Сверлильный станок зенкеры: Зенкера для сверлильных станков купить в Москве, цена
Содержание
Компания ООО «Станки» предлагает качественные и надежные сверлильные станки различных производителей с широким диапазоном мощностей, скоростей и технических характеристик, с универсальным опциональным дооснащением, предназначенные для сверления глухих и сквозных отверстий в металле, рассверливания, зенкерования, развертывания, нарезания внутренних резьб, рассчитанные на круглосуточную бесперебойную работу на промышленных предприятиях
Компания ООО «Станки» предлагает качественные и надежные сверлильные станки KNUTH с широким диапазоном мощностей, скоростей и технических характеристик, с универсальным опциональным дооснащением, предназначенные для сверления глухих и сквозных отверстий в металле, рассверливания, зенкерования, развертывания, нарезания внутренних резьб, рассчитанные на круглосуточную бесперебойную работу на промышленных предприятиях.
Для обработки отверстий в крупногабаритных заготовках используют координатные сверлильно-фрезерные станки.
Сверлильный станок предназначен для обработки отверстий в металлических заготовках с использованием различных инструментов: сверла, зенкеры, развертки, метчики и фрезы.
Горизонтальные сверлильные станки
|
|
|
|
BO 90 с ЧПУ | BO 110 с ЧПУ | BO 130 с ЧПУ | BO 110 / ВО 130 |
Вертикальные сверлильные станки
|
|
|
|
R 32 Basic | R 40 / R 60 / R 70 / R 80 / R 100 | KSR 40 Advance | R 32 |
|
|
|
|
AKB 16 | KSB 25A/KSB 32A/ KSB 40 B/KSB 50 C/ KSB 63 B/KSB 80 B/ KSB 100 | SBF 32 | SSB 32 Xn / SSB 35 Xn / SSB 40 Xn |
|
|
|
|
SSB 40 F Super / SSB 50 F Super | SSB 50n Super | К3 | K4 |
|
|
|
|
KSS 25V / KSS 32 | KTB 32 | KST 16 / KST 16 V / KST 25 | KTB 18 / KTB 18 G / KTB 18 V |
|
|
|
|
KGB 25 / KGB 30 | Speedy Drill | К2 | TSB 25 /TSB 35 |
| |||
| MBM 23 / MBM 32 / MBM 38 / MBM 49 |
Сверлильно-отрезные центры с ЧПУ
|
BeamCenter CNC 1200 |
Сверлильный станок по металлу KNUTH вы можете выгодно приобрести в ООО «Станки» в Нижнем Новгороде. Мы гарантируем высочайшее качество всех поставляемых пильных станков и их длительную бесперебойную работу.
Мы гарантируем высочайшее качество всех поставляемых пильных станков и их длительную бесперебойную работу.
При выборе Вертикально-сверлильного станка, Горизонтально-сверлильного станка Радиально-сверлильного станка, Координатно-сверлильного станка, Координатно-расточного станка, Сверлильно-фрезерного станка в первую очередь обращают внимание на: классификацию сверлильного станка, размер заготовки, наибольший диаметр сверления отверстия сверлильного станка, вылет, наибольший ход и направление движения шпинделя сверлильного станка, скорость шпинделя сверлильного станка, мощность шпинделя сверлильного станка, автоматизацию управления сверлильного станка, функционал сверлильного станка, конструкцию сверлильного станка и вес.
Классификация сверлильных станков
- Вертикально-сверлильные станки;
- Одношпиндельные полуавтоматы;
- Многошпиндельные полуавтоматы;
- Координатно-расточные станки;
- Радиально-сверлильные станки;
- Горизонтально-расточные;
- Алмазно-расточные;
- Горизонтально-сверлильные станки;
- Рразные сверлильные.

Операции, выполняемые на сверлильных станках:
- просверливание цилиндрических отверстий спиральным сверлом;
- зенкеровка цилиндрических отверстий спиральным зенкером;
- зенкеровка углублений различными типами зенкеров;
- подрезание бобышек торцевым зенкером;
- обработка конических углублений с помощью зенковки;
- развертывание цилиндрических отверстий с помощью цилиндрической развертки;
- развертывание отверстий конической разверткой;
- нарезка резьбы в отверстии с помощью метчика
Методы обработки на сверлильных станках
Точность расположения центров отверстий
относительно друг друга или по отношению
к поверхностям детали зависит от метода
сверления.
Сверление отверстий по разметке.
Ось шпинделя с инструментом и центр
просверливаемого отверстия совмещают
установкой сверла по керновому
углублению, нанесенному при разметке.
Точность расстояния между осями отверстий
при сверлении по разметке составляет
-(0,2-0,5) мм. В отдельных случаях она может
В отдельных случаях она может
быть повышена до — 0,1 мм.
Сверление на координатных столах.
Для увеличения точности обработки
отверстий в условиях единичного или
мелкосерийного производства вместо
сверления по разметке в приборостроении
часто применяют координатные столы,
позволяющие перемещать по двум осям
координат с высокой точностью,
осуществлять поворот детали вокруг ее
оси, если расстояния между центрами
отверстий заданы в полярной систем
координат.
Совместное сверление. В условиях
мелкосерийного производства, чтобы
устранить несовпадение осей отверстий
в сопрягаемых деталях при сборке,
применяют совместное сверление по
месту. В одной из сопрягаемых деталей
сверлят отверстия по разметке, а отверстия
в другой детали просверливаются через
отверстия в первой.
Сверление в приспособлениях
(кондукторах). При сверлении в
приспособлениях (Рис. 69) занимает
определенное положение относительно
направляющей втулки 2, через которую
проходит инструмент. При этом втулка
При этом втулка
стабилизирует положение сверла
относительно детали и предотвращает
его увод. Конструкции сверлильных
приспособлений очень разнообразны
и зависят от типа производства и
требуемой точности обработки.
При работе по кондуктору обычной точности
точность расстояния между осями отверстий
диаметром от 3 до 80 мм составляет ±(0,06 —
0,20) мм, а при работе по кондуктору
повышенной точности ± (0,04 — 0,10) мм.
Сверление с предварительным кернением.
Предварительное накернивание
осуществляется специальным штампом.
При сверлении по кернам точность
межосевого расстояния выше, чем при
сверлении по кондукторам, так как к
погрешностям изготовления самого
кондуктора добавляется погрешность
сверления обусловленная наличием зазора
между сверлом и отверстием кондукторной
втулки.
Зенкерование. Зенкерование служит
для увеличения диаметра предварительно
подготовленного отверстия (литого,
штампованного, просверленного). Для
Для
получения отверстий точностью до
h21 с шероховатостью поверхности до Ra
2,5 операция зенкерования может быть
окончательной и предварительной — перед
развертыванием. Зенкерование применяют
также для обработки фасок, цилиндрических
и конических углублений под головки
заклепок, винтов и болтов и зачистки
торцовых поверхностей.
Инструмент. В зависимости от
назначения зенкеры подразделяются на
спиральные, цилиндрические и конические.
Спиральные
зенкеры (Рис. 70) служат для обработки
сквозных цилиндрических отверстий. Они
конструктивно сходны со спиральными
сверлами, но имеют 3 или 4 режущих кромки.
Зенкеры
диаметром 12-35 мм изготовляют цельными
с коническими хвостовиками и с тремя
режущими зубьями, а диаметром 25-80 мм —
насадными с четырьмя (реже шесть)
режущими зубьями. Насадные зенкеры
диаметром больше 60 мм выполняют со
вставными рифлеными ножами, оснащенными
пластинками твердых сплавов.
Для зенкерования отверстий большого
диапазона диаметров — от 30 до 200 мм —
применяются насадные двузубые
зенкеры-улитки.
Цилиндрические зенкеры служат для
обработки торцов у литых бобышек
(Рис. 71, а) и отверстий под цилиндрические
головки винтов (Рис. 71, б).
Коническими зенковками обрабатывают
конические гнезда под болты и заклепки
и центровые отверстия (Рис. 71, в).
Зенкер, имеющий, по крайней мере, три
режущие кромки, значительно прочнее
сверла, вследствие чего обработка
отверстия зенкером производительнее
растачивания и рассверливания. При
зенкеровании лучше обеспечиваются
прямолинейность оси обрабатываемого
отверстия и правильное ее положение.
Однако при неравномерном припуске,
неодинаковой твердости обрабатываемого
материала и при наличии в нем твердых
вкраплений возможен увод оси зенкера,
причем в чугунных деталях больше,
чем в стальных. Он может быть значительным
и в начале зенкерования отлитых или
прошитых отверстий. Для предупреждения
увода инструмента зенкерованию таких
отверстий должно предшествовать
растачивание их резцом до диаметра
зенкера и на глубину, примерно равную
половине его длины.
Поверхность отверстия, обработанного
зенкером, получается чище, чем при
сверлении и рассверливании. Точность
диаметра отверстия, обработанного
зенкером под последующее развертывание,
достигается гораздо проще, чем при
растачивании, так как при зенкеровании
отсутствует установка режущего
инструмента на требуемый диаметр.
Для
исправления положения оси отверстия,
уменьшения увода ее и обеспечения
заданной точности осуществляют
зенкерование с направлением инструмента
в кондукторных втулках. Различают три
способа направления зенкера — верхнее,
нижнее и двойное (Рис. 72).
При верхнем направлении (Рис. 72, а) зенкер
1 может направляться во втулке 2 либо
специальной цилиндрической частью,
либо непосредственно своими
калибрующими ленточками.
Нижнее направление осуществляется во
втулке 8, расположенной впереди детали
3 (Рис. 72, б). В этом случае на одной оси с
зенкером I имеется специальная
направляющая, выполненная заодно с
зенкером. Для обеспечения правильной
Для обеспечения правильной
начальной ориентации зенкера необходимо,
чтобы его направляющая часть вошла во
втулку прежде, чем начнется процесс
резания.
Для обработки отверстий диаметром свыше
25 мм целесообразно осуществлять двойное
направление зенкера (Рис. 72, в). Для этой
цели на зенкере предусматривается
верхняя и нижняя направляющие.
При двойном направлении зенкера возникают
некоторые затруднения, связанные с
необходимостью совмещения большого
числа осей технологической системы.
Для исключения влияния погрешностей
из-за несовпадения оси шпинделя с
осями зенкера и направляющих втулок,
из-за биения шпинделя и других погрешностей,
связанных с работой станка, применяют
шарнирное или плавающее соединение
инструмента со станком. В этом случае
положение оси обработанного отверстия
будет в основном определяться
соосностью направляющих элементов
приспособления и зенкера и точностью
их изготовления.
Для зенкерования оставляют припуск,
равный примерно 1/8 — 1/10 диаметра отверстия.
При работе двузубым зенкером-улиткой
величина припуска может быть и большей.
Грубое зенкерование отверстий после
литья или штамповки обеспечивает h22
квалитет точности, а зенкерование после
сверления или чернового растачивания
— h21. Шероховатость поверхности
соответствует Rя (40-20).
Оборудование для зенкерования. Обработка
зенкером производится на сверлильных,
расточных токарных, револьверных и
других станках. Наиболее широко она
применяется на станках с вращающимся
инструментом.
Развертывание.
Развертывание является основным способом
чистовой обработки отверстий диаметром
до 400 мм H7-h44 квалитетов точности.
Развертыванию всегда предшествует
сверление, зенкерование или растачивание.
При развертывании используют инструмент
– развертку (Рис. 73). Развертка состоит
из рабочей части, шейки и хвостовика
(см. рис. 73, а). Хвостовик машинных разверток
– конический, ручных разверток –
цилиндрический с квадратом под вороток.
На рабочей части развертки различают
направляющий конус, режущую часть и
калибрующую часть. Направляющий конус
облегчает введение развертки в отверстие.
Режущая часть расположена под углом φ
к оси развертки (φ = 4-15°). Калибрующая
часть состоит из двух участков:
цилиндрического длиной l1 и конического
длиной l2 c обратной конусностью (1:50).
Обратную конусность делают для уменьшения
трения инструмента об обрабатываемую
поверхность и уменьшения величины
разбивки отверстия. Режущие зубья на
этом участке имеют узкие шлифованные
ленточки шириной 0,05 – 0,2 мм, которые
направляют развертку в отверстия, а
кромка ленточки зачищает отверстия,
обеспечивает высокую чистоту поверхности.
Шаг между зубьями развертки, как правило,
делается неравномерным. Если у развертки,
например, 12 зубьев, то центральный угол
составляет не 30°, а последовательно
33°, 34°30’, 36°, 37°30’, 39°, при этом
противолежащие зубья располагаются на
одном диаметре, что важно для контроля
развертки. Неравномерность шага устраняет
попадание режущей кромки в одно и то же
место на поверхности отверстия в момент
биения развертки из-за колебаний частоты
вращения.
Ручные цилиндрические развертки с
прямыми и винтовыми зубьями используются
для обработки отверстий диаметром от
3 до 50 мм; машинные цельные с цилиндрическим
и коническим хвостовиками для отверстий
диаметром от 25 до 80 мм; машинные со
вставными регулируемыми ножами — для
отверстий диаметром от 40 — до 100 мм;
машинные насадные твердосплавные для
отверстий диаметром от 52 до 300 мм.
Развертка снимает значительно меньший
припуск, чем зенкер, имеет угол в
плане и большее число зубьев. Зубья
развертки снимают стружку малой толщины
и большой ширины, что позволяет применять
при развертывании большие подачи.
Конструктивные
особенности разверток таковы, что в
процессе работы они испытывают
большие радиальные и незначительные
осевые нагрузки, сами стремятся
установиться по отверстию и не обеспечивают
точности направления оси отверстия.
Поэтому для обеспечения точности
направления оси отверстия его перед
развертыванием необходимо обработать
резцом или другим инструментом с
принудительным центрированием и точным
направлением. Если развертка закреплена
Если развертка закреплена
жестко, то незначительная несоосность
с осью отверстия вызывает неравномерное
срезание припуска: отверстие будет
иметь больший диаметр у концов и меньший
в середине (Рис. 74 а, б).
Закрепляться
развертка должна таким образом, чтобы
во время работы она свободно
устанавливалась по отверстию или имела
точное направление. Это достигается
с помощью самоустанавливающихся
качающихся оправок (Рис. 75).
Иногда развертку направляют кондукторные
втулки. Так же как и при зенкеровании,
направление может быть нижним, верхним
или двойным. На направляющей части
развертки образуют канавки для размещения
стружки.
Принудительное направление применяют
иногда для предотвращения разбивания
короткого отверстия при входе и выходе
развертки.
Для отверстий диаметром от 6 до 120 мм
общий припуск на предварительное и
чистовое развертывание составляет
0,2-0,4 мм. При предварительном развертывании
снимается 80% величины припуска, а при
чистовом – 20%.
Подача принимается в 2 – 3 раза большей,
а скорость резания в 2 – 3 раза меньшей,
чем при сверлении отверстия такого же
диаметра.
В зависимости от диаметра и требуемой
точности отверстия развертывание
производят одной или двумя развертками.
Отверстия 9-го квалитета точности
получают однократным развертыванием.
При обработке развертками можно получить
отверстия и H6 квалитета точности, однако
такая высокая точность экономически
не оправдывает себя (повышаются затраты
на содержание разверток в надлежащем
состоянии, используются рабочие более
высокой квалификации, а иногда и ручное
развертывание).
Шероховатость поверхности при
развертывании достигается Ra (5 – 0,32).
При развертывании выделяется большое
количество тепла, что приводит к
нагреву детали и вследствие этого к
конусности обрабатываемого отверстия.
Поэтому точность размеров отверстия
будет выше при развертывании на больших
подачах с обильным охлаждением.
Отверстия больших диаметров, короткие,
глухие и с прерывистыми поверхностями,
как правило, развертками не обрабатываются.
Чистовая обработка отверстий развертыванием
применяется преимущественно в
единичном и мелкосерийном производстве.
Объясняется это тем, что стоимость
изготовления разверток, допускающих
небольшое число переточек, а также
расходы на их переточку значительно
превышают стоимость разверток выполнения
операций. Стойкость разверток невелика
— 300-500 отверстий в чугунных деталях и
80-100 — в стальных.
Обработка
отверстий комбинированным инструментом
применяется в серийном и массовом
производствах в целях повышения
производительности и улучшения качества
обработки деталей. Она осуществляется
комбинированным инструментом, который
позволяет совместить в один рабочий
ход последовательно черновую и чистовую
обработку одной поверхности, совместить
различные операции: сверление и
зенкерование, зенкерование и развертывание,
развертывание и нарезание резьбы и т. д.
д.
На рис. 76 приведены примеры комбинированных
режущих инструментов для обработки
отверстий и форма обработанного
отверстия.
К недостаткам комбинированного
инструмента относится трудоемкость
его изготовления и некоторая сложность
переточки.
Одновременная
обработка нескольких отверстий одной
детали широко применяется в
приборостроении, так как повышает
производительность труда благодаря
сокращению периода резания и затрат
времени на смену режущего инструмента.
В крупносерийном и массовом производстве
для одновременной обработки нескольких
отверстий используют многошпиндельные
сверлильные станки и многошпиндельные
головки, в серийном — универсальные
многошпиндельные головки.
В оптическом приборостроении применяются
универсальные головки к вертикально-сверлильным
и настольным станкам, причем чаще всего
«встречаются головки с раздвижными
карданными передачами (Рис. 77). Головка
77). Головка
крепится на невращающейся части шпинделя
1 станка. Инструментальные шпиндели
6 получают вращение от вращающейся части
2 шпинделя станка через ведущее зубчатое
колесо 3, промежуточные колеса 4 и
карданные валики 5.
Положение шпинделей 6 по заданным
координатам отверстий обрабатываемой
детали достигается перемещением
кронштейнов 7, в которых установлены
шпиндели, как в радиальном направлении,
так и по окружности Т-образных пазов
корпуса с последующим закреплением
кронштейнов болтами 8.
Растачивание отверстий. Отверстия
нестандартных размеров и большого
диаметра, глухие и короткие, точные по
размерам и форме обрабатывают резцами
на станках токарной группы, а также на
расточных, агрегатных и других
станках.
Растачивание может производиться как
при вращении детали, так и при вращении
инструмента. В некоторых случаях возможна
обработка отверстий при совместном
вращении детали и инструмента.
Растачивание на станках токарной группы
— малопроизводительный способ обработки
отверстий, что обусловлено недостаточной
жесткостью расточного резца и плохой
его теплоотводящей способностью. Однако
Однако
оно широко осуществляется при обработке
деталей на токарных станках. Это
объясняется тем, что при растачивании
отверстий резцом можно достигнуть
большой точности и более высокого класса
чистоты, чем при обработке сверлением
и зенкерованием. При обработке резцом
удается выправить ось отверстия и
придать ей заданное положение, обработать
короткие глухие и больших диаметров
отверстия.
