Технология электродуговой сварки: Технология дуговой сварки, ее положительные и отрицательные стороны.
Содержание
особенности и типы, принцип работы
Электродуговая сварка — это незаменимый элемент тяжелой промышленности. Она широко применяется на машиностроительных заводах и металлургических предприятиях. Ручная электродуговая сварка активно используется строителями. Но только опытные мастера понимают суть рабочего процесса и как получить действительно надежные сварочные соединения. Именно от того, насколько качественные соединения, зависит целостность конструкций и безопасность их эксплуатации.
- Особенности и типы
- Ручная электродуговая сварка
- С применением полуавтоматов
Сварка — процесс получения неразъемных соединений. Достигают этого, нагревая металл посредством электрического тока. Выделяются такие типы электродуговой сварки:
- Ручная.
- Автоматическая.
- Полуавтоматическая.
Первый вариант наиболее распространенный. Сварщиком подбирается необходимый рабочий режим, весь процесс контролируется им самостоятельно. Если используется полуавтомат, сварочную проволоку подает специальное устройство. Автоматизация соединения металла позволяет получить высококачественные изделия. Все процессы выполняются сварочным аппаратом. Материалы расплавляются под действием высоких температур на поверхность. Во многих случаях она достигает 5000 градусов Цельсия. В зависимости от источников тока сварка производится посредством как постоянного, так и переменного тока с прямой или обратной полярностью.
Если используется полуавтомат, сварочную проволоку подает специальное устройство. Автоматизация соединения металла позволяет получить высококачественные изделия. Все процессы выполняются сварочным аппаратом. Материалы расплавляются под действием высоких температур на поверхность. Во многих случаях она достигает 5000 градусов Цельсия. В зависимости от источников тока сварка производится посредством как постоянного, так и переменного тока с прямой или обратной полярностью.
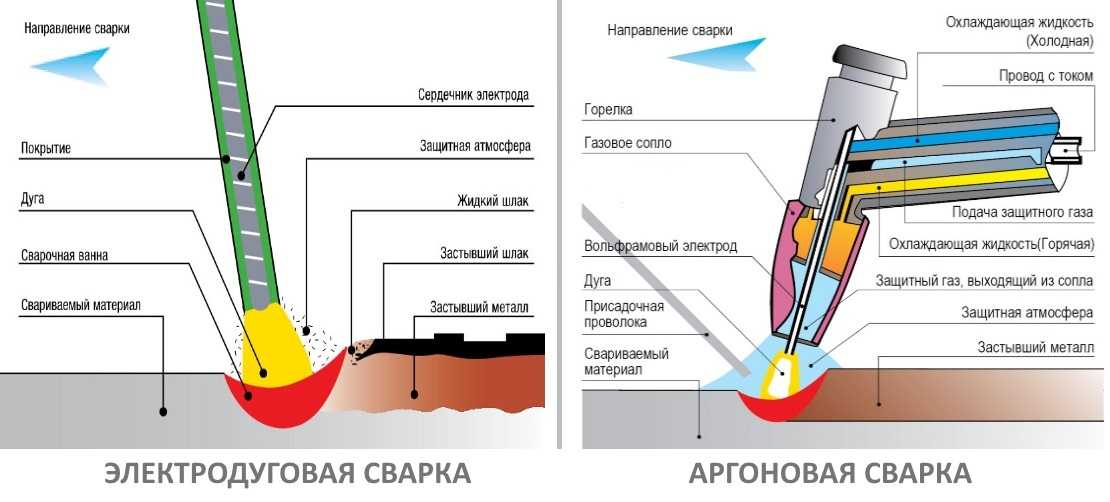
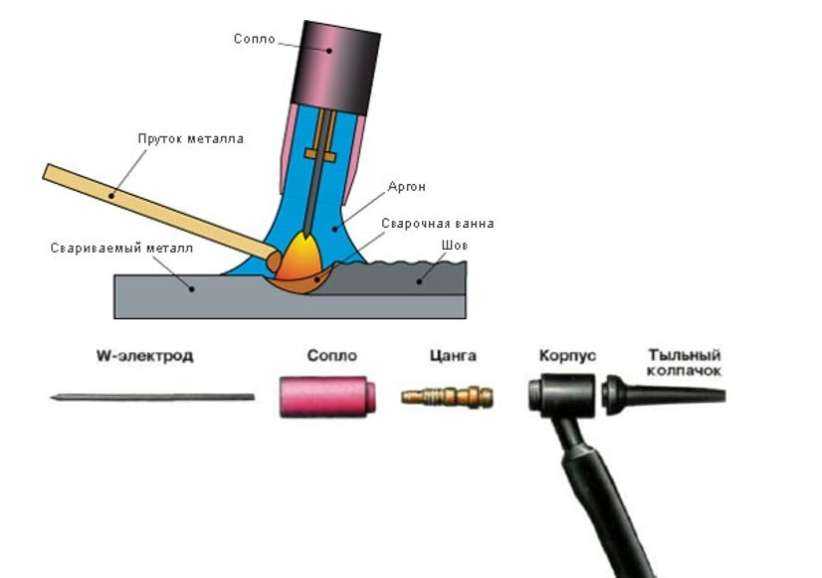
Обязательный атрибут подобных работ — аппарат для сварки. В последнее время все чаще используются агрегаты инверторного типа. Они отличаются компактностью и простотой использования. В отдельных случаях пользуются трансформаторами и выпрямителями. Для ручной электродуговой сварки (как и любой другой) понадобятся электроды или проволока. Они могут быть плавящимися либо неплавящимися. Процесс происходит таким образом, чтобы работник мог видеть процесс горения дуги, и лишь в отдельных случаях процесс будет полностью закрытым. Цветные металлы такие как медь и алюминий соединяют, используя защитные газы (речь идет преимущественно об аргоне и углекислом газе).
