Технология ручной дуговой наплавки: Ручная наплавка металла и сварка: технология, оборудование, виды и способы
Содержание
5.1. Ручная дуговая сварка (наплавка) покрытыми электродами
Ручная дуговая сварка выполняется плавящимся или неплавящимся (угольным, графитовым, вольфрамовым, гафниевым) электродом. При сварке плавящимся электродом (рис. 5.1) дуга горит между ним и изделием.
Рис. 5.1. Схема ручной дуговой сварки (наплавки) штучным электродом: 1– основной металл; 2 – сварочная ванна; 3 – электрическая дуга; 4 – проплавленный металл; 5 – наплавленный металл; 6 – шлаковая корка; 7 – жидкий шлак; 8 – электродное покрытие; 9 – металлический стержень электрода; 10 – электрододержатель
Формирование металла шва осуществляется за счет материала электрода и расплавления основного металла в зоне действия дуги. При сварке неплавящимся электродом для формирования металла шва в зону дуги извне подается присадочный материал.
Наибольшее применение нашла сварка плавящимся электродом, так как ее можно применять во всех пространственных положениях, сваривая черные, цветные металлы и различные сплавы. При этом используются электроды диаметром 1÷ 12 мм. Однако основной объем работ выполняется электродами диаметром 3÷ 6 мм.
При этом используются электроды диаметром 1÷ 12 мм. Однако основной объем работ выполняется электродами диаметром 3÷ 6 мм.
Электроды классифицируются по материалу, из которого они изготовлены, по назначению, по виду покрытия, по свойствам металла шва, по допустимым пространственным положениям сварки или наплавки, по роду и полярности тока.
По назначению электроды подразделяются на следующие группы:
- для сварки углеродистых и низколегированных конструкционных сталей – У;
- для сварки теплоустойчивых легированных сталей – Т;
- для сварки высоколегированных сталей с особыми свойствами – В;
- для наплавки слоев с особыми свойствами – Н.
По толщине покрытия существуют следующие группы электродов:
- с тонким покрытием – М;-
- со средним покрытием – С;
- с толстым покрытием – Д;
- с особо толстым покрытием – Г.
Покрытия могут быть кислые – А, основные – В, целлюлозные – Ц, рутиловые – Р и прочие – П.
В настоящее время при ремонте техники на железнодорожном транспорте находят наибольшее применение кислые, основные и рутиловые покрытия.
Кислое покрытие состоит в основном из оксидов металла, алюмосиликатов и раскислителей. Газовая защита осуществляется за счет сгорания органических составляющих покрытия.
Сварку электродами с кислым покрытием можно производить при помощи постоянного и переменного тока. В процессе сварки сварочная ванна бурно кипит вследствие активного раскисления металла углеродом, что способствует хорошей дегазации металла шва. Поэтому даже при сварке по окалине или ржавчине получаются сравнительно плотные швы, уступающие по характеристикам пластичности и ударной вязкости металла шва электродам с другими видами покрытий. При использовании электродов с кислым покрытием существует склонность к образованию кристаллизационных трещин, большое разбрызгивание металла, значительное выделение в процессе сварки вредных марганцевых выделений. К электродам с кислым покрытием относятся электроды следующих марок: ОМА-2, ЦМ-7,ОММ-5 и др.
Основное покрытие состоит преимущественно из мрамора, плавикового шпата, раскислителей и легирующих элементов (ферромарганец, ферросилиций, феррованадий и др.). Газовая защита расплавленного металла обеспечивается углекислым газом и окисью углерода, которые образуются в результате диссоциации карбонатов.
Электроды с основным покрытием (УОНИ13/45, СМ-11, УОНИ13/55К, ВН-48, ОЗС- 33, ОЗС-25, ОЗС-18, УОНИ13/55У, УОНИ13/65, ВСОР-65У и ряд других) обеспечивают получение наплавленного металла с малым содержанием газов и вредных примесей, с высокими пластическими характеристиками и ударной вязкостью при нормальной и отрицательных температурах, с хорошей стойкостью против образования кристаллизационных трещин и старения. Поэтому такие электроды предназначаются для сварки конструкций из углеродистых и конструкционных сталей, жестких конструкций из литых углеродистых и низколегированных высокопрочных сталей.
Недостатком этого вида покрытий является повышенная чувствительность к порообразованию при увлажнении покрытия, увеличении длины дуги, при наличии окалины, ржавчины или масла на кромках свариваемых изделий.
Сварка электродами с основным покрытием ведется, как правило, на постоянном токе обратной полярности. Чтобы использовать такие электроды для сварки на переменном токе, в покрытие вводятся компоненты, содержащие легкоионизирующие элементы: калиевое жидкое стекло, кальцинированную соду, поташ и др.
Рутиловое покрытие содержит в основном рутиловый концентрат, различные алюмосиликаты и ферромарганец. Раскисление и легирование металла шва достигается наличием ферромарганца, а газовая защита – целлюлозой. Марки электродов с рутиловым покрытием: ОЗС-12, МР-3,ОЗС-6, ОЗС-4, АНО-4, ОЗС-32, ОЗС-21 и др.
Электроды с рутиловым покрытием обладают высокими сварочно-технологическими свойствами, обеспечивают хорошее формирование шва, имеют небольшое разбрызгивание, легкую отделимость шлаковой корки, малую склонность металла к образованию пор. Сварку можно вести как на постоянном, так и переменном токе.
В табл. 5.1 приведены некоторые характеристики электродов общего назначения наиболее распространенных в ремонтной практике для сварки и наплавки углеродистых и низколегированных конструкционных сталей.
Для получения при ручной дуговой наплавке слоев с высокими механическими свойствами (большая твердость, износостойкость, жаростойкость и другие) рекомендуется использовать электроды, приведенные в табл. 5.2.
Перед сваркой и наплавкой необходима прокалка электродов: с рутиловой обмазкой при t = 80 ÷120 ° С, с карбонато-рутиловым покрытием при t = 200÷250 ° С и с основным – при t = 300÷350 ° С. Время прокаливания 2÷2,5 часа.
