Температура плавление бронзы: Температура плавления бронзы и литье бронзы в домашних условиях
Содержание
Температура плавления меди
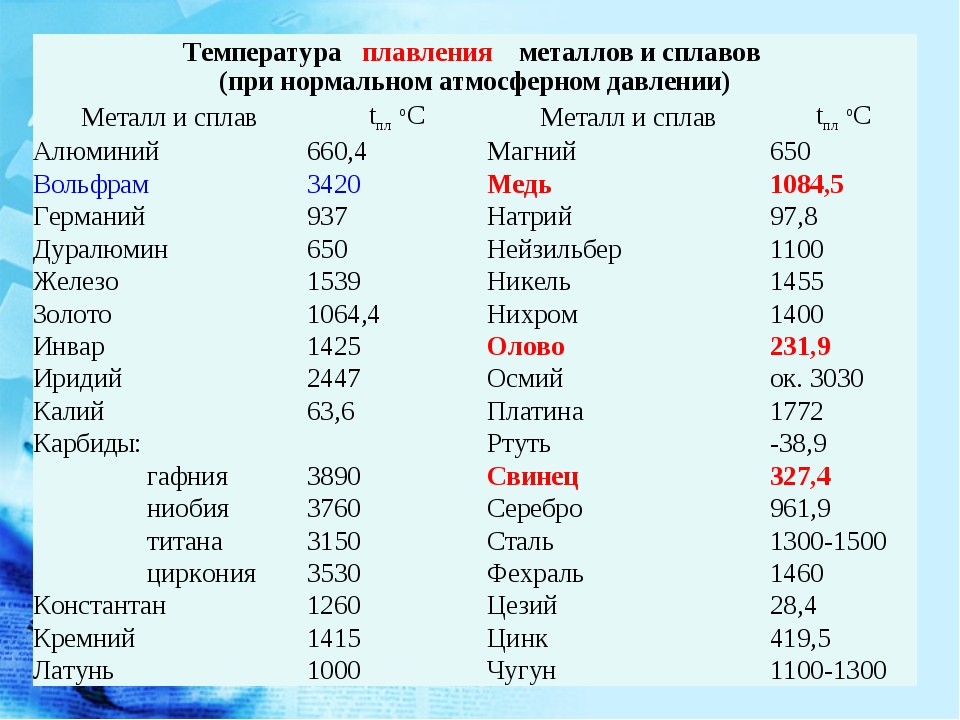
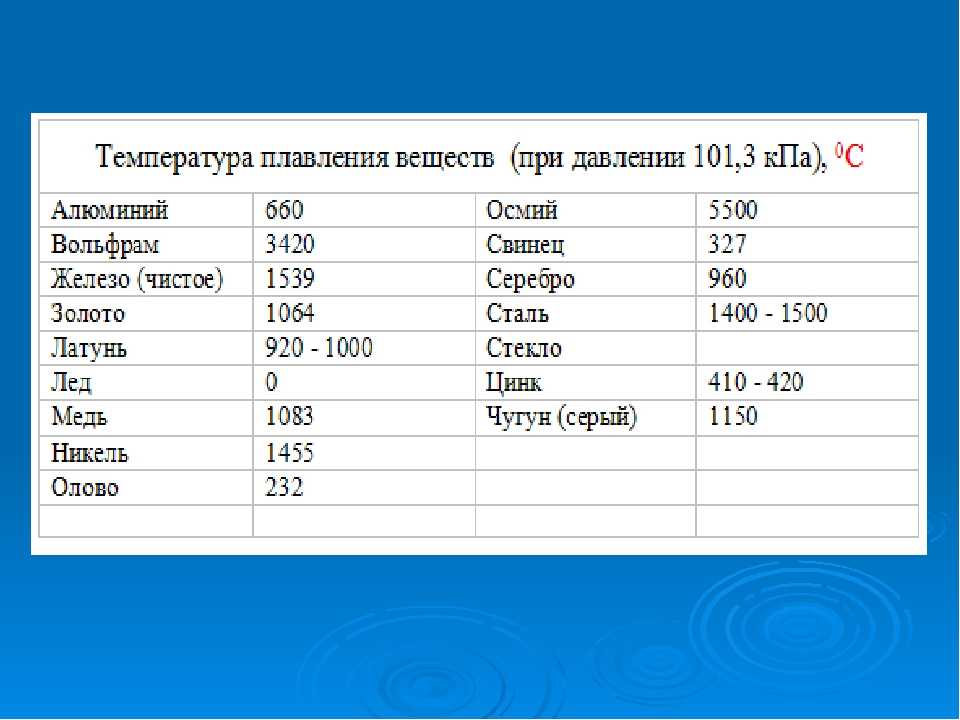
Каждый металл обладает способностью плавиться. Все они отличаются собственной температурой плавления, которая зависит от разных факторов. Прежде всего, на этот показатель влияет структура металла и наличие в нем каких-либо примесей. Температура плавления меди составляет 1080 градуса.
