Технология хромирования деталей: Хромирование деталей, процесс, виды, составы, хромирование дома
Содержание
Хромирование деталей, процесс, виды, составы, хромирование дома
- Процесс
- Хромирование деталей
- Составы
- Виды
- Хромирование дома
- Видео хромирования
В качестве декоративной отделки отдельных деталей сегодня используется большое количество веществ. Немалое количество из них сделано на основе хрома.
Процесс хромирования
Хромирование представляет собой процесс насыщения поверхностей из металлических материалов хромом. Также данный процесс может означать образование на поверхности отдельных деталей, сделанных из металлов, хромированного осадка, который необходим для декоративной цели. На поверхность металлов хром осаживается под воздействием электрического тока.
Важно: Использование процесса хромирования необходимо не только для того, чтобы сделать поверхность отдельных деталей более привлекательной с эстетической точки зрения, но и для того, чтобы защитить металлы от образования коррозии.
Благодаря хромирования на поверхности образуется тонкий слой защитного вещества, которое делает структуру металла более прочной. Именно поэтому хромированные детали могут прослужить долгие годы. Декоративное хромирование способно продержаться длительное время.
Процесс хромирования деталей
Процесс хромирования является достаточно время затратным Ведь необходимо все делать аккуратно.
Весь процесс можно разделить на несколько этапов, которые заключаются в:
- Очистке.
На данном этапе хромирования осуществляется удаление сильный загрязнений с поверхности металлов, что слой хрома лег ровно и аккуратно.
- Тонкой очистке.
Данный шаг предполагает удаление оставшихся следов загрязнений, чтобы они не мешали проведению дальнейших работ.
- Предварительной подготовке.
В зависимости от материала, на который будет наноситься состав хрома, зависит то, какие меры следует предпринимать для того, чтобы подготовить его для проведения дальнейших работ.
- Помещении в ванну с подготовленным раствором.
На данном этапе хромирования металлические изделия помещаются в ванну с подготовленных составом, состоящим из хрома и других вспомогательных элементов. Здесь осуществляется температурное выравнивание.
- Подключении тока.
Этот шаг заключается в том, чтобы подключить к раствору с материалом для хромирования ток определенной силы. Обработка током происходит для образования на поверхности металла слоя хрома определенной толщины.
Во время хромирования выделяется большое количество токсичных веществ, которые могут навредить здоровью человека.
Внимание: Сегодня имеется большое количество стран в мире, в которых данный процесс хромирования находится под тщательным контролем.
Составы для хромирования
Для хромирования используются следующие виды растворов:
- Раствор шестивалентного хрома.
 Его главным компонентом является хромовый ангидрид.
Его главным компонентом является хромовый ангидрид. - Раствор трехвалентного хрома. В него главным образом входит сульфат хрома или хлорид хрома. Такой раствор применяется достаточно редко. Такая ситуация складывается по причине того, что есть некоторые ограничения на толщину покрытия, его оттенок и насыщенность цвета.
Таблица 1. Составы электролитов для хромирования.
| Компоненты | Составы электролита, г/л | ||
|---|---|---|---|
| Разбавленного | Универсального | Концентрированного | |
| хромовый ангидрид | 150 | 250 | 350 |
| серная кислота | 1,5 | 2,5 | 3,5 |
| катодная плотность тока, А/дм2 | 45–100 | 15–60 | 10–30 |
| температура раствора, °С | 55–60 | 45–55 | 35–45 |
Таблица 2.
 Состав хромирующих смесей для стали.
Состав хромирующих смесей для стали.
| Материал | Состав хромирующей смеси (массовая доля, %) | Температура хромирования, °С | Выдержка, ч | Глубина хромированного слоя, мм |
|---|---|---|---|---|
| Среднеуглеродистая легированная теплостойкая. сталь (пружины, лабиринтные уплотнения) | 60 % металлического хрома, 39 % глинозема, 1 % йодистого аммония | 1020–1050 | 8 | Не менее 0,01 |
| Малоуглеродистая легированная сталь (детали узлов парораспределения турбин) | 1020–1080 | 8–10 | Не менее 0,025 | |
| Жаропрочные сплавы (уплотнительные кольца, втулки, клапаны, гайки, шпильки) | 70 % металлического хрома, 29 % глинозема, 1 % йодистого аммония | 1100–1150 | 5–10 | 0,02–0,03 |
Виды хромирования
В современном мире представлено большое количество разновидностей хромирования.
Выделяются следующие виды данного процесса:
- Гальваническое хромирование
Данный способ хромирования представляет собой метод нанесения на поверхность металлов или пластмассовых материалов специального покрытия методом использования электрического тока. Благодаря этому достигает оснащение обрабатываемого материала уникальных свойств. Они заключаются в: утолщении поверхности, устойчивости к образованию ржавчины, в приобретении привлекательного внешнего вида. Во время использования гальванического хромирования используется трехслойное нанесение металлического вещества. Из-за того, что хром вступает в реакцию с другими металлами, он оседает на поверхности и придает ей блеск.
- Химическое хромирование.
При использовании данного метода хромирования не применяется электрический ток. Весь процесс основан на реакции, которая проявляется между реагентами. При этом очень важно перед обработкой отдельных деталей методом покрытия хромированным составом нанести тонкий слой меди. Для этой цели используется смесь из: сернокислой меди, концентрированной серной кислоты, дистиллированной воды. Для хромирования используется следующий состав: фтористый хром, гипофосфат натрия, охлажденная уксусная кислота, раствор едкого натрия, лимоннокислый натрий, дистиллированная вода.
Для этой цели используется смесь из: сернокислой меди, концентрированной серной кислоты, дистиллированной воды. Для хромирования используется следующий состав: фтористый хром, гипофосфат натрия, охлажденная уксусная кислота, раствор едкого натрия, лимоннокислый натрий, дистиллированная вода.
- Хромирование золочение.
Данный вид хромирования подразумевает нанесение на поверхность металлов тонкого слоя золотого металла. Делается это не только для достижения наилучшего декоративного эффекта, но и для защиты материала от появления коррозии. Золочение делает материал более плотным и износостойким.
Хромирование в домашних условиях
В современном мире встречается немалое количество людей, которые осуществляют домашнее хромирование. Благодаря этому можно значительно сэкономить на обработке хромом отдельных металлических или пластмассовых деталей.
Важно: Процесс гальванического хромирования недоступен в нашей стране для домашнего использования.
Его использование является уголовно наказуемым.
С теоретической точки зрения можно произвести хромирование дома, но для этого придется приложиться большое количество усилий. Для этой цели необходимо приобрести большое количество ванн и растворов для проведения процесса. На это уйдет масса времени и средств. Не рекомендуется проводить процедуру хромирования в домашних условиях путем обработки растворов и материалов электрическим током, потому что при этом выделяются токсины, способные нанести вред окружающей среде.
В домашних условиях можно воспользоваться химическим видом хромирования. При этом очень важно изготовить раствор меди хрома. Только после этого можно приступать к обработке металлических и неметаллических изделий.
Во время проведения процедуры хромирования необходимо позаботиться о технике безопасности, как и в промышленных условиях.
Хромирование в домашних условиях видео
технология химического и гальванического хромирования металла
Хромирование — это ряд процессов диффузионного насыщения поверхностей металлических заготовок с помощью хрома, в результате чего они обретают зеркальную поверхность. В официальной литературе такую технологию также называют «металлизацией». Однако последнее название, скорее всего, обобщает все способы изменения характеристик поверхности металлических и неметаллических предметов с помощью тонкого металлического слоя.
В официальной литературе такую технологию также называют «металлизацией». Однако последнее название, скорее всего, обобщает все способы изменения характеристик поверхности металлических и неметаллических предметов с помощью тонкого металлического слоя.
- Краткое описание процесса
- Особенности технологии
- Диффузный метод гальванической обработки
- Химическое хромирование
- Обработка посредством напыления
- Подготовка к хромированию металла
- Подвиды хромирования
Освоив технологию хромирования, вы сможете проводить ряд уникальных работ в домашних условиях. Это позволит вам поменять внешний облик мотоцикла или автомобиля, а также изготовить множество стильных и современных вещей, например: ручки для шкафов или дверей, подставки, крепежные элементы, карнизы, кашпо и другие декоративные изделия, которые превратят ваш интерьер в нечто невероятное.
Краткое описание процесса
И хоть стандарты современной жизни диктуют свои правила, люди по-прежнему с особым интересом относятся к красивым и блестящим вещам, как это делали их предки много столетий назад. Изящные детали кузовов транспортных средств, блестящие изделия в ванных комнатах и кухнях, оригинальные статуэтки и яркие покрытия домов — всё это пользуется очень большой популярностью, поэтому спрос на хромирование деталей неуклонно растёт.
Изящные детали кузовов транспортных средств, блестящие изделия в ванных комнатах и кухнях, оригинальные статуэтки и яркие покрытия домов — всё это пользуется очень большой популярностью, поэтому спрос на хромирование деталей неуклонно растёт.
В настоящее время практикуется несколько способов металлизации заготовок. Среди них:
- Оцинкование;
- Покрытие хромом;
- Покрытие алюминием.
Использование цинка положительно сказывается на антикоррозийных свойствах стальных и металлических заготовок, в результате чего их эксплуатационный срок стремительно растёт.
Алюминий также улучшает антикоррозийные свойства, поэтому его наносят на оборудование, которое вынуждено работать в температурном режиме до 900 градусов Цельсия. В числе таких приборов — детали и механизмы для добычи нефтяных продуктов и перекачки газа, комплектующие печных систем, а также множество других изделий.
Что касается покрытия хромом, то такая методика является хорошим способом создания красивых декоративных покрытий, позволяющая скрыть все производственные дефекты и придать изделию более изящный вид. К тому же хромирование улучшает ряд эксплуатационных характеристик, а именно:
К тому же хромирование улучшает ряд эксплуатационных характеристик, а именно:
- Улучшает антикоррозийные свойства;
- Увеличивает твердость металла;
- Улучшает защитные характеристики от эрозии;
- Повышает жаропрочность;
- Улучшает износостойкость;
- Делает внешний вид изделия более привлекательным;
- Позволяет создавать качественные покрытия с заданными параметрами.
Особенности технологии
Нанесение хрома на металлические заготовки принято называть химическим хромированием. Технологию применяют для улучшения декоративных и функциональных свойств металлических изделий. Сам процесс может выполняться посредством следующих методик:
- Гальванический метод.
- Химический.
- Посредством напыления.
Если говорить о нанесении хрома на поверхность заготовки с помощью первого метода, то это можно делать двумя путями: диффузным и электролитическим. Чтобы вводить обе разновидности гальваники, нужно запастись специальными резервуарами с кислотоупорным покрытием и водяными рубашками.
Чтобы вводить обе разновидности гальваники, нужно запастись специальными резервуарами с кислотоупорным покрытием и водяными рубашками.
Электролитическое хромирование построено на принципе электролиза металлов. В процессе обработки электрический ток подаётся через электролит, представленный в виде специального раствора из солей хрома, кислоты или щелочи. По мере прохождения тока выделяются катионы хрома. В итоге они остаются на обрабатываемой поверхности.
Средние параметры хромирования гальваническим методом выглядят следующим образом:
- Хромовый ангидрид 250 г/л.
- Серная кислота — 2,5 г/л.
- Температурные показатели — 50 градусов Цельсия для декоративной обработки, и 55−60 градусов Цельсия для улучшения функциональных качеств.
- Плотность тока — 25 А/дм2 для декоративной обработки, а также 60 А/Дм2 для достижения функциональных свойств.
Чтобы выполнить качественную гальванику, нужно правильно подобрать температуру электролита и плотность тока. Такие параметры оказывают влияние на внешний вид и функциональные свойства нанесенного слоя.
Такие параметры оказывают влияние на внешний вид и функциональные свойства нанесенного слоя.
Не забывайте, что любое увеличение температуры снижает выход хрома по току, а увеличение плотности действует противоположным образом.
При низкой температуре и постоянной плотности тока получаемое покрытие становится серым. Если плотность тока не меняется, а температуры остаются высокими, это позволяет получить молочный оттенок.
Диффузный метод гальванической обработки
Применять метод термической обработки стали с помощью хромирования, что положительно сказывается на эксплуатационных свойствах поверхности, придавая материалу прочность, твердость, вязкость, износостойкость, упругость, жаро- и коррозийную стойкость. При соблюдении определенного температурного режима, поверхность конкретной заготовки поддаётся воздействию реагентов, а посредством диффузии происходит насыщение поверхностного слоя хромом. Диффузионная обработка незаменима при нанесении на поверхностный слой кремния, углерода, азота и алюминия.
Термическое хромирование с помощью порошков подразумевает применение смесей, которые состоят из феррохрома и шамота. Подобный состав принято называть солянок кислотой. Ещё одна разновидность диффузной обработки заключается в конденсации паров хрома.
Химическое хромирование
При выполнении химической обработки применяется ряд следующих реагентов:
- Хлористый хром;
- Гипофосфат натрия;
- Лимоннокислый натрий;
- Уксусная ледяная кислота;
- Двадцатипроцентный раствор едкого натра;
- Вода h3О.
При проведении реакции выдерживается температурный показатель 80 градусов Цельсия. Перед тем как нанести хромовое покрытие на стальную заготовку, они предварительно покрываются слоем меди. В итоге заготовки моют в воде и тщательно высушивают. Используя раствор кислощелочного происхождения, проводят химическую металлизацию диэлектриков.
Кроме этого, в современном мире широко распространен ещё один тип химической металлизации — вакуумное хромирование или PVD-процесс. Метод обеспечивает комплексную конденсацию паров хрома на поверхностном слое заготовки. Это происходит в специальных вакуумных камерах, где металл нагревается до температуры испарения, а затем оседает в виде тумана на конкретную деталь. Толщина слоя хрома настолько крошечная, что его дополнительно покрывают лаком с целью защиты от царапин. Подобная методика используется при хромировании алюминиевых изделий.
Метод обеспечивает комплексную конденсацию паров хрома на поверхностном слое заготовки. Это происходит в специальных вакуумных камерах, где металл нагревается до температуры испарения, а затем оседает в виде тумана на конкретную деталь. Толщина слоя хрома настолько крошечная, что его дополнительно покрывают лаком с целью защиты от царапин. Подобная методика используется при хромировании алюминиевых изделий.
Обработка посредством напыления
Напыление деталей хромом (каталитическое хромирование) осуществляется с помощью реакции «серебряного зеркала». В качестве реагентов используются комплексные серебряные слои в щелочных растворах аммиака. Роль восстановителя выполняет раствор инвертного сахара, гидразина или формалина.
При одновременном напылении серебра и восстановителя металлическая заготовка обретает красивое белоснежное зеркальное покрытие.
Для таких изделий характерна отличная отражательная способность. На следующем этапе каталитического хромирования происходит покрытие заготовки защитным лаком с добавлением красящего светостойкого тонера. Такое средство получается с помощью смешивания фиолетового, синего и черного цветов в соотношении 3:1:1.
На следующем этапе каталитического хромирования происходит покрытие заготовки защитным лаком с добавлением красящего светостойкого тонера. Такое средство получается с помощью смешивания фиолетового, синего и черного цветов в соотношении 3:1:1.
Обработка посредством «серебряного зеркала» состоит из нескольких процессов:
- Анализ и подготовительный этап. Необходимо подготовить поверхность детали, очистив её и промыв специальным средством. Чтобы улучшить адгезию, поверхность предварительно шлифуют с помощью шлифовальной бумаги с показателями зернистости Р500−600.
- Использование глянцевой основы. Подготовленный материал покрывается черным глянцевым покрытием, которое полностью исключает желтизну зеркального слоя. Сушку нанесенных лаков осуществляют в температурном режиме 20−25 градусов Цельсия без использования дополнительных сушильных приборов. Для высушивания заготовку оставляют на 8 часов. Если речь идёт о сушке в окрасочно-сушильной среде с температурным режимом 60 градусов, то там достаточно 45 минут просушивания.