Цветные металлы такие как медь и алюминий соединяют, используя защитные газы (речь идет преимущественно об аргоне и углекислом газе).
Ручная электродуговая сварка
Трубы преимущественно соединяются в ручном режиме. Материалы плавятся под воздействием дуги, образованной между электродом и изделиями. Технология электродуговой сварки определяется в зависимости от опыта сотрудника. Решающее значение отводится подготовительному этапу. Начинают с организации рабочего места (поста). Там размещают сам агрегат вместе с дополнительными материалами и инструментами. Недалеко от поста — источник тока. Перед началом работ приступают к подготовке металлических поверхностей.
Необходимо провести комплексную очистку. Делают ее, используя ветошь и металлическую щетку. Важно правильно подобрать комплект электродов и настроить режим работы. Рекомендуется приобрести комплект со специальным покрытием для получения действительно надежных швов.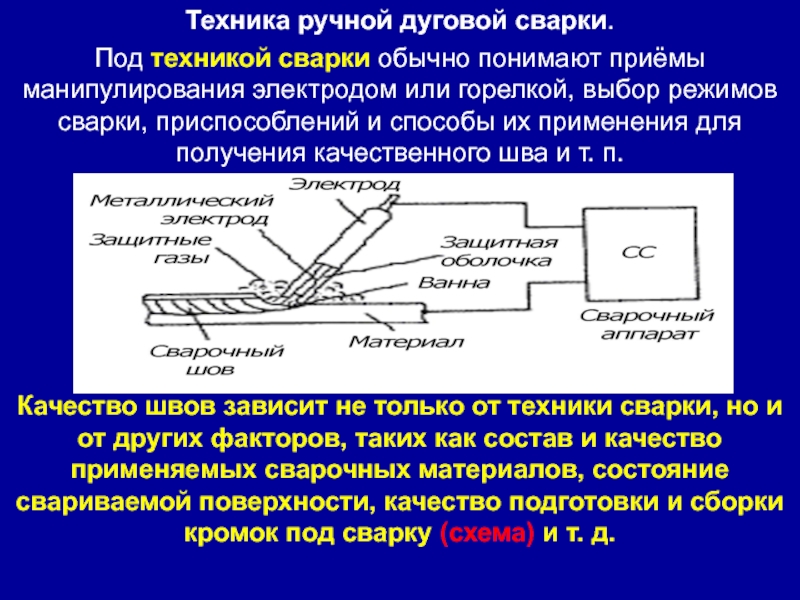 Толщину подбирают в зависимости от характеристик металла — если его толщина составляет 1−2 мм, то у электрода должно быть 2−3 мм и так далее.
Толщину подбирают в зависимости от характеристик металла — если его толщина составляет 1−2 мм, то у электрода должно быть 2−3 мм и так далее.
Сама технология отличается простотой: электрическую дугу зажигают сразу после того как электрод прикоснулся к поверхности изделия. Затем быстро отводят рукоять назад на пару миллиметров. Передвижения совершают в зависимости от того, какие швы необходимо получить (вертикальные, горизонтальные, по окружности — при работах с трубопроводами). Если требуется вертикальный шов, рукоять ведут снизу до верхней части, не оставляя при этом непроваренных мест. Стоит совершать небольшие колебательные движения по сторонам.
В идеале дуга должна гореть постоянно, а перерывы — только для смены электрода. Ближе к концу шва потребуется задержка на считаные секунды для предотвращения появления дефектов (трещин) в кратерной зоне.
С применением полуавтоматов
Данной тип занимает особое место среди подобных работ. Может применяться защитный газ. Если его нет, пользуются специальной флюсовой проволокой. Она постепенно плавится, и в зону работ попадает содержимое. Результат плавления флюса — формирование газового облака, препятствующего окислению металлов. Главное достоинство — нет необходимости покупать газовые баллоны.
Может применяться защитный газ. Если его нет, пользуются специальной флюсовой проволокой. Она постепенно плавится, и в зону работ попадает содержимое. Результат плавления флюса — формирование газового облака, препятствующего окислению металлов. Главное достоинство — нет необходимости покупать газовые баллоны.
Защитные газы гарантируют надежность швов, дают возможность отслеживать процесс. Устройство полуавтомата составлено из таких элементов как:
- Горелка.
- Устройство, отвечающее за подачу проволоки.
- Редуктор.
- Шланг.
Перед началом обязательно проводят очистку поверхностей. Затем сварщик занимается организацией заземления, после проверяет напряжение электросети. Далее — настройка режима, который зависит от типа металла и его толщины.
