Технические характеристики сварочного аппарата: Технические характеристики Сварочный аппарат Зубр СА-220, описание и инструкция в интернет-магазине Корпорация Центр
Содержание
Технические характеристики — инверторный сварочный аппарат Ресанта САИ-190К (MMA)
Mma сварочные аппараты дуговой сварки электродами
- Персональная скидка
Характеристики инверторный сварочный аппарат Ресанта САИ-190К (MMA)
Арт. X131102296
- Персональная скидка
Дарим скидки за
вход в личный кабинет
Арт. X131102296
Характеристики
Производитель | |
Макс. мощность, кВт | 7.15 |
Макс. сварочный ток MMA, А | 190 |
Напряжение сети, В | 220, 230 |
Мин. сварочный ток MMA, А | 10 |
Напряжение холостого хода MMA, В | 80 |
Вес, кг | 3. 55 55 |
Все характеристики
Дарим скидки за
вход в личный кабинет
С этим товаром смотрят
1 150 ₽
Электроды Esab ОК 46.00 3.0мм (2.5кг)
Сварочная маска Ресанта МС-6 65/60, смотровое окно 90х35 мм
Смазка для буров Gazpromneft, 100 г.
4 266 ₽
4 740 ₽
Угловая шлифмашина Stanley STGS9125D + 5 отрезных кругов
-474 ₽
Маска сварщика Start Black Mask 51ST301, смотровое окно 90х35 мм
Спилковые краги РосМарка, пятипалые, без подкладки (пара)
Краги спилковые с подкладкой красные РосМрака 004 КЕ1470 (пара)
Отрезной круг (125x1x22 мм)
Отрезной круг (125×1,2×22 мм)
Нет в наличии
Электроды PlasmaTec Арсенал МР-3, 3 мм
Смотреть
Нет в наличии
Угловая шлифмашина DeWalt DWE4151D4 + Набор дисков
Смотреть
Нет в наличии
Многофункциональная смазка WD-40 200мл
Смотреть
Описание
Характеристики и комплектация
Документы
Рейтинги и отзывы
Где купить
Статьи и обзоры
Производитель
Антизалипание
Да Форсаж дуги
Да Горячий старт
Да Дисплей
Нет Класс товара
бытовой Макс.
 мощность, кВт
мощность, кВт7.15 Макс. сварочный ток MMA, А
190 Нет TIG сварка
Нет Напряжение сети, В
220, 230 Наличие сетевой вилки
Да Мин. диаметр электрода MMA, мм
1.6 Макс. диаметр электрода MMA, мм
5 ПВ на максимальном токе, %
70 Степень защиты
IP 21 Длина силовых кабелей, м
1.2, 1.8 Частота, Гц
50 Сертификат Накс
Нет Сварка алюминия
Нет Защита от перегрева
Да Пульт ДУ
Нет Мин.
 температура эксплуатации, °С
температура эксплуатации, °С-20 Макс. температура эксплуатации, °С
50 Габариты, мм
310х135х250 Сварочный провод
DX25 Класс изоляции
H инвертор Мин. сварочный ток MMA, А
10 Макс. потребляемая мощность, кВА
6.5 Напряжение холостого хода MMA, В
80 Коэффициент мощности
0.7 Мин. рабочее напряжение ММА, В
20.4 Макс. рабочее напряжение ММА, В
27.6 Тип охлаждения
принудительное Вес, кг
3.  55
55Страна производства
Китай Родина бренда
Латвия Нашли неточность в описании?
В комплекте
Инвертор
1 шт. Кабель с электрододержателем
1 шт. Кабель с клеммой заземления
1 шт. Паспорт изделия
1 шт. Упаковка
1 шт.
инвертор какой фирмы выбрать, технические характеристики аппаратов © Геостарт
Рубрика:
Ремонт и инженерка
Тема статьи затрагивает сварочный аппарат для дома и дачи, а именно, инвертор какой фирмы выбрать, на какие характеристики прибора надо обращать, делая выбор. Тема интересна тем, что сегодня многие владельцы частных домов некоторые виды работ по благоустройству участка стараются сделать самостоятельно. А, как показывает практика, без сварки здесь не обойтись. Поэтому будем разбираться в бытовых инверторах.
А, как показывает практика, без сварки здесь не обойтись. Поэтому будем разбираться в бытовых инверторах.
Что такое инвертор
По сути, это обычный выпрямитель тока, который отличается от сварочных трансформаторов тем, что он выдает высокую частоту, измеряемую в герцах. Как производится сварка инвертором:
- его подключают к сети переменного тока, где частота равна 50 Гц;
- ток в первую очередь попадает на выпрямитель, где выпрямляется, то есть становится постоянным;
- затем он сглаживается фильтром;
- а после попадает на инвертор, где опять преобразуется в переменный только с огромной частотой, равной 20-50 кГц;
- переменное напряжение при этом падает до значения 70-90 В;
- а сила тока возрастает до 100-200 А.
Все сварочные инверторы имеют небольшой вес и размеры. Потому что преобразование тока происходит не за счет ЭДС, которая образуется в катушках, а за счет высокочастотных токов. А для этого необходим маленький трансформатор.
А для этого необходим маленький трансформатор.
Классификация сварочных инверторов
Итак, переходим теперь непосредственно к теме – как выбрать сварочный аппарат (инвертор). В классификации прибора три вида:
- Бытовой, который нас интересует. Его сила тока варьируется в диапазоне 100-200 ампер. Оптимальный вариант выбора для начинающих сварщиков.
- Профессиональный. Здесь сила тока варьируется от 200 до 300 ампер. Такие модели в основном используются работниками ЖКХ и сотрудниками мелких фирм и цехов.
- Промышленный. Диапазон силы тока – 250-500 ампер. Такие сварочные агрегаты применяются там, где необходим высококачественный сварной шов. Поэтому их используют в строительстве, в работах, связанных с прокладкой и сваркой трубопроводов, работающих под средним и высоком давлением.
Разобравшись с видами сварочных аппаратов для ручной сварки, переходим к обозначению их преимуществ перед другими.
Преимущества инверторов
Все выше обозначенные сварочные аппараты обладают одинаковыми достоинствами. А именно:
А именно:
- Всегда выдают стабильный ток, даже при скачках напряжения в питающей сети. А это гарантия ровного сварочного шва с равномерной проваркой металла.
- Небольших размеров шов, который по своим характеристикам не ниже сделанных трансформаторами. Отсюда минимальный показатель разбрызгивания.
- В инверторах можно легко регулировать силу тока. То есть, сварка производится при оптимальных характеристиках для материалов разного происхождения.
- Из предыдущего – универсальность прибора. То есть им можно варить разные металлы: сталь, нержавейку, алюминий и прочее.
- Инверторы не перегреваются при работе, в них исключены перегрузки по току и прочее.
- Небольшой вес и размеры.
- Минимальное потребление электроэнергии. Этот показатель почти в два раза меньше, чем у сварочных трансформаторов.
Кроме этого рекомендуется при выборе сварочного аппарата для дома обратить внимание на следующие функциональные возможности агрегата.
- Самая большая проблема для новичков-сварщиков – разжечь дугу. Поэтому в инверторах присутствует функция «Hot Start». По сути, когда сварка только начинается, аппарат просто кратковременно увеличивает силу тока.
- Следующая функция – Antistick. Она решает проблему прилипания электрода к свариваемому металлу. То есть, если электрод все-таки прилип, оторвать его не проблема.
- И третья функция – Arc Force. Это практически тоже самое, что и Antistick. Отличие – электрод никогда не прилипает за счет повышения силы сварочного тока.
Выбираем сварочный инвертор по техническим характеристикам
Перед тем как выбрать сварочный аппарат для дома и дачи на 200 в, необходимо определиться, для каких целей он будет использован. Если нужно собрать дачные ворота и калитку, или приварить петли, или сварить конструкцию для теплицы и так далее, то выбирается прибор из категории бытовых. То есть со знанием силы тока, не превышающего 200 ампер. Не будем рассматривать другие варианты, потому что ими пользуются профессионалы.