- Следующий этап заключается в сушке.
- Затем происходит травление поверхности заготовки для улучшения адгезии серебра, а также очистка материала с помощью дистиллированной воды.
- Дальше выполняют сенсибилизацию или специальную обработку поверхностного слоя с помощью активатора. Таким образом поверхность покрывается защитной пленкой.
- На следующем этапе осуществляют металлизацию с помощью серебра.
- Затем на заготовку наносят защитный лак, который надёжно защищает обработанную поверхность от потускнения и потери эксплуатационных свойств из-за длительного использования и агрессивных воздействий.
Подготовка к хромированию металла
Подготовительный этап заключается в выполнении нескольких обязательных действий:
- Подготовка поверхности заготовки посредством шлифовки и полировки.
- Очистка от загрязнений с помощью специального средства и дистиллированной воды и протирка ветошью.

- Полное изолирование поверхности, куда не нужно наносить хром, заделка отверстий (если не нужно покрывать внутренние полости).
- Установка изделия на специальную подвеску.
- Полное обезжиривание.
- Промывка водой.
- Декапирование.
Роль шестивалентного хрома выполняет хромовый ангидрид, трёхвалентного — сульфат или хлорид хрома.
Гальваническую ванну покрывают серной кислотой, а после помещения обрабатываемой заготовки в раствор поддают ток с определенными показателями плотности.
Также необходимо соблюдать подходящий температурный режим раствора в ванной, который устанавливается с учётом особенностей хромирования.
При использовании терморежима необходимо придерживаться одних и тех же температурных показателей на протяжении всего мероприятия. Любые отклонения от установленного стандарта могут привести к ухудшению адгезионных свойств покрытия, в результате чего гальваника потеряет правильную структуру, а на поверхностном слое появятся различные дефекты, такие как разводы, наросты и сталактиты.
Продолжительность гальванической обработки определяется требуемой толщиной хромированного слоя.
В процессе обработки из раствора выделяется ряд вредных паров, поэтому все мероприятия нужно проводить с учетом всех тонкостей техники безопасности и с использованиием средств персональной защиты.
В отдельных условиях металлизацию проводят лишь после травления или нанесения на заготовку другого металла, например, меди или никеля. Таким образом осуществляется укрепление полученного слоя.
Подвиды хромирования
Как уже говорилось выше, гальваническое хромирование позволяет создать эффективный защитно-декоративный слой и придать поверхности особенные свойства.
Хромированный металл декорируется и с помощью других металлов, включая медь или никель. В таком случае эксплуатационные показатели, а именно срок службы и сохранность блеска хрома существенно улучшаются. Также материал обретает отличные антикоррозийные свойства, поэтому он не поддаётся вредным воздействиям.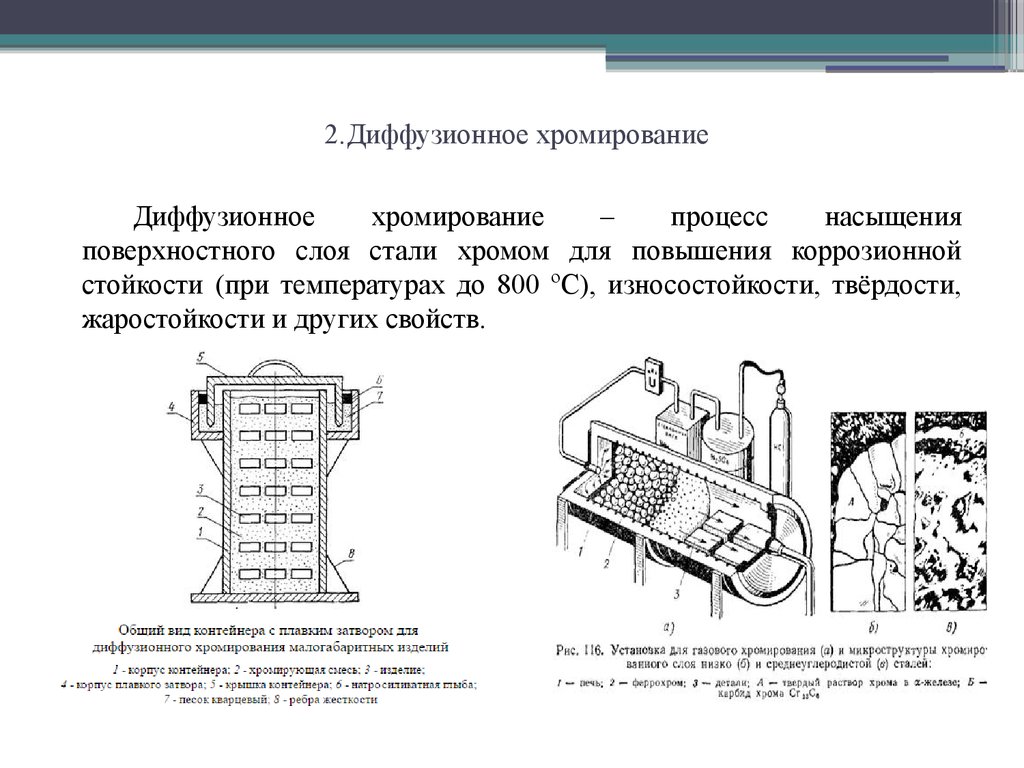
Твердое хромирование незаменимо в тех случаях, если речь идёт о желании улучшить износостойкость и твердость, уменьшив показатели трения на обрабатываемой заготовке.
В таком случае использовать другой металл не нужно. Выдержка в ванной отличается большой продолжительностью, что необходимо для получения определенной толщины слоя.
На отмену от декоративной металлизации, твердая подразумевает дополнительное использование специальных лаков или масел.
Теперь вы знаете, в чём заключаются все особенности металлизации деталей с помощью хрома. При соблюдении последовательности действий, можно успешно провести такое мероприятие в домашних условиях.
Хромирование деталей — декоративное покрытие хромом: технология
- Для чего нужен хромовый слой
- Основные методы
- Гальваническое хромирование
- Как подготовить изделие
- Как проводят процедуру хромирования
- Химический способ
Под термином «хромирование» может пониматься как диффузионное насыщение поверхности обрабатываемого изделия слоем хрома, так и нанесение хрома по гальванической технологии. Существует также более общий термин – «металлизация». Под ним подразумевается нанесение на обрабатываемую поверхность слоя металла, в роли которого может выступать в том числе и хром.
Существует также более общий термин – «металлизация». Под ним подразумевается нанесение на обрабатываемую поверхность слоя металла, в роли которого может выступать в том числе и хром.
Истинные фанаты хромирования не прочь покрыть хромом все, что только можно
Среди гальванических методов нанесения металла покрытие хромом является наиболее популярным. Именно поэтому термин «металлизация» часто используется в качестве синонима слова «хромирование».
Для чего нужен хромовый слой
Нанесение слоя хрома может выполняться для улучшения декоративных характеристик изделия из металла (декоративное хромирование), а также для защиты металлической детали от коррозии и придания ее поверхности большей твердости. Таким образом, за счет хромирования можно не только улучшить механические и декоративные характеристики изделия, но и значительно продлить срок его эксплуатации.
Множество разнообразных хромированных изделий можно встретить как в быту, так и в разных отраслях промышленности. Использование изделий из металла, на поверхность которых нанесен слой хрома, актуально в тех случаях, когда они будут эксплуатироваться в условиях постоянного воздействия агрессивных сред и интенсивного трения.
Использование изделий из металла, на поверхность которых нанесен слой хрома, актуально в тех случаях, когда они будут эксплуатироваться в условиях постоянного воздействия агрессивных сред и интенсивного трения.
Восстановление хромированного покрытия возвращает былой внешний вид и продлевает срок службы конструкции
В бытовых условиях наиболее активно используются следующие изделия с хромированным покрытием:
- мебельная фурнитура;
- элементы для оформления домашних и офисных интерьеров;
- автомобильные диски и детали транспортного средства;
- сувенирная продукция;
- сантехническое оборудование.
Хромированный бензобак
В промышленности технология хромирования применяется в следующих целях:
- при производстве изделий по порошковой технологии;
- при изготовлении пресс-форм, используемых для изготовления изделий из резины и полимерных материалов;
- при производстве отражателей различного назначения;
- для повышения твердости поверхностного слоя и износостойкости режущего, а также специального измерительного инструмента;
- для придания исключительных декоративных характеристик кузовным и другим деталям транспортных средств;
- для обработки деталей, эксплуатируемых в условиях постоянного трения и негативного воздействия внешней среды (элементы парового оборудования и теплосетей, детали автомобильных двигателей и морских судов).

Промышленная гальваническая линия, предназначенная для нанесения твердого хрома на изделия из сталей и цветных металлов
Хромированные детали отличаются следующими характеристиками:
- высокой устойчивостью к коррозии;
- микротвердостью, показатели которой достигают значений 950–1100 единиц по шкале HV;
- высокой пористостью покрытия, его износо- и жаростойкостью;
- низким коэффициентом трения сформированного покрытия;
- большим разбросом толщины хромового слоя (5–300 мкм и даже более).
Перечисленные характеристики, которых можно добиваться с помощью хромирования стали и других металлов, делает такую технологию настолько популярной. Перечислять все сферы, где активно используется процесс хромирования, можно достаточно долго.
Разновидности металлизации по способу взаимодействия металлизируемой поверхности с наносимым металлом (нажмите для увеличения)
Основные методы
На сегодняшний день выделяют следующие виды хромирования, каждый из которых отличается своими преимуществами и недостатками:
- хромирование, выполняемое по гальванической технологии;
- диффузионное хромирование, проводимое в герметичной емкости при высокой температуре;
- вакуумное хромирование, требующее использования специальной камеры, в которой создается вакуум;
- каталитическое хромирование, предполагающее, что на поверхность обрабатываемого изделия наносятся специальные жидкости без кислот;
- химическое хромирование изделий из стали и других металлов, которое по технологии выполнения напоминает обычную покраску;
- хромирование по гальванической технологии.

Гальваническое хромирование
Покрытия, получаемые в результате гальванического хромирования, могут быть нескольких типов.
«Твердый хром»
Нанесение покрытий данного типа осуществляется при использовании тока, отличающегося высокой плотностью (более 100 А/дм2). Температура электролитического раствора не должна превышать значения 40°. Слой хрома, нанесенный по данной технологии, делает поверхность изделия более твердой, но в то же время и более хрупкой.
«Блестящий хром»
Покрытия данного типа наносятся с использованием тока, плотность которого находится в интервале 30–100 А/дм2 и в растворе с температурой в пределах 45–60°. Поверхностный слой металла, на который хромовое покрытие нанесено по данной технологии, приобретает исключительно высокую твердость и износостойкость, а также зеркальный блеск.
«Молочный хром»
Для получения хромированных покрытий данного типа используется ток минимальной плотности (до 25 А/дм2). Данный метод хромирования деталей не позволяет получать на них покрытия высокой твердости. Слой хрома, наносимый на поверхность изделия в таких случаях, напоминает очень эластичную массу, в структуре которой практически отсутствуют поры.
Для выполнения такого хромирования необходим трех- или шестивалентный хром. При хромировании металла с применением трехвалентного хрома в качестве основного компонента электролитического раствора используется хромовый ангидрид. При применении шестивалентного хрома в роли такого элемента выступает хлорид или сульфат хрома.
Составы электролитов для хромирования
Растворы, выполненные на основе шестивалентного хрома, содержат в своем составе следующие компоненты:
- серную кислоту – 2,25–3 г/л;
- хромовый ангидрид – 225–300 г/л;
- свинец, который обычно входит в состав анода в сочетании с сурьмой или оловом, – 4–6%.

Большое значение для качества наносимого хромированного покрытия имеет пропорция серной кислоты и хромового ангидрида в используемом электролитическом растворе. Как правило, такое соотношение стараются выдерживать в пределах 1:100. Если оно будет меньше, то поверхность хромируемой детали не будет отличаться высоким качеством, на ней могут возникать отслоения, матовость и различные пятна. Например, если для хромирования используется электролитический раствор, в котором серная кислота и хромовый ангидрид содержатся в соотношении 1:50, то хромовое покрытие не получит достаточно высокой кроющей и рассеивающей способности.
Режимы хромирования и материалы для анодов
Важными параметрами при нанесении хромированного покрытия также являются плотность электрического тока (не выше 310 кА/дм2) и температура электролитического раствора (45–60°). Если увеличить плотность тока, то на угловых и торцевых элементах хромируемой детали могут формироваться дендриты, которые значительно ухудшают декоративные характеристики изделия.
Кроме свинцовых анодов, химический состав которых дополнен сурьмой (не более 6%), для выполнения хромирования сегодня используются аноды из титана, покрытого платиновым слоем. При проведении хромирования желательно не применять растворимые аноды: для изготовления таких элементов лучше использовать листы или стержни из металла, сечение которых составляет порядка 1,5 см.
Для погружения изделий в ванну используются специальные контактные приспособления
Аноды для хромирования, изготовленные из свинца, необходимо регулярно чистить при помощи металлической щетки, так как на их поверхности постоянно образуется хромовокислый налет. В том случае, если для нанесения хрома используются титановые аноды, покрытые слоем платины, такую чистку выполнять не потребуется. Если аноды, при помощи которых осуществляется хромирование изделий из стали и других металлов, не применяются в течение нескольких дней, их необходимо извлечь из электролитического раствора и держать все это время в воде.
Как подготовить изделие
Технология декоративного хромирования (как и нанесение слоя хрома в защитных целях) предусматривает тщательную подготовку изделия. Такая подготовка заключается в выполнении таких процедур, как:
- шлифовка обрабатываемой поверхности, а также ее тщательная полировка;
- промывка изделия и протирание его мягкой тканью;
- изолирование тех участков поверхности, где хромировка не требуется;
- обезжиривание хромируемой детали;
- декапирование изделия, которое позволяет улучшить адгезию наносимого хромового слоя с основным металлом;
- размещение изделия в электролитическом растворе при помощи специального кронштейна.
Шлифовка изделия перед хромированием
В отдельных случаях технология декоративного хромирования предусматривает предварительное травление обрабатываемой поверхности и нанесение на нее слоя другого металла (меди или никеля), что способствует увеличению прочности хромового покрытия.
Как проводят процедуру хромирования
Сама технология декоративного хромирования заключается в следующем.
- Изделие после предварительной подготовки помещается в емкость с электролитическим раствором, в которой уже находится анод.
- Раствор, в который погружают изделие, должен быть предварительно нагрет до требуемой рабочей температуры. Следует иметь виду, что рабочая температура электролитического раствора должна поддерживаться на протяжении всего процесса хромирования. Это необходимо для того, чтобы обеспечить хорошую адгезию наносимого слоя, а также его однородность по структуре и толщине.
- В зависимости от того, какой толщины должен быть хромированный слой, определяют время нахождения изделия в электролитическом растворе.
Рекомендуемые режимы сушки хромированных изделий
Технология декоративного хромирования предусматривает также выполнение термообработки детали (этот этап нужен для того, чтобы хромовое покрытие было более твердым и прочным). Изделие, на поверхность которого уже нанесен слой хрома, выдерживают в течение нескольких часов в нагревательной печи при температуре порядка 200°.
Изделие, на поверхность которого уже нанесен слой хрома, выдерживают в течение нескольких часов в нагревательной печи при температуре порядка 200°.
На видео ниже подробно показан процесс гальванического хромирования с комментариями в виде субтитров.
Химический способ
В настоящее время активно применяется технология декоративного хромирования, не предполагающая использования электролитического раствора. Таким способом, суть которого заключается в том, что хром из рабочего раствора осаждается на поверхности обрабатываемого изделия, выполняется хромирование алюминия и других металлов, а также деталей из полимерных материалов.
Рабочий раствор, используемый для выполнения такого хромирования, готовится на основе хромосодержащего реагента, дистиллированной воды и гипофосфита натрия. В процессе хромирования, которому подвергается алюминиевый или любой другой сплав, гипофосфит натрия восстанавливает хром из его солей, и металл оседает тонким слоем на поверхности обрабатываемого изделия. За счет того, что в используемых для выполнения такого хромирования химических реагентах содержится фосфор, готовый хромовый слой, частично насыщаемый данным элементом, отличается достаточно высокой прочностью.
Составы растворов для химического хромирования
Химический способ нанесения хромового покрытия отличается не только простотой реализации, но и большей экологической безопасностью, если сравнивать его с другими технологиями хромирования. Такой способ, при помощи которого можно хромировать алюминий, сталь и даже полимерные материалы, используют даже в домашних условиях.
Выполняя хромирование деталей автомобиля или других изделий по химической технологии, следует иметь в виду, что готовое покрытие получается матовым и отличается непривлекательным сероватым оттенком. Чтобы придать такому покрытию характерный хромовый блеск, необходимо провести финишную полировку.
При помощи технологии хромирования изделиям из различных металлов и полимерных материалов можно придавать не только защитные свойства, но и исключительные декоративные характеристики. Например, возможно нанесение на различные детали черного хрома, покрытие из которого делает их внешний вид эффектным и презентабельным.
Что такое хромирование металла: покрытие деталей хромом, технология хроматирования поверхностей — процесс, как происходит, для чего нужно
24Июл
- Хромирование: что это такое?
- Для чего нужно хромирование?
- Технология хромирования деталей
- Оборудование для хромирования поверхностей
- Как покрыть металл хромом?
- Подготовка детали
- Как смешать электролит
- Этапы хромирования: процесс пошагово
- Причины возникновения дефектов
- Опасность для здоровья
Есть множество способов защитить деталь от внешних воздействий, и сегодня мы хотим обратить внимание на один из них. Рассмотрим, что такое хромирование металла: как оно осуществляется, зачем вообще необходимо, какое оборудование для этого требуется и так далее. Постараемся подробно подойти к каждому ключевому вопросу, чтобы вы узнали все важные нюансы.
Сразу отметим, что претворить его в жизнь сегодня сравнительно просто, но только в том случае, если соблюдать два условия. Нужно использовать подходящие инструменты и строго придерживаться разработанной технологии. В таком случае и качество результата будет непросто удовлетворительным или приемлемым, а отличным – изделие приобретет именно те свойства, которых вы и рассчитывали добиться.
Хромирование: что это такое?
Представляет собой процесс нанесения защитного слоя на поверхность детали (определенной формы). Есть два классических метода его реализации:
Диффузионный – заключается в насыщении начальных слоев заготовки атомами Cr воздействием тока; тем эффективнее, чем больше частиц проникает в кристаллическую решетку основного материала.

