Технология электродуговой сварки: Технология дуговой сварки, ее положительные и отрицательные стороны.
Содержание
Технология дуговой сварки
Технология дуговой сварки
Принцип ручной дуговой сварки метала (ММА)
Сварка металла защищенной дугой или сварка ММА представляет собой процесс, при котором происходит расплавление и соединение металлов при их нагреве дугой, создаваемой между металлическим покрытым электродом и деталью. Внешнее покрытие электрода, называемое флюсом, помогает создавать дугу и создает защитный газ и окалину, которые защищают сварку от попадания загрязнений. Сердечник электрода обеспечивает при сварке большую часть заполняющего металла.
Когда электрод перемещается вдоль детали с правильной скоростью, металл осаждается в виде равномерного слоя, называемого наплавленным валиком.
Источник питания для сварки с защищенной дугой обеспечивает ток постоянной силы (СС) и может подавать переменный ток (АС) или постоянный ток (DC), в зависимости от используемого электрода. Наилучшие характеристики при сварке обычно получаются при использовании источников с постоянным током.
Наилучшие характеристики при сварке обычно получаются при использовании источников с постоянным током.
Мощность в цепи сварки определяется напряжением и током. Напряжение (В) определяет длину дуги между электродом и деталью и зависит от диаметра электрода. Ток является более значимым компонентом, определяющим мощность в цепи сварки, он измеряется в амперах (А).
Величина тока в амперах, необходимая для выполнения сварки, зависит от диаметра электрода, толщины свариваемых деталей и от положения при сварке. Обычно для сварки небольших деталей требуется электрод меньшего диаметра и ток меньшей силы, чем для сварки крупных деталей такой же толщины. Для тонкого металла требуется ток меньшей силы, чем для толстого металла, а для электрода малого диаметра требуется меньше ампер, чем для электрода большого диаметра.
Предпочтительнее выполнять сварочные работы в горизонтальном положении. Однако если необходимо производить сварку в вертикальном положении или над головой, желательно использовать меньший ток в сравнении с тем, который используется при горизонтальной сварке.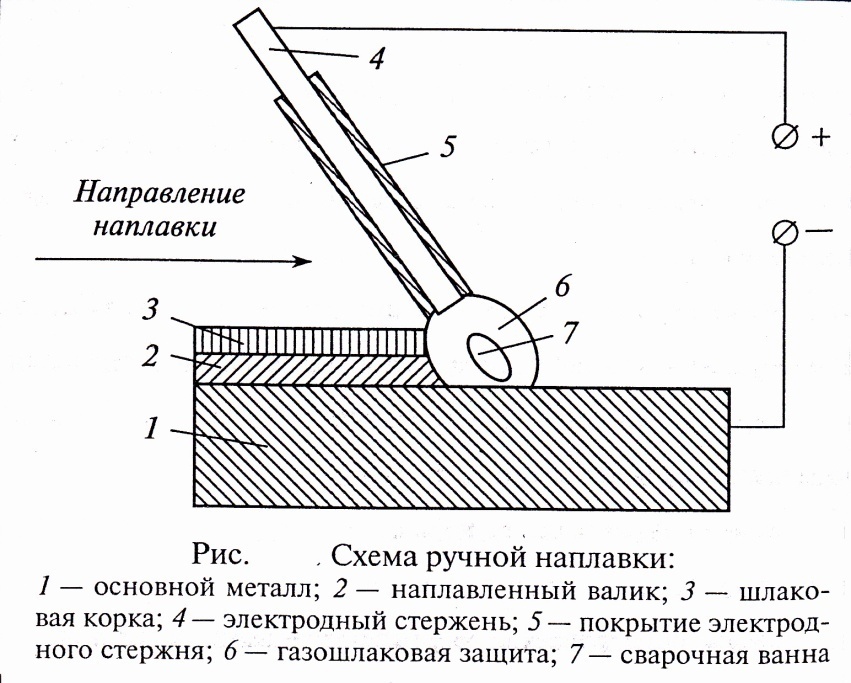 Наилучшие результаты сварки получаются при поддержании короткой дуги, перемещении электрода с равномерной скоростью и подаче электрода вниз с постоянной скоростью по мере его расплавления.
Наилучшие результаты сварки получаются при поддержании короткой дуги, перемещении электрода с равномерной скоростью и подаче электрода вниз с постоянной скоростью по мере его расплавления.
На передней панели сварочного источника питания имеется индикатор питания (белый), ндикатор перегрева или превышения тока (желтый), ручка регулировки тока или управляющий контроллер, регулировка выходного положительного напряжения (+) и выходного отрицательного напряжения (-). На задней панели сварочного источника питания располагается выключатель питания «ВКЛ./ВЫКЛ.», разъем для кабеля (одна фаза 50 Гц, 220 В ) и т.п.
Положительное подключение означает, что деталь соединяется с выходом (+) на сварочном источнике питания, а держатель электрода соединяется с выходом (-). Отрицательное подключение означает, что деталь соединяется с выходом (-) на сварочном источнике питания, а держатель электрода соединяется с выходом (+).
• Подсоединить деталь или держатель электрода к выходу (-), без слабины.
• Подсоединить деталь или держатель электрода к выходу (+), без слабины.
• Включить питание выключателем «ВКЛ./ВЫКЛ», при этом начнет светиться индикатор (белый).
• Теперь можно приступить к сварке ММА.
• Для улучшения качества сварки каждый зажим заземления на детали должен быть зажат плотно, и располагаться как можно ближе к месту сварки.
Предупреждение!
1) При использовании некоторых электродов деталь должна быть соединена с выходом (-), а держатель электрода должен быть соединен с выходом (+).
2) Обычно для большинства электродов деталь должна быть соединена с выходом (-), а держатель электрода должен быть соединен с выходом (+).
Индикатор перегрева или превышения тока начинает светиться в том случае, если достигнут порог срабатывания защиты по перегреву для данного оборудования. В случае перегрузки сварочного источника питания возникает перегрев. Данное сварочное оборудование автоматически перезапускается в том случае, если температура внутри сварочного оборудования падает и индикатор гаснет.
Данное сварочное оборудование автоматически перезапускается в том случае, если температура внутри сварочного оборудования падает и индикатор гаснет.
Ток сварки выбирается в зависимости от толщины обрабатываемой детали и диаметра сварочного электрода. Для оборудования ММА ток сварки составляет l2=(25-47)*D, где D — диаметр электрода, равный 2,0 мм, 2,5 мм, 3,2 мм, 4,0 мм и т.д.
Невозможно обучиться технологии сварки, просто читая о ней. Опыт приходит только вместе с практикой. Следующие страницы помогут неопытному сварщику понять некоторые аспекты сварки и приобрести знания. Для получения более детальной информации следует приобрести книгу «Дуговая сварка».
Знания оператора о дуговой сварке должны выходить за рамки знаний собственно об электрической дуге. Он должен знать, как контролировать дугу, а для этого требуются знания о сварочной цепи и об оборудовании, которое обеспечивает электрический ток, протекающий внутри дуги. Сварочная цепь начинается там, где кабель электрода подсоединяется к сварочной установке и заканчивается в месте подсоединения рабочего кабеля к той же сварочной установке. Ток протекает через кабель электрода к держателю электрода, проходя через электрод и через дугу. На рабочей стороне дуги ток протекает через металл основы к рабочему кабелю и назад к сварочной установке; цепь должна быть замкнута, чтобы ток мог протекать. Для выполнения сварки рабочий зажим должен быть плотно подсоединен к чистому металлу основы. Для получения хорошего соединения требуется удаление краски, ржавчины и т.п. Рабочий зажим должен подсоединяться как можно ближе к месту, которое будет свариваться. Сварочная цепь не должна проходить через шарниры, подшипники, электронные компоненты и другие устройства, которые могут быть при этом повреждены.
