Своими руками сделать листогиб: Самодельный ручной листогиб – делаем инструмент своими руками +видео
Содержание
Как сделать листогиб своими руками?
#1
Листогибочный станок принято считать очень полезным
инструментом, который должен быть в арсенале каждого хорошего хозяина. Но,
невзирая на это, самодельщики довольно редко изъявляют желание смастерить
листогиб своими руками, считая этот процесс утомительным, а полученный
таким способом инструмент ненадежным. Это сильное заблуждение, ведь,
во-первых, сделанный
листогиб ручной своими руками по функциональности практически ничем не уступает своему
заводскому прототипу, а во-вторых, для его изготовления вовсе не нужны
какие-либо специальные навыки. Кроме того, в дальнейшем пользоваться данным
приспособлением без проблем сможет даже неквалифицированный мастер. Как правило, при помощи листогибочного станка
можно качественно выполнять работы, касающиеся сгибания металлических листов.
Инструмент помогает любой лист превратить в плоский, без различного рода
деформаций.
#2
Итак, перед началом рабочего процесса, в первую очередь,
необходимо позаботиться о том, чтобы под рукой было все нужное для изготовления
качественного листогибочного станка. Поэтому надо отправиться в
Поэтому надо отправиться в
специализированный магазин и обзавестись швеллером, длина которого должна не превышать 500 миллиметров.
Что касается его размера, то он выбирается по своему желанию. Плюс ко всему, в
работе пригодится арматурная стальная прутка на ручки и несколько уголков.
Благодаря этим элементам можно будет соорудить каркас приспособления. При
выборе деталей особое внимание следует уделить их внешнему виду – все детали
должны быть идеально ровными. Именно от этого зависит не только качество сборки
листогиба, но соответствующий уровень
его работы. В ином случае инструмент получится совсем не пригодным для
дальнейшего использования. Также рекомендовано избегать кривого и витого
металла.
#3
Помимо всех основных элементов, следует обзавестись прочными
петлями и шарнирами, гайками, болтами. Имея под рукой все необходимое, можно
приступать к сборке самодельного листогибочного станка. Изначально нужно
заняться подготовкой края полки уголка прижима, который постоянно будет
контактировать с изгибаемым листом. Его рекомендовано подвергнуть фрезеровке.
Его рекомендовано подвергнуть фрезеровке.
Если в наличии, к сожалению, не окажется фрезеровочного станка, стоит
воспользоваться напильником и подготовить детали вручную. Невзирая на то, что
этот процесс займет некоторое время, край полки уголка станет более идеальным.
Также надо непременно следить за тем, чтобы он был параллелен основанию. В уголках-кронштейнах
в самой средине полки проделывается отверстие, диаметр которого должен
составлять 8
миллиметров. Что касается обжимного пуансона, он должен быть короче прижима на 10 миллиметров.
#4
Теперь необходимо взять арматурную стальную прутку, которая
отличается повышенной прочностью, и из нее выгнуть специальные ручки-рычаги.
Диаметр этих ручек должен составлять, примерно, 15 миллиметров. В
результате полученная ручка-рычаг по своей форме должна напоминать скобы.
Убедившись, что она выполнена правильно, ее с помощью сварочного аппарата
приваривают к пуансону. Если же говорить о щечках, то их, как правило, выливают
Если же говорить о щечках, то их, как правило, выливают
из стального листа, толщина которого должна соответствовать 5 миллиметрам. Уже в самих щечках проделываются отверстия
диаметром в 10 миллиметров.
У торцевой части уголка-пуансона с ребра следует снять фаску длинной 30 миллиметров и
глубиной 5 миллиметров.
Делается это для того, чтобы в дальнейшем можно было без проблем произвести
установку и фиксацию стальных осей из прутка, которые должны иметь диаметр,
равный 10 миллиметрам.
#5
Кстати, приваривать ось рекомендовано таким образом, чтобы направление
главной линии прутка на сто процентов соответствовало ребру уголка. На самом
ребре основания снимаются фаски глубиной 6 миллиметров. Что
касается их длины, то она должна быть равна, примерно, 32 миллиметрам. Для
осуществления предварительной сборки, лучше всего основание с пуансоном хорошо
зафиксировать при помощи слесарных тисков. Фиксацию необходимо осуществлять
так, чтобы расположение полки швеллера и полки уголка соответствовало единой
горизонтальной плоскости. Теперь на каждую из осей пуансона надевают щечки,
Теперь на каждую из осей пуансона надевают щечки,
которые прихватывают к основанию одновременно в нескольких точках. Эти точки
лучше всего разметить еще до произведения фиксации, осуществляемой при помощи
сварки (в последнем случае лучше всего отдать предпочтение электросварке).