Электролитический – сводится к катодному осаждению присадки под влиянием тока определенной силы.
Внимание, любой из этих способов допустимо претворять в жизнь только при условии того, что будет проведена предварительная очистка заготовки от грязи, пыли, налипших абразивных частиц. В противном случае точно не удастся добиться однородности созданного слоя.
В толщину покрытие металла хромом достигает 0,075-0,25 мм, то есть является сравнительно тонким и никак не утяжеляет предмет, что достаточно удобно. При этом оно прочное – с твердостью на уровне 66-70 HRC, правда, образуется с шероховатостями (которые тем заметнее, чем сложнее форма заготовки и чем больше дефектов у нее было изначально). А значит после осаждения не зря рекомендуется выполнять полировку, какие бы растворы ни применялись (а они могут быть с добавками сульфатов, ангидридов, хлоридов).
Прежде чем рассматривать, какого алгоритма действий придерживаться, давайте определимся, почему вообще стоит проводить данный вид работ.
Для чего нужно хромирование?
Правильная реализация одной из выбранных технологий позволяет:
Защитить металлические детали от разрушения под воздействием резких температурных перепадов, а также от тлетворного влияния ржавчины.
Восстановить исходную геометрию, что даст возможность существенно продлить ресурс изделия (если глубина износа не превышает 1 мм).
Улучшить отражающие характеристики, что актуально при производстве осветительных приборов, так как помогает повысить видимость знаков и/или элементов корпуса.
Повысить износостойкость за счет снижения силы трения при физическом контакте или термическом расширении; в итоге опасные или однозначно негативные внешние воздействия не так влияют на основной материал заготовки.
Технология хромирования деталей
Сегодня выделяют 3 ее варианта:
Гальванический метод (в среде из электролита) – под влиянием тока (при подаче нужного напряжения) атомы Cr равномерно оседают на проводящей поверхности; тем самым они образуют новый слой, причем стойкий как к механическим повреждениям, так и к различным агрессивным средам.
Химический способ – сводится к восстановительной реакции Cr, протекающей (благодаря реагентам) в солевом растворе. Фосфор поможет устранить серый оттенок, смесь на основе меди, воды и серной кислоты надежно закроет те места, которые не нужно обрабатывать. Просто нанесите ее на те участки, где не должно быть покрытия. Использование средств индивидуальной защиты при этом обязательно.
Декоративный – здесь особенность в том, что слой тончайший, для его нанесения применяется специальная кисть, и нужен он в первую очередь для красоты, хотя некоторую защиту от коррозии он тоже обеспечивает. Если в качестве присадки выбирается что-то драгоценное, метод также называют золочением или металлизацией серебром.
Это основные виды хромирования, наиболее удобные, востребованные, часто применяемые на практике. Которому их них отдать предпочтение? Это зависит от многих факторов, но чаще всего от того, какого результата необходимо достичь (что за толщины добиться), и насколько однородным должен быть новообразованный слой. Производительность труда тоже важна: чем объемнее и габаритнее заготовка, тем быстрее должен быть метод.
Производительность труда тоже важна: чем объемнее и габаритнее заготовка, тем быстрее должен быть метод.
И самое главное: гальванический способ в России допустимо использовать только в промышленных условиях, и то заручившись рядом необходимых лицензий и разрешений, в противном случае последует наказание, вплоть до уголовного.
Оборудование для хромирования поверхностей
Если говорить о вариантах, которые реально реализовать дома (в гараже, личной мастерской), то вам понадобится:
Ванна – любой достаточно вместительный резервуар, но обязательно химически стойкий и теплоизолированный (снаружи).
Источник стабильной подпитки электродов – рассчитанный на подачу тока силой 50 А, оснащенный регулятором напряжения и обладающий мощностью не более 1 кВт.
Термодатчик, заранее откалиброванный и фиксирующий измерения в диапазоне 0…+100 0С.
Нагреватель, выполненный из материала, не боящегося кислых сред.
Пластинка из свинца, которая послужит анодом; внимание, закрепить ее потребуется на некотором расстоянии от стенок емкости, чтобы подводить к ней провод было максимально безопасно.

Можно упростить себе задачу и купить заранее подготовленный химический набор, содержащий все необходимые реагенты и даже инструкцию по их использованию.
Как покрыть металл хромом?
Для выполнения данной работы следует подобрать просторное и обязательно нежилое помещение. Также требуется заранее подготовить оборудование, средства индивидуальной защиты (респиратор, очки для глаз, плотную одежду), компоненты для приготовления смеси.
Раствор важно делать именно в пластиковой емкости, в противном случае стенки резервуара могут окислиться, что нарушит реакцию. Для катода подойдет олово или пластинка свинца. Ванну допустимо брать любой формы, хоть прямоугольную, хоть цилиндрическую – главное, чтобы она вмещала требуемый объем жидкости. Хотя излишки, в принципе, можно хранить в любой герметично закрывающейся канистре или бочке, только недолго.
Обратите внимание, хромирование деталей – это ответственный процесс, для успешного проведения которого (и получения результата должного качества) следует обеспечить:
Постоянное и стабильное напряжение.

Правильные пропорции электролита.
Подходящий температурный режим (неустанно контролируйте его).
Воздействие тока на изделие в течение заданного времени.
Предварительную подготовку детали.
Только при соблюдении всех вышеперечисленных условий вы можете надеяться, что получите по-настоящему ровный слой достаточной толщины, обладающий всеми необходимыми защитными свойствами. Но пусть работа не кажется слишком сложной – немного практики, и вы сможете выполнять ее непросто самостоятельно, а безошибочно.
Отдельно скажем о том, что такое хромирование стали – это процесс, который в общем случае проходит следующим образом:
Активируете поверхность заготовки – погружаете ее на 5-20 минут в раствор HCl (чем она больше и сложнее ее форма, тем дольше должно быть время).
Промываете предмет, чтобы удалить с него остатки соляной кислоты.
Высушиваете и погружаете в емкость с электролитом.

Подключаете источник тока – плюсом к аноду, минусом – к обрабатываемому объекту.
Оставляете изделие на 3 часа (в среднем), после чего достаете из ванны и шлифуете.
Именно таким образом обрабатываются различные функциональные узлы автомобилей, например, колесные диски.
Подготовка детали
Если по всем правилам проводить покрытие сталей хромом, технология предусматривает:
Предварительную очистку от загрязнений.
Аккуратное снятие уже образовавшейся ржавчины с помощью наждачки.
Удаление остатков масел и жирных пятен средствами бытовой химии.
В случае с любыми другими металлами предпринятые меры должны быть аналогичными.
Как смешать электролит
Необходимо сделать раствор, и в этом нет ничего сложного – просто возьмите ингредиенты в следующей пропорции:
150-250 г/л – ангидрида.
1,5-2,5 г/л – серной кислоты.
Только помните, что первый компонент очень токсичен (несет смертельную опасность), поэтому выполнять все операции необходимо в защитной одежде, очках, респираторе.
Чтобы впоследствии вам было, в чем осуществлять хроматирование стали (или другого металла), следует:
Заполнить до половины стеклянную емкость водой, предварительно доведенной до температуры в 60 0С.
Добавить ангидрид, объем которого должен соответствовать вышеприведенной пропорции, и аккуратно взбалтывать до тех пор, пока он не растворится полностью.
Долить h3O вплоть до наполнения резервуара.
Ввести сюда же серную кислоту, строго не превышая дозу, и осторожно перемешать.
Старайтесь приготовить ровно столько электролита, сколько требуется для проведения всех операций. Его остатки стоит как можно раньше утилизировать, ведь они содержат канцерогены, а значит, случайно попав в организм, способны спровоцировать кожные болезни или даже развитие опухоли. В течение какого-то короткого времени раствор разрешается хранить, но строго в герметичной таре, со стенками которой он точно не вступит в реакцию.
Этапы хромирования: процесс пошагово
Рассмотрим процедуру более подробно – итак, для нанесения покрытия нужно:
Подогреть токопроводящий раствор до температуры в +52 0С и дать ему немного настояться.

Подготовить ванну, то есть зафиксировать в ней анод, а потом закрепить изделие – так, чтобы оно было в равной степени удалено от всех стенок – и довести до тех же +52 0С.
Залить электролит в резервуар.
Подавать напряжение в течение 20-60 минут, в зависимости от формы и габаритных размеров заготовки, а также от объема емкости.
Вытянуть предмет, промыть его, хорошенько просушить – на чем-то чистом, и так, чтобы он точно не соприкасался с какими-либо посторонними объектами.
Чтобы обеспечить качественное нанесение хромового покрытия металла декоративным способом, необходимо соблюсти следующие условия:
Оснастить рабочее помещение хорошей системой вентиляции.
Подобрать подходящий инструмент – кисть с ворсом в 2,5 см, – сделать на нем обмотку из свинцовой проволоки и зафиксировать его в торце ванны.
Прикрепить анод напротив – с другой стороны резервуара.
Наполнить емкость электролитом.

Подключить источник питания (в роли которого отлично выступит понижающий трансформатор) – чтобы начать хромировать, его нужно подсоединить плюсом к установленному ранее диоду, минусом – к заготовке (которая в данном случае является катодом).
Нанести на изделие проводящий раствор, причем равномерно, обработав каждый нужный участок кистью по 15-20 раз.
Выключить подачу тока.
Достать предмет, аккуратно смахнуть с него остатки жидкости, просушить; случайно налипшие посторонние частицы допустимо удалить воздушным потоком от компрессора (главное, чтобы при этом не было контактов с какими-то посторонними объектами).
Причины возникновения дефектов
Практическое назначение хромирования – создать именно равномерное защитное покрытие, но достичь этого удается не всегда. Слой может получиться с шероховатостями, порами и другими недостатками. Почему? В силу одной, нескольких или всех из следующих причин:
Правильная пропорция компонентов при приготовлении раствора не была соблюдена.

Электрические параметры при подаче не соответствовали норме.
Температурный режим был нарушен.
Предварительная очистка заготовки выполнена некачественно.
Изделие было изготовлено без травления, из материала, склонного к самопассивации.
Естественно, вероятность появления брака существенно выше при проведении операций дома, а не на производстве. Но в чем же он проявляется? Итак, если технология хромирования металла будет реализована неправильно, вы можете увидеть:
Отсутствие блеска или присутствие буровато-коричневых пятен – возникает при превышении содержания ангидрида или при малом количестве серной кислоты в растворе.
Неравномерность цвета – наблюдается при превышении рекомендованной силы тока или при нарушении терморежима.
Образование наружных раковин – обычно они появляются из плохой предварительной очистки (полировки) заготовки.
Слой толще на одних участках и тоньше на других – значит напряжение было чересчур высоким.

Покрытие недостаточно прочное, проминается при физическом воздействии – в процессе хромирования деталь не прогрели до необходимой температуры.
Есть трещины – наверняка применялся электролит, в котором железа сверх нормы (она составляет 0,15 кг/л).
В некоторых точках осаждение вообще не произошло – это свидетельствует о том, что в проводящем растворе присутствуют нитраты.
Отслаивание – наблюдается, если напряжение при подаче колебалось, что привело к понижению рабочей температуры.
Естественно, дефектов может быть сразу несколько, но даже один из них убедительно говорит о наличии проблемы, и о том, что процедуру нужно повторить, и на сей раз правильно.
Опасность для здоровья
Да, хромированный металл – это материал, защищенный от коррозии, но наносить столь полезное покрытие необходимо с величайшей осторожностью. Потому что один из двух главных компонентов электролита, а именно ангидрид (CrO3) очень токсичен. Как в виде кристаллов, так и растворенный в воде и образующий кислоты, он является источником канцерогенов.
Как в виде кристаллов, так и растворенный в воде и образующий кислоты, он является источником канцерогенов.
Соли и оксиды Cr малолетучи, но это не должно успокаивать, так как в результате нагрева (под воздействием электролита) они могут испаряться, примешиваться к водным парам и после оседать на коже.
Именно поэтому так важно работать в очках, респираторе, перчатках и спецодежде – чтобы вредные вещества попадали на ткань. Помните, если столь вредное вещество впитается сквозь поры, попадет в организм через слизистые оболочки или каким-то другим путем, это чревато развитием серьезнейших заболеваний, вплоть до опухолей. Поэтому соблюдать технику безопасности необходимо просто неукоснительно.
Мы поэтапно рассмотрели, как происходит хромирование деталей, как к нему подготовиться, о чем нужно помнить при проведении процесса. Теперь, когда вы понимаете все риски химического осаждения в домашних условиях, мы призываем подойти к процедуре с максимальной ответственностью и осторожностью. Компания «Рокта» может вам помочь – мы занимаемся продажей ленточнопильных станков, чтобы уточнить интересующую вас информацию, свяжитесь с нашими менеджерами по контактным телефонам, указанным на странице.
Компания «Рокта» может вам помочь – мы занимаемся продажей ленточнопильных станков, чтобы уточнить интересующую вас информацию, свяжитесь с нашими менеджерами по контактным телефонам, указанным на странице.
Хромирование деталей — химическое, вакуумное, гальваника и другие
Хром — это металл, который отличается хорошей прочностью, приятным внешним видом и высокой защитой от коррозии. На практике изделия из чистого хрома применяются редко в связи с высокой стоимостью металла (сложная добыча, непростое обогащение). Поэтому этот химический элемент обычно наносят тонким слоем на другие металлы, камень, пластик, дерево и другие материалы. Это позволяет улучшить физико-химические и эстетические свойства обрабатываемой детали за сравнительно небольшую сумму. В металлургическом деле процедуру нанесения хрома тонким слоем называют — хромирование.
Покрываться хромом могут различные изделия — рабочие инструменты, диски для автомобилей, оборудование для кораблей, посуда, декоративные изделия. Хромирование может выполняться различными способами, а сегодня таких способов насчитывается более 10 штук (хотя на практике применяется 3-4 технологии хромирования). Но возможно ли хромирование в домашних условиях — или его проводят только на фабриках и заводах? Какими особенностями обладает хромирование пластика? И о каких правилах техники безопасности не нужно забывать? В статье эти вопросы будут рассмотрены.
Хромирование может выполняться различными способами, а сегодня таких способов насчитывается более 10 штук (хотя на практике применяется 3-4 технологии хромирования). Но возможно ли хромирование в домашних условиях — или его проводят только на фабриках и заводах? Какими особенностями обладает хромирование пластика? И о каких правилах техники безопасности не нужно забывать? В статье эти вопросы будут рассмотрены.
Содержание
- 1 Общие сведения
- 2 Где проводят хромирование?
- 3 Технологии хромирования
- 3.1 Электролитическая гальваника
- 3.2 Химическое хромирование
- 3.3 Вакуумное хромирование
- 4 Хромирование в домашних условиях
- 4.1 Подготовка помещения и покупка оборудования
- 4.2 Подготовка детали к работе
- 4.3 Процедура хромирования
- 5 Заключение
Общие сведения
Толщина слоя покрытия обычно невелика — от 0,2 до 0,8 миллиметров (хотя встречаются изделия и с более толстым слоем). Хромированию могут подвергаться любые металлы и их сплавы (железо, чугун, сталь, алюминий, медь и другие), а также диэлектрики (пластик, камень, дерево, фарфор и другие).
Хромированию могут подвергаться любые металлы и их сплавы (железо, чугун, сталь, алюминий, медь и другие), а также диэлектрики (пластик, камень, дерево, фарфор и другие).
Покрыть хромом можно посуду, украшения, детали автомобиля или мотоцикла, мебель. Помимо этого хромирование деталей и пластика выполняет следующие важные функции:
- Термическая и механическая защита. Хром обладает плотной структурой и очень высокой температурой плавления. Поэтому при нагреве его химико-физические структура не изменяется. При механическом ударе вещество также сохраняет свою структуру, поэтому хромированные детали обладают более высокой механической устойчивостью.
- Антикоррозийная защита. С химической точки зрения хром является инертным веществом. При нормальных условиях он не вступает в контакт с водой и атмосферным воздухом. Поэтому изделия с хромовым покрытием не покрываются коррозией длительное время. С кислотами, щелочами и солями хром также вступает в химические реакции неохотно.