Ток протекает через кабель электрода к держателю электрода, проходя через электрод и через дугу. На рабочей стороне дуги ток протекает через металл основы к рабочему кабелю и назад к сварочной установке; цепь должна быть замкнута, чтобы ток мог протекать. Для выполнения сварки рабочий зажим должен быть плотно подсоединен к чистому металлу основы. Для получения хорошего соединения требуется удаление краски, ржавчины и т.п. Рабочий зажим должен подсоединяться как можно ближе к месту, которое будет свариваться. Сварочная цепь не должна проходить через шарниры, подшипники, электронные компоненты и другие устройства, которые могут быть при этом повреждены.
Электрическая дуга образуется между рабочей зоной и концом тонкого металлического стержня, т.е. электрода, который зажат в держателе, который удерживается сварщиком. При удержании конца электрода на расстоянии от зоны сварки или свариваемого металла основы образуется зазор величиной 1,5-2,0 мм. Электрическая дуга возникает в этом зазоре и удерживается на одном месте или перемещается по свариваемому соединению, расплавляя металл во время перемещения.
Хорошая сварочная дуга получается при наличии опыта, твердой руки, хорошего физического состояния и хорошего зрения; оператор контролирует сварочную дугу, и, тем самым, качество производимой сварки.
Рис. 1 Сварочная дуга
Что происходит внутри дуги
На Рис. 1 изображены процессы, которые происходят в электрической дуге.
Так вы можете получить представление о том, что в действительности происходит во время сварки.
В середине рисунка виден «поток дуги», который создает дуга при наличии тока, протекающего в промежутке между концом электрода и деталью. Температура дуги в этом месте составляет приблизительно 3300° С. Это более чем достаточно, чтобы расплавить металл основы. Эта дуга достаточно широкая и достаточно горячая, на нее нельзя смотреть незащищенным глазами без риска получить болезненную травму. При наблюдении за дугой следует использовать сильно затемненные стекла, специально созданные для дуговой сварки, эти стекла вставляются в надеваемую на голову маску или в удерживаемый в руке щиток.
Дуга расплавляет металл основы и фактически проникает в него, подобно тому, как вода из садового поливального шланга проникает в землю. Расплавленный металл образует сварочную ванну, и зона расплава постепенно удаляется от дуги при ее перемещении. При перемещении дуги от зоны расплава, сварочная ванна охлаждается и отвердевает. Шлак, образующийся в верхней части сварного шва, защищает его от быстрого охлаждения.
Электрод с покрытием служит не только для того, чтобы подводить ток к дуге. Электрод состоит из металлического сердечника в виде прутка, вокруг которого нанесено спекшееся химическое покрытие. Внутренний металлический пруток расплавляется в дуге и добавляет через дугу капли расплавленного металла в сварочную ванну. Электрод обеспечивает дополнительный металл заполнения шва для заполнения канавки или зазора между двумя кусками металла основы. Покрытие также расплавляется или сгорает в дуге. Оно выполняет несколько функций. Оно делает дугу более устойчивой, обеспечивает экранирование из дымоподобного газа вокруг дуги, чтобы не допускать контакта кислорода и азота воздуха с расплавленным металлом, а также обеспечивает флюс для сварочной ванны. Флюс собирает загрязнения и образует защитную окалину. Разные типы электродов принципиально отличаются друг от друга своим покрытием. Меняя состав покрытия можно существенным образом изменять рабочие характеристики электродов. Понимая различие между покрытиями, сварщик может наиболее правильно подобрать наилучший электрод для выполнения работы.
Флюс собирает загрязнения и образует защитную окалину. Разные типы электродов принципиально отличаются друг от друга своим покрытием. Меняя состав покрытия можно существенным образом изменять рабочие характеристики электродов. Понимая различие между покрытиями, сварщик может наиболее правильно подобрать наилучший электрод для выполнения работы.
При выборе электрода должно учитываться следующее:
1. желаемый состав сварного шва, например, мягкая сталь, нержавеющая сталь, низколегированная сталь;
2. толщина свариваемой пластины или металла основы;
3. Положение, в котором будет производиться сварка (с опущенным электродом или в другом положении)
4. состояние поверхности свариваемого металла основы;
5. возможность приобретения и работы с требуемыми электродами.
Четыре простых действия-манипуляции имеют первостепенное значение. Отсутствие абсолютного мастерства в этих четырех действиях желаю процесс сварки бессмысленным. Мастерское овладение этими четырьмя действиями делаю процесс сварки простым.
Мастерское овладение этими четырьмя действиями делаю процесс сварки простым.
1. Правильное положение при сварке
На рисунке показано правильное положение при сварке для правшей (для левшей оно будет противоположным):
а) Держатель электрода удерживается в правой руке.
б) Левая рука касается снизу правой руки.
в) Левый локоть располагается с левой стороны.
Сварка по возможности производится обеими руками. Это обеспечивает полный контроль над перемещением электрода. Если это возможно, сварка выполняется слева направо (правшами). Это позволяет сварщику видеть то, что он делает. Электрод следует удерживать под небольшим углом, как показано на рисунке.
Рис. 2 Правильное положение при сварке
2. Правильный способ зажигания дуги
Убедиться в том, что рабочий зажим имеет хороший электрический контакт с деталью. Опустить щиток и слегка поцарапать электродом по металлу; при этом будут видны разлетающиеся искры. Царапая, следует приподнять электрод на 3 мм, при этом появится дуга. Примечание: если перестать перемещать электрод во время царапания, он прилипнет. Примечание: большинство новичков пытаются зажечь дугу, производя быстрые ударные движения по плоскости. В результате, электрод прилипает, или движения производятся настолько быстро, что дуга сразу же гаснет.
Опустить щиток и слегка поцарапать электродом по металлу; при этом будут видны разлетающиеся искры. Царапая, следует приподнять электрод на 3 мм, при этом появится дуга. Примечание: если перестать перемещать электрод во время царапания, он прилипнет. Примечание: большинство новичков пытаются зажечь дугу, производя быстрые ударные движения по плоскости. В результате, электрод прилипает, или движения производятся настолько быстро, что дуга сразу же гаснет.
3. Правильная длина дуги
Длина дуги представляет собой расстояние от конца прутка электрода до металла основы. После возникновения дуги очень важным является поддержание ее правильной длины. Дуга должна быть короткой, длиной приблизительно 1,5-3,0 мм. По мере сгорания электрода он должен подаваться к месту сварки, чтобы поддерживалась правильная длина дуги. Самый простой способ убедиться в том, что дуга имеет правильную длину — просто прислушаться к ее звуку. Хорошая короткая дуга создает потрескивающий звук, очень похожий на шипение жарящихся на сковороде яиц. Неправильная, длинная дуга создает глухой или шипящий звук.
Неправильная, длинная дуга создает глухой или шипящий звук.
4. Правильная скорость сваривания
При выполнении сварки важно, чтобы была видна лужица из расплавленного металла сразу за дугой, но при этом НЕ ДОЛЖНА быть видна сама дуга. Если видна ванна расплава и гребень, где она затвердевает, это указывает на правильно выбранную скорость сваривания. Граница отверждения должна располагаться на расстоянии приблизительно 10 мм от электрода.
Рис. 3
Большинство новичков пытаются выполнять сварку слишком быстро, в результате чего получается тонкий, неравномерный сварной шов в виде «червяка». Это результат того, что новичок не следит за расплавленным металлом.