#6
Вот таким, совсем несложным способом можно своими руками
смастерить листогибочный станок, практически ничем не уступающий своему
заводскому прототипу. Кроме того, самодельный листогиб – отличная экономия
семейного бюджета, поскольку цена на
данный инструмента сегодня довольно высока. Поэтому, немного потратившись на приобретение
необходимых деталей, можно стать хозяином вполне неплохого агрегата. Напоследок
следует сказать о том, что перед непосредственным использованием листогибочного
станка его рекомендуется обязательно протестировать, чтобы в дальнейшем из-за
внезапных неполадок не испортить металлические листы. Помимо всего прочего,
работая с инструментом, необходимо обязательно помнить об основных правилах
безопасности, благодаря которым можно избежать возникновения нежелательных
травм.
Metal Roll Bender Highlights — Stortz & Son Inc.
В тот или иной момент каждому кровельщику потребуется помощь качественного металлогибочного станка , чтобы сделать идеальные изгибы и изменения в вышеупомянутом материале. Точно так же, как сланцевые молотки нужны кровельщикам, а молотки по кирпичу — каменщикам, металлические рулоногибы и другие инструменты для кровли из листового металла необходимы кровельщикам, работающим с листовым металлом.
Вы, наверное, знаете это, но если вы здесь для информации, вы, вероятно, хотите знать, что они из себя представляют в первую очередь — так что же это такое?
Что это такое?
Металлогибочные станки используются для точного изгиба листового металла, необходимого для создания красивых кромок, швов и других элементов кровли. Они работают, вставляя кусок листового металла между набором колес, а затем катясь вперед и назад, прикладывая давление, чтобы согнуть металл. Зажимы обычно используются для удержания металла на месте, чтобы он не двигался при перекатывании инструмента вперед и назад. Ниже видео, демонстрирующее один из этих инструментов.
Зажимы обычно используются для удержания металла на месте, чтобы он не двигался при перекатывании инструмента вперед и назад. Ниже видео, демонстрирующее один из этих инструментов.
Поскольку существует множество различных типов гибочных станков, позвоните нам по поводу конкретной модели, если вы хотите узнать больше о том, как она работает, хотя вы сможете получить много этой информации на страницах продуктов, связанных с марки ниже. Мы даже показываем видео для некоторых из наших популярных бендеров о том, как их использовать!
Мы даже показываем видео для некоторых из наших популярных бендеров о том, как их использовать!
Крупные бренды
Здесь, в John Stortz & Son, мы гордимся тем, что можем предоставить нашим клиентам одни из самых известных на рынке высококачественных инструментов — для кровли, а также для многих других областей применения.
Что касается объема этой статьи, то вот некоторые из крупнейших производителей профилегибочных станков для листового металла, которые вы можете найти прямо здесь, на нашем веб-сайте. Ознакомьтесь с некоторыми из наших лучших вариантов и позвоните нам по телефону 888-847-3456, если у вас есть какие-либо вопросы.
Гибочные станки Stortz Perfect
Разумеется, наша коллекция гибочных станков для металла не была бы полной без нашей собственной линии! Некоторые из лучших инструментов для гибки металла на нашем веб-сайте носят наше собственное имя, и вот некоторые из лучших из них — ознакомьтесь с некоторыми из этих гибочных станков Stortz Perfect здесь.
Гибочный станок Stortz Perfect S-150 – Гибочный станок Stortz Perfect S-150 идеально подходит для выполнения более коротких гибок под углом до 90 градусов и выше. Угловой подшипник позволяет сгибать до и за пределы 90 градусов, не царапая краску. Глубину его изгиба можно отрегулировать в диапазоне от 0,25 до 6 дюймов, и инструмент идеально подходит для изгибов менее 10 футов.
Stortz Perfect Bender XL-150 – Stortz Perfect Bender XL-150 является старшим братом S-150. Он также может сгибаться за 90 градусов и делает изгибы до 6 дюймов, но двойные подшипники делают его идеальным для более длинных изгибов. Любые изгибы выше 10 футов будут значительно проще и быстрее с этим инструментом благодаря дополнительному рычагу, обеспечиваемому второй осью. На изображении ниже видно, что даже при 90 градусах между подшипниками и металлом остается пространство.