Несмотря на широкое распространение ручной дуговой сварки при производстве сварочно-наплавочных работ, она имеет ряд недостатков: сравнительно низкое качество наплавленного металла по причине слабой защиты сварочной ванны от воздействия окружающей среды; большое колебание сварочного тока; значительную вероятность возникновения непроваров, подрезов и других дефектов соединения; большие потери (до 30%) присадочного материала на угар, разбрызгивание, огарки; малую производительность из-за невозможности использования высокой плотности тока и перерывов при смене электродов; сложность технологического процесса, что требует длительного времени подготовки сварщиков и др.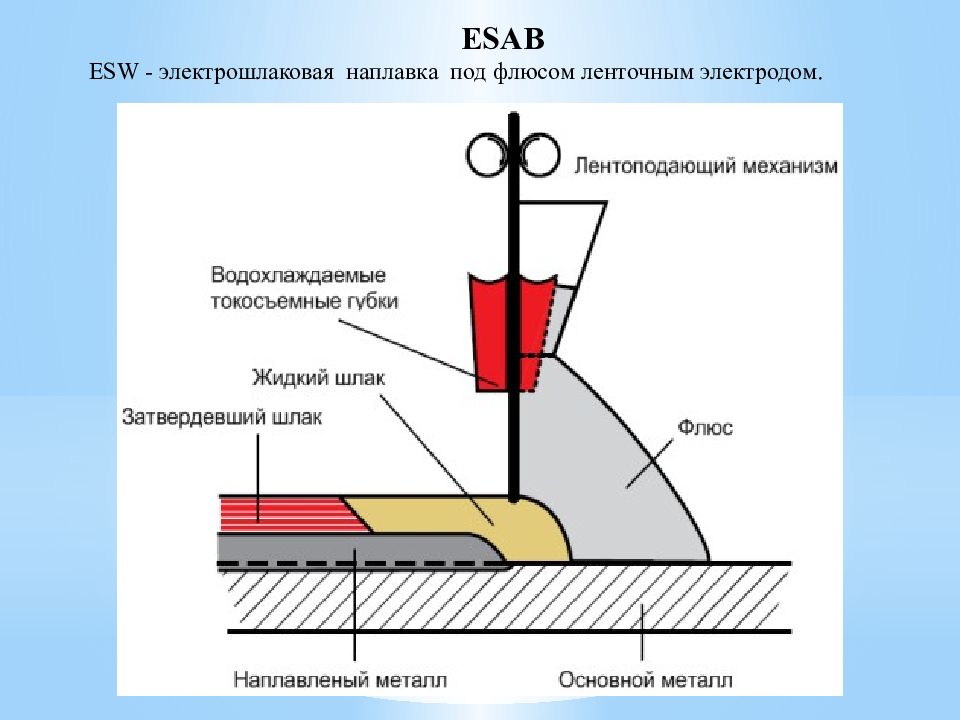 Все это следует учитывать при выборе способа сварки и наплавки.
Все это следует учитывать при выборе способа сварки и наплавки.
Таблица 5.1
Характеристики электродов общего назначения
Таблица 5.1
Характеристики наплавочных электродов
описание технологии, преимущества и недостатки
Вопросы, рассмотренные в материале:
- 4 способа дуговой сварки
- Механизированные дуговые способы наплавки
- Способ дуговой наплавки под слоем флюса
- Вибродуговая наплавка: описание технологии
- Способ дуговой наплавки в среде защитных газов
Различные дуговые способы сварки и наплавки чаще всего применяются при ремонте изношенных или поврежденных деталей. Благодаря своей универсальности, простоте в освоении и работе, относительной дешевизне расходников и оборудования данные методы металлообработки получили наибольшее распространение.
Тот или иной способ работы с металлом выбирается, исходя из характера поломки, типа металла, свойств обрабатываемой поверхности и других параметров. Из нашего материала вы узнаете о технологии выполнения различных видов сварки и наплавки, их преимуществах и недостатках.
Из нашего материала вы узнаете о технологии выполнения различных видов сварки и наплавки, их преимуществах и недостатках.
4 способа дуговой сварки
Сварка металла электрической дугой (также ее называют электродуговой или просто дуговой) является на данный момент самым распространенным способом неразъемного соединения различных металлов методом плавления. При такой технологии используется процесс сильного локального нагрева свариваемых кромок деталей до жидкого состояния с помощью электрической дуги. После затвердевания эти части образуют сварочный шов. Самое массовое применение в различных производственных отраслях нашли четыре способа дуговой сварки.
- Ручная дуговая сварка металла.
Такая технология выполняется двумя способами: с использованием неплавящихся или плавящихся электродов.
При ручном дуговом способе сварки неплавящимся электродом свариваемые кромочные поверхности заготовок располагаются впритык между собой.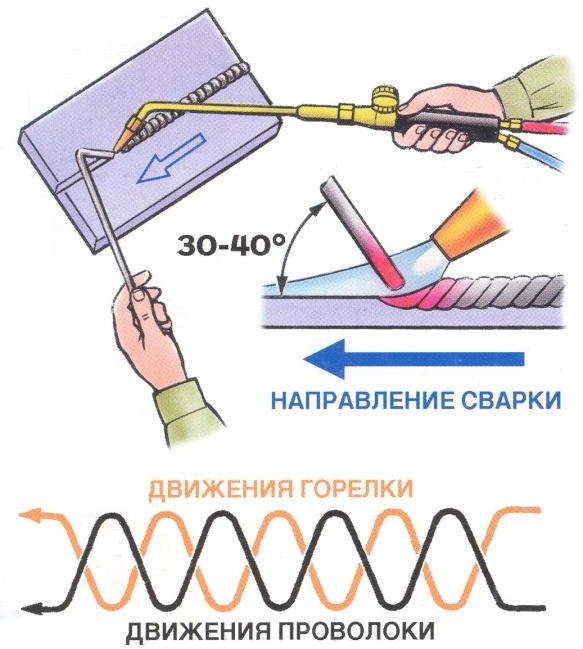 Возбуждается дуга между предназначенными для соединения частями изделия и неплавящимся (графитовым или угольным) электродом. Стыки деталей и присадка, которая подается в зону дуги, разогреваются до температуры плавления, в результате образуется ванна из расплавленного металла. После их затвердевания в ванночке образует сварной шов. Такой вид сварки применяют при наплавке твердых сталей, а также при сваривании цветных металлов и их сплавов.