Нельзя забывать о технике безопасности. Вне зависимости от разновидности работ сотрудник должен пользоваться защитной маской либо щитком. Оборудование нельзя переносить, придерживая только за шланг.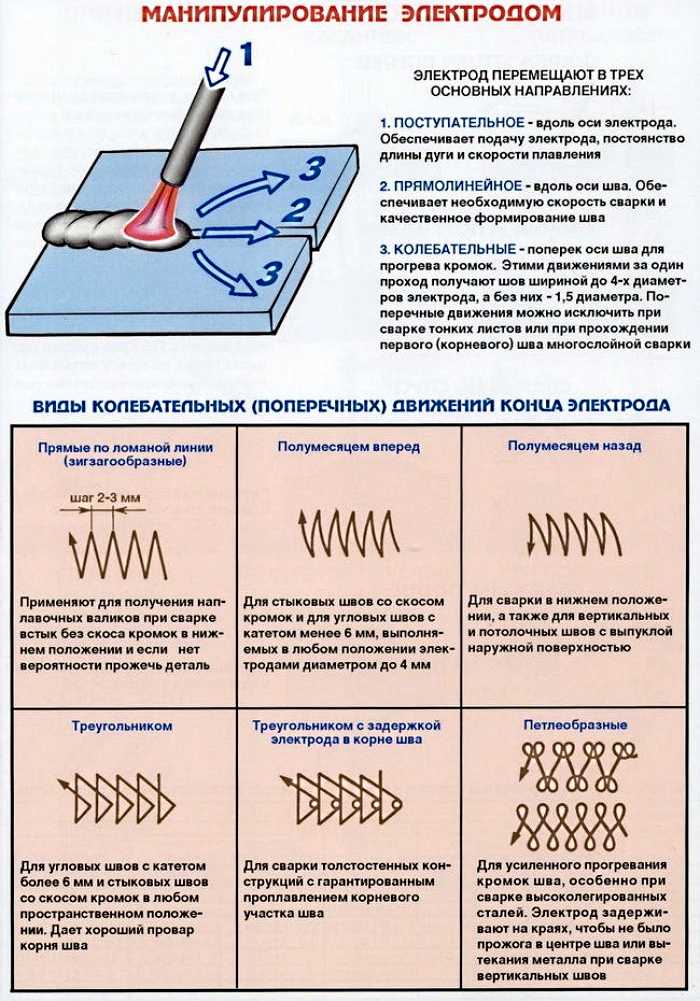 Под ногами помещают диэлектрические коврики для предотвращения поражения током.
Под ногами помещают диэлектрические коврики для предотвращения поражения током.
Что такое электродуговая сварка. Принцип работы электросварки
Самым востребованным и распространенным способом сваривания металлов на сегодняшний день является электрическая дуговая сварка. Технология характеризуется универсальностью. Она отлично показала себя и на производственных участках, и в мастерских, и на частных подворьях. Она обладает большим списком достоинств – простота использования (под силу даже новичкам, не имеющим никакого опыта), доступность оборудования и расходных материалов, хорошее качество конечного результата. Тем не менее, перед началом работ требуется некоторый уровень теоретической подготовки, базовые знания принципов работы оборудования и особенностей технологии.
СОДЕРЖАНИЕ
- Что такое электродуговая сварка
- Принцип сварки электродом
- Виды электросварки
- Оборудование для электродуговой сварки
- Особенности выполнения работы
- Меры безопасности
Что такое электродуговая сварка
Знакомство следует начинать с принципов работы.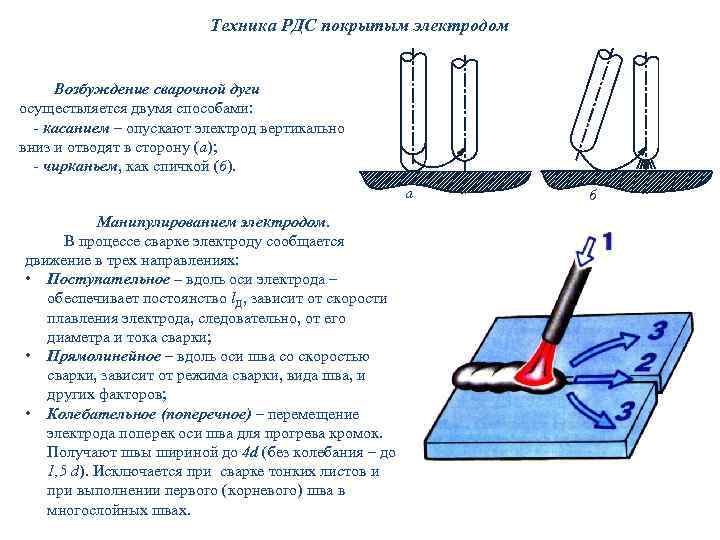 Во время электродуговой сварки металлические кромки деталей, которые примыкают одна к другой, плавятся под воздействием высокой температуры. Ее источником является электрическая дуга, которая образуется в результате замыкания цепи.
Во время электродуговой сварки металлические кромки деталей, которые примыкают одна к другой, плавятся под воздействием высокой температуры. Ее источником является электрическая дуга, которая образуется в результате замыкания цепи.
