Технология изготовления болта на токарном станке: Технология изготовления болта на токарном станке — Технологические картки — Новости сайта
Содержание
Изготовление болта на токарно-винторезном станке
Изготовление болта на токарно-винторезном станке
Валуйская специальная (коррекционная)
общеобразовательная школа-интернат
для слепых и слабовидящих детей III — IV видов
Тема урока:
Изготовление болта на токарно – винторезном станке.
Учитель: Федосеев Александр Васильевич
Тема урока:
Изготовление болта на
токарно – винторезном станке.
Цель:
Дать учащимся понятие о процессе резания и режущем инструменте на токарно-винторезном станке. Воспитывать внимательность, прилежание. Развивать представление о резании и режущем инструменте.
Воспитывать внимательность, прилежание. Развивать представление о резании и режущем инструменте.
Объект труда.
Заготовка болта.
Оснащение занятия.
Токарно – винторезный станок, токарные резцы, заготовки, чертежи, штангенциркуль, инструменты для нарезания наружной резьбы, слесарные тиски, инструкционные карты на изготовление болта, таблицы «Технология изготовления изделий в школьных мастерских».
Организационный момент.
Одеть рабочую одежду, получить заготовки, технологические карты, проверочные таблицы, рисунки, инструменты, приготовить рабочее место.
Технические сведения.
Процесс резания на токарно-винторезном станке. Основные элементы и геометрия токарного резца. Разновидности токарных резцов. Установка и закрепление резца, понятие о его заточке. Понятия «торец», «уступ», «фаска».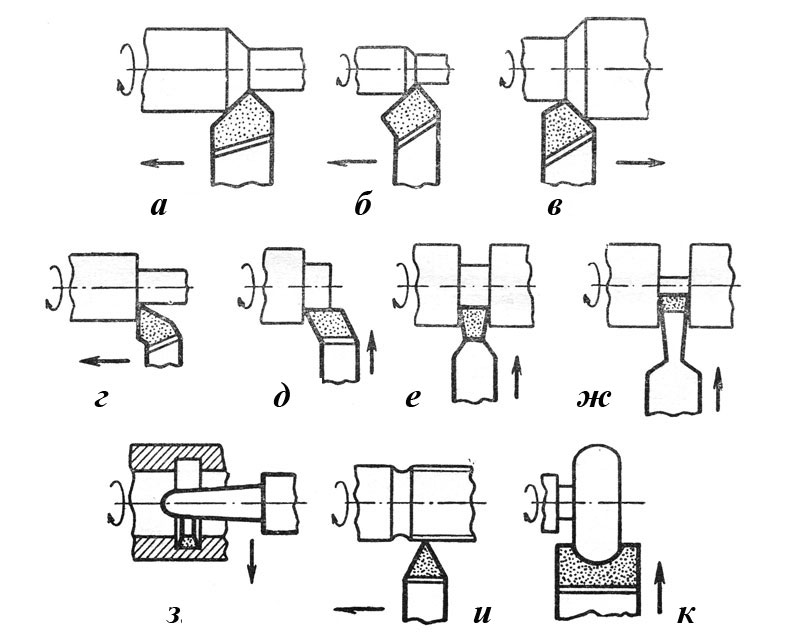 Приемы подрезания торца и обтачивания наружных цилиндрических поверхностей. Правила безопасности труда при точении.
Приемы подрезания торца и обтачивания наружных цилиндрических поверхностей. Правила безопасности труда при точении.
Практическая работа.
Рассмотрение эскиза детали. Изучение технологического процесса. Выбор и закрепление заготовки. Подрезание торца, обтачивание цилиндрических поверхностей и отрезание заготовки болта. Выдать заготовки и инструкционные карты, определить очередь работы учащихся на станке.
Последовательность выполнения работы:
1. Установить пруток в патрон так, чтобы он имел вылет для обработки 60 мм.
2. Подвести суппорт так, чтобы вершина резца была напротив центра задней бабки.
3. Проверить подготовленный к работе станок.
4. С разрешения учителя пустить станок.