Не будем рассматривать другие варианты, потому что ими пользуются профессионалы.
На что необходимо обратить внимание в первую очередь – на мощность агрегата, а точнее на номинальную силу тока. Эта характеристика обязательно производителем указывается в паспорте изделия. Что обозначает данное значение – максимальную силу тока, при котором прибор будет работать корректно, не перегреваться. Конечно, с учетом периода постоянной работы и времени отдыха.
К примеру, если свариваются стальные заготовки толщиною 3-4 мм электродом диаметром 3 мм. Для этого подойдет сварка аппаратом, у которого сила тока – 120 ампер. Но не стоит сразу приобретать его. Все дело в том, что:
- сварочный инвертор в этом случае будет работать на пределе своих возможностей, а это приведет к быстрому снижению эксплуатационного его ресурса;
- перепады напряжения в частных домах и на дачах – дело обычное, и в этом случае вместо 220 вольт напряжения на выходе, вы получите всего 180 в, а значит, номинальное значение сварочного тока будет ниже заявленной в паспорте.

Поэтому рекомендуется приобретать сварочный инвертор мощностью на 30% выше. То есть, если по расчетам вам потребуется прибор со сварочным током 120 А, то лучше купить агрегат на 160 А.
Внимание! Сварочные кабели длиною свыше 4 м также снижают силу сварочного тока. И это надо учитывать в обязательном порядке.
Для выполнения бытовых сварочных работ лучше приобретать аппараты с силой тока не меньше 160 А. В любом случае не прогадаете.
Сетевое напряжение
Это следующий шаг в выборе сварочного инвертора. Казалось бы, что может быть проще, ведь бытовые сварочные инверторы работают от обычной розетки, где напряжение 220 вольт. Надо отметить, тот факт, что инверторы бытового типа будут стабильно работать, если напряжение в сети будет в пределах 188-254 В. Это заложено производителями.
К сожалению, на загородных участках и дачах напряжение питающей сети оставляет желать лучшего. И оно может отличаться от номинального на 20% и выше. И здесь при выборе сварочного инвертора для дома необходимо обратить внимание на некоторые пометки в паспорте. А именно:
И здесь при выборе сварочного инвертора для дома необходимо обратить внимание на некоторые пометки в паспорте. А именно:
- может ли он подключаться к генератору, с помощью которого повышается напряжение в сети;
- или каков диапазон рабочего напряжения, будет ли он совпадать с понижением на 20%.
Если таких пометок нет, то такой прибор для дачи лучше не приобретать. Такие агрегаты подойдут для работы в городе, где напряжение более или менее стабильно.
И еще один момент. Опытные сварщики знают, что от качества сварочного инвертора зависит качество самой сварки. Поэтому свое предпочтение они отдают серьезным производителям, давно зарекомендовавших себя на рынке. Поэтому идем дальше, и, отвечая на вопрос, как выбрать сварочный инвертор, переходим к рейтингу агрегатов.
Рейтинг бытовых сварочных инверторов
Все рейтинги обычно составляются на отзывах специалистов и обычных потребителей. И наш основан на них.
WESTER IWT200
Этот сварочный инвертор располагается в среднем ценовом диапазоне, поэтому не все домашние сварщики его выбирают. А зря. Вот его технические характеристики:
А зря. Вот его технические характеристики:
- сила тока максимальная – 200 А;
- работает при напряжении 170 В;
- мощность агрегата – 4,8 кВт;
- диаметры используемых электродов: 1,6-5 мм;
- вес – 5,87 кг;
- есть все функциональные возможности.
Очень важный момент – плата управления является отдельным элементом, что дает возможность упростить ремонт прибора. Единственный недостаток – прибор не предназначен для выполнения сложных сварочных работ.
Aurora MINIONE 1800
Это более дешевая модель, чем предыдущая, отсюда ее серьезная популярность среди дачников. Но это сварочный инвертор со стандартным набором функций и технических характеристик:
- номинальное потребляемое напряжение – 220 В ±10%;
- максимальная сила сварочного тока – 180А, его можно понижать до 20 А, что очень удобно;
- весит агрегат 5 кг.
Сварог PRO ARC 160
Ценовая составляющая средняя. Эту модель изготовили специально для того, что с ее помощью можно было проводить не только электросварку, но и аргонодуговую. Правда, для этого надо дополнительно прикупить вентильную горелку. Она в комплектацию инвертора не входит.
Эту модель изготовили специально для того, что с ее помощью можно было проводить не только электросварку, но и аргонодуговую. Правда, для этого надо дополнительно прикупить вентильную горелку. Она в комплектацию инвертора не входит.
Что касается технических характеристик:
- напряжение в сети – 220 ±15%;
- сила сварочного тока от 10 до 160 А;
- диаметр используемых электродов от 1,5 до 3,2 мм;
- вес 4,7 кг;
- все функциональные возможности присутствуют.
Большое количество потребителей отметили, что инвертор часто отключается, если напряжение в сети падает, а сам процесс сварки проводился с использованием кабеля длиною больше 5 м. То есть два фактора играют здесь большую роль.
Ресанта САИ 190ПРОФ
Это один из самых дорогих сварочных аппаратов. Но он обладает отличными техническими характеристиками:
- минимальное напряжение питающей сети – 100 В;
- максимальная сила тока для сварки – 190 А;
- можно варить электродами до 5 мм;
- можно подключать к генератору мощностью до 4,6 кВт;
- все функциональные возможности присутствуют.
Эта марка в России очень популярна. И эта модель одна из лучших. Но в нашем рейтинге она не на самой вершине. Причина – несколько отрицательных отзывов на строительных форумах.
MARS MMA 2000
Многие могут сказать, что популярность этой модели зависит от стоимости, которая находится в низком ценовом сегменте. Но это не так на самом деле, потому что этот сварочный инвертор проявил себя только с положительной стороны. И об это свидетельствуют отзывы.
Что касается технических характеристик, то:
- сила сварочного тока в диапазоне 10-160 А;
- напряжение 220±10%;
- вес – 7 кг.
По сути, это модель со стандартными характеристиками, но очень надежна. У нее один из самых высоких коэффициентов полезного действия – 85%.
КЕДР MMA 220F
Один из самых надежных аппаратов, цена которого находится в среднем сегменте. У него стандартная комплектация, но если отдельно приобрести горелку и баллон с газом, то можно получить аргоновую сварку.
Технические характеристики:
- работает при минимальном напряжении в сети – 140 В;
- сила сварочного тока в диапазоне от 20 до 220 А;
- диаметр используемых электродов 1,6-5 мм;
- вес – 5 кг;
- функции присутствуют в полном объеме.
Итак, мы обозначили рейтинг, который отвечает на поставленный темой вопрос, а именно, какой сварочный инвертор лучше. Конечно, рейтингом нельзя утверждать, что остальные модели и марки, присутствующие на рынке, хуже описанных выше. Более подробно с сварочным оборудованием можно ознакомиться в aspmarket.ru
И еще один момент. Ценовая составляющая, разделенная на сегменты, никоим образом не влияет на качество сварочных аппаратов. Просто в дешевых инверторах отсутствуют какие-то функции, ниже технические характеристики, слабее защита и так далее. Во всем остальном, это все те же сварочные приборы, которыми можно на дачах проводить сварочные работы без потери качества соединения.
Коротко о главном
На что рекомендуют обратить внимание специалисты, перед тем как выбрать инверторный сварочный аппарат. Если это касается технических характеристик, то на вилку питающего напряжения. Чем шире диапазон, при которых инвертор может работать, тем лучше. На силу тока. Чем больше этот показатель, тем шире предел проводимых сварочных операций. Функциональные возможности упрощают сварку для новичков.