Существенным недостатком процесса
растачивания является трудность
установки резца на размер. Однако на
современных токарных станках, оснащенных
точными лимбами, установка резца на
размер упрощается.
Схемы обработки различных отверстий
стандартными расточными резцами
приведены на рис. 78.
Схема растачивания сквозных отверстий
диаметром до 100-150 мм показана на pиc. 78,
а; схемы обработки ступенчатых и глухих
отверстий — на рис. 78, б. При растачивании
отверстий подрезаются и внутренние
уступы. Эту операцию можно производить
как с поперечной (рис. 78, в), так и с
78, в), так и с
продольной (рис. 78, г) подачами. При
подрезании с продольной подачей
державку резца поворачивают на угол
φ=5°.
Сквозные и глухие отверстия глубиной
более 100-150 мм растачивают державочными
резцами. При растачивании сквозных
отверстий стержень резца устанавливают
перпендикулярно оси державки, а при
обработке глухих отверстий — под углом
45° или 60°.
Наиболее простая и распространенная
схема растачивания — обработка
отверстия резцом, консольно закрепленным
в суппорте, при этом создаются наиболее
благоприятные условия для получения
прямолинейной оси отверстия, совпадающей
с осью вращения шпинделя станка.
Патроны сверлильные, резьбонарезные, расточные головки
- Главная
 org/ListItem»> /
org/ListItem»> /Инструмент
- /
Металлорежущий инструмент
- /
Зенкеры
- /
Зенкеры твердосплавные
- /
Зенкеры твердосплавные насадные
- /
Часто задаваемые вопросы и ответы о зенкерах твердосплавных насадных
Головки расточные
| Наименование | D | Диаметр расточки |
|---|---|---|
| GWZ — 50 | 50 | 10 — 125 |
| GWZ — 75 | 75 | 12 — 160 |
| GWZ — 100 | 100 | 15 — 630 |
Патроны резьбонарезные
| Наименование | Посадка (КМ) | Резьба |
|---|---|---|
| 6162 – 4003 — 01 | 2, 3 | М3 — М12 |
| 6162 – 4003 — 02 | 3 | М14 — М24 |
| 6162 – 4003 — 04 | 4 | М27 — М42 |
Патроны сверлильные
| Диаметры зажима, мм | Посадка |
|---|---|
0. 8 — 16 8 — 16 | В10, В12, В18, М12×1,25, КМ2,3 |
Зенкера
| Наименование | D | Диаметр расточки |
|---|---|---|
| HSS-XE — 25 | 25 | 43 |
| HSS-XE — 30 | 30 | 47 |
| HSS-XE — 40 | 40 | 52 |
| HSS-XE — 55 | 55 | 63 |
Патроны с подачей СОЖ и без подачи
| С подачей СОЖ | ||
|---|---|---|
|
Быстросъемный патрон с автоматической подачей СОЖ. Для всех сверл с хвостовиком Weldon 19. Смена корончатого сверла за секунды без применения дополнительного инструмента. |
Арт. 20.1303 Конус Морзе 2 | |
|
Арт. 20.1307 Конус Морзе 3 | ||
|
Патрон с автоматической подачей СОЖ.  Для всех сверл с хвостовиком Weldon 19. Существуют аналогичные патроны с хвостовиком Weldon 32. Артикул: 20.1290 (конус Морзе 3), 20.1291 (конус Морзе 4). Для всех сверл с хвостовиком Weldon 19. Существуют аналогичные патроны с хвостовиком Weldon 32. Артикул: 20.1290 (конус Морзе 3), 20.1291 (конус Морзе 4).
|
Арт. 20.1287 Конус Морзе 2 | |
|
Арт. 20.1289 Конус Морзе 3 | ||
| Без подачи СОЖ | ||
|
Патрон без подачи СОЖ. Для всех сверл с хвостовиком Weldon 19. Существуют аналогичные патроны с хвостовиком Weldon 32. Артикул: 20.1286 (конус Морзе 3). |
Арт. 20.1283 Конус Морзе 2 | |
|
Арт. 20.1293 Конус Морзе 3 | ||
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Связанные товары
Код товара: 35293
В наличии 6 шт.
Патрон сверлильный Самозажимной бесключевой с хвостовиком NT 7:24 -30, ПСС- 8 (0,5-8мм,М12) для ст-ков без ЧПУ «CNIC»
Патрон сверлильный Самозажимной бесключевой с хвостовиком NT 7:24 -30, ПСС- 8 (0,5-8мм,М12) для ст-ков без ЧПУ «CNIC»
Код товара: 56880
В наличии 8 шт.
Зенкер d 47,6 (№2) к/х оснащенный пластинами ВК8 Z=3 КМ4 «CNIC»
Зенкер d 47,6 (№2) к/х оснащенный пластинами ВК8 Z=3 КМ4 «CNIC»
Код товара: 58041
В наличии 55 шт.
Патрон сверлильный Самозажимной бесключевой ПССР-13 (2,0-13мм,1/2″-20UNF) резьбовой
Патрон сверлильный Самозажимной бесключевой ПССР-13 (2,0-13мм,1/2″-20UNF) резьбовой
Код товара: 56838
Зенкер d 13,0 (№2) к/х оснащенный пластинами ВК8 Z=3 КМ1 «CNIC»
Зенкер d 13,0 (№2) к/х оснащенный пластинами ВК8 Z=3 КМ1 «CNIC»
Код товара: 50398
В наличии 29 шт.
Головка расточная d 50мм, D расточки 10- 70мм с хвостовиком КМ2 «CNIC»
Головка расточная d 50мм, D расточки 10- 70мм с хвостовиком КМ2 «CNIC»
Код товара: 29457
В наличии 16 шт.
Оправка расточная D 32мм, d раст. 40-55мм, L раст. 150мм, квадрат под резец 10х10мм, 45°, для глух.отв., хв-к КМ4 «CNIC»
Оправка расточная D 32мм, d раст. 40-55мм, L раст. 150мм, квадрат под резец 10х10мм, 45°, для глух.отв., хв-к КМ4 «CNIC»
Код товара: 30067
В наличии 5 шт.
Патрон резьбонарезной с хв-ком 7:24-BT50 (MAS403) для станков c ЧПУ с набором головок из 7шт. М 3-М12 (BТ50-GT12-110L)
Патрон резьбонарезной с хв-ком 7:24-BT50 (MAS403) для станков c ЧПУ с набором головок из 7шт. М 3-М12 (BТ50-GT12-110L)
Код товара: 30072
В наличии 15 шт.
Патрон резьбонарезной с хв-ком КМ3 с набором головок из 7шт. М 3-М12 (MТ3-GT12-110L) «CNIC»
Патрон резьбонарезной с хв-ком КМ3 с набором головок из 7шт. М 3-М12 (MТ3-GT12-110L) «CNIC»
М 3-М12 (MТ3-GT12-110L) «CNIC»
Код товара: 40519
В наличии 47 шт.
Хвостовикк КМ3 под головки расточные d 50мм, d 75мм, d100мм «CNIC»
Хвостовикк КМ3 под головки расточные d 50мм, d 75мм, d100мм «CNIC»
Код товара: 30074
В наличии 17 шт.
Патрон резьбонарезной с хв-ком КМ4 с лапкой с набором головок из 7шт. М 3-М12 (MТ4-GT12-110L) «CNIC»
Патрон резьбонарезной с хв-ком КМ4 с лапкой с набором головок из 7шт. М 3-М12 (MТ4-GT12-110L) «CNIC»
Код товара: 36186
Нет в наличии
13мм Сверлильный патрон под ключ с оправкой JT-6/МК-2
13мм Сверлильный патрон под ключ с оправкой JT-6/МК-2
Код товара: 29485
В наличии 4 шт.
Оправка расточная D 45мм, d раст. 55-70мм, L раст. 165мм, квадрат под резец 12х12мм, 45°, для глух.отв., хв-к КМ5 «CNIC»
Оправка расточная D 45мм, d раст. 55-70мм, L раст. 165мм, квадрат под резец 12х12мм, 45°, для глух.отв., хв-к КМ5 «CNIC»
Вверх
Сверлильный станок для домашней мастерской
Друзья, возможно, кто-то из вас является отличным специалистом в слесарных, столярных работах, или вы мастер широкого профиля и можете делать все. В таком случае, вполне естественно, что вы хотели бы обустроить собственную мастерскую в своем загородном доме.
В таком случае, вполне естественно, что вы хотели бы обустроить собственную мастерскую в своем загородном доме.
При выполнении серьезных масштабных задач, заказов от клиентов, одной дрелью не обойтись, и вы, наверняка, придете к решению приобрести сверлильный станок. Он поможет вам выполнять множество работ, где необходимо проделывать отверстия в древесине, металле, других материалах, из которых делают заготовки для изделий.
Сверлильный станок для домашней мастерской
Мебельщик обязательно должен сверлить отверстия под фурнитуру, слесарь — под крепежные детали: болты, винты, заклепки и так далее. Выбирая для таких функций сверлильный станок, вы неизбежно столкнетесь с рядом вопросов, о которых мы и поговорим сегодня.
КУПИТЬ СВЕРЛИЛЬНЫЙ СТАНОК
Обеспечение условий работы и выбор станка для определенных задач
Первое, о чем надо позаботиться, это определиться с электропитанием мастерской: проводка должна быть надежной. Если у вас доступно питание 220В, вы сможете сделать выбор из одной категории станков, а при 380В из совершенно другой: трехфазные двигатели сверлильных станков длительно работают без потери мощности. Кроме того, наряду со станком вы сможете одновременно подключать другие инструменты и устройства, не опасаясь перепадов напряжения в сети.
Кроме того, наряду со станком вы сможете одновременно подключать другие инструменты и устройства, не опасаясь перепадов напряжения в сети.
Второе — подобрать станок для выполнения задач, которые перед вами стоят, например:
1. Необходимо просверлить маленькие отверстия в заготовках. В условиях домашней мастерской используются два режима работы: кратковременный повторный и продолжительный. Работать в первом режиме со сверлением небольших отверстий можно с использованием бытовых станков с мощностью до 1 кВт.
Станок для сверления отверстий маленького диаметра PATRIOT SD-370
Вполне подойдет для такой работы небольшой настольный сверлильный станок ИНСТАР ССВ 13 500/350Вт или PATRIOT SD 370. C их помощью можно работать с металлом, деревом и пластиком, установив на станок тиски для зажатия маленьких деталей и точного сверления отверстий.
Кроме того, можно рассмотреть прецизионные станки для сверления маленьких отверстий с высокой точностью. Т-образные пазы на их основании позволят прикрепить удобный крестовинный стол, предназначенный для выполнения нескольких операций на детали без ее переустановки. Такие станки выпускает производитель «Энкор».
Такие станки выпускает производитель «Энкор».
2. Просверлить отверстия с большим диаметром — от 20 до 60 мм. Бытовые станки обычно сверлят отверстия до 16 мм в диаметре, а для больших отверстий нужно выбрать станок в среднем классе с мощностью от 1.5 до 2 кВт. Такие станки дороже и реже используются мастерами, но если объем работ большой и связан с услугами по строительству и ремонту, то их применение оправдано.
Сверление больших отверстий в бетоне
Для сверления больших отверстий в бетоне, кирпиче, камне можно использовать сверлильную машину DIAM ML 250N. Сверление происходит с помощью сменных алмазных коронок диаметром 20-250 мм (в железобетоне — до 220 мм). При этом ее двигатель питается от однофазной сети 220В/50 Гц.
3. Работа со сложными заготовками с множеством отверстий на одной плоскости. В этом поможет радиально-сверлильный станок с поперечной колонной. Благодаря такой конструкции можно менять угол наклона шпинделя и размер вылета сверла, что позволяет сверлить много отверстий, не снимая заготовку со стола станка, и не делая повторных закреплений.
Радиально-сверлильный станок JET JDR-34
Замечательные примеры таких станков — ЗУБР ЗСС-550 и JET JDR-34. Кроме вышеназванной функции они могут выполнять сверление на заданную глубину и под углом.
4. Обработка крупногабаритных заготовок. Для такого случая можно рассмотреть продукцию компании JET, одно из направлений которой — напольные сверлильные станки с двигающимся столиком для крупных деталей. Например, станок JET JDP-2800 VS/380В.
Станок с системой СОЖ, встроенной в основание
Если при этом важна величина глубины отверстий, то предпочтителен станок с подачей охлаждающей жидкости (система СОЖ) — JET GHD-50PF. Особенно часто такие высокие агрегаты на колоннах покупают для мастерских, в которых делают мебель, поскольку заготовки для нее, в основном, крупные.
Какие приспособления актуальны для установки и крепления заготовок
Работать на сверлильном станке нужно с соблюдением технологии и правил безопасности. Никогда не удерживайте заготовку рукой, вы не только не получите точности в размерах, но и можете травмироваться.
Какие же существуют для этого приспособления? Прямо на рабочем столе станка устанавливаются машинные винтовые тиски. Если вы выбрали модель станка, в комплект которого не входят такие тиски, то обязательно купите их. Это не вызовет больших расходов, зато ваши небольшие заготовки из металла и древесины будут надежно закреплены. Некоторые изготовители станков, такие, как «Энкор», включают тиски в поставляемую комплектацию.
Машинные винтовые тиски для сверлильного станка
В деталях сложной конфигурации просверлить отверстия помогут тиски с поворотным столом (поворотной губкой). Если вы планируете выпускать свой продукт мелкими сериями, то с такими тисками значительно повысите производительность за счет того, что заготовку без переустановки можно развернуть относительно шпинделя в разных плоскостях и под нужным углом.
Тиски станочные поворотные
Большие преимущества по сравнению с обычными тисками имеют универсальные тиски для сверлильных устройств. Их конструкция с дополнительной поверхностью для деталей позволяет также развернуть деталь, не разжимая ее для работы на другой плоскости.
Их конструкция с дополнительной поверхностью для деталей позволяет также развернуть деталь, не разжимая ее для работы на другой плоскости.
Заготовки с округлыми формами — шары, трубы требуют использования тисков с углублениями на губках для зажима цилиндрических и шарообразных элементов. Это, так называемые, тиски-призмы, созданные для более надежной установки таких деталей на время сверления.
Тиски с призматическими губками для округлых деталей
На станках с Т-образными пазами на столе можно крепить несколько разновидностей дополнительных столов, например, крестовинный стол, коробчатый стол. Они служат для перемещения заготовок в противоположных направлениях (продольных и поперечных), а также для установки их в разных плоскостях.
Детали с габаритами крупнее, чем 10 см могут не поместиться в тиски. Тогда потребуются специальные прихваты для металлических заготовок, а для деревянных — дополнительные упоры и направляющие, или струбцины.
Режущие инструменты сверлильного станка
В работе со сверлильными станками, в основном, применяют такую же оснастку, что и для дрелей. Чаще всего — это спиральные сверла из твердосплавной стали, которые могут просверлить отверстия даже в деталях из закаленной стали. А также сверла из быстрорежущей стали, относящейся к группе легированных сталей с высокой степенью сопротивления хрупкому разрушению.
Чаще всего — это спиральные сверла из твердосплавной стали, которые могут просверлить отверстия даже в деталях из закаленной стали. А также сверла из быстрорежущей стали, относящейся к группе легированных сталей с высокой степенью сопротивления хрупкому разрушению.
Спиральные твердосплавные сверла с заостренным концом с углом в 120°
Сверлить древесину следует специальной оснасткой с остроконечной заточкой, если диаметр отверстий не превышает 12 мм. Большие размеры отверстий можно просверлить в дереве сверлом Форстнера.
Виды сверл по дереву
Кроме сверления отверстий, как я упоминал выше, можно выполнить нарезание резьбы и развертывание отверстий, зенковку. Для этого есть специальная оснастка: метчики, зенкеры, развертки, но эту функцию могут выполнять и специальные сверла, например, сверло-зенкер.
Станки для домашней мастерской и всю оснастку для них приобретайте в нашем интернет-магазине строительных материалов «Кузьмич24». Обширный выбор сверл по металлу, дереву, бетону и кафелю можно найти в разделе каталога «Расходные материалы».
3 Инструменты и технологическая оснастка. Обработка деталей на сверлильных и расточных станках
Обработка деталей на сверлильных и расточных станках
курсовая работа
3.1 Инструменты и технологическая оснастка, применяемая при сверлении
Инструменты:
Отверстие на сверлильных станках обрабатываются различными режущими инструментами: сверлами, зенкерами, развертками, резцами и метчиками.
Сверла
Изготавливаются из быстрорежущих углеродистых и легированных сталей, также они могут быть оснащены пластинками из твердых сплавов.
Наибольшее распространение в промышленности получили спиральные сверла. Они изготавливаются диаметром от 0,1 до 80мм. Спиральные сверла состоят из рабочей части, хвостовика (конусного или цилиндрического ), служащего для крепления сверла в шпинделе станка или патроне, и лапки которые являются упором для удаления сверла из шпинделя [1,стр. 62].
Форма хвостовой части сверла выбирается в зависимости от способа его крепления (для патрона — квадратный хвостовик, для конуса шпинделя-конусный). Рабочая часть сверла представляет собой цилиндрический стержень с двумя спиральными канавками, направленными под углом 60 к оси сверла и предназначенными для образования режущей части и отвода стружки [6,стр. 269].
Рабочая часть сверла представляет собой цилиндрический стержень с двумя спиральными канавками, направленными под углом 60 к оси сверла и предназначенными для образования режущей части и отвода стружки [6,стр. 269].
На рисунке 3 изображены спиральные сверла.
Кроме спиральных сверл применяют также перовые сверла, сверла для глубокого сверления, центровочные сверла и.т.д.
Зенкеры
Служит для дальнейшей обработки ранее просверленных отверстий. В отличии от спиральных сверл зенкеры имеют 3 или 4 режущие кромки и у них отсутствует перемычка [1,стр. 70].
Зенкеры бывают двух типов: цельные с коническим хвостовиком и насадные (цельные и со вставными ножами).
Рабочая часть цельного зенкеры выполняется из быстрорежущей стали, и приваривается к коническому хвостовики из конструкционной стали. Они как сверла закрепляются в коническом отверстии шпинделя станка. Их изготавливают трехзубыми. Ими обрабатывают отверстия диаметром до 35мм.
У насадных зенкеров ножи изготавливают из быстрорежущей стали или твердого сплавов. Их насаживают на специальную оправку с коническим хвостовиком для крепления в шпинделе станка. Они имеют 4 зуба и служат для обработки отверстий диаметром до 100мм [1,стр. 71]. Есть также ряд конструкции зенкеров, у которых в качестве режущей части используются многогранные твердосплавные пластинки.
Их насаживают на специальную оправку с коническим хвостовиком для крепления в шпинделе станка. Они имеют 4 зуба и служат для обработки отверстий диаметром до 100мм [1,стр. 71]. Есть также ряд конструкции зенкеров, у которых в качестве режущей части используются многогранные твердосплавные пластинки.