5. Подвести резец к заготовке так, чтобы он снимал тоненькую стружку. Пользуясь маховичком продольной подачи, проточить заготовку на длину 6—8 мм. Отвести суппорт от заготовки, а маховичок поперечной подачи оставить в том же положении, в каком он был во время точения.
6. Выключить двигатель и обождать, пока станок полностью остановится.
7. Измерить диаметр проточенной части заготовки.
8. Учитывая номинальный диаметр заготовки болта, подсчитать, за сколько проходов можно выполнить черновую обточку с припуском 0,3—0,5 мм на чистовую обточку.
9. Установить по лимбу поперечной подачи глубину резания (0,5 мм.).
10. Прочитать на чертеже номинальный размер длины заготовки стержня болта.
11. Пустить станок, подвести продольной подачей резец вершиной к началу заготовки.
12. Отмерить длину протачиваемой области штангельциркулем (40мм.), чтобы получить необходимую длину заготовки болта.
13. Пользуясь ручной подачей, проточить заготовку на необходимую длину.
14. Выключить двигатель и подождать полной остановки станка.
15. Продольной подачей отвести суппорт за пределы заготовки.
16. Установить глубину резания для следующего прохода и точить дальше, до заданного диаметра заготовки болта.
17. Выключить электродвигатель и подождать, пока остановится станок.
18. Продольной подачей отвести суппорт за пределы прутка.
19. Измерить диаметр заготовки. Установить глубину резания для окончательной обработки стержня и проточить его.
21. Отвести суппорт за пределы заготовки.
22. Отпустить гайку резцедержателя, повернуть резцедержатель так, чтобы на рабочее место был установлен отрезной резец.
23. Подвести резец к концу проточки и отторцевать часть болта под головкой.
24. Вывести резец поперечной подачей за пределы заготовки 25. Продольной подачей вывести резец против окончания головки болта.
26. Поперечной подачей проточить канавку для отрезания на глубину 2 мм.
27. Вывести резец назад и сдвинуть его на 1мм. влево и прорезать еще одну канавку глубже первой на 2 мм.
28. Повторить эти операции до отрезания заготовки
29. Выключить двигатель и подождать до его полной остановки.
30. Выключить двигатель, подождать его полной остановки.
31. Вынуть обработанную заготовку.
32. Нарезать резьбу в слесарных тисках ручным инструментом
33. Привести в порядок рабочее место, сдать работу.
Вопросы для повторения
1. Из каких основных движений состоит процесс резания на токарном станке?
2. Какие вы знаете правила техники безопасности, которые следует соблюдать при подготовке станка к работе?
3. Объясните правила техники безопасности, которые следует соблюдать при работе на токарном станке.
Заключение:
- 1. Проконтролировать у каждого учащегося выполнение изделий и качество нарезанной резьбы.
- 2. Закрепить полученные знания используя таблицы и эскизы изделий.
- 3. Подвести итоги выполнения работы, сделать обобщения
ответов учащихся,
- 4.
 Повторить правила техники безопасности.
Повторить правила техники безопасности. - 5. Привести в порядок рабочее место.
- 6. Дежурные производят уборку мастерской.
Как превратить болт в кодовый замок
Некоторые поделки интересны не только своим назначением, но и оригинальным техническим устройством. К таким, несомненно, можно отнести кодовый замок.
Понадобится
Для его изготовления нужно время, немалые усилия, предельная аккуратность и следующие материалы:
- болт из нержавеющей стали М20 × 70;
- накатное колесо;
- средства для нанесения номеров на колеса;
- стальные шарики;
- пружинная стальная проволока (0,3 и 0,8 мм).
Из оборудования нам не обойтись без:
- токарного, сверлильного и фрезерного станка;
- тисков слесарных;
- пассатижей;
- ножовки по металлу;
- гриндера;
- ножниц по металлу и для резки бумаги;
- оправок для навивки пружин и стопорного кольца.

Технология изготовления
Работа состоит из трех этапов: изготовление деталей и узлов, сборка и установка кодовой комбинации цифр.