Возбуждается дуга между предназначенными для соединения частями изделия и неплавящимся (графитовым или угольным) электродом. Стыки деталей и присадка, которая подается в зону дуги, разогреваются до температуры плавления, в результате образуется ванна из расплавленного металла. После их затвердевания в ванночке образует сварной шов. Такой вид сварки применяют при наплавке твердых сталей, а также при сваривании цветных металлов и их сплавов.
Ручную дуговую сварку плавящимся электродом проводят при помощи так называемого штучного электрода, имеющего специальное покрытие. При такой технологии этот способ является наиболее распространенным. Электрическая дуга возбуждается аналогично варианту, рассмотренному выше, но в этом случае осуществляется плавление не только кромок, но и самого электрода. В результате образуется общая ванна расплавленного металла, которая затвердевает при охлаждении и формирует сварной шов. - Автоматическая и полуавтоматическая сварка металла под флюсом.

Полуавтоматическая и автоматическая способы сварки под слоем флюса предназначены для механизации двух главных движений, производимых вручную при обычном типе сварки, – передвижение электрода вдоль линии свариваемых кромок изделия и его подача в зону дуги. При полуавтоматической сварке автоматизируется только подача электрода в зону дуги, а его перемещение по линии свариваемых стыков сварщик производит самостоятельно.
Автоматический дуговой способ сварки металла включает в себя механизацию всех необходимых основных операций. Расплавленный шлак, появившийся при плавлении флюса, который подается в зону дуги, выполняет функцию защиты расплавленного металла от воздействия азота и кислорода. Такой способ сварки обеспечивает качественное сварное соединение и высокую производительность. - Дуговая сварка металла в защитном газе.
Дуговой способ сварки металла в защитном газе производится с помощью неплавящихся (вольфрамовых) или плавящихся электродов. При первом варианте сварной шов формируется за счет плавления кромок металлического изделия. В некоторых случаях используется подача присадочного материала в зону дуги. Второй вариант подразумевает расплавление электродной проволоки и ее участие в формировании шва. Подача струи защитного газа, выталкивающего воздух из зоны дуги, исключает процессы азотирования и окисления расплавленного шва.
При первом варианте сварной шов формируется за счет плавления кромок металлического изделия. В некоторых случаях используется подача присадочного материала в зону дуги. Второй вариант подразумевает расплавление электродной проволоки и ее участие в формировании шва. Подача струи защитного газа, выталкивающего воздух из зоны дуги, исключает процессы азотирования и окисления расплавленного шва.
- Электрошлаковая сварка металла.
Электрошлаковый дуговой способ сварки основан на выделении теплоты при прохождении электрического тока через расплавленный шлак. Взаиморасположение электрода и свариваемых кромочных поверхностей изделия производится под углом 45° или вертикально. Шлак выполняет функцию защиты расплавленного металла от негативного влияния воздуха. С нижней стороны к свариваемым деталям ручным способом приваривают металлический поддон. По обе стороны зазора между изделиями устанавливают формирующие шов подвижные медные ползуны, охлаждаемые водой с внутренней полости.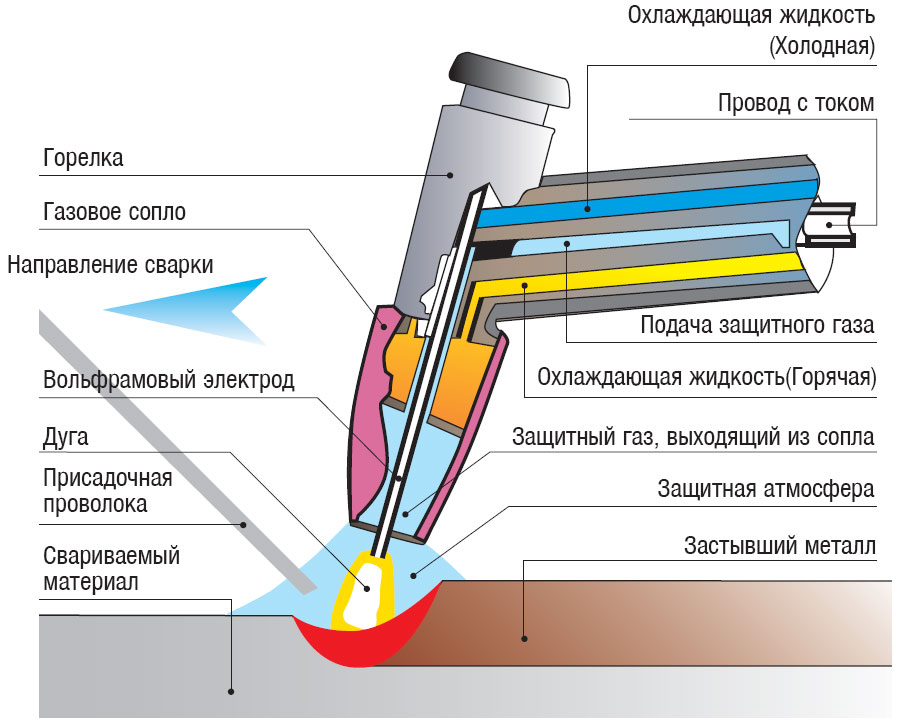 После этого на поддон насыпают специальный флюс, сверху которого размещены одна или две электродные проволоки.
После этого на поддон насыпают специальный флюс, сверху которого размещены одна или две электродные проволоки.