Развертки
Применяют для окончательной обработки отверстий с целью получения высокой точность и меньших параметров шероховатости поверхности. По своей конструкции и назначению развертки делятся: на ручные и машинные, цилиндрические и конические, насадные и цельные.
Ручные — изготавливают с цилиндрическим хвостовиком, ими вручную обрабатывают отверстия диаметром от 3 до 50 мм.
Машинные — выпускают с цилиндрическими и коническими хвостовиками, обрабатывают отверстия на сверлильном или токарном станке диаметром от 3 до 100 мм.
Насадные развертки-изготавливают из быстрорежущей стали или оснащаются пластинками из твердых сплавов. Их крепят на станке через специальную оправку. Они служат для развертывания отверстия диаметром от 25 до 300мм [1,стр. 72].
Они служат для развертывания отверстия диаметром от 25 до 300мм [1,стр. 72].
Конические — применяют для развертывания конических отверстий.
Цельные — изготавливают из инструментальной углеродистой легированной или быстрорежущей стали.
Для работы в твердых металлах развертки оснащают пластинками из твердого сплава [1,стр. 73].
Метчики
Применяют для нарезания внутренних резьб. По своей конструкции и назначению они делятся на следующие виды:
— ручные — для нарезания дюймовых, метрических и трубных резьб вручную (в комплекте 2-3 метчика).
— гаечные — для нарезания метрических и дюймовых резьб в гайках и различных деталях на сверлильных станках.
— машинные- для нарезания метрических, дюймовых и трубных резьб в сквозных или глухих отверстиях на сверлильных или токарных станках.
Метчики изготавливаются из инструментальных углеродистых, легированных и быстрорежущих сталей [1,стр. 74].
В процессе резания все выше рассмотренные инструменты изнашиваются.
Виды износа, причины поломок и способы их устранения определяется по специальным таблицам. Для повышения износостойкости инструмента применяют следующие методы упрочения: электроэрозионный, плазменный, лазерный, и.т.д.
Режущие инструменты подвергаются заточке по мере их затупления. Правильная заточка увеличивает, стойкость инструмента и производительность, обеспечивает получение требуемого параметра шероховатости поверхности и точности обработки отверстий. Рекомендуемые формы заточек и размеров режущих элементов выбираются из специальных таблиц в зависимости от обрабатываемого материала и назначения [1,стр. 85].
Качество заточки сверла проверяют по специальным шаблонам и прибором для измерения углов заточки.
Технологическая оснастка
Для правильной установки и закрепления обрабатываемых заготовок на столе сверлильного станка применяют различные приспособления: тиски машинные (винтовые, эксцентриковые и пневматические), призмы, упоры, угольники, кондукторы, специальные приспособления и др.
Машинные тиски. Машинные винтовые тиски (см. рисунок 4) широко используют в единичном производстве. Они состоят из основания 4, закрепляемого на столе станка болтами, подвижной губки 2, неподвижной губки 3, винта 1 и рукоятки 5. Заготовка крепится между губками поворотом рукоятки, сообщающей вращение винту.
Кроме того применяются быстродействующие машинные тиски с рычажно- кулачковым механизмом; в серийном и массовом производстве применяются пневматические машинные тиски и пневмогидравлические тиски [1,стр. 100].
Кондукторы для закрепления заготовок
Обеспечивают правильное положение инструмента относительно оси обрабатываемого отверстия на сверлильных станках.
Для направления режущего инструмента в корпусе кондуктора имеются кондукторные втулки, которые обеспечивают точную обработку отверстий в соответствии с чертежом. Они бывают постоянные (мелкосерийное производство обработка одни инструментом) и быстросменные (для массового и крупносерийного производства). Правильное положение обрабатываемых заготовок относительно инструмента обеспечивается установочными опорами[1,стр. 103].
Правильное положение обрабатываемых заготовок относительно инструмента обеспечивается установочными опорами[1,стр. 103].
Применение кондукторов устраняет необходимость в разметке, нанесении центровых отверстий, и других операций, связанных со сверлением по разметке. Поэтому их широко используют в серийном и массовом производстве.
Поворотные и пердвижные приспособления
К числу поворотных и передвижных приспособлений, используемых сверлильных станках, относятся нормализованные стойки, поворотные и передвижные столы, применяемые для обработки отверстий обычно вместе со съемными рабочими приспособлениями — поворотным кондукторами для установки и закрепления обрабатываемой заготовки и направления режущего инструмента. Поворотные приспособления, имеющие горизонтальную ось вращения делительной планшайбы, называют поворотными стойками, а приспособления с вертикальной осью вращения — поворотными столами[1,стр. 110].
Патроны
Для закрепления сверл, а также разверток, зенкеров и зенковок применяются специальные приспособления — патроны и переходные втулки. Патроны укрепляются в шпинделе сверлильного станка или дрели и от шпинделя передают вращение и подачу сверлу [6,стр. 271].
Патроны укрепляются в шпинделе сверлильного станка или дрели и от шпинделя передают вращение и подачу сверлу [6,стр. 271].
Патроны бывают различной конструкции:
Двухкулачковый патрон состоит из корпуса, в пазах которого перемешаются навстречу друг другу или раздвигаются два стальных закаленных кулачка. Кулачки перемещаются при вращении винта, имеющего на одном конце правую, а на другом — левую резьбу. Такая же резьба имеется и на кулачках.
Трехкулачковый патрон, представляющий собой хвостовик , на который навинчена втулка, с резьбой на наружной поверхности. На эту резьбу навертывается корпус с внутренним конусом. При навертывании корпуса три кулачка, прижатые к нему пружиной, сходятся и зажимают сверло.
Более точным является трехкулачковый патрон с наклонно расположенными кулачками.
Цанговый патрон представляет собой приспособление, служащее для зажима сверл небольшого диаметра с цилиндрическим хвостовиком в сверлильных станках. Цанговые патроны обеспечивают сильное и точное закрепление легкого и среднего инструмента. При больших нагрузках цанги работают плохо [6,стр. 272].
При больших нагрузках цанги работают плохо [6,стр. 272].
Переходные втулки
Применяется для инструмента имеющий конический хвостовик. Наиболее прост, удобен и точен метод установки режущего инструмента непосредственно в конус шпинделя сверлильного станка. Но не всегда внутренние конические гнезда шпинделя могут быть использованы для непосредственного крепления инструмента. Если размеры хвостовика не подходит к шпинделю применяют переходные короткие и длинные втулки. Их наружные и внутренние поверхности представляют собой стандартные конусы. Номера переходных втулок выбираются по размерам конусов режущего инструмента [6,стр. 247].
3.2 Инструменты и технологическая оснастка, применяемая при растачивании
Инструменты
При работе на расточных станках также как при сверлении используют сверла.
Расточные резцы
Расточные резцы применяются для растачивания предварительно просверленных отверстий.
Державка резцов делается массивной, чтобы предать ее необходимую жесткость.
Резцы применяются двух типов: для глухого растачивания и для сквозного. Отличаются они друг от друга формой головки. Державка расточных резцов имеет конусную форму с постепенно увеличивающимся диаметром от головки резца к зажимной части. Зажимной часть резца предается квадратная ил прямоугольная форма. Длина державки резца делается больше длины обрабатываемого отверстия.
Расточной резец состоит из трех основных частей: сменной неперетачиваемой пластины, тела расточной оправки и хвостовика. Хвостовик — это часть расточной оправки, по которой ведется ее базирование и закрепление. Обычно длина закрепления равна четырем диаметрам оправки. Расстояние от хвостовика до пластины, т.е. незакрепленная часть резца, называется вылетом [2.стр. 56].
Вылет определяет максимальную глубину растачивания и является самым важным размером расточного резца. Слишком большой вылет вызывает избыточные упругие деформации расточной оправки, способствует появлению вибраций, которые ухудшают качество поверхности, и может привести к преждевременному износу пластины.
Для большинства операций необходимо выбирать расточную оправку с максимальной статической и динамической жесткостью. Статической жесткостью оправки называют ее способность противостоять упругим деформациям (отжиму) под действием силы резания. Динамическая жесткость оправки определяется ее способностью гасить вибрации.
Расточный резец для обработки сквозных отверстий изображен на рис. 5, а, а для растачивания глухих (несквозных) — на рис. 5,б. Часть В каждого из этих резцов круглого, а часть С — квадратного сечения. Задние углы делаются не меньше 12°, а при малых диаметрах отверстия и больше 12°. Цилиндрическая часть резца должна быть возможно большего диаметра и меньшей длины, так как резец с тонким и длинным стержнем во время работы пружинит [8].
Применение расточных головок позволяет обрабатывать отверстия разных диаметров одним и тем же резцом, благодаря возможности радиального перемещения резца [7, стр. 52].
Расточные резцы изготавливаются из быстрорежущей стали; оснащаются пластинками из твердого сплава; для чистовой обработки металлов и их сплавов применяют расточные резцы с механическим креплением алмаза [4, стр. 33].
Оснастка
Координатное — расточные станки снабжают многочисленными приспособлениями, измерительным и специальным режущим инструментом для выполнения работ высокой точности. К их числу относят центроискатель с индикатором, оптический центроискатель, оправку — центроискатель, установочный центр, патроны, повортно-делительные столы и др. [5,стр. 100].
Центроискатель с индикатором
Предназначен для совмещения отверстий обрабатываемой детали, закрепленной на столе станка с осью шпинделя для выверки перпендикулярности торца детали к оси шпинделя для установки вертикальной плоскости или образующей цилиндрической поверхности обрабатываемой детали параллельно ходу стола или салазкам.
На рисунке 6 приведены схемы выверки: формы и расположения различных поверхностей внутренних цилиндрических (а), наружных цилиндрических (б), горизонтальных (в) и вертикальных (г).
2
Рис. 6 Схемы выверки с помощью центроискателя.
Микроскоп-ценгроискатель
Предназначен для совмещения кромки обрабатываемой детали или какой-либо ёе точки с осью шпинделя и для установки вертикальной плоскости детали параллельно ходу стола или салазок (см рисунок).
Корпус 1 микроскопа имеет хвостовик 2, которым он крепится в конусном отверстии шпинделя станка. В корпусе смонтирована оптическая часть микроскопа, состоящая из объектива 6, призмы (зеркала) 3, сетки 4 с перекрестием и окуляра 5.
К координатно-расточным станкам прикладывают большой набор различных приспособлений, таких, как резцедержатель с ни ной подачей, универсальный резцедержатель, борштанги и др.
Универсальный резцедержатель предназначен дл расточки отверстий и подрезки торцов во время вращения шпинделя и при автоматической радиальной подаче резца [5,стр. 101].
Вспомогательный инструмент
В комплект вспомогательного инструмента входят девять сменных цанг с диаметрами 4,5,6,8,
10, 12, 14, 16 и 18 мм для крепления инструмента цилиндрическим хвостовиком и сверлильный патрон для сверл диаметром до 10 мм .Со станком поставляют два комплекта переходных втулок для крепления инструмента с конусным хвостовиком в приемном конусе шпинделя. Со станком поставляют пружинный керн для разметки на станке и коробчатый стол для крепления обрабатываемых деталей небольшой высоты или требующих крепление на вертикальную плоскость (он снабжен Т- образными плоскостями на двух перпендикулярных плоскостях). К станку, как правило, прилагается два делительных стола. Делительный механизм и конструкция планшайбы обоих столов одинаковы, но отличаются наличием устройства для наклона планшайбы [5,стр. 102].
К станку, как правило, прилагается два делительных стола. Делительный механизм и конструкция планшайбы обоих столов одинаковы, но отличаются наличием устройства для наклона планшайбы [5,стр. 102].
Горизонтальный поворотно-делительный стол
Шпиндель стола может вращаться с планшайбой относительно вертикальной оси. Установку деталей на поворотно-делительном столе применяют для работы в прямоугольной и полярной системах координат. Основное назначение горизонтальных поворотных делительных столов состоит в точном отсчете угловых величин поворота.
Поворотно-делительный стол закрепляют на столе станка после тщательной выверки относительно положения плоскостей планшайбы поворотно-делительного стола и плоскости стола [5,стр. 103].
Универсальный поворотно-делительный стол
Стол имеет два делительных устройства: первое отсчитывает угол поворота плоскости планшайбы вокруг вертикальной оси (0-360 ), а второе — угол наклона от 0 до 90 . На универсальных поворотно-делительных столах размечают и обрабатывают детали, оси отверстий и плоскости которых расположены под заданными углами относительно их установочной и измерительной баз. При одной установке детали можно расточить и разметить отверстия, заданные как в прямоугольной, так и в полярной системе координат [5,стр. 104].
При одной установке детали можно расточить и разметить отверстия, заданные как в прямоугольной, так и в полярной системе координат [5,стр. 104].
Сверлильные станки
Сверлильные станки
Швейцарские
традиции.
Качественные
и технологичные
инжиниринговые
решения.
Швейцарская производственно-инженеринговая компания ENCE GmbH образовалась в 1999 году, имеет 16 представительств и офисов в странах СНГ, предлагает оборудование и комплектующие с производственных площадок в Турции и Республике Корея, готова разработать и поставить по Вашему индивидуальному техническому заданию сверлильные станки.
Виды сверлильных станков
Сверлильные станки предназначены для получения сквозных и глухих отверстий в различных деталях и заготовках. Благодаря возможности применения широкого спектра оснасток и дополнительных приспособлений, можно расширить диапазон производимых обрабатывающих операций, сверление + фрезерование отверстий, нарезание резьбы и др.
Описание
Компания ENCE GmbH предлагает следующий ассортимент станков сверлильной группы:
- Сверлильно-фрезерные
- Радиально-сверлильные
- Сверлильные станки с ЧПУ
Описание
Описание и принцип действия сверлильных станков
Сверлильные станки относятся к типу оборудования, которое предназначено, прежде всего, для сверления отверстий в деталях из какого-либо материала. Отверстия могут быть сквозными или глухими. Они могут быть просверлены в изделиях из металла, дерева, пластмассы и прочих материалов. С помощью сверлильного оборудования можно расширить или дополнительно обработать уже имеющееся отверстие, вырезать диски из листового проката, нарезать внутреннюю резьбу. Чистовая обработка отверстий осуществляется также с помощью сверлильного станка, она заключается в их зенкеровании, развертывании, имеется возможность также зенковать торцовые поверхности деталей.
Для осуществления подобных операций применяются дополнительные виды оборудования, такие как сверла, зенкеры, развертки, метчики и др. Это и есть инструменты сверлильного оборудования или станка.
Это и есть инструменты сверлильного оборудования или станка.
Основным действием для реализации процесса сверления служат формообразующие движения, заключающиеся во вращательном движении, которое считается основным, и поступательном движении инструмента. Последнее осуществляется по оси.
Сверлильные станки подразделяются на:
- станки общего назначения; сюда относятся вертикально – сверлильные станки, радиально – сверлильные, настольные, станки для просверливания глубоких отверстий, которые, в свою очередь, делятся на горизонтальные и вертикальные;
- станки агрегатные;
- станки специализированные и специальные.
Вертикально-сверлильный станок наиболее популярен на сегодняшний день и предназначен для сверления глухих и сквозных отверстий в листовом прокате, процедур по рассверливанию, зенкерованию, развертыванию, нарезанию внутренней резьбы. Составной его частью является станина, по которой вертикально перемещается шпиндельная бабка, в которую вмонтирован шпиндель, перемещаемый с помощью электродвигателя или маховиком вручную, и коробка передач.
Радиально – сверлильные станки применяются для обрабатывания отверстий в крупных деталях, что невозможно выполнить на вертикально – сверлильных станках. Рукав с размещённой на нём шпиндельной бабкой, на которой установлены коробка скоростей, коробка подач, электродвигатель и шпиндель, поворачивается и вертикально перемещается на колонне. Подлежащая обработке деталь крепится съемном столе или на фундаментной плите. Благодаря повороту рукава с перемещающейся по нему шпиндельной бабкой можно подвести шпиндель с любым инструментом к любой позиции детали.
Процедуры, выполняемые на вертикально – сверлильных и радиально – сверлильных станках:
- просверливание цилиндрических отверстий спиральным сверлом;
- зенкеровка цилиндрических отверстий спиральным зенкером;
- зенкеровка углублений различными типами зенкеров;
- подрезание бобышек торцевым зенкером;
- обработка конических углублений с помощью зенковки;
- развертывание цилиндрических отверстий с помощью цилиндрической развертки;
- развертывание отверстий конической разверткой;
- нарезка резьбы в отверстии с помощью метчика.

Настольно – сверлильными станками сверлят отверстия в мелких деталях. Станки компактные упрощённой конструкции, устанавливаются, как правило, в слесарных мастерских. Для глубокого просверливания используются горизонтальные станки с вращающимся шпинделем, которых может быть от одного до четырех. К шпинделю крепится обрабатываемая деталь. Для этой же цели подходят и вертикальные станки с несколькими шпинделями. Подача на обоих типах станков передаётся на режущий инструмент, не на деталь. Такие станки, как правило, снабжаются мощными насосами для подачи СОЖ под большим давлением, благодаря чему вымывается стружка, имеющая место в процессе сверления; жидкость подаётся внутрь сверла и между стенками в обрабатываемом отверстии.
Многошпиндельные сверлильные станки, применяемые для последовательной обработки отверстий, как бы объединяют несколько вертикально–сверлильных станков с многошпиндельными головками на одной станине и с общим столом. Они целесообразны при последовательной обработке детали несколькими инструментами, расположенными в отдельных шпинделях.
Агрегатными многошпиндельными станками обрабатывают специальные детали, выполняя на них процедуры сверления, расточки, развертывания, нарезания резьбы и устанавливая их, как правило, в автоматические линии станов.
Основные характеристики. Назначение и классификация
Существенным показателем функциональных достоинств сверлильного оборудования является максимальный размер диаметра отверстия, которое высверливается определенным станком. Для любого станка характерен, кроме того, вылет и ход шпинделя. Чем больше ход шпинделя, тем больше возможностей у станка. Не менее важны и скоростные характеристики определенного станка. Скорость станка определяет продолжительность выполнения той или иной операции, для выполнения которой предназначен сверлильный станок.
У сверлильных станков довольно широкий спектр использования. Они могут быть установлены и в механических, сборочных, ремонтных мастерских цехов крупных предприятий и заводов, инструментальных и машиностроительных, и в ремонтных мастерских транспортных, строительных, сельскохозяйственных организаций, учебных заведений. Исходя из сферы применения сверлильных станков, они могут быть, как универсальными, так и специального назначения. С этой целью станки могут быть оснащены многошпиндельными насадками для сверления заданных деталей или нарезки специальной резьбы. Процесс выполнения данных операций может быть автоматизирован. Электрические, гидравлические приспособления могут также оптимизировать процессы обработки станком.