Изготовление деталей и узлов
Боковые накладки замка
На токарном станке делим головку болта на две половины, а стержень протачиваем на глубину профиля резьбы.
Зажимаем по одному части стержня в тиски и распиливаем пилой по металлу на две продольные половины.
На одну из шестигранных пластин с помощью шаблона и маркера наносим контур боковой накладки замка.
Склеенные шестигранники обтачиваем на гриндере по нанесенному контуру боковой накладки замка и по концам сверлим отверстия.
Вставляем в отверстия «ножки» круглых шаблонов, используемых только для вывода контура боковых накладок замка на гриндере.
На сверлильном станке сверлом и концевой фрезой в боковых накладках формируем финишный профиль отверстий. Вокруг большого отверстия равномерно по кругу выполняем концевой фрезой 9 углублений.
Мягким кругом полируем все поверхности боковых накладок замка.
Штифты
Из 4-х полуцилиндров, используя особый зажим, точим на токарном станке круглый стержень до середины заготовки.
Первый штифт предназначен для колес со стороны крепления. Он имеет с одной стороны посадочное место под отверстие, с другой – кольцевой паз под стопорное кольцо и глухое отверстие.
Фрезой выполняем в нем продольный паз на всю длину глухого отверстия.
Второй штифт со стороны крепления выглядит как сплошной круглый стержень с посадочным местом под отверстие в боковой накладке замка и глухим продольным сверлением.
Третий штифт-ключ с подвижной стороны также протачивается под сплошной цилиндр. Затем одной стороной зажимается в патрон с прокладкой для смещения оси валика в сторону от оси вращения патрона. В итоге при обработке резцом образуется круглый шип меньшего диаметра, центр которого не совпадает с центром штифта.
Затем фрезерованием формируем по обеим сторонам смещенного шипа две полки. В итоге выходит стержень с двумя гранями, соединенными дугами окружности.
Той же фрезой уменьшаем сечение стержня с большей стороны симметричной обработкой.
Концевой фрезой выполняем 5 прямоугольных и равных проточки. В результате также образуется 5 равных выступов.
Напильниками, надфилями и наждачной бумагой стержню со всеми выступами придается нужная форма и скругляются кромки и ребра. В конце этот и все остальные стержни полируем мягким кругом.
Вставляем стержень на свое место в боковую накладку замка.
Четвертый штифт, выполняющий функцию верхнего вала с подвижной стороны, протачивается под размер отверстия в боковой накладке замка и с одной стороны напильником и мягким кругом оформляется в полусферу. Его также вставляем на свое место.
Сварка, шлифовка, полировка
Привариваем все штифты с обратной стороны к боковым пластинам замка.
Шлифуем и полируем сварные швы на гриндере, кромки скругляем напильником, доводим наждачной бумагой и полируем мягким кругом.
Набором напильников формируем паз на торце штифта с продольной прорезью. Примеряем вхождение подвижных штифтов в отверстия неподвижных.
Латунные колеса с номерами
Изготавливаем 4 латунных колеса с цифрами. Их заготовки после проточки под размер отрезаем на токарном станке, вначале просверлив в центре сквозное отверстие, и расширив, его, с одной стороны, на некоторую глубину.
Пятое колесо отличается от других наличием центральной проточки с обеих сторон, одно из которых глубже другого.
Колонки цифр для нанесения на образующие колес, напечатаны на бумаге, покрытой силиконом, в зеркальном отображении.
Вырезаем ножницами вертикальные полоски цифр и наклеиваем их на образующие колес.
Переводим цифры на поверхность образующих колес, обкатывая их по подошве горячего утюга. В результате бумага отделяется, а слой силикона с цифрами прикипает к кольцу.
Для защиты все поверхности колес, кроме образующих с цифрами, покрываем ногтевым лаком.
Нанизываем колеса на проволоку, укладываем внизу наклонной кюветы и заливаем на 45 минут раствором хлорида железа для травления, что делает колеса привлекательными, а цифры контрастными.
Далее нанизываем колеса на особую оправку, затягиваем гайкой и зажимаем в патроне токарного станка. Далее обрабатываем блок колес наждачной бумагой и полируем ворсовой тканью.