Под слоем флюса между поддоном и электродом возбуждается дуга. Специальный механизм подает электродную проволоку в область горения дуги. В результате образовавшейся высокой температуры происходит расплавление флюса и проволоки, появляется ванна расплавленного металла со шлаковым слоем над ней. При прохождении тока через расплавленный шлак, обладающий высоким сопротивлением (по закону – Джоуля Ленца), создается необходимая для сварки температура. Пропорционально объему накопленного в ванне шлака и жидкого металла механизм подачи флюса и электродной проволоки вместе с медными ползунами автоматически снизу вверх перемещаются с той же скоростью, с какой поднимается жидкий металл.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Механизированные дуговые способы наплавки
При выборе дугового способа наплавки необходимо учитывать такие важные параметры, как характеристики материала детали, предназначенной для реставрации, физико-механические свойства наплавляемого покрытия, геометрические параметры заготовки, уровень износа и некоторые другие.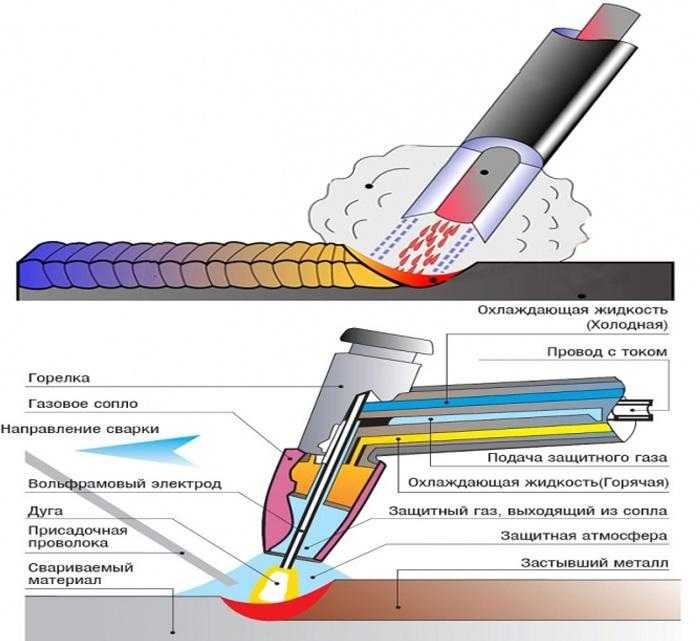
Существует два вида механизированной сварки (наплавки) – автоматическая и полуавтоматическая. В первом случае происходит механическая подача как электродных расходных материалов (лент или проволок) в область обработки, так и относительное перемещение детали и электрода. При полуавтоматическом способе сварки механическим способом перемещаются только электроды. Подача электродной проволоки производится по шлангу к держателю, который перемещается самим сварщиком по необходимой траектории вручную.
Для выполнения работ при автоматическом дуговом способе наплавки требуется следующая базовая комплектация оборудования: сварочная головка, токарный или специальный станок, источник питания и аппаратный ящик.
Конструкция сварочной головки (автомата) состоит из механизма подачи ленты или электродной проволоки (чаще всего применяются тяговые ролики) с блоками регулировки скорости подачи, опускания, подъема, поворота головки.
Некоторые модели установок для наплавки, помимо устройства подачи электрода к заготовке, оснащаются механизмом, производящим поперечные колебания электрода, что позволяет получать за один проход слой наплавления значительно большей ширины. Это способствует повышению производительности и качества шва.
Способ дуговой наплавки под слоем флюса
В отличие от ручного дугового способа наплавки, при этом методе показатель допустимой плотности тока увеличивается до 10 раз (может быть в диапазоне от 150 до 200 А/мм2), что допускает применять повышенные мощности сварочной дуги без риска перегреть электрод. При этом производительность наплавки может возрасти до семи раз.
Горение дуги происходит под слоем флюса, благодаря которому происходит значительное снижение теплового обмена с внешней средой. В итоге происходит существенное понижение удельного потребления электроэнергии в процессе наплавки металла с 6–8 кВт∙ч/кг до 3–5 кВт∙ч/кг. Кроме этого, обеспечивается защита сварочной ванны от негативного воздействия азота и кислорода воздушной среды. По сравнению с методом наплавки штучным электродом, при данной технологии наличие кислорода в наплавленном слое сокращается более чем в 20 раз, а азота становится в три раза ниже.
Кроме этого, обеспечивается защита сварочной ванны от негативного воздействия азота и кислорода воздушной среды. По сравнению с методом наплавки штучным электродом, при данной технологии наличие кислорода в наплавленном слое сокращается более чем в 20 раз, а азота становится в три раза ниже.
При дуговом способе наплавки под слоем флюса, по сравнению с ручной дуговой сваркой, процентный показатель потерь электродного материала на огарки и разбрызгивание сокращается с 20–30 до 2–4 %.
Между концом электродной проволоки и поверхностью детали происходит возбуждение сварочной дуги. Проволока поступает к зоне сваривания через мундштук механизма подачи, а основной металл и флюс – из флюсопровода. При высокой температуре сварочной дуги происходит плавление проволоки, флюса и основного металла и образуется сварочная ванна. Над зоной сварки образовывается жидкая пленка из флюса, то есть происходит горение дуги в газовом пузыре под расплавленной оболочкой из флюса.
Способность оболочки из флюса поддерживать тепло дуги позволяет сократить потери на угар наносимого металла и защитить расплавленную ванну от соединения с азотом и окисления. Помимо этого, флюс (как сыпучий, так и жидкий) осуществляет давление на расплавленный металл, что способствует качественному формированию шва.
На основном металле толщина флюса находится в пределах от 20 до 80 мм, притом та часть, которая не была задействована в процессе сварки, возвращается в бункер. При перемещении сварочной ванны происходит остывание уже наплавленного металла с образованием поверх него шлаковой корки, которую впоследствии легко отделить легкими ударами заостренного молотка. Шлак дробят и в смеси со свежим флюсом повторно применяют для сварки.