Исходя из сферы применения сверлильных станков, они могут быть, как универсальными, так и специального назначения. С этой целью станки могут быть оснащены многошпиндельными насадками для сверления заданных деталей или нарезки специальной резьбы. Процесс выполнения данных операций может быть автоматизирован. Электрические, гидравлические приспособления могут также оптимизировать процессы обработки станком.
Существует много различных типов сверлильного оборудования, в зависимости от его функциональности, назначения, основных обрабатывающих операций и т.д. Вот лишь некоторые из них: радиально-сверлильные станки, вертикально-сверлильные станки, горизонтально-сверлильные станки, расточные станки, настольные сверлильные станки, сверлильные станки с ЧПУ и т.д., широко применяемые в машиностроении и станкостроении.
Сверлильные станки предназначены не только для выполнения функций сверления. Есть ряд функций, которые заключаются в дополнительных технологических возможностях при обработке отверстий.
Современными сверлильными станками, соответствующими последнему уровню техники, можно, как уже упоминалось, сверлить сквозные и глухие отверстия, увеличивать диаметр уже рассверленного отверстия, достигать более высокого качества при сверлении отверстия и лучших параметров шероховатости, что обеспечивается посредством зенкерования, делать цилиндрическое и коническое отверстие, нарезать внутреннюю резьбу отличного качества.
На следующем рисунке наглядное отображение выполняемых сверлильным оборудованием операций:
Сверлильные станки применяются не только для изготовления сквозных или глухих отверстий в различных материалах, но и для изготовления внутренней резьбы, зенкерования, вырезания деталей из листовых материалов и для выполнения других сверлильных работ.
При использовании фрезерно-сверлильных станков выполняется фрезерование, торцевание, шлифовку и другие операции. Для этих операций используются такие инструменты как зенкеры, сверла, метчики и другие.
В зависимости от того, для чего применяют сверлильные станки, различают специальные, специализированные и универсальные. При этом для массового производства используются специализированные сверлильные станки, которые изготовлены путем оснащения универсальных станков специальными сверлильными и резьбонарезными головками, а также путем автоматизации рабочего цикла.
Чертеж сверлильного станка
Классификация сверлильных станков:
- Центровальные станки
- Радиально-сверлильные станки
- Настольные станки
- Комбинированные фрезерные станки
- Многошпиндельные станки
- Станки для глубокого бурения
- Вертикально-сверлильные колонные станки
- Алмазно-расточные
Для обозначения модели сверлильного станка используются буквы и цифры. Первая цифра в обозначении модели говорит о группе, к которой станок относится, вторая – о типе, а третья и четвертая свидетельствует о размере станка или заготовки, которую можно на нем обрабатывать. Если после первой цифры стоит буква, то это свидетельствует о том, что эта модель станка улучшена. А если буква расположена в самом конце названия, то это говорит о том, что на базе стандартной модели станка изготовлен специализированный.
Если после первой цифры стоит буква, то это свидетельствует о том, что эта модель станка улучшена. А если буква расположена в самом конце названия, то это говорит о том, что на базе стандартной модели станка изготовлен специализированный.
Используя специальные приспособления можно выполнить растачивание, вырезание отверстий большего размера и многие другие работы.
Использование сверлильных станков обширно. Они применяются на машиностроительных заводах и предприятиях малого и среднего бизнеса для ремонтных, сборочных и других видов работ. Для обработки отверстий на сверлильных станках используются развертки, сверла и зенкеры, а для нарезания резьбы используются метчики.
Формообразующими движениями при обработке отверстий на станках являются поступательные движения при подаче инструмента, а также вращательные движения самого инструмента.
Процесс сверления
Сверлением достигается образование отверстий в деталях с помощью сверл при вращательных и поступательных движениях инструмента или самой детали. При сверлении на стандартных сверлильных станках сверло вращается и подается вдоль оси.
При сверлении на стандартных сверлильных станках сверло вращается и подается вдоль оси.
При сверлении на токарных или на специальных сверлильных станках вращается сама деталь. Сверла подразделяются на: спиральные, перовые, центровые и специальные. Наибольшее распространение имеют спиральные сверла, которые изготавливают с Ø 0,25 — 80 мм. На боковой рабочей поверхности сверла имеются 2 винтовые канавки, образуя переднюю грань режущих кромок сверла. По ним перемещается образующаяся при сверлении стружка.
Элементы спирального сверла:
- рабочая часть
- шейка
- хвостовая часть, которая бывает цилиндрической и конической
Геометрические характеристики спирального сверла:
- Направление винтовой канавки (правая и левая)
- Угол наклона винтовой канавки, влияющий на величину переднего угла
- Удвоенный угол в плане (угол при вершине), для сверления отверстий в материале из сталей и чугунов среднее значение угла принимается 116 – 1180; при обработке мрамора и других хрупких материалов его значение принимается 800; для сверления отверстий в баббите, алюминии и др.
 мягких материалах -1400
мягких материалах -1400 - Задний угол, величина которого к центру сверла увеличивается (у периферии 6 – 80, 24 – 300 у центра сверла)
Обычно спиральные сверла производят из быстрорежущей стали, но применяют сверла и с пластинками из твердых сплавов.
Центровочные сверла служат для сверления центровочных отверстий в заготовках. Это сверла комбинированные, двусторонние.
У перовых свёрл рабочая часть в виде лопатки. Эти сверла имеют наиболее старую конструкцию и самые дешевые по стоимости. Сверла с пластинками из твердых сплавов изготавливают Ø 3 — 50 мм и применяют при сверлении обычных и твердых сталей, отбеленного чугуна. Чтобы просверлить глубокие отверстия в сплошном материале, нужны специальные сверла, например, ружейные или пушечные. Ружейное сверло представляет собой наконечник и приваренный к нему стержень круглой формы меньше Ø наконечника.
СОЖ подаётся по внутренней полости сверла, а стружка отводится через зазор, образующийся между стенками просверленного отверстия и продольной канавки.
У пушечного сверла только одна режущая кромка, образуемая передней и задней поверхностями. Задний угол в сверле принимается 8 – 100. При использовании таких сверл при сверлении отверстий увод осей отверстий значительно меньше, однако производительность падает в сравнении с двухкромчатыми сверлами. Причина этому: приходится сверлить малыми подачами, имеет место затруднительный отвод стружки и подачи СОЖ. Для глубокого сверления отверстий больших диаметров применяют специальные сверлильные головки.
Элементы резания и силы в процессе сверления
Глубина резания при процессе сверления принимается равной половине Ø сверла:
Скорость резания при процессе сверления:
D – Ø сверла в мм,
n – число оборотов сверла в мин.
Подача в процессе сверления:
S – подача на один оборот,
n – число оборотов сверла в минуту.
На сверло при его работе действует осевая сила P0 и окружные силы Q. Величина осевой силы P0 для сверления стали подсчитывается по формуле:
Величина осевой силы P0 для сверления стали подсчитывается по формуле:
Для сверления бронзы и чугуна:
P0 = C2·d·s0.8кГ,
d – Ø сверла, мм
s – подача в мм/об
Процессы растачивания и развертывания
Под растачиванием отверстий следует понимать процесс обработки старых отверстий расточными инструментами с целью увеличения их диаметра. При выполнении процесса расточки может вращаться или сама деталь, подлежащая обработке, или инструмент. Соответственно, движение подачи передаётся или инструменту, или детали.
В качестве расточных инструментов используются резцы и зенкеры, которые закрепляются в борштангах при расточке отверстия на специальном расточном станке. Есть возможность расточки отверстия с помощью расточных резцовых головок, представляющих собой набор резцов в одной головке диаметром 50 – 200 мм. Резцы делаются сверхпрочными: из быстрорежущей стали или припаивают пластинки из твердых сплавов.
Зенкеры же напоминают внешне свёрла, но у них повышенная жёсткость и по 3-4 режущих кромки (трехперые, четырехперые). Трехперые зенкеры имеют диаметр макс. 30 мм, а четырехперые и насадные зенкеры — диаметром 100 мм. Изготавливают зенкеры реже из углеродистых сталей, чаще из быстрорежущих, оснащают пластинками из твердых сплавов. Зенкером снимается слой металла 2 – 6 мм толщиной, им обрабатывают при первичной обработке черные отверстия в поковках и отливках и зенкуют предварительно просверленные отверстия. После обработки детали зенкером получается точность 4 – 5 классов и чистота поверхности 4 – 6 классов. Чтобы получить цилиндрические углубления, на зенкер насаживают сменную цапфу, а для конических углублений — изготавливают с углом 60 градусов. На специализированных предприятиях с целью повышения производительности используются ступенчатые и спиральные зенкеры различных конструктивных исполнений.
На черновой стадии обработки конического отверстия берут конический ступенчатый зенкер, а для чистовой обработки служат гладкие конические зенкеры.
Под развертыванием понимают процесс обработки отверстий, обеспечивающий правильность формы, точность размерных параметров и заданную чистоту обрабатываемой поверхности, снимая при этом довольно малый слой металла: от 0,02 до 0,4 мм. Развертки внешне напоминают зенкеры, но в силу своего иного назначения имеют другое конструктивное исполнение, имеющее следующие отличия:
- зубья развертки имеют цилиндрический направляющий поясок, у зенкеров его нет;
- у разверток больше зубьев, чем у зенкеров;
- у приемной передней части развертки угол меньше, чем у зенкера.
Развертки делятся на: ручные и машинные, черновые и чистовые. Машинные, в свою очередь, бывают цельными Ø 10-32 мм, или со вставными регулируемыми ножами Ø 20-150 мм.
Для достижения высокой чистоты обработки отверстия часто применяют многозубые развертки с неравномерным распределением зубьев вдоль окружности. Однозубыми же развертками окончательно калибруют отверстия Ø 25 – 75 мм. Для обработки отверстий большого Ø 80 – 200 мм применяют развертки с плавающими ножами (двухлезвийными).
Для обработки отверстий большого Ø 80 – 200 мм применяют развертки с плавающими ножами (двухлезвийными).
Развертка направляется стенками отверстия, свободно перемещаясь в нём и обеспечивая себе за счет плавающих патронов самоцентрирование.
Приспособления для сверлильных и расточных станков
Под приспособлениями понимают дополнительное оборудование к станку, назначением которого являются:
- установка и закрепление детали и режущего инструмента для обработки;
- правильность расположения детали относительно инструмента.
Приспособления для сверлильных станков это кондукторы или другими словами, приспособления с втулками для направления инструмента. Кондукторы существуют следующих видов:
- кондукторные плиты: накладные и подвесные;
- нормализованные кондукторы: скальчатые кондукторы, кондукторы–колонки, тисочные кондукторы;
- ящичные кондукторы: опрокидываемые, стационарные, поворотные;
- тоннельные кондукторы;
- прочие кондукторы.

Накладные кондукторные плиты говорят сами за себя, обычно они накладываются на обрабатываемую деталь, подвергаясь предварительному центрированию на детали: по соответствующим поверхностям детали или по центрирующим составным компонентам приспособления. Подвесные кондукторные плиты подвешиваются к шпинделям станков или к многошпиндельным сверлильным головкам, опускаясь вместе со шпинделем на поверхность детали или на опоры приспособления для установки детали. Процесс обработки детали при применении подвесных кондукторных плит может быть автоматизирован.
Нормализованные скальчатые кондукторы используются для многих случаев обработки на станках. Их изготавливают без кондукторных втулок и без установочных элементов, предусматривая под них наличие отверстий в корпусе самого кондуктора.
Кондукторы тисочного типа это те же тиски, оснащённые винтовым или реечным механизмом, и служащие для обработки мелких деталей, на одной из губок которых размещена плита с кондукторными втулками.
Тоннельные кондукторы служат для обработки громоздких транспортируемых по рольгангу деталей, которые устанавливаются в кондуктор, чаще всего по плоскости и двум отверстиям, которые размещены на этой плоскости и предварительно тщательно обработаны. Центрируют, как правило, двумя штырями.
Правильная установка и закрепление обрабатываемых заготовок на столе сверлильного станка
Чтобы прочно зафиксировать заготовку на столе станка, для более точного позиционирования инструмента относительно обрабатываемого места, на детали используются различного рода приспособления, из которых наиболее часто применяемыми являются винтовые или пневматические тиски, упоры, линейки-угольники, кондукторы, вакуумные зажимы и прочие приспособления.
Тиски очень широко применяются в производстве, как в массовом, так и единичном изготовлении.
Выше упомянутые кондукторы также нашли широкое применение с целью прецизионного фиксирования обрабатываемой заготовки по оси обрабатываемого отверстия.
Использование кондукторов и кондукторных плат или пластин исключает необходимость делать разметки, наносить маркировку на центровые отверстия, четко позиционировать и рихтовать заготовки при их креплении, а также уменьшает физические затраты и усилия ремонтного персонала. Они нашли спецприменение во многих сферах серийного изготовления. К корпусу кондуктора присоединяются кондукторные плиты различной конструкции.
Существуют кондукторные плиты, которые постоянно закреплены на кондукторе путем сварного шва или на винтовых соединениях. Они могут поворачиваться, облегчая установку или снятие детали. Съёмные плиты, в отличие от постоянно закрепленных на кондукторе плит, поставляются отдельно, и после отделки детали или заготовки снимаются с кондуктора.
Еще одним приспособлением к сверлильному станку являются многошпиндельные сверлильные головки. С ними станок функционирует значительно интенсивнее, увеличивая, таким образом, свою производительность. Ибо одна многошпиндельная головка может выполнять несколько манипуляций, заключающихся в обработке сразу нескольких отверстий.
Сверлильные станки
Описание
Сверлильные станки относятся к типу оборудования, которое предназначено, прежде всего, для сверления отверстий в деталях из какого-либо материала. Отверстия могут быть сквозными или глухими. Они могут быть просверлены в изделиях из металла, дерева, пластмассы и прочих материалов. С помощью сверлильного оборудования можно расширить или дополнительно обработать уже имеющееся отверстие, вырезать диски из листового проката, нарезать внутреннюю резьбу. Чистовая обработка отверстий осуществляется также с помощью сверлильного станка, она заключается в их зенкеровании, развертывании, имеется возможность также зенковать торцовые поверхности деталей.
Для осуществления подобных операций применяются дополнительные виды оборудования, такие как сверла, зенкеры, развертки, метчики и др. Это и есть инструменты сверлильного оборудования или станка.
Основным действием для реализации процесса сверления служат формообразующие движения, заключающиеся во вращательном движении, которое считается основным, и поступательном движении инструмента. Последнее осуществляется по оси.
Последнее осуществляется по оси.
Сверлильные станки подразделяются на:
- станки общего назначения; сюда относятся вертикально – сверлильные станки, радиально – сверлильные, настольные, станки для просверливания глубоких отверстий, которые, в свою очередь, делятся на горизонтальные и вертикальные;
- станки агрегатные;
- станки специализированные и специальные.
Вертикально-сверлильный станок наиболее популярен на сегодняшний день и предназначен для сверления глухих и сквозных отверстий в листовом прокате, процедур по рассверливанию, зенкерованию, развертыванию, нарезанию внутренней резьбы. Составной его частью является станина, по которой вертикально перемещается шпиндельная бабка, в которую вмонтирован шпиндель, перемещаемый с помощью электродвигателя или маховиком вручную, и коробка передач.
Радиально – сверлильные станки применяются для обрабатывания отверстий в крупных деталях, что невозможно выполнить на вертикально – сверлильных станках. Рукав с размещённой на нём шпиндельной бабкой, на которой установлены коробка скоростей, коробка подач, электродвигатель и шпиндель, поворачивается и вертикально перемещается на колонне. Подлежащая обработке деталь крепится съемном столе или на фундаментной плите. Благодаря повороту рукава с перемещающейся по нему шпиндельной бабкой можно подвести шпиндель с любым инструментом к любой позиции детали.
Рукав с размещённой на нём шпиндельной бабкой, на которой установлены коробка скоростей, коробка подач, электродвигатель и шпиндель, поворачивается и вертикально перемещается на колонне. Подлежащая обработке деталь крепится съемном столе или на фундаментной плите. Благодаря повороту рукава с перемещающейся по нему шпиндельной бабкой можно подвести шпиндель с любым инструментом к любой позиции детали.
Процедуры, выполняемые на вертикально – сверлильных и радиально – сверлильных станках:
- просверливание цилиндрических отверстий спиральным сверлом;
- зенкеровка цилиндрических отверстий спиральным зенкером;
- зенкеровка углублений различными типами зенкеров;
- подрезание бобышек торцевым зенкером;
- обработка конических углублений с помощью зенковки;
- развертывание цилиндрических отверстий с помощью цилиндрической развертки;
- развертывание отверстий конической разверткой;
- нарезка резьбы в отверстии с помощью метчика.

Настольно – сверлильными станками сверлят отверстия в мелких деталях. Станки компактные упрощённой конструкции, устанавливаются, как правило, в слесарных мастерских. Для глубокого просверливания используются горизонтальные станки с вращающимся шпинделем, которых может быть от одного до четырех. К шпинделю крепится обрабатываемая деталь. Для этой же цели подходят и вертикальные станки с несколькими шпинделями. Подача на обоих типах станков передаётся на режущий инструмент, не на деталь. Такие станки, как правило, снабжаются мощными насосами для подачи СОЖ под большим давлением, благодаря чему вымывается стружка, имеющая место в процессе сверления; жидкость подаётся внутрь сверла и между стенками в обрабатываемом отверстии.
Многошпиндельные сверлильные станки, применяемые для последовательной обработки отверстий, как бы объединяют несколько вертикально–сверлильных станков с многошпиндельными головками на одной станине и с общим столом. Они целесообразны при последовательной обработке детали несколькими инструментами, расположенными в отдельных шпинделях.
Агрегатными многошпиндельными станками обрабатывают специальные детали, выполняя на них процедуры сверления, расточки, развертывания, нарезания резьбы и устанавливая их, как правило, в автоматические линии станов.
Расточные станки
Описание
Отверстия с точно координированными осями в корпусных деталях растачивают на расточных станках, инструменты которых закрепляются на вращающемся шпинделе или на планшайбе. Подлежащая обработке деталь устанавливается на перемещаемый по направляющим стол или в приспособление на столе. Подача идёт вручную или механически.
Отверстия больших диаметров в разного рода деталях в массовом производстве растачиваются на многошпиндельных расточных станках с расточными головками.
В мелкосерийных или единичных производствах корпусные детали обрабатывают с помощью применяемых для целей общего назначения горизонтально-расточных станков, на которых выполняют процедуры по сверлению, развертыванию отверстий, нарезке резьбы и фрезерованию плоских участков поверхности.
При выпуске определённых комплектующих деталей машин нужна порой повышенная точность и чистота обрабатываемых отверстий, что может обеспечить тонкое растачивание. Для этого способа обработки характерны высокие скорости в процессе резания, малая глубина резания до 0,2 мм и малая подача до 0,1 мм. Для осуществления данных процедур подходят особые резцы с пластинками из твердых сплавов. Сами станки для тонкого растачивания очень жесткие и точные, имеют число оборотов шпинделя до 6000 об/мин. и бывают одношпиндельными и многошпиндельными со шпинделями, расположенными горизонтально и вертикально.