Stortz Perfect Bender XL-150
Stortz Roller S Model – Stortz Roller S Model представляет собой инструмент для подгибки кромок от 90 градусов до 180 градусов на изгибах до 1 дюйма. Идеально подходит для создания аккуратной, идеально подогнанной кромки. Он удивительно прост и удобен в использовании. Мы включили видео на страницу продукта, чтобы вы могли увидеть, как его можно использовать.
Идеально подходит для создания аккуратной, идеально подогнанной кромки. Он удивительно прост и удобен в использовании. Мы включили видео на страницу продукта, чтобы вы могли увидеть, как его можно использовать.
Модель Stortz Roller XL . Подобно соотношению S-150 и XL-150, модель Stortz Roller XL действует как более крупная версия модели Roller S. Он также подшивает изгибы до 1 дюйма от 90 до 180 градусов, но два подгибочных колеса облегчают любую подгибку, особенно на высоте более 10 футов.
Wuko Benders
Wuko Benders, как и наши Stortz Benders, одни из лучших в отрасли. Вот некоторые из лучших вариантов, которые вы найдете в нашей коллекции.
Wuko 2204 Uni Bender – проверенный временем гибочный станок Wuko 2204 Uni Bender является экономичным вариантом для изготовления 90-градусных изгибов до 8 дюймов. Хотя он не так удобен для работы с материалами более крупного калибра и толщины, как некоторые из упомянутых выше гибочных станков Stortz (см. описание продукта для максимального калибра), он полезен для выполнения любых гибок на месте.
описание продукта для максимального калибра), он полезен для выполнения любых гибок на месте.
Wuko 2050 для кривых листового металла – Если вам нужно сделать радиусный изгиб внутри или снаружи кривой, такой инструмент, как Wuko 2050 для кривых листового металла, почти идеален. Хотя этот трубогиб способен изгибать только до 2 дюймов в наиболее распространенных материалах толщиной до 0,8 мм, он также очень компактен и легок. Он в основном карманного размера и весит всего 1,4 фунта.
Wuko 4040 for Sheet Metal Curves – это идеальный инструмент для подгибки изогнутых панелей, сделанных упомянутым выше Wuko 2050. Глубина подшивки составляет 1,25 дюйма, и инструмент может в любой момент надеваться и сниматься с панели с помощью быстросъемной ручки.
Wuko 4040 Disc-O-Bender
Трубогибы Freund
Помимо уже изученных нами гибочных станков Stortz и Wuko, мы также предоставляем нашим клиентам гибочные станки Freund. Удачно названный, Freund Benders может оказаться вашим лучшим другом на строительной площадке, особенно когда вы не находитесь в пределах легкой досягаемости от тормоза.
Удачно названный, Freund Benders может оказаться вашим лучшим другом на строительной площадке, особенно когда вы не находитесь в пределах легкой досягаемости от тормоза.
Радиусный каток Freund 50 . Радиусный каток Freund 50 способен сгибать листовой металл только до 24 калибра, но он может сгибать от ¼ до 2 дюймов, и эта маленькая штучка оптимизирована для комбинированного рычага. Изгиб краев изогнутых панелей из листового металла может быть сложным, но в этом нет необходимости, особенно с таким удобным инструментом, как этот.
Радиусный валик Freund 50
Дисковый валик Freund – Дисковый валик Freund – это воплощение удобной, быстрой, легкой, но самое главное точной подрубки. Удобная и эргономичная рукоятка обеспечивает оптимальное усилие и не требует регулировки для подгибки листового металла высотой от ⅜ до 1 и ⅝ дюймов. Его можно даже расширить, добавив еще один диск, чтобы сделать каток с двумя дисками.
Трубогиб Freund Premium с рукояткой . Как и валик Freund Radius Roller 50, этот гибочный станок Freund Premium поставляется с эргономичной рукояткой, предназначенной для дополнительного рычага. Удобство — это название игры с Фройндом, и этот инструмент имеет соответствующие размеры; у него даже есть удобные петли для подвешивания на ремне.
Как и валик Freund Radius Roller 50, этот гибочный станок Freund Premium поставляется с эргономичной рукояткой, предназначенной для дополнительного рычага. Удобство — это название игры с Фройндом, и этот инструмент имеет соответствующие размеры; у него даже есть удобные петли для подвешивания на ремне.
Идеально подходит для работы с нержавеющей сталью, цинком, алюминием и медью. Этот инструмент незаменим, когда вам нужно быстро и легко выполнить изгиб до 90 градусов.