С помощью дугового способа наплавки под слоем флюса можно восстанавливать и упрочнять довольно изношенные детали – с износом до 5 мм. Такую технологию используют для наплавки металлических поверхностей с цилиндрической формой (различных осей, валов, опорных катков), плоских изделий (фланцев) и деталей с криволинейными формами (лопасти гидротурбин, зубья звездочек и т. д.).
д.).
К недостаткам можно отнести следующие моменты: не используется при наплавлении деталей диаметром меньше 50 мм, не видно сварочную ванну, большой расход флюса и его высокая стоимость.
При наплавке применяется постоянный ток, так как это позволяет обеспечивать устойчивость горения дуги и, соответственно, стабильный и качественный сварной шов. Полярность используют обратную, т. е. на электрод подают положительный потенциал, а на металлическую заготовку – отрицательный. При таком способе происходит меньший нагрев детали, значит, сокращаются тепловые потери.
Вибродуговая наплавка: описание технологии
Вибродуговой способ наплавки является разновидностью автоматической сварки в среде защитных газов и под слоем флюса. При такой технологии применяют постоянный ток с обратной полярностью напряжением от 12 до 20 В и плотностью от 50 до 70 А/мм2.
В качестве источников питания применяют выпрямитель с жесткой внешней характеристикой и сварочный преобразователь.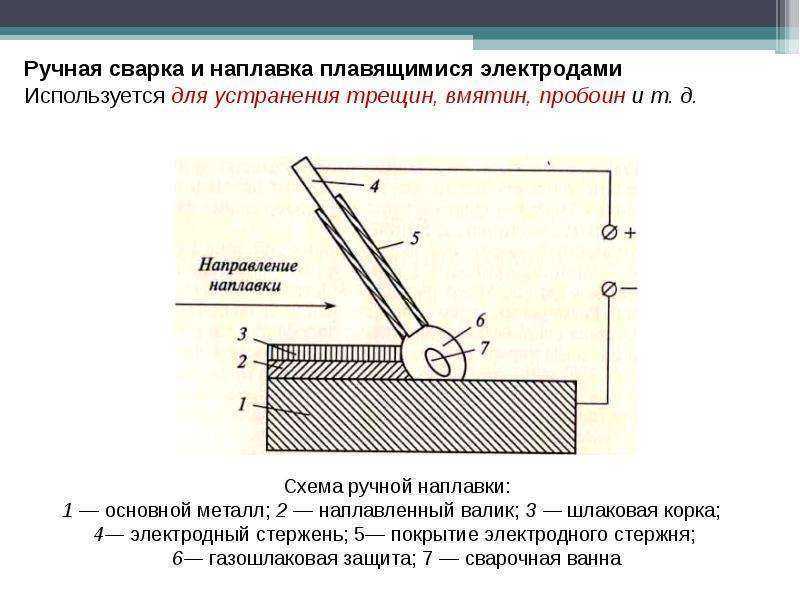 Для дополнительной индуктивности и стабилизации сварочного тока используют дроссель низкой частоты.
Для дополнительной индуктивности и стабилизации сварочного тока используют дроссель низкой частоты.
В конструкции наплавочной головки имеется механизм подачи, с помощью которого в зону горения дуги с заданной скоростью подается электродная проволока. При помощи электромеханического вибратора мундштук совершает возвратно-поступательные движения (вибрации) с частотой колебаний от 100 до 120 Гц.
Значение амплитуды колебаний электрода относительно детали находится в диапазоне 1–3 мм. Периодическое прерывание дуги является причиной мелкокапельного переноса металлических частиц с поверхности электрода на заготовку. По этой причине формируется предельно минимальная сварочная ванна, обеспечивающая довольно надежное сплавление основного и электродного металла, небольшую глубину области термического воздействия и невысокое нагревание заготовки, намного меньшее по сравнению с обычной дуговой наплавкой выгорание легирующих элементов.
Метод вибродуговой наплавки широко используется для восстановления износа наружных и внутренних поверхностей деталей из стали и чугуна, имеющих цилиндрические и конические формы, а также плоские заготовки. Диапазон диаметральных размеров деталей, обрабатывающихся таким способом, составляет от 8 до 200 мм.
Диапазон диаметральных размеров деталей, обрабатывающихся таким способом, составляет от 8 до 200 мм.
Однослойная наплавка обеспечивает толщину слоя от 0,3 до 3 мм, а при нанесении нескольких слоев ее можно произвести любой толщины.
Функцию защиты расплавленного металла могут выполнить также пар, флюс и углекислый газ.
Способ дуговой наплавки в среде защитных газов
Для сварки различных марок металла используются следующие виды защитных газов:
- азот – для меди и сплавов на ее основе;
- углекислый газ, водяной пар – для чугуна и стали;
- гелий и аргон – для любых металлов;
- различные смеси газов.
Высокая стоимость инертных газов вынуждает ограничивать их применение при дуговом способе наплавки деталей из высоколегированных сталей и сплавов из алюминия.