автор Калмыков Тимофей |
сварочное оборудование
| Применяемые волокна | Количество волокон | Одиночное |
| Типы волокна | SM (ITU-T G.652/G.657), MM (ITU-T G.651), DS (ITU-T G.653), NZDS (ITU-T G.655) | |
| Размеры волокна | Диаметр кварцевой оболочки 80 … 150 мкм Диаметр покрытия 100 … 3000 мкм | |
| Длина скола | 5…16 мм | |
| Установка волокна | Держатель волокна FH-70-250 (опция) | Диаметр покрытия 250 мкм (длина скола 5…13 мм) |
| Держатель волокна FH-70-900 (опция) | Диаметр покрытия 900 мкм (длина скола 5…13 мм) | |
| Держатель волокна FH-70-160 (опция) | Диаметр покрытия 160 мкм (длина скола 5…13 мм) | |
| Держатель волокна FH-60-DC250 (опция) | Диаметр покрытия 250 мкм (длина скола 5…13 мм) Для Drop-кабеля | |
| Держатель волокна FH-60-IDC250 (опция) | Диаметр покрытия 250 мкм (длина скола 5…13 мм) Для Indoor-кабеля | |
| Держатель волокна FH-60-LT900 (опция) | Диаметр покрытия 900 мкм (длина скола 5…13 мм) Для свободного буфера | |
| Держатель волокна FH-FC-20 (опция) | Диаметр покрытия 2 мм (длина скола 5…13 мм) Для патчкорда 2 мм | |
| Держатель волокна FH-FC-30 (опция) | Диаметр покрытия 3 мм (длина скола 5…13 мм) Для патчкорда 3 мм | |
| Юстировка волокна | Активная юстировка по сердцевине волокна | |
| Режимы сварки | Количество режимов | 100 |
| AUTO | Автоматическое распознавание волокна (SM/MM/DS/NZDS) Независимая калибровка дуги Авто фокусировка | |
| SM-AUTO | Для SM-волокон (ITU-T G. 652) 652)Независимая калибровка дуги | |
| MM-AUTO | Для MM-волокон (ITU-T G.651) Независимая калибровка дуги | |
| DS-AUTO | Для волокон со смещенной дисперсией (ITU-T G.653) Независимая калибровка дуги Авто фокусировка | |
| NZ-AUTO | Для волокон с ненулевой смещенной дисперсией (ITU-T G.655) Независимая калибровка дуги Авто фокусировка | |
| SM-FAST | Для SM-волокон (ITU-T G.652) Быстрая сварка с минимумом функций | |
| Другие | Режимы обычной сварки Режимы сварки вручную Режимы внесения потерь в месте сварки Режим, программируемый пользователем | |
| SM (ITU-T G.652) | 0,02 дБ | |
| MM (ITU-T G.651) | 0,01 дБ | |
DS (ITU-T G. 653) 653) | 0,04 дБ | |
| NZDS (ITU-T G.655) | 0,04 дБ | |
| Возвратные потери | 60 дБ и выше | |
| Время сварки | Режим FAST | 7 сек для стандартного SM-волокна |
| Оценка потерь на сварном соединении | Для точной оценки потерь принимаются во внимание несколько типов деформации сердцевины, а также смещение оси сердцевины | |
| Функция внесения потерь в месте сварки | Создание фиксированного аттенюатора, 0,1 … 15 дБ с шагом 0,1 дБ | |
| Печка для термоусадки | Количество режимов | 30 |
| Режимы термоусадки | Slim (60 мм) | Для КДЗС Fujikura Slim (60 мм) |
| FP-03 (60 мм) | Для КДЗС Fujikura FP-03 (60 мм) | |
| FP-03 (40 мм) | Для КДЗС Fujikura FP-03 (40 мм) | |
| FPS01-400-20/25/34/40 | Для КДЗС Fujikura FPS01-400-20/25/34/40 | |
| FPS01-900-25/34/45 | Для КДЗС Fujikura FPS01-900-25/34/45 | |
| FP-04T/FP-05 | Для КДЗС Fujikura FP-04T/FP-05 | |
| Время термоусадки | Slim (60 мм) | 9 сек |
| FP-03 (60 мм) | 13 сек | |
| FP-03 (40 мм) | 17 сек | |
| Микрогильзы Fujikura | 5…16 сек | |
| FP-04T | 25 сек | |
| FP-05 | 30 сек | |
| Автоматическая печка для термоусадки | Автоматическое закрытие крышки и автостарт печки при размещении в печке сварного соединения Автостарт печки возможен также при закрытии крышки | |
| Хранение результатов сварки | Количество сварок | 20 000 |
| Количество изображений | 100 | |
| Данные сварки | Дата, режим сварки, сообщение об ошибке, потери на сварке, угол скола, смещение осей, порог угла скола, порог потерей на сварке, мощность дуги, время дуги | |
| Калибровка дуги | В режиме реального времени | Мощность и время дуги автоматически калибруются в режиме реального времени по свечению оболочки в течение разряда Применяется во всех режимах сварки AUTO |
| Автоматическая | Мощность и время дуги автоматически калибруются на основании предыдущего разряда Применяется во всех режимах сварки AUTO | |
| Вручную | Ручная функция калибровки дуги по измерению величины плавления волона | |
| Тестер | Работает с прижимами и держателями волокна | |
| Нагрузка | 1,96…2,25 Н | |
| Ресурс электродов | 5000 сварок | |
| Ветрозащитная крышка | Автоматическое открытие и закрытие ветрозащитной крышки Автостарт сварки при закрытии ветрозащитной крышки | |
| Условия эксплуатации | Высота | 0…5000 м над уровнем моря |
| Влажность | 0…95% без конденсации | |
| Температура | -10…+50?C | |
| Скорость ветра | 0. ..15 м/с ..15 м/с | |
| Условия хранения | Влажность | 0…95% без конденсации |
| Температура | -40…+80?C | |
| Температура длительного хранения с батареей | -20 … +30?C | |
| Размеры и вес | Размеры | 170х173х150 мм без учета защитного бампера |
| Вес | 2,8 кг с батареей BTR-15 | |
| Отображение изображения волокна | Способ просмотра | 2 CMOS камеры для перекрестного просмотра волокна |
| Монитор | Цветной сенсорный ЖК-экран 5 дюймов | |
| Переворот изображения | Ориентация экрана регулируется автоматически в соответствии с положением монитора Изображение волокна автоматически переворачивается в соответствии с положением монитора | |
| Увеличение просмотра волокна | 320х для просмотра по осям X или Y 200х для одновременного просмотра по осям X и Y | |
| Электропитание: Сетевой адаптер | Модель | ADC-20, внешний |
| Вход переменного тока | Напряжение: 100…240 В Ток: Максимум 1,5 А Шнур питания: шнур 3-pin с заземлением, ACC-15 | |
| Выход постоянного тока | Напряжение: 12 В Ток: Максимум 7 А | |
| Электропитание: Адаптер постоянного тока | Модель | DCA-03 (опция) |
| Вход постоянного тока | Напряжение: 10…15 В Ток: Максимум 7 А | |
| Выход постоянного тока | Напряжение: 10…15 В Ток: Максимум 7 А | |
| Электропитание: батарея | Модель | BTR-15 |
| Тип | Съемная перезаряжаемая литиевая батарея Выходное напряжение 14,4 В, емкость 6 380 мАч | |
| Время зарядки | 5 часов | |
| Условия эксплуатации | Температура зарядки: 0…40?C Температура эксплуатации: -10…50?C Батарея должна быть полностью разряжена и заряжена каждые 6 месяцев для предотвращения эффекта памяти | |
| Условия длительного хранения | Температура хранения: -20…30?C Батарея должна полностью заряжаться каждые 6 месяцев для предотвращения химических повреждений, вызванных полной разрядкой | |
| Количество циклов сварки | 300 циклов сварки и термоусадки при следующих условиях: Батарея до ухудшения свойств Комнатная температура Должна быть включена функция сохранения энергии Цикл сварки и термоусадки — 2 минуты | |
| Ресурс батареи (снижение емкости вдвое) | 500 циклов заряда/разряда батареи при нормальной эксплуатации | |
| Интерфейсы | USB-интерфейс 1 | Статус: slave Применение: передача данных и видеосигнала на компьютер Тип разъема: Mini-B Модель: USB2.  0 0 |
| USB-интерфейс 2 | Применение: подключение светодиодной лампы подсветки Тип разъема: A type Модель: USB2.0 | |
| Интерфейс термостриппера | Применение: электропитание для термострипперов Fujikura RS02, RS03 Тип разъема: 6-pin Mini-DIN Электропитание: 12 В, 1 А | |
| Беспроводное соединение | Bluetooth® Частота 2400 МГц Схема модуляции DSSS Зона приема 10 м | |
| Кейс для переноски | Включает рабочий столик и ремень для переноски | |
| Программное обеспечение | Обновление ПО Fujikura 86S+ через Интернет при выходе новой версии | |
| Защита от пыли, влаги и ударов | Защита от падения на любую сторону с высоты 76 см Защита от пыли размером 0,1…500 мкм Защита от осадков до 10 мм/час | |
| Соответствие стандартам | RoHS EMC LVD PFOS | |
| Применение Fuse коннекторов | Система Fujikura FuseConnect | |
5 параметров сварки (аббревиатура CLAMS)
Создание наплавленного валика нужного размера, формы и глубины зависит от многих факторов.