Далее обрабатываем блок колес наждачной бумагой и полируем ворсовой тканью.
Зажимаем колеса в специальный держатель и на фрезерном станке выполняем фрезой полукруглый паз до выхода в большое отверстие.
На торцах колес выполняем 9 углублений равномерно по кругу.
Колеса по одному закрепляем на оправке и зажимаем в патроне токарного станка. Подводим к колесу настроенную накатку, смазываем их маслом и включаем станок. На колесе у торца узкой полоской накатывается круговая насечка.
Резцом удаляем заусенцы с торца насечки.
Сверлим дрелью глухие отверстия на 0,8 мм в торцах колес с насечкой напротив полукруглого паза.
Снова колеса по очереди надеваем на оправку и наносим на цифровые углубления черную краску, удаляя излишки плоской поверхностью, прижимая ее к вращающемуся колесу, а затем мягкой тканью.
Дополнительные детали, сборка и кодирование
С помощью специальной оправки для навивки пружин, закрепленной на токарном станке, изготавливаем 5 подобных пружин из пружинной стальной проволоки на 0,3 мм.
Для удержания проволоки на оправке при навивке пружин используем пассатижи, а для отрезки концов – ножницы по металлу.
Для сборки колес с номерами нам, помимо пружин, понадобятся 5 стальных шариков на 2 мм.
В глухие отверстия в колесах вставляем по пружине и сверху прикрываем шариком.
Затем все 5 колес с пружинами и шариками нанизываем на верхний вал.
Из пружинной стальной проволоки на 0,8 мм на простой оправке, зажатой в тисках, пассатижами и кусачками делаем стопор-замок для сдавливания и удержания колес с номерами на стержне.
Заводим пинцетом один конец стопора в паз на торце стержня, придавливаем стопор в середине, тогда второй край надежно охватывает и удерживает все, что находится под ним.
Остается вставить вторую боковину кодового замка со стержнями на свое место и устройство готово к работе. Но пока замок заблокирован, т. к. установлена случайная комбинация цифр. Кодовый набор номеров определяется расположением фиксирующих элементов на колесах и для каждого замка является эксклюзивным.
Но пока замок заблокирован, т. к. установлена случайная комбинация цифр. Кодовый набор номеров определяется расположением фиксирующих элементов на колесах и для каждого замка является эксклюзивным.
Смотрите видео
Общий | Изготовление болтов на токарном станке | Практик-механик
Вале
Пластик
#1
Привет, кто-нибудь может дать мне ссылки или литературу или дать краткое описание того, как делать болты на токарном станке?
Я новичок на этом форуме, поэтому прошу прощения, если тема размещена не в том месте.
Гордон Б. Кларк
Запрещено
#2
Вейл сказал:
Привет, может кто-нибудь дать мне несколько ссылок или литературы или дать краткое описание того, как сделать болты на токарном станке?
Я новичок на этом форуме, поэтому прошу прощения, если тема размещена не в том месте.
Нажмите, чтобы развернуть…
Я бы начал с шестигранного стального стержня и взял бы оттуда
Я думаю «Ты серьезно?» YouTube и Google доступны в Хорватии.
358Мустанг
Чугун
#3
Вейл сказал:
Привет, может кто-нибудь дать мне несколько ссылок или литературы или дать краткое описание того, как сделать болты на токарном станке?
Я новичок на этом форуме, поэтому прошу прощения, если тема размещена не в том месте.
Нажмите, чтобы развернуть…
Вы можете начать с шестигранной заготовки нужного размера для головки болта, а затем просто повернуть ложу на больший диаметр и либо с одноточечной резьбой, либо просто использовать плашку, чтобы нарезать резьбу.
Если вы используете круглый пруток, на фрезерном станке есть только дополнительный шаг, вы можете использовать блок с шестигранной цангой (который подходит для цанги 5C) и просто зажать блок в тисках и установить «глубину», а затем вырезать один плоский, и вращайте шестигранный блок с вашим болтом, пока вы не обрежете все 6 сторон.