Напольные сверлильные станки
Описание
Напольные сверлильные станки являются универсальным оборудованием, которое используется для рассверливания, сверления, развертывания, нарезания резьбы и растачивания. Данное оборудование применяется для обработки деталей из различных видов металла.
Практически на каждом металлообрабатывающем или профильном предприятии используется данное оборудование. Его основными преимуществами являются удобно и простого эксплуатации, невысокая стоимость, а также надежность и долговечность. Данные технические характеристики являются оптимальные для агрегатов такого типа.
Его основными преимуществами являются удобно и простого эксплуатации, невысокая стоимость, а также надежность и долговечность. Данные технические характеристики являются оптимальные для агрегатов такого типа.
Если сравнивать напольные сверлильные станки с другими агрегатами данного типа, то они обладают лучшим качеством обработки деталей и более широкой областью применения. Такие станки оснащены поворотным столиком и дополнительной круглой колонной, по которой движутся сверлильные головки.
Основными характеристиками данного сверлильного оборудования являются размер рабочей поверхности, вид конуса шпинделя, а также расстояние между торцом шпинделя и плитой.
Настольные сверлильные станки
Описание
На настольных сверлильных станках обрабатывают детали незначительных размеров из различных материалов, преимущественно, сверлят отверстия и нарезают в них резьбы. Настольные сверлильные станки устанавливаются в ремонтных мастерских мелких предприятий, учебных заведений, бытовых и домашних мастерских, используются в личных целях.
Конструкция станка проста в исполнении, легка в обслуживании, стабильна, что гарантирует станку долгосрочный срок службы. На настольных станках можно выполнять набор стандартных операция, как сверление, зенкерование, развертывание, рассверливание и нарезание резьбы. Шпиндель сверлильного станка настольного типа, вращаясь с максимальной скоростью, позволяет обрабатывать отверстия малого диаметра.
Сверлильно-фрезерный мини-cтaнoк NanoM
Фрезерный станок серии NanoM отлично подходит для оснащения, механических и лабораторных малых слесарных помещений, позволяет выполнять сверлильные и фрезеровочные работы на не крупных деталях.
Описание
Отличительные особенности:
- электронное регулирование частоты вращения 0–2500 об/мин
- 2-диапазонная коробка скоростей
- надёжные и точные направляющие типа «ласточкин хвост
- рабочий стол с T- обр. пазами
- регулировочные клинья
- возможность смены направления вращения патрона
- шкала длин по оси «X»
- регулируемый конечный упор
Стандартные принадлежности:
- сверлильный патрон 1 — 13 мм
- консольная оправка B16
- обслуживающий инструмент
Характеристики станка
Радиально-сверлильные станки
Описание
Сверлильное оборудование радиального типа предназначено для обработки уже сделанных отверстий в единичных деталях и в серийном продукте.
Стержень сверлильного станка радиального типа можно располагать произвольно в любой зоне станка. Головка шпинделя перемещается по направляющим, что обусловлено вращением самого шпинделя по оси и является основным движением в сверлильном станке радиального типа.
Колонна, фундаментное основание, рукав, фиксатор рукава, шпиндельная головка, устройство перемещения рукава и есть основные комплектующие сверлильных станков радиального типа.
Основная область практического использования оборудования радиального типа заключается в сверлении, растачивании, развертывании, зенковании, обработке фасок и конусов, нарезании резьбы в различных деталях разных размеров.
Радикально-сверлильные станки используются для обработки отверстий в заготовках крупных деталей во время единичного и серийного производства. Если сравнивать радиально-сверлильные станки с вертикально-сверлильными, то в первых происходит смещение оси отверстий и оси шпинделя при помощи перемещения самого шпинделя относительно заготовки, которая остается неподвижной.
Благодаря такому оборудованию можно установить шпиндель с инструментом на той точке рабочей зоны, которая будет удобна. Все работы выполняются по средствам перемещения головки шпинделя по направляющим рукава, а также поворота рукава вокруг колонны.
Основным двигательным элементом в таких станках является вращение шпинделя и осевое перемещение его вместе с гильзой. А среди вспомогательных движений следует выделить повороты траверсы, закрепление на колонне, перемещение его на необходимой высоте, закрепление головки на траверсы, а также переключение скоростей и многое другое.
Основные узлы радиально-сверлильных станков:
1. Шпиндельная головка.
2. Колонна.
3. Рукав (траверса).
4. Фундаментная плитка.
5. Механизм, перемещающий и зажимающий рукав.
Пример технического предложения
Технические данные радиально-сверлильного станка
Радиально-сверлильные станки типа RS
Область применения
Применяются для сверления, зенкерования, цекования, развёртывания, подрезки торцов, расточки. Данные станки широко используются во всех видах механической обработки.
Данные станки широко используются во всех видах механической обработки.
Особенности конструкции
- Серия оснащена новыми гидравлическими механизмами предварительного выбора переключения скоростей и подач. Станки снабжены гидравлическими зажимами шпиндельной головки, траверсы и колонны
- Движение вперёд/назад, остановка (торможение), а также перемещение шпинделя в нейтральную позицию осуществляется посредством одного рычага
Технические характеристики
Сверлильные станки с ЧПУ
Описание
Сверлильный станок с ЧПУ используется для зенкерования, нарезания резьбы, развертывания, фрезерования деталей из различных металлов, таких как сталь, чугун и цветные металлы, и, конечно же, сверления. Такие станки используются для серийного и мелкосерийного производства.
Координатная обработка деталей выполняется с помощью револьверной головой, которая оснащена автоматической сменой инструмента крестовым столом. При этом обработка производится без предварительной разметки и использования кондукторов.
Такой станок оснащен замкнутой системой ЧПУ. А в качестве датчиков обратной связи применяются сельсины. А управление процессом обработки и позиционирования осуществляется при помощи ЧПУ. Данный сверлильный станок оснащен цифровой индикацией. При этом есть возможность корректировать длину инструмента.
На радиально-сверлильных станках оснащенных ЧПУ можно выполнять обработку отверстий крупных заготовок и легкое фрезерование поверхностей, в том числе и криволинейных. Данный станок имеет очень высокую точность установки координат. При этом возможно перемещение по трем осям координат, выбор параметра, при котором происходит резания, а также смена инструмента.
Детали располагаются на столе, который закреплен на фундаменте. Колонна установлена на салазках и перемещается по вертикальным направляющим. А по направляющим рукава происходит движение шпиндельной головки, в которой размещены коробка скоростей и привод передач.
Вертикально-сверлильный станок с ЧПУ используется для сверления, нарезания резьбы, фрезерования и многих других работ с разными видами металла. Как и почти все виды сверлильный станов, он используется в серийном и одиночном производстве.
Как и почти все виды сверлильный станов, он используется в серийном и одиночном производстве.
Сверлильные станки с ЧПУ — это также сверлильное оборудование, на котором, благодаря программному обеспечению, выполняют комплексную обработку отверстий. Обработка выполняется:
- Сверлами
- Развертками
- Зенкерами
- Прочими инструментами
Благодаря ЧПУ обрабатываются заготовки любого размера, формы, веса, обрабатываются прецизионно и высококачественно.
Чертеж сверлильного станка с ЧПУ
Особенности и преимущества станков с ЧПУ
- Высокий класс точности станка, как правило, «П»
- Замкнутая система ЧПУ
- Управляемый процесс позиционирования и обработка отверстий при использовании прямоугольной системы координат
- Постоянно работает коррекции на всю длину инструмента
- Прецизионное позиционирование стола и салазок
- Цифровая индикация
- Автоматизированная подача инструмента
- Большая точность повторяемости операций
- Легкая программируемость
- Автоматически выполняемые циклы обработки
- Поворотные головки, имеющие в комплекте несколько инструментов
- Минимальное время на замену инструментов
- Последовательное выполнение операций
- Автоматическая подача пиноли (бесступенчатая)
- Возможность коррекции радиуса, а также длины инструмента и его положения
- Оснащение датчиками обратной связи, блоками остановки и контроля хода и др.

Сверлильные станки типа CE
Область применения: сверление и растачивание глубоких отверстий
Тип СЕ150 — для сверления глубоких отверстий от 80~110 мм, осуществляет как черновую, так и чистовую обточку 90~150 мм. макс. диаметр зажимаемой заготовки 1400 мм, макс. диаметр заготовки, зажимаемой между отверстием шпинделя передней бабки 580 мм. Заготовки и инструменты устанавливаются и вращаются для разной обработки (резания). Силовой и ручной приводы могут использоваться для осуществления движения деталей станка.
Тип СЕ180 — для сверления глубоких отверстий диаметром до макс. 30~110 мм, растачивание до макс. 180 мм. Макс. диаметр заготовки 300 мм. Расточная оправка может вращаться или фиксировать для разного типа нарезания.
Тип СЕ200 — специальный расточный станок с возможностью расточки конических отверстий различными фасонными инструментами. Макс. диаметр заготовки через отверстие шпинделя 580 мм, Макс. длина станины 10 м. Силовой и ручной приводы могут использоваться для осуществления движения деталей станка.
Технические характеристики
Станок трехмерного сверления для балок с ЧПУ
Описание и основная спецификация
Станок трехмерного сверления обладает следующими характерными чертами:
1) три сверла с левой, верхней и правой стороны станка. Каждый шпиндель может свободно передвигаться в пределах 0–520 мм в направлении оси Х.
Что касается станков типа A и типа C левое и правое сверла могут двигаться вверх и вниз свободно в направлении оси Y в пределах 30–470 мм, верхнее сверло также может двигаться свободно влево и вправо в направлении оси Z в пределах 45–910 мм.
Что касается станков типа B и D левое и правое сверла могут свободно двигаться вверх и вниз в направлении оси Y в пределах 30–570 мм, верхнее сверло также может свободно двигаться влево и вправо в направлении оси Z в пределах 45–1160 мм.
2) Три шпинделя могут независимо просверливать отверстия в пределах каждой группы отверстий без подачи. min/max скорость вращения — 180–560 об/мин. Может использоваться только спиральное сверло.
Может использоваться только спиральное сверло.
3) В станке используются каретки/тележки для подачи заготовок во время работы. Каретка, оборудованная серво-двигателем и кодовым датчиком измерит и посчитает расстояние между подачами. Зубчатая передача и рейка увеличат точность. Это поможет воспроизвести функцию захвата и подачи.
4) Станок оборудован автоматической системой смазки для направляющего и шарикового ходового винтов. Есть система воздухо-водяного охлаждения для охлаждения каждого сверлильного шпинделя.
Система управления с ЧПУ и программное обеспечение
Система управления с ПЛК
Это универсальный ПЛК для системных решений с производственным инжинирингом как основным аспектом. Автоматизация и приводы.
Панель управления состоит из компьютера, программного обеспечения, кнопочной и индикаторной подсветки, ящиков для перевозки и других принадлежностей. Вдобавок, на станине станка находится кнопка аварийной остановки.
У станка четыре оси сервопозиционирования, три шпинделя.
Программное обеспечение для программирования
Программное обеспечение в основном используется для создания программы ПЛК. Система проста в эксплуатации, иллюстрирована, с хорошим обменом данными.
Формат программы обработки заготовок простой, умная система распознавания ошибок, составление программы с графикой высокого разрешения, можно выводить на дисплей координаты отверстий и расстояние между отверстиями.
Управление ресурсами понятное, открыть или сохранить программу обработки детали, применить стандартное диалоговое окно, может быть открыто в любом директории или резервном файле, дистанционное программирование, прямое копирование для использования на месте.
Модули импорта данных DSTV, DXF.
Программное обеспечение может импортировать данные, выданные системами CAD, использующиеся третьей стороной для структур проектирования, таких как файлы DSTV и DXF.
Описание по функциональности работы
Подающие конвейеры (для балок до 15 м)
Опционально: 12/18/20 м
Приводной рольганг для подачи до 15 м.
1) Высота уровня конвейеров: 800 мм
2) Ширина конвейеров 1300 мм
Рабочие узлы
Сверлильный станок состоит из корпуса машины, подвижные столы с ЧПУ (3), корпусы сверлильных шпинделей (3), устройства для смены инструментов (3), Устройства захвата, приборы инспекции, система охлаждения, ящик для железной стружки и т. д.
Корпус станка
Корпус станка — это сварной стальной прокат квадратного сечения, стальной прокат квадратного сечения усилен в местах сильной нагрузки, обработан — искусственное старение после финишной сварки, все это обеспечивает стабильность корпуса станка для поддержания точности всего станка.
Горизонтальные сверлильные головки, 2 шпинделя
2 горизонтальных сверлильных шпинделя, расположенные друг на против друга для сверления фланцев балок.
Наибольший диаметр сверления при Ø26.5 мм
Наибольшая толщина сверления при 80 мм
Мощность двигателя шпинделя 4 кВт
Скорость вращения 180–560 об/мин
Вертикальные головки, 1 шпиндель
1 вертикальный сверлильный шпиндель, для сверления полок балок.
Наибольший диаметр сверления при Ø33.5 мм
Наибольшая толщина сверления при 80 мм
Мощность двигателя шпинделя 4 кВт
Скорость вращения 180–560 об/мин
Система охлаждения и автоматическая система смазки
Система охлаждения: охлаждение с помощью распыления, есть наружное охлаждение, каждый корпус сверлильного шпинделя оборудован наружной форсункой.
Система смазки может смазывать все шариковые винты и линейные направляющие для каждого шпинделя автоматически.
Гидравлический двухкулачковый зажим
Используется гидравлический кулачковый зажим для захвата заготовок, всего десять гидравлических цилиндров для вертикального и горизонтального зажима отдельно. Горизонтальный зажим — это комбинированные основа на неподвижной части и кулачок на движущейся части, основание с двумя неподвижными частями остается неподвижным, а кулачок на двух подвижных сторонах — это большой подвижной стол с приводами с гидроцилиндрами для движения по направлению к неподвижной стороне, поэтому происходит горизонтальный захват двух заготовок; есть также четыре вертикальных зажима и на неподвижной стороне, и на подвижной.
Разгрузочные конвейеры (для балок до 15 м)
Наши подающие конвейеры имеют опорные конструкции для секций длиной 15 м, но опционально также до 12/18/20 метров. Конвейеры приводятся двигателями. Также есть боковой гидравлический толкатель.
1) Высота уровня конвейера 800 мм
2) Ширина конвейеров 1300 мм
3) Приводятся двигателями
Гидро- и пневмосистемы
Гидравлическая установка в основном обеспечивает гидроэнергией гидравлический двухкулачковый зажим и питание шпинделей. В электрошкафу находятся электрические контрольно-измерительные приборы для позиционирования осей и для дополнительных функций. Электрошкаф охлаждается с помощью кондиционирования воздуха.
Опции — поперечные конвейеры
Поперечные конвейеры могут поставляться как опция на стороне подающих или разгрузоных конвейеров для загрузки или передвижения балок.
1) 1 группа с 4 шт поперечными конвейерами
2) Вращение приводится редуктором с двигателями
3) Гидроустановка для загрузки
Сверлильный станок для балок с ЧПУ #1
Техническая спецификация
1) Размер двутавровой балки (высота полки x ширина фланца): Max. 1000×500 мм
1000×500 мм
Min. 150×75 мм
2) Длина заготовки (м): Автоматическая подача ≥3000 мм
Ручная подача ≥690 мм
3) Макс. вес заготовки (кг): 8000 кг
4) Макс. диаметр сверления. (мм):
Вертикальное сверление: Ø12 ~ Ø33.5
Левое и правое сверление: Ø12 ~ Ø26.5
5) Количество шпинделей: по одному шпинделю с трех сторон (верхней, левой и правой) Итого: 3 шпинделя
Скорость вращения шпинделя: 180~560 об/мин (бесступенчатая регулировка скорости)
Мощность двигателя: 3×4 кВт
Конический переходник: 3#, 4# Сменный конический переходник: 2#,
Макс. ход подачи (мм): левый и правый шпиндель 140 мм; вертикальный шпиндель: 325 мм
Скорость подачи: 20~300 мм/мин
6) Расстояние между шпинделями:
Все шпиндели по длине заготовки: 520 мм;
Левый и правый шпиндель по направлению вверх и вниз, с нижней части заготовки 30~470 мм;
Верхний шпиндель на ширине заготовки, со стороны опоры: 45~910 мм
7) Способ охлаждения сверлильной головки: сжатый воздух и распыляемая промывочная жидкость
Давление воздуха: 0. 6 MПa
6 MПa
8) Точность обработки: допуск на расстояние между соседними отверстиями ≤±0.5 мм
На длине 10 м, допуск на расстояние между любыми отверстиями ≤±1 мм
9) Общая мощность (кВт): примерно 27
10) Рабочая температура: 0 °C~ 40°C
Мощность: трёхфазная четырёхпроводная система
Напряжение переменного тока: 380 В ±10%
Частота: 50 Гц
Список принадлежностей и запчастей установки
Список основных компонентов субпоставщиков
Примечание: Если поставщик не может поставить компоненты по какой-либо причине, мы заменим их на аналогичные.
Сверлильный станок с ЧПУ для балок #2
Техническая спецификация
Техническая спецификация на каретку
- Координата станка с ЧПУ: X-ось
- Серводвигатель Х-оси: 5.0 кВт
- Скорость движения Х-оси: 0-15 м/мин
- Макс. вес подаваемой заготовки: 10 тонн
Примечание:
Рабочая температура: 0°C~40°C
Электропитание: 380В±10%, 3 фазы, 50 Гц
Список принадлежностей и запасных частей
Список основных компонентов субпоставщиков
Примечание: Если поставщик не может поставить компоненты по какой-либо причине, мы заменим их на аналогичные.