Подача электродной проволоки в зону горения дуги через наконечник и мундштук, которые расположены внутри газоэлектрической горелки, происходит с определенной скоростью при помощи специального механизма.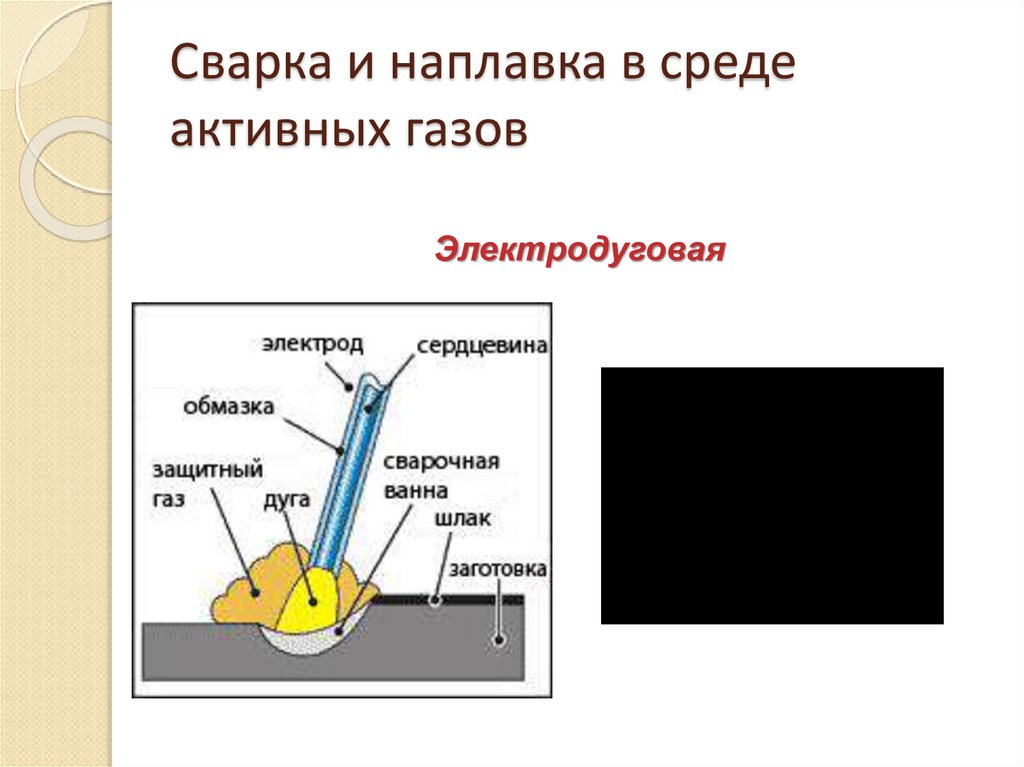
Во время контакта детали и сварочной проволоки возникает дуга. Сразу же начинается перемешивание расплавленного металла детали и электрода. По трубке в зону горения дуги под давлением 0,05–0,2 МПа осуществляется подача углекислого газа, который вытесняет воздух и тем самым защищает расплав от негативного воздействия азота и кислорода.
При дуговом способе наплавки может использоваться токарный станок, деталь устанавливают и зажимают в патроне, на суппорте крепится наплавочная головка. Углекислый газ из баллона подается в зону горения дуги. При выходе газа из баллона происходит его быстрое расширение и понижение температуры, по этой причине остаточная влага в баллоне может привести к обмерзанию понижающего редуктора и его преждевременной поломке. В целях исключения такого отрицательного момента применяют осушитель и подогреватель.
Газ проходит по змеевику, подогревается при помощи электрического тэна. После этого он поступает в осушитель, в котором методом взаимодействия с поглотителями влаги (может быть медный купорос или силикагель) происходит его обезвоживание. Расходные параметры углекислого газа контролируются при помощи расходомера.
Расходные параметры углекислого газа контролируются при помощи расходомера.
Из-за относительно небольшой стоимости углекислого газа дуговой способ наплавки в среде СО2 постепенно вытесняет вибродуговой метод и в какой-то степени наплавку под слоем флюса, а, помимо всего, и сварку штучными электродами при сваривании дугой стального тонколистового материала. Если сравнить со сваркой под слоем флюса, такой способ наплавки обладает производительностью на 25–30 % выше, причем его стоимость ниже на 10–20 %. Процесс можно довольно просто автоматизировать и механизировать, так как сварка и наплавка производится в любом пространственном положении. При отсутствии флюса исключается операция по отбиванию зоны сварного шва от шлаковых включений и остатков флюса, что особенно характерно при наплавке в несколько слоев.
С уменьшением зоны термического влияния обеспечивается высокое качество сварки, появляется возможность реставрировать детали с меньшими диаметрами (10–12 мм), а также сваривать металлы небольшой толщины. Механизированный дуговой способ наплавки в углекислом газе широко используют при ремонтах кузовов, кабин и других деталей из листовой стали небольшой толщины, а также для реставрации поверхностей шеек валов, пальцев, зубьев различных шестеренок и звездочек, осей, резьбы и др.
Механизированный дуговой способ наплавки в углекислом газе широко используют при ремонтах кузовов, кабин и других деталей из листовой стали небольшой толщины, а также для реставрации поверхностей шеек валов, пальцев, зубьев различных шестеренок и звездочек, осей, резьбы и др.
К минусам такого метода наплавления и реставрации поверхностей можно отнести относительно большие потери электродного материала (8–12 %) и открытое световое излучение дуги. На наплавленном слое часто появляются различные трещины и выгорание легирующих элементов. Это происходит по причине разложения углекислого газа при высоких температурах на атомарный кислород и оксид углерода. Чтобы избежать таких процессов, используют электродную проволоку с высоким содержанием кремния, хрома, марганца и некоторых раскислителей, таких как Св-15Х12НМВФБ, Св-08ХГСМА, Св-08Г2С.
Наплавка дуговым способом в среде углекислого газа производится на обратной полярности и постоянном токе.
Ручная дуговая сварка металлическим электродом (MMA, SMAW или сварка электродом)
Ручная дуговая сварка металлическим электродом была впервые изобретена в России в 1888 году. Она включала стержень из чистого металла без флюсового покрытия для создания защитной газовой защиты. Электроды с покрытием не разрабатывались до начала 1900-х годов, когда в Швеции был изобретен процесс Кьельберга, а в Великобритании был введен квазидуговой метод. Стоит отметить, что электроды с покрытием медленно внедрялись из-за их высокой стоимости. Однако было неизбежно, что по мере роста спроса на качественные сварные швы ручная дуга по металлу стала синонимом электродов с покрытием. Когда дуга зажигается между металлическим стержнем (электродом) и заготовкой, и стержень, и поверхность заготовки плавятся, образуя сварочную ванну из расплавленного металла. Одновременное расплавление флюсового покрытия на стержне приводит к образованию газа и шлака, которые защищают сварочную ванну от окружающей атмосферы. Шлак затвердеет и остынет, и его необходимо срезать с валика сварного шва после завершения сварки (или перед наплавкой следующего прохода).