Студенты, изучающие электродуговую сварку, запоминают большинство из них, повторяя аббревиатуру CLAMS, поскольку каждая буква обозначает параметр сварки.
5 параметров сварки
Вот список 5 параметров сварки:
- C текущий
- L Длина дуги
- А угол
- M манипуляция
- S пед
Ток
Сила тока, как правило, определяет размер и проплавление наплавленного валика, когда вы перемещаете горелку с нужной скоростью.
Сварщики обращаются к таблицам от производителей сварочных аппаратов и электродов или к спецификациям процедур сварки (WPS) для своих текущих настроек или пробуют сварку на образцах листов одинаковой толщины, чтобы увидеть, что работает лучше всего.
Длина дуги
То, насколько близко сварщик держит дугу проволоки или сварочного электрода к рабочим пластинам, может влиять на количество тока и тепла, поступающих в соединение.
При приближении к рабочим пластинам ток и тепло в сварном шве остаются высокими. Если держать дальше, электрод выделяет меньше тепла и больше брызг.
Как правило, при сварке электродом длина дуги должна соответствовать диаметру металла электрода.
Другими словами, если вы используете 1/8-дюймовый стержень, держите его на расстоянии 1/8 дюйма от поверхности сустава. Вы можете увеличить длину дуги, чтобы уменьшить нагрев сварочной ванны или ограничить отложение металла сварного шва.
При работе с подачей проволоки (например, при сварке MIG или порошковой проволокой) проволочный электрод держится на большем расстоянии от соединения, чем при сварке электродом.
Это потому, что дуга более концентрированная и, следовательно, способна прожигать металл.
По этой причине учащиеся также изучают разницу между вылетом электрода (длина провода от контактного наконечника) и расстоянием от контакта до рабочего места.
Изменения в ESO или CTWD влияют на ток, поступающий в соединение, независимо от настройки скорости проволоки на машине.
Угол
При сварке необходимо помнить о двух углах горелки:
- Рабочий угол
- Угол перемещения
Рабочий угол
Рабочий угол, представляющий собой отношение между соединением и горелкой (или стержнем).
В идеале вы должны держать горелку перпендикулярно или под углом 90 градусов к стыку. Большим исключением из правил являются Т-образные соединения, где рабочий угол варьируется от 30 до 50 градусов.
Угол хода
Угол перемещения — это отношение между резаком и линией перемещения. Чтобы увидеть стык и ванну, сварщик может наклонить стержень до 10 градусов по направлению движения или иногда против направления движения.
Как вы можете видеть на первой диаграмме, угол резака по отношению к заготовке (слева) составляет 90 градусов, что позволяет максимальному нагреву и току сфокусироваться на стыковом соединении с открытой канавкой. (Думайте об этом как о виде спереди на рабочие пластины. )
)
На диаграмме справа угол перемещения показывает наклон вдоль соединения на 5-10 градусов. Это дает сварщику лучший обзор того, что происходит в ванне.
Когда вы перетаскиваете горелку или электрод, наклон направляется в сторону лужи, что способствует проникновению и получению толстого валика. Когда вы толкаете, наклон происходит в сторону от лужи, что ограничивает проникновение тепла в основной металл.
Манипуляции
Это относится к движению руки сварщика, направляющей электрод вдоль соединения.
Достижение врезки в пальцах имеет первостепенное значение, но также важно контролировать проникновение и нагрев.
Как описано в статье о типах бусин, переплетение, взмахивание, перетаскивание или толкание являются примерами манипуляций.
Скорость
Если двигаться слишком быстро, размер сварного шва будет маленьким, и провар будет недостаточным.
Двигайтесь слишком медленно, и в итоге вы получите толстый сварной шов и, вероятно, слишком много тепла попадет на ваши рабочие пластины.
На следующей диаграмме показано, как некоторые переменные CLAMS влияют на сварной шов:
В последних двух примерах «WFS» означает скорость подачи проволоки, с помощью которой аппараты для сварки MIG и порошковой проволокой регулируют ток.
Обратите внимание, что при слишком высоком напряжении буртик становится широким и плоским. Кроме того, при слишком низком уровне напряжения сварной шов располагается поверх основного металла, а не проникает в него. Таким образом, напряжение определяет общий профиль или геометрию сварного шва.
При сварке электродом сварщик напрямую устанавливает напряжение, но не ток, поэтому аппараты называются постоянным током (CC).
При сварке MIG/флюсовой проволокой аппараты обеспечивают постоянное напряжение (CV), поэтому сварщик обычно только устанавливает ток.
Некоторые машины с палочками также имеют настройку, известную как Dig. Этот параметр позволяет увеличить ток сверх установленной выходной силы, если дуга начинает гаснуть.
Хотя на приведенных выше фотографиях этого не видно, слишком длинная дуга может вызвать пористость (пузырьки воздуха) внутри сварного шва, брызги на основной металл и подрезы на концах шва. Дополнительную информацию по этому вопросу см. в статье «Дефекты сварки».
Другие переменные, которые необходимо учитывать
Помимо CLAMS, при планировании операции сварки следует учитывать еще несколько переменных:
Проектирование и сборка соединений
Способ подготовки рабочих плит (или стационарной конструкции) к сварке может повлиять на результат операции больше, чем что-либо другое.
Соединения, скошенные кромки, шлифованные приповерхностные поверхности и поверхности должны быть гладко и однородно совмещены перед началом сварки. Не должно быть никаких заусенцев, зазоров или ровности.
Будучи студентом, легко предположить, что как только металл нагреется, все ляжет естественным образом, и все маленькие шероховатости исчезнут, как по волшебству.![]()
На самом деле, вы можете усугубить ситуацию, если не потратите время на правильную примерку.
Излишне говорить, что угол скошенных сторон должен соответствовать толщине металла и используемому процессу сварки. (При сварке MIG возможны более крутые углы, чем при сварке электродом.)
Вы также должны прихватить свои листы и использовать зажимы, если это необходимо, чтобы предотвратить смыкание соединения перед сваркой или другие деформации, вызванные теплом.
