агрегаты различной мощности для промышленной деятельности, строительства, а также для дома и дачи.
`
}
Полуавтомат сварочный — устройство, виды, настройка
Содержание страницы
Полуавтомат сварочный — это оборудование, относящееся к усовершенствованному виду электрической сварки, значительно ускоряющему рабочий процесс. Стоимость аппаратов, которая ниже аргоновых устройств, позволяет применять их на многих заводах и мелких мастерских. Каков принцип работы сварочного полуавтомата? Из чего состоит оборудование? Как его настраивать и что им можно варить?
Сварочный полуавтомат — принцип работы
Что такое сварочный полуавтомат? Исходя из названия, данное оборудование автоматизирует некоторые элементы в процессе сваривания. Суть метода состоит в электродуговой сварке, выполняемой вручную специалистом, но подача металла электрода осуществляется автоматическим способом.
Суть метода состоит в электродуговой сварке, выполняемой вручную специалистом, но подача металла электрода осуществляется автоматическим способом.
Рабочий ток выдается инверторным аппаратом, преобразующим переменное напряжение из обычной сети в постоянное. При этом значение V понижается, а А увеличивается. От оборудования исходит два контакта (+ и -), один из которых подсоединяется к свариваемому металлу. Подключенный на массу всегда должен быть «минус».
«Плюс» — это весь кабель-рукав горелки. Через нее подается проволока, на которую переносится напряжение специальным контактором. Соприкасаясь концом с изделием возбуждается дуга. Проволока плавится, как и, обычный электрод, создавая сварочную ванну. Одновременно оплавляются кромки металла и, смешиваясь с присадочным, образуется шов. Регулируя диаметр проволоки, возможно сваривать металл разной толщины. В сопле имеются отверстия для подачи защитного газа, который вместо обмазки электрода, создает воздушное облако, препятствующее взаимодействию жидкого металла и внешней среды.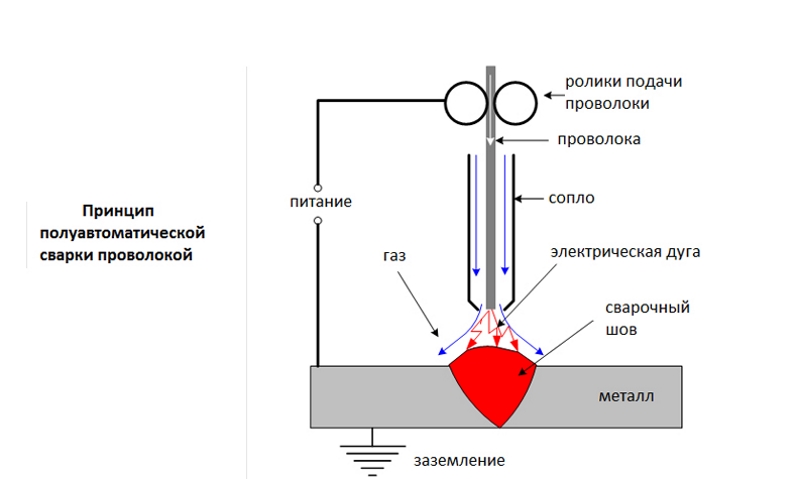 Мундштук на конце горелки направляет поток газа в нужную сторону, не давая ему рассеиваться хаотично.
Мундштук на конце горелки направляет поток газа в нужную сторону, не давая ему рассеиваться хаотично.
Инверторный полуавтомат имеет в составе специальный механический блок с электронной регулировкой, отвечающий за подачу проволоки. Это значительно облегчает работу, и позволяет создавать беспрерывные швы любой длины.
Инверторный сварочный полуавтомат — применение
Полуавтоматическая сварка широко используется на огромных заводах, небольших производствах и автомастерских. Благодаря возможности замены материала присадочной проволоки, этот метод позволяет сваривать:
- «черные» металлы;
- алюминий;
- нержавеющую сталь.
Сварка полуавтомат способна соединять изделия под высокую коррозионную нагрузку. Это используется в химической промышленности для создания емкостей под жидкости с агрессивной средой. Сварка полуавтоматом задействована в изготовлении дверей, козырьков, беседок и гаражей. Она активно применяется для сварки труб на территории предприятий. Благодаря возможности отрегулировать напряжение на низкий уровень, сварочный аппарат задействуют в машиностроении и ремонте корпусов автомобилей.
Благодаря возможности отрегулировать напряжение на низкий уровень, сварочный аппарат задействуют в машиностроении и ремонте корпусов автомобилей.