Вале
Пластик
#4
Гордон Б. Кларк сказал:
Я бы начал с шестигранного стального стержня и взял бы оттуда
Я думаю «Ты серьезно?» YouTube и Google доступны в Хорватии.
Нажмите, чтобы развернуть…

Ха-ха, да, у нас в Хорватии есть google и youtube, но я пишу свою выпускную работу и не могу найти литературу на эту тему на хорватском или английском языке, но спасибо за совет
358Мустанг сказал:
Вы можете начать с шестигранной заготовки того размера, который вы хотите, чтобы головка болта была, а затем просто поверните ложу до основного диаметра и либо с одноточечной резьбой, либо просто используйте плашку, чтобы нарезать резьбу.
Если вы используете круглый пруток, на фрезерном станке есть только дополнительный шаг, вы можете использовать блок с шестигранной цангой (который подходит для цанги 5C) и просто зажать блок в тисках и установить «глубину», а затем вырезать один плоский, и вращайте шестигранный блок с вашим болтом, пока вы не обрежете все 6 сторон.
Нажмите, чтобы развернуть…

Спасибо
Айсмен Автоспорт
Чугун
#5
Мы используем станки для холодной штамповки и резьбонарезные станки для изготовления болтов диаметром до 1 1/4″. Не видел, чтобы кто-нибудь пытался изготовить болт на токарном станке с 40-го класса средней школы несколько лет назад.
Вале
Пластик
#6
Да, мы производим болты с помощью станков для холодной штамповки и резьбонарезных станков для больших серий, но мы можем использовать токарный станок для изготовления небольших серий болтов и болтов, которые мы не можем изготовить с помощью станков для холодной штамповки.
Гордон Б. Кларк
Запрещено
#7
Вейл сказал:
Да, мы производим болты с помощью станков для холодной штамповки и резьбонарезных станков для больших серий, но мы можем использовать токарный станок для изготовления небольших серий болтов и болтов, которые мы не можем изготовить с помощью станков для холодной штамповки.
Нажмите, чтобы развернуть…

Вы знаете это, но не базовые потоки?
Нарезание резьбы на токарном станке — YouTube
Нарезание резьбы на токарном станке Colchester — YouTube
НАРЕЗАНИЕ РЕЗЬБЫ НА СТАНОКЕ — YouTube
Всегда проще начинать с шестигранного прутка.
Если вы погуглите «Нарезание резьбы токарным станком», вы получите более 1 000 000 просмотров.
Почему мне кажется, что вы просто хотите скопировать текст, а не написать его самостоятельно?
Вале
Пластик
#8
Clarke» data-source=»post: 2101846″>
Гордон Б. Кларк сказал:
Вы знаете это, но не базовую работу с потоками?
Нажмите, чтобы развернуть…

Как я уже сказал, я пишу выпускную работу по теме «Технология изготовления болтов», поэтому я закончил с холодной штамповкой и накатными резьбонарезными станками. Поэтому я должен также написать что-то о болтах, изготовленных на токарном станке.
Гордон Б. Кларк сказал:
Почему мне кажется, что вы просто хотите скопировать текст, а не написать его самостоятельно?
Нажмите, чтобы развернуть…
Не буду, и спасибо за ссылки, у меня были плохие результаты, потому что я неправильно определил термин Google
Гордон Б. Кларк
Запрещено
#9
Вейл сказал:
Как я уже сказал, я пишу выпускную работу по теме «Технология изготовления болтов», поэтому я закончил с холодной штамповкой и накатными резьбонарезными станками. Поэтому я должен также написать что-то о болтах, изготовленных на токарном станке.
Не буду, и спасибо за ссылки, у меня были плохие результаты, потому что я неправильно определил термин Google
Нажмите, чтобы развернуть…
Может быть, я становлюсь сентиментальным в старости, но ты становишься симпатичным
Хорошие поисковые слова для Google и YouTube:
Токарный станок, болт, обработка, резка, винт, резьба, нарезание резьбы. новички и т. д.