Стандартный кромкообрезной ролик Freund Double — Стандартный кромкообрезной ролик Freund Double может использоваться для гибки металла под углом до 90 градусов и отлично подходит для выполнения более длинных гибок. Либо когда тормоз недоступен, либо когда панель слишком велика для рассматриваемого тормоза.
Как и другие перечисленные здесь Freund Bender, этот Freund эргономичен, удобен и удивительно функционален. У него даже есть петли для ремня, как у упомянутого выше Freund Radius Roller 50.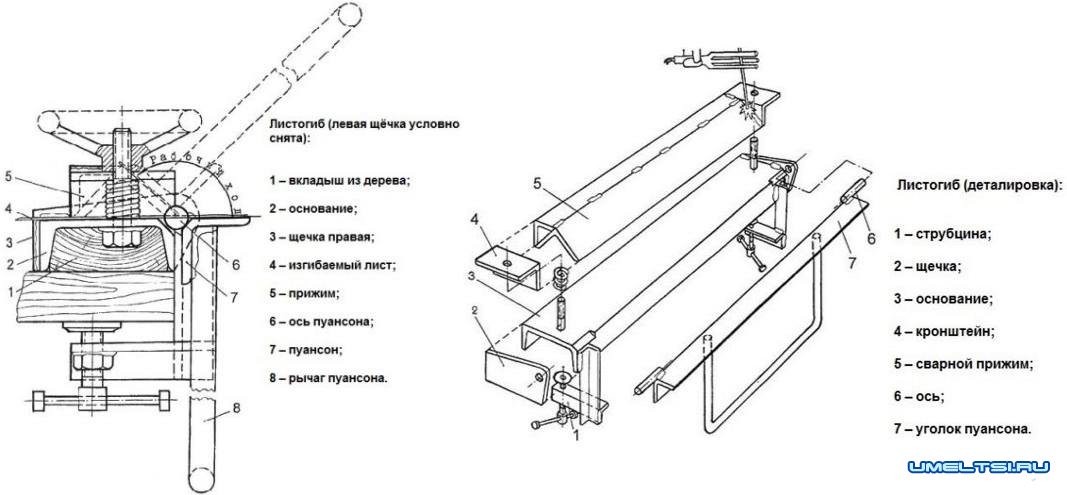
Прочие профилегибочные станки для металла
В дополнение к упомянутым здесь станкам Wuko, Stortz и Freund, мы также предлагаем множество других профилегибочных станков для металла от таких производителей, как Draco, ESE, Malco и других. Независимо от того, что вам нужно для вальцегибочных станков, John Stortz & Son — это то место, где вы можете проверить это в первую очередь.
Посетите нас здесь и обязательно позвоните нам, если у вас есть другие вопросы о наших инструментах для гибки металла, и мы будем более чем рады помочь вам. Все они могут делать в основном одно и то же, но не все они идеальны во всех ситуациях. Позвоните нам, и мы расскажем вам о некоторых нюансах и относительной силе этих типов изгибов.
Все, что может понадобиться кровельщику из листового металла!
В дополнение к этим инструментам для гибки металла, не забывайте, что вы можете найти множество других необходимых инструментов для формовки, резки и маркировки листового металла прямо здесь, на нашем веб-сайте. В дополнение к гибочным машинам, мы также продаем станки для закатки, ручные закаточные машины, плоскогубцы, инструменты для складывания краев, молотки, ножницы и ножницы, инструменты для желобов, режущие инструменты и инструменты для маркировки.
В дополнение к гибочным машинам, мы также продаем станки для закатки, ручные закаточные машины, плоскогубцы, инструменты для складывания краев, молотки, ножницы и ножницы, инструменты для желобов, режущие инструменты и инструменты для маркировки.
Мы поставляем одни из самых качественных ручных инструментов в отрасли уже более полутора веков, и за это время мы кое-чему научились. Если вам нужны советы или предложения при покупке подобных инструментов для листового металла, не стесняйтесь обращаться за помощью — вы можете связаться с нами по телефону 888-847-3456.
Стратегии гибки мелких деталей в цехе по производству листового металла
При формовании мелких деталей возникает множество проблем, многие из которых можно решить с помощью оборудования подходящего размера.