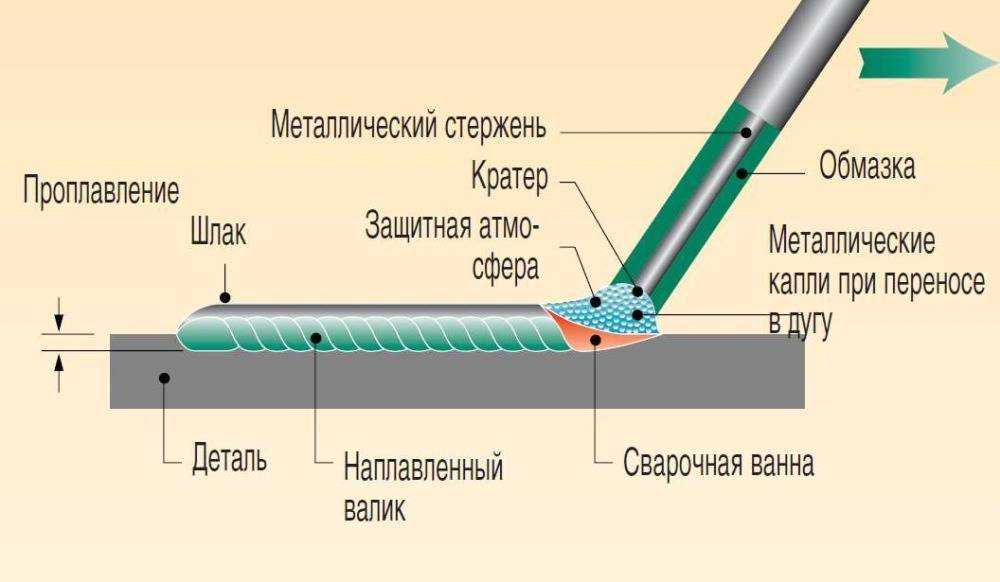
Во время работы сварщик перемещает электрод по стыку. Вслед за ним перемещается и расплав, называемый сварочной ванной. Со временем расплавленный металл стынет и образует монолитное прочное соединение, которое называется сварным швом. Данная технология имеет одну характерную особенность. Из-за высокой температуры расплав активно взаимодействует с атмосферным кислородом, азотом и влагой. В результате такой реакции снижаются прочностные характеристики соединения.
Чтобы предотвратить окисление свариваемого металла и защитить сварочную ванну от неблагоприятного воздействия, используются инертные газы: углекислый газ, аргон, гелий и другие. Одним из основных компонентов электрической дуговой сварки является электрод. Он может быть плавящимся или же нет.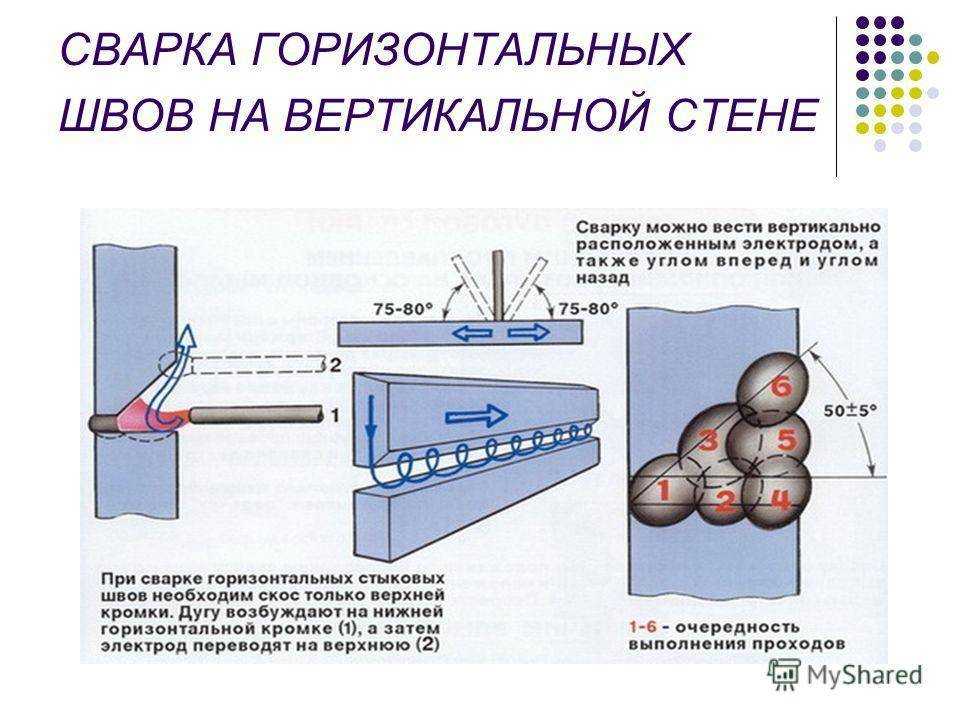 В первом случае материал, из которого состоит электрод, войдет в состав сварного шва. В случае использования неплавящихся электродов применяются флюсовые добавки, которые чаще всего просыпаются вдоль стыка в виде специального порошка.
В первом случае материал, из которого состоит электрод, войдет в состав сварного шва. В случае использования неплавящихся электродов применяются флюсовые добавки, которые чаще всего просыпаются вдоль стыка в виде специального порошка.
Принцип сварки электродом
В основе технологического процесса электродуговой сварки лежит несколько принципов, среди которых – пробой и короткое замыкание. На первом из них стоит сосредоточить особе внимание. Он базируется на пробое диэлектрика, который образуется в результате заполнения межатомного пространства заряженными электрическими частицами. Положительный заряд создают ионы, а отрицательный – электроны.
Существует немало ситуаций, при которых пробой возможен для любого диэлектрика. А вот относительно электродуговой сварки, то здесь пробой воздушной массы образуется между массой и электродом. Во время эксплуатации оборудования на расходнике образуется заряд с низким напряжением и в то же время большой силой тока – от 80 до 200 ампер. Помимо этого, создается огромная плотность, показатель которой составляет несколько тысяч А/м2.
Помимо этого, создается огромная плотность, показатель которой составляет несколько тысяч А/м2.