Не уверен насчет США, но здесь, в Европе, когда вы говорите «болт», это обычно означает винт плюс гайка. Обратите внимание на «обычно»
Обратите внимание на «обычно»
Гордон
Обработка с ЧПУ | Дешевый способ сделать несколько винтов? Мини токарный станок с ЧПУ? | Практик Машинист
плутоний лосось
Горячекатаный
#1
Привет.
Нам нужно сделать несколько винтов для себя, и вы искали инструмент для этого? Ребята, у вас есть какие-нибудь идеи, где я могу найти небольшой токарный станок с ЧПУ приличного качества, который может делать винты всю свою жизнь. Мы не хотим идти по ручному маршруту, так как нас сейчас всего двое, и мы могли бы заниматься чем-то другим. Установить и забыть тип сделки. Я посмотрел в Интернете, и все, что я могу найти, это модифицированные китайские, которые выглядят паршиво?
Я посмотрел в Интернете, и все, что я могу найти, это модифицированные китайские, которые выглядят паршиво?
Спасибо.
Милланд
Алмаз
#2
Если у вас есть возможность, вам (почти) всегда будет выгоднее приобретать винты промышленного производства, чем делать их самостоятельно. Можете ли вы опубликовать описание того, что вам нужно, и что затрудняет поиск источника?
плутоний лосось
Горячекатаный
#3
Милланд сказал:
Если у вас есть возможность, вам (почти) всегда будет выгоднее приобретать винты промышленного производства, чем делать их самостоятельно. Можете ли вы опубликовать описание того, что вам нужно, и что затрудняет поиск источника?
Нажмите, чтобы развернуть…
Вот оно: Макмастер-Карр. Они стоят 5 баксов за Макмастера, и даже тогда это не совсем то, что нам нужно.
Милланд
Алмаз
#4
‘К, это помогает. Так что вам нужно, что отличается? Материал, точность, размер? Если вы выполните поиск в Google по «цехам мелкосерийного производства винтовых станков», вы обнаружите, что многие производители настроены на выполнение такой работы, что даст вам свободу делать больше дополнительных материалов, уникальных для вашей компании. Если вы действительно хотите сделать это самостоятельно, то ответом может стать бывший в употреблении швейцарский токарный станок. Это будет не самая дешевая вещь или простая в настройке, но она будет делать такие детали быстро и точно.
Так что вам нужно, что отличается? Материал, точность, размер? Если вы выполните поиск в Google по «цехам мелкосерийного производства винтовых станков», вы обнаружите, что многие производители настроены на выполнение такой работы, что даст вам свободу делать больше дополнительных материалов, уникальных для вашей компании. Если вы действительно хотите сделать это самостоятельно, то ответом может стать бывший в употреблении швейцарский токарный станок. Это будет не самая дешевая вещь или простая в настройке, но она будет делать такие детали быстро и точно.
плутоний лосось
Горячекатаный
#5
Милланд сказал:
‘К, это помогает.
Так что вам нужно, что отличается? Материал, точность, размер?
Нажмите, чтобы развернуть…
Было бы неплохо иметь разную высоту плеч и головы. Мы будем искать краткосрочных людей. Мы просто надеялись, что есть что-то, что могло бы делать эти вещи медленно, но дешево.
СР910
Пластик
#6
У меня никогда не было шурупов из нержавейки, но для стальных есть специальные ребята, которые выковывают головку и потом накатывают резьбу. В Австралии их называют ej hadaway, вам это не поможет, но посмотрите на их сайт, вы можете увидеть оборудование, которое они используют.
Брайан
Нержавеющая сталь
#7
Как дешево? Вы можете взять старый Hardinge CHNC с пневматической подачей прутка и выплевывать его весь день. Машина в стиле банды Accuslide или Omniturn тоже съела бы его. Но, как бы вы ни смотрели на это, вы, скорее всего, потратите 10 тысяч долларов на покупку, оснастку и настройку машины. Сколько винтов вам нужно? Если все они будут одинаковыми, как говорили другие, любой магазин винтовых станков сделает их за гроши … потребуется много времени, чтобы окупить вложения в 10 тысяч.