Станок с ЧПУ типа CNC для двутавровых балок #1
Техническая спецификация
1) Размер двутавровой балки (высота полки х ширина фланца):
макс. 1250 х 600мм
мин. 150 х 75 мм
2) длина заготовки (м):
автоматическая подача ≥3000мм
ручная подача ≥690мм
3) макс. вес заготовки (кг): 10000 кг
4) макс. диаметр сверления (мм):
Вертикальное сверление: Ø12 ~ Ø33.5
Левое и правое сверление: Ø12 ~ Ø26.5
5) Число шпинделей: один шпиндель на трех сторонах (сверху, справа и слева) Всего: 3 шпинделя
Скорость вращения шпинделя: 180-560 об/мин (бесступенчатая регулировка скорости) мощность двигателя: 3х4 кВт
Конус Морзе: 3#, 4# Сменный конус Морзе: 2#
Макс. шаг подачи (мм): левый и правый шпиндель 140мм; вертикальный шпиндель: 240мм
Скорость подачи: 20 ~ 300 мм/мин
6) Движение шпинделя:
Все шпиндели по длине заготовки: 520мм
Левый и правый шпиндель по направлению вверх-вниз, из-под нижней стороны заготовки 30~570мм
Верхний шпиндель по ширине заготовки, от стороны начальной точки: 45~1160мм
7) Охлаждение сверлильной головки: сжатый воздух + мелкокапельная промывочная жидкость
Давление воздуха: 0. 6 Мпа
6 Мпа
8) Точность обработки: допуск на расстояние между соседними отверстиями <±0.5мм
На длине 10м, допуск на расстояние между любыми отверстиями <±1мм
9) Общая мощность (кВт): около 27 кВт
10) Рабочая температура: 0°C~40oC
Питание: 3 фазы,
Напряжение перем. тока: 380В
Флуктуация напряжения: ±10%
Частота: 50 Гц
Список принадлежностей и запасных частей
Список основных компонентов, полученных от третьих производителей
Примечание: Если наш поставщик не может поставить компоненты по какой-либо причине, мы заменим их на аналогичные.
Станок с ЧПУ типа CNC для двутавровых балок #2
Техническая спецификация
Техническая спецификация на каретку
- координата станка с ЧПУ типа CNC: X-ось
- серводвигатель Х-оси: 5.0 кВт
- Скорость движения Х-оси: 0-20м/мин
- макс. вес подаваемой заготовки: 10 тонн
Примечание:
Рабочая температура: 0°C~40°C
Питание: 3 фазы,
Напряжение перем. тока: 380В ±10%
тока: 380В ±10%
Частота: 50 Гц
Относительная влажность окружающей среды: ≤75%
Список основных компонентов, полученных от третьих производителей
Примечание: Если наш поставщик не может поставить компоненты по какой-либо причине, мы заменим их на аналогичные.
Список принадлежностей и запасных частей
Вертикально-сверлильные станки
Описание
На сверлильных станках вертикального типа также обрабатывают заготовки из материалов различного рода. Это заготовки, обрабатываемые поштучно или при производстве мелкими партиями. Данного типа станки выполняют все стандартные, связанные со сверлением, зенкерованием, зенкованием, растачиванием, нарезанием резьбы операции. В современном мире данные станки оборудуют частотными преобразователями, которые плавно регулируют скорость вращения станка, т.е. его шпинделя, чтобы выбрать режим обработки заготовки с оптимальной скоростью.
На станице вертикально-сверлильного станка размещены его основные узлы. Станица оснащена вертикальными направляющими, перемещающая вертикальную головку и стол. Головка в свою очередь несет шпиндель и электродвигатель. На столе станка размещается заготовка или приспособление. При этом для того, чтобы заготовка и шпиндель заняли необходимое положение, перемещается именно заготовка.
Станица оснащена вертикальными направляющими, перемещающая вертикальную головку и стол. Головка в свою очередь несет шпиндель и электродвигатель. На столе станка размещается заготовка или приспособление. При этом для того, чтобы заготовка и шпиндель заняли необходимое положение, перемещается именно заготовка.
Для управления коробкой скорости и подачи используется рукоятка, а при ручной подаче – штурвал. Для того чтобы регулировать глубину обработки, используется лимба. При этом противовес находится в нише, а электрооборудование – в отдельном шкафу. В качестве опоры для сверлильного станка используется фундаментная плитка, верхняя плоскость которой, особенно в тяжелых и средних станках, используется для того, чтобы устанавливать заготовку.
Для охлаждения механизма используется специальная жидкость, которая подается по шлангу и помощью электронасоса. Таким образом, удается смазать углы сверлильной головки. Остальные узлы необходимо смазывать вручную.
Сверлильная головка – это чугунная отливка со смонтированной коробкой скоростей, механизмами подачи и шпинделем. Коробка скоростей оснащена блоками зубчатых колес. При этом для перемещения скоростей необходимо переключить одну из рукояток шпинделя. Частота его вращения при этом изменяется ступенчато. Данный эффект обеспечивается при помощи двухскоростного электродвигателя коробки скоростей.
Коробка скоростей оснащена блоками зубчатых колес. При этом для перемещения скоростей необходимо переключить одну из рукояток шпинделя. Частота его вращения при этом изменяется ступенчато. Данный эффект обеспечивается при помощи двухскоростного электродвигателя коробки скоростей.
В таких сверлильный станках заготовку и шпиндель совмещают при помощи перемещения шпинделя в радиальном и круговом направлениях. Радиально-сверлильные станки могут быть общего предназначения, переносные, чтобы обрабатывать большие заготовки, переносимые при помощи кранов, и самоходные, которые смонтированы на специальных тележках.
Основные характеристики
- Мощность и необходимое напряжение сети
- Количество оборотов и диапазон вращений
- Максимальный диаметр изготавливаемого отверстия
- Ход патрона
- Размер стола
Отличие вертикально сверлильных станков от радиально сверлильных станков
Основное отличие сверлильного станка вертикального типа от сверлильного станка радиального типа состоит в неподвижности его сверлильной головки, она фиксирована и не может перемещаться. Головка стоит, а перемещается заготовка. У радиально сверлильного станка головка перемещается относительно заготовки, что даёт станку определенное преимущество. Преимущество это сказывается при обработке габаритных заготовок с большим весом, которые трудно перемещать относительно инструмента. Очень удобно, когда инструмент, в данном случае, сверлильная головка, перемещается сам относительно заготовки.
Головка стоит, а перемещается заготовка. У радиально сверлильного станка головка перемещается относительно заготовки, что даёт станку определенное преимущество. Преимущество это сказывается при обработке габаритных заготовок с большим весом, которые трудно перемещать относительно инструмента. Очень удобно, когда инструмент, в данном случае, сверлильная головка, перемещается сам относительно заготовки.
Характеристики предлагаемого станка
Предложенный станок является наиболее оптимальным по энергозатратам.
Благодаря энергосберегающим технологиям снижение потребляемой мощности не сказывается на производительности оборудования.
Высокоскоростной сверлильный станок ЧПУ
Описание
Представляет собой устойчивую портальную конструкцию. Подходит для сверления конструкционной стальной пластины, соединительных пластин, высокоэффективной нарезки c охлаждением посредством шпинделя.
Позиционирующий привод — ось X, X“ цифровой сервопривод переменного тока, зубчатая рейка, линейная направляющая
ось Y цифровой сервопривод переменного тока, шариковый винт, линейная направляющая Ось Z цифровой сервопривод переменного тока, шариковый винт, линейная направляющая.
Подача при сверлении: механизированные серводвигатели
Эффективная рабочая площадь: 1600мм x 4000мм
Скорость шпинделя: 200-2000 об/мин
Диаметр отверстия сверления: 6-50
Нарезка резьбы: М6-М24 (мягкая сталь)
Глубина сверления (макс): 100 мм
Количество шпинделей: 1 комплект
Конус шпинделя: ВТ40
Мощность шпинделя: 15 кВт коэффициент снижения 1 / 2
Гидроблок: гидравлические фиксаторы и зажимное устройство в процессе
сверления
Длина инструмента: от 170 до 300 мм
Скорость позиционирования по осям X, Y: 12000 мм/мин
Скорость позиционирования по оси Z: 6000 мм/мин
16. Габаритная точность
• Позиционирование — 0,1 мм
• Сходимость результатов ≤0,02 мм
• Точность вертикальности = 0,05/300 мм
Энергопитание (поперечно продольно кабелями)
Насос низкого давления с охлаждающей жидкостью и рукав
Вращательное соединение, стандарт для охлаждающихся инструментов
Используется с системой воздушного охлаждения шпинделя и c воздушной системой положительного давления для защиты шпинделя.
Требование к электропитанию: 3 ф, 220 В, 25 кВА
Требования к воздуху: не содержащий масло и воду, 4 кг/см2
Вес заготовки макс. 80 кг
Примеры с гидрофиксацией
Пример 1: 4 площади
Размер пластины ≤750*1900 мм
Пример 2: 2 площади
Размер пластины ≤1600*1900 мм
Пример 3: 1 площадь
Размер пластины ≤1600*4000 мм
Технические характеристики контролера ЧПУ
- IPC контролер для многофункциональной металлической обработки
- 15-ти дюймовый жидкокристаллический сенсорный экран для легкой настройки
параметров и введения программ - Функциональный интерфейс Windows CE 7.0
- 32 in + 32 out Ввод / Вывод
- 128 мб динамической памяти
- Четырех-осевая карта перемещения, возможно увеличение числа осей до 6
- Импульсивная команда
- Многофункциональная панель управления
- Интерфейсный кабель связан с цифровым сервоприводом
- 2 USB портa, 10/100 мб Ethernet RJ45
- Стандарт G code/М code.

Система приводов
1. Оси X, X’, Y цифровой сервопривод переменного тока и двигатель
Привод: 0.85 кВт
Двигатель: 0.85 кВт
2. Ось Z цифровой сервопривод переменного тока и двигатель 1.8.0 кВт
Привод: 1.8 кВт
Двигатель: серводвигатель переменного тока с тормозом, 1.8 кВт
- 3. Двигатель шпинделя: двигатель шпинделя 15 кВт
- 4. Управление двигателем шпинделя: высокопроизводительный сервопривод 18.5 кВт
«Зенкерование» и «Зенкование» на сверлильных станках
Зенкерование
- промежуточный этап, заключающийся в дополнительной обработке уже сделанного отверстия;
- отверстию придаётся цилиндрическая форма;
- наблюдается повышенная точность размеров;
- достигается заданный параметр шероховатости;
- отверстие обрабатывается зенкером, внешне похожим на сверло, но имеющим большее количество режущих кромок.

Зенкование
- сначала делается отверстие;
- затем сверло заменяется зенковкой;
- зенкуют уже просверленное отверстие, формируя у его входа гнездо для утопления головки потайного болта, винта, заклепки и т.д.;
- применяется для зачистки поверхности от заусенцев, снятия фасок.
Дополнительная информация
Станочное оборудование
Балансировочные станки
Станочное оборудование для обработки металла (токарные станки)
Станочное оборудование для обработки металла (фрезерные обрабатывающие центры)
Фрезерные станки универсальные (пример)
Drilling machines
Bohrmaschinen
Taladradoras
Вернуться к общей странице станочного оборудования
Зенковки — Сверла и сверла — Инструменты
Переключить навигацию
Поиск
Поиск
Меню
Счет
Настройки
Валюта
GBP — Британский фунт
- AUD — австралийский доллар
- CAD — канадский доллар
- евро — евро
- KES — Кенийский шиллинг
- NZD — новозеландский доллар
- USD — доллар США
Посетите наш выставочный зал недалеко от Лондона
Связаться со специалистом +44 (0) 1403 273000
Доступны финансовые пакеты
Посмотрите видеообзор нашего выставочного зала
(55 товаров)
Посмотреть как
Сетка
Список
Позиции 1–48 из 55
Страница
-
Вы сейчас читаете страницу
1
Страница
2Страница
Следующий
Показывать
48
96
120
Все
на страницу
Фильтровать по
Сортировать по
Должность
наименование товара
номер части
Цена
Производитель
Диаметр D= [мм]
Установить нисходящее направление
Посмотреть как
Сетка
Список
Позиции 1–48 из 55
Страница
-
Вы сейчас читаете страницу
1
Страница
2Страница
Следующий
Показывать
48
96
120
Все
на страницу
Фильтровать по
Сортировать по
Должность
наименование товара
номер части
Цена
Производитель
Диаметр D= [мм]
Установить нисходящее направление
Фильтр по
Варианты покупки
Категория
Размер хвостовика
Производитель
Длина (мм)
Диаметр D= [мм]
В наличии
Отверстие d=[мм]
9000 Машина) CS-QM | ЯМАВА
- МИСУМИ Главная>
- Режущие инструменты>
- Инструменты для снятия фаски и центровки>
- Центровочные сверла и зенкеры>
- Зенковка (90°/60° для сверлильного станка) CS-QM
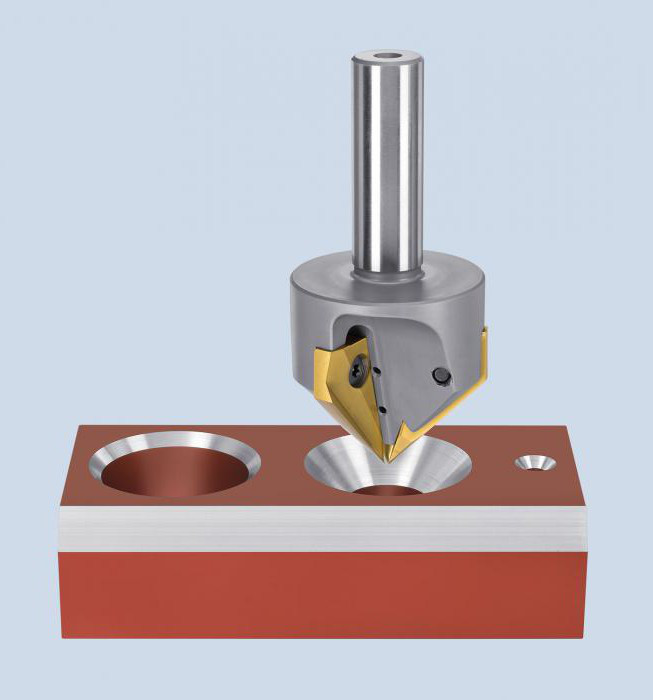 org/BreadcrumbList»>
org/BreadcrumbList»>YAMAWA
YAMAWA
Зенковка, предназначенная для снятия фаски с круглых отверстий, монтажных поверхностей небольших винтов и болтов и канавок.
[Характеристики]
· Имеет несколько канавок и идеально подходит для использования со сверлильными станками.
· Доступны углы 90° и 60°.
[Области применения]
· Возможность высокоточного и стабильного снятия фаски с круглых отверстий и монтажных поверхностей небольших винтов и болтов.
| Part Number |
|---|
| CS010QM6 |
| CS010QM9 |
| CS012QM6 |
| CS012QM9 |
| CS016QM6 |
| CS016QM9 |
| CS020QM6 |
| CS025QM6 |
| CS025QM9 |
| CS030QM6 |
| CS030QM9 |
| CS035QM6 |
| CS035QM9 |
| CS040QM6 |
| CS040QM9 |
| CS6.0QM6 |
| CS6.0QM9 |
| CS8.0QM6 |
| CS8.0QM9 |
| Part Номер | Скидка за объем | Количество дней до отгрузки | Угол наклона (θ) | Диаметр инструмента (D) (мм) | Nominal | Overall Length L (mm) | Number Of Flutes | Dimension D1 (mm) | Shape |
|---|---|---|---|---|---|---|---|---|---|
5 дней | 60 | 8 | 10X60°X8 | 50 | 3 | 2 | Cn | ||
4 Days | 90 | 8 | 10X90°X8 | 46 | 3 | 2 | Cn | ||
4 дня | 60 | 8 | 12X60°X8 | 52 | 5 | 2. 5 5 | Cn | ||
7 дней | 90 | 8 | 12×90 ° x8 | 48 | 5 | 2,5 | CN | 2,5 | 2,5 | 60 | 10 | 16×60 ° x10 | 60 | 5 | 3,2 | CN |
| CN | |||||||||
| CN | |||||||||
| CN | |||||||||
| CN | |||||||||
| CN | |||||||||
| 90 | 10 | 16×90 ° x10 | 56 | 5 | 3,2 | CN | |||
| CN | 60 | 10 | 20X60°X10 | 64 | 5 | 4 | Cn | ||
5 Days | 60 | 10 | 25X60°X10 | 69 | 7 | 7 | Cn | ||
5 дней | 90 | 10 | 25×90 ° x10 | 65 | 7 | 7 | CN | ||
| CN | |||||||||
| CN | |||||||||
| CN | |||||||||
| CN | |||||||||
| 60 | 12 | 30×60 ° X12 | 76 | 7 | CN | ||||
| CN | |||||||||
| CN | |||||||||
| CN | |||||||||
| CN | CN | . 5 дней | 90 | 12 | 30×90 ° x12 | 68 | 7 | CN | |
| . 5 дней | 60 | 12 | 35×60 ° x12 | 79 | 7 | CN | CN | CN | CN | 9999999183 | 90 | 12 | 35X90°X12 | 70 | 7 | 11 | Cn |
4 Days | 60 | 12 | 40X60°X12 | 81 | 7 | 12. 5 5 | Cn | ||
4 дня | 90 | 12 | 40X90°X12 | 71 | 7 | 12.5 | Cn | ||
4 Days | 60 | 6 | 6X60°X6 | 46 | 3 | 1.2 | Cm | ||
7 дней | 90 | 6 | 6×90 ° x6 | 42 | 3 | 1,2 | CM | ||
| . 4 Days | 60 | 8 | 8X60°X8 | 48 | 3 | 1. 6 6 | Cm | ||
4 дня | 90 | 8 | 8X90°X8 | 44 | 3 | 1.6 | Cm |

Loading…
Basic Information
| Заявка | Фаска отверстия | Однолезвие, два лезвия | Одинарное лезвие | Периферийный нож Да/Нет | нет данных |
|---|---|---|---|---|---|
| Тип материала инструмента | Быстрорежущая сталь | Покрытие Да/Нет | нет данных |
Конфигурируйте здесь
Дополнительные продукты в этой категории
Клиенты, которые просматривали этот товар, также просматривали
Однократная операция Сверло/зенковка — Алмазные режущие инструменты Telcon
Некоторые из вас, работающие в аэрокосмической промышленности, вероятно, знаком со сверлом/зенкером, используемым в производстве с ЧПУ, для обработки как отверстия, так и фаски для головки заклепки.
Знаете ли вы, что с некоторыми изменениями та же концепция работает и в ручных операциях? Мы здесь, чтобы рассказать вам об этом.
Что такое сверло/зенкер?
Сверло/зенковка — это инструмент, используемый в основном при производстве деталей аэрокосмической промышленности с ЧПУ, с целью обработки как требуемого диаметра отверстия, так и соответствующего размера фаски для головки заклепки. Инструмент может быть изготовлен из PCD или CVD для использования с композитами. Сверлильная головка может быть изготовлена из твердого сплава, а зенкер из поликристаллического алмаза, что позволяет работать с многослойными материалами, такими как C/Al или C/Ti.
Использование сверла/CSK иногда ограничено в ЧПУ по разным причинам:
- Нецелесообразно подготавливать шаблон для каждой детали и обрабатывать ее в ЧПУ.
- В некоторых случаях входная сторона сверла отличается от той стороны, на которой должна быть сделана фаска.
- Когда речь идет о крупной детали, существуют опасения, что вдоль детали невозможно добиться одинакового размера фаски из-за незначительных отклонений детали при обработке.
 В этом случае сверление выполняется на ЧПУ, а затем зенкерование вручную на сборочной линии.