Преимущества полуавтоматического вида сварки
Повсеместное применение эти устройства получили ввиду ряда выгодных особенностей оборудования и метода сварки. Вот основные:
- сваривание как толстых, так и тонких листов стали;
- отсутствие необходимости в зачистке кромок до блеска;
- доступная цена аппаратов и расходных материалов;
- легкая настройка полуавтомата на разные режимы;
- быстрое обучение для начинающих;
- широкий спектр свариваемых металлов;
- малое количество брызг и незначительная последующая обработка шва;
- высокая скорость;
- способность заплавлять широкие зазоры;
- хорошая видимость ванны без шлаковых масс;
- герметичные швы под жидкости и газы.
Устройство полуавтомата
Существует много фото, где хорошо видно ключевые элементы, входящие в сварочный полуавтомат инверторного типа. Их можно разделить на несколько важных узлов, каждый из которых выполняет свою роль. Вот их описание и предназначение.
Их можно разделить на несколько важных узлов, каждый из которых выполняет свою роль. Вот их описание и предназначение.
Инверторный аппарат
Представляет из себя корпус с несколькими блоками внутри, работающий от сети в 220/380 V. В рабочем процессе участвуют:
- Вал для крепления сварочной проволоки. Он снабжен фиксатором, исключающим непроизвольное соскакивание катушки в процессе вращения.
- Реле и клапана, запускающие подачу защитного газа.
- Электронная схема, распределяющая напряжение.
- Преобразовывающий блок.
- Прижимной механизм для подачи проволоки.
- Измерительные приборы.
- Переключатели, которыми выполняется регулировка.
Подобные аппараты могут быть небольшого размера, одеваемые на плече, или более крупные модели, перемещаемые на платформе с роликами.
Горелки и каналы
На фото можно увидеть составляющие ключевого элемента для создания шва — горелки. Она состоит из:
- рукоятки;
- кнопки запуска;
- контактного наконечника, из которого выходит проволока;
- газового сопла;
- мундштука.

Для обеспечения работы горелки используется кабель-канал, в котором помещены раздельно: сварочный кабель, шланг с защитным газом, направляющий канал для предотвращения заворачивания проволоки. Принципиальная истина относительно этого канала состоит в том, что чем он длиннее, тем более маневренный сварщик. Но параллельно с этим возрастает риск заедания в подаче присадочного материала. Электрическая цепь замыкается благодаря присоединению второго кабеля на изделие.
Газовое оборудование
Неотъемлемой составляющей устройства, как видно на многих фото, является газовый баллон. Он устанавливается отдельно или возится вместе с аппаратом на тележке. К баллону крепится редуктор и измерительные манометры, для показания количества газа и давления в рабочем рукаве. Шланг от редуктора фиксируется на специальный штуцер в сварочном устройстве.
Характеристики сварочного полуавтомата
Этот тип оборудования классифицируется по нескольким параметрам, от которых исходят его характеристики. Вот основные элементы:
Вот основные элементы:
- Материал присадки. Может быть обычной (углеродистая сталь), либо нержавеющая проволока. В специализированной промышленности используется алюминиевая. В химическом производстве применяется трубчатая проволока с порошком внутри, который образует дополнительный защитный слой. После застывания порошок отбивается как обычный шлак.
- Диаметр присадки. Применяются различные величины, в зависимости от толщины изделия. Рабочие значения от 0,8 мм до 1,6 мм.
- Механизм подачи. Существует толкающий вид, тянущий и смешанный, соединяющий в себе оба способа.
- Защитный газ. Для сварки углеродистой стали используется углекислота. Если требуются мощные соединения, то подключают смесь, вмещающую аргон и углекислоту. Аналогично применяется гелий. В особых условиях засыпают в отдельную воронку флюс, высыпающийся в сварочную ванну.
- Питание от сети в 220 или 380V.
- Временная занятость оборудования — полный рабочий день или два три часа.

- Размеры установки. Компактные аппараты можно переносить с собой по цеху. В этом случае должна быть подходящая длина газового шланга. Более крупные устройства катают на тележке вместе с баллоном, что позволяет варить полуавтоматом в любом месте, где есть розетка с соответствующим напряжением. Стационарные аппараты стоят на крупных предприятиях и ими сваривают большие изделия на крутящейся основе.
Благодаря комбинированию этих элементов можно правильно подобрать оборудование и настроить его работу для конкретного вида материала. Для более тонкой регулировки задействуют дополнительные функции.
