Сверлильный станок 2н118 технические характеристики: 2Н118 — вертикально-сверлильный станок: технические характеристики
Содержание
Сверлильный станок НС-12: технические характеристики и паспорт
Описание агрегата
Имеет небольшие габариты и устанавливается на верстаке, позволяет вести обработку небольших деталей. Применяется для оснащения ремонтных производственных подразделений, учебных и домашних мастерских.
Несмотря на маленькие габариты и невысокую производительность он легкий и удобный в использовании. Простота конструкции делает доступным техническое обслуживание и ремонт.
Конструкция сверлильного станка НС-12
Станком удобно управлять, а несложное устройство повышает надежность и долговечность.
У станка НС-12 пять рабочих скоростей вращения шпинделя. Обороты вращения изменяются с помощью ременной передачи. Ремень быстро переставляется на многоступенчатых шкивах с одного диаметра на другой. Благодаря оригинальному устройству механизма натяжения мастера могут без труда получить нужную скорость резания.
Технические характеристики сверлильного станка НС-12А дают возможность выполнять следующие операции:
- сверлить и рассверливать отверстия;
- зенкеровать и зенковать;
- разворачивать отверстия;
- нарезать внутреннюю резьбу.


Главным движением резания является вращение инструмента и вертикальная подача шпинделя.
Наибольший диаметр сверления в стальной детали, наибольший ход и вылет шпинделя – это базовые параметры станка. Описание оборудования также легко найти в интернете или у опытных мастеров. У любой техники такого типа имеется свой паспорт, где указаны все технические и специфические указания.
Обзор сверлильного станка НС-12: конструкция и технические характеристики
Настольный сверлильный станок НС-12 был разработан Вильнюсским станкостроительным . От аналогичного оборудования он отличается простой компоновкой, надежностью и достаточно точными параметрами обработки материалов.
Конструкция станка
Эта модель предназначена для формирования отверстий в небольших заготовках из различных материалов: стали, дерева, полимеров. При наличии метчика может нарезаться резьба. Он нашел применение в комплектации ремонтных мастерских, имеет широкую популярность среди домашних мастеров.
Конструкция состоит из рабочего стола, который выполняет функцию основания. На его поверхности располагаются шлифованные пазы т-образной формы для фиксации заготовки. На станину установлена вертикальная колонна, в верхней части которой крепится электрическое оборудование, шпиндельная головка и валы для переключения количества оборотов.
В паспорте подробно описаны конструктивные особенности настольного станка НС-12. Они заключаются в следующем:
- использование чугунных корпусов. Это обеспечивает длительный срок безремонтной эксплуатации оборудования;
- удобная система смены частоты вращения шпинделя. Для этого на валу бабки и электродвигателя установлены шкивы различного диаметра. Привод осуществляется с помощью ременной передачи;
- точность обработки обеспечивает отчет глубины сверления по упору или по плоской шкале.
Оригинальная система натяжения ременной передачи дает возможность смены передачи. Но для этого необходимо дождаться полной остановки электродвигателя. Для привода шпиндельной бабки на станке НС-12А можно устанавливать плоские и зубчатые ремни.
Для привода шпиндельной бабки на станке НС-12А можно устанавливать плоские и зубчатые ремни.
Во время работы на оборудовании в обязательном порядке устанавливается защитный кожух на вал со шкивами шпинделя. Это предотвратит появление опасных ситуаций.
Технические характеристики
Для ознакомления с точными техническими параметрами станка модели НС-12 необходимо изучить паспорт оборудования. В нем указаны не только компоновка элементов и характеристики, но и даются рекомендации по эксплуатации.
Массы станка НС-12А 121 кг достаточно для гашения колебаний, которые неизбежно появляются во время работы. Его габариты составляют 77*46,5*70 см и позволяют устанавливать оборудование на небольшую площадь рабочего стола. Мощность электродвигателя относительно небольшая — 0,65 кВт. Однако в отличие от аналогичных моделей он рассчитана для подключения к однофазной сети 220 В, что дает возможность использовать сверлильный агрегат в домашних условиях.