- Восстановление прочности запчасти. В случае длительной эксплуатации в запчастях появляются небольшие трещины и углубления, что негативно сказывается на их прочности, надежности. Нанесения хромового покрытия позволяет закрыть эти трещины и вмятины, что улучшит их практическое применение.
- Защита от грязи и повышение отражательной способности. Хромовое покрытие надежно защищает деталь от грязи, пыли и органического мусора. Люди покрывает запчасти своих ТС, чтобы их транспорт был лучше виден в темноте (покрываются обычно диски, отдельные детали или весь кузов целиком).
Где проводят хромирование?
Большинство технологий хромирования являются сложными операциями, для проведения которых необходимо специальное оборудование. Во время нанесения покрытия в атмосферу могут выделяться вредоносные вещества, которые представляют опасность для человека при вдыхании. Небольшие дозы испарений слабо влияют на здоровье, однако покрытие наносится долго, поэтому о защите организма необходимо подумать в обязательном порядке. Обычно хромовое покрытие наносят в специальных технологических цехах, где установлено оборудование для удаления вредных испарений, а сами людям носят защитные костюмы.
Обычно хромовое покрытие наносят в специальных технологических цехах, где установлено оборудование для удаления вредных испарений, а сами людям носят защитные костюмы.
Однако при соблюдении ряда правил можно выполнить хромирование в домашних условиях. Для проведения работ Вам понадобятся дополнительные средства и оборудование. Перечислим основные из них:
- Средства индивидуальной защиты. Это плотный защитный костюм, маска-респиратор и очки, которые плотно прилегают к лицу. Эти средства будут защищать тело от контакта с вредоносными веществами, которые находятся в воздуха. Защищается как кожа, так и слизистые оболочки, а также органы дыхания. После нанесения покрытия костюм, маску и очки нужно почистить, чтобы удалить частички вредных веществ, которые могли осесть на них.
- Вытяжное оборудование. Это могут быть вытяжные вентиляторы или схожее оборудование. Главная задача, которую выполняют такие вентиляторы, — это сбор и удаление из помещения вредных испарений, которые образуются во время хромирования.
 Мощность таких вентиляторов не должна быть слишком высокой, поскольку вредных веществ образуется не так много (за исключением обработки больших изделий сложной формы, когда требуется большое количество расходных материалов, выделяющих вредные испарения).
Мощность таких вентиляторов не должна быть слишком высокой, поскольку вредных веществ образуется не так много (за исключением обработки больших изделий сложной формы, когда требуется большое количество расходных материалов, выделяющих вредные испарения).
Технологии хромирования
В зависимости от способа нанесения хрома различают порядка 10 технологий хромирования, а основными технологиями являются гальванизация, химическое нанесение, вакуумное нанесение и другие. Ниже эти технологии будут рассмотрены более подробно.
Электролитическая гальваника
Гальваническое хромирование — простая технология, которая подходит для домашней обработки деталей. Обычно она используется для обработки металлических деталей небольшой формы, однако при необходимости ее можно адаптировать для обработки больших изделий и пластика. Гальваника работает за счет такого явления, которое физики называют электролизом. Электролитическая гальваника выполняется по такой схеме:
- В электрически нейтральную ванночку помещается жидкость, называемую электролитом.
 В качестве электролита для хромирования используются вещества, содержащие хром. Это хромовая кислота, ангидрид и другие. В состав электролита могут входить вспомогательные вещества — скажем, серная кислота, едкий натр или сернокислый стронций.
В качестве электролита для хромирования используются вещества, содержащие хром. Это хромовая кислота, ангидрид и другие. В состав электролита могут входить вспомогательные вещества — скажем, серная кислота, едкий натр или сернокислый стронций. - К ванночке подключается источник постоянного тока (генераторы с переменным током не подходят из технических соображений). Анод имеет вид пластинки (обычно из свинца или хромсодержащего сплава), а опускается он в ванночку с электролитом. К катоду прикрепляется обрабатываемая деталь, которая тоже опускается в электролит.
- После подготовки оборудования и детали электрическая цепь замыкается. Это приводит к тому, что электрический ток переходит от анода к катоду через электролитический раствор. Это приводит к ряду химических реакций, что приводит к высвобождению свободного хрома, который за счет прохождения тока переходит на поверхность обрабатываемой детали. В результате формируется тонкое покрытие, что нам и требовалось.
Химическое хромирование
Для нанесения тонкого защитного слоя может также применяться химическое хромирование. Эта технология не подразумевает использование электрического тока для перехода хромовых ионов — вместо этого защитный слой создается за счет ряда химических превращений. Поэтому химическая хромирование является более простой и безопасной, хотя для ее проведения понадобятся более дорогие реактивы. Технология проводится в два этапа: сперва наносится слой меди, а потом — хрома. Суть технологии кратко:
Эта технология не подразумевает использование электрического тока для перехода хромовых ионов — вместо этого защитный слой создается за счет ряда химических превращений. Поэтому химическая хромирование является более простой и безопасной, хотя для ее проведения понадобятся более дорогие реактивы. Технология проводится в два этапа: сперва наносится слой меди, а потом — хрома. Суть технологии кратко:
- Рабочий очищает деталь от грязи и пыли, а также выполняет ее обезжиривание. После этого он готовит смесь для омеднения на основе сернокислой меди и концентрированной серной кислоты. При необходимости раствор нагревают до температуры 15-20 градусов (если в помещении низкая температура). Потом деталь помещается в раствор на 5-10 секунд — потом ее достают и промывают.
- Рабочий высушивает деталь и готовит бета-версию раствора (без гипофосфита натрия). Рецептов таких растворов существует много, однако чего всего его готовят на основе фтористого хромила, лимонной и уксусной кислот.
 Такой раствор нагревают до температуры 80-90 градусов, потом всыпается гипофосфит натрия — в результате получается альфа-версия раствора, который нужен для обработки.
Такой раствор нагревают до температуры 80-90 градусов, потом всыпается гипофосфит натрия — в результате получается альфа-версия раствора, который нужен для обработки. - Запчасть помещается в приготовленный раствор на большое время — порядка 5-7 часов. Во время нанесения дополнительного слоя необходимо поддерживать постоянную температуру раствора (всю процедуру можно делать на электроплитке). По завершении процедуры деталь нужно достать, помыть в слабом растворе соды и высушить — после этого она готова к применению.
Вакуумное хромирование
Вакуумная технология позволяет получить тонкий однородный слой металла на поверхности любого вещества. Она является самой сложной с технологической точки зрения, поэтому выполнить вакуумное хромирование в домашних условиях сложно. Технология не подразумевает проведение сложных химических операций или использование электрического тока, что делает ее более безопасной и универсальной. Для проведения процедуры понадобится специальное оборудование, которое стоит достаточно дорого (вакуумные камеры, насосы, распылители).
Основные этапы нанесения покрытия вакуумным методом:
- Металлическая основа (в нашем случае хром) помещается в специальную камеру, из которой откачивается воздух для создания вакуума. После этого выполняется нагрев металла до состояния пара.
- Обрабатываемая деталь проходит предварительную обработку и очистку. Потом она помещается в отдельную камеру вакуумной установки (но не в тот же отсек, где находится нагретый до состояния пара хром).
- В конце выполняется распыление газообразного хрома по всей поверхности обрабатываемой детали. Хромовые частички остывают и становятся твердыми, что приводит к формированию тонкого покрытия.
Хромирование в домашних условиях
Выполнить хромирование можно в домашних условиях. Процедура состоит из нескольких этапов — подготовка помещения, покупка оборудования, зачистка детали и непосредственно хромирование. Ниже мы рассмотрим эти этапы более подробно.
Подготовка помещения и покупка оборудования
Гальванику стоит проводить в любом техническом помещении, где установлена вытяжка или вентилятор для откачки вредных испарений. Рабочему необходимо позаботиться о средствах индивидуальной защиты. Для проведения гальваники также понадобится подобрать следующее оборудование:
Рабочему необходимо позаботиться о средствах индивидуальной защиты. Для проведения гальваники также понадобится подобрать следующее оборудование:
- Пластиковая или стеклянная ванночка (изделия из металла не допускаются). В ванночку будет помещаться обрабатываемое изделие, а также электролит и катод/анод.
- Компоненты для приготовления электролита. Это дистиллированная вода (1 л), хромовый ангидрид (250 г) и серная кислота (2-3 г). При необходимости концентрацию компонентов нужно пропорционально увеличить.
- Источник постоянного тока, а также два провода (анод и катод). К катоду будут прикрепляться запчасти, которые будут помещаться в электролит. Анод помещается непосредственно в электролит; оптимальной будет покупка провода-анода с пластинкой на конце (это увеличит интенсивность реакции).
- Нагревательный элемент. Электрическая плитка с датчиком температуры. Ванночку с электролитом можно ставить прямо на плитку.
Подготовка детали к работе
Перед нанесением хрома нужно выполнить зачистку и обезжиривание детали. Для зачистки необходимо вымыть и тщательно высушить требуемую деталь. Если на ее поверхности есть сильные шероховатости, то от них следует избавиться с помощью шлифовки. Также необходимо обезжирить деталь:
Для зачистки необходимо вымыть и тщательно высушить требуемую деталь. Если на ее поверхности есть сильные шероховатости, то от них следует избавиться с помощью шлифовки. Также необходимо обезжирить деталь:
- Возьмите 1 литр чистой воды, добавьте туда 50 кальцинированной соды, 150 г гидроксида натрия и 5 г силикатного клея, хорошенько перемешайте смесь.
- Поставьте емкость с полученной смесью на плиту, нагрейте смесь до температуры 90 градусов, поместите туда деталь на 20-30 минут.
- Достаньте деталь, промойте ее под водой и высушите ее. Обратите внимание — вытирать деталь можно только чистой тряпкой (в противном случае придется проводить обезжиривание заново).
Процедура хромирования
Итак, Вы подготовили помещение, надели защитную одежду и выполнили обезжиривание. Теперь можно выполнить гальваническое хромирование алюминия, стали или любого другого металла:
- Поставьте ванночку на плитку, прикрепите к катоду запчасть, установите анод на ванночку, вылейте в ванночку электролит, включите вытяжку, нагрейте электролит до температуры 50-55 градусов.