Содержание
Процесс плавления металлов
Во время нагревания металлов их кристаллическая решетка начинает постепенно разрушаться. В начальной стадии, по мере нагревания, происходит повышение температуры. Достигнув определенного значения, она продолжает оставаться на одном и том же уровне, несмотря на продолжающийся нагрев. В такой момент и начинается процесс плавления. Он продолжается до тех пор, пока металл полностью не расплавится. После этого продолжается дальнейшее повышение температуры. Таким образом, происходит плавление всех, без исключения, металлов.
Во время охлаждения наблюдается обратное явление. Температура начинает снижаться до тех пор, пока металл не начнет твердеть. Она будет держаться на одном уровне до окончательного отвердения, а потом вновь начнет понижаться. Все происходящие процессы можно отобразить графически, в виде фазовой диаграммы. Она точно показывает состояние вещества при воздействии на него определенной температуры.
Она будет держаться на одном уровне до окончательного отвердения, а потом вновь начнет понижаться. Все происходящие процессы можно отобразить графически, в виде фазовой диаграммы. Она точно показывает состояние вещества при воздействии на него определенной температуры.
Если же расплавленный металл будет нагреваться и далее, то при достижении определенного предела он начнет кипеть. Однако в отличие от жидкости, жидкий металл начинает выделять не пузырьки газа, а углерод, который образуется во время окислительных процессов.
Свойства меди
Человек использовал медь для своих целей с древних времен. Плавление меди при сравнительно низких температурах, позволило проводить с этим металлом самые разные операции. Таким образом, была получена бронза, представляющая собой сплав меди с оловом. По своей прочности она значительно превосходила чистую медь, что позволило изготавливать более качественное оружие и инструменты.
В настоящее время медь также не используется в чистом виде. В составе меди, в большом количестве присутствуют разные компоненты. Их содержание достигает 1%. В качестве основных добавок используется никель, железо, мышьяк и сурьма. Тем не менее, несмотря на добавки, с технической стороны медь считается чистым металлом с высокими показателями теплопроводности и электропроводности. Поэтому она является идеальным материалом для кабельно-проводниковой продукции.
В составе меди, в большом количестве присутствуют разные компоненты. Их содержание достигает 1%. В качестве основных добавок используется никель, железо, мышьяк и сурьма. Тем не менее, несмотря на добавки, с технической стороны медь считается чистым металлом с высокими показателями теплопроводности и электропроводности. Поэтому она является идеальным материалом для кабельно-проводниковой продукции.
Сплав меди с другими металлами
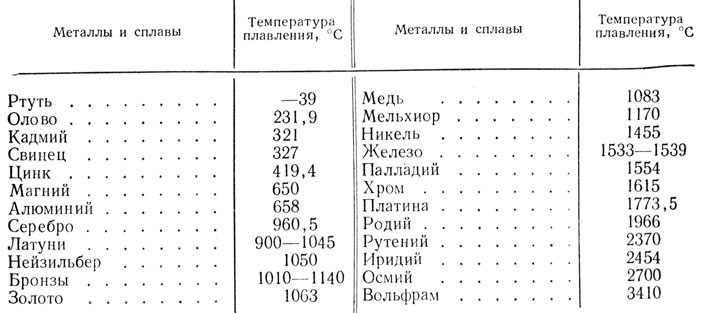
Относительно невысокая температура плавления меди составляет 1084°С. Это позволяет получать на ее основе металлические сплавы, обладающие совершенно другими свойствами.
Среди них хорошо известна латунь, представляющая собой сплав меди и цинка, в процентном соотношении приблизительно 1:1. Полученное вещество, имеет более низкую температуру плавления, составляющую от 800 до 950 градусов. Конкретное значение этого показателя зависит от соотношения металлов, содержащихся в сплаве: с уменьшением количества цинка плавление латуни происходит при более низкой температуре. Данный материал используется в литейном производстве, а также в качестве листовых и прокатных изделий. Кроме цинка, в различные марки латуни добавляются другие компоненты, влияющие на процесс плавления.
Данный материал используется в литейном производстве, а также в качестве листовых и прокатных изделий. Кроме цинка, в различные марки латуни добавляются другие компоненты, влияющие на процесс плавления.