Важное замечание: при выполнении сварки нет необходимости видеть дугу впереди, сзади или с боковых сторон. Сварку следует производить с постоянной скоростью. Вы поймете, что так выполнять работу легче.
Примечание: при сварке тонкой пластины сварщик может увеличить скорость сварки, а при сварке толстой пластины необходимо двигаться медленно, чтобы получить хорошее проплавление.
ТЕХНИКА СВАРКИ
При приобретении опыта в указанных четырех действиях необходимо всегда добиваться следующего:
1. Правильного положения при сварке;
2. Правильного зажигания дуги;
3. Правильной длины дуги;
4. Правильной скорости сваривания.
Можно сократить время на обучение, выполняя следующее упражнение. Использовать следующие материалы: — пластину из мягкой стали: 5 мм или несколько толще — электрод: 1/8″ (3,2 мм) З- заданный ток: 100-120 А пер.
Выполняемые действия
1. Научиться зажигать дугу путем царапания электродом по поверхности. При этом электрод следует держать правильно и использовать обе руки.
2. Когда обучающийся научится правильно зажигать дугу без прилипания, необходимо потренироваться в поддержании правильной длины дуги. Длину дуги следует учиться поддерживать по звуку.
3. Когда ученик научится поддерживать короткую потрескивающую дугу, необходимо начинать перемещать ее. Следует постоянно следить за сварочной ванной, а также наблюдать за валиком отверждающегося металла.
Когда ученик научится поддерживать короткую потрескивающую дугу, необходимо начинать перемещать ее. Следует постоянно следить за сварочной ванной, а также наблюдать за валиком отверждающегося металла.
4. Выполнять сварные швы на плоской пластине. Затем делать их параллельно верхнему краю (край ближайший к сварщику). Это дает практику в выполнении прямых сварных швов и позволяет хорошо видеть прогресс в обучении, когда, например, 10-й шов выглядит значительно лучше первого. При постоянном контроле своих ошибок и прогресса сварка скоро станет рутинным делом.
Наиболее распространенные металлы
Большинство металла, которые можно найти возле фермы или небольшой мастерской, представляют собой низкоуглеродистую сталь, иногда называемую мягкой сталью. Обычно из стали такого типа изготавливают листовой металл, пластины, трубы и катаный профиль, например, швеллеры, уголковое железо и двутавровые балки. Такую сталь обычно легко варить без соблюдения специальных требований. Однако некоторые стали содержат большее количество углерода. Типичными примерами являются компенсационные пластины, оси, соединительные штанги, валы, плужные лемехи и лезвия скребков. Эти высокоуглеродистые стали также в большинстве случаев легко свариваются, однако в некоторых случаях необходимы дополнительные процедуры, как например, предварительный прогрев свариваемого металла и тщательный контроль температуры перед сваркой и после нее. Более подробную информацию о различных типах сталей и других металлах, а также о правильных процедурах их сварки можно найти в книге «Дуговая сварка».
Однако некоторые стали содержат большее количество углерода. Типичными примерами являются компенсационные пластины, оси, соединительные штанги, валы, плужные лемехи и лезвия скребков. Эти высокоуглеродистые стали также в большинстве случаев легко свариваются, однако в некоторых случаях необходимы дополнительные процедуры, как например, предварительный прогрев свариваемого металла и тщательный контроль температуры перед сваркой и после нее. Более подробную информацию о различных типах сталей и других металлах, а также о правильных процедурах их сварки можно найти в книге «Дуговая сварка».
Независимо от типа свариваемого металла важно хорошо подготовить место сварки, на котором не должно быть масла, краски, ржавчины и других загрязнений.
Все о технологии электродуговой сварки
SMAW: дуговая сварочная технология в протекторной сфере (например, во флюсовой среде для обеспечения защиты металлических поверхностей от негативного воздействия воздуха).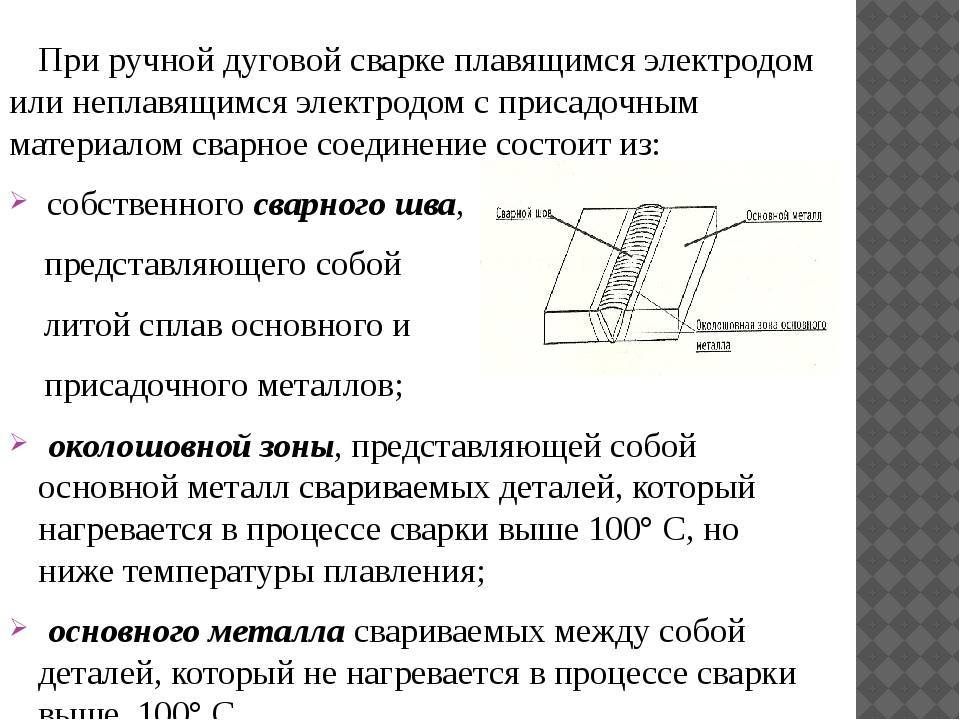 Данное обозначение распространено как в зарубежной, так и в отечественной технической документации.
Данное обозначение распространено как в зарубежной, так и в отечественной технической документации.
Технология ручной электродуговой сварки требует расплавления кромок соединяемых деталей с помощью электрического дугового разряда. Поэтому приходится работать с оборудованием, способным вырабатывать ток большой силы при небольшом напряжении. Тогда к одному зажиму прикрепляется деталь, а к другому – электрод. Между электродами получается дуга, и в этом месте образуется ионизированная среда.
Свариваемые материалы и используемые защитные газы непосредственно влияют на мощность дуги. Сразу скажем, что без специальных защитных средств работник может травмировать кожу и органы зрения.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Как мы уже говорили, электрод нагревается. После чего он начинает испускать свободные электроны, параллельно образуются заряженные ионы. Атомы, потерявшие электроны, являются положительными ионами, а присоединившие – отрицательными. Газ в зоне проведения работ ионизируется, за счет чего становится электропроводным.
После чего он начинает испускать свободные электроны, параллельно образуются заряженные ионы. Атомы, потерявшие электроны, являются положительными ионами, а присоединившие – отрицательными. Газ в зоне проведения работ ионизируется, за счет чего становится электропроводным.
У электрической дуги есть такие области:
- анодная;
- катодная;
- столб дуги.
Немаловажной особенностью технологии электродуговой сварки является тот факт, что в центре газового столба температура поднимается до +6500…+7500 °С. За счет этого удается работать практически с любым металлом или сплавом. Однако непосредственно на детали и на электроде температура дуги остается в пределах +4000 °С.