Но для полноценного анализа возможностей настольного станка следует внимательно изучить технический паспорт.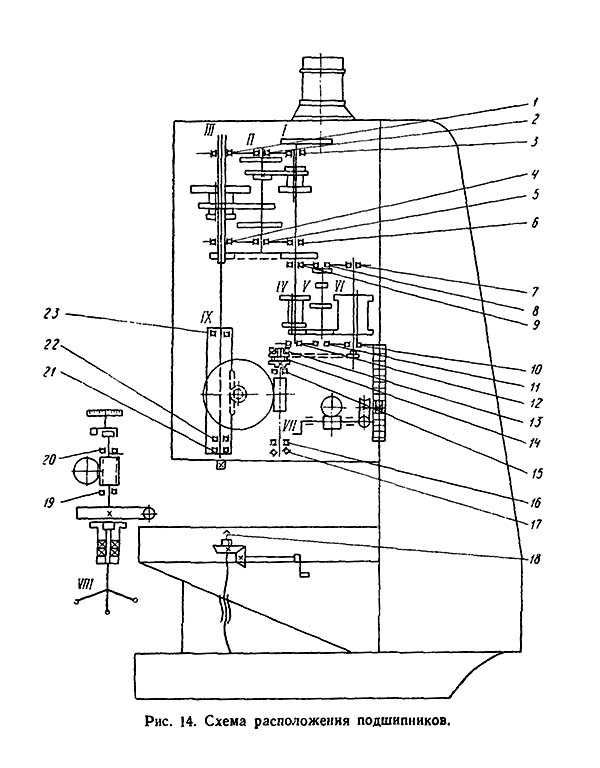 Там указаны основные характеристики оборудования:
Там указаны основные характеристики оборудования:
- максимально допустимый диаметр сверления – 12 мм;
- расстояние от торца шпинделя до поверхности рабочего стола – от 2 до 42 см;
- вылет шпинделя — до 8,5 см;
- габариты рабочего стола – 36*36 см;
- число т-образных пазов для фиксации заготовки – 3 шт.;
- максимальное смещение головки шпинделя – 30 см;
- ход гильзы – до 10 см;
- варианты частот вращения – от 450 до 4500 об/мин;
- количество скоростей – 5.
Эти параметры позволяют выполнять сверление и формирование резьбы с помощью плашек с достаточно высокой точностью. Перед началом работы на станке НС-12А нужно ознакомиться с паспортом, изучить правила безопасности и методику проведения ремонтных и профилактических мероприятий.
stanokgid.ru
Устройство станка НС-12А
Основными элементами конструкции настольно-сверлильного станка являются:
- основание;
- колонна;
- хобот со шпиндельной группой;
- электропривод;
- органы управления.

Чугунное основание служит опорной базой, а внутри массивной плиты размещены элементы электропривода, включая корпус выключателя, обеспечивающий освещение рабочей зоны и понижающий трансформатор.
На переднюю панель основания выведена кнопочная станция для включения оборудования. В верхней части основания расположен рабочий стол для установки, закрепления приспособлений и деталей.
По контуру периметра выполнен желоб для накопления охлаждающей жидкости, используемой при обработке. В желобе предусмотрено сливное отверстие, закрытое резьбовой пробкой. В случае подачи СОЖ от центральной магистрали к отверстию подсоединяется ниппель с резиновым шлангом.
Колонна закреплена на плите основания специальным башмаком и притянута болтами. Когда необходимо повернуть колонну вокруг оси, болты отпускаются, стойка вместе с верхней частью устанавливается в требуемое положение и фиксируется.
Хобот состоит из чугунного корпуса, в который вмонтирован шпиндельный узел, механизм перемещения, натяжное устройство для ремня и лампа местного освещения.
Сзади к корпусу подвешен электродвигатель на подмоторной плите.
Подмоторная плита для двигателя
Он сможет продольно перемещаться по направляющим. Подвижность двигателя необходима для уменьшения натяжения приводного ремня при регулировке оборотов вращения шпинделя. Когда ремень помещен в ручей шкива, двигатель возвращается на место и обеспечивается требуемое натяжение.
Подъем и опускание хобота по колонне обеспечивает реечная передача. Рейка передачи прочно закреплена на колонне, а приводная шестерня находится в хоботе. Управление вертикальным перемещением происходит вручную через рукоятку, имеющую жесткую связь с шестерней. Второй рычаг расположен возле колонны и фиксирует положение на колонне, это происходит на необходимой высоте над столом.