Заблаговременная очистка кромок сварных швов также важна. Хотя некоторые стержневые электроды предназначены для проникновения через ржавчину и прокатную окалину, эти примеси все же могут вызывать проблемы. И хотя с низкоуглеродистой сталью работать намного легче, чем с другими металлами, вам все же следует взять за привычку очищать или шлифовать участки, которые вы планируете сваривать.
Размер
Толщина основного металла должна учитываться при принятии решения о том, какой диаметр электрода, стержня, проволоки или наконечника горелки вы используете для сварки, а также от ваших настроек напряжения, скорости проволоки и/или тока.
Существует множество других факторов размера, которые следует учитывать, но обычно на первом месте стоит толщина металла.
Рассеивание тепла
Различные металлы по-разному рассеивают тепло. Масса ваших заготовок также оказывает влияние: более мелкие заготовки нагреваются намного быстрее, чем большие и тяжелые.
Низкоуглеродистая сталь может быть очень щадящей при перегреве, но другие металлы могут потерять прочность на растяжение или другие качества, если вы не контролируете тепло, входящее и выходящее из пластин или трубы.
По мере того, как вы будете больше узнавать о химических и механических свойствах различных металлов и сплавов, вы, возможно, решите включить предварительную или последующую термообработку ваших деталей в сварочную операцию.
Закалка пластин после сварки (для их охлаждения) — это практика, которая обычно не одобряется после первого семестра школы сварщиков. Это связано с тем, что закалка оказывает своего рода травмирующее воздействие на металл и может сделать его хрупким.
Класс металлургии знакомит сварщиков со многими формами термической обработки и их преимуществами, такими как закалка, отпуск и отжиг.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
 Наша номенклатура изделий также включает сварочный аппарат MMA на основе инвертора и сварочный аппарат TIG на основе инвертора.
Наша номенклатура изделий также включает сварочный аппарат MMA на основе инвертора и сварочный аппарат TIG на основе инвертора. 10.00
10.00 Все права защищены (Условия использования)
Все права защищены (Условия использования)Сварка: значение, характеристики и конструкция | Отрасли
РЕКЛАМА:
В этой статье мы обсудим: 1. Значение сварки 2. Преимущества сварки перед другими соединениями 3. Сварочное излучение 4. Свариваемость металлов 5. Этапы выполнения сварки 6. Характеристики 7. Зона термического влияния (ЗТВ) в Сварка 8. Последние тенденции 9. Дизайн 10. Контроль качества 11. Проверка окончательных сварных швов и некоторые другие.
Комплектация:
- Значение сварки
- Преимущества сварки перед другими соединениями
- Сварочное излучение
- Свариваемость металлов
- Этапы выполнения сварки
- Характеристики сварочного процесса
- Зона термического влияния (ЗТВ) при сварке
- Последние тенденции в области сварки
- Конструкция для сварки
- Контроль качества сварки
- Проверка окончательных сварных швов
- Сварка и области ее применения
- Компьютеризация технологии сварки
- Здоровье и безопасность при сварке
- Аттестация процедур сварки, производительности сварщиков и расходных материалов для сварки
1. Значение
Значение
сварки:
РЕКЛАМА:
Термин «сварка» используется для обозначения широкого спектра методов склеивания. В широком смысле процесс сварки можно разделить на сварку плавлением и сварку в твердой фазе.
Сварка плавлением — это процесс соединения двух металлических частей с применением тепла. Две соединяемые детали соединяются вместе, нагреваются, часто с добавлением присадочного металла, пока они не расплавятся и не затвердеют при охлаждении.
Тепло может выделяться несколькими способами, а именно. сжигание топливного газа с кислородом (кислородно-ацетиленовая газовая сварка), электрическая дуга, электрический нагрев сопротивлением, плазменная дуга, электронные лучи, лазерный луч и т. д. Наряду с применением тепла в некоторых случаях также применяется давление для лучшего действия. присоединения.
Для дополнительной прочности иногда также используется наполнитель. Это очень древнее искусство, и оно началось с соединения металлов путем нагревания их до очень высокой температуры (достаточной для образования сцепления) и последующего ковки.
РЕКЛАМА:
Различные способы приложения давления для осуществления сварки: удар молотком и прокатка. При сварке без приложения давления металлы переводятся в жидкое состояние и соединяются каким-либо присадочным материалом.
Сварные швы в твердой фазе производятся путем тесного контакта чистых поверхностей компонентов для получения металлической связи с применением тепла или без него, но приложение давления необходимо для индукции пластического течения.
В настоящее время разработаны многие процессы сварки, и, вероятно, нет ни одной отрасли, которая не использует процесс сварки при изготовлении своей продукции в той или иной форме. Это самый быстрый и простой способ изготовления и сборки металлических деталей.
Исследования, проведенные в этой области, дали различные способы и методы сварки практически всех металлов. Были также найдены способы сварки разнородных металлов. Одна из прелестей сварки по сравнению с другими процессами соединения металлов заключается в том, что с помощью этого процесса мы можем получить более 100% прочности соединения, и это очень простой процесс.
РЕКЛАМА:
Мы будем иметь дело со всеми различными процессами сварки, используемыми в наши дни, оборудованием, используемым для каждого процесса, способами подготовки соединения и различными необходимыми операциями.
В настоящее время сварка широко используется в следующих областях:
я. Автомобильная промышленность,
ii. Рамы авиационных машин,
РЕКЛАМА:
III. Строительные работы,
ив. Танки,
v. Ремонт машин,
VI. Судостроение, изготовление трубопроводов для тепловых электростанций и нефтеперерабатывающих заводов,
РЕКЛАМА:
VII. Изготовление металлоконструкций.
В настоящее время существует большая конкуренция между процессами сварки и литья.
В настоящее время многие литые изделия изготавливаются путем сварки различных деталей. Преимущество такой конструкции в том, что изделия легче и прочнее. Газовая резка – еще одна область применения сварочного процесса, играющая очень важную роль в промышленности.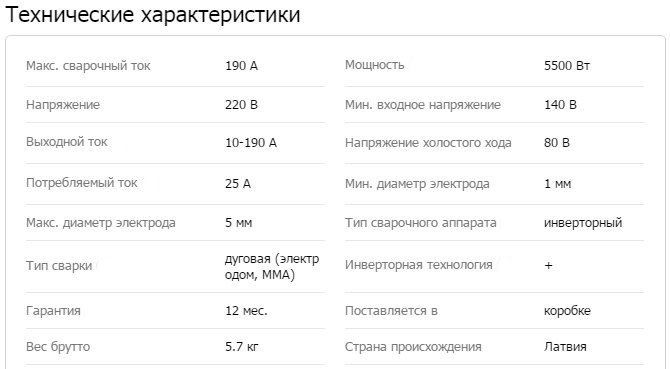
2. Преимущества сварки перед другими соединениями
:
я. Здания, мосты и сооружения можно строить легче и, следовательно, выше за счет уменьшения веса.
ii. Они дешевы также из-за снижения веса и стоимости материалов. Дополнительную прочность соединения можно получить, используя элементы конструкции значительно меньшего размера. Соединения компактны и не требуют дополнительных пластин, как в случае заклепочных соединений.
III. Сварные соединения обладают более высокой коррозионной стойкостью по сравнению с болтовыми и заклепочными соединениями.
ив. Сварные соединения герметичны для резервуаров и сосудов.
v. Сварные конструкции можно легко и экономично модифицировать.
VI. В сварных соединениях возможно множество различных типов соединений.
3. Сварочное излучение
:
Сварка производит лучи с большей длиной волны по сравнению с рентгеновскими лучами или гамма-лучами. Их можно разделить на лучи видимого света, инфракрасные лучи и ультрафиолетовые лучи. Испускаемые видимые световые лучи могут вызвать напряжение глаз и общий дискомфорт.
Их можно разделить на лучи видимого света, инфракрасные лучи и ультрафиолетовые лучи. Испускаемые видимые световые лучи могут вызвать напряжение глаз и общий дискомфорт.