Т. Дегенхарт
Алмаз
#8
Я думаю, ключ в том, сколько вам нужно. Всего несколько тысяч время от времени или включить машины и выключить свет?
Том
плутоний лосось
Горячекатаный
#9
TDegenhart сказал:
Я думаю, ключ в том, сколько вам нужно. Всего несколько тысяч время от времени или включить машины и выключить свет?
Нажмите, чтобы развернуть…
Привет. Меньше 1000 для начала, но я знаю, что есть рынок для гораздо большего. На мой взгляд, 1000 винтов от mcmaster — это 5000 долларов, которые я мог бы потратить на инструменты.
Меньше 1000 для начала, но я знаю, что есть рынок для гораздо большего. На мой взгляд, 1000 винтов от mcmaster — это 5000 долларов, которые я мог бы потратить на инструменты.
Милланд
Алмаз
#10
плутониумлосось сказал:
Здравствуйте. Меньше 1000 для начала, но я знаю, что есть рынок для гораздо большего. На мой взгляд, 1000 винтов от mcmaster — это 5000 долларов, которые я мог бы потратить на инструменты.
Нажмите, чтобы развернуть…
Это не моя работа, но я полагаю, что вы можете изготовить эти винты по цене ~ 2 доллара за штуку по 1000 штук, а может и меньше. Если у вас есть больше «основных» частей бизнеса, держу пари, вам лучше потратить свое время на них. Может быть, с гораздо большими объемами это имеет смысл.
Если у вас есть больше «основных» частей бизнеса, держу пари, вам лучше потратить свое время на них. Может быть, с гораздо большими объемами это имеет смысл.
ДМФ_ТомБ
Алмаз
#11
плутониумлосось сказал:
Привет.
Нам нужно сделать несколько винтов для себя, и вы искали инструмент для этого? Ребята, у вас есть какие-нибудь идеи, где я могу найти небольшой токарный станок с ЧПУ приличного качества, который может делать винты всю свою жизнь. Мы не хотим идти по ручному маршруту, так как нас сейчас всего двое, и мы могли бы заниматься чем-то другим.
Установить и забыть тип сделки. Я посмотрел в Интернете, и все, что я могу найти, это модифицированные китайские, которые выглядят паршиво?
Спасибо.
Нажмите, чтобы развернуть…
.
вам нужно сделать экономическое обоснование
стоимость винтов в определенном количестве, произведенных другой компанией, по сравнению с их изготовлением в вашей компании
.
.
вы должны учитывать стоимость станка с ЧПУ, инструментов, оператора, время программирования, площадь магазина,
затраты на установку, затраты на техническое обслуживание и т. д.
.
, если вы не сэкономите не менее 5000 долларов в год, выполняя их в своей компании, я бы даже не стал
думать о том, чтобы приобрести токарный станок с ЧПУ и делать их самостоятельно. уверен, что вы можете купить или арендовать подержанный
токарный станок с ЧПУ, но такие мелочи, как затраты на установку, затраты на ремонт, затраты на инструменты, затраты на программирование
и т. д., могут быстро составить
д., могут быстро составить
.
многие мастерские будут изготавливать винты на ручном токарном станке и использовать геометрический штамп, который
нарезает резьбу менее чем за 1 минуту. даже
, если геометрический штамп стоит 1000 долларов, а ручной слесарь может делать только 10 шурупов в час
или 400 в неделю, этого может быть достаточно для небольшого количества, особенно если размеры часто меняются
плутонийлосось
Горячекатаный
#12
DMF_TomB сказал:
.
геометрический штамп стоимостью $1000Нажмите, чтобы развернуть.
..
Спасибо. Я посмотрю на это дело. Я новичок и никогда не слышал об этом.
Джимс
Горячекатаный
№13
Болты
плутониумлосось сказал:
Спасибо. Я посмотрю на это дело. Я новичок и никогда не слышал об этом.
Нажмите, чтобы развернуть…
Первым делом я бы позвонил Макмастеру и получил гоут на 5000 шт.
jims
За 5000 штук они могут указать их в соответствии с вашими спецификациями.