В этом случае сверление выполняется на ЧПУ, а затем зенкерование вручную на сборочной линии.
В то время как эти обстоятельства ограничивают использование сверла/CSK в ЧПУ, на сборочной линии, когда все операции выполняются вручную, использование такого инструмента пока не существует.
В чем заключается новая концепция?
Компания Telcon разработала новую концепцию ручных инструментов Drill/CSK, которая включает в себя 3 типа инструментов. Все они могут использоваться вручную с резьбовым соединением со стандартной стопорной обоймой.
A Твердосплавное сверло/CSK
Предназначен для C/C.
Серия DKCC.
A PCD Drill/CSK
Предназначен для C/C
Серия DKPC.
A Твердосплавное сверло/CSK
Предназначено для C/Al, Al/Al
Серия DKCA.
Какие преимущества?
- Уменьшение количества операций – сохранение одной или двух операций и настроек.

- Экономия почасовых затрат.
- Сокращение сроков изготовления деталей.
- Улучшение качества детали — улучшается концентричность отверстия и фаски, поскольку обе операции выполняются одним и тем же инструментом.
Пример 1 – Композиты/Композиты:
Необходимо соединить две панели из углепластика толщиной 2,5+3,5 мм.
Окончательный диаметр отверстия 4,5 мм с углом зенкерования 100°.
| Текущие этапы процесса | Усовершенствованные этапы процесса |
| Нижняя панель просверлена на станке с ЧПУ с направляющими отверстиями диаметром 3,3 мм. | Нижняя панель просверлена на станке с ЧПУ с направляющими отверстиями диаметром 3,3 мм. |
| Верхняя панель временно приклеена к нижней панели | Верхняя панель временно приклеена к нижней панели |
Сверло диаметром 3,3 мм используется вручную для сверления отверстий диаметром 3,3 мм также в верхней панели, в то время как отверстия в нижней панели направляют направление. | Ступенчатое сверло/CSK (3,3/4,5/100°) серии DKCC вручную используется для создания окончательного диаметра 4,5 мм и фаски 100° |
| Твердосплавное сверло диаметром 4,5 мм используется вручную для увеличения отверстий в обеих панелях. | Для соединения обеих панелей используется заклепка |
| Зенковка PCD используется вручную для фаски 100° | |
| Для соединения обеих панелей используется заклепка |
Резюме: при использовании Drill/CSK сохранены 2 операции и 2 настройки. В этих частях нужно просверлить 80 отверстий. Это означает 2×80 = 160 операций сверления. На практике заказчик может обрабатывать 6 деталей в день вместо 4 деталей в предыдущем процессе.
Пример 2 – Алюминий/алюминий:
Необходимо соединить две боковые панели из алюминия толщиной 1,6+1,8 мм.
Окончательный диаметр отверстия 4,0 мм с углом зенкерования 100°.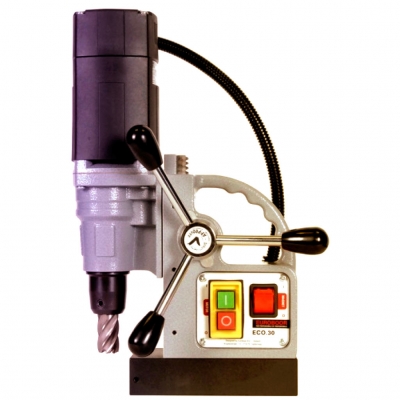
| Текущие этапы процесса | Усовершенствованные этапы процесса |
| Нижняя панель просверлена на станке с ЧПУ с направляющими отверстиями диаметром 2,5 мм. | Нижняя панель просверлена на станке с ЧПУ с направляющими отверстиями диаметром 2,5 мм. |
| Верхняя панель временно приклеена к нижней панели | Верхняя панель временно приклеена к нижней панели |
| Сверло диаметром 2,5 мм используется вручную для сверления отверстий диаметром 2,5 мм также в верхней панели, в то время как отверстия в нижней панели направляют направление. | Сверло/CSK (4,0/100°) серии DKCA используется вручную для создания окончательного диаметра 4,0 мм и фаски 100° |
| Твердосплавное сверло диаметром 4,0 мм используется вручную для увеличения отверстий в обеих панелях. | Для соединения обеих панелей используется заклепка |
| Зенковка PCD используется вручную для фаски 100° | |
| Для соединения обеих панелей используется заклепка |
Резюме: при использовании Drill/CSK сохранены 2 операции и 2 настройки. В этих частях нужно просверлить не менее 900 отверстий только такого диаметра. Это означает 2×900 = 1800 операций сверления. На практике заказчик может закончить ручные операции на одной детали за 3 дня вместо 5 дней при предыдущем процессе.
В этих частях нужно просверлить не менее 900 отверстий только такого диаметра. Это означает 2×900 = 1800 операций сверления. На практике заказчик может закончить ручные операции на одной детали за 3 дня вместо 5 дней при предыдущем процессе.
SCP Зенковка | Режущие инструменты 3keego
Зенковки 3keego SCP изготовлены из быстрорежущей стали M2 и имеют на выбор угол 60° и 90°. 3 шлифованные канавки из CBN. Зенкеры 3keego SCP подходят для переносных сверлильных станков и станков для сверления столбов.
Категория: SCP Зенковки
Запрос
- Характеристики
- Технические характеристики
- Спецификация
Особенности
Идеально подходит для толстолистового металла
- M2 Высокоскоростной стальной материал.

- Круглый хвостовик или быстросъемный хвостовик.
- Одинарная и тройная шлифовальные канавки из CBN.
- Угол 60° и 90° на выбор.
- Превосходное удаление стружки.
- Оловянное покрытие для большей прочности.
Технические характеристики
| Зенковка SCP | ||
| Type | SCP Round Shank | SCP 1/4″ Quick Release Shank |
| Countersink | M2 High Speed Steel (HSS) | M2 High Speed Steel (HSS) |
| Nominal diameter | Ø10 mm Ø16 mm Ø20 mm Ø25 mm Ø30 mm Ø40 mm Ø55 mm | Ø10 mm Ø16 mm Ø20 mm Ø25 mm Ø30 mm Ø40 mm Ø55 mm |
| Angle | ||
60° | √ | √ |
90° | √ | √ |
No. of flutes of flutes | 3 | 3 |
| Shank type | Round shank | 1/4″ Quick release |
| Coating | Standard and TiN | Standard and TiN |
| Applications | ||
| Steel | √ | √ |
| Stainless steel | — | — |
| Cast iron | √ | √ |
| Aluminum | √ | √ |
| Wood | √ | √ |
| Machine | ||
| Portable drilling machine | √ | √ |
| Pillar drilling станок | √ | √ |
| Магнитный сверлильный станок | — | — |
SCP Лист данных
Другие горячие продукты
Запрос
*Требуется  name.$error.required && !contactUsEmailForm.name.$pristine»> Ваше имя требуется Невозможно содержать следующие символы <%invalidtextOfContactName%>
name.$error.required && !contactUsEmailForm.name.$pristine»> Ваше имя требуется Невозможно содержать следующие символы <%invalidtextOfContactName%>
*Требуется Назг. следующие символы <%invalidTextOfContactJobTitle%>
*Обязательно Требуется компания Не может содержать следующие символы <%invalidTextOfContactCompany%>
*Required Country *AfghanistanAlbaniaAlgeriaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCook IslandsCosta RicaCroatia (Hrvatska)CubaCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland Islands (Malvinas)Faroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuineaGuinea-BissauGuyanaHaitiHeard and Острова Мак ДональдаГондурасГонконгВенгрияИсландияИндияОстров МэнИндонезияИран (Исламская Республика blic of)IraqIrelandIsraelItalyIvory CoastJerseyJamaicaJapanJordanKazakhstanKenyaKiribatiKorea, Democratic People’s Republic ofKorea, Republic ofKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyan Arab JamahiriyaLiechtensteinLithuaniaLuxembourgMacauMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMexicoMicronesia, Federated States ofMoldova, Republic ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPalestinePanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarReunionRomaniaRussian FederationRwandaSaint Kitts and NevisSaint LuciaSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth АфрикаЮжная Джорджия Южные Сандвичевы островаSp ainШри-ЛанкаSt. ЕленаСв. Pierre and MiquelonSudanSurinameSvalbard and Jan Mayen IslandsSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwanTajikistanTanzania, United Republic ofThailandTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUnited States minor outlying islandsUruguayUzbekistanVanuatuVatican City StateVenezuelaVietnamVirgin Islands (British)Virgin Islands (U.S.)Wallis and Futuna IslandsWestern SaharaYemenZambiaZimbabwe
ЕленаСв. Pierre and MiquelonSudanSurinameSvalbard and Jan Mayen IslandsSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwanTajikistanTanzania, United Republic ofThailandTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUnited States minor outlying islandsUruguayUzbekistanVanuatuVatican City StateVenezuelaVietnamVirgin Islands (British)Virgin Islands (U.S.)Wallis and Futuna IslandsWestern SaharaYemenZambiaZimbabwe
*Required
*Required Address is required common/formContactus.addressValidate
*Required  mobilePhone.$dirty»> Phone number is required Format incorrect
mobilePhone.$dirty»> Phone number is required Format incorrect
*Required E-mail is required Format incorrect
*Обязательно Строка темы обязательна Не может содержать следующие символы <%invalidTextOfContactTitle%>
*Обязательно  $pristine»> Требуется содержимое Не может содержать следующие символы <%invalidTextOfContactDesc%>
$pristine»> Требуется содержимое Не может содержать следующие символы <%invalidTextOfContactDesc%>
Сверление с ЧПУ, нарезание резьбы и… | Voortman Steel Machinery
Сверление с ЧПУ, нарезание резьбы и… | Воортман Стил Машинери
Поиск:
Нажмите Enter для поиска и esc для закрытия
Подпишитесь на нашу рассылку новостей
- Балка
- Сверление
- Пластина
- Изготовление
- Производство
- Автоматика
Сверление позволяет создавать высококачественные отверстия в толстом материале
Основное преимущество сверления по сравнению с термической резкой и штамповкой состоит в том, что в результате получаются отверстия более высокого качества, пригодные для материалов большей толщины. Вы получаете полностью цилиндрическое отверстие, гладкую поверхность внутри отверстия и отсутствие термических или механических напряжений на поверхности отверстия. Кроме того, сверление позволяет обрабатывать материалы разной толщины и диаметра отверстий.
Кроме того, сверление позволяет обрабатывать материалы разной толщины и диаметра отверстий.
Нарезание резьбы и зенкерование после просверленного отверстия
Процессы, которые могут быть выполнены после просверливания отверстия, включают нарезание резьбы и зенкерование. Нарезание резьбы создает резьбу внутри просверленного отверстия, чтобы в конечном итоге можно было создать болтовое соединение, в результате чего получается более прочное и прочное соединение по сравнению со сварными соединениями. Как и при нарезании резьбы, при зенкеровании в качестве отправной точки используется просверленное отверстие. Зенковка удаляет острую кромку просверленного отверстия, создает скос на просверленном отверстии и углубление (глубокий скос) для головки глухого болта. Эти цели зенкерования избавят вас от каких-либо проблем при последующем окрашивании материала.
https://youtu.be/7-FUawYB-oM
Почему стоит сотрудничать с Voortman?
Все сверлильные станки Voortman для профилей, плоских и уголков и пластин оснащены сверлильным агрегатом CAT50/VD50 или VD40. Эти сверлильные головки подходят для сверл из быстрорежущей стали, сверл с твердосплавными наконечниками, нарезания резьбы, зенкерования и маркировки путем фрезерования. Специально для процессов сверления твердосплавные сверла предлагают больше преимуществ, чем, например, сверла из быстрорежущей стали, благодаря высокой скорости сверления, длительному сроку службы твердосплавных наконечников и идеальному качеству отверстий. Кроме того, с помощью твердосплавного сверления можно создать больше отверстий и реже менять инструмент, что приводит к повышению производительности и сокращению времени простоя станка. Все сверлильные станки Voortman обеспечат вам наилучшие, стабильные, предсказуемые и высококачественные результаты при сверлении, нарезании резьбы и зенкеровании. Сверлильные станки выполняют автоматическую смену инструмента и автоматическое измерение инструмента, что исключает ручное вмешательство оператора.
Эти сверлильные головки подходят для сверл из быстрорежущей стали, сверл с твердосплавными наконечниками, нарезания резьбы, зенкерования и маркировки путем фрезерования. Специально для процессов сверления твердосплавные сверла предлагают больше преимуществ, чем, например, сверла из быстрорежущей стали, благодаря высокой скорости сверления, длительному сроку службы твердосплавных наконечников и идеальному качеству отверстий. Кроме того, с помощью твердосплавного сверления можно создать больше отверстий и реже менять инструмент, что приводит к повышению производительности и сокращению времени простоя станка. Все сверлильные станки Voortman обеспечат вам наилучшие, стабильные, предсказуемые и высококачественные результаты при сверлении, нарезании резьбы и зенкеровании. Сверлильные станки выполняют автоматическую смену инструмента и автоматическое измерение инструмента, что исключает ручное вмешательство оператора.
Наконец, станки для сверления балок, такие как V613, V630 и V631, часто комбинируются с станком для распиловки балок VB, создавая интегрированную автоматизированную комбинированную систему сверления/распила вплотную друг к другу. Если требуется большая производительность, эти сверлильные станки часто интегрируются в полностью автоматизированную производственную линию с несколькими машинами, сообщающимися друг с другом, что также называется Multi System Integration™.
Если требуется большая производительность, эти сверлильные станки часто интегрируются в полностью автоматизированную производственную линию с несколькими машинами, сообщающимися друг с другом, что также называется Multi System Integration™.
Балочное бурение
машины
Воортман V600
Небольшая одношпиндельная дрель начального уровня для средних производителей
Читать далее
Воортман V631
Быстрый сверлильный и сверхмощный фрезерный станок, самый мощный без уступок
Читать далее
Сверление плиты
машины
Воортман V310
Самая совершенная и совершенная машина для резки и сверления гибких листов
Читать далее
Воортман V325
Проходной станок для обработки листов с максимальными возможностями и автоматической разгрузкой для производства мелких деталей.
Читать далее
Воортман V320
Проходной станок для обработки пластин с автоматической разгрузкой для производства мелких деталей
Читать далее
Услышьте это от
наши клиенты
Эггер Насосы — Грегори Динд
— Швейцария
«Теперь со станком Voortman все процессы выполняются на одном станке. Мы сократили время производства на фрезерных станках, улучшили качество резки и уменьшили объем работ по очистке деталей для внутренней постобработки».
Читать отзыв
Бект САС — Фабрис Бект
— Франция
«Основное преимущество по сравнению с нашей предыдущей планировкой цеха заключается в том, что мы увеличили производительность на 25%. Мы пришли к выводу, что машины, созданные для производителей стали, являются производительными и надежными».
Читать отзыв
Чермон Сп.
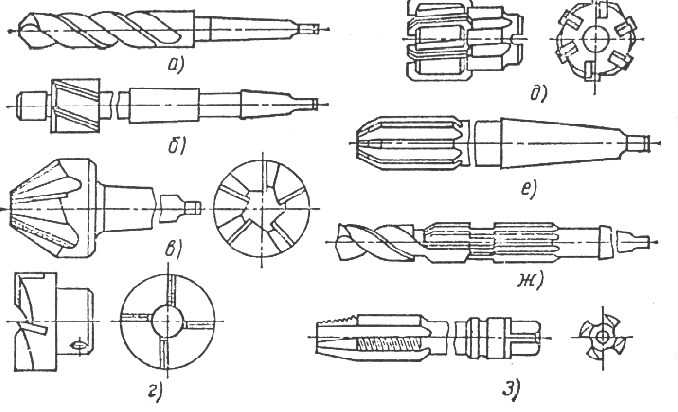 зоопарк. — Дамиан Чеслик
зоопарк. — Дамиан Чеслик
— Польша
«Раньше монтажники ждали, пока подготовленный материал можно будет прихватить. В этот момент ситуация изменилась. Производство настолько эффективно и быстро, что готовый обработанный материал теперь ждет сборки».
Читать отзыв
HME Inc. — Джон Хаас
— Соединенные Штаты
«Оборудование Voortman определенно обладает гораздо большим интеллектом, чем конкурирующие машины. Удивительно, как программное обеспечение контролирует все. Как только деталь попадает в систему, вы можете забыть о ней, пока она не выйдет из передачи».
Читать отзыв
Как выбрать сверла с зенковкой для винтов с заподлицо и с заглушками
Сверла с зенковкой бывают разных размеров и размеров в зависимости от проекта, используемых винтов и личных предпочтений. Для мебели для хозяйственных магазинов или других быстрых и грязных проектов — особенно временных предметов — мы часто не заботимся о винтах. Они могут быть видны или нет, гордиться поверхностью или нет; иногда это просто не имеет значения.
Они могут быть видны или нет, гордиться поверхностью или нет; иногда это просто не имеет значения.
Но для большей части нашей работы, если винт должен быть виден, мы хотим, чтобы он хорошо выглядел, был установлен гладко и по возможности заподлицо с окружающей поверхностью. Конечно, вы можете принудительно вкрутить шуруп с плоской головкой заподлицо, но это почти всегда рвет волокна на поверхности дерева и выглядит ужасно. В твердой древесине вы, возможно, даже не сможете установить винт заподлицо. Здесь на помощь приходит зенкерование (или его близкий родственник — зенкерование). Когда вы закрываете направляющее отверстие зенкером, головка шурупа идеально садится: все ее поверхности соприкасаются с древесиной с одинаковым усилием, обеспечивая прочное крепление. и чистый вид.
Вы можете спрятать шурупы с плоской головкой с помощью дюбелей, если просверлите зенкер достаточно глубоко, чтобы их можно было вклеить поверх шурупа. Когда мы хотим, чтобы эти винты полностью исчезли, зенковка с глубокими отверстиями подходящего размера может принять деревянную пробку, которую затем можно обрезать и отшлифовать заподлицо для получения гладкой поверхности и акцентированного внешнего вида. Выполнение этих и других задач является работой специального зенковщика. Но их много: однокомпонентное сверло или комбинация сверла и зенковки, с одной канавкой или с несколькими канавками (или вообще без канавки) и широкий диапазон углов фаски затрудняют выбор. Как и почти во всех работах по дереву, зенкеры работают лучше всего, когда они правильно подобраны для выполняемой работы.
Выполнение этих и других задач является работой специального зенковщика. Но их много: однокомпонентное сверло или комбинация сверла и зенковки, с одной канавкой или с несколькими канавками (или вообще без канавки) и широкий диапазон углов фаски затрудняют выбор. Как и почти во всех работах по дереву, зенкеры работают лучше всего, когда они правильно подобраны для выполняемой работы.