- Введите в ванночку катод с прикрепленной запчастью, чтобы жидкость полностью покрыла деталь, а потом увеличьте мощность вытяжки и включите источник постоянного тока.
- Длительность обработки — 20-40 минут в зависимости от формы детали и интенсивности обработки. По завершении хромирования деталь высушивают 2-3 часа.
Хромирование пластика выполняется по иному сценарию. Для нанесения покрытия нужно изготовить пустотелую кисть, в которую будет заливаться электролит (сделать ее можно из оргстекла). К кисти следует присоединить токопроводящие щетинки, через которые будет проходить ток. К корпусу кисточки следует присоединить анод, а к металлическим щетинкам — катод. После запуска электрического тока будет проводиться распыление частичек хрома с конца щетинок кисточки. Для нанесения покрытия нужно 15-20 раз провести кисточкой по всей поверхности пластика. При необходимости процедуру нужно повторить 2-3 раза (зависит от типа пластика и качества кисточки).
Заключение
Чтобы защитить металл, пластик, дерево или камень от коррозии или механического повреждения, можно выполнить хромирование поверхности. Выполнить эту процедуру можно разными способами — с помощью гальваники, вакуумным методом, химическим способом и так далее.
Выполнить эту процедуру можно разными способами — с помощью гальваники, вакуумным методом, химическим способом и так далее.
Нанесение хрома можно выполнить в домашних условиях при соблюдении правил техники безопасности. Оптимальный способ домашнего хромирования — гальваника. Гальваническое хромирование выполняется в несколько этапов — установка ванночки, подключение источника постоянного тока, внесение электролита, помещение детали в ванночку и запуск электрического тока.
Используемая литература и источники:
- Degarmo, E. Paul; Black, J T. & Kohser, Ronald A. (2003), Materials and Processes in Manufacturing (9th ed.), Wiley
- Ю.М. Лахтин, В.П. Леонтьева. Материаловедение. — М.: Машиностроение, 1990.
- Статья на Википедии
Хромирование деталей из металла в домашних условиях
Для улучшения декоративных свойств металлические детали можно хромировать. Технология широко применяется в автомобильной промышленности, ряде иных сфер хозяйства. Хромирование деталей требуется и для защиты изделий от повреждений, улучшения их физических качеств. Этот метод обработки металла имеет ряд иных достоинств и преимуществ.
Хромирование деталей требуется и для защиты изделий от повреждений, улучшения их физических качеств. Этот метод обработки металла имеет ряд иных достоинств и преимуществ.
Содержание:
- Необходимость хромирования
- Сфера применения хромирования
- Технология хромирования
- Гальванический метод хромирования
- Электролитический метод хромирования
- Диффузионный метод хромирования
 org/ListItem»> Химическое хромирование
org/ListItem»> Химическое хромирование- Каталитический метод хромирования
- Вакуумное хромирование
- Термохимическое хромирование
- Хромирование своими руками
- Подготовка рабочего места
- Помещение, инструменты для хромирования
- Источник питания
- Состав и метод подготовки электролитов
 org/ListItem»> Подготовка поверхности
org/ListItem»> Подготовка поверхности- Хромирование
- Возможные дефекты и их причины
Необходимость хромирования
Под хромированием металла понимают процесс металлизации хромом для улучшения поверхностных свойств и характеристик элементов. При хромировании происходит диффузное насыщение хромом различных поверхностей из стали. Обработка хромом допустима и в отношении АВС пластика, алюминия, латуни, силумина.
Покрытие хромом придает внешнему виду деталей более красивый вид, облагораживает их. Хромовый слой обеспечивает оригинальный цвет «металлик», литые диски автомобиля, отражатели фар, запчасти мотоциклов, сувениры или предметы интерьера для дома начинают выглядеть более эстетично.
Прочие достоинства хромирования:
- Защита. Нанесение слоя хрома помогает повысить стойкость изделий к перепадам температур, увеличивает коррозионную и эрозионную устойчивость, снижает подверженность механическим повреждениям.
 Детали становятся сверхтвердыми (950 – 1100 единиц по соответствующей шкале), поэтому меньше реагируют на химическое повреждение, не окисляются.
Детали становятся сверхтвердыми (950 – 1100 единиц по соответствующей шкале), поэтому меньше реагируют на химическое повреждение, не окисляются. - Восстановление. Срок службы основания серьезно повышается, крупные и мелкие детали становятся очень стойкими к износу. При низкой глубине износа хромирование полностью восстанавливает изделие (например, у валов и втулок закрываются трещинки до 1 мм глубиной).
- Отражательные качества. Некоторые элементы автомобиля хромируют для повышения различимости в темноте. Отражение улучшает декоративные качества техники.
- Чистота. Хромирование изделий защитит их от грязи и пыли, поскольку предотвращает прилипание различных загрязнений.
По сравнению с никелированием хромирование имеет меньше недостатков: стоимость услуг ниже, покрытие будет более твердым и прочным. Применение никеля выигрывает лишь по декоративным качествам, так как поверхность становится еще эстетичнее.
к содержанию ↑
Сфера применения хромирования
Полностью описать все области и сферы, где используется технология, сложно. Хромирование незаменимо в мебельной промышленности, хромом обрабатывают фурнитуру, отделочные элементы. Методика популярна в производстве сантехники — элемент наносят на внешнюю и внутреннюю поверхность труб, ванн, раковин, используют для покрытия ручек, смесителей.
Хромирование незаменимо в мебельной промышленности, хромом обрабатывают фурнитуру, отделочные элементы. Методика популярна в производстве сантехники — элемент наносят на внешнюю и внутреннюю поверхность труб, ванн, раковин, используют для покрытия ручек, смесителей.
В автомобильной промышленности технология применяется для изготовления:
- накладок и отражателей;
- алюминиевых дисков;
- элементов кузова;
- поршней;
- компрессионных колец;
- роликов и осей.
Хромирование применяется при выпуске резины, пластмассы (хром наносят на каландровые валы и пресс-формы), разного измерительного инструмента. Материалом покрывают те элементы, которые сильно трутся между собой, чтобы повысить их износостойкость.
к содержанию ↑
Технология хромирования
Существуют разные способы хромирования, некоторые вполне можно применять в домашних условиях, имея соответствующее оборудование.
Гальванический метод хромирования
Гальваническое хромирование деталей — самый популярный метод, ведь все действия можно осуществить своими руками. Гальваника предполагает помещение деталей в специальный раствор с определенным составом, откуда под воздействием волн (солитонов) электрического тока атомы хрома будут осаждаться на поверхность. Имея нужный набор приспособлений для хромирования, можно самостоятельно создать высококачественное покрытие путем гальванизации.
к содержанию ↑
Электролитический метод хромирования
Одна из разновидностей гальваники. При использовании электролиза трех- или шестивалентный хром придает изделию нужный «металлический» вид. При применении трехвалентного элемента основным веществом раствора выступает хромовый ангидрид. Использование шестивалентного хрома отличается от предыдущего метода наличием в составе раствора сульфата хрома.
При проведении электролитического хромирования дисков или иных деталей важно строго соблюдать пропорции компонентов. В противном случае защитный слой быстро отслоится либо на нем будут пятна, неодинаковая матовость и недостаточный глянец.
В противном случае защитный слой быстро отслоится либо на нем будут пятна, неодинаковая матовость и недостаточный глянец.
к содержанию ↑
Диффузионный метод хромирования
Напыление хрома производится при помощи гальванической кисти. В домашних условиях такой метод более предпочтителен, ведь мастеру не потребуется использовать ванну. Особенно рекомендуется выполнять методику для деталей из алюминия, углеродистой стали, сплавов с кремнием.
Химическое хромирование
Применение химических реактивов помогает восстановить хром из его солей. В случае использования химии электрический ток не потребуется. Обычно в качестве реагентов берут соединения фосфора, лимоннокислый натрий, уксусную ледяную кислоту, едкий натр 20 %.
Перед нанесением реагентов детали покрывают слоем меди. После окончания работ промывают заготовки в воде, сушат, полируют (изначально предметы имеют тусклый серый цвет).
к содержанию ↑
Каталитический метод хромирования
Подвид химического хромирования черных или цветных металлов, предполагающий нанесение на деталь жидкости без кислот в составе. Технология безопасна для человека и помогает создать оригинальные, необычные эффекты.
Технология безопасна для человека и помогает создать оригинальные, необычные эффекты.
Каталитическое хромирование можно применять в отношении обычных и гибких изделий (при электролизе последнее невозможно, покрытие отслоится).
Обычно в качестве реагента берется серебро в щелочном растворе аммиака, а как восстановитель — формалин или гидразин. Применение серебра делает деталь молочной с зеркальной поверхностью.
к содержанию ↑
Вакуумное хромирование
Технология принадлежит к химической металлизации и имеет еще одно название — PVD-процесс. Дает конденсацию паров хрома на поверхности детали после помещения ее в специальную вакуумную камеру. В этой установке при отрицательном давлении хром нагревается до температуры испарения, потом оседая как туман на изделии.
Расчет давления, срока хромирования будет зависеть от степени износа детали, вида материала. После вакуумного хромирования толщина металлического слоя минимальная, поэтому деталь сверху покрывают специальной краской из баллончика или лакируют.
к содержанию ↑
Термохимическое хромирование
Применяют средства в порошках, состоящие из шамота, феррохрома. Методика аналогична таковой при химическом хромировании, только изделие в процессе будет подвергаться нагреванию.
Хромирование своими руками
Чтобы произвести ремонт изделий с результатом не хуже, чем по ГОСТ, важно точно соблюдать последовательность работ, подготовить нужное оборудование.
Подготовка рабочего места
Для соблюдения мер безопасности, дабы не надышаться вредными, токсичными веществами, нужно произвести детальную подготовку помещения для хромирования.
Следует выполнить такие действия:
- Обеспечить хорошую вентиляцию. Если работы проводятся в гараже, открыть двери, в иных помещениях создать принудительное вентилирование.
- Купить и применять средства индивидуальной защиты — очки, респиратор, перчатки из резины или латекса, фартук, спецодежду.
- Приготовить плотные пакеты для утилизации отходов производства, которые могут быть очень едкими, вредными.

- Убрать из помещения любую органику, так как при контакте с парами соединений хрома она портится.
- Непосредственно перед работой смазать полость носа смесью вазелина и ланолина 2:1.
к содержанию ↑
Помещение, инструменты для хромирования
Для гальванизации нужно приготовить такие инструменты и приспособления:
- Ванна гальваническая. Это может быть любая стеклянная, пропиленовая, полиэтиленовая емкость, годится эмалированный таз, для хромирования малых предметов — обычные банки из стекла. Выбранную емкость надо поместить в деревянный ящик, имеющий изнутри утепление стеклотканью и слоем минеральной ваты. К емкости нужна плотно прилегающая крышка.
- Устройство для нагрева электролита. Лучше всего для этой цели подойдет керамический ТЭН (трубчатый электронагреватель), который не разрушится от контакта с химическими веществами. Можно применить любой иной подходящий подогреватель.
- Электроды. В качестве анода при хромировании послужит свинцовая пластина, которую кладут в емкость, в роли катода выступит держащий деталь зажим.
 При размещении в таре деталь не должна касаться ее краев.
При размещении в таре деталь не должна касаться ее краев. - Градусник со значениями до +100 градусов Цельсия.
Профессионалы применяют для хромирования специальное оборудование — ванны, электроустановки, мойки и сушки, системы вентиляции. Даже при использовании «домашних аналогов» в емкости будут происходить те же химические процессы, поэтому результат будет приближен к промышленному.
к содержанию ↑
Источник питания
Для нанесения хрома потребуется верно выбранный элемент питания. Годится заземленный источник постоянного тока, напряжение которого регулируется в пределах 1,5 – 12 В, максимальный ток — 20 А. Чтобы отрегулировать мощность, источник должен быть снабжен реостатом.
Состав и метод подготовки электролитов
Для осаждения хрома потребуется вскипятить и охладить воду либо купить дистиллированную. На каждый литр воды берут 250 г хромового ангидрида, 2 – 2,5 г серной кислоты. Удельная плотность последней должна составлять 1,84 г/куб. см.
Удельная плотность последней должна составлять 1,84 г/куб. см.
Способ приготовления электролита для хромирования таков:
- Наполнить емкость водой на ½. Температура жидкости должна составить + 60 градусов.
- Осторожно насыпать хромовый ангидрид, перемешать до растворения.
- Влить воду до заполнения ванны.
- Добавить кислоту.
- Выдержать электролит 3,5 часа под действием номинального тока, что поможет выровнять плотность.
В результате цвет жидкости должен стать темно-коричневым. После она отстаивается 24 часа в прохладном помещении, затем используется по назначению.
к содержанию ↑
Подготовка поверхности
От тщательности подготовительных мероприятий будет зависеть срок эксплуатации готового покрытия и его внешний вид. Вначале деталь нужно очистить, помыть, удалить любые загрязнители. Для более качественного очищения можно воспользоваться наждачкой с мелким зерном или шлифовальной машинкой. Важно, чтобы краска, лак, ржавчина были полностью удалены.
Важно, чтобы краска, лак, ржавчина были полностью удалены.
После чистки деталь следует обезжирить. Берут кальцинированную воду (50 г кальцинированной воды разводят в литре воды), добавляют 150 г гидроокиси натрия, 5 г силикатного клея. Количество раствора можно при необходимости увеличить, сохраняя пропорции. Все компоненты нагревают до +90 градусов, выдерживают в средстве деталь 20 минут. Время можно увеличить до 1 часа, если изделие сильно загрязнено.
к содержанию ↑
Хромирование
Процесс хромирования прост, протекает согласно следующим этапам:
- Подогреть готовый, отстоявшийся электролит до +52 градусов, после держать такую температуру постоянно.
- В емкость, где уже установлены анод и катод, положить деталь, подогреть до получения указанной температуры.
- Подать напряжение, выдержать изделие 20 – 60 минут в зависимости от формы, типа изгибов.
- Достать изделие, промыть дистиллированной водой.

- Посушить деталь не менее 3 часов, полностью исключив загрязнение, касание руками.
Хромирование пластмассовых изделий проводится с еще большей осторожностью. Выделяющиеся пары очень токсичны, поэтому металлизировать пластик в жилых помещениях запрещено.
В процессе применяется гальваническая кисть со щетиной 25 мм диаметром, которую обматывают свинцовым проводом. Кисть крепят на торец сосуда, в котором налит электролит. Со второго конца закрепляют диод, в цепи применяют понижающий трансформатор. Плюс трансформатора направляют на анод диода, щетиновую обмотку соединяют с катодом. Равномерно наносят раствор на деталь, проходя по каждой зоне около 20 раз. Затем изделие сушат 3 часа.
к содержанию ↑
Возможные дефекты и их причины
Нередко при металлизации возникает такой эффект, как наводороживание — повышается показатель содержания водорода в хромированной стали. Из-за подобной проблемы снижаются прочность, пластичность металла вследствие изменения его кристаллической решетки. Причины наводороживания стали разнообразны, чаще всего это связано с повышением температуры в процессе гальванизации.
Прочие неприятности, которые могут случиться при хромировании изделий:
- Неравномерность блеска. Случается при высокой силе тока, который подается на анод. Полностью блеск может отсутствовать при малом или слишком большом количестве хромового ангидрида, превышении объема серной кислоты.
- Коричневые пятна. Если на детали имеются такие дефекты, норма ангидрида в растворе сильно завышена либо не хватает серной кислоты.
- Мягкость покрытия. Причина — низкая сила тока во время гальванизации или снижение температуры воды.