Настройка сварочного полуавтомата
Для того, чтобы варить полуавтоматом, нужно правильно запитать его током и грамотно настроить. Как подключить полуавтомат на производстве или в гараже? Если в розетке нет заземления, следует позаботиться о создании этого элемента самостоятельно. Забитый в землю кол и проложенную шину прикрепляют к корпусу аппарата через клемму и болт.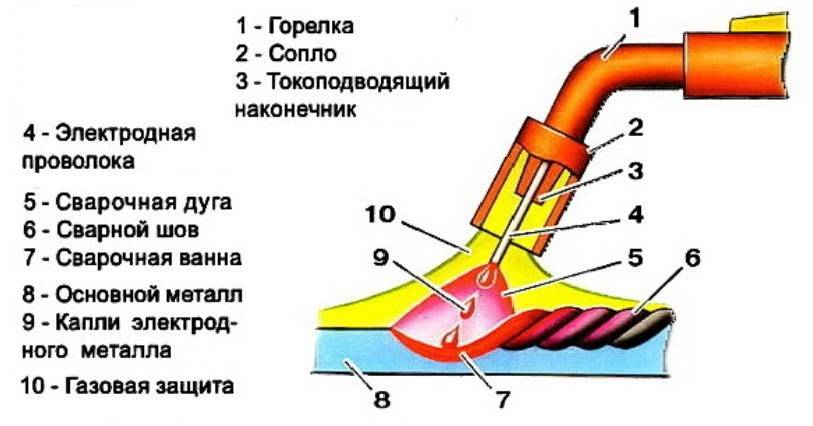 После этого можно безопасно приступать к работе.
После этого можно безопасно приступать к работе.
Как настроить сварочный полуавтомат в зависимости от толщины изделия и вида проволоки? Для этого существуют несколько ключевых элементов, которые раскрывает таблица ниже:
| Толщина свариваемых деталей, мм | Диаметр проволоки, мм | Показатели Вольтметра, V | Показатели Амперметра, А | Скорость подачи присадки, м/ч |
|---|---|---|---|---|
| 1 — 1,5 | 0,8 | 20 | 70-80 | 150 |
| 2 | 1 | 20 | 150-170 | 150 — 180 |
| 3 | 1,2 | 21 | 180-230 | 180 — 240 |
| 4 — 5 | 1,2 | 25 | 200-300 | 350 — 450 |
| 8 | 1,6 | 30 | 300 | 550 — 650 |
Кроме этого важно подобрать ролики, соответствующие диаметру проволоки. Слишком широкая канавка приведет к задержке присадки, а мелкая к заклиниванию роликов. Как правильно выполнена настройка поможет определить «поведение» присадки: если она расплавляется не доходя до ванны, следует уменьшить силу тока. Если проволока «прокалывает» сварочную ванну, необходимо увеличить Амперы, и понизить скорость подачи. Расход газа должен быть в пределах 6-11 литров в минуту. Но показания манометра не всегда точны, поэтому ориентироваться следует на негромкое шипение и отсутствие пор в шве после окончания работы.
Как правильно выполнена настройка поможет определить «поведение» присадки: если она расплавляется не доходя до ванны, следует уменьшить силу тока. Если проволока «прокалывает» сварочную ванну, необходимо увеличить Амперы, и понизить скорость подачи. Расход газа должен быть в пределах 6-11 литров в минуту. Но показания манометра не всегда точны, поэтому ориентироваться следует на негромкое шипение и отсутствие пор в шве после окончания работы.
https://www.youtube.com/watch?v=QsQvznhTxSo
Особенности шва в пространственном положении
Полуавтоматом накладывают швы по принципу обычной дуговой сваркой. Разница заключается только в том, как работает сварщик с вертикальными стыками. Для того, чтобы выполнить вертикальный шов полуавтоматом, необходимо вести сварку сверху вниз. На видео в интернете видна важность поперечно колебательных движений по сторонам. Если держать горелку долго на одном месте, расплавленный металл начнет стекать вниз. При наличии широкого зазора, сперва, делается «мостик» между частями изделия в верхней точке. После чего производится заполнение соединения металлом. Для герметичности, при окончании сварки следует вывести ванну за пределы стыка на цельный материал.
После чего производится заполнение соединения металлом. Для герметичности, при окончании сварки следует вывести ванну за пределы стыка на цельный материал.
Начинающие сварщики быстро учится выполнять качественные швы на таких аппаратах, поскольку в них нет шлака, и лучше видно сварочную ванну. Зная устройство и принципы настройки полуавтомата, можно выполнять различные работы в производственных и домашних условиях.
Преимущества роботизированной сварки — металлические компоненты и сборки на заказ
Опубликовано wpengine в | Оставить комментарий
По сравнению с ручной сваркой роботизированная сварка безопаснее, быстрее, точнее и повышает рентабельность инвестиций. Это автоматизированный процесс, поэтому вам не нужны перерывы в производстве, что сокращает время выполнения заказа и экономит ваши деньги на рабочей силе.