Представьте себе формовочный цех, который обрабатывает детали различной геометрии и толщины. Это обычный день, пока в бой не вступает срочная работа. В задании есть заготовки, для которых требуется достаточно большая станина листогибочного пресса. Заведующий производством бросается к этой большой машине только для того, чтобы обнаружить, что она настроена с несколькими узкими сегментированными инструментами и оператором, формирующим большую партию маленьких скоб. Пришло время быстрой смены.
В задании есть заготовки, для которых требуется достаточно большая станина листогибочного пресса. Заведующий производством бросается к этой большой машине только для того, чтобы обнаружить, что она настроена с несколькими узкими сегментированными инструментами и оператором, формирующим большую партию маленьких скоб. Пришло время быстрой смены.
Несмотря на это, эффект от этого неожиданного перехода вызывает дрожь в магазине. Оператор опаздывает с доставкой этих мелких деталей, а это означает, что работа лежит на поддоне рядом со сборкой, ожидая, пока будут сформированы эти последние несколько небольших скобок.
Этот сценарий может измениться, если производитель разработает стратегию формирования мелких деталей. Важным элементом этого является описание характера номенклатуры продукции в цехе и характера мелких деталей, которыми занимается отдел формовки, включая геометрию деталей и тенденции спроса. Исходя из этого, мастерская может определить методы, инструменты и технологии формовки, которые помогут отделу формовки производить более качественные детали за меньшее время, независимо от того, насколько велики или малы эти детали.
Проблемы формования мелких деталей
Исторически сложилось так, что работа на листогибочном прессе при формовании крошечных сложных деталей не была самой безопасной работой на полу, особенно если этот оператор работал на старом оборудовании без современных средств защиты. Операторы, формирующие небольшую деталь, часто не имеют другого выбора, кроме как расположить руки очень близко к инструменту.
В идеале они должны иметь возможность поддерживать небольшие заготовки снизу, перемещая крошечную заготовку по заднему упору большими и указательными пальцами, чтобы избежать защемления. Листогибочный пресс со световой завесой может воспринять эти пальцы как препятствие и остановить операцию в качестве меры предосторожности. Некоторые детали могут быть настолько маленькими, что на некотором оборудовании единственный безопасный способ, которым оператор может их сформировать, — это разместить заготовку на инструменте и использовать кнопки на ладони для приведения в действие домкрата. Оставленная незакрепленной, заготовка может не прилегать к измерительным поверхностям, что приводит к тому, что изгиб располагается немного в другом месте. Это может вывести деталь за пределы допуска, что, в свою очередь, сделает всю операцию менее эффективной.
Оставленная незакрепленной, заготовка может не прилегать к измерительным поверхностям, что приводит к тому, что изгиб располагается немного в другом месте. Это может вывести деталь за пределы допуска, что, в свою очередь, сделает всю операцию менее эффективной.
Эргономика и усталость оператора также играют здесь важную роль, хотя это не так очевидно, как при работе с очень большими деталями. Если кто-то увидит, как несколько операторов поднимают большую заготовку, когда она поворачивается вверх, чтобы сформировать крайний фланец, он знает, что установка не идеальна. Но формовка мелких деталей не выглядит слишком сложной, по крайней мере, на первый взгляд.
Тем не менее, операторам, которым необходимо закрепить небольшую деталь на большом тормозе, эта работа может показаться напряженной и даже пугающей. А при работе на более старой машине без средств защиты в непосредственной близости оператор (особенно уставший) с пальцами, расположенными слишком близко к линии изгиба, вызывает серьезные опасения по поводу безопасности.
Далее следует неэффективность производства, наиболее очевидной из которых является проблема использования неправильной производственной технологии для работы, например, массивный листогибочный пресс для крошечной детали. Формование одной детали за другой на большом листогибочном прессе может стать серьезной проблемой, крадет ресурсы, которые можно было бы лучше использовать для более крупной работы.