В момент, когда электрод прикасается к свариваемой поверхности, образуется короткое замыкание. В результате генерируется электрическое поле высокой мощности. В этом поле и получается пробой.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Виды электросварки
Существует несколько разновидностей электрической дуговой сварки. Для каждой характерны отличительные особенности, которые в итоге сказываются на качестве сварного соединения. Принято отличать такие виды электродуговой сварки:
- ручная. Держателем управляет рука человека. Не предусматривается использование дополнительных механизмов, манипуляторов и т.д.;
- механизированная. Подача присадки в рабочую область выполняется автоматом. Остальные манипуляции специалист делает вручную;
- автоматическая.
 Сварочный прочес полностью автоматизирован. Оборудование без вмешательства человека разжигает дугу, перемещает его по стыку, регулирует показатели длины пламени, обеспечивает подачу расходных материалов.
Сварочный прочес полностью автоматизирован. Оборудование без вмешательства человека разжигает дугу, перемещает его по стыку, регулирует показатели длины пламени, обеспечивает подачу расходных материалов.
По технологическим признакам электродуговая сварка делится в зависимости от способа выполнения процесса:
- пучком. Для выполнения работы несколько электродов связываются в пучок. Их наконечники свариваются, чтобы обеспечить беспрепятственное прохождение электрического разряда. Допускается использование токов в широком диапазоне значений;
- лежачим электродом. Подразумевается, что может проводиться укладка с обмазкой длиной 50-120 см в угол или предварительно разделанный стык. Поверх укладывается медный брус продольной канавкой. После этого к источнику тока подключаются электрод и сама заготовка. При помощи угольного стержня разжигается дуга, которая уходит под медный брусок. Она перемещается по канавке, расплавляет ранее уложенный плавящийся электрод и таким образом сваривает заготовки;
- наклонным электродом.
 Метод дает возможность заметно повысить производительность. При выполнении работ стержень зажимается в обойме, которая перемещается по стойке под воздействием своего веса. То есть, сварочная дуга разжигается, в результате чего плавятся электроды. По мере уменьшения его размеров вниз опускается и удерживающая обойма.
Метод дает возможность заметно повысить производительность. При выполнении работ стержень зажимается в обойме, которая перемещается по стойке под воздействием своего веса. То есть, сварочная дуга разжигается, в результате чего плавятся электроды. По мере уменьшения его размеров вниз опускается и удерживающая обойма.
Оборудование для электродуговой сварки
Для электродуговой сварки достаточно иметь традиционный трансформаторный аппарат. Это давно известное классическое сварочное оборудование. Принцип его работы прост: трансформатор понижает напряжение, повышая при этом силу тока. Оборудование рассчитано для работы с источником переменного тока. Но такие установки обладают критическими недостатками: большим размером и весом. Его неудобно перемещать как до объекта работы, так и во время сварочного процесса. Чтобы облегчить участь, специалисты устанавливают оборудование на мобильные платформы. Но это слабое подспорье, поскольку габариты только увеличиваются и техника становится менее поворотливым.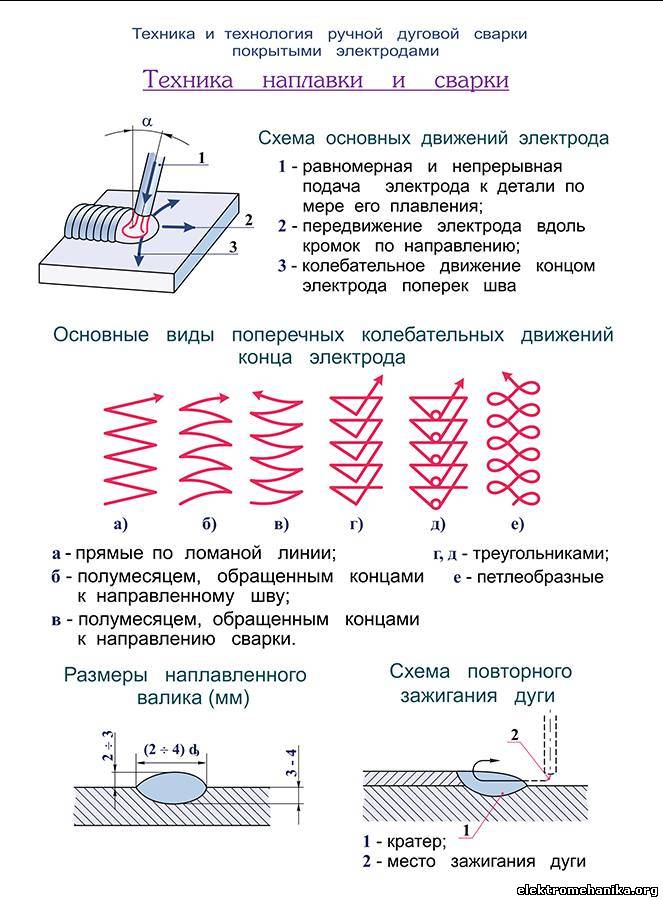
В случаях, когда требуется мобильность и производительность, то выходом из ситуации станет конвертор. Работа установки заключается в преобразовании переменного бытового тока в высокочастотный. После этого он трансформируется в постоянный. Установки характеризуются компактными размерами и небольшим весом. Инвертор характеризуется стабильной электрической дугой, что положительно сказывается на качестве шва. Он предусматривает возможность работы с током прямой или обратной полярности.