Рифленые насадки имеют одну или несколько режущих кромок, зенкеры с поперечными отверстиями имеют наклонное отверстие на конце, которое действует как режущая кромка. Цельные зенкеры бывают двух основных разновидностей, наиболее широко известными из которых являются рифленые зенкеры, которые имеют короткий хвостовик с удлиненным цилиндром, увенчанным коническим наконечником. (Форма всегда напоминает мне старый командный модуль Apollo.) Наиболее типичная рифленая зенковка имела четыре режущих кромки на конусе, хотя цельные рифленые зенкеры сегодня чаще имеют нечетное количество режущих кромок — обычно одну или пять. .
.
Рифленые зенкеры бывают нескольких размеров и могут прорезать конические отверстия, предназначенные для винтов с головками разных размеров. Сначала просверливается пилотное отверстие для винта, а затем зенкеруется отверстие, чтобы винт с плоской головкой сел заподлицо с рабочей поверхностью. Всегда лучше использовать зенкер с диаметром тела, точно соответствующим диаметру головки винта; использование слишком узкого не создаст достаточно большую зенковку, чтобы принять головку винта, а использование слишком широкого рискует создать зенкер размером с кратер, который полностью проглотит винт.
Недавно появившийся цельный зенкер, называемый зенкером с перекрестными отверстиями, не имеет канавок. Вместо заостренных режущих кромок в долоте имеется отверстие, просверленное в конусе под углом. Когда сверло вращается, задняя кромка отверстия делает разрез. Используемые так же, как и рифленые сверла (сначала пилотное отверстие, затем зенковка), зенкеры с поперечными отверстиями режут очень плавно и быстро удаляют материал, а также они превосходно удаляют стружку во время сверления. Эти сверла обычно стоят немного дороже, чем их рифленые собратья.
Эти сверла обычно стоят немного дороже, чем их рифленые собратья.
Наиболее распространенные углы фаски составляют 82° и 90°, но большинство винтов имеют угол 82°, поэтому этот угол следует использовать в большинстве проектов. Доступны зенкеры с конусами, формирующими шесть различных углов фаски — 60°, 82°, 90°, 100°, 110° и 120° — предназначенных для соответствия углу головки винта.
Винты с головкой под углом 90° изготовлены в соответствии со стандартом ISO; они обычно метрические и гораздо более распространены за границей. Наиболее признанным в Северной Америке является унифицированный стандарт резьбы 82°, который соответствует практически всем шурупам для деревообработки, с которыми вы можете столкнуться в США и Канаде. Тем не менее, оба стандарта зенкеров легко доступны здесь.
Поскольку велика вероятность того, что вы будете использовать винты только с головкой 82°, имеет ли значение, какую зенковку вы покупаете и используете? Ну, это зависит. При зенковке под углом 90° из-за разницы в 8° самая нижняя часть головки шурупа сначала соприкасается с деревом, оставляя стороны и верхнюю часть шурупа без опоры. Винт необходимо затянуть еще больше, чтобы остальная часть головки соприкасалась с зенковкой, создавая большее усилие на древесине внизу. По сути, то, что вы делаете, это принудительно удлиняет зенковку, перекручивая винт. С зенкером 82° все поверхности головки шурупа соприкасаются с деревом одновременно и с одинаковым усилием.
При зенковке под углом 90° из-за разницы в 8° самая нижняя часть головки шурупа сначала соприкасается с деревом, оставляя стороны и верхнюю часть шурупа без опоры. Винт необходимо затянуть еще больше, чтобы остальная часть головки соприкасалась с зенковкой, создавая большее усилие на древесине внизу. По сути, то, что вы делаете, это принудительно удлиняет зенковку, перекручивая винт. С зенкером 82° все поверхности головки шурупа соприкасаются с деревом одновременно и с одинаковым усилием.
Здравый смысл подскажет, что правильно подобрать винт к зенкеру. Это особенно верно для твердой древесины, так как затягивание винта сильнее, чтобы правильно посадить винт в зенковку, создает большую нагрузку на головку — попробуйте сделать это с латунным винтом, и головка, скорее всего, отломится. Для твердой древесины лучше всего подходит зенковка. Однако для мягкой древесины при посадке шурупа 82° в зенкер 90° создается не так много напряжения, и разница может быть незаметна.
Зенкерование коронок, которые я описал выше, состоит из двух этапов: сначала пилотное отверстие, а затем зенкерование. Это эффективно, но требует времени. Однако большое разнообразие комбинированных зенкеров выполняет обе задачи одновременно. Имея несколько названий — сверла с зенковкой, зенкеры с пилотным винтом и зенкеры с направляющим винтом — это лишь некоторые из них — эти сверла оборачивают рифленую зенковку вокруг регулируемого сверла. (Для них не используются зенкеры с крестообразным отверстием.)
Это эффективно, но требует времени. Однако большое разнообразие комбинированных зенкеров выполняет обе задачи одновременно. Имея несколько названий — сверла с зенковкой, зенкеры с пилотным винтом и зенкеры с направляющим винтом — это лишь некоторые из них — эти сверла оборачивают рифленую зенковку вокруг регулируемого сверла. (Для них не используются зенкеры с крестообразным отверстием.)
Редко можно найти плоские стальные зенковки старого образца, но они отлично подходят для быстрого сверления зенкеров (хотя и неэффективно). Первоначальная идея для них возникла несколько лет назад с пилотируемыми зенковками, сделанными из цельного куска плоской стали с закрученными концами, образующими хвостовик.
Они были похожи на наконечники стрел. В них не было ничего регулируемого — у вас либо был правильный размер, либо нет — и на отверстия и зенковки, которые они делали, было не на что смотреть, но они делали свою работу быстро и за один шаг. Они продавались тысячами, и велика вероятность, что у любого, кто занимался деревообработкой в течение нескольких десятилетий, где-то на дне ящика с инструментами гремит парочка.
Откидные зенкеры имеют два конца, один конец используется для сверления направляющей опоры и установки зенковки, а другой конец используется для закручивания винта. Сегодняшние версии дают лучшие результаты и гораздо более универсальны. Стили различаются, но каждый из них работает в основном одинаково.
Каждая зенковка на самом деле представляет собой комбинированный инструмент и состоит из отдельного сверла, центрируемого в сквозном отверстии в корпусе зенковки и удерживаемого на месте с помощью установочного винта или цангового действия корпуса зенковки. Сверла могут быть прямыми или коническими, их длина сверления регулируется простым ослаблением установочного винта или цанги, перемещением сверла на нужную длину и повторным затягиванием.
Большинство этих зенкеров можно использовать со стопорным кольцом, которое устанавливает глубину зенковки, и большинство из них поставляется в наборах, которые включают в себя соответствующие зенкеры разных размеров и сверла для крепления используемых винтов.
Почти каждый крупный производитель инструментов, который предлагает сверла (а также некоторые, которые их не предлагают), выпускает базовые недорогие комбинированные зенкеры этого типа. Многие из них выполнены в стиле «флип» с двусторонним резаком. Когда он защелкивается на приводном корпусе в режиме зенкерования, вы можете сверлить как пилотное отверстие, так и зенковать. Отщелкните зенкер, переверните его и защелкните обратно, чтобы обнажить соответствующую отвертку для установки винта.
Современные зенкеры включают коническую зенковку Rockler Pro, зенкер CleanStop от Woodworker’s Supply и Jack Rabbit от Jack Rabbit Tool.
Каждый из них имеет некоторые уникальные особенности. Pro Tapered поставляется в комплекте из трех полных комбинаций зенкеров, размер которых подходит для винтов № 6, № 8 и № 10.
Сверла красиво сужаются, чтобы соответствовать профилю традиционных шурупов для деревообработки, и каждое сверло имеет уплощенный хвостовик для надежной фиксации с помощью установочного винта.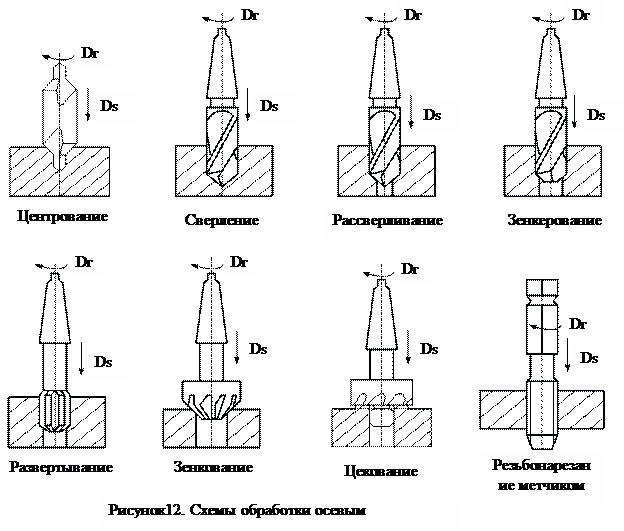 Ограничитель глубины с двумя установочными винтами входит в комплект каждой насадки, и эти зенкеры имеют самый большой основной хвостовик 3/8 дюйма 9.0003
Ограничитель глубины с двумя установочными винтами входит в комплект каждой насадки, и эти зенкеры имеют самый большой основной хвостовик 3/8 дюйма 9.0003
Для режущего действия имеются две удлиненные канавки, которые выступают вверх по корпусу зенковки и помогают выбрасывать стружку через ограничитель глубины. Набор из трех частей продается примерно за 60 долларов, но каждая зенковка также продается по отдельности, также доступны зенковки № 5 и № 12.
CleanStop использует аналогичную пару длинных канавок для выброса стружки, но использует прямые сверла вместо конических. В комплект входят четыре комбинированных зенкера под винты № 6, № 8, № 10 и № 12, но включены только два ограничителя глубины: они должны быть общими для четырех зенкеров. Ограничители глубины уникальны и состоят из двух частей с полимерным колпачком, прикрепленным к передней части металлического ограничителя. Колпачок свободно вращается, но останавливается при контакте с заготовкой, чтобы не повредить или не прожечь рабочую поверхность. Основной хвостовик имеет шестигранную форму 1/4 дюйма. Набор из четырех частей продается примерно за 60 долларов, но зенкеры также продаются по отдельности.0003
Основной хвостовик имеет шестигранную форму 1/4 дюйма. Набор из четырех частей продается примерно за 60 долларов, но зенкеры также продаются по отдельности.0003
Набор Jack Rabbit включает те же четыре размера, что и CleanStop, но использует один корпус. Каждая зенковка представляет собой отдельную цангу, которая ввинчивается в приводной корпус, затягивая сверло по мере его установки на место. Деловые концы имеют четыре коротких канавки, которые при обычном использовании не выходят за ограничитель глубины. Одиночный латунный ограничитель глубины входит в комплект приводного корпуса.
Зенковка Jack Rabbit представляет собой «быстросменную» комбинацию, в которой используются отдельные приводные хвостовики с крестообразным и квадратным хвостовиками. При использовании вы просверливаете пилотное отверстие и зенкуете, затем просто отрываете приводной корпус от хвостовика и быстро вкручиваете винты домой одним-двумя действиями. Набор, который включает в себя пару ключей для затягивания цанговых фрез, два двусторонних хвостовика и намагничивающее кольцо для отверток, продается по цене около 50 долларов по состоянию на 2010 год. Все три набора включают футляр для хранения, а также Шестигранные ключи. Сменные сверла доступны для всех.
Все три набора включают футляр для хранения, а также Шестигранные ключи. Сменные сверла доступны для всех.
Специальная зенковка вместе с закругленной шиповой фрезой и сверлом создает идеальное соединение врезных и шиповых соединений. Хотя во многих столярных мастерских не всегда есть большой спрос на него, есть специализированная зенковка для изготовления деревенской бревенчатой мебели с круглыми врезными и шиповыми столярными изделиями.
После того, как отверстие (паз) просверлено для приема круглого шипа компонента мебели, эти клиновидные зенкеры легко сужают верхнюю часть паза, чтобы точно соответствовать конической форме типичных круглых шипов. Врезное и шиповое соединение идеально подходят для очень прочного соединения. Эти зенкеры обычно используются с мощным сверлом.
Вы можете сделать простые зенкеры с помощью ручного инструмента, все, что они представляют собой — это удобная ручка с зенковкой, закрепленной на одном конце. Однако не для всех зенкеров требуется дрель. Ручные зенкеры состоят из рукоятки, похожей на ручку отвертки, с отдельными зенкерными насадками, которые защелкиваются спереди. Сначала просверлите отверстие, а затем, сделав несколько поворотов, вы получите базовую зенковку без излишеств, готовую принять винт. Они отлично подходят для того, чтобы держать их под рукой или спрятать в ящике для инструментов, чтобы сделать одну или две быстрые зенковки, не тратя время на то, чтобы принести дрель и обычные зенкеры. Однако эти ребята требуют немного мышечной силы, и ваше запястье получит свою нагрузку, если вы сделаете несколько десятков зенковок в дубе одним из них. Но для быстрой одноразовой зенковки они не могут быть превзойдены.
Однако не для всех зенкеров требуется дрель. Ручные зенкеры состоят из рукоятки, похожей на ручку отвертки, с отдельными зенкерными насадками, которые защелкиваются спереди. Сначала просверлите отверстие, а затем, сделав несколько поворотов, вы получите базовую зенковку без излишеств, готовую принять винт. Они отлично подходят для того, чтобы держать их под рукой или спрятать в ящике для инструментов, чтобы сделать одну или две быстрые зенковки, не тратя время на то, чтобы принести дрель и обычные зенкеры. Однако эти ребята требуют немного мышечной силы, и ваше запястье получит свою нагрузку, если вы сделаете несколько десятков зенковок в дубе одним из них. Но для быстрой одноразовой зенковки они не могут быть превзойдены.
Большинство современных насадок с пилотным управлением регулируются по глубине и имеют съемные насадки для легкой очистки, заточки и замены. Самое главное, о чем следует помнить при использовании зенковки, — это правильно подобрать размер используемого винта. Это касается всех аспектов как пилотного отверстия, так и самой зенковки. Слишком большая зенковка проглотит головку шурупа в месте, похожем на кратер размером с луну; слишком маленькая зенковка не подойдет к головке шурупа, а принудительное закручивание шурупа может разорвать древесные волокна вокруг зенковки.
Это касается всех аспектов как пилотного отверстия, так и самой зенковки. Слишком большая зенковка проглотит головку шурупа в месте, похожем на кратер размером с луну; слишком маленькая зенковка не подойдет к головке шурупа, а принудительное закручивание шурупа может разорвать древесные волокна вокруг зенковки.
Если вы не просверлите зенкер достаточно глубоко, винт останется над поверхностью; зайти слишком глубоко, и винт будет сидеть слишком мелко. По мере использования вы быстро почувствуете особенности конкретных зенкеров, но до тех пор разумно отрегулировать все ваши настройки (глубина сверла, размер зенковки, расположение ограничителя глубины) и сделать пробное сверло в куске металлолома, прежде чем сверлить настоящую. заготовка.
При зенкеровании скорость не всегда является вашим другом. Слишком быстрое сверление может привести к слишком глубоким или слишком большим зенковкам, особенно в мягкой древесине. Высокая скорость также является одной из основных причин «дребезжания», зенковки с неровным краем и волнистой внутренней поверхностью. Логично, что для традиционных конических шурупов по дереву лучше всего использовать зенкер с коническим сверлом. Прямые шурупы для дерева, такие как вездесущие черные шурупы из домашнего центра, оптимально работают с прямыми сверлами. Однако в большинстве случаев, за исключением самых твердых пород дерева, типы сверл, используемых в зенкерах, взаимозаменяемы. В мягкой древесине разница незначительна.
Логично, что для традиционных конических шурупов по дереву лучше всего использовать зенкер с коническим сверлом. Прямые шурупы для дерева, такие как вездесущие черные шурупы из домашнего центра, оптимально работают с прямыми сверлами. Однако в большинстве случаев, за исключением самых твердых пород дерева, типы сверл, используемых в зенкерах, взаимозаменяемы. В мягкой древесине разница незначительна.
Внимательно следите за сверлами в комбинированных зенкерах. Как и любые биты, они неэффективно режут, когда тупые. Удалите их по мере необходимости и замените. Практически все производители зенкеров изготавливают сменные насадки, которые легко заменяются. То же самое касается режущих кромок самой зенковки. Заточите их по мере необходимости или замените. Опять же, все производители предлагают замену. (В некоторых случаях сменные фрезы продаются вместе с новыми сверлами.)
Одним из самых больших преимуществ хорошей зенковки является возможность просверлить пилотное отверстие и соответствующую зенковку и одновременно поместить их на дно более глубокого отверстия, в которое можно установить деревянную пробку. . Эти глубокие зенковки иногда называют «зенковками», но технически это не совсем точно.
. Эти глубокие зенковки иногда называют «зенковками», но технически это не совсем точно.
Вы можете легко делать глубокие зенкеры, устанавливая ограничитель глубины зенковки, чтобы позволить зенкеру глубже просверливать рабочую поверхность. Обязательно измерьте размер дюбеля, чтобы убедиться, что корпус зенковки сделает отверстие нужного размера. Точно так же тщательно устанавливайте ограничитель глубины. Как упоминалось ранее, быстрое пробное сверление в ломе всегда является хорошей идеей при корректировке наборов зенкеров.
Говоря об ограничителях глубины, будьте с ними осторожны. Нет необходимости вбивать эту зенковку в заготовку до тех пор, пока ограничитель глубины не остановится. Все, что вы получите, это испорченная поверхность. И если вы не прекратите сверление достаточно быстро, ограничитель глубины вращения может легко прожечь деревянную поверхность вдобавок… еще одна причина избегать высокоскоростного зенкования. Самый эффективный способ сделать зенковку — это не спешить и уменьшать скорость сверления по мере приближения упора к поверхности. Когда он едва коснется дерева, все готово. Вполне вероятно, что после того, как вы привыкнете к тому, как работает тот или иной зенкер, вы оставите ограничитель глубины в его корпусе. После того, как вы привыкнете, вы сможете инстинктивно определить правильную глубину.
Когда он едва коснется дерева, все готово. Вполне вероятно, что после того, как вы привыкнете к тому, как работает тот или иной зенкер, вы оставите ограничитель глубины в его корпусе. После того, как вы привыкнете, вы сможете инстинктивно определить правильную глубину.
Есть еще одна задача, в которой превосходно справляются зенкеры, и это не имеет никакого отношения к дереву: это самый быстрый и эффективный способ удалить заусенцы из только что просверленного отверстия в металле. Вы можете подумать, что в столярной мастерской нет большого спроса на это, но подумайте еще раз. Сверление отверстий в петлях, металлических уголках, компонентах приспособлений, чугуне для крепления к столу, кронштейнах для полок и т.п. — все это оставляет неприглядный — и опасно острый — заусенец по краю отверстия. Одно быстрое касание зенковкой удаляет этот заусенец. Однако лучше не использовать для этой задачи обычные столярные зенкеры. Вместо этого возьмите пару дешевых цельных рифленых зенкеров специально для этой цели.