Ультрафиолетовые лучи невидимы и могут вызвать ожоги на незащищенной коже. Инфракрасные лучи имеют более длинную длину волны, и они производят тепло, когда они ударяются о поверхность и поглощаются ею. Длительное воздействие может вызвать ожоги кожи.
Защита сварщиков :
Сварщики должны защищать себя от искр, горячего металла, ультрафиолетовых, инфракрасных и видимых световых лучей, сварочного дыма и других опасностей. Сварщик должен носить куртку или рукава сварщика из кожи или джинсовой ткани, кожаные леггинсы, кожаные сварочные перчатки, плотно прилегающие к рукавам куртки, и сапоги с высоким голенищем. Одежда должна сидеть достаточно плотно, чтобы на открытые участки кожи не попадали искры или ультрафиолетовые лучи. Необходимо носить защитные очки или очки с защитными линзами и боковыми щитками.
Сварные соединения :
Тип соединения определяется относительным положением двух соединяемых деталей. Существует около пяти основных типов соединений, наиболее часто используемых в сварочных процессах. К ним относятся стыковые соединения, соединения внахлестку, Т-образные соединения, угловые соединения и краевые соединения.
Последние четыре типа также называются угловыми швами. Обычно подготовка кромок не требуется, поэтому их производство дешевле, чем сварка встык. Рис. 9.8 (а) показаны различные типы угловых швов, а на рис. 9.9 (б) показана терминология, используемая для угловых швов.
Угловые сварные швы не требуют подготовки кромок. Можно отметить, что одиночный угловой шов достаточно прочный, так как сплавление происходит по всей толщине листа.
Сварные детали:
Рис. 9.9 (а) и 9.9 (б) показаны все части сварного шва и используемая терминология.
Обозначение сварки:
Согласно Американскому обществу сварщиков (AWS), стандартное обозначение сварки и важные особенности обозначения сварки показаны на рис. 9.10. Он указывает тип и спецификацию сварного шва.
9.10. Он указывает тип и спецификацию сварного шва.
Основные обозначения сварных швов для различных типов сварных швов:
На рис. 9.11 (b) ниже показано, как использовать эти символы сварки.
4. Свариваемость металлов
:
Термин свариваемость был определен Американским обществом сварщиков как «способность металла свариваться в условиях изготовления, вводимых в конкретную, соответствующим образом спроектированную конструкцию, и удовлетворительно работать в предполагаемых условиях эксплуатации» .
Это означает, что если конкретный металл обладает хорошей свариваемостью, он должен легко поддаваться сварке, чтобы удовлетворительно работать в изготовленной конструкции, а также не должен требовать дорогостоящих или сложных и требовательных процедур для получения прочных соединений.
Существуют определенные сходства и различия между различными процессами сварки в зависимости от свариваемости металлов. Свариваемость любого металла может быть изменена физическими, химическими, термическими и металлургическими свойствами, т. Е. Использованием надлежащей технологии сварки, защитной атмосферы, флюса, присадочного материала и, в некоторых случаях, соответствующей термической обработкой металла до и после наплавки.
Свариваемость любого металла может быть изменена физическими, химическими, термическими и металлургическими свойствами, т. Е. Использованием надлежащей технологии сварки, защитной атмосферы, флюса, присадочного материала и, в некоторых случаях, соответствующей термической обработкой металла до и после наплавки.
Следующие металлы имеют хорошую свариваемость в порядке убывания:
а. Железо,
б. Углеродистая сталь,
в. Литая сталь,
д. Чугун,
эл. Низколегированные стали и
ф. Нержавеющие стали.
5. Этапы выполнения сварки
:
я. Идентификация сварных швов, тип соединения, расчет площади сварного шва по анализу напряжений, подготовка чертежа с указанием всех важных особенностей.
ii. Выбор подходящего процесса сварки в зависимости от наличия оборудования, квалификации персонала, металлургических требований и требований к качеству, наличия времени и общей экономии.
III. Процедура сварки, т.е. последовательность сварки (резка, очистка листов, подготовка кромок и т. д.), использование шаблонов и приспособлений, монтажная сборка, планирование процесса, методы испытаний и т. д.
ив. Выполнение сварочных работ с надлежащим контролем и контролем на всех этапах.
v. Удаление шлака, зачистка сварных швов.
VI. Снятие стресса правильным лечением.
VII. Контроль, предпочтительно неразрушающими методами на размерный, металлургический, дефектоскопию и др.
VIII. Улучшения на будущее, основанные на отзывах существующих систем, чтобы избежать дефектов.
6. Характеристики процесса сварки
:
а. Скорость осаждения:
Масса отложенного металла (кг) за определенный период времени (час).
б. Эффективность наплавки (также называемая эффективностью электрода при дуговой сварке):
Это отношение веса осаждения к весу плавления. Она составляет порядка 60—75 % при дуговой сварке в защитных газах, 85—90 % для дуговой сварки порошковой проволокой, 90—95 % для дуговой сварки металлическим электродом в среде защитного газа, 90—100 % для дуговой сварки вольфрамовым электродом в среде защитного газа и около 95 % для дуговой сварки под флюсом.
Она составляет порядка 60—75 % при дуговой сварке в защитных газах, 85—90 % для дуговой сварки порошковой проволокой, 90—95 % для дуговой сварки металлическим электродом в среде защитного газа, 90—100 % для дуговой сварки вольфрамовым электродом в среде защитного газа и около 95 % для дуговой сварки под флюсом.
г. Коэффициент эксплуатации:
Это отношение общего фактического времени сварки ко времени, которое оператор тратит на выполнение сварки. Для дуговой сварки металлическим электродом в защитных газах и сварки вольфрамовым электродом в среде защитного газа она составляет порядка 20—30 %, для дуговой сварки в среде защитного газа (ручной) — 50 %, для автоматической дуговой сварки металлическим электродом и сварки под флюсом — 100 %.
д. Проникновение:
Это важная характеристика сварки плавлением, представляющая собой отношение ширины сварного шва к его глубине. Он составляет порядка 1,25 для дуговой сварки в среде защитного газа, 2,5 для дуговой сварки в защитных газах, 5 для плазменной дуговой сварки и 15 для электронно-лучевой сварки.
Сварочный процесс с большей проникающей способностью требует узкой канавки, меньшей зоны термического влияния и деформации, а также меньшего расхода присадочного металла.
эл. Скорость сварки:
Скорость, с которой движется электрод или происходит осаждение.
ф. Потребление тепла:
Выражается как:
Он составляет порядка 0,1—0,6 для электронно-лучевой сварки и лазерной сварки, 0,3—1,5 для дуговой сварки вольфрамовым электродом в среде защитного газа, 0,5—3 для дуговой сварки в среде защитного газа и электродуговой сварки в защитных газах, 1—10 для дуговой сварки под флюсом и 5—50 для электрошлаковой сварки.
г. Удельная мощность:
Это интенсивность тепла, выраженная в Вт/м 2 . Проплавление сварного шва пропорционально плотности мощности.
Порядка от 5 x 10 6 до 5 x 10 8 Вт/м 2 для дуговой сварки в защитных газах и дуговой сварки в среде защитного газа, 5 x 10 6 — 5 x 10 10 Вт/м 2 для плазменной сварки, от 10 10 до 10 12 Вт/м 2 для процессов электронно-лучевой и лазерной сварки.
7. Зона термического влияния (ЗТВ) при сварке:
ЗТВ стали представляет собой область, нагретую от температуры AC 1 до температуры чуть ниже температуры плавления. При сварке плавлением материал вблизи сварного шва испытывает большие термические колебания.
Некоторые металлургические изменения в ЗТВ имеют место. Это могут быть основные фазовые изменения матрицы или процесс осаждения. Даже в материалах, не демонстрирующих фазового перехода или осаждения во время сварки, может происходить рекристаллизация и рост зерен.