В процессе работы образуется так называемая сварочная ванна с кратером по центру. Расстояние от электрода до кратера ванны и является длиной сварочной дуги. При использовании ручной технологии оптимальной считается дуга длиной 2–6 мм, отметим, что обычно длина дуги и диаметр используемого электрода совпадают. Дуга считается длинной, если она превышает диаметр электрода в 1,5 раза.
Дуга считается длинной, если она превышает диаметр электрода в 1,5 раза.
Чаще всего в работах задействуется именно короткая дуга, так как при использовании длинной металл сильно разбрызгивается, а шов оказывается пористым и менее крепким. Помимо этого, большое количество брызг расплавленного металла – это всегда повышенный риск получения травмы сварщиком.
При работе с угольным электродом длина дуги колеблется в пределах 15–20 мм. Между напряжением разряда и длиной дуги существует прямая зависимость, на это влияет наличие флюса, его свойства, характеристики покрытия электрода, использование защитного газа.
Чем больше сила тока, проходящего через электрод, тем выше температура дуги. Во время ручной сварки плотность тока находится в рамках 10–20 А/мм2, а напряжение составляет 18–20 В. При таких характеристиках можно работать с материалами толщиной больше 1 мм, кроме того, такие параметры применяются в технологиях электродуговой сварки низкоуглеродистых сталей и в технологии электродуговой сварки сталей, чугуна и цветных металлов.
Ремонтные работы производятся при помощи постоянного или переменного тока. Во втором случае дуга оказывается неустойчивой, и улучшить ее можно за счет увеличения плотности тока. Однако опасно использовать такой прием при работе с тонкими деталями.
При постоянном токе дуга стабильна, приходится работать на малых токах, а значит, удается сваривать даже тонкие материалы. Однако такая технология требует использования более дорогого и сложного оборудования.
На качество шва отрицательно воздействуют некоторые газы, например, кислород, азот и водород, поэтому готовый шов зачищают, а зону проведения работ защищают нейтральным газом.
Правила безопасности при электродуговой сварке
Использование технологии электродуговой сварки требует жесткого исполнения целого ряда правил безопасности:
- работать можно только в затемняющем щите поляризационного типа – он защищает веки, лицо, глаза от ожогов при вспышках;
- работы должны вестись в специальных перчатках из плотной резины на диэлектрическом слое, благодаря которым предотвращается прохождение заряда через тело сварщика и замыкание типа «поверхность сварки-баласник»;
- необходимо быть максимально осторожным при оплавлении и нагревании сварочных поверхностей;
- нельзя допускать попадания на электрические провода и кабели снега или воды, поскольку это может привести к короткому замыканию.

Преимущества и недостатки технологии электродуговой сварки
Достоинства:
- Возможность работы в различных пространственных положениях, которые зависят исключительно от навыков работника.
- Возможность соединения любых разновидностей стали.
- Быстрое переключение в процессе работы с одного металла на другой для образования электродами наплавок и стяжек.
- Простые обслуживание и использование, высокая эффективность технологии.
Недостатки:
- Зависимость результата от навыков работника.
- Подверженность сварщика электромагнитному облучению во время работы.
- Низкий КПД по сравнению с автоматизированной сварочной методикой.
Классификация технологий электродуговой сварки
Технология электродуговой сварки бывает таких разновидностей:
1. Ручная электродуговая сварка.
Ручная электродуговая сварка.
Современный рынок сварочного оборудования предлагает множество вариантов – определенный вид приборов выбирают, отталкиваясь от материала, с которым придется работать. Так, для элементов из черных или цветных металлов подходят устройства ручной сварки.
В этом случае электрод, вставленный в электродержатель, касается поверхности соединяемого элемента и начинает нагреваться. Это происходит из-за того, что при контакте электрическая цепь замыкается. Как только температура на кончике электрода повысилась, его плавно отводят от поверхности детали примерно на 5 мм, а ток начинает проходить по телу сварочной дуги.
2. Электродуговая сварка под слоем защитного флюса.
Данная технология похожа на предыдущую, разница лишь в том, что в этом случае используются аппараты электродуговой сварки автоматического действия. Роль электрода играет специальная проволока, которая подается из бобины. Этот метод отлично подходит, если нужно быстро сварить детали большой толщины. Перед соединением части конструкции подготавливают, а это, в свою очередь, требует дополнительного времени.
Роль электрода играет специальная проволока, которая подается из бобины. Этот метод отлично подходит, если нужно быстро сварить детали большой толщины. Перед соединением части конструкции подготавливают, а это, в свою очередь, требует дополнительного времени.
3. Электродуговая сварка неплавящимся электродом.
В последнее время эта технология электродуговой сварки активно распространяется среди специалистов. Чаще всего используют вольфрамовые стержни, при этом обязательным условием для работы с неплавящимися электродами является наличие газовой среды. Газ подается в зону сплавления через сопло аппарата – в качестве защитного газа могут использоваться аргон, гелий, диоксид углерода. Данный метод подходит для деталей из никеля, нержавейки и сплавов алюминия.
4. Электродуговая сварка с использованием плавящейся электродной проволоки.
Работа в газовой среде часто ведется с помощью электродной проволоки, плавящейся от высоких температур. Она автоматически подается в зону термического влияния из специальной бухты. Через то же сопло, что и проволока, поступает защитный газ. Данная технология входит в число газоэлектрических, ее главное достоинство – это возможность настройки дуги при помощи изменения состава газа.
Она автоматически подается в зону термического влияния из специальной бухты. Через то же сопло, что и проволока, поступает защитный газ. Данная технология входит в число газоэлектрических, ее главное достоинство – это возможность настройки дуги при помощи изменения состава газа.
Технология электродуговой сварки с использованием плавящейся проволоки подходит для соединения химически высокоактивных сплавов и металлов, таких как магний, нержавейка, медь, пр. Среди ее положительных качеств стоит особенно подчеркнуть:
- возможность соединения деталей, расположенных под различными углами друг к другу;
- хороший обзор места соединения;
- высокую скорость сплавления;
- отличное качество и чистоту сварных швов;
- возможность соединять очень толстые и очень тонкие детали.
Существует другой вариант технологии электродуговой сварки, при котором используются электроды с трубчатым сечением.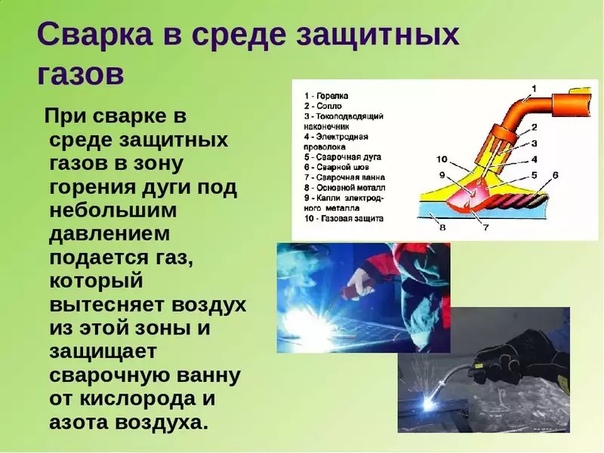 Их изготавливают из порошковой проволоки и смеси флюсов, благодаря которым достигается защита сварочной ванны. Электрод играет роль присадки в процессе сплавления по этому методу.
Их изготавливают из порошковой проволоки и смеси флюсов, благодаря которым достигается защита сварочной ванны. Электрод играет роль присадки в процессе сплавления по этому методу.