Проблемы с производительностью усугубляются, если возникают проблемы с точностью, особенно учитывая узкие, острые инструменты, которые часто требуются для небольших заготовок. Изгиб на воздухе острого штампа дает небольшой радиус и настройку, которая в целом может быть подвержена изменению угла. Некоторые операции могут прибегать к обработке дна для достижения повторяемого угла, особенно на старых машинах, но это приводит к большему износу инструмента, а также к проблемам с тоннажем формы, особенно если оператор использует ширину матрицы, слишком малую для данного применения.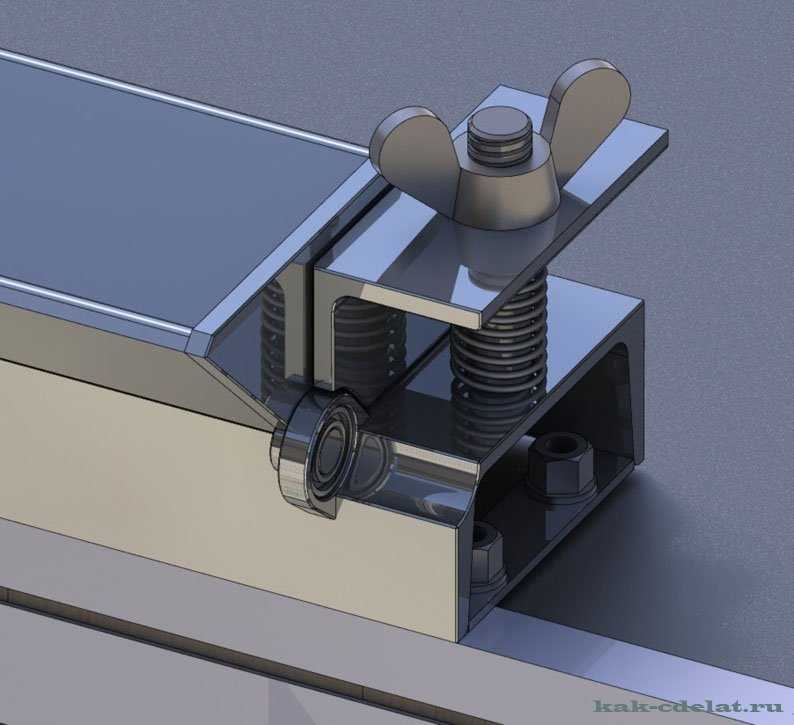
Даже при отсутствии проблем с точностью операторам приходится иметь дело с многочисленными мелкими деталями. Рассмотрим весь цикл гибки, не только движение ползуна (которое может быть медленным на старых гидравлических машинах), но и движения, выполняемые операторами, когда они сгибают одну маленькую деталь за другой. Они поворачиваются, хватают заготовку, формируют деталь, затем снова поворачиваются, чтобы сложить сформированную деталь. Такого движения, вероятно, нельзя избежать для больших заготовок, но существуют альтернативы для меньших.
Листогибочные прессы с короткой станиной и столами перед формовочной станиной имеют правильный размер для формовки мелких деталей.
Вместе лучше
Как и все остальное в производственном цеху, ассортимент деталей должен определять производственную стратегию. Если операция обрабатывает большое количество маленьких одинаковых (или, по крайней мере, похожих) деталей, все с одним или двумя параллельными изгибами, то эти мелкие детали могут быть сформированы одновременно. Они могут быть объединены вместе с помощью микро-язычков или перфорированы с помощью инструментов, которые создают «защелкивающиеся» линии, которые могут свести к минимуму или устранить необходимость удаления заусенцев. По сути, мелкие детали не становятся «маленькими», пока они не будут разделены после формирования.
Они могут быть объединены вместе с помощью микро-язычков или перфорированы с помощью инструментов, которые создают «защелкивающиеся» линии, которые могут свести к минимуму или устранить необходимость удаления заусенцев. По сути, мелкие детали не становятся «маленькими», пока они не будут разделены после формирования.
Даже если с отформованных деталей необходимо удалить заусенцы после того, как они были разъединены, все же имеет смысл одновременно формовать все детали. Подумайте об уменьшении объема погрузочно-разгрузочных работ, снижении износа оборудования и, что наиболее важно, о снижении утомляемости оператора. Стратегия действительно может изменить правила игры и иногда помочь магазину выиграть ставки, которые он иначе не смог бы выиграть, особенно для работы с большими объемами.
Хотя эта стратегия сборки может работать для простых кронштейнов, она, скорее всего, не подойдет для более сложных деталей с несколькими изгибами в различных направлениях. Для безопасного и продуктивного формования множества сложных деталей цехам необходимо учитывать четыре фактора: калибрование, сам листогибочный пресс, инструменты и программное обеспечение, которое связывает все это вместе.
Проблемы с калибровкой
Когда небольшие детали должны формоваться с жесткими допусками, у оператора мало права на ошибку. Проблемы с точностью часто начинаются с плохой калибровки. Иногда оператор может столкнуться с трудностями при скольжении очень тонкой и небольшой детали по заднему упору. Если заготовка немного наклонена, начальная линия сгиба может быть немного смещена, и отсюда складываются отклонения допусков.