Шпиндель установлен на консольной части хобота в пиноли станка, подвижной в вертикальном направлении.
Перемещение пиноли, передающей шпинделю движение подачи, выполняется рукояткой, расположенной на боковой стороне хобота. Шпиндель сверлильного станка НС-12А размещен в опорах с прецизионными радиально-упорными подшипниками, они обеспечивают точность движения и плавный ход. Шкив управления выполнен в виде пятиступенчатой конструкции и установлен в опорах с радиальными подшипниками.
Шпиндель сверлильного станка НС-12А размещен в опорах с прецизионными радиально-упорными подшипниками, они обеспечивают точность движения и плавный ход. Шкив управления выполнен в виде пятиступенчатой конструкции и установлен в опорах с радиальными подшипниками.
Контролировать глубину сверления глухих отверстий позволяет использование специального жесткого упора и плоская шкала на корпусе.
Вы здесь
Настольно-сверлильный станок модели; нс 12а используется для единичного или индивидуального производства и предназначен для сверления глухих и сквозных отверстий диаметром до 12 мм.
Органы управления настольно-сверлильного станка нс 12а
- Ручная подача шпинделя;
- Перемещения шпинделя по колоне;
- Фиксация шпинделя на колоне;
- Рукоятка управлением электродвигателя
Устройство настольно-сверлильного станка нс 12а
Настольно-сверлильный станок включает в себя следующие основные узлы:
- Шпиндельная бабка 8;
- Колона 2;
- Шпиндель 1;
- Привод 4
В шпиндельной бабке установлены шпиндельный узел и механизм подъема, которые предназначен для осевого перемещения бабки по колоне. Колона, в свою очередь, крепиться к плите при помощи кронштейна. Поворот колоны на определенный угол осуществляется за счет освобождения болтов, а после поворота на заданный угол, последующем зажимом болтов.
Колона, в свою очередь, крепиться к плите при помощи кронштейна. Поворот колоны на определенный угол осуществляется за счет освобождения болтов, а после поворота на заданный угол, последующем зажимом болтов.
Кинематическая схема настольно-сверлильного станка нс 12а
Электрическая схема настольно-сверлильного станка нс 12а
Шпиндель настольно-сверлильного станка нс 12а
Шпиндельный узел установлен в корпусе 8, а сам шпиндель монтирован в гильзе 4 и на двух подшипниках 3 и 7.Крутящий момент шпиндель получает от втулки 9 и шкива 10.
Ручная подача шпинделя осуществляется при помощи рукоятки, связанная с валиком-шестерней 6 и гильзой с рейкой 4.
Для снятия патрона с конуса шпинделя, используется гайка 2.
Настройка и наладка настольно-сверлильного станка нс 12а
Установка шкалы на глубину сверления выполняется следующим образом: поворотом штурвала 3 подвести режущий инструмент к поверхности детали и засверлить на глубину конусной части инструмента. Потом винтом 5 освободить хомут 4 на гильзе 6 и установить нулевую риску шкалы заподлицо с поверхностью выступа 2.Зафиксировать хомут на гильзе и нижнюю гайку 1 напротив цифры, соответствующей необходимой глубине сверления.
Потом винтом 5 освободить хомут 4 на гильзе 6 и установить нулевую риску шкалы заподлицо с поверхностью выступа 2.Зафиксировать хомут на гильзе и нижнюю гайку 1 напротив цифры, соответствующей необходимой глубине сверления.
Для перемещение шпиндельной бабки по колоне необходимо освободить рукоятку 6 и одновременно поддерживать рукоятку 7 во избежание самовольного опускания бабки.
- В наличии
- +7(861) 226-10-76 Ростов
- +7(861) 290-91-00 Краснодар
- +7(862) 291-03-33 Сочи
- +7(989) 624-33-16 Крым
- +7(861) 226-10-76 Ростов
- +7(861) 290-91-00 Краснодар
- +7(862) 291-03-33 Сочи
- +7(989) 624-33-16 Крым
- Условия оплаты и доставки
- График работы
- Адрес и контакты
НС-12 Станок сверлильный настольный
Станок предназначен для сверления отверстий и нарезания резьбы в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов в условиях промышленных предприятий, ремонтных мастерских и бытовых мастерских.