Оборудование и материалы, используемые в технологии электродуговой сварки
Самым простым сварочным аппаратом, используемым для электродуговой сварки, является трансформаторный. Если не вдаваться в подробности, то это трансформатор, который понижает напряжение и увеличивает ток, при этом работает с переменным током.У данного способа есть ряд недостатков, о которых мы уже говорили выше. Также нужно понимать, что трансформаторный аппарат для преобразования тока промышленной частоты громоздкий и имеет немалый вес.
Поэтому специалисты обычно используются сварочные инверторы, если требуется мобильность. Они сначала преобразуют переменный ток от бытовой сети в ток высокой частоты, после чего получают из него постоянный – выпрямляют. Главное достоинство таких устройств в относительно небольшом размере и весе.
Электродуговая сварка инвертором обеспечивает высокую стабильность дуги, а значит, и лучшее качество шва. Кроме того, в этом случае возможны разные режимы подключения – с прямой и обратной полярностью.
Большинство металлов соединяют электродуговой сваркой с прямой полярностью, то есть электрод подключается к катоду, а масса к аноду, и работа идет «от плюса к минусу». Однако бывают ситуации, когда необходимо использовать обратную полярность, где электрод присоединяется к аноду, а масса к катоду. Например, это актуально при работе с коррозионностойкими (нержавеющими) сталями и некоторыми другими химически активными металлами.
Существует множество видов электродуговой сварки, различающихся по применяемым материалам, однако в качестве базового отличия выступает тип электрода. Здесь используется такая классификация: работа с плавящимся или неплавящимся электродом.
Электрод представляет собой металлический контакт, стержень с оболочкой из специального состава. При нагревании оболочка прогорает и образует защитную газовую среду, которая препятствует окислению расплава.
При нагревании оболочка прогорает и образует защитную газовую среду, которая препятствует окислению расплава.
Также у плавящегося электрода есть функция присадки – его основной металл становится частью сварного соединения. При работе с неплавящимся электродом необходимо вводить в сварочную ванну (в точку, где происходит реакция) дополнительную присадочную проволоку.
При электродуговой сварке используются разные виды металлических и неметаллических электродов, в том числе угольные и графитовые. Определенный тип подбирается под конкретный металл и выбранный метод сварки. Существуют случаи, когда сварка ведется в защитном газе (гелии, аргоне, углекислоте), – обычно это важное условие для работы с химически активными металлами.
Кроме того, могут использоваться вспомогательные материалы, например, флюсы, из-за чего довольно сложно описать универсальный способ создания шва. Однако существуют базовые для всех методов принципы.
Методы, применяемые в технологии электродуговой сварки и резки металла
Резка металла сваркой с применением дуги относится к наиболее старым из существующих способов. Используется ручная дуговая резка с применением плавящегося или неплавящегося электрода, воздушно- и кислородно-дуговая резка – разберем каждый из способов более подробно.
1. Резка неплавящимся электродом.
Роль электрода играет графитовый или угольный стержень, резку выполняют на любом роде тока, главное, чтобы он имел прямую полярность и силу до 800 А. Прежде чем разрезать металл, его нужно нагреть с помощью дуги, а затем выплавить.
Этот метод используется не так часто, в чем причина? У него достаточно узкая область применения, ведь он подходит только для работы со сложными крупногабаритными проектами. Допустим, при разделке лома и разборке старых металлических конструкций. Рез получается неровным и неаккуратным, но при этом технология подходит для работы с любыми металлами: от чугуна до цветных металлов.
2. Резка плавящимся электродом.
Этот метод встречается на практике чаще остальных, поскольку он обеспечивает более аккуратный и ровный разрез, чем первый способ. Для выполнения резки устанавливают повышенную силу тока (на 30 % больше, чем при сварке) – в этом случае можно отталкиваться от толщины электрода. Например, для стержня толщиной 1 мм нужна сила тока в пределах 50 А, для стержня 2 мм – 100 А и т. д. Металл нагревают с глубоким проплавлением, поэтому данный принцип работы часто называют «метод опирания». Немаловажно, что технология подходит для резки большинства металлов.
Если нужно сделать несложный рез в домашних условиях, подойдут любые плавящиеся электроды. Но для лучшего результата советуем выбирать специальные электроды для резки металла, так как они отличаются своим покрытием. За счет последнего работа идет проще и занимает меньше времени.
Несмотря на улучшенное качество реза при данной технологии, ее трудно назвать идеальной: этот метод проигрывает всем более современным. Здесь страдает качество и внешний вид реза, а работа идет очень медленно.
Здесь страдает качество и внешний вид реза, а работа идет очень медленно.
3. Воздушно- и кислородно-дуговая резка.
Эти методы электродуговой сварки практически идентичны, но имеют одно отличие: при воздушной резке металл сначала плавится от тепла дуги, после чего выдувается сжатым воздухом. При кислородной резке используется тот же принцип работы, только воздух заменяется потоком кислорода.
Данные технологии применяются для работы с листами нержавейки толщиной до 20 мм и для удаления дефектных частей деталей.
Перед осуществлением такой резки на сварочном аппарате устанавливают постоянный ток и подбирают графитовые или трубчатые электроды. Во втором случае кислород подается по сквозному отверстию в сварочном стержне. Сразу скажем, что этот способ эффективный, но отличается высокой трудоемкостью, ведь гораздо проще подать сжатый воздух или струю кислорода непосредственно в место разреза.
Технология электродуговой сварки безнапорных трубопроводов и труб водопровода
При электродуговой технологии работы с трубами нельзя забывать о таких тонкостях:
- Аппарат включают, когда электрод только прикоснулся к поверхности трубы.
- Нужно непрерывно следить за длиной электрической дуги, ведь от нее зависит размер газовой оболочки, препятствующей попаданию воздуха в зону работы.
- Электрод плавно передвигают в зоне сварочных работ, чтобы расплавленный металл с электрода равномерно распределялся по шву.
- Толщина наплавления металла трубных элементов зависит от легких скользящих движений сварщика из стороны в сторону.
- При работе с толстостенными трубами большого диаметра делают внутренние и внешние сварные швы.
Во избежание разного рода дефектов необходимо плотно соединить элементы трубопровода между собой. Второе важное требование: нужно довести нагревом поверхность металла до светло-красного оттенка, и, безусловно, сила тока должны быть увеличена на 10–20 %. При соблюдении этих требований вы получите вязкий и пластичный сварной шов, надежно герметизирующий стык между трубами даже в условиях сильных морозов.
Второе важное требование: нужно довести нагревом поверхность металла до светло-красного оттенка, и, безусловно, сила тока должны быть увеличена на 10–20 %. При соблюдении этих требований вы получите вязкий и пластичный сварной шов, надежно герметизирующий стык между трубами даже в условиях сильных морозов.
При отрицательных температурах сварочная зона быстро охлаждается, затрудняется удаление раскаленных газов из расплавленного металла. В результате чего трубная сталь приобретает хрупкость, а значит, возрастает риск ее термического разрушения, появления горячих трещин, отходящих от сварного шва, закалочных структур.
Технология электродуговой сварки стыкового шва в вертикальном положении
Нередко требуется соединение двух металлических заготовок, расположенных в разных плоскостях, что усложняет процесс работы. Допустим, стык деталей может находиться под углом, вертикально или в потолочной плоскости.
Специалисты называют работу с вертикальными швами (потолочными и наклонными) непростой задачей. Дело в том, что расплавленный металл, расположенный между двумя металлическими заготовками, подчиняется закону всемирного тяготения – его постоянно тянет к земле, что вызывает трудности.