Здесь может помочь правильная установка заднего упора с ЧПУ. Рассмотрим 5-осевой задний упор, который перемещается по Z1 и Z2 (из стороны в сторону поперек станины) для поэтапной настройки с использованием нескольких наборов инструментов. Он также перемещается в направлении R (вверх и вниз), что может иметь решающее значение для направления заготовки при формировании выступов. Положение заднего упора вдоль оси R помогает оператору поддерживать постоянный шаг (расстояние между неровностями) по всему радиусу неровностей.
Задний упор, конечно, перемещается по оси X (по направлению к инструменту и от него), но он также может перемещаться по оси треугольника X, который может иметь пальцеобразное крепление, которое можно перемещать внутрь и наружу независимо друг от друга. Для изготовления очень маленьких деталей в некоторых операциях используется ось X в качестве заднего упора и ось дельта-X в качестве бокового упора. Даже если датчик перемещается по дельте X всего на 1 или 2 дюйма, этого может быть достаточно, чтобы обеспечить надежный боковой упор для небольшой детали.
Для изготовления очень маленьких деталей в некоторых операциях используется ось X в качестве заднего упора и ось дельта-X в качестве бокового упора. Даже если датчик перемещается по дельте X всего на 1 или 2 дюйма, этого может быть достаточно, чтобы обеспечить надежный боковой упор для небольшой детали.
Станок, защита, оснастка и программное обеспечение
Электрические листогибочные прессы с шарико-винтовой передачей предлагают два элемента, которые чрезвычайно помогают формовать мелкие детали. Во-первых, это точность их позиционирования. Даже незначительное превышение хода ползуна может нанести ущерб точной работе по формованию мелких деталей.
Во-вторых, их скорость и ускорение. Почти мгновенное ускорение и замедление означает, что оператор не ждет, пока ползун достигнет своей рабочей скорости. Это становится еще более важным для мелких деталей, где ход поршня может быть минимальным. Это мгновенное ускорение также означает, что программа гибки может поддерживать минимальную высоту раскрытия. Ползун поднимается ровно настолько, чтобы оператор мог расположить заготовку, а затем начинает следующий изгиб.
Ползун поднимается ровно настолько, чтобы оператор мог расположить заготовку, а затем начинает следующий изгиб.
Операторы могут сидеть на табурете, извлекать заготовки, сложенные на столе, выступающем из тормозной платформы, а затем помещать готовую деталь обратно на стол сразу после формования — без скручивания, вытягивания или других ненужных движений. Они также могут извлекать небольшие инструменты и быстро настраивать следующую работу, для которой может потребоваться один или несколько наборов инструментов.
Однако для достижения такой производительности требуется нечто большее, чем просто небольшой тормоз. Во-первых, ему нужна правильная охрана, в идеале ближайшая разновидность. Обычные включают системы, которые перемещаются сбоку от поршня и излучают лазерные лучи или поля, окружающие наконечник пуансона.
Малые листогибочные прессы обеспечивают защиту, в том числе жесткие барьеры и защиту в непосредственной близости, которая обнаруживает препятствия под наконечником пуансона, чтобы обеспечить безопасность операторов и находящегося поблизости персонала.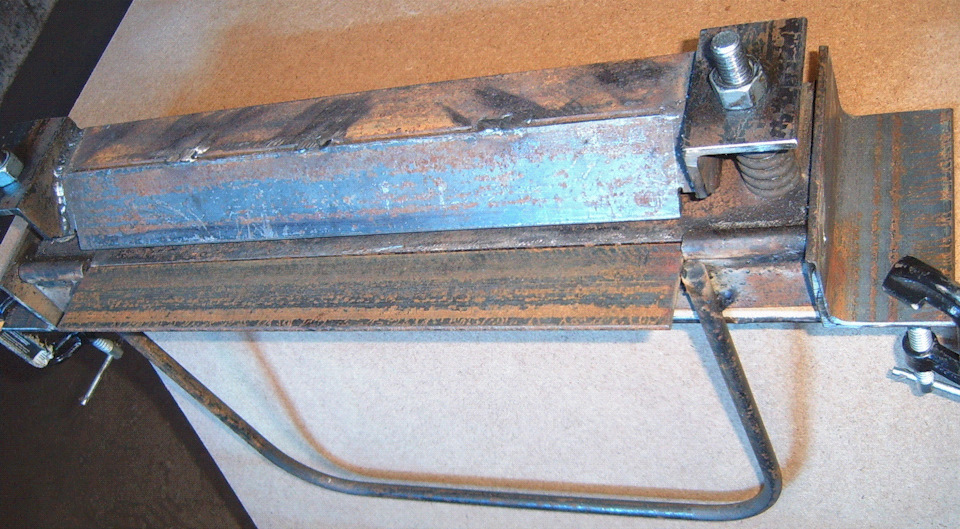
Некоторые системы оснащены датчиками давления, что добавляет еще один уровень безопасности. Если машина знает, что это воздушный изгиб 16-го калибра. алюминий по заданной ширине штампа, он знает, какое усилие он должен прилагать во время цикла гибки. Если оператор по ошибке поместит, скажем, кусок нержавеющей стали толщиной 0,25 дюйма между инструментами, машина остановится, как только пуансон соприкоснется и приложит давление. То же самое произойдет, если оператор по ошибке установит матрицу, слишком узкую для работы.