Основные параметры сверлильного станка НС-12Б:
- Максимальный диаметр сверления: Ø 12 мм
- Наибольшая глубина сверления: 100 мм
- Наибольшая высота обрабатываемой детали: 400 мм
- Расстояние от оси шпинделя до колонны (вылет шпинделя): 200 мм
- Скорость вращения шпинделя: 450, 710, 1400, 2500, 4500 об/мин
- Мощность электродвигателя: 0,6 кВт
- Масса станка: 130 кг
Шпиндельный узел сверлильного станка нс-12 – самый сложный и точный узел в станке. Шпиндельный узел монтируется в шиндельной бабке. Основные детали шпиндельного узла:
- Шпиндель – вал, который вращается на 2-х радиально-упорных подшипниках внутри гильзы шпинделя;
- Гильза шпинделя (пиноль) – цилиндр, который смонтирован в шпиндельной бабке и имеет возможность осевого перемещения в пределах 100 мм.

Верхняя часть шпинделя имеет шлицы, для получения вращения от приемного шкива, нижняя часть имеет конус Морзе для крепления сверлильного патрона.
Шпиндель станка НС-12 получает пять скоростей вращения от пятиступенчатых шкивов привода, что обеспечивает свободный выбор скоростей резания 450, 800, 1410, 2490, 4430 об/мин.
Пиноль, внутри которой вращается шпиндель, имеет ход 100 мм и уравновешена спиральной пружиной, которая возвращает пиноль в верхнее (исходное) положение. Пиноль поднимается и опускается с помощью зубчатой рейки и шестерни. Наибольшее усилие резания, допускаемое механизмом – 70 кг.
Конец шпинделя сверлильного станка НС-12 – внутренний конус Морзе №1, D = 12,065 мм по ГОСТ 25557 (Конусы инструментальные). Чтобы установить на станок стандартный сверлильный патрон с укороченным конусом, необходимо установить оправку по ГОСТ 2682 (Оправки с конусом Морзе для сверлильных патронов).
На станок НС-12 можно установить одну из 4-х оправок по ГОСТ 2682:
- Оправка 6039·0002 – исполнение 2, укороченный конус Морзе В10
- Оправка 6039·0005 – исполнение 2, укороченный конус Морзе В12
- Оправка 6039·0007 – исполнение 2, укороченный конус Морзе В16
- Оправка 6039·0011 – исполнение 2, укороченный конус Морзе В18
Принцип управления станком
Перед запуском станка в работу нужно убедиться в присутствии заземления.
Управление станком довольно простое:
- для его включения необходимо нажать кнопку «Пуск» на панели кнопочного пускателя;
- включение сопровождается пуском электродвигателя;
- станок готов к работе, а для остановки работы следует нажать кнопку «Стоп». Питание отключится и двигатель остановится. При необходимости местное освещение включается поворотом тумблера пакетного выключателя.
Управление агрегатом
Перечень элементов управления сверлильным станком НС-12А:
- кнопка включения «Пуск»;
- кнопка отключения «Стоп»;
- рукоятка включения освещения;
- рычаг вертикального перемещения хобота по колонне;
- фиксаторы натяжного устройства;
- рукоятка управления перемещением пиноли для ручной подачи;
- рукоятка фиксации положения хобота.
Фиксирующая положение хобота рукоятка
Местное освещение
Станок комплектуется необходимой аппаратурой для подключения местного освещения. Место для монтажа выбирается в зависимости от места установки.
Место для монтажа выбирается в зависимости от места установки.
Чаще всего местом для монтажа сверлильного станка НС-12А мастера выбирают верстак или монолитный стол. Тогда и монтажный кронштейн с трансформатором местного освещения устанавливают вблизи станка на том же основании. При размещении оборудования у стены удобно разместить на ней крепление.
Представленная модель сверлильного станка считается надежным оборудованием с понятным алгоритмом управления. Модель отличается высокой ремонтопригодностью и не требует больших затрат на обслуживание.
Популярная и бюджетная модель станет идеальным помощником в следующих помещениях:
- автомастерская;
- мини-цех;
- учебная лаборатория техникума.