Дело в том, что расплавленный металл, расположенный между двумя металлическими заготовками, подчиняется закону всемирного тяготения – его постоянно тянет к земле, что вызывает трудности.
Справиться с этой проблемой позволяют два важных принципа:
1. Расплавленный металл должен кристаллизоваться с большей скоростью, чем в обычной нижней позиции – для этого его капли должны быть небольшого размера. Уменьшить капли позволяет сокращение длины дуги, причем при работе с инвертором или полуавтоматом электрод передвигают вглубь и наружу короткими и быстрыми движениями. Движение держака больше похоже на постукивание электродом по поверхности.
2. Вертикальный шов сваривают переменным током снизу вверх. Заполняя кратер шва, его наполняют снизу, за счет чего расположенный внизу металл играет роль подставки для металла, скапливающегося в сварочной ванне выше.
Но стоит понимать, что технология снизу вверх не всегда подходит, чтобы сварить вертикальный шов. Иногда мастер вынужден варить шов и сверху вниз. Избежать стекания капель расплавленного металла позволяет соблюдение таких условий:
Иногда мастер вынужден варить шов и сверху вниз. Избежать стекания капель расплавленного металла позволяет соблюдение таких условий:
- дуга должна быть короткой;
- электрод в начале поджига располагается перпендикулярно к плоскости соединения заготовок;
- при варке электрод наклоняется вниз со стороны держака, то есть располагается под острым углом по отношению к сварочному шву – дугой он удерживает металлические капли от стекания;
- если капли все-таки стекают, повышают силу тока и увеличивают перемещение электрода вниз; также стоит увеличить ширину сварочного шва, перемещая расходник из стороны в сторону;
- при использовании этой технологии не добиться высокого качества швов, зато она намного легче, чем метод снизу вверх.
Технология электродуговой сварки цилиндрических резервуаров
Заводскую сварку резервуарных конструкций выполняют согласно утвержденному технологическому процессу (процедурам), где учитываются:
- требования к форме и подготовке кромок свариваемых деталей;
- способы и режимы работы, сварочные материалы, последовательность осуществления работ;
- конкретные указания по закреплению деталей перед началом работ;
- мероприятия, позволяющие избежать прожогов, смещения шва от его оси и появления иных дефектов;
- мероприятия, направленные на сокращение числа деформаций.

При выборе технологии сварки резервуарных конструкций нужно точно понимать, что она обеспечивает:
- высокую производительность и экономическую эффективность сварочных процессов с учетом объемов выполнения сварки (массы наплавленного металла), затрат на сварочное оборудование и организацию технологического процесса;
- высокий уровень однородности и сплошности металла сварных соединений с учетом конкретных условий и требуемых механических свойств: прочности, пластичности, твердости, ударной вязкости и устойчивости к низким температурам;
- минимальный уровень деформаций свариваемых элементов.
В заводских условиях обычно используют автоматизированную сварку под флюсом для листовых конструкций и механизированную работу в углекислом газе или в смеси газов на основе аргона для решетчатых конструкций и оборудования. В первом случае не обойтись без оснащения сварочного оборудования системами слежения электрода за стыком.
Технология электродуговой сварки каркасов балки
Конструкция оборудования, позволяющего изготавливать сварные двутавровые балки, подбирается в соответствии с технологией сваривания поясных швов. Помимо этого, немалую роль играет набор приспособлений, используемый в производстве. Сегодня в таком случае обычно выбирают автоматическое сваривание под слоем флюса, поскольку тогда получаются качественные, надежные на всем своем протяжении швы.
За счет использования автоматизированного оборудования удается сократить себестоимость балок, а также добиться их высокого качества, повышенной надежности. Нерасплавленный, находящийся под давлением флюс используется, чтобы защитить область работы от избыточного разбрызгивания жидкого металла. А значит, сохраняется качество работы, несмотря на высокую силу тока (до 4000 А). Также флюс предотвращает быстрое остывание расплавленного металла, и газ отводится эффективнее.
Сварная балка может быть изготовлена при помощи ручной дуговой, полуавтоматической технологии. Тогда важным условием сборки является наличие специальных кондукторов с зажимами или они могут быть заменены прихватками, хомутами. Но применение этого метода влечет за собой чрезмерные потери металла вследствие разбрызгивания, угара в расплавленном состоянии. Объем потерь нередко составляет около 30 %.
Тогда важным условием сборки является наличие специальных кондукторов с зажимами или они могут быть заменены прихватками, хомутами. Но применение этого метода влечет за собой чрезмерные потери металла вследствие разбрызгивания, угара в расплавленном состоянии. Объем потерь нередко составляет около 30 %.
Также отметим: в производство балок входят такие этапы, как скрепление их полок, стенок. Нередки случаи, когда приходится сваривать друг с другом готовые двутавры. В подобных ситуациях прибегают к методу «встык».
Основы дуговой сварки
Дуговая сварка является одним из нескольких процессов соединения металлов плавлением. Под действием сильного нагрева металл на стыке двух деталей расплавляется и перемешивается — непосредственно или, что чаще, с промежуточным расплавленным металлом-наполнителем. При охлаждении и затвердевании создается металлургическая связь. Поскольку соединение представляет собой смесь металлов, конечная сварка потенциально имеет те же прочностные характеристики, что и металл деталей. Это резко отличается от процессов соединения без плавления (т. е. пайки, пайки и т. д.), при которых механические и физические свойства основных материалов не могут быть воспроизведены в месте соединения.
Это резко отличается от процессов соединения без плавления (т. е. пайки, пайки и т. д.), при которых механические и физические свойства основных материалов не могут быть воспроизведены в месте соединения.
Рис. 1 Базовая схема дуговой сварки
При дуговой сварке интенсивное тепло, необходимое для расплавления металла, производится электрической дугой. Дуга образуется между фактической работой и электродом (стержнем или проволокой), который вручную или механически направляется вдоль соединения. Электрод может быть либо стержнем, предназначенным для простого проведения тока между наконечником и изделием. Или это может быть специально подготовленный стержень или проволока, которые не только проводят ток, но и расплавляют и подают в соединение присадочный металл. В большинстве сварочных работ при изготовлении металлопродукции используется электрод второго типа.
Базовая схема сварки
Базовая схема дуговой сварки показана на рис. 1. Источник питания переменного или постоянного тока, оснащенный необходимыми элементами управления, подключается рабочим кабелем к заготовке и » «горячий» кабель к электрододержателю какого-либо типа, который создает электрический контакт со сварочным электродом.
1. Источник питания переменного или постоянного тока, оснащенный необходимыми элементами управления, подключается рабочим кабелем к заготовке и » «горячий» кабель к электрододержателю какого-либо типа, который создает электрический контакт со сварочным электродом.
Дуга создается в зазоре, когда цепь под напряжением и кончик электрода касаются заготовки и удаляются, но все еще находятся в тесном контакте.
Дуга создает температуру около 6500ºF на конце. Это тепло расплавляет как основной металл, так и электрод, образуя ванну расплавленного металла, которую иногда называют «кратером». Кратер затвердевает за электродом по мере его перемещения вдоль соединения. В результате получается сплавная связь.
Защита от дуги
Однако для соединения металлов требуется нечто большее, чем перемещение электрода вдоль стыка. Металлы при высоких температурах склонны вступать в химическую реакцию с элементами воздуха — кислородом и азотом. Когда металл в ванне расплава вступает в контакт с воздухом, образуются оксиды и нитриды, которые разрушают прочность и ударную вязкость сварного соединения. Поэтому многие процессы дуговой сварки предусматривают некоторые средства покрытия дуги и ванны расплава защитным экраном из газа, пара или шлака. Это называется защитой от дуги. Это экранирование предотвращает или сводит к минимуму контакт расплавленного металла с воздухом. Экранирование также может улучшить сварной шов. Примером может служить гранулированный флюс, который фактически добавляет в сварной шов раскислители.