Переход к автоматизации
За последние несколько лет многие компании обратились к автоматизации как к средству ускорения производства и экономии денег. Однако они, как правило, автоматизируют сборку и другие процессы и забывают о роботизированной сварке в качестве опции.
Однако они, как правило, автоматизируют сборку и другие процессы и забывают о роботизированной сварке в качестве опции.
Сварщики должны быть хорошо обучены, а квалифицированных сварщиков часто не хватает. При использовании полуавтоматических сварочных процессов избыточная сварка является распространенной ошибкой, которая стоит компании больших денег в виде потраченных впустую материалов и рабочей силы. Полностью автоматизированная сварка — идеальное решение, позволяющее выполнять точные, воспроизводимые сварные швы и устранять необходимость в доработке.
Имейте в виду, что промышленная роботизированная сварка никогда полностью не заменит ручную сварку. Всегда будут уникальные проекты, требующие быстрой адаптации человека-сварщика, но для повторяющихся сварочных задач автоматизация предлагает ряд преимуществ.
Преимущества роботизированной сварки перед другими методами
Ваша компания, ваши сотрудники и ваши клиенты получат преимущества роботизированной сварки:
- Повышенная эффективность : Детали, сваренные роботом, отличаются высокой точностью, что снижает потребность в доработке.
 Кроме того, автоматизированная система может работать в непрерывном режиме.
Кроме того, автоматизированная система может работать в непрерывном режиме. - Большая безопасность : Сварщики подвергаются воздействию вспышек дуги, искр, дыма и многого другого. Роботизированные ячейки оснащены функциями безопасности, которые защищают работников от этих опасностей и дискомфорта, что способствует повышению безопасности и здоровья на работе, а также повышению морального духа, повышению удовлетворенности работой и снижению текучести кадров.
- Сокращение отходов : Когда дело доходит до сварки, человеческая ошибка дорого обходится как с точки зрения времени, так и материалов. Роботы точно запрограммированы, что исключает возможность чрезмерной сварки.
- Повышенная точность : Робот может повторять одну и ту же сварку раз за разом. При ручной сварке небольшие отклонения неизбежны.
- Экономия затрат : Установка автоматизированной системы — это инвестиция, которая начинает быстро окупаться.
 Увеличение производства позволяет быстрее отгружать более точно сваренные изделия. Прецизионная сварка сокращает отходы материала, экономя еще больше времени и денег.
Увеличение производства позволяет быстрее отгружать более точно сваренные изделия. Прецизионная сварка сокращает отходы материала, экономя еще больше времени и денег.
Вопреки распространенному мнению, автоматизированные системы не сокращают возможности трудоустройства. Для роботизированной сварки требуются квалифицированные программисты и операторы, а для крупных и сложных проектов по-прежнему потребуются ручные сварщики. Автоматизированные системы дают вам возможность использовать навыки ваших сотрудников в других областях и предоставляют им возможности для продвижения по карьерной лестнице. Роботы во всех аспектах производства чаще всего выполняют простые, повторяющиеся или опасные задачи. Увольнение людей с этих рабочих мест безопаснее и дает им большее удовлетворение от работы.
Роботизированная сварка с металлургическим заводом High Point
Являясь семейным бизнесом второго поколения, компания Metal Works of High Point с 1992 года предлагает готовые решения для изготовления металлоконструкций под ключ. Наша команда экспертов обеспечивает как ручную, так и роботизированную сварку, а также лазерную резку, формовку с ЧПУ, порошковое покрытие и многое другое для клиентов в различных отраслях, включая транспорт, телекоммуникации, бытовую технику, погрузочно-разгрузочные работы, заказную мебель и другие. Независимо от размера или сложности вашего проекта, наша цель — помочь вам завершить его быстро и с минимальными затратами, не жертвуя при этом качеством; во многих проектах роботизированная сварка играет роль.
Наша команда экспертов обеспечивает как ручную, так и роботизированную сварку, а также лазерную резку, формовку с ЧПУ, порошковое покрытие и многое другое для клиентов в различных отраслях, включая транспорт, телекоммуникации, бытовую технику, погрузочно-разгрузочные работы, заказную мебель и другие. Независимо от размера или сложности вашего проекта, наша цель — помочь вам завершить его быстро и с минимальными затратами, не жертвуя при этом качеством; во многих проектах роботизированная сварка играет роль.
Свяжитесь с нами, чтобы узнать больше о преимуществах роботизированной сварки для вашего проекта, или запросите предложение сегодня.
Кабинеты №130 и №132 – Технология сварки
Основные лаборатории: (2) Процессы ручной и полуавтоматической сварки
Предназначен для курсовой работы 100 уровня для обучения практической сварке
Приложения. Лабораторные помещения включают следующее оборудование:
- 6077 квадратных футов учебной площади.