Она включала стержень из чистого металла без флюсового покрытия для создания защитной газовой защиты. Электроды с покрытием не разрабатывались до начала 1900-х годов, когда в Швеции был изобретен процесс Кьельберга, а в Великобритании был введен квазидуговой метод. Стоит отметить, что электроды с покрытием медленно внедрялись из-за их высокой стоимости. Однако было неизбежно, что по мере роста спроса на качественные сварные швы ручная дуга по металлу стала синонимом электродов с покрытием. Когда дуга зажигается между металлическим стержнем (электродом) и заготовкой, и стержень, и поверхность заготовки плавятся, образуя сварочную ванну из расплавленного металла. Одновременное расплавление флюсового покрытия на стержне приводит к образованию газа и шлака, которые защищают сварочную ванну от окружающей атмосферы. Шлак затвердеет и остынет, и его необходимо срезать с валика сварного шва после завершения сварки (или перед наплавкой следующего прохода).
Этот процесс позволяет производить только короткие сварные швы до того, как потребуется вставить новый электрод в держатель сварочного электрода. Проплавление низкое, а качество готового наплавленного металла в значительной степени зависит от навыков сварщика.
Проплавление низкое, а качество готового наплавленного металла в значительной степени зависит от навыков сварщика.
Типы флюсов/электродов
Чтобы зажечь дугу между электродом и основным металлом, например, углеродистой сталью, и получить сварной шов хорошего качества, сварщики должны убедиться, что их сварочные аппараты оснащены подходящими электродами. Стабильность дуги, глубина проплавления, скорость осаждения металла и позиционные возможности в значительной степени зависят от химического состава флюсового покрытия на электроде. Электроды можно разделить на три основные группы:
- Целлюлозный
- Рутил
- Базовый
Целлюлозные электроды содержат большое количество целлюлозы в покрытии и характеризуются глубоко проникающей дугой и высокой скоростью выгорания, что обеспечивает высокую скорость сварки. Сварочный нагар может быть грубым, а с жидким шлаком удаление шлака может быть затруднено. Эти электроды просты в использовании в любом положении и известны тем, что используются в технике сварки «дымоход».
Характеристики:
- глубокое проникновение во всех положениях
- пригодность для вертикальной сварки вниз
- достаточно хорошие механические свойства
- высокий уровень образования водорода — риск растрескивания в зоне термического влияния (ЗТВ)
Рутиловые электроды содержат большое количество оксида титана (рутила) в покрытии. Оксид титана способствует легкому зажиганию дуги, плавной работе дуги и малому разбрызгиванию. Эти электроды являются электродами общего назначения с хорошими сварочными свойствами. Их можно использовать с источниками переменного и постоянного тока и во всех положениях. Электроды особенно подходят для сварки угловых соединений в горизонтальном/вертикальном (Г/В) положении.
Особенности:
- умеренные механические свойства металла сварного шва, такие как предел прочности при растяжении
- хороший профиль борта из вязкого шлака
- Возможна позиционная сварка с жидким шлаком (содержащим фторид)
- легко удаляемый шлак
Основные электроды содержат большое количество карбоната кальция (известняк) и фторида кальция (плавиковый шпат) в покрытии. Это делает их шлаковое покрытие более текучим, чем рутиловое покрытие — оно также является быстрозастывающим, что облегчает сварку в вертикальном и потолочном положении. Эти электроды используются для сварки изделий среднего и большого сечения, где требуется более высокое качество сварного шва, хорошие механические свойства и устойчивость к растрескиванию (за счет высокой жесткости).
Это делает их шлаковое покрытие более текучим, чем рутиловое покрытие — оно также является быстрозастывающим, что облегчает сварку в вертикальном и потолочном положении. Эти электроды используются для сварки изделий среднего и большого сечения, где требуется более высокое качество сварного шва, хорошие механические свойства и устойчивость к растрескиванию (за счет высокой жесткости).
Особенности:
- Наплавленный металл с низким содержанием водорода
- требует высоких сварочных токов/скоростей
- плохой профиль борта (выпуклый и грубый профиль поверхности)
- удаление шлака затруднено
Металлические порошковые электроды содержат добавку металлического порошка к флюсовому покрытию для увеличения максимально допустимого уровня сварочного тока. Таким образом, для данного размера электрода скорость осаждения металла и эффективность (процент осажденного металла) увеличиваются по сравнению с электродом, не содержащим порошка железа в покрытии. Шлак обычно легко удаляется. Электроды из железного порошка в основном используются в плоском и вертикальном положениях, чтобы воспользоваться преимуществами более высокой скорости осаждения. Эффективность от 130 до 140% может быть достигнута для рутиловых и основных электродов без заметного ухудшения характеристик дуги, но дуга имеет тенденцию быть менее сильной, что снижает проникновение валика.
Шлак обычно легко удаляется. Электроды из железного порошка в основном используются в плоском и вертикальном положениях, чтобы воспользоваться преимуществами более высокой скорости осаждения. Эффективность от 130 до 140% может быть достигнута для рутиловых и основных электродов без заметного ухудшения характеристик дуги, но дуга имеет тенденцию быть менее сильной, что снижает проникновение валика.
Источник питания
Электроды могут работать от источников переменного и постоянного тока. Не все электроды постоянного тока могут работать от источников переменного тока, однако электроды переменного тока могут использоваться как от переменного, так и от постоянного тока.