Назначение станка модели НС-12
Модели НС-12 относится к категории настольного оборудования. Это говорит о том, что он пригоден для обработки деталей небольшого размера. Соответствующие габариты и невысокая производительность станка делают возможным его применение в ремонтных цехах производственных предприятий и небольших мастерских, специализированных классах технических и общеобразовательных учебных заведений. Нередко можно встретить такое устройство и в оснащении домашних мастерских.
Нередко можно встретить такое устройство и в оснащении домашних мастерских.
Длительный срок эксплуатации, легкость использования, технического обслуживания и ремонта станка НС-12 обеспечиваются простотой его конструкции. При сверлении на таком станке глухих отверстий их глубина может регулироваться по плоской шкале или специальному упору.
Использование в сверлильном станке многоступенчатой ременной передачи позволяет получать пять различных скоростей вращения шпиндельного узла. Что важно, ремень переставляется на шкив другого диаметра просто и быстро благодаря специальному механизму натяжения ремней.
Технические возможности сверлильного станка модели НС-12 позволяют выполнять различные виды обработки заготовок из чугуна, стали, цветных металлов и неметаллических материалов:
- сверление и рассверливание отверстий;
- развертывание;
- зенкерование;
- нарезание внутренней резьбы.
Кинематическая схема сверлильного станка 2Н118. Конструктивные особенности и технологические возможности расточных и сверлильных станков с ЧПУ
представлена кинематическая схема вертикально-сверлильного станка 2Н118. Частота вращения шпинделя изменяется с помощью коробки скоростей. Приемный вал / вращается от электродвигателя 38 через передачу 7-2. Движение валу // сообщает одна из трех пар зубчатых колес 3 — 4, 5 — 6 и 7 — 8. Дальнейшее вращение передается одной из кинематических цепей 9-10, 8-11 или 12-13. Конечный вал /// коробки скоростей представляет собой полую гильзу, шлицевое отверстие которой передает вращение шпинделю V/.
Частота вращения шпинделя изменяется с помощью коробки скоростей. Приемный вал / вращается от электродвигателя 38 через передачу 7-2. Движение валу // сообщает одна из трех пар зубчатых колес 3 — 4, 5 — 6 и 7 — 8. Дальнейшее вращение передается одной из кинематических цепей 9-10, 8-11 или 12-13. Конечный вал /// коробки скоростей представляет собой полую гильзу, шлицевое отверстие которой передает вращение шпинделю V/.
Станки для вертикального сверления
Вертикально-сверлильные станки отличаются своим качеством и высоким уровнем производительности. Их основное предназначение – создание отверстий в металлических изделиях, диаметр которых не превышает 75 мм. Доступны и такие дополнительные возможности, как рассверливание, нарезка резьбы, развертывание или зенкерование.
Станок вертикально-сверлильный состоит из нескольких элементов, взаимодействующих между собой. Узлы монтируются на станине, а обрабатываемые детали крепятся к подъемному столу, который, в свою очередь, передвигают вверх или вниз. Каждый станок оснащен электродвигателем, именно он приводит в движение весь вертикальный механизм. Шпиндель можно перемещать как в автоматическом, так и в ручном режиме.
Каждый станок оснащен электродвигателем, именно он приводит в движение весь вертикальный механизм. Шпиндель можно перемещать как в автоматическом, так и в ручном режиме.
Компания Metaltool гарантирует качество станков вертикально-сверлильных, сотрудничая только с проверенными партнерами из стран Европы и Азии.
Сверлильный станок Jet GHD-22
Сверлильный станок Jet GHD-22 – это вертикальный редукторный станок, который чаще всего используется для сверления сквозных и глухих отверстий, развертки и расточки отверстий, нарезания резьбы и зенкерования.
Сверлильный станок Jet GHD-22 работает с минимальным уровнем вибрации и шума, что стало возможным за счет скошенных зубьев на шестернях станка. Устойчивая массивная конструкция станка выполнена из чугуна и дополнена вертикальной толстостенной стойкой, которая обеспечивает высокий уровень устойчивости и надежность при сверлении.