Особенности выполнения работы
Качественное сварное соединение можно получить только при условии соблюдения всех требований технологического процесса. Любое отклонение приведет к ухудшению качества шва или же к откровенному производственному браку.
Особенности технологии электродуговой сварки:
- Прежде всего требуется подготовка свариваемых поверхностей. Стыки зачищаются от мусора и обезжириваются. В некоторых случаях требуется дополнительная разделка кромок. После можно приступать непосредственно к свариванию.
 Для этого электрод подносится к стыку и с помощью постукивания о поверхность добывается электрическая дуга.
Для этого электрод подносится к стыку и с помощью постукивания о поверхность добывается электрическая дуга. - Чтобы процесс происходил быстрей, а сварные швы получились максимально качественными, на электроде присутствуют вспомогательные элементы. Для этого лучше всего подходят кальций, натрий и калий. Благодаря им металл энергичнее делится на частички.
- Для сварочного процесса может использоваться как открытая, так и закрытая электрическая дуга. При открытой дуге в область сварки проникает много атмосферного азота. Он отрицательно влияет на качество соединения и структуру сварного шва. Чтобы уменьшить отрицательное влияние на поверхность расходных материалов наносится металлический слой. В промышленных масштабах чаще всего применяется способ сваривания заготовок посредством закрытой электрической дуги. В этом случая рабочая зона защищена от воздействия атмосферного кислорода и других газов.
- Сварку металла можно выполнить при помощи разных аппаратов.
 Широкое распространение получили инверторы. Они рассчитаны на применение электродов разного диаметра. Для начала работы стержень устанавливается в держатель, а масса подключается к рабочей поверхности. После включения аппарата концом электрода нужно провести пару раз по металлу деталей, чтобы разжечь дугу. Важно, чтобы до этого момента рабочие параметры, в особенности ток, были выставлены на оптимальные значения.
Широкое распространение получили инверторы. Они рассчитаны на применение электродов разного диаметра. Для начала работы стержень устанавливается в держатель, а масса подключается к рабочей поверхности. После включения аппарата концом электрода нужно провести пару раз по металлу деталей, чтобы разжечь дугу. Важно, чтобы до этого момента рабочие параметры, в особенности ток, были выставлены на оптимальные значения.
- Во время сварки деталей электрод плавно перемещается вдоль линии стыка. Он постепенно заполняется расплавом, который еще называют сварочной ванной. Она состоит из металла заготовок и расходного материала. Застывая расплав образует сварной шов. Руководствуясь в работе технологической картой, специалист может точно рассчитать рабочие параметры, включая мощность, продолжительность воздействия дуги и т.п.
- При формировании вертикальных швов электрод удерживается в прямом положении. Впрочем, небольшое отклонение (до 10 градусов включительно) никак не повлияет на качество результата.

- Чтобы исключить наплавление в одном месте, применяются разные техники сваривания: елочка, треугольник, проход в несколько раз и другие.
Выбор метода и техники сваривания зависит от условий выполнения работ и материалов, которые соединяются.
Меры безопасности
Во время выполнения манипуляций по электродуговой сварке металлов следует соблюдать меры безопасности:
- Обязательно одевается одежда сварщика, изготовленная из специального огнезащитного материала. Костюм и другие элементы амуниции защищают тело от вероятности получения ожога. Раскаленный металл во время работы разлетается в разные стороны. Особенно внимательно нужно экипироваться перед потолочной сваркой.
- Допускается хлопчатобумажная спецовка в случаях выполнения кратковременных работ. Ни в коем случае нельзя использовать одежду из искусственных материалов. Она легко воспламеняется и отлично поддерживает огонь.
- Глаза и лицо должны быть защищены специальной маской сварщика.
- Сварочные работы следует выполнять на открытой площадке или же в хорошо проветриваемом помещении.
- Перед началом работы нужно запастись средствами пожаротушения: огнетушителем, водой и песком.
Электродуговая сварка хорошо подходит для разных свариваемых металлов. При выполнении работ следует придерживаться технологии и всех требований по технике безопасности. Только в таком случае специалист будет защищен от возможной травмы, которую может спровоцировать электрический разряд или раскаленный металл.
Что такое электродуговая сварка. Принцип работы электросварки
Оцените, пожалуйста, статью
12345
Всего оценок: 8, Средняя: 4
Что такое дуговая сварка? | Процессы дуговой сварки
Готовы строить свое будущее?
Заполните форму ниже и начнем.