Во-вторых, машина требует точных инструментов. Установка некачественных инструментов на высокоточный листогибочный пресс немного напоминает установку лысых шин на «Феррари». Вы не получите то, за что платите. Угловое изменение может быть усилено острыми инструментами, которые требуются для многих мелких деталей. Опять же, неподходящий инструмент для работы может заставить оператора прибегнуть к гибке днища. А из-за опускания оператор может преждевременно изнашивать инструменты и на самом деле не может полностью использовать возможности машины.
Прецизионно отшлифованные острые инструменты не только помогают получить короткие фланцы, характерные для мелких деталей, но также помогают максимально использовать повторяемость ползуна электрического листогибочного пресса. Эти машины позволяют оператору перемещать плунжер с шагом в несколько минут (несколько тысячных дюйма), чтобы установить нужную глубину проникновения для достижения правильного угла (с учетом пружинения).
При этом требования к применению всегда должны определять выбор инструмента, независимо от размера детали. Работа, требующая большего радиуса, скорее всего, потребует большего отверстия штампа. Кроме того, физика гибки не меняется только потому, что детали маленькие, а движения поршня небольшие (по крайней мере, по сравнению с формированием больших деталей на широком V-образном штампе). Острая матрица с острым радиусом заплечика может успешно формировать короткий фланец, но сгибание в острые матрицы может увеличить тоннаж формовки, особенно для более толстого материала.
Программное обеспечение: объединение всего воедино
Многие операции могут включать в себя инструмент на небольшом листогибочном прессе, чтобы он мог сгибать либо сложную деталь за один установ, либо принимать множество мелких деталей в течение смены. Оператору не нужно тратить время на перенастройку, достаточно просто вызвать новую программу, запустить тестовую деталь и приступить к следующему заданию.
Современные системы управления станком графически отображают применение, помогая операторам выполнить настройку работы и последовательность гибки, используя гидравлический зажим, световые индикаторы инструмента и другие вспомогательные средства, чтобы показать, что и куда нужно.
Объединяет все это программное обеспечение, будь то OEM или предоставленное третьей стороной. Идея состоит в том, чтобы связать воедино весь цикл заготовок-изгибов. Изгиб удлиняет металл, поэтому изменение изгиба изменяет размер заготовки при лазерной резке или штамповке. Размещение микро-язычка на небольшой детали в гнезде, вырезанном лазером, может изменить стратегию обратного упора на листогибочном прессе. Ориентация детали в гнезде влияет на направление волокон, что, в свою очередь, может повлиять на изгиб, особенно при сверхточной работе.
Ориентация детали в гнезде влияет на направление волокон, что, в свою очередь, может повлиять на изгиб, особенно при сверхточной работе.
О способности реагировать
Рассмотрим еще раз сценарий, в котором обычный листогибочный пресс связан, образуя большую партию крошечных деталей, создавая рабочую точку удушья. Во-первых, подумайте о потоке продукта. Если детали необходимо производить в определенном объеме для удовлетворения потребностей последующих процессов, могут ли детали быть объединены вместе и сформированы в группы? Можно ли формировать некоторые элементы с помощью формообразующих инструментов на штамповочном прессе, если они доступны? Из оставшихся частей, может ли операция получить пользу от отправки этих заданий на машину, предназначенную для небольших заданий?
Многие предприятия могут отказаться от небольших листогибочных прессов, потому что они обеспокоены их использованием. В конце концов, листогибочный пресс с большей станиной может формировать более короткие детали, но маленькая машина физически не может обрабатывать более крупные детали.