Сверлильный станок Jet GHD-22 – особенности конструкции:
— Оборудован прецизионным опорным столом
— Рабочий стол станка перемещается по высоте зубчатой штангой с пазами т-формы
— Сверлильный станок Jet GHD-22 позволяет нарезать резьбу левым и правым вращением
— Оснащен конусом шпинделя с быстрозажимной системой
— Сверлильный патрон защищен концевым выключателем
— Сверлильный станок Jet укомплектован инструментами, предназначенными для обслуживания станка
— Оборудован устройством для подвода СОЖ.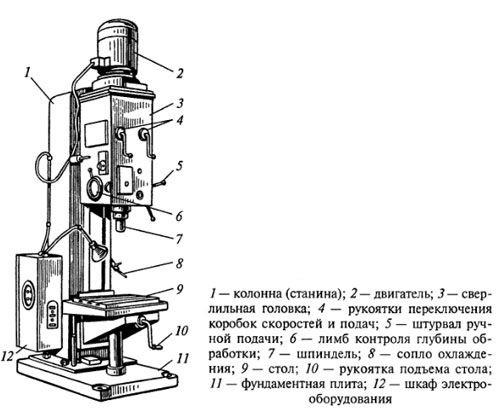
Сверлильный станок Jet GHD-22 – технические особенности:
— Количество скоростей вращения: 8
— Доступное число оборотов: 75-3150 оборотов/минуту
— Ход пиноли: 150 миллиметров
— Параметры быстрозажимного патрона: 1-16 миллиметров
— Оправка патрона: МК-3/В16
— Тип двигателя: электродвигатель
— Мощность двигателя: 2100 Вт
— Максимально возможный диаметр просверленного отверстия: 30 миллиметров
— Параметры рабочей поверхности станка: 405х505 миллиметров
— Максимально доступное расстояние от шпинделя до рабочей поверхности: 910 миллиметров
— Пазы стола: 2 Т-образных
— Диаметр пазов: 16 миллиметров
— Потребляемая станком мощность: 2,1 кВт (S6 40%)
— Выходная мощность: 1,1 кВт (S1 100%).
Классификация сверлильных станков
Сверлильный станок представляет из себя агрегат для сверления и обработки отверстий. Данные станки используют для сверления, зенкерования, нарезания резьбы и других видов обработки внутренних частей изделия. Основными инструментами, используемыми в сверлильных станках, являются сверла, метчики, зенкера и некоторые другие виды резцов.
Основными инструментами, используемыми в сверлильных станках, являются сверла, метчики, зенкера и некоторые другие виды резцов.
Основным принципом работы сверлильного оборудования является вращение инструмента и его поступательное движение по заданной оси. В зависимости от конструктивных особенностей сверлильных станков, их можно подразделить на несколько классов: вертикально сверлильные, горизонтально сверлильные, многошпиндельные, центровальные и расточные. Также сверлильные станки подразделяются в зависимости от обрабатываемого материала. Существуют станки для сверления и обработки камня, металла, дерева, пластмассы, стекла и т.д.
Наибольшее распространение получили вертикально сверлильные станки. Отличительной особенностью данной группы станков является то, что шпиндель с режущим инструментом располагается вертикально, а заготовка закрепляется на столе станка.
Выравнивание и совмещение инструмента с деталью производится перемещением детали на рабочем столе. Вертикально сверлильные станки используются для сверления и обработки деталей, имеющих не большие размеры. В основном широко используются в цехах осуществляющих ремонт оборудования или при производстве продукции небольшими партиями.
В основном широко используются в цехах осуществляющих ремонт оборудования или при производстве продукции небольшими партиями.
Для обработки деталей, имеющих большие габаритные размеры, применяются горизонтально сверлильные станки. В таких станках деталь закрепляется неподвижно, а совмещение обрабатываемых отверстий производится путем перемещения шпинделя с инструментом. Горизонтально сверлильные станки применяют для сверления и обработки отверстий, имеющих большую глубину.
Многошпиндельные сверлильные станки применяют для обработки деталей с большим количеством отверстий. Обработка отверстий производится одновременно. Существую многошпиндельные станки с неподвижными шпинделями и станки с переставными шпинделями.
Центровальные станки предназначаются для обработки и сверления центральных отверстий в торцевых частях деталей. Данные станки оснащаются резцами для отрезания части деталей пред производством центрования.