Имя
Фамилия
Телефон
Адрес электронной почты
Почтовый индекс
Выпускной средней школы или GED 9 класс0007
High School or GED Graduation Year…19601961196219631964196519661967196819691970197119721973197419751976197719781979198019811982198319841985198619871988198919
Кампус выбора
Лучший кампус… Чарльстон, Южная Каролина, Колумбия, SCPiedmont, SCHouston, TX
Чтобы запросить дополнительную информацию, вам должно быть не менее 13 лет.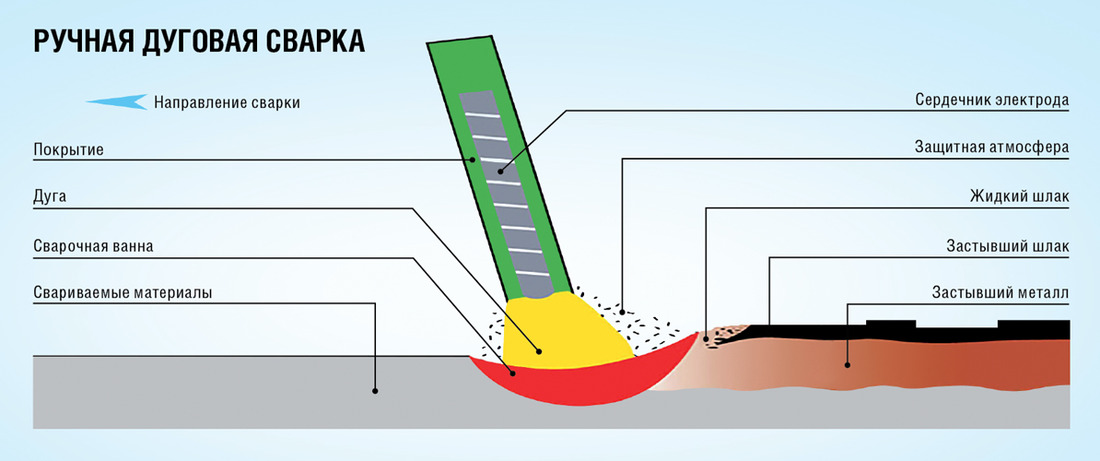 Заполняя эту форму, вы предоставляете школе сварки Arclabs прямое письменное согласие на использование этой информации для связи с вами наиболее удобным способом (телефон, электронная почта, почта и текстовые сообщения). Посещая наш сайт и используя наши формы, вы соглашаетесь с нашей политикой конфиденциальности.
Заполняя эту форму, вы предоставляете школе сварки Arclabs прямое письменное согласие на использование этой информации для связи с вами наиболее удобным способом (телефон, электронная почта, почта и текстовые сообщения). Посещая наш сайт и используя наши формы, вы соглашаетесь с нашей политикой конфиденциальности.
Что такое дуговая сварка?
Дуговая сварка известна как процесс сварки плавлением. Это один из наиболее распространенных сварочных процессов, который широко используется в различных отраслях промышленности благодаря получению прочных высококачественных сварных швов.
Дуговая сварка в теории
В процессе дуговой сварки используется электрическая дуга, которая образуется между электродом и основным металлом для создания температуры около 6500 градусов по Фаренгейту. Это заставляет металлы плавиться там, где они должны быть соединены, при этом расплавленный металл плавится по мере того, как он охлаждается и затвердевает, создавая металлургическую связь между металлами.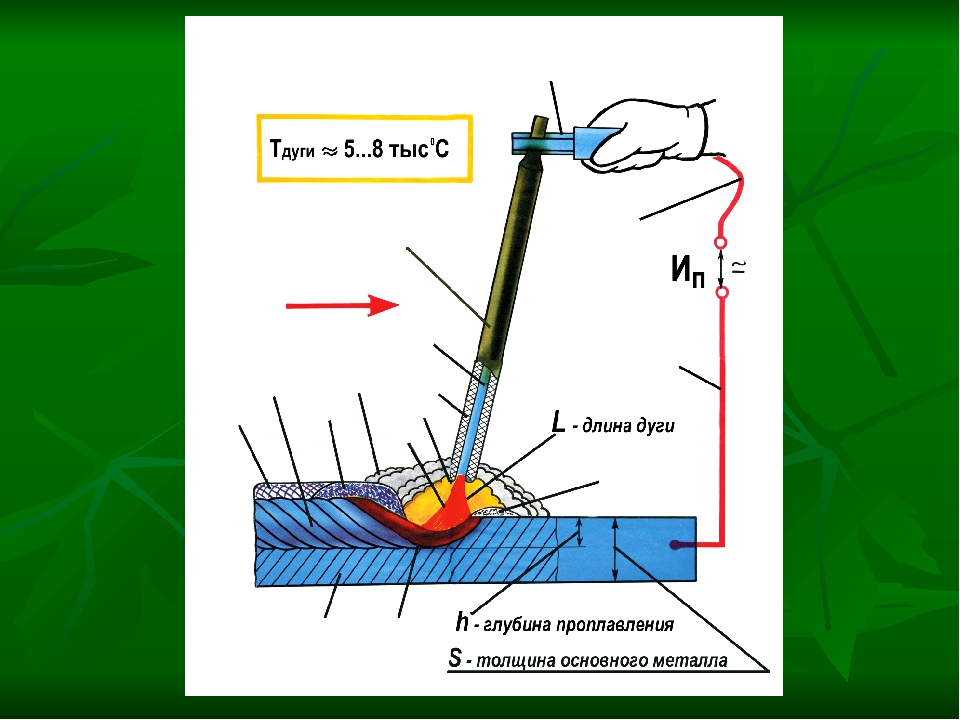
Дуговая сварка на практике
Дуговая сварка — это процесс, при котором электродный стержень присоединяется к сварочной горелке, которая подключается к переносному сварочному аппарату. При включении источника питания электрод становится активным. При прикосновении стержня к основному металлу ток будет проходить через стержень и замыкать электрическую цепь. Когда стержень отводится назад, возникает электрическая дуга, необходимая для расплавления металла. Стержни часто предназначены для плавления во время процесса, чтобы добавить наполнитель в сварной шов.
По мере приобретения опыта сварщик начнет понимать, что существует несколько факторов и приемов, влияющих на сварной шов, его прочность и качество, в том числе сила тока (переменный или постоянный), размер электрода, длина дуги и угол хода.