АХК
Алюминий
№14
Не забывайте о производственном оборудовании прошлых дней. Это прямо здесь может сделать много винтов и мелких деталей за короткий промежуток времени, без затрат или накладных расходов на ЧПУ.
Hardinge Super Precision DV59 DSM59 Револьверный токарный станок | eBay
спецфаб
Титан
№15
Я должен согласиться с бизнес-обоснованием, сделанным большинством ответивших здесь; вам действительно нужно взглянуть на свое финансовое обоснование и решить, имеет ли смысл покупать собственные внутренние мощности. Существует фактор времени, который следует учитывать, а именно то, что покупка из внешних источников приводит к транзакции, которая имеет предсказуемую конечную точку, когда у вас в руках гайки. Покупка средств для их изготовления, в зависимости от того, что это за средства, может превратиться в проект и процесс без известного результата в любой момент времени, пока вы не возьмете под контроль процесс. Вопросы здесь заключаются в том, насколько это ценно для вас в любом случае, и считаете ли вы изготовление винтов важной частью вашего бизнеса с точки зрения контроля процесса, имиджа продукта и самодостаточности, которая становится доступной.
Показанный вами пример представляет собой прецизионный винт с буртиком, и если ваш продукт не требует такого уровня точности, индивидуальный винт может быть значительно дешевле, даже при количестве в несколько тысяч штук. Конечно, McMaster может получить для вас расценки на то, что они показывают в «большом» количестве. Не забывайте также, что в этом примере есть прорезь на головке, которую не сделает ни один простой недорогой токарный станок с ЧПУ.
Конечно, McMaster может получить для вас расценки на то, что они показывают в «большом» количестве. Не забывайте также, что в этом примере есть прорезь на головке, которую не сделает ни один простой недорогой токарный станок с ЧПУ.
Джон_Б
Чугун
№16
Почему, почему, почему ты смотришь на Макмастера Карра? Конечно, они хороши для базовых вещей при прототипировании, но когда дело доходит до производства, они ужасно высоки.
Наверняка в вашем районе есть крепёжный дом! Посмотрите в районе залива Сан-Франциско, если вы не можете найти его поблизости. Вокруг Санта-Клары так много высокотехнологичной фабрики, что у них есть огромная база поддержки.
Редактировать: это при условии, что вы находитесь в Лос-Анджелесе не на том побережье, если это на третьем побережье, вы рядом с Хьюстоном!
Мебфаб
Алмаз
# 17
Я хорошо использовал геометрическую резьбонарезную головку, коробчатый инструмент и dv-59можно купить дешево, если хорошо поискать. Добавьте мельницу Николса, чтобы вставить их, и вы получите менее 2 тысяч долларов. У меня, наверное, хороший излишек штамповочной головки.
Бык
Алмаз
# 18
Давенпорт (не тот, на котором вы сидите) с съемником, прорезкой и накаткой резьбы, и вы в деле.
Однако — он не будет их медленно выплевывать….
Можно купить за меньшие деньги, чем ЧПУ с живыми инструментами.
(Но вам нужно больше знать, что вы делаете)
—————
Думай о снеге Эх!
Бык
Густавсон
Алмаз
# 19
Раньше, по-моему, в Нью-Джерси было место, куда случайным образом рассылались каталоги. Несколько лет назад я должен был процитировать модификацию винта с накатанной головкой с определенным пазом для винта и пассивированием их черным цветом. Они сказали мне, что сделают все, что я захочу, в лотах 500 или около того. Сэкономил клиенту пачку.
Несколько лет назад я должен был процитировать модификацию винта с накатанной головкой с определенным пазом для винта и пассивированием их черным цветом. Они сказали мне, что сделают все, что я захочу, в лотах 500 или около того. Сэкономил клиенту пачку.
Если вы не занимаетесь механической обработкой, покупка станков не принесет вам денег. Если у вас есть другие способы использования машины, то обязательно используйте ее.
плутоний лосось
Горячекатаный
#20
John_B сказал:
Почему, почему, почему ты смотришь на Макмастера Карра?
Нажмите, чтобы развернуть.