- Быстрая отслойка хрома. Причина — плохое обезжиривание перед работой, снижение температуры раствора.
- Кратеры на поверхности изделия. Случается из-за задержки пузырьков водорода, на окисленных, пористых основаниях.
Отличный результат можно получить только при строгом следовании технологии. Это даст нужный эффект, сэкономив значительную сумму средств.
Описание хромирования
за 14 шагов — Motorhood
Автор
Тодд Уайли
Опубликовано в
Тех
«Мы все знаем, что перехромирование может значительно сократить бюджет любого реставрационного проекта — но знаете ли вы, сколько работы требуется, чтобы отреставрировать эти блестящие кусочки»
При реставрации классического автомобиля хромирование является одним из компонентов, который часто вызывает беспокойство — связанные с этим процессы не только отнимают много времени, но и могут привести к ряду скрытых затрат. Однако, как только вы точно поймете, о чем идет речь, станет легче увидеть, что то, что вы платите, полностью оправдано конечным продуктом.
Однако, как только вы точно поймете, о чем идет речь, станет легче увидеть, что то, что вы платите, полностью оправдано конечным продуктом.
Один из ведущих новозеландских специалистов по хромированию, Джордж из Advanced Chrome Platers (ACP) в Гамильтоне, провел нас через процесс на своем специально построенном предприятии, чтобы мы могли сами увидеть, что происходит за кулисами.
Теория гальванического покрытия
Гальваническое покрытие можно определить как нанесение очень тонкого слоя металла на основной металл с целью улучшения или изменения его внешнего вида. В отличие от окраски, при которой новое покрытие наносится распылением, хром (и сопутствующие материалы) наносятся с помощью электрического тока, отсюда и термин «гальваническое покрытие».0005
Ванна для гальванического покрытия — это название гигантского резервуара, многие из которых используются в процессе хромирования. Ванны заполнены жидкостью, которая содержит растворенный в ней желаемый металл — это может быть серебро, золото, никель или другой металл.
Раствор гальванической ванны служит проводящей средой с низким напряжением постоянного тока. Металлический предмет, подлежащий покрытию, погружают в гальваническую ванну, и в ванну подают низковольтный постоянный ток.
Затем электролитический процесс заставляет растворенные ионы металла прикрепляться к поверхности металла, подлежащего покрытию. Толщина гальванического слоя определяется временем пребывания изделия в гальванической ванне при подаче тока и величиной используемого тока.
Иногда форма и контур изделия могут влиять на толщину гальванического слоя. Металлические предметы с острыми углами и краями обычно имеют более толстое покрытие на внешних углах и более тонкое покрытие в углублениях. Это связано с тем, что углы более открыты, поэтому притягивают больше частиц.
Цена гальванического покрытия
Цена гальванических услуг зависит от множества факторов, таких как тип металла, используемого для гальванического покрытия (например, золото, серебро, хром и т. д.), желаемая толщина покрытия, основной металл (т. сталь, медные сплавы, алюминий), примерные размеры покрываемого объекта и количество покрываемых изделий. Например, никель стоит около 16 000 долларов за тонну — по приблизительным подсчетам, в среднем на классический американский автомобиль 50-х годов расходуется около 12 кг никеля.
д.), желаемая толщина покрытия, основной металл (т. сталь, медные сплавы, алюминий), примерные размеры покрываемого объекта и количество покрываемых изделий. Например, никель стоит около 16 000 долларов за тонну — по приблизительным подсчетам, в среднем на классический американский автомобиль 50-х годов расходуется около 12 кг никеля.
Однако многие забывают, что, поскольку процесс нанесения покрытия не скрывает и не маскирует дефекты поверхности, требуется много времени на подготовку, чтобы обеспечить безупречную отделку еще до начала самого процесса покрытия.
Большинство автомобилей эпохи хрома имеют множество вмятин и царапин на отделке салона, и их удаление — непростая задача. Действительно, это требует большого мастерства и еще большего количества времени, что увеличивает стоимость, так же, как обработка панели и подготовка добавляют к работе покраски.
Спросите любого, у кого был хромированный бампер от американского круизера 50-х годов, сколько работы потребовалось, чтобы сделать бампер прямым и аккуратным перед нанесением покрытия, и вы скоро увидите, на что уходит большая часть окончательной стоимости — и это удивительно. сколько, кажется, забывают о времени подготовки, когда дело доходит до оплаты возможного счета.
сколько, кажется, забывают о времени подготовки, когда дело доходит до оплаты возможного счета.
Также стоит помнить, что, поскольку через каждый резервуар, используемый в процессе гальванического покрытия, проходит ток для активации раствора внутри, ежемесячный счет за электроэнергию для гальванического бизнеса может достигать 30 000 долларов — еще одна статья расходов, которую большинство из нас никогда даже не мечтал.
Процесс
Как вы увидите, прокручивая ниже, просто удивительно, как специалисты, обладающие необходимыми знаниями и навыками, могут отремонтировать и восстановить безупречный вид деталей отделки салона и бамперов.
Шаг первый
Процесс начинается с регистрации и фотографирования задания. Для этого Джордж и его команда используют цифровую камеру и делают фотографии каждого отдельного предмета, показывая не только сам предмет, но и любые повреждения на предметах для дальнейшего использования. В случае с 1956 деталей Cadillac, использованных для иллюстрации процесса в этой статье, было собрано более 50 штук — и требовались различные процессы, так как некоторые детали были стальными, некоторые — литыми, а некоторые — нержавеющей сталью.
После регистрации задания все элементы — литые или стальные — которые в настоящее время хромированы или должны быть хромированы, подключаются к медному проводу для проведения электричества от стержней, которые проходят над резервуарами, к самой детали.
Этап второй
Ванна для зачистки является первой из многих емкостей, в которые погружается деталь. Он наполнен едким натром и поддерживается при температуре 75 градусов. Маленькие круглые шарики, которые вы видите наверху бака, нужны просто для того, чтобы удерживать как можно больше тепла. Через несколько часов (в зависимости от количества краски и жира на изделии) детали снимаются, ополаскиваются и моются в чистой воде.
Шаг третий
Далее старый хром удаляется в холодной едкой ванне, на этот раз электрифицированной до 12 вольт с обратным зарядом. Таким образом, старый хром с удивительной легкостью снимается с предмета всего за 10 минут. Старый хром и зачищенные металлы не подлежат вторичной переработке. Избавление от них является крупным расходом для любой гальванической компании, и это контролируется подзаконными актами местного совета (в соответствии с законодательством о разрешении на торговлю отходами).
Избавление от них является крупным расходом для любой гальванической компании, и это контролируется подзаконными актами местного совета (в соответствии с законодательством о разрешении на торговлю отходами).
Шаг четвертый
Затем вещь еще раз промывают в ванне с чистой водой. Этот процесс не только удаляет каустическую соду с предмета, но и предотвращает перекрестное загрязнение других ванн. В конце концов, каждый из них содержит множество химических веществ, и все они должны поддерживаться точно на необходимом уровне. К счастью, Джордж обладает соответствующей квалификацией, поэтому ему не нужно полагаться на стороннего физика для регулярных визитов, чтобы контролировать уровни.
Как вы увидите позже, слой никеля находится под хромом, как старым, так и новым. Именно этот слой необходимо удалить следующим. Думайте об этом как о снятии существующей грунтовки с автомобиля перед покраской. Если бы вы наносили покрытие прямо сверху, вы не могли бы гарантировать качество или долговечность отделки.
Для удаления никеля изделия помещают в ванну с концентрированной 98-процентной серной кислотой примерно на 30 минут. Опять же, применяется обратный заряд 12 В, в результате чего никель отделяется от предмета. После снятия вещь еще раз прополаскивают.
Затем вся ржавчина удаляется, а стальной предмет помещается в ингибированную соляную кислоту на два часа. Затем отделку снова промывают, а кислоту нейтрализуют.
Описанные выше шаги выполняются независимо от того, изготовлен ли элемент из литого металла, как многие элементы отделки, или из стали, например бампер. Если есть какие-либо повреждения предметов, нуждающихся в ремонте, здесь процесс немного меняется.
Шаг пятый
Для бамперов и изделий из цельной стали у Advanced есть отбойник — Майк Махони из Trimworx, который имеет 30-летний опыт работы с молотком и напильником, а также обладает всеми инструментами и приемами, необходимыми для выпрямления изогнутой металлической спинки. до совершенства. Поскольку металл этих старых бамперов очень толстый, для его обработки требуется большое мастерство, а также большое количество тепла, чтобы смягчить металл. Конечно, когда вы сгибаете металл в одну сторону (скажем, вверх/вниз), его естественная реакция также сжимается или растягивается, поэтому, чтобы сделать это правильно, вы должны знать, как будет реагировать металл. Только на выравнивание бамперов ушло около девяти с половиной часов, но конечным результатом стали такие же ровные бамперы, какими они были на заводе 56 лет назад. В отличие от традиционного выбивания панелей, здесь ничего не скрыть, так как не может быть трясины, линий сварки или дефектов, которые могла бы скрыть краска.
Поскольку металл этих старых бамперов очень толстый, для его обработки требуется большое мастерство, а также большое количество тепла, чтобы смягчить металл. Конечно, когда вы сгибаете металл в одну сторону (скажем, вверх/вниз), его естественная реакция также сжимается или растягивается, поэтому, чтобы сделать это правильно, вы должны знать, как будет реагировать металл. Только на выравнивание бамперов ушло около девяти с половиной часов, но конечным результатом стали такие же ровные бамперы, какими они были на заводе 56 лет назад. В отличие от традиционного выбивания панелей, здесь ничего не скрыть, так как не может быть трясины, линий сварки или дефектов, которые могла бы скрыть краска.
Литые изделия обычно не повреждаются, так как не используются в зонах повышенных нагрузок. Однако иногда их можно сломать, как это было в случае с одной из оконных рамок в передней части автомобиля Cadillac. Хотя сварка литых деталей обычно не рекомендуется, при наличии подходящих сварочных электродов и опыта можно добиться фантастических результатов.
Что часто случается с литыми деталями, так это точечная коррозия. Опять же, при наличии соответствующих знаний и опыта это вполне поправимо. Хотя на ремонт таких предметов уходит несколько часов работы, это намного дешевле, чем поиск замены, если это вообще возможно.
Шаг шестой
После завершения ремонта следующим этапом является шлифовка (полировка). Используется множество различных зернистостей, начиная с крупной (зернистость 60) и заканчивая мелкой (зернистостью 400), с большой осторожностью, чтобы получить ровную поверхность по всему изделию, независимо от того, насколько это сложно. Такие области, как задняя сторона бамперов, не подвергаются процессу полировки, только поверхности, которые будут хромированы и видны после завершения.
Шаг седьмой
После того, как первоначальная шлифовка отсортирована, она передается на другую рабочую станцию, где на полировальный круг наносится полировальный состав, и процесс продолжается. На этом этапе используются полировальные пасты трех сортов (зернистость 600, 800 и 1200) для достижения зеркального блеска. В зависимости от размера предмета, среднее время полировки бампера 50-х годов составляет от шести до восьми часов! Бампер держится на машине, а не машина на бампере — вы можете себе представить, чтобы 20-килограммовый бампер держался на полировальной машине в течение восьми часов?
В зависимости от размера предмета, среднее время полировки бампера 50-х годов составляет от шести до восьми часов! Бампер держится на машине, а не машина на бампере — вы можете себе представить, чтобы 20-килограммовый бампер держался на полировальной машине в течение восьми часов?
Шаг восьмой
Проводящие медные провода, которые были сняты для стадии полировки, теперь снова установлены, как и непроводящие грузы, помогающие предотвратить перемещение предметов в растворе из-за перемешивания резервуара (пузырьков).
Чтобы убедиться, что все полировальные составы удалены, изделия снова помещают в горячую щелочную ванну примерно на 30 минут. Если какой-либо состав все еще остается на предметах, он не только загрязнит ванны, используемые на следующем этапе, но также вызовет визуальные дефекты хромового покрытия. Ополаскивание и тщательная чистка предшествуют окончательной проверке перед перемещением предметов в следующую ванну.
Шаг девятый
Следующая ванна представляет собой двухминутное погружение в холодный раствор цианида, в котором детали подвергаются электроочистке путем пропускания через них обратного заряда. Опять же, перед следующей стадией выполняется промывка пресной водой. Предметы не должны высыхать до того, как их перенесут на следующий этап; если они это сделают, появятся пятна, часто являющиеся признаком отсутствия осторожности во время процесса. К счастью, Джордж и его команда проверяют детали на каждом этапе, гарантируя, что клиенту будет предоставлена только наилучшая отделка.
Опять же, перед следующей стадией выполняется промывка пресной водой. Предметы не должны высыхать до того, как их перенесут на следующий этап; если они это сделают, появятся пятна, часто являющиеся признаком отсутствия осторожности во время процесса. К счастью, Джордж и его команда проверяют детали на каждом этапе, гарантируя, что клиенту будет предоставлена только наилучшая отделка.
Затем в течение двух минут используется холодная ванна с 10-процентной серной кислотой, чтобы дать поверхности ключ для следующего шага травления. Это важно для того, чтобы щелочная медь на основе цианида, используемая следующей, как можно лучше прилипала к изделию. К бокам ванны прикреплены корзины с блоками из чистой меди (аноды). Растворяясь в растворе, частицы притягиваются к положительно заряженному предмету, и вскоре все это покрывается тонким слоем меди. Медь имеет толщину менее одного микрона и действует как грунт-герметик для включения следующего слоя покрытия.
Снова предмет ополаскивают, затем опускают в травильный раствор 10-процентной кислоты на 10 секунд, после чего следует еще одно полоскание.
Шаг 10
Затем изделие помещают в ванну с раствором синего фосфорно-медного сульфата, который используется для покрытия поверхности и заполнения любых микроскопических дефектов. Ванна поддерживается при температуре окружающей среды, изделия находятся в ней 45 минут и выходят с покрытием толщиной около 30 микрон. Опять же, медь (анод) находится в корзинах по бокам ванны и выглядит почти как медные шарикоподшипники.
После еще одного полоскания — это восемь полосканий, если вы сбились со счета — изделия возвращаются в полировальный цех, где еще 15 минут полировки составами с зернистостью 800 и 1200 удаляют все остаточные дефекты.
Шаг 11
Опять же, медные провода и грузики снова присоединяются после снятия для полировки из-за риска их защемления полировальными кругами. Та же процедура замачивания, которая использовалась выше, затем выполняется снова.
Вместо воды ополаскивание щелочью завершается перед тем, как предметы снова погружаются в холодный цианид при напряжении 12 вольт на две минуты и снова ополаскиваются в воде.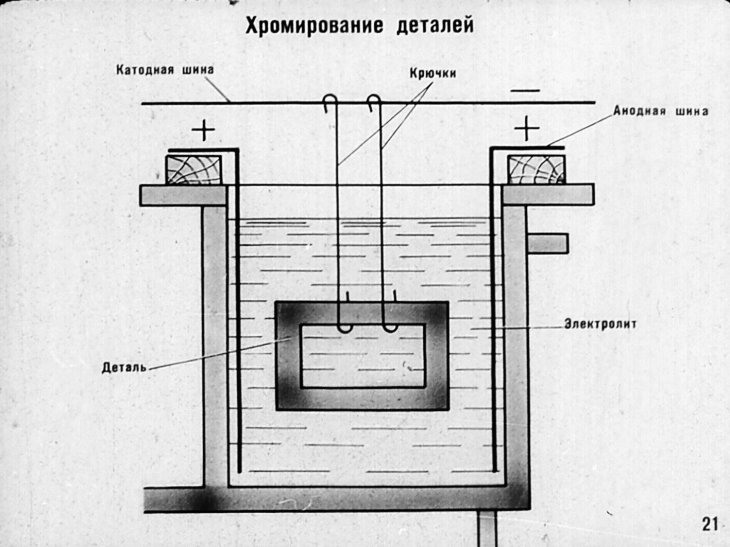
Еще одно двухминутное погружение в кислотное травление и еще одно быстрое полоскание — это все, что нужно предметам, прежде чем они смогут, наконец, добраться до 45-градусной цианистой медной смеси, в которой они будут находиться в течение пяти минут при прохождении через них 12 вольт. . За это время они сформируют гладкую кожу, которую необходимо еще раз протравить путем двухминутного погружения в кислоту для травления перед повторным полосканием.
Этап 12
До сих пор соединения, используемые в процессе, были относительно недорогими. Но сульфат никеля, в котором предметы будут сидеть следующие 60 минут, заметно дороже, на самом деле, это самый дорогой расходный материал во всей процедуре. Через 60 минут при силе тока шесть вольт на изделие будет нанесено 45-микронное покрытие. Это самая важная часть всего процесса, так как именно никель придает готовому изделию блеск. Часто разница между дешевым хромом и хорошим хромом заключается в том, сколько времени изделия находятся в этой ванне. Разница заметна невооруженным глазом по глубине цвета готового изделия.
Разница заметна невооруженным глазом по глубине цвета готового изделия.
После полоскания удаляются все излишки остатков и подготавливается сама вещь для хромирования, что является сравнительно дешевой и быстрой частью всей процедуры. Несмотря на оранжевый цвет, именно хромовая кислота придает голубоватый оттенок, и уже через четыре минуты пребывания в ванне с током 12 вольт на изделии закрепляется трехмикронное покрытие. Опять же, шарики в баке служат исключительно для изоляции. Сам резервуар проверяется два раза в день на правильный химический уровень, яркость и состояние и перемешивается в течение дня. В конце концов, хром — это тяжелый металл, поэтому он имеет тенденцию опускаться на дно, если его оставить на долгое время.
Полная заправка всех баков обошлась бы Джорджу примерно в 365 000 долларов, но, к счастью, они не требуют полной замены так часто.
Шаг 13