ЗТВ играет важную роль в определении холодного растрескивания сварного шва, ударной вязкости, водородного охрупчивания, коррозионного растрескивания под напряжением и т. д. в суровых условиях эксплуатации. Поэтому желательно детальное изучение ЗТВ.
Ширину ЗТВ можно оценить по пиковым температурам, полученным экспериментально в дискретных точках от осевой линии сварного шва. Изменение микроструктуры в разных зонах сварки можно проследить по фото-макро- и микрофотографиям.
Термические циклы, связанные с дуговой сваркой и сваркой под флюсом, создают зону термического влияния (ЗТВ). Наблюдались отдельные случаи растрескивания при повторном нагреве в этих зонах. Таким образом, считается, что они наносят ущерб целостности компонента.
Однако при улучшении основных металлов и методов сварки (низкое тепловложение 20 кДж/см, малый угол атаки, большое перекрытие и использование технологии отпускных валиков на сварной башмаке) можно обеспечить преобладающую мелкозернистую микроструктуру в стыковом шве ЗТВ. Эта тонкая структура под жесткой закалкой термического цикла сварки и отпуском послесварочной термообработки (PWHT) достигает высокого уровня ударной вязкости.
8. Последние тенденции в области сварки:
Разрабатывается модель процесса дуговой сварки металлическим газом, которая будет связывать геометрию сварочной ванны с током, напряжением, скоростью подачи проволоки и скоростью сварки. Разрабатывается электронно-оптическая камера с лазерным усилением, обеспечивающая изображение сварочной ванны и электродной проволоки с почти полным подавлением света дуги.
Разрабатывается ультразвуковой преобразователь, который будет размещен рядом со сварочной горелкой для обеспечения прямых измерений плавления боковых стенок и проникновения в сварочную ванну. Он также будет обнаруживать пористость, несплавление и трещины в сварных швах по принципу «проход за проходом».
9. Конструкция для сварки:
Для получения наилучших результатов при проектировании сварки любого соединения необходимо учитывать следующие моменты.
1. Поверхности, которые должны быть соединены с помощью любого процесса сварки, должны быть достаточно чистыми, чтобы можно было соприкасаться с чистыми металлическими поверхностями.
2. Флюсы следует применять при сварке всех видов металлов, кроме низкоуглеродистой стали, чтобы образовавшийся при нагреве оксид растворялся и можно было получить прочные сварные соединения.
3. Выбор сварных соединений должен быть таким, чтобы удовлетворять требованиям конструкции, стоимости и практичности сварки.
Конечно, лучший сустав тот, который наименее дорог и удовлетворяет следующим требованиям:
(а) Интенсивность нагружения и его характеристики, т.е. создается ли нагрузка растяжением, сжатием или их комбинацией, и в какой степени играют роль изгибающие, усталостные или ударные напряжения.
(b) Эффект коробления при охлаждении и простота сварки, оба из которых влияют на внешний вид соединения.
(c) Стоимость подготовки стыка и фактическая стоимость сварки.
(d) Требуемое мастерство и тип навыков.
4. При условии, что физические свойства металла сварного шва равны или превосходят свойства основного металла, что обычно верно, правильно выполненные сварные швы с разделкой кромок не должны быть усилены за пределы минимальной глубины горловины.
5. Объем сварки, указанный для сварной конструкции, должен быть минимальным, т. е. соответствовать допустимым напряжениям в составных частях, таких как основной металл, болты и другие крепежные детали.
6. Поскольку сварка в горизонтальном положении, как правило, выполняется быстрее и вызывает меньшую усталость, чем сварка в других положениях, во время сварки конструкция должна быть сконструирована или расположена соответствующим образом, если это практически возможно.
7. Все сварные швы должны быть легко доступны для облегчения изготовления, испытаний и ремонта с минимальным вмешательством.
10. Контроль качества сварки:
Для успешной сварки соединений большего внимания заслуживает контроль качества. Руководство по контролю качества, подробно описывающее каждый этап контроля качества до, во время и после изготовления изделия, должно быть подготовлено для обеспечения того, чтобы не было сокращений, а для получения качественных сварных швов использовались надлежащее оборудование и методы.
Инспектор по сварке должен позаботиться о следующих моментах:
я. Убедитесь, что вся работа выполняется в соответствии с применимыми нормами или стандартами и что не допускаются никакие отклонения.
ii. Убедитесь, что основные металлы и присадочные металлы (электроды, проволока и т. д.) соответствуют техническим условиям и находятся в надлежащем состоянии.
III. Убедитесь, что сварочные машины и оборудование находятся в подходящем состоянии для получения приемлемых сварных швов.
ив. Убедитесь, что сварщики имеют достаточный опыт и квалификацию для выполнения работы.
v. Убедитесь, что подготовка соединения и подгонка соответствуют указанным на чертежах и находятся в пределах допусков.
VI. Осмотрите, оцените и отметьте все сварные соединения с минимальным визуальным осмотром.
VII. Обзор и оценка разрушающих и неразрушающих испытаний.
VIII. Убедитесь, что сварщики используют указанные методы для определенных приложений, позиций или электродов.
икс. Ведение необходимых записей и отчетов.
11. Проверка окончательных сварных швов:
Необходимо проверить следующие элементы:
а. Для угловых швов:
Для угловых швов:
я. Длина голени (разница длины голени на равнобедренных галтелях не должна превышать 3 мм).
ii. Выпуклость вершины шва (обычно допускается выпуклость заподлицо до 2,5 мм).
III. Длина шва.
б. Для разделочных швов:
я. Провар в корне для полного сплавления (у корня не должно быть видно ни заводской, ни несплавленной кромки).
ii. Выпуклость вершины шва (обычно допускается 3 мм). Кроме того, как угловые швы, так и швы разделки должны быть проверены на наличие следующих дефектов сварки.
III. Трещины — подрез — чрезмерное разбрызгивание — пористость — недолив.
Дефекты сварных швов оцениваются по следующим трем определяющим факторам: тип (шлаковые включения, трещины и т. д.), размер (небольшие шлаковые включения до 2 мм допускаются, но исключаются сверх этого) и расположение (несплошности на углах или концах сварных швов являются серьезными ).
12. Сварка и области ее применения:
Первоначально экономическое значение сварки осознавалось в основном для ремонта и утилизации всех видов изношенного и поврежденного металлического оборудования и деталей.
Экономия и улучшения, вызванные новейшими технологиями резки и сварки, сделали их выдающимся инструментом для производства, строительства и технического обслуживания.
Некоторые из его приложений перечислены ниже:
я. Замена литья:
Большое разнообразие деталей машин, которые изготавливались методом литья, в настоящее время проектируются и изготавливаются сварными. Основание, рамы и кронштейны машин изготовлены из стандартных стальных профилей и листов проката и соединены одним из способов сварки.
ii. Замена заклепок и болтов:
Сварка с каждым днем приобретает все большее значение в соединении металлов, так как она обеспечивает быстрое и надежное соединение, и в то же время соединяемая конструкция имеет меньший вес.
iii. Сварка как единственный способ изготовления:
Сварка является единственным решением в тех случаях, когда оборудование должно быть изготовлено из стальных листов, толщина которых больше, чем у тех, которые соединяются с помощью заклепок и чеканки.
Практическое применение сварки в производстве, строительстве и техническом обслуживании:
Сварка успешно применяется в авиационной промышленности при строительстве и техническом обслуживании авиационных двигателей и принадлежностей, корпусов котлов, сосудов под давлением и резервуаров, мостов, производстве кранов, строительных конструкций, режущих инструментов и штампов, землеройного оборудования, печей и котлов. .