Поэтому многие процессы дуговой сварки предусматривают некоторые средства покрытия дуги и ванны расплава защитным экраном из газа, пара или шлака. Это называется защитой от дуги. Это экранирование предотвращает или сводит к минимуму контакт расплавленного металла с воздухом. Экранирование также может улучшить сварной шов. Примером может служить гранулированный флюс, который фактически добавляет в сварной шов раскислители.
Рис. 2 Здесь показано, как покрытие на электроде с покрытием (стержневым) обеспечивает газовую защиту вокруг дуги и шлаковое покрытие на горячем наплавленном металле.
На рис. 2 показано экранирование сварочной дуги и сварочной ванны с помощью электрода Stick. Экструдированное покрытие на стержне присадочного металла обеспечивает защитный газ в точке контакта, а шлак защищает свежий сварной шов от воздуха.
Дуга сама по себе очень сложное явление. Глубокое понимание физики дуги не имеет большого значения для сварщика, но некоторое знание ее общих характеристик может быть полезным.
Природа дуги
Дуга представляет собой электрический ток, протекающий между двумя электродами через столб ионизированного газа. Отрицательно заряженный катод и положительно заряженный анод создают сильное тепло сварочной дуги. Отрицательные и положительные ионы отскакивают друг от друга в столбе плазмы с ускоренной скоростью.
При сварке дуга не только обеспечивает тепло, необходимое для расплавления электрода и основного металла, но при определенных условиях также должна обеспечивать транспортировку расплавленного металла от кончика электрода к изделию. Существует несколько механизмов переноса металлов. Два (из многих) примера включают:
- Surface Tension Transfer® — капля расплавленного металла касается ванны расплавленного металла и втягивается в нее за счет поверхностного натяжения
- Дуга распыления — капля выбрасывается из расплавленного металла на кончике электрода с помощью электрического зажима, направляя ее в ванну расплава (отлично подходит для сварки над головой)
Если электрод является расходуемым, наконечник плавится под действием тепла дуги, а капли расплава отрываются и переносятся на работу через столб дуги. Любая система дуговой сварки, в которой электрод расплавляется, чтобы стать частью сварного шва, называется металлической дугой. При сварке углеродом или вольфрамом (TIG) капли расплава не должны проникать через зазор на изделие. Присадочный металл вплавляется в соединение из отдельного прутка или проволоки.
Любая система дуговой сварки, в которой электрод расплавляется, чтобы стать частью сварного шва, называется металлической дугой. При сварке углеродом или вольфрамом (TIG) капли расплава не должны проникать через зазор на изделие. Присадочный металл вплавляется в соединение из отдельного прутка или проволоки.
Большая часть тепла, выделяемого дугой, передается в сварочную ванну с помощью плавящихся электродов. Это обеспечивает более высокую тепловую эффективность и более узкие зоны термического влияния.
Поскольку для проведения электричества через зазор должен существовать ионизированный путь, простое включение сварочного тока с расположенным над ним электрически холодным электродом не приведет к возникновению дуги. Дуга должна зажечься. Это вызвано либо подачей начального напряжения, достаточно высокого, чтобы вызвать разряд, либо прикосновением электрода к изделию, а затем отведением его, когда область контакта нагревается.
Дуговая сварка может выполняться постоянным током (DC) с положительным или отрицательным электродом или переменным током (AC). Выбор тока и полярности зависит от процесса, типа электрода, атмосферы дуги и свариваемого металла.
Выбор тока и полярности зависит от процесса, типа электрода, атмосферы дуги и свариваемого металла.
Просмотреть другие статьи о процессе и теории дуговой сварки
Просмотреть статьи с практическими рекомендациями по дуговой сварке
Просмотреть статьи о решениях для дуговой сварки
Что такое дуговая сварка? Определения и процессы дуговой сварки
Содержание
- 1 Определение дуговой сварки и типы процессов
- 2 Как это работает?
- 3 Какие существуют типы дуговой сварки?
- 4 Методы плавящимся электродом
- 4.1 Газовая сварка с металлической вставкой (MIG) и сварка металла в активном газе (MAG)
- 4.2 Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
- 4.3 Дуговая сварка порошковой проволокой (FCAW)
9 0050 4.4 Погружная дуга Сварка (SAW)
- 4.5 Электрошлаковая сварка (ESW)
- 4.6 Дуговая сварка стержней (SW)
- 5.
 1 Сварка инертной газовой вольфрама (TIG)
1 Сварка инертной газовой вольфрама (TIG) - 5,2 Сварка плазменной дуги (лапа)
Определение дуговой сварки и типы процессов
Дуговая сварка является одним из многих процессов сварки плавлением, используемых для соединения металлов. Он использует электрическую дугу для создания интенсивного тепла для плавления и соединения металлов. Источник питания создает электрическую дугу между плавящимся или неплавящимся электродом и основным металлом. Дуговые сварщики могут использовать как постоянный ток (DC), так и переменный ток (AC).
Как это работает?
Дуговая сварка работает с использованием электрической дуги от источника питания переменного или постоянного тока для создания ошеломляющего тепла около 6500 градусов по Фаренгейту на конце, для расплавления основных металлов и создания ванны расплавленного металла и соединения двух частей.
Дуга образуется между заготовкой и электродом, который перемещается по линии стыка механическим или ручным способом. Электрод может быть либо стержнем, по которому проходит ток между наконечником и заготовкой, либо стержнем или проволокой, которая проводит ток, а также плавится и подает присадочный металл к соединению.
Металл склонен вступать в химическую реакцию с элементами воздуха, такими как кислород и азот, при нагревании дугой до экстремальных температур. Это создает оксиды и нитриды, которые разрушают прочность сварного шва. Следовательно, необходимо использовать защитный защитный газ, шлак или пар, чтобы уменьшить контакт расплавленного металла с воздухом. После того, как деталь остынет, расплавленный металл может затвердеть, чтобы создать металлургическую связь.
Какие существуют типы дуговой сварки?
Дуговую сварку можно разделить на две различные формы:
Методы плавящегося электрода
Газовая сварка с металлической вставкой (MIG) и сварка металлическим активным газом (MAG)
Эта форма дуговой сварки также известна как дуговая сварка металлическим электродом в газе ( ГМАВ). MIG использует защитный газ, такой как аргон, двуокись углерода или гелий, для защиты основных металлов от разрушения из-за загрязнения.
MIG использует защитный газ, такой как аргон, двуокись углерода или гелий, для защиты основных металлов от разрушения из-за загрязнения.
Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
Этот вид сварки также известен как электродуговая сварка или ручная дуговая сварка металлическим электродом. В этом процессе дуга помещается между металлическим стержнем, покрытым электродным флюсом, и рабочим сегментом, чтобы расплавить его и сформировать сварочную ванну. Флюсовое покрытие электрода на металлическом стержне расплавляется с образованием газа, который защищает сварочную ванну от воздуха. В этом процессе не используется давление, и присадочный металл формируется электродом. Этот процесс лучше всего подходит для черных металлов, поскольку их можно сваривать во всех положениях. Черные металлы — это сплавы, состоящие в основном из железа и содержащие углерод.