После того, как предметы вынуты из резервуара, их снова быстро ополаскивают, и из-под оранжевой жидкости появляется хромированный вид, который мы все знаем и любим. После в общей сложности 25 шагов и около семи часов продукт почти готов к возврату покупателю, но не раньше, чем специальный сотрудник по контролю качества тщательно осмотрит его, чтобы убедиться, что он безупречен, и он полировал вручную. Затем товары сверяются с рабочим листом, упаковываются и готовы к сбору.
Время, затрачиваемое на процесс, зависит от размера, формы и сложности объекта, а также от величины напряжения, используемого на различных этапах. Будь то бампер 1950-х годов или английская булавка, он все равно должен пройти через все процессы гальванического покрытия, коротких путей не бывает.
Единственный способ узнать, сколько времени требуется для каждого предмета, — это многолетний опыт и практика. Сам Джордж в игре уже 36 лет, и некоторые из его сотрудников работают с ним почти столько же, что, возможно, делает их частью самой знающей команды.
С таким количеством различных процессов и требуемым вниманием к деталям вы можете только представить себе реакцию, когда клиенты приходят, думая, что они могут подождать, пока их детали будут хромированы (по словам Аниты, менеджера APC, это ежедневное явление). Реальность такова, что этот процесс так же сложен, если не больше, чем покраска автомобиля. И точно так же вы получаете то, за что платите. Недорогая работа, скорее всего, указывает на то, что на этом пути пропускаются шаги или шаги выполняются в спешке, чтобы сократить расходы.
Этап 14 (ремонт отделки салона из нержавеющей стали)
Поскольку ремонт отделки кузова из нержавеющей стали часто относят к «хромированию» при сборке или реставрации автомобилей, мы подумали, что стоит упомянуть и этот процесс. Как и ремонт стальных бамперов, процесс исправления вмятин и потертостей отделки салона занимает много времени и требует большого мастерства. Каждая отдельная вмятина выдавливается, и металл медленно массируется, возвращая форму. Прекрасным примером того, чего можно добиться, является отделка этих колесных дисков.
Почти все возможно, но для некоторых комплектаций финансово нецелесообразно ремонтировать их, если они серьезно повреждены — хотя, если детали редкие и незаменимые, в руках специалиста это можно сделать. На выпрямление и ремонт всей нержавеющей отделки Cadillac 1956 года ушло около восьми часов; к счастью, большая часть его была в хорошем состоянии.
После ремонта изделия полируются с использованием тех же методов, что и в процессе хромирования, с использованием все более тонких составов ближе к концу процесса. В результате получается почти зеркальное покрытие, которое не уступает (если не лучше) новому.
Спасибо Джорджу и команде Advanced Plating and Polishing Services за помощь в написании этой статьи. Вы можете узнать больше, а также просмотреть фотографии и видео процесса покрытия на сайте plating.co.nz. Мы также хотели бы поблагодарить North City Platers, Upper Classics NZ Ltd, Progressive Polishers & Electroplaters и Rigg Electroplating Ltd. Чтобы получить дополнительную информацию о них, ознакомьтесь с их данными ниже.
North City Platers Ltd
14B Parity Place, Hillcrest, North Shore City, Auckland
09 443 5655
northcityplater.co.nz
На протяжении многих лет мы помогали в процессе восстановления многих автомобилей и мотоциклов. Процесс хромирования может время от времени обнаруживать неожиданные проблемы, но мы еще не побеждены!
Часто требуется замена множества деталей. На ум приходит двухдверный Ford Model 40 32-го года выпуска. Бамперы, решетка радиатора, фары, колпаки и различные детали внутренней отделки были хромированы. Этот автомобиль был перестроен сверху донизу, камня на камне не осталось. Работа с хромом была частью интересной задачи.
Upper Classics NZ Ltd
2 Halls Place, Middleton, Christchurch
03 963 6380
upperclassics.com
На старинных или классических автомобилях хромированная отделка обычно является одной из отличительных черт. Когда вы перекрашиваете какую-либо отделку, важно убедиться, что она как можно ближе к идеалу. Хороший валик так же важен, как и хороший хромер, так как любые дефекты будут видны на хромированном покрытии. Мы оцениваем хромированные детали и, при необходимости, ремонтируем или восстанавливаем их перед отправкой хромировщику.
Progressive Polishers & Electroplaters
3 Veronica Street East, New Lynn, Waitakere
09 827 1161
Progressiveelectroplaters.co.nz
Если ваш мотоцикл, классический автомобиль или, если вы один из счастливчиков, ваш самолет или супер-яхте нужна полоса, очистка, полировка, гальваническое покрытие или лак, компания Progressive Polishers & Electroplaters Ltd может вам помочь. Ранее компания заменила все фитинги и бамперы на огромном количестве автомобилей Jaguar клиента, а также работала с несколькими компаниями по ремонту автомобилей, а также с австралийскими и новозеландскими поставщиками судового оборудования и фаркопов. Команда знает, что о вас узнают, если вы довольны их работой, поэтому они всегда обеспечивают первоклассную работу.
Rigg Electroplating Ltd
63 View Road, Wairau Valley, Auckland 0627
09 444 4871
riggelectroplating.co.nz
Более 30 лет опыта и команда, увлеченная высококачественной реставрацией классических и винтажных автомобилей — мы обеспечиваем наилучшую отделку поверхности. Riley Kestrel был выдающимся произведением покойного Айвана Кранча, который работал исключительно с Rigg Electroplating для завершения этого проекта.
Мы покрыли все, от бензобака Royal Enfield до позолоченного радиатора и отделки классического Rolls-Royce.
Связанные
Простые ямочки
Автомобили, техника
Предметы первой необходимости для энтузиастов: безопасный гараж Garador
Lifestyle, Tech
Защитите свои инвестиции
Tech
Toyo Tyres New Zealand — Mad Mike Q and A
Tech
Обзор продукта: MaxxECU PRO
Автомобили, техника
Твердое хромирование | Хромирование
Фактически, твердое хромирование является одним из самых надежных и широко используемых процессов отделки в промышленности. С этой целью это покрытие обычно используется для защиты от истирания и коррозии. Кроме того, промышленный твердый хром также помогает уменьшить износ детали.
Хромирование обычно обеспечивает толщину покрытия > 0,1 мил и до 20 мил и более.
В целом, применение твердого хрома обеспечивает умеренную защиту от коррозии и окисления для основы с покрытием. Также он особенно эффективен при нанесении на полости пресс-форм, штампов, инструментов и других компонентов, где существует обработка абразивными смолами.
Обратитесь в компанию Techmetals для промышленного ремонта твердого хрома или утилизации старых деталей, формовочных штампов, деталей авиационных двигателей и многого другого.
Hard Chrome Plating Benefits:
- Wear Resistance
- Part Repair
- Corrosion Protection
- Non magnetic
- Easily applied over any finish,
mimicking the base подложка
Технические характеристики:
QQ-C-320, AMS-QQ-C-320, AMS 2460, AMS 2406, MIL-STD-1501, ASTM B 177
MPR 1059Nickel Chrome: (NAVAIR/NAVSEA/NAWCAD)
NUCLEAR SPECS:
MIL-DTL-23422
Hard Chrome Properties:
PROCESSING TEMP:
128-140° F
HARDNESS:
68-72 Rockwell
ТОЧКА ПЛАВЛЕНИЯ:
1900°C
ПЛОТНОСТЬ:
6,9 г/см3
Твердое хромированное покрытие, разработанное Techmetals
Так как он становится частью самого металла и не будет скалываться, отслаиваться, трескаться или отслаиваться — Armatech является популярным покрытием. При проведении стандартных тестов на изгиб он также продолжает противостоять этим проблемам.
Кроме того, Armatech не будет изменять размеры более чем на 0,0002″ на поверхность. Рекомендуется в качестве заключительного процесса, исключающего, например, дополнительные шлифовальные и отделочные операции.
Учитывая это, он разработан для износа скольжения в контактах металл-металл — с превосходной способностью удерживать смазочные материалы.
По сравнению со стандартным твердым хромированием покрытие TM105 ярче, тверже и более устойчиво к коррозии.
Кроме того, наплавку можно наносить с твердостью до 71 по шкале Роквелла по шкале Роквелла по сравнению со стандартным хромом, который находится в диапазоне от 64 до 67 по шкале Роквелла. Его яркость и низкий коэффициент трения делают его идеальным, например, для пресс-форм и металлорежущих инструментов.
Подводя итог, можно сказать, что TM105 больше всего известен своим высвобождением, отличной износостойкостью и противозадирными характеристиками.
Во-первых, TM111 представляет собой химический никель (EN) с покрытием из твердого хрома. Во-вторых, основа ЭН обеспечивает равномерное антикоррозионное, барьерное покрытие.
Таким образом, покрытие TM111 EN Hard Chrome обеспечивает твердую износостойкую поверхность. Этот депозит можно использовать на всех черных и большинстве цветных металлов.
Уточнить, TM119представляет собой специально разработанный плотный твердый хром с намерением пропитать его ПТФЭ (политетрафторэтиленом).
Таким образом, ПТФЭ улучшает антиадгезионные, износостойкие и коррозионные свойства хрома.
Кроме того, это чаще всего встречается в хромовых отложениях, требующих дополнительного высвобождения и низкого коэффициента трения, например, при штамповке металлов, оснастке и литейных формах.
Короче говоря, TM121 представляет собой хромовое покрытие без трещин, обеспечивающее хорошую коррозионную стойкость. Для сравнения, стандартный твердый хром имеет примерно от 200 до 400 трещин на линейный дюйм, что позволяет коррозионному материалу проникать в основной металл.
Для пояснения: твердый хром TM121 без трещин представляет собой барьерное покрытие, которое наносится несколько мягче и пластичнее, чем стандартный промышленный хром.
После нанесения матово-серый, но может быть отполирован до блеска. Он часто используется в непосредственном контакте с расплавленным стеклом.
Diamoforce — одна из новейших технологий Techmetals для покрытия твердым хромовым сплавом. Во-первых, это покрытие обладает чрезвычайной твердостью и удивительной износостойкостью.
Во-вторых, Diamoforce обеспечивает гладкую поверхность, снижающую коэффициент трения. Кроме того, этот сплав уменьшает истирание и улучшает смазывающую способность.
Наплавка имеет уникальную узловатую структуру, обеспечивающую отличные характеристики износа. Наконец, Diamoforce — отличное антипригарное решение, помогающее противостоять коррозии.
Фактически, Splatter Guard является одним из последних достижений Techmetals в области технологии покрытий. В сочетании с исключительной износостойкостью и устойчивостью к коррозии, TM107 предлагает очень твердое покрытие.
Короче говоря, Splatter Guard соответствует основному металлу. Толщина обычно составляет 0,0001–0,001 дюйма, хотя она может незначительно отличаться от этих параметров в соответствии с вашими потребностями.
Кроме того, Splatter Guard после нанесения имеет твердость покрытия 66-70 единиц по шкале Роквелла. С этой целью он обладает низким коэффициентом трения и противозадирными свойствами. В большинстве приложений он прослужит от 2 до 10 раз дольше, чем другие части или процессы. Однако он не заполнит и не скроет пятна или царапины.
В частности, процесс TM-Rx точно контролируется сотрудниками нашей лаборатории и командой инженеров. Кроме того, TM-Rx представляет собой хромированное покрытие медицинского назначения, помогающее предотвратить износ, истирание и коррозию. Детали и инструменты с таким покрытием предназначены для работы и выглядят как новые после 1000 циклов в автоклаве.
Более того, TM-Rx соответствует или превосходит сертификат ISO 10993-1, а также принципы, регулирующие биологическую оценку медицинских устройств. Номера заверенных отчетов: 331553, 331617, 331621 и 331555.
Преимущества хромирования
Наилучшей защитой от коррозии и износа машины является хромирование. Покрытие металлическим хромом продлевает срок службы ваших деталей, несмотря на условия с высоким коэффициентом трения. Хромирование обеспечивает защиту в средах, способствующих коррозии других основных материалов.
Что такое хромирование?
Хромирование — это электрохимический процесс нанесения металлического хрома там, где это необходимо или желательно. Хромирование — это больше, чем просто эстетическое улучшение, хотя оно и выглядит приятно для глаз. Хромирование может повысить твердость и долговечность поверхности, предотвратить коррозию и даже облегчить ее очистку.
Процесс включает в себя обезжиривание поверхности для ее очистки и удаления предшествующих наслоений. Некоторые подложки или поверхностные металлы требуют предварительной обработки для обеспечения надлежащей адгезии. Затем деталь помещают в ванну для хромирования.
Какие типы промышленного оборудования выигрывают от хромирования?
Гидравлические цилиндры
Автомобильные компоненты
Горнодобывающее оборудование
Валы и роторы
Сельское хозяйство
Это всего лишь несколько примеров применения, в которых может быть полезна защита твердым хромовым покрытием. Любая деталь, подвергающаяся механическому трению или коррозии, является кандидатом. Хром можно успешно наносить практически на любую металлическую поверхность, такую как алюминий, медь, никелевые сплавы, титан, сталь и нержавеющая сталь.
Хромирование идеально подходит для оборудования, подвергающегося воздействию едких элементов. Хром снижает риск образования ржавчины и повышает прочность основного материала. Хром также обладает высокой смазывающей способностью, что продлевает срок службы машины за счет снижения трения. Хром не только предотвращает износ машины, но и обеспечивает дополнительную производительность. Меньшее трение означает более плавную работу с меньшим риском перегрева.
Обеспечивая лучшую функциональность, покрытие снижает риск заклинивания машины, а также восстанавливает размер изношенных деталей, в некоторых случаях возвращая им первоначальные размеры.
Хромирование часто используется для деталей коммерческого или промышленного транспорта, подвергающихся воздействию погодных условий. Это помогает частям автомобиля сопротивляться нормальному износу и разрушению, которые происходят из-за постоянного воздействия элементов. Кроме того, хромированная деталь повышает производительность, увеличивает долговечность и позволяет оборудованию работать более плавно в течение более длительного жизненного цикла промышленного или коммерческого оборудования.
Сколько времени занимает хромирование?
Время зависит от количества необходимого хрома. Тонкие покрытия занимают всего несколько минут, тогда как более толстые покрытия могут занять несколько дней.
Как хромирование может повлиять на срок службы вашего оборудования?
Хром обладает отличными свойствами трения и твердости, поэтому его можно использовать там, где вещи движутся и собираются вместе. Это защитит от износа, вызванного трением, и повысит эффективность машины благодаря уменьшению накопления тепла, а также уменьшению склонности к сбоям.
Какие ограничения возникают при покрытии чего-либо?
Размер является основным ограничением. Покрываемая площадь должна поместиться в резервуаре. Вы должны иметь оборудование, которое может выдержать вес. Ректификация должна быть достаточно большой или малой. Хромирование требует много электроэнергии по сравнению с другими типами покрытия.
Цена также может быть ограничением. Процесс может быть очень дорогим, а может быть очень экономичным. Отделка будет выглядеть так же хорошо, как поверхность под ней. В результате перед нанесением финишного покрытия поверхность приложения необходимо очистить и сгладить. В противном случае отделка сохранит любые дефекты. В дополнение к стоимости процесса нанесения покрытия значительные затраты связаны только с подготовкой детали к нанесению покрытия.
Можете ли вы повторно нанести покрытие на то, что уже было покрыто металлом?
Если у вас есть деталь, которая ранее была хромирована и начинает изнашиваться, ее можно повторно покрыть. Помните, что хромирование используется для доработки или спасения существующих деталей. Гидравлические штоки постоянно ремонтируются. Детали внутреннего сгорания, такие как клапаны, механические топливные форсунки, топливные насосы и турбокомпрессоры, восстанавливаются предприятиями, созданными специально для этой цели. Важно отремонтировать деталь до того, как хром изнашивается и на подложке появляются повреждения.
Существуют ли различные виды хромирования?
Да, хром, с которым вы, вероятно, знакомы, — это декоративный хром, который вы можете увидеть на колесах автомобиля. Это отдельный тип лечения, который не дает многих преимуществ, перечисленных выше. По этой причине ChromeTech уделяет больше внимания практичному покрытию твердым хромом с добавленной стоимостью, а не хромированию туалетного столика.
ChromeTech of Wisconsin специализируется на жестком или промышленном хроме
Промышленный хром обладает повышенной толщиной и снижает трение. Промышленный хром помогает предотвратить окисление и заедание машины.
На что можно наносить хромирование?
Преимущество хромового покрытия состоит в том, что его можно приклеивать к различным деталям машин. Этот процесс позволяет наносить хром на множество различных поверхностей, форм и размеров.
Хромирование имеет много преимуществ, от эффективности до эстетики, но нанесение должно выполняться профессионалом. Если вы хотите, чтобы ваше оборудование выглядело лучше, вы хотите уменьшить старение, износ, трение или неэффективную работу, обратитесь к профессионалу для отделки вашего оборудования хромовым покрытием.
Твердое хромирование – более 80 лет опыта
Промышленное твердое хромирование
Качество, эффективность, надежность
Хромирование всех металлических поверхностей!
Свяжитесь с нами
Твердый хром — это гальваническое покрытие поверхности, также известное как промышленный твердый хром, функциональный хром и инженерный хром. При проектировании компонентов машин инженеры часто комбинируют основной металл или подложку с обработкой поверхности для достижения качества, эффективности и надежности, желаемых в их продукте. Из многочисленных доступных покрытий с твердым покрытием промышленное твердое хромирование по-прежнему остается одним из самых популярных.