Промышленное использование
Дуговая сварка является популярным выбором, поскольку она успешно используется для сварки многих различных металлов, включая сталь, железо, медь и никель.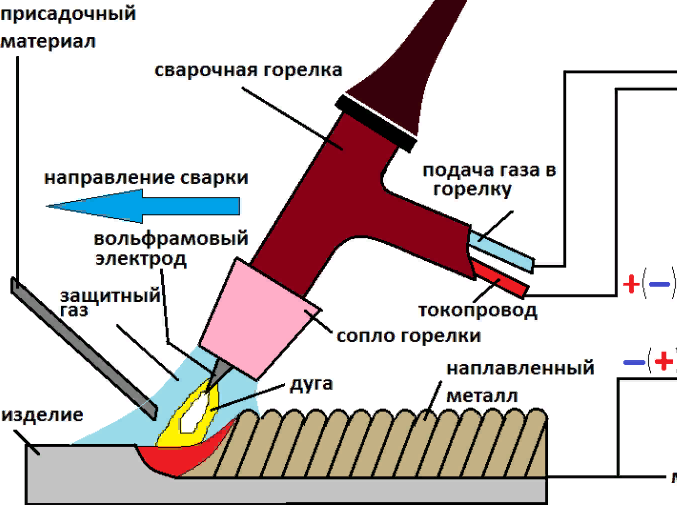 Портативное оборудование, используемое для дуговой сварки, добавило ей универсальности и сделало ее популярным выбором в нескольких промышленных условиях.
Портативное оборудование, используемое для дуговой сварки, добавило ей универсальности и сделало ее популярным выбором в нескольких промышленных условиях.
Производители автомобилей, судоходства и аэрокосмической отрасли полагаются на электродуговую сварку в своих производственных процессах. Точно так же строительная отрасль обращается к дуговым сварщикам при строительстве зданий, мостов и других стальных конструкций, в то время как горнодобывающая, нефтегазовая и энергетическая отрасли также используют их навыки.
Плюсы и минусы
Оборудование, используемое для дуговой сварки, доступно по цене. Он портативный, что упрощает его транспортировку, а поскольку дуга не зависит от ветра или температуры, он идеально адаптируется к внешним условиям.
Несмотря на простоту процесса, дуговая сварка обеспечивает невероятно прочный шов, который в равной степени эффективен для толстых металлов, создавая окончательный сварной шов с высокой коррозионной стойкостью. Кроме того, это быстрый процесс, который часто позволяет сэкономить время по сравнению с другими методами сварки.
Кроме того, это быстрый процесс, который часто позволяет сэкономить время по сравнению с другими методами сварки.
Несмотря на то, что это один из самых простых процессов сварки, требуется время и практика, чтобы освоить технику и создать эффективные сварные швы. Он также менее эффективен при использовании с тонкими и химически активными металлами, такими как титан.
Наконец, дуговая сварка считается сваркой с низким КПД. Это означает, что он производит больше отходов, чем некоторые другие сварочные процессы, что приводит к увеличению производственных затрат, особенно при больших объемах работ.
Обсуждаемый метод является лишь одним из нескольких типов дуговой сварки. Если вы хотите узнать больше об дуговой сварке, позвоните в школу сварки Arclabs по телефону 877-647-4111.
ДУГОВАЯ ЭЛЕКТРИЧЕСКАЯ СВАРКА
ДУГОВАЯ ЭЛЕКТРИЧЕСКАЯ СВАРКА
| НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОЛУЧИТЬ ИНДЕКСНУЮ СТРАНИЦУ | ||
| ДУГОВАЯ СВАРКА | ||
В. | ||
| PDF-ФАЙЛ — НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПЕЧАТЬ РАБОЧИЙ ЛИСТ | ||
| АЛЬТЕРНАТИВНЫЕ НАЗВАНИЯ: дуговая сварка металлическим электродом в среде защитного газа (SMAW), ручная дуговая сварка металлическим электродом (MMAW) | ||
Электродуговая сварка – это метод изготовления, при котором металлы соединяются на постоянной основе. Свариваемый металл зажимается в заземляющем зажиме. Электрод зажат в электрододержателе. Подходящий «ток» выбирается путем поворота маховичка выбора тока. Когда электрод вступает в контакт с металлом, образуется «электрическая дуга», выделяющая огромное количество тепла. Затем «сварщик» должен поддерживать небольшой зазор между электродом и металлом (ток продолжает течь через зазор, создавая высокие температуры). Электрод должен быть примерно того же диаметра, что и свариваемый металл. Ток выбирается в соответствии с таблицей рекомендуемых настроек, которая обычно напечатана на верхней или боковой стороне сварочного аппарата. Защитное снаряжение: Соответствующий защитный сварочный козырек для защиты от дугового ультрафиолетового излучения, сварочные рукавицы, защитный фартук и перчатки/рукавицы. Сварочные шторы должны быть установлены вокруг зоны сварки, чтобы защитить людей, работающих в окружающем пространстве, от воздействия УФ-излучения дуги. | ||
| ОБРАЗЕЦ ДЛЯ ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ СВАРКИ | ||
Электрод должен быть того же состава, что и свариваемый металл (основной металл).  | ||
 Райан © 2019
Райан © 2019 В этот момент и электрод, и металлическая поверхность расплавляются и сплавляются вместе, образуя сварное соединение. Это кажется простым процессом, но он требует профессионального обучения и часов практики.
В этот момент и электрод, и металлическая поверхность расплавляются и сплавляются вместе, образуя сварное соединение. Это кажется простым процессом, но он требует профессионального обучения и часов практики.