Для выполнения нескольких операций выпускают сверлильные станки, способные осуществлять операции по сверлению, фрезерованию, отрезанию. Это так называемые комбинированные или агрегатные станки, к ним относятся сверлильно-отрезные, сверлильно-расточные, сверлильно-фрезеровочные и другие. Автоматизация и программирования современного сверлильного станка, позволяет значительно снизить время и затраты на обработку отверстий деталей, а также повысить качество работ.
Это так называемые комбинированные или агрегатные станки, к ним относятся сверлильно-отрезные, сверлильно-расточные, сверлильно-фрезеровочные и другие. Автоматизация и программирования современного сверлильного станка, позволяет значительно снизить время и затраты на обработку отверстий деталей, а также повысить качество работ.
В конструкции станка может присутствовать устройство для подачи охлаждающей жидкости на обрабатываемую поверхность. Такие приспособления устанавливаются на сверлильных станках при обработке твердых материалов, это делается во избежание перегрева и повреждения инструмента.
Основными техническими характеристиками сверлильного станка являются мощность станка, максимальный размер сверления, ход шпинделя или максимальная глубина отверстия, габариты рабочего стола, максимальный размер заготовки, конус шпинделя, частота вращения, габариты и масса всего станка.
Конструктивные особенности и технологические возможности расточных и сверлильных станков с ЧПУ
Расточные станки с ЧПУ можно разделить на две основные группы, каждая из которых характеризуется расположением шпинделя: горизонтальным и вертикальным.
Горизонтально-расточные станки с ЧПУ имеют рабочий стол с вертикальной осью поворота, фиксирующийся, как минимум, в четырех положениях под углом 90° от технологических команд управляющей программы. Иногда поворот стола выступает в роли четвертой управляемой координаты.
От станков с ручным управлением станки с ЧПУ заимствовали в качестве дополнительной управляемой координаты перемещение выдвижного (расточного) шпинделя. Этот шпиндель размещается в полом шпинделе и может по командам от программы, а также в режиме ручного управления выдвигаться из полого шпинделя на довольно значительную величину, превышающую обычно половину ширину стола.
Таким образом, горизонтально-расточные станки имеют от трех до пяти управляемых координат. Кроме автоматизации рабочих перемещений в станках автоматизировано изменение скоростей шпинделя и подач рабочих органов, зажим и разжим рабочих органов после позиционирования и перед осуществлением перемещения, включение и выключение охлаждения. Вне автоматизации остается только смена инструмента.
Вспомогательные инструменты в комплекте с режущими устанавливают в конические отверстие выдвижного шпинделя. Оно имеет конус 7/24 по ГОСТ 15945-70, обозначенный условными номерами 40, 45, 50. На торце выдвижного шпинделя имеются две шпонки, передающие крутящий момент.
В выдвижной шпиндель встроен механизм крепления инструмента, который должен осуществить осевую затяжку за специальные органы захвата хвостовика вспомогательного инструмента.
Столы станков имеют прямоугольную форму в плане, малая и большая стороны прямоугольника близки по величине друг к другу. В продольном направлении стол имеет Т-образные пазы, в центре — точное отверстие. По центральному пазу, который является базовым, и отверстию следует устанавливать крепежные приспособления и проверять точность станка, в частности, совмещение оси шпинделя с центром поворота стола при выходе рабочих органов по оси X в определенную координату. Материал стола — высокопрочный чугун.
Совершенствование расточных станков идет по пути создания условий для высокопроизводительной обработки. По сравнению с универсальными станки с ЧПУ имеют большие мощность, жесткость и виброустойчивость. Направляющие исполнительных устройств делают комбинированными: по основным поверхностям они являются направляющими скольжения, а по боковым поверхностям — направляющими качения (см. рис. 48, а). В приводах подач используют двигатели постоянного тока, в том числе высокомоментные. Преобразование вращательного движения двигателей в поступательное рабочих органов реализуется за счет винтовых пар качения, на некоторых станках применяют передачи червяк — рейка качения и гидростатические винтовые передачи.
По сравнению с универсальными станки с ЧПУ имеют большие мощность, жесткость и виброустойчивость. Направляющие исполнительных устройств делают комбинированными: по основным поверхностям они являются направляющими скольжения, а по боковым поверхностям — направляющими качения (см. рис. 48, а). В приводах подач используют двигатели постоянного тока, в том числе высокомоментные. Преобразование вращательного движения двигателей в поступательное рабочих органов реализуется за счет винтовых пар качения, на некоторых станках применяют передачи червяк — рейка качения и гидростатические винтовые передачи.