Сплав на
При заливке формы
Как
|
| 19/04/16 |
 Тогда можно будет
Тогда можно будет

 Быстро поместить в
Быстро поместить в
 Вся эта субстанция
Вся эта субстанция
 Форма просушивается и соединяется
Форма просушивается и соединяется
Диапазоны и температуры плавления металлов
Металл | Точка плавления | |
| ( или С) | ( или F) | |
| Адмиралтейская латунь | 900 – 940 | 1650 – 1720 |
| Алюминий | 660 | 1220 |
| Алюминиевый сплав | 463 – 671 | 865 – 1240 |
| Алюминий Бронза | 600 – 655 | 1190 – 1215 |
| Баббит | 249 | 480 |
| Бериллий | 1285 | 2345 |
| Бериллиевая медь | 865 – 955 | 1587 – 1750 |
| Висмут | 271,4 | 520,5 |
| Латунь, красный | 1000 | 1832 |
| Латунь, желтая | 930 | 1710 |
| Кадмий | 321 | 610 |
| Хром | 1860 | 3380 |
| Кобальт | 1495 | 2723 |
| Медь | 1084 | 1983 |
| Золото, чистое 24K | 1063 | 1945 |
| Хастеллой С | 1320 – 1350 | 2410 – 2460 |
| Инконель | 1390 – 1425 | 2540 – 2600 |
| Инколой | 1390 – 1425 | 2540 – 2600 |
| Железо кованое | 1482 – 1593 | 2700 – 2900 |
| Железо, серое литье | 1127 – 1204 | 2060 – 2200 |
| Чугун, ковкий | 1149 | 2100 |
| Свинец | 327,5 | 621 |
| Магний | 650 | 1200 |
| Магниевый сплав | 349 – 649 | 660 – 1200 |
| Марганец | 1244 | 2271 |
| Марганцевая бронза | 865 – 890 | 1590 – 1630 |
| Меркурий | -38,86 | -37,95 |
| Молибден | 2620 | 4750 |
| Монель | 1300 – 1350 | 2370 – 2460 |
| Никель | 1453 | 2647 |
| Ниобий (Колумбий) | 2470 | 4473 |
| Палладий | 1555 | 2831 |
| Фосфор | 44 | 111 |
| Платина | 1770 | 3220 |
| Красная латунь | 990 – 1025 | 1810 – 1880 |
| Рений | 3186 | 5767 |
| Родий | 1965 | 3569 |
| Селен | 217 | 423 |
| Кремний | 1411 | 2572 |
| Серебро, чистое | 961 | 1761 |
| Серебро, Стерлинг | 893 | 1640 |
| Углеродистая сталь | 1425 – 1540 | 2600 – 2800 |
| Нержавеющая сталь | 1510 | 2750 |
| Тантал | 2980 | 5400 |
| Торий | 1750 | 3180 |
| Олово | 232 | 449,4 |
| Титан | 1670 | 3040 |
| Вольфрам | 3400 | 6150 |
| Желтая латунь | 905 – 932 | 1660 – 1710 |
| Цинк | 419,5 | 787 |
- T( o C) = 5/9[T( o F) – 32]
Таблица
— Температуры плавления металлов
версия для печати
от Lexi, Content Development Group, исключительно для Fire Mountain Gems and Beads®
При пайке твердым припоем важно знать температуру плавления металла, с которым вы работаете.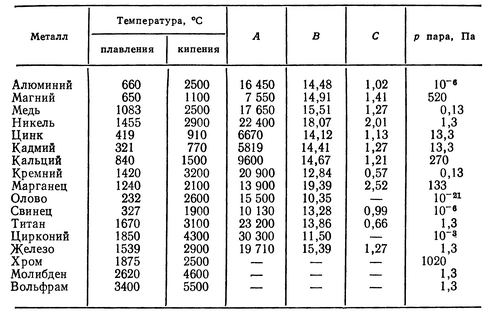 Используйте эту таблицу, чтобы убедиться, что температура текучести припоя ниже температуры плавления вашего металла.
Используйте эту таблицу, чтобы убедиться, что температура текучести припоя ниже температуры плавления вашего металла.
Тип металла | по Фаренгейту | Цельсия |
| Олово | 440 | 226 |
| Олово | 450 | 232 |
| Цинк | 786 | 418 |
| Алюминий | 1220 | 660 |
| 14-каратное золото | 1615 | 879 |
| Серебро | 1640 | 893 |
| Латунь | 1652-1724 | 900-940 |
| 18-каратное золото | 1700 | 926 |
| Чистое серебро | 1760 | 960 |
| Бронза | 1825 | 996 |
| Золото (чистое) | 1948 | 1064 |
| Медь | 1983 | 1084 |
| Никель | 2030 | 1110 |
| Высокоуглеродистая сталь | 2500 | 1371 |
| Нержавеющая сталь | 2550 | 1398 |
| Среднеуглеродистая сталь | 2600 | 1426 |
| Низкоуглеродистая сталь | 2700 | 1482 |
| Платина | 3221 | 1771 |
Как вам этот ресурс? Ваши отзывы помогают нам предоставлять ресурсы, которые наиболее важны для вас.