На протяжении многих лет компания U.S. Chrome предоставляла услуги гальванического покрытия для самых разных областей применения во всех мыслимых отраслях. Примеры включают подшипники, корпуса, валы и множество других компонентов в различных отраслях промышленности. Что отличает наши услуги по хромированию, так это способность соблюдать жесткие допуски при нанесении хрома на все металлические поверхности, включая алюминий и титан, а также другие металлические подложки.
Свяжитесь с нами
Особенности и преимущества твердого хромирования
- Повышенная твердость HRC 65-70
- Превосходная износостойкость при скольжении
- Высокая стойкость к истиранию
- Низкий коэффициент трения
- Отличные антиадгезионные свойства
- Повышенная коррозионная стойкость
- Защита от высоких температур
- Превосходная прочность сцепления с основным металлом
U.S. Chrome — одна из немногих компаний, у которых есть большие резервуары для твердого хромирования, способные вместить до 20 футов в длину и 8 тонн.
Think U.S. Chrome
Уже более 80 лет мы помогаем инженерам находить решения проблем покрытия поверхностей.
ПОЛУЧИТЬ ЦЕНУ
Часто задаваемые вопросы
Что такое твердое хромирование?
Твердое хромирование, также иногда называемое хромированием, представляет собой процесс гальванического покрытия, при котором на поверхность наносится слой хрома. Этот слой хрома защищает и продлевает срок службы детали за счет повышения износостойкости, снижения коэффициента трения и повышения стойкости к легкой коррозии. Эти покрытия можно наносить в широком диапазоне толщин от 0,0002 дюйма до 0,020 дюйма и более.
Какие преимущества?
Помимо своих функциональных преимуществ, таких как износостойкость, термостойкость и коррозионная стойкость, твердое хромирование обеспечивает множество преимуществ при использовании производителями, которые ищут решение для покрытия для крупномасштабных производственных работ. При правильной настройке нанесение твердого хромового покрытия выполняется быстро, легко и эффективно, что сокращает время обработки. Наши инвестиции в разработку запатентованных процессов прецизионного нанесения покрытия позволяют нам предлагать более дешевое решение для наших клиентов и охватывать труднодоступные области.
Спецификации твердого хрома
Мы производим покрытие в соответствии со многими различными спецификациями твердого хрома, включая, но не ограничиваясь:
- Спецификация аэрокосмических материалов SAE AMS2406, покрытие, твердый хром
- Спецификация аэрокосмических материалов SAE AMS2460 | AMS-QQ-C-320, Покрытие, хромирование
- ASTM B650 Стандартные технические условия для электроосажденных инженерных хромовых покрытий на железных подложках
- MIL-C-23422 Военные технические условия, Хромирование, электроосаждение
- MIL-STD-171 Стандарт производственного процесса Министерства обороны: обработка металлических и деревянных поверхностей
- MIL-STD-1501 Стандартная практика Министерства обороны: хромирование, низкое охрупчивание, электроосаждение
- Спецификация аэрокосмических материалов SAE AMS2438 Покрытие, хромирование Тонкий, твердый, плотный осадок
- Аэрокосмический стандарт SAE AS9102, Требования к проверке первого изделия для аэрокосмической отрасли
- General Dynamics A10357, Процесс хромирования внутренних поверхностей ствола пистолета
- BF Goodrich BFGES 6. 131, хромирование
- BF Goodrich BFGES 6.194, хромирование высокопрочной стали (220 KSI)
- Honeywell FI 1090, мгновенное хромирование азотированных поверхностей
- Hamilton Sundstrand HS246, технологическое покрытие, технические характеристики для
- Hamilton Sundstrand HS332, Прецизионное хромирование
- Hamilton Sundstrand HS5036, Титановые детали, Технические условия
- Hamilton Sundstrand HS13472, Приемка хромированных деталей, Контроль пенетранта
- Parker Aerospace BPS4517, класс 2, тип 2, хромирование, плотное (электроосаждение)
- Pratt & Whitney SPOP 22, хромирование стали
- Sikorsky SS8429, хромирование стали
- Sikorsky SS8495, хромирование и никелирование, на алюминии
Ознакомьтесь с более подробной информацией о технических характеристиках твердого хрома и сертификатах .
Насколько твердой становится отделка поверхности?
Твердое хромирование создает более твердую поверхность, чем большинство других промышленных покрытий, с твердостью 65-70 HRC. Промышленные применения, требующие чрезвычайно твердых поверхностей для выдерживания нагрузки при интенсивном использовании, потребуют твердого хрома. Просмотр физических и химических свойств твердого хрома.
В чем разница между хромом и твердым хромом?
Основные различия между хромом и твердым хромом заключаются в эстетике и долговечности отделки. Хром, также называемый декоративным хромом, обычно представляет собой подложку из меди и/или никеля с косметическим типом хрома, который полируется до зеркального блеска. Хромированные покрытия обычно используются на автомобильных деталях, инструментах и кухонной утвари.
US Chrome не предлагает услуги декоративного хромирования.
По сравнению с декоративным хромом твердый хром выглядит скучно. Там, где твердому хрому не хватает эстетики, он отличается долговечностью. Твердое хромирование создает очень твердую поверхность, устойчивую к износу, коррозии и высоким температурам. Твердое хромовое покрытие обычно используется в промышленных приложениях, таких как гидравлика, корпуса приводов и шаровые краны.
На какие материалы можно наносить твердое хромирование?
Твердое хромирование можно наносить на многие типы металлов, но химический состав, необходимый для этого, зависит от подложки. Это может быть трудной задачей при нанесении покрытия на изготовленные компоненты. U.S. Chrome может выполнять гальванопокрытие на многих различных поверхностях, включая любые черные и цветные металлы, включая хромирование алюминия и титана гальваническое покрытие, а также инконель, латунь, медь, сталь, никелевые сплавы, чугун, бронзу и многие другие экзотические металлы.
Какие приложения используют жесткий хром?
Твердый хром широко используется во многих областях, охватывающих отрасли промышленности , таких как детали аэрокосмического и сельскохозяйственного оборудования. Некоторые распространенные области применения включают гидравлику, клапаны, коленчатые валы, поршневые штоки, крюки, ролики комбайнов, корпуса приводов, пресс-формы для литья под давлением, штампы, штоковые цилиндры и ролики.
Предлагает ли U.S. Chrome твердое хромирование рядом со мной?
U.S. Chrome предлагает услуги по прецизионному покрытию твердым хромом в нашем Иллинойс , Нью-Йорк , Огайо и Коннектикут . Каждое местоположение имеет стратегическое расположение для быстрой и эффективной доставки в любую точку США и по всему миру.
Отделка
Флэш-хром
Тонкий плотный хром
химический никель
Электролитический никель
NiCom (никель-кремниевый карбид)
Альтернативные покрытия
Мы готовы работать с вами.
Мы уверены, что US Chrome станет для вас лучшим вариантом для нанесения твердого хромового покрытия благодаря нашему инженерному подходу, исключительному обслуживанию клиентов и региональному расположению. Свяжитесь с нами, если у вас есть вопросы или проблемы с покрытием. Мы поможем вам найти правильный ответ.
Свяжитесь с нами
Хромирование: преимущества и области применения
Очень вероятно, что когда люди слышат термины; хромирование, хромирование или даже просто «хромирование», что, вероятно, приходит на ум, так это визуализация блестящей металлической поверхности, но служит ли это только эстетической цели? Если нет, то какой еще цели он служит?
В нелегированном виде хром обладает относительно высокой твердостью и отличной коррозионной стойкостью, что делает его отличным союзником для поверхностных покрытий. На самом деле, в настоящее время это самое популярное металлическое покрытие с непревзойденной долговечностью.
Все ли хромированные покрытия одинаковые?
Краткий ответ: нет. В основном существует два типа хромирования – Декоративное и Твердое Хромирование. Каждый из них имеет различный набор свойств, которые предлагают множество преимуществ и, следовательно, имеют разные применения. Давайте подробнее рассмотрим каждый.
Хромирование яркое/декоративное
Название говорит само за себя: этот тип хромирования очень популярен, потому что он очень эстетичен. Тем не менее, он не только придает элементу приятный внешний вид, но и обеспечивает очень прочный и устойчивый к коррозии слой.
Характеристики и преимущества
- Требуется никелирование (до двух слоев) перед нанесением хромирования.
- Хотя это и называется «хромированием», нижний слой никеля обеспечивает этому покрытию практически всю характерную для него отражательную способность, гладкость и большую часть коррозионной стойкости.
- очень хорошо сцепляется с медью, поэтому нередко перед добавлением последнего слоя хрома наносят медное и никелированное покрытие. Если все сделано правильно, эффективная комбинация трех слоев обеспечивает, возможно, наилучший баланс между защитой от коррозии, защитой от износа, сцеплением и эстетикой.
- Это хромовое покрытие наносится в виде очень тонкого слоя толщиной от 0,002 до 0,02 мил (0,05–0,5 мкм) и чаще всего присутствует в виде слоев толщиной от 0,005 до 0,01 мил (от 0,13 до 0,25 мкм).
- Наиболее распространенные базовые материалы включают пластик, алюминий, сплавы меди, сплавы цинка и сталь.
Никель
Области применения
- Декоративное хромирование очень популярно в автомобильной промышленности, где очень ценятся долговечность, коррозионная стойкость и эстетика. Нередко можно увидеть декоративное хромирование на элементах как автомобилей, так и мотоциклов; такие как диски, компоненты двигателя, выхлопные трубы и многое другое.
- Он также отлично подходит для требований к дизайну кухонной утвари.
- Другие распространенные приложения можно увидеть в инструментах премиум-класса и метчиках.
Твердое/специальное хромирование
Также известное как «твердое хромирование», «промышленное хромирование» или «инженерное хромирование», оно обычно толще декоративного хромирования, и его применение больше ориентировано на инженеров.
Характеристики и преимущества
- Обладает высокой твердостью до 65–69 единиц.HRC (которая также будет зависеть от собственной твердости основного металла).
- Он обладает отличной смазывающей способностью, что в сочетании с его твердостью делает его одним из основных инженерных решений для уменьшения трения, повышения долговечности за счет стойкости к истиранию (а также износостойкости в целом) и предотвращения истирания.
- Повышает химическую инертность, что превосходно, если требуется включение более широкого набора условий, в частности устойчивости к окислению.
- Как уже упоминалось, его покрытие обычно наносится большей толщиной, чем декоративный аналог, достигая толщины до 3,9мил (100 мкм) или толще, когда требуется исключительная износостойкость. Однако стандартная толщина этого хромового покрытия составляет от 0,78 до 1,57 мил (от 20 до 40 мкм).
Области применения
- Он также используется в автомобильной промышленности, но для критических инженерных приложений: амортизаторы, цилиндры и другие компоненты, которые склонны работать в условиях высоких циклов в течение длительных периодов времени. Такие компоненты получают твердое хромирование, чтобы соответствовать требованиям долговечности и смазывающей способности.
- Он также имеет широкий спектр применений в аэрокосмической промышленности. Некоторые компоненты с твердым хромированием в этой отрасли: шасси и алюминиевые головки поршней, чтобы обеспечить оптимальные характеристики при минимальном весе; исполнительные элементы, чтобы предотвратить износ и продлить срок их службы.
- обычно покрывают твердым хромом из-за преимуществ, которые дает это покрытие в отношении предотвращения заедания и смазывающих свойств. Это выражается в повышении производительности и увеличении срока службы в устройствах с низким коэффициентом трения.
- Также часто используется в изношенных деталях в качестве наполнителя для восстановления первоначальных размеров.
Шестерни
Заключение
Хромирование – это первичное металлическое покрытие. Он обслуживает огромное количество потребностей столь же широкого круга отраслей промышленности; где он остается надежным выбором благодаря особому сочетанию свойств Chromium.
Хромирование – процесс, применение, преимущества
Содержание
Что такое хромирование?
Процесс хромирования представляет собой метод нанесения тонкого слоя хрома на подложку (металл или сплав) посредством гальванического покрытия.
Проще говоря, гальваническое покрытие осуществляется путем пропускания электрического тока между двумя электродами, погруженными в ванну электролита, содержащую хромовую кислоту. Один из электродов будет подложкой, на которую будет нанесено покрытие. Во время протекания электричества между двумя электродами атомы хрома осаждаются слоем на электроде, подлежащем покрытию.
Хром представляет собой металл, устойчивый к коррозии, в то время как другие металлы, такие как сталь, легко подвергаются коррозии под воздействием влажного воздуха. Хром не осаждается из раствора только хромовой кислотой (CrO3) и водой. В ванне должен присутствовать один или несколько кислотных радикалов, которые действуют как катализатор, вызывая или способствуя катодному осаждению хрома. Чистота используемой хромовой кислоты часто не уточняется или устанавливается еще и природой. В конце процесса хром покроет поверхность металла.
Хромирование несложное покрытие на детали было должным образом очищено с соблюдением следующих требований:
- Приготовление раствора хромовой кислоты (CrO3).. (Не приобретать кристаллы гидрогенизированной (h4CrO4) хромовой кислоты) Контроль температуры ванны (раствор для покрытия)
- Подготовка свинцовых анодов (пероксид)
- Метод перемешивания ванны (пузырьки)
- Контроль плотности и продолжительности тока покрытия (контроллер)
- Вентиляция (для безопасности)
Все, что остается, — это требование времени, поэтому пусть кажущаяся сложность задачи не обескураживает вас, потому что результаты действительно стоят того.
Этапы процесса хромирования:
Процесс твердого хромирования
Процесс хромирования компонента обычно включает следующие этапы:
- Обезжиривание для удаления сильных загрязнений
- Ручная очистка от всех следов грязи и остаточных загрязнений с поверхности
- Различные виды предварительной обработки в зависимости от подложки
- Помещение в ванну для хромирования, где она нагревается до температуры раствора
- Подача тока для покрытия в течение времени, необходимого для достижения желаемой толщины , в зависимости от типа наносимого покрытия. Для разных подложек требуются разные травильные растворы, такие как соляная, плавиковая и серная кислоты. Хлорид железа также популярен для травления нимоновых сплавов. Иногда компонент попадает в ванну для хромирования, находясь под напряжением.
Хромирование бывает двух основных видов:
Декоративное хромирование.
В этом типе используется слой никеля и слой хрома. Никель придает поверхности предмета блеск и полированный вид. После нанесения слоя никеля поверх него добавляется слой хрома. Слой хрома помогает повысить коррозионную стойкость материала, а также повысить устойчивость к царапинам и износу. Декоративное хромирование обычно имеет общую толщину менее 0,001 дюйма.
Твердое хромирование.
Этот тип обычно используется в промышленных условиях, где эстетическая привлекательность не является первостепенной задачей. Твердое хромирование, хотя и может улучшить коррозионную стойкость материала, на который оно наносится, в основном используется для повышения износостойкости некоторых компонентов. Твердое хромирование обычно наносится на различные типы стали и почти всегда толще, чем декоративное хромирование.
Твердое хромирование (промышленный твердый хром) :
Твердое хромирование — это процесс гальванического покрытия, при котором хром осаждается из раствора хромовой кислоты. Толщина твердого хромового покрытия колеблется от 2 до 250 мкм. Различные типы твердого хрома включают хром с микротрещинами, микропористый хром, пористый хром и хром без трещин. Важно, чтобы микротрещины и пористые покрытия имели минимальную толщину между 80-120 мкм, чтобы обеспечить достаточную коррозионную стойкость. Хром с микротрещинами имеет твердость по Виккерсу 800-1000 кг/мм2, а хром без трещин имеет твердость по Виккерсу 425-700 кг/мм2. Формирование микропористого хрома достигается за счет специального метода нанесения покрытия с использованием инертных взвешенных частиц. Пористое хромирование получают травлением электроосажденным хромом. Они предназначены для удержания смазки для скольжения и подшипников.
Хромирование используется для обеспечения износостойкости и коррозионной стойкости в дополнение к его трибологическим (низкое трение) характеристикам. Однако существуют экологические проблемы, связанные с утилизацией гальванического раствора. Это привело к тому, что многие пользователи хромирования стали искать альтернативные методы покрытия. Одним из вариантов является замена твердого хрома высокоскоростным газокислородным напылением (HVOF) из металлокерамических материалов, таких как WC/Co (карбид вольфрама/кобальт). Напыляемые покрытия HVOF обеспечивают превосходную защиту от износа и коррозии.
ПРИМЕНЕНИЕ ХРОМА
Твердый хром можно наносить на все типы сплавов нержавеющей стали, большинство черных металлов и некоторые цветные металлы, включая медь и латунь. Пожалуйста, свяжитесь с нашими инженерами по применению, чтобы обсудить возможность нанесения твердого хрома на другие металлы, такие как алюминий.
Тусклое черное хромирование
Твердое хромирование улучшает характеристики:
• поршневых колец и клапанов
• инструментов и штампов
• Тормозные диски износ. • Медицинские приборы
• Застежки
• Компоненты коммерческого огнестрельного оружия (не для личного огнестрельного оружия)
• Шестерни
Электронная почта
Распечатать
Твитнуть
Последние сообщения
ссылка на Сосуды под давлением — детали, конструкция, применение, типы, материал, схема
Сосуды под давлением — детали, конструкция, применение, типы, материал, схема
Введение в сосуды под давлением , а трубопроводы, которые транспортируют, хранят или получают жидкости, называются сосудами под давлением.