13. Компьютеризация технологии сварки:
Прежде чем выбрать желаемый метод сварки и параметры сварки, инженер-сварщик должен выполнить много трудоемкой работы. Компьютерный подбор параметров сварки, несомненно, поможет ему улучшить качество, подобрать оптимальные параметры, снизить себестоимость, повысить достоверность расчета. Информация и истории болезни могут быть сохранены в более компактной форме и, таким образом, можно наилучшим образом использовать прошлый опыт.
Инженер-сварщик вначале рассчитывает объем шва, который необходимо заполнить наплавленным металлом, так как это регулирует затраты на сварку. Любая температура предварительного нагрева, которую следует использовать для предотвращения растрескивания металла сварного шва или ЗТВ, может быть рассчитана, если известны химический состав, геометрия соединения, водородный потенциал и т. д.
Любая температура предварительного нагрева, которую следует использовать для предотвращения растрескивания металла сварного шва или ЗТВ, может быть рассчитана, если известны химический состав, геометрия соединения, водородный потенциал и т. д.
При прочих равных условиях необходимость или отсутствие предварительного нагрева влияет на стоимость. Можно упомянуть, что программа для прогнозирования предварительного нагрева, необходимого для предотвращения растрескивания, вызванного водородом, очень важна. Водородное растрескивание является наиболее опасным дефектом, так как этот дефект возникает через несколько дней после сварки и поэтому может остаться незамеченным вскоре после сварки.
Также можно определить процедуру сварки с помощью компьютера, зная углеродный эквивалент свариваемого материала и допустимый уровень твердости в ЗТВ или металле шва.
Оценка расходных материалов, необходимых для данной конфигурации соединения, также важна. Количество закупаемых расходных материалов зависит от количества наплавляемого металла.
При расчете объема шва требуются данные о шве, такие как толщина материала, угол скоса, корневой зазор, вершина, радиус кривизны и т. д.
Входными данными, необходимыми для оценки расходных материалов, являются код материала, код процесса сварки, код типа соединения, толщина материала и длина соединения. Компьютер предоставляет такую информацию, как размер электродов, размер присадочной проволоки, количество проходов и общее количество расходных материалов.
Программа для расчета температуры предварительного нагрева написана в интерактивном режиме, чтобы компьютер мог направлять освежителя с помощью инструкций. Исходными данными для расчета температуры предварительного подогрева являются химический состав материала, водородный потенциал процесса, толщина отдельных швов и энергия дуги.
В качестве альтернативы, если предварительный нагрев может быть зафиксирован для заданной комбинированной толщины, программа может отображать пределы энергии дуги. Таким образом, на компьютере можно опробовать различные комбинации предварительного нагрева и энергии дуги, чтобы получить безопасную и экономичную процедуру сварки.
14. Охрана труда и техника безопасности при сварке:
Каждый сварщик должен знать об опасностях для здоровья, таких как пожары, взрывы, поражение электрическим током, ожоги, промывка сварщика, кислородное истощение, токсичные пары/газы/частицы/пары, радиация, спотыкания и падения, и принимать адекватные меры для защиты от них. опасности.
Воздействие сварочного дыма может вызвать раздражение глаз, грудной клетки, дыхательных путей, воспаление легких. Газы и частицы сварочного дыма могут быть токсичными или нетоксичными. В то время как частицы размером более 5 мкм фильтруются носом, а частицы размером менее 0,1 мкм выдыхаются, частицы размером от 0,1 до 5 мкм остаются в легких. Максимально допустимая концентрация (ПДК) в целом составляет 6 мг/м. Оборудование для удаления сварочного дыма помогает снизить концентрацию. Используйте паспорта безопасности материалов, чтобы определить опасные материалы, используемые при сварке, т.е. используйте серебряные припои, не содержащие кадмия, электроды, не содержащие асбеста.
Ультрафиолетовое излучение, испускаемое сваркой, вступает в реакцию с кислородом и азотом в воздухе с образованием озона и оксидов азота. Даже концентрация 0,2 мг/м 3 вредна и вызывает раздражение носа и горла и серьезные легочные заболевания.
Опасность поражения электрическим током также существует при сварке, даже если источник сварки работает при низком напряжении. Чтобы изоляция электрододержателя и кабеля оставалась высокой, они должны быть сухими и в хорошем состоянии. Машины должны соответствовать стандартам безопасности. Все машины с движущимися частями должны быть ограждены для безопасности рабочих. Содержите зону сварки в чистоте от оборудования, кабелей, шлангов и т. д., чтобы предотвратить спотыкание и падение.
Интенсивный свет и излучение (видимое, УФ и ИК) могут повредить сетчатку/роговицу глаза. Используйте автозатемняющую каску, сварочную завесу и звукозащитную завесу для безопасности сварщиков и других лиц. Все сварочные процессы требуют защитных мер. Используйте вытяжной колпак над заготовкой, чтобы избежать воздействия паров и газов на рабочих. Используйте надлежащую вентиляцию и сварочную маску с избыточным давлением.
Используйте вытяжной колпак над заготовкой, чтобы избежать воздействия паров и газов на рабочих. Используйте надлежащую вентиляцию и сварочную маску с избыточным давлением.
Правила техники безопасности, которые необходимо соблюдать при сварке:
я. Используйте средства индивидуальной защиты для безопасности глаз, ушей, легких и всех частей тела. Никогда не используйте масло на сварочном оборудовании. Никогда не сваривайте и не разрезайте контейнеры с легковоспламеняющимися материалами. Никогда не сваривайте на окрашенных/покрытых деталях. Правильно закрепите цилиндр и правильно откройте клапаны.
ii. Тщательно установите рабочее давление и зажгите пламя одобренной зажигалкой. Управляйте обратным вспышкой и обратным огнём. Обращайтесь с горячими металлами плоскогубцами/щипцами. Проверяйте соединения на наличие утечек газов и никогда не курите вблизи баллонов. Никогда не покидайте рабочую зону, не закрыв вентили баллона.
III. Обеспечьте достаточную вентиляцию для работы в закрытых помещениях. Газовые баллоны/источник сварочного тока должны находиться вне замкнутого пространства в безопасном месте.
Газовые баллоны/источник сварочного тока должны находиться вне замкнутого пространства в безопасном месте.
ив. Используйте респиратор при сварке в замкнутом пространстве.
v. Используйте сварочные шторы и звукоизолирующие перегородки и защитные шторки.
VI. Сварочные кабины должны быть окрашены матовой краской, не отражающей УФ-свет.
VII. Удалите все легковоспламеняющиеся или горючие материалы перед тем, как зажечь дугу или зажечь пламя.
VIII. Не работайте в одном положении в течение длительного времени и используйте подставку для ног, когда стоите в течение длительного времени.
15. Аттестация методов сварки, производительности сварщиков и сварочных материалов:
Аспект квалификации спецификации процедуры сварки (WPS), протокола аттестации процедуры сварки (PQR), квалификации работы сварщиков и аттестации расходных материалов для сварки очень важен для обеспечения требуемого качества сварки. Здесь нельзя идти на компромисс, поскольку последствия могут быть катастрофическими.
Спецификация процедуры сварки (WPS) представляет собой письменную процедуру, подготовленную для предоставления указаний по выполнению производственных сварных швов в соответствии с национальными нормами, и ее цель состоит в том, чтобы определить, что сварное соединение, предлагаемое для строительства, способно обеспечить требуемые свойства для его предполагаемого применения. Конечно, сварщик должен быть квалифицированным рабочим, и при выборе не может быть никаких компромиссов. WPS включает как существенные, так и несущественные переменные с допустимыми диапазонами.
Квалификационная запись процедуры сварки (PQR) представляет собой запись данных о сварке, используемых для сварки контрольного образца, и включает в себя переменные, записанные во время сварки, а также результаты различных проведенных испытаний.
Квалификация сварщиков
гарантирует, что квалифицированные сварщики, использующие утвержденные процедуры сварки, способны разработать минимальные требования, указанные для приемлемой сварки.