Дуговая сварка порошковой проволокой (FCAW)
Этот вид сварки можно использовать вместо SMAW. FCAW использует газ, образованный флюсом, для защиты заготовки от загрязнения. Это позволяет оператору сваривать на открытом воздухе, даже в ветреную погоду. Он работает за счет использования постоянно подаваемого расходуемого порошкового электрода и источника постоянного напряжения для создания дуги постоянной длины. Эта форма сварки отлично подходит для общего ремонта и судостроения, потому что она хорошо работает с более толстыми соединениями.
FCAW использует газ, образованный флюсом, для защиты заготовки от загрязнения. Это позволяет оператору сваривать на открытом воздухе, даже в ветреную погоду. Он работает за счет использования постоянно подаваемого расходуемого порошкового электрода и источника постоянного напряжения для создания дуги постоянной длины. Эта форма сварки отлично подходит для общего ремонта и судостроения, потому что она хорошо работает с более толстыми соединениями.
Дуговая сварка под флюсом (SAW)
SAW предполагает образование дуги между постоянно подаваемым плавящимся электродом или проволокой и заготовкой. Этот процесс создает покрытие из плавкого флюса, который создает защитный газ для защиты рабочей зоны. Процесс становится проводящим при расплавлении и создает путь тока между электродом и заготовкой. Поток велик, потому что он предотвращает брызги и искры, одновременно подавляя пары и ультрафиолетовое излучение.
Электрошлаковая сварка (ЭШС)
ЭШС — это процесс сварки, в котором используется тепло, выделяемое электрическим током, протекающим между плавящимся электродом и заготовкой.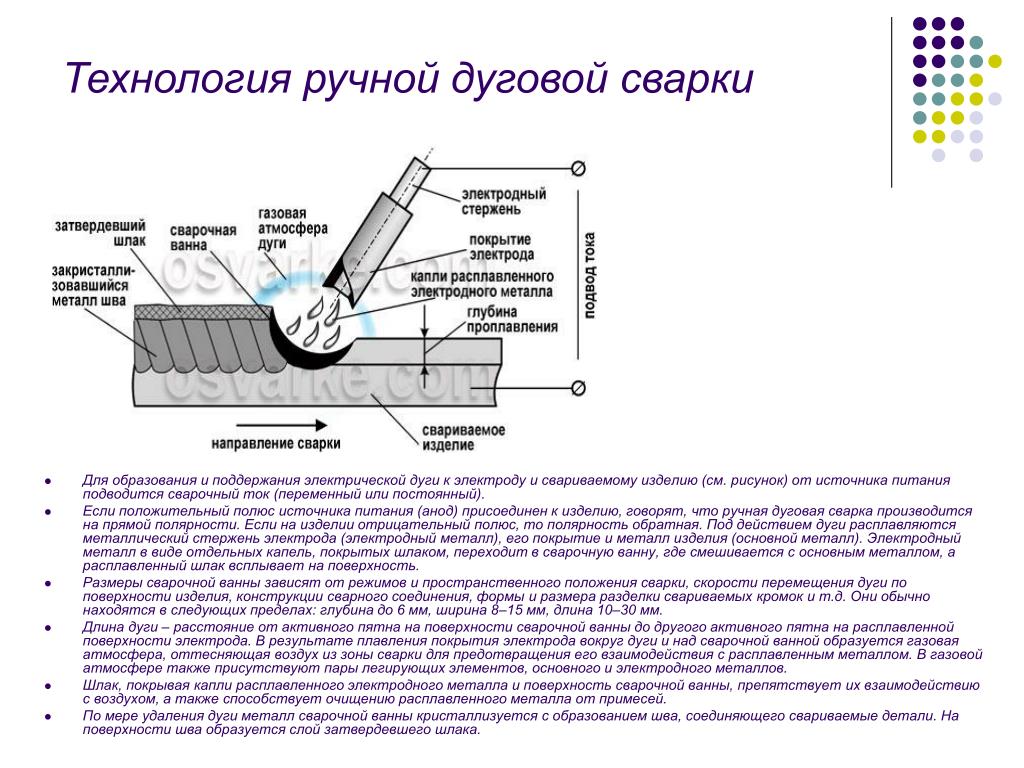 Это создает расплавленный шлак, который покрывает поверхность сварного шва. Сопротивление расплавленного шлака прохождению электрического тока создает тепло для расплавления проволоки и кромок пластин. Металл затвердевает при контакте с водой. Это вертикальный процесс, который используется для сварки толстых листов толщиной более 25 мм за один проход.
Это создает расплавленный шлак, который покрывает поверхность сварного шва. Сопротивление расплавленного шлака прохождению электрического тока создает тепло для расплавления проволоки и кромок пластин. Металл затвердевает при контакте с водой. Это вертикальный процесс, который используется для сварки толстых листов толщиной более 25 мм за один проход.
Дуговая сварка шпилек (SW)
SW соединяет металлическую шпильку, такую как гайка или крепеж, с металлической заготовкой путем нагревания обеих частей электрической дугой.
Методы с неплавящимся электродом
Сварка вольфрамовым электродом в среде инертного газа (TIG)
Этот процесс также называется дуговой сваркой вольфрамовым электродом (GTAW). TIG использует нерасходуемый вольфрамовый электрод для создания электрической дуги. Дуга также действует как газовый щит, защищающий сварной шов от воздуха, который может вызвать окисление. Это предпочтительный метод сварки алюминия.
Плазменно-дуговая сварка (PAW)
В этом методе используется электрическая дуга между неплавящимся электродом и основным металлом. Электрод помещается в горелку, и плазмообразующий газ отделяется от защитного газа, в результате чего получаются узкие и глубокие швы.
Электрод помещается в горелку, и плазмообразующий газ отделяется от защитного газа, в результате чего получаются узкие и глубокие швы.
Где используется?
Дуговая сварка обычно используется для соединения материалов во многих отраслях промышленности.
В аэрокосмической промышленности дуговая сварка используется для производства и ремонта самолетов, соединения листов и для точных работ. В автомобильной промышленности дуговая сварка используется для соединения выхлопных систем и гидравлических линий. Дуговая сварка может обеспечить чрезвычайно прочное соединение даже между тонкими металлами.
В строительной отрасли дуговая сварка используется для обеспечения прочных и надежных соединений внутри зданий, мостов и других объектов инфраструктуры. Другими отраслями, использующими дуговую сварку, являются нефтегазовая промышленность и энергетика.
Типы стержней
Для дуговой сварки используется широкий спектр стержней, которые имеют различные сильные и слабые стороны и области применения. Все эти факторы влияют на качество сварки. Стержень прикреплен к сварочному аппарату, и ток проходит через него для соединения заготовок. Стержень может либо расплавиться, чтобы стать частью сварного шва, известным как плавящиеся электроды, либо не плавиться, известными как неплавящиеся электроды.
Все эти факторы влияют на качество сварки. Стержень прикреплен к сварочному аппарату, и ток проходит через него для соединения заготовок. Стержень может либо расплавиться, чтобы стать частью сварного шва, известным как плавящиеся электроды, либо не плавиться, известными как неплавящиеся электроды.
Обычно используемые стержни имеют покрытие. Реже можно использовать стержни без покрытия, но они создают больше брызг и затрудняют контроль дуги. Стержни с покрытием лучше подходят для снижения содержания загрязняющих оксидов и серы из-за выделяемых ими химических веществ. Покрытие стержня может быть целлюлозным, минеральным или их смесью. Неважно, с покрытием или без покрытия стержень, пользователь должен выбрать правильный стержень для своей заготовки, чтобы создать прочные, незагрязненные сварные швы.
Преимущества дуговой сварки
Дуговая сварка имеет множество преимуществ по сравнению с другими видами сварки. К этим преимуществам относятся:
- Низкая стоимость.