Расточные станки с вертикальной осью шпинделя (табл. 44) в значительной степени повторяют компоновки бесконсольных координатно-расточных станков. Они имеют три управляемые координаты, инструмент и закрепленная на столе заготовка перемещаются друг относительно друга по трем взаимно перпендикулярным направлениям. Столы вертикально-расточных станков имеют прямоугольную форму, длина значительно превосходит ширину.
На расточных станках выполняют фрезерование плоскостей и пазов, сверление и зенкерование отверстий, растачивание отверстий, подрезание торцов, нарезание резьб метчиками.
На расточных станках с вертикальным расположением шпинделя целесообразно обрабатывать плоские заготовки (планки, плиты, фланцы, рычаги и др.), на горизонтально-расточных — корпусные детали. Для обработки заготовки с разных сторон на станках с вертикальным шпинделем необходимо иметь различные ее установы. Обработку с четырех боковых сторон на горизонтально-расточном станке можно выполнять при одной установке заготовки, осуществляя поворот стола.
Сверлильные станки с ЧПУ изготавливают в двух исполнениях: вертикально-сверлильные (табл. 45) и радиально-сверлильные. Они способны выполнять разнообразные работы: сверление, зенкование, зенкерование, развертывание, нарезание резьб, легкое фрезерование и т.д. Наличие крестового стола, возможность работать последовательно несколькими инструментами, а в некоторых случаях и многоинструментальными головками, автоматизация позиционирования и работы вдоль оси Z позволяют осуществлять производительную координатную обработку деталей типа крышек, фланцев, панелей, планок и других без предварительной разметки и применения кондукторов. Современные сверлильные станки с ЧПУ имеют большие диапазоны подач и частот вращения шпинделей, которые обеспечивают возможность выбора оптимальных режимов резания при обработке деталей из черных и цветных металлов.
Современные сверлильные станки с ЧПУ имеют большие диапазоны подач и частот вращения шпинделей, которые обеспечивают возможность выбора оптимальных режимов резания при обработке деталей из черных и цветных металлов.
Недостатками сверлильных станков с ЧПУ являются пониженная жесткость шпиндельной группы при использовании револьверной головки, ограниченное число инструментов в этом варианте исполнения, невозможность выполнять фрезерные и высокоточные расточные работы.
Кинематическая схема сверлильного станка:
На рис. 89 представлена кинематическая схема вертикально-сверлильного станка 2Н118. Частота вращения шпинделя изменяется с помощью коробки скоростей. Приемный вал / вращается от электродвигателя 38 через передачу 7-2. Движение валу // сообщает одна из трех пар зубчатых колес 3 — 4, 5 — 6 и 7 — 8. Дальнейшее вращение передается одной из кинематических цепей 9-10, 8-11 или 12-13. Конечный вал /// коробки скоростей представляет собой полую гильзу, шлицевое отверстие которой передает вращение шпинделю V/.
В итоге шпиндель имеет девять различных значений частот вращения в пределах 177 — 2840 об/мин. Реверсирование шпинделя, необходимое при резьбонарезных работах, осуществляется реверсированием электродвигателя.
Кинематическая схема вертикально-сверлильного станка 2Н118
Рис. 89 Кинематическая схема станка мод. 2Н118.
Рабочая программа шпинделя осуществляется с помощью реечной передачи. Реечное колесо 29 находится в зацеплении с рейкой пиноли 30. При вращении колеса пиноль перемешается вертикально вместе со шпинделем. Станок имеет шесть различных подач, осуществляемых от шпинделя через цилиндрические зубчатые колеса 14-15 и коробку подач. Вращение валу VI сообщает одна из трех передач 16 — 17, 18 — 19, 20-21 и далее валу VII одна из двух передач 22 — 23 или 21 -24. Зубчатая передача 25 — 26. и червячная пара 27 — 28 сообщают вращение реечному колесу 29.
Коробка скоростей и подач, шпиндель и механизм подач смонтированы внутри сверлильной головки, которая может перемещаться вдоль колонны при вращении соответствующей рукоятки через червячную 31-32 и реечную 33 — 34 пары.