Сварочный ток
Уровень сварочного тока определяется размером электрода – производители рекомендуют нормальный рабочий диапазон и силу тока. Типичные рабочие диапазоны для выбора размеров электродов показаны в таблице. Как правило, при выборе подходящего уровня тока электроду требуется около 40 А на миллиметр (диаметр).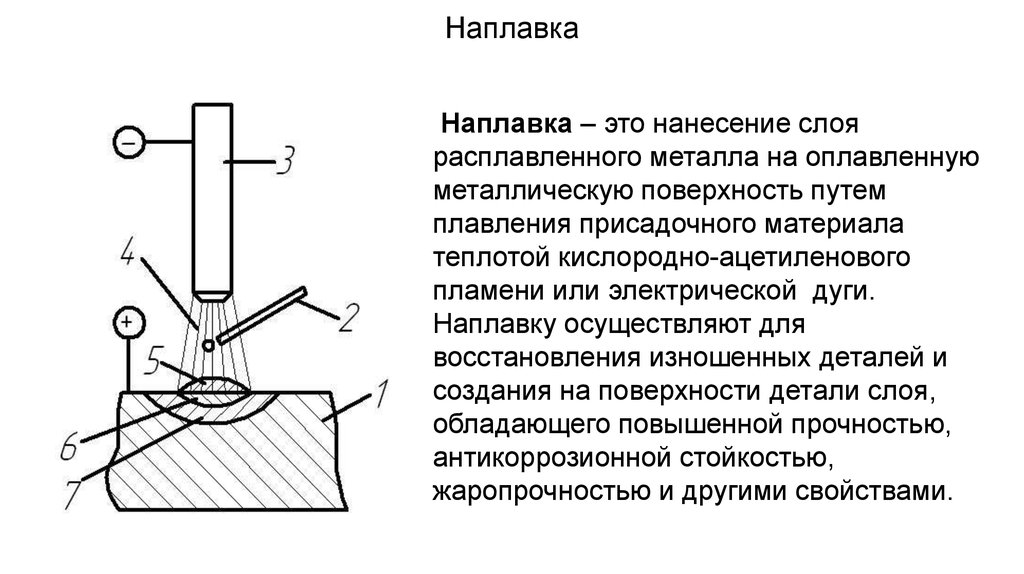 Таким образом, предпочтительный уровень тока для электрода диаметром 4 мм составляет 160 А, но допустимый рабочий диапазон составляет от 140 до 180 А.
Таким образом, предпочтительный уровень тока для электрода диаметром 4 мм составляет 160 А, но допустимый рабочий диапазон составляет от 140 до 180 А.
Что нового
Транзисторная (инверторная) технология теперь позволяет производить очень маленькие и сравнительно легкие источники питания. Эти источники питания находят все более широкое применение для сварки на стройплощадке, где их можно легко транспортировать с работы на работу. Поскольку они имеют электронное управление, для сварки TIG и MIG доступны дополнительные устройства, которые повышают гибкость. Электроды теперь доступны в герметичных контейнерах. Эти вакуумные пакеты избавляют от необходимости запекать электроды непосредственно перед использованием. Однако, если контейнер был открыт или поврежден, важно, чтобы электроды были повторно высушены в соответствии с инструкциями производителя.
Обучение
Школа обучения TWI предлагает ознакомительный курс по сварке ММА. Сюда входят теоретические и практические занятия, примерно 75% из которых — демонстрации и практические занятия; понимание процессов сварки и фундаментальные базовые знания. Здоровье и безопасность, настройка оборудования, параметры процесса сварки, технологические дефекты и способы их предотвращения, сварочные материалы.
Здоровье и безопасность, настройка оборудования, параметры процесса сварки, технологические дефекты и способы их предотвращения, сварочные материалы.
Для получения дополнительной информации нажмите здесь.
Справки
Для получения дополнительной информации о сварке ММА и технических вопросов, пожалуйста, свяжитесь с нами.
Что такое ручная дуговая сварка?
Welding Tech
Ручная дуговая сварка — это процесс сварки, при котором рука оператора контролирует скорость перемещения и скорость подачи электрода в дугу. Это дает оператору больший контроль над сваркой, что делает его идеальным для применений, где требуется точная сварка.
Одно из основных преимуществ ручной дуговой сварки заключается в том, что это, как правило, более доступный процесс сварки, чем другие методы, такие как автоматическая или роботизированная сварка. Это делает его идеальным выбором для небольших магазинов и предприятий, у которых может не быть бюджета на более дорогое оборудование.
Это делает его идеальным выбором для небольших магазинов и предприятий, у которых может не быть бюджета на более дорогое оборудование.
Несмотря на свои преимущества, ручная дуговая сварка имеет некоторые недостатки. Одним из самых больших недостатков является то, что с помощью этого метода может быть труднее производить согласованные сварные швы. Это связано с тем, что оператор должен контролировать как скорость перемещения, так и скорость подачи, что может быть затруднительно для поддержания постоянной скорости для обоих.
Кроме того, ручная дуговая сварка может требовать больших физических усилий, чем другие методы, поскольку оператору приходится удерживать электрод и горелку на месте в течение всего времени сварки. Это может привести к усталости, особенно при длительной сварке.
В целом ручная дуговая сварка является универсальным и доступным сварочным процессом, который можно использовать в самых разных областях. Хотя у него есть некоторые недостатки, его преимущества делают его популярным выбором для многих сварщиков.
Для чего используется ручная дуговая сварка?
Ручная дуговая сварка может использоваться для различных материалов, включая такие металлы, как сталь, алюминий и нержавеющая сталь. Также можно сваривать неметаллические материалы, такие как пластмассы и композиты, с помощью ручной дуговой сварки, хотя это менее распространено.
Что такое ручная дуговая сварка металлом?
Процесс ручной дуговой сварки металлическим электродом (MMAW) является наиболее распространенным типом ручной сварки. Он предполагает использование электрода, покрытого флюсом, который помогает защитить сварочную ванну от загрязнения.
Процесс MMAW подходит для широкого спектра материалов и может использоваться во всех положениях, что делает его универсальным выбором для многих применений. Тем не менее, с помощью этого метода может быть труднее производить однородные сварные швы, так как оператор должен контролировать как скорость перемещения, так и скорость подачи.
Какие существуют 4 типа дуговой сварки?
Существует четыре основных типа дуговой сварки: ручная дуговая сварка металлическим электродом (MMAW), дуговая сварка металлическим электродом в среде защитного газа (GMAW), дуговая сварка с флюсовой проволокой (FCAW) и дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW).