Технические характеристики 1е61мт: 1Е61М Станок токарно-винторезный повышенной точности. Паспорт, схемы, характеристики, описание
Содержание
1е61мт технические характеристики | Станок токарный винторезный
Технические характеристики токарного станка 1е61мт позволяют вести токарную обработку деталей высокой точности
Наименование характеристики | Ед. измерения | Параметры |
Размеры обрабатываемых изделий | ||
Наибольший диаметр прутка | мм | 30 |
Над верхней частью суппорта | мм | 188 |
Над нижней частью суппорта | мм | нет |
Над станиной | мм | 320 |
В выемке | мм | нет |
Расстояние между центрами | мм | 710 |
Высота центров | мм | 170 |
Суппорт |
|
|
Число резцов, установленных в резцедержателе | шт | 4 |
Наибольшие размеры державки резца (ширина х высота) | мм | 12х20 |
Наибольшее перемещение суппорта |
|
|
От руки: |
|
|
Продольное | мм | 640 |
Поперечное | мм | 200 |
По ходовому валику: |
|
|
Продольное | мм | 640 |
Поперечное | мм | 200 |
По ходовому винту: |
|
|
Продольное | мм | 640 |
Поперечное | мм | нет |
Быстрое перемещение суппорта | м/мин | нет |
Цена одного деления лимба |
|
|
В продольном направлении | мм | 0,2 |
В поперечном направлении | мм | 0,02 |
Перемещение на один оборот лимба |
|
|
В продольном направлении | мм | 28 |
В поперечном направлении | мм | 3 |
Выключающие упоры |
| есть |
Резьбоуказатель |
| нет |
Число суппортов: |
|
|
Передних | шт | 1 |
Задних |
| Нет |
Число резцевых головок в суппорте: |
|
|
Передних | шт | 1 |
Задних | шт | 1 |
Резцовые салазки | ||
Наибольший угол поворота | град | 135 |
Цена одного деления шкалы поворота | град | 1 |
Наибольшее перемещение | мм | 140 |
Цена одного деления лимба | мм | 0,02 |
Перемещение на один оборот лимба | мм | 3 |
Задняя бабка |
|
|
Конус пиноли |
| Морзе № 3 |
Наибольшее перемещение пиноли | мм | 100 |
Перемещение пиноли на одно деление шкалы | мм | 1 |
Поперечное смещение |
|
|
вперед | мм | 5 |
назад | мм | 5 |
Параметры нарезаемых резьб |
|
|
Метрическая: |
|
|
Повышенной точности | мм | 0,35…12 |
Нормальной точности | мм | 0,2…30 |
Дюймовая |
|
|
Повышенной точности | ниток на дюйм | 3…20 |
Нормальной точности | ниток на дюйм | 4…30 |
Модульная |
|
|
Повышенной точности | модуль | 0,3…6 |
Нормальной точности | модуль | 1,0…7,5 |
Питчевая |
|
|
Повышенной точности | питч | нет |
Нормальной точности | питч | 60…8 |
Для крутых резьб увеличение шагов восьмикратное | ||
Дополнительные данные | ||
Торможение шпинделя (противотоком) |
| есть |
Блокировка |
| есть |
Предварительная настройка числа оборотов муфты трения, шпинделя |
| нет |
Предохранение от перегрузки |
| есть |
Габариты и масса |
|
|
Габариты станка (длина, ширина, высота) | мм | 2190х930х1500 |
Вес станка | кг | 1500 |
Привод | ||
Электродвигатель главного движения |
| АОС2-32-4 |
Число оборотов | об/мин | 1365 |
Мощность | кВт | 4 |
Технические данные и характеристики станка модели 1е61м
Наименование | Данные |
1. | 32 |
2. |
|
над | 320 |
над | 188 |
3. число наибольшие | 4 12×20 |
4. продольное поперечное | 640 200 |
5. продольное поперечное | 28 3 |
6. конус наибольшее перемещение поперечное | №8 100 1 5 |
7. | |
наибольший | 360 |
наибольшее | 140 |
перемещение | 3 |
8. |
|
длина | 2190 |
ширина | 930 |
высота | 1500 |
9. | 1650 |
 Наибольший
Наибольший
 Масса
Масса Рис.4
Кинематическая схема
ОПИСАНИЕ
КОНСТРУКЦИИ СТАНКА
Привод
станка осуществляется от индивидуального
электродвигателя мощностью 4,5 кВт и
числом оборотов в минуту 1335.
Клиноременной
передачей движение передаётся на
приёмный шкив коробки скоростей. От
коробки скоростей шестью клиновыми
ремнями движение передается дальше, на
шкив передней бабки, а затем при помощи
зубчатой муфты на шпиндель.
Нарезание
резьб повышенной точности обеспечивается
возможностью соединения ходового винта
непосредственно с соответствующим
комплектом сменных шестерен на гитаре,
миную я всю цепь коробки подач.
Станок
так же позволяет нарезать резьбы
нормальной точности при помощи коробки
подач.
Цепь
подачи станка так же имеет звено
увеличения шага, посредством которого
достигается восьмикратное увеличение
табличного значения подач и шагов резьб.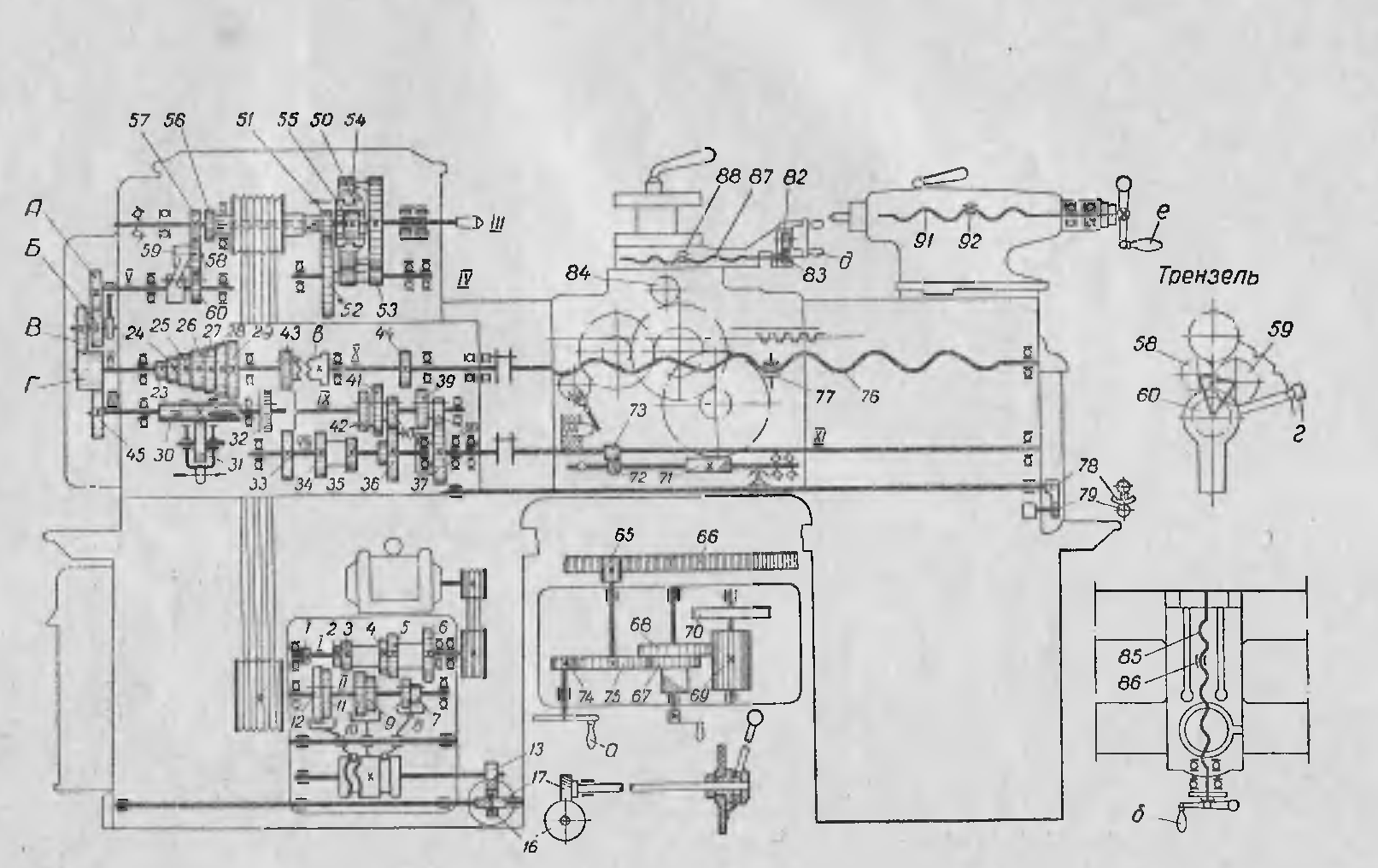
Включая
звено увеличения шага, можно производить
нарезку крутых резьб, прорезать
всевозможные крутые спирали, нарезать
многозаходные червяки и выполнять ряд
специальных работ.
Фартук
станка имеет механизм «падающего»
червяка, автоматически выключающего
продольную и поперечную подачи при
работе с неподвижными упорами. Одновременно
этот механизм предохраняет станок от
поломок при перегрузке. Но при работе
ходовым винтом пользоваться продольным
упором недопустимо.
В
средней части шпиндельной бабки помещен
клиновый приводной шкив, смонтированный
на двух шарикоподшипниках. Таким образом,
шпиндель разгружен от напряжения
клиновых ремней.
Смазка
передней бабки автоматическая, от
предельного масляного насоса. Включение
главного электродвигателя и включение
масляного насоса сблокированы, чем
исключена возможность работы шпиндельной
бабки без смазки.
Подвод
смазочно-охлаждающей жидкости в зону
резания производиться электронасосом,
включение которого осуществляется по
мере надобности от отдельного выключателя